CN1077494C - 用于注射成型机的报警装置 - Google Patents
用于注射成型机的报警装置 Download PDFInfo
- Publication number
- CN1077494C CN1077494C CN98103021A CN98103021A CN1077494C CN 1077494 C CN1077494 C CN 1077494C CN 98103021 A CN98103021 A CN 98103021A CN 98103021 A CN98103021 A CN 98103021A CN 1077494 C CN1077494 C CN 1077494C
- Authority
- CN
- China
- Prior art keywords
- injection
- lding
- machine
- operator
- model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/84—Safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1774—Display units or mountings therefor; Switch cabinets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/766—Measuring, controlling or regulating the setting or resetting of moulding conditions, e.g. before starting a cycle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C2045/7606—Controlling or regulating the display unit
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
一种用于注射成型机的报警装置包括:用于操作的操作装置,该操作包括输入用以设置成型条件的操作信号;控制器,其按照成型条件的设置信号而产生用以控制注射成型机的信号;监测装置,其用于监测操作者对操作装置所进行的操作,并按照操作监测而产生监测信号;报警装置,其用于按照来自监测装置的监测信号而警告操作者;判断装置,其按照来自注射成型机的信号和来自操作装置的操作信号,用于判断注射成型机是否被正确操作;以及取消装置,当判断装置判断操作者已正确地操作注射成型机时,其用于取消报警。
Description
本发明涉及一种用于注射成型机的报警装置。
通常,注射成型机有一个注射装置。注射装置有一个加热缸,在加热缸中以可进-退移动的形式安装着一个可旋转的螺杆。驱动装置使螺杆旋转、前进或后退。在计量步骤中,当沿正常方向旋转时螺杆后退,以便树脂从漏斗中出来,并在加热缸中加热,熔化的树脂积累在位于螺杆头前面的空间内。在注射步骤,螺杆向前以便从注射嘴注射熔化的树脂。
模型装置设置在注射装置的前面。模型装置包括一个静止压模板、一个移动压模板、一个静止模型、一个移动模型和一个模型夹紧装置。模型夹紧装置使移动压模板前进和后退,以便使移动模型与静止模型接触,和使移动模型与静止模型分开,由此完成模型关闭操作、模型夹紧操作、和模型打开操作。
在注射成型阶段,操作者必须完成将静止模型连接到静止压模板上以及将移动模型从移动压模板上取走的操作(此后称做“模型交换操作”)模型装置操作的调整、模型装置温度的调整、加热缸的加热、以及向漏斗中加入树脂。
在注射成型阶段,操作者还应当完成增加模型装置的温度,清除,变换树脂,改变颜色,去掉加热缸内剩余的树脂,设置适合于成型装置的成型条件,以及开始成型等操作。
然而,由于在传统的注射成型机中,操作者进行多种工作和操作,如果操作者错误操作注射成型机,成型装置可能会损坏。
因此,本发明的目的是:解决上面提到的传统注射成型机的问题,并且为注射成型机安装一个报警装置,其能够防止操作者错误操作注射成型机,从而防止破坏成型装置。
为了达到上述目的,按照本发明的用于注射成型机的报警装置包括:操作装置,其用于操作,该操作包括输入用以设置成型条件的操作信号;控制器,其按照成型条件的设置信号而产生用以控制注射成型机的信号;监测装置,其用于监测操作者对所述操作装置所进行的操作,并按照操作监测而产生监测信号;报警装置,其用于按照来自所述监测装置的监测信号而警告操作者;判断装置,其按照来自注射成型机的信号和来自所述操作装置的操作信号,用于判断注射成型机是否被正确操作;以及取消装置,当判断装置判断操作者已正确地操作注射成型机时,其用于取消报警。
在这种情况下,当操作者错误操作注射成型机时,通过报警装置产生警报。从而避免操作者错误操作注射成型机。因此避免了模型系统损坏。
此外,由于安装了取消装置,操作者不用进行任何操作取消警报,从而提高了工作效率。
在本发明的用于注射成型机的另一种报警装置中,报警装置包括:一个显示部分用于进行显示,以及显示装置用于按照来自监测装置的监测信号操作显示部分,以便为操作者显示警报。
当操作者正确操作注射成型机时,取消装置取消显示。
在这种情况下,当操作者错误操作注射成型机时,通过显示装置显示警报。因此,能够避免操作者错误操作注射成型机。从而避免模型装置的损坏。
此外,由于安装了取消装置,操作者不用进行任何操作来取消显示,因此提高了工作效率。
在按照本发明的用于注射成型机的另一种报警装置中,注射成型机包括一个模型装置和一个用于向该模型装置注射的注射装置,来自所述注射装置和所述模型装置中的至少一个的信号被发射到所述判断装置。
按照本发明的用于注射成型机的报警装置的结构和特征,通过以下参考附图所作的详细说明将更加清楚、变得更好理解,其中:
图1为按照本发明的用于注射成型机的报警装置的方框图;和
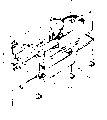
图2为按照本发明的实施例的注射成型机的立体图。
下面将结合附图详细描述本发明的一个实施例。
图1为按照本发明的用于注射成型机的报警装置的方框图;图2为按照本发明的实施例的注射成型机的立体图。
在图1和2中,标号11表示一个注射成型机,标号12表示一个注射装置。注射装置12有一个加热缸13,在其中以可进-退移动方式安装着一个没有示出的可旋转的螺杆。驱动装置14转动螺杆使其前进或后退。在计量步骤,螺杆沿正常方向旋转后退,以便从漏斗17供应树脂,并且在加热缸13中加热,融化的树脂积累在没有示出的螺杆头前面的空间内。在注射步骤,螺杆前进以便从没有示出的注射嘴注射融化的树脂。
模型装置21安装在注射装置12的前面(在图2中的左侧)。模型装置21包括:一个静止压模板23,一个移动压模板24,一个与静止压模板23连接的没有示出的静止模型,和一个与移动压模板24连接的没有示出的移动模型,以及一个模型夹紧装置25。模型夹紧装置25使移动压模板24前进和后退,以便使移动模型与静止模型接触以及使移动模型与静止模型分开,从而进行模型关闭操作,模型夹紧操作,和模型打开操作。
此外,架子30安装在注射装置12的下面,控制盘31安装在架子30的前表面。在控制盘31上安装着一个输入键盘32,操作者通过键盘设置模型条件和类似的东西,显示屏33(CRT)作为显示部分用于显示模型条件和类似的东西。此外,安装着一个控制器27。当操作者操作操作部分28和键盘32时,控制器27产生预定的信号以操纵注射装置12和模型装置21。即,为了进行注射成型,控制器27按照操作者通过键盘32设置的模型条件和类似的东西操纵注射装置12和模型装置21。
在注射成型阶段,操作者应当进行模型更换操作,模型装置21的操作的调整,模型装置21的温度的调整,加热缸13的加热,以及向漏斗17中加入树脂。
还有,在注射成型阶段,操作者还应当完成增加模型装置21的温度,清除,变换树脂,改变颜色,去掉加热缸13内剩余的树脂,设置适合于成型装置21的成型条件,以及开始成型等操作。
然而,如果操作者在将新的静止和移动模型分别连接到静止压模板23和移动压模板24上以后,忘记了改变成型条件,由于模型更换操作,出现加料过量(过满),射入量少,或类似问题,导致模型装置21破裂,或出现模型打开/关闭速度,模型打开行程,或类似的错误,结果模型装置21产生磨伤,或没有示出的三模板连接破裂。
再有,如果操作者在例如更换树脂或变化颜色后忘记了清理,剩余在加热缸13内的融化树脂变质和分解。结果,如果没有改变注射压力和注射速度的设定值,会出现过满和模型装置21破坏。
此外,在个别形式的模型装置中,在第一个成型循环开始时,模型温度和成型情况可能变得不稳定。因此,如果第一成型循环的成型条件保持不变,进行下一个成型循环,会出现过满。
在本发明的实施例中将考虑上面描述的问题。即,用开关或类似的东西制成的监测装置52安装在静止压模板23和移动压模板24上,以便监测注射成型机11的操作者进行的操作。由监测装置52产生的监测信号被发送到控制器27。控制器27的显示装置53按照监测信号产生一个显示信号,并且将显示信号发送到显示屏33。显示屏33按照显示信号显示一个报警信号或类似的东西引起操作者的注意。显示屏33和显示装置53组成报警装置。
随后,当被警告的操作者正确操作注射成型机时,控制器27的取消装置54,按照来自注射装置12和模型装置21的控制信号,以及来自操作装置例如操作部分28和键盘32的操作信号,在显示屏33上取消或去掉报警信号。
为了进行这种取消操作,安装在控制器27内的没有示出的操作判断装置,按照控制信号和操作信号,判断注射成型机11是否被正确操作,并且把判断结果发送到取消装置54。
例如,当操作者分别从静止压模板23和移动压模板24上移去静止和移动模型,并且将新的静止和移动模型分别连接到静止压模板23和移动压模板24上时,进行模型更换操作,监测装置52监测该模型更换操作,并且输出一个监测信号。当监测信号发送到控制器27时,控制器27的显示装置53操作显示屏33,以便显示一个报警信号,引起操作者的注意,以确定成型条件是否适合于新连接的静止和移动模型。在本实施例中,由开关或类似的东西形成的监测装置52监测模型更换操作是否已经进行。然而,模型更换操作的完成能够通过没有示出的电源被打开或模型的厚度已被调整监测出来。
当模型更换操作的完成被监测到以后,在注射成型准备阶段,模型打开力自动减少(例如,为通常力的30%或更少)。此外,如果在注射成型准备阶段,模型打开操作没有到达极限位置,注射成型机11不能以任何形式(人工,半自动,和全自动)启动操作。
在这种情况下,报警信号“请检查模型打开行程,并且是否有外物留在模型内”或类似的信号显示在显示屏33上。
当没有进行模型更换操作时,显示的信号便能通过操作安装在显示屏33上的开/关键取消或去掉。
此外,当模型装置21的温度增加完成以后,经过一段预设的时间(例如,5分钟)以后,注射成型还没有开始,报警信号“请进行清理”或类似的信号显示在显示屏33上。当另一个预设时间(例如,30分钟)过去以后,加热缸13的温度自动降低。
此外,在第一成型操作开始时,成型条件自动改变,以便以缩短的测量行程操作和降低的压力进行注射成型。在第二或以后的成型操作开始时,自动设置成正常成型条件。在第一成型操作的开始,变化成型条件的型式能够打开或关闭。
如上所述,当操作者错误操作注射成型机11时,在显示屏33上显示警报。因此,能够防止操作者错误操作注射成型机11。因此,避免了模型装置21的损坏。
此外,由于控制器27包括取消装置54,当报警后操作者正确操作注射成型机11时,取消装置取消报警显示,操作者不用进行任何操作,例如不用操作键盘32以取消报警显示,因此提高了工作效率。
在本发明中,报警信号显示在显示屏33上,以引起操作者注意。然而,可以使用一个来自喇叭或类似的东西的声音输出,或者使用一个来自显示灯或类似的东西的光学输出,以引起操作者的注意。
本发明并不限于上面描述的实施例。在本发明的精神范围内能够对本发明进行各种改进和变更,它们并不超出本发明的范围。
Claims (3)
1、一种用于注射成型机的报警装置,包括:
(a)操作装置,其用于操作,该操作包括输入用以设置成型条件的操作信号;
(b)控制器,其按照成型条件的设置信号而产生用以控制注射成型机的信号;
(c)监测装置,其用于监测操作者对所述操作装置所进行的操作,并按照操作监测而产生监测信号;
(d)报警装置,其用于按照来自所述监测装置的监测信号而警告操作者;
(e)判断装置,其按照来自注射成型机的信号和来自所述操作装置的操作信号,用于判断注射成型机是否被正确操作;以及
(f)取消装置,当判断装置判断操作者已正确地操作注射成型机时,其用于取消报警。
2、按照权利要求1的用于注射成型机的报警装置,其特征在于,
(a)所述报警装置包括:一个用于进行显示的显示部分,以及一个用于按照来自所述监测装置的监测信号而操作所述显示部分的显示装置,以便为操作者显示警报;并且
(b)当操作者正确地操作注射成型机时,所述取消装置取消显示。
3、按照权利要求1的用于注射成型机的报警装置,其特征在于,所述注射成型机包括一个模型装置以及一个用于向所述模型装置注射的注射装置,来自所述注射装置和所述模型装置中的至少一个的信号被发射到所述判断装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP193737/97 | 1997-07-18 | ||
| JP9193737A JPH1134137A (ja) | 1997-07-18 | 1997-07-18 | 射出成形機の注意喚起装置 |
| JP193737/1997 | 1997-07-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1209384A CN1209384A (zh) | 1999-03-03 |
| CN1077494C true CN1077494C (zh) | 2002-01-09 |
Family
ID=16312980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98103021A Expired - Fee Related CN1077494C (zh) | 1997-07-18 | 1998-07-15 | 用于注射成型机的报警装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5995009A (zh) |
| EP (1) | EP0891852B1 (zh) |
| JP (1) | JPH1134137A (zh) |
| KR (1) | KR100292254B1 (zh) |
| CN (1) | CN1077494C (zh) |
| AT (1) | ATE510674T1 (zh) |
| SG (1) | SG72841A1 (zh) |
| TW (1) | TW446619B (zh) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4048184B2 (ja) * | 2004-03-30 | 2008-02-13 | 日精樹脂工業株式会社 | 成形機の異常監視システム |
| JP4799156B2 (ja) * | 2005-12-06 | 2011-10-26 | 東洋機械金属株式会社 | 成形機 |
| JP5079362B2 (ja) * | 2007-03-23 | 2012-11-21 | 東洋機械金属株式会社 | 成形機 |
| CN101770217A (zh) * | 2008-12-30 | 2010-07-07 | 鸿富锦精密工业(深圳)有限公司 | 数控成型机显示控制系统及方法 |
| JP2014226883A (ja) * | 2013-05-24 | 2014-12-08 | 東洋機械金属株式会社 | 成形機 |
| JP6594618B2 (ja) | 2013-11-26 | 2019-10-23 | 三星電子株式会社 | 真空断熱材、断熱箱体及び冷蔵庫 |
| JP6013695B2 (ja) * | 2015-02-24 | 2016-10-25 | ファナック株式会社 | 追加射出装置を有する射出成形システム |
| JP6305963B2 (ja) | 2015-08-17 | 2018-04-04 | 株式会社ソディック | 射出成形機支援システムおよび射出成形機支援方法 |
| TWI680048B (zh) * | 2016-03-04 | 2019-12-21 | 台達電子工業股份有限公司 | 注塑機控制系統及方法 |
| CN106514977A (zh) * | 2016-11-14 | 2017-03-22 | 许海石 | 一种准确高效且实现远程监控的注塑机控制系统 |
| JP7391526B2 (ja) * | 2019-03-29 | 2023-12-05 | 住友重機械工業株式会社 | 成形機及びコンピュータープログラム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4802097A (en) * | 1986-04-01 | 1989-01-31 | Toshiba Kikai Kabushiki Kaisha | Control systems of injection molding machines |
| US4802834A (en) * | 1986-01-24 | 1989-02-07 | Fanuc Ltd | Error detector for various set values of an injection-molding machine |
| US5344301A (en) * | 1991-05-18 | 1994-09-06 | Fanuc Ltd. | Operating time analyzing apparatus for an injection molding machine |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59158237A (ja) * | 1983-02-28 | 1984-09-07 | Toshiba Mach Co Ltd | 射出成形機の制御装置 |
| JPS61220818A (ja) * | 1985-03-28 | 1986-10-01 | Fanuc Ltd | 計量・混練条件をグラフ表示する射出成形機 |
| JPH02150328A (ja) * | 1988-12-01 | 1990-06-08 | Sumitomo Heavy Ind Ltd | 射出成形機の成形プログラム設定方法 |
| US5325287A (en) * | 1992-09-30 | 1994-06-28 | The Foxboro Company | Decoupled display and control system |
| JPH07232364A (ja) * | 1994-02-24 | 1995-09-05 | Fanuc Ltd | 表示装置を備えた射出成形機 |
| US5640467A (en) * | 1994-03-30 | 1997-06-17 | Ricoh Company, Ltd. | Image forming apparatus which monitors hardware errors of a controller of a copying-inhibited function |
| JP3049543B2 (ja) * | 1996-03-26 | 2000-06-05 | 住友重機械工業株式会社 | 射出成形機の保護装置 |
-
1997
- 1997-07-18 JP JP9193737A patent/JPH1134137A/ja active Pending
-
1998
- 1998-07-06 US US09/110,209 patent/US5995009A/en not_active Expired - Lifetime
- 1998-07-07 TW TW087111007A patent/TW446619B/zh not_active IP Right Cessation
- 1998-07-08 SG SG1998001597A patent/SG72841A1/en unknown
- 1998-07-15 AT AT98113207T patent/ATE510674T1/de active
- 1998-07-15 EP EP98113207A patent/EP0891852B1/en not_active Expired - Lifetime
- 1998-07-15 KR KR1019980028568A patent/KR100292254B1/ko not_active IP Right Cessation
- 1998-07-15 CN CN98103021A patent/CN1077494C/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4802834A (en) * | 1986-01-24 | 1989-02-07 | Fanuc Ltd | Error detector for various set values of an injection-molding machine |
| US4802097A (en) * | 1986-04-01 | 1989-01-31 | Toshiba Kikai Kabushiki Kaisha | Control systems of injection molding machines |
| US5344301A (en) * | 1991-05-18 | 1994-09-06 | Fanuc Ltd. | Operating time analyzing apparatus for an injection molding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100292254B1 (ko) | 2001-06-01 |
| ATE510674T1 (de) | 2011-06-15 |
| SG72841A1 (en) | 2000-05-23 |
| TW446619B (en) | 2001-07-21 |
| EP0891852A2 (en) | 1999-01-20 |
| EP0891852A3 (en) | 2000-12-27 |
| EP0891852B1 (en) | 2011-05-25 |
| KR19990013881A (ko) | 1999-02-25 |
| US5995009A (en) | 1999-11-30 |
| JPH1134137A (ja) | 1999-02-09 |
| CN1209384A (zh) | 1999-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1077494C (zh) | 用于注射成型机的报警装置 | |
| JP2004142211A (ja) | 射出成形機の型締め工程における異常検知方法 | |
| CN1447742A (zh) | 部件成形机的集成控制器 | |
| US4421467A (en) | Injection molding machine diagnostic system | |
| JP6722836B1 (ja) | 異常監視装置、異常監視方法、及び、異常監視プログラム | |
| JP2002248665A (ja) | 射出成形機の制御方法及び制御装置 | |
| JPH04133712A (ja) | 射出成形機 | |
| JP3467360B2 (ja) | 射出成形機 | |
| JP2623414B2 (ja) | トグル式型締力の異常検出方法およびその装置 | |
| JP2000006218A (ja) | 成形機における型締め条件モニタ装置 | |
| JP2007230113A (ja) | 射出成形機の制御装置 | |
| US6999823B2 (en) | Power shut-off method for injection molding machine | |
| CN111745901A (zh) | 注射成型系统 | |
| JP2735711B2 (ja) | 射出成形機における設定操作の可/不可制御方法 | |
| JPH04138235A (ja) | 自動成形方法 | |
| JP2862367B2 (ja) | 射出成形機の自動停止方法 | |
| JPS6219425A (ja) | 射出成形機の型締監視装置 | |
| JP2612082B2 (ja) | 射出成形機のサイクル時間監視装置 | |
| JPH06190887A (ja) | 成形品不良原因解析機能をもつ成形機 | |
| JP2785085B2 (ja) | 射出成形機の射出異常検出方法及び装置 | |
| JP2000289075A (ja) | 射出成形機 | |
| JPH07108588A (ja) | 押出成形ラインの制御方法 | |
| JPH0493214A (ja) | 射出成形機における樹脂替え・色替え装置 | |
| JP2584257Y2 (ja) | 射出成形装置 | |
| JPS63130323A (ja) | 型締機構における制御位置設定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20020109 Termination date: 20170715 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |