CN102200687A - 压印设备和制造物品的方法 - Google Patents
压印设备和制造物品的方法 Download PDFInfo
- Publication number
- CN102200687A CN102200687A CN2011100711620A CN201110071162A CN102200687A CN 102200687 A CN102200687 A CN 102200687A CN 2011100711620 A CN2011100711620 A CN 2011100711620A CN 201110071162 A CN201110071162 A CN 201110071162A CN 102200687 A CN102200687 A CN 102200687A
- Authority
- CN
- China
- Prior art keywords
- resin
- mould
- gas
- pattern
- porous part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0227—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using pressure vessels, e.g. autoclaves, vulcanising pans
- B29C35/0233—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using pressure vessels, e.g. autoclaves, vulcanising pans the curing continuing after removal from the mould
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0002—Lithographic processes using patterning methods other than those involving the exposure to radiation, e.g. by stamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
- B29C33/3857—Manufacturing moulds, e.g. shaping the mould surface by machining by making impressions of one or more parts of models, e.g. shaped articles and including possible subsequent assembly of the parts
- B29C33/3878—Manufacturing moulds, e.g. shaping the mould surface by machining by making impressions of one or more parts of models, e.g. shaped articles and including possible subsequent assembly of the parts used as masters for making successive impressions
- B29C33/3885—Manufacturing moulds, e.g. shaping the mould surface by machining by making impressions of one or more parts of models, e.g. shaped articles and including possible subsequent assembly of the parts used as masters for making successive impressions the mould parts being co-operating impressions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y10/00—Nanotechnology for information processing, storage or transmission, e.g. quantum computing or single electron logic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y40/00—Manufacture or treatment of nanostructures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/027—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34
- H01L21/0271—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34 comprising organic layers
- H01L21/0273—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34 comprising organic layers characterised by the treatment of photoresist layers
- H01L21/0274—Photolithographic processes
Abstract
本发明涉及压印设备和制造物品的方法。一种在涂布在基板上的树脂与模子的图案表面彼此接触的同时使所述树脂固化的压印设备包括:供应部分,被配置为向所述模子的图案表面面向的空间供应气体,所述气体用于加速用所述树脂填充所述模子的图案表面的凹陷部分;以及控制器,被配置为控制所述供应部分以便在使所述树脂与所述模子的图案表面彼此接触之前向所述空间供应气体,其中所述供应部分被配置为经由在所述模子的至少一部分中形成的多孔部分来向所述空间供应气体。
Description
技术领域
本发明涉及压印设备以及使用该压印设备制造物品的方法。
背景技术
压印技术正作为意图用于磁存储介质和半导体器件的批量生产的一种类型的光刻技术而投入使用。形成纳米量级的图案的压印技术被称为纳米压印技术。压印技术涉及被压在树脂上的、其上形成有图案的模子(原版),其中所述树脂被涂布在诸如硅晶片(wafer)或玻璃板之类的基板上。在该状态下固化树脂,由此将图案转印到基板上。
传统的压印方法引起如下的问题,即用树脂填充模子上形成的图案的凹陷部分要花费长的时间,以及如果在图案的凹陷部分被树脂完全填充之前执行固化工艺则出现缺陷。传统的压印方法还引起如下的问题,即在树脂固化之后需要较大的力使模子与树脂或基板分离,以及这导致转移到基板上的图案中的缺陷。
发明内容
本发明提供一种有利的技术来在抑制压印设备的布置的复杂化的同时提高压印处理的吞吐量和/或成品率。
本发明的第一方面提供了一种压印设备,所述设备在涂布在基板上的树脂与模子的图案表面彼此接触的同时使所述树脂固化,所述设备包括:供应部分,被配置为向所述模子的图案表面面向的空间供应气体,所述气体用于加速用所述树脂填充所述模子的图案表面的凹陷部分;以及控制器,被配置为控制所述供应部分以便在使所述树脂与所述模子的图案表面彼此接触之前向所述空间供应气体,其中所述供应部分被配置为经由在所述模子的至少一部分中形成的多孔部分来向所述空间供应气体。
本发明的第二方面提供了一种压印设备,所述设备在涂布在基板上的树脂与模子彼此接触的同时使所述树脂固化,所述模子包括多孔部分,以及所述压印设备包括:夹盘(chuck),被配置为保持所述模子;以及抽吸部分,被配置为从所述多孔部分通过抽吸而抽出气体,使得经由所述多孔部分从在与所述树脂接触的所述模子的图案部分中形成的图案的凹陷部分通过抽吸而抽出气体,以便加速用所述树脂填充所述凹陷部分。
本发明的第三方面提供了一种制造物品的方法,所述方法包括如下步骤:使用如本发明的第一方面或第二方面限定的压印设备将树脂的图案形成在基板上;以及处理其上形成有图案的基板。
从以下参考附图的示例性实施例的描述中本发明更多的特征将变得清晰。
附图说明
图1A和图1B是示意性示出根据本发明实施例的压印设备的布置的图;
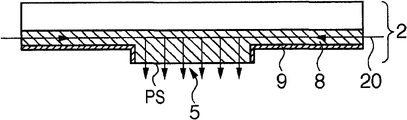
图2是示出模子的示意性布置的图;
图3是示意性示出用树脂填充模子的图案部分中形成的图案的凹陷部分的图;
图4A~4F是示意性示出根据本发明第一实施例的模子的结构的图;
图5A~5D是示意性示出根据本发明第二实施例的模子的结构的图;以及
图6是示出根据本发明第二实施例的压印设备的操作的序列图。
具体实施方式
下面将参考附图详细描述本发明的优选实施例。
[第一实施例]
将参考图1A描述根据本发明第一实施例的压印设备100。在模子2的图案表面PS与树脂接触的同时压印设备100向在诸如晶片或玻璃基板之类的基板1上涂布的树脂供应能量,由此固化该树脂。因此,将在模子2的图案表面PS上形成的图案转印到基板1上作为树脂的图案。用来固化树脂的能量典型地为光(例如,紫外光)或热。压印设备100可以包括例如将基板1定位的定位机构12和具有保持模子2的夹盘14的压印头3。压印设备100另外还可以包括控制压印操作的控制器CNT、使模子2经由树脂与基板1接触或者使模子2与基板1分离的驱动机构(未示出)、通过向树脂供应能量而固化树脂的固化单元(未示出)、以及将树脂涂布到基板1上的涂布机构。驱动机构可以被配置为例如通过驱动压印头3将模子2经由树脂压在基板1上。在另一实施例中,驱动机构被构建到定位机构12中,并且驱动基板1以便形成其中模子2经由树脂压在基板1上的状态。压印设备100还包括向模子2供应气体的供应部分16。观测设备(scope)4可以被放置在压印头3上。观测设备4光学上观察在模子2上形成的标记和在基板1上形成的标记,由此检测它们的相对位置。定位机构12基于由观测设备4检测的相对位置来定位基板1。
图2示出模子2的示意性布置。在使用诸如紫外光之类的光来固化树脂的布置中,模子2由诸如石英之类的透光材料制成,并且可以通过落射照明(epi-illumination)经由模子2用光照射树脂。模子2可以具有如下的形状,该形状具有凸起的图案部分5,该图案部分5具有其上形成有图案的图案表面PS。这防止了在将模子2经由树脂压在目标投射(shot)区域上时模子2与基板1上的邻近于目标投射区域的投射区域接触。
图3示意性地示出模子2的图案部分5经由树脂7压在基板1上的状态或者模子2的图案表面PS与涂布在基板1上的树脂7接触的状态。在图案部分5中的图案表面PS上形成的图案包括凹陷部分6。换句话说,图案包括凹陷部分6和凸起部分。当模子2的图案部分5压在涂布在基板1上的树脂7上时,通过毛细管作用而由树脂7填充图案的凹陷部分6。请注意,在图案部分5与树脂7接触之前,气体存在于凹陷部分6中。在一般的压印技术中,存在于凹陷部分6中的气体溶于树脂中,由此用树脂完全填充凹陷部分6。为此,可以使用用可溶于树脂中的气体(例如,具有低分子量的氢气或氦气)覆盖压印头3的布置。然而,当设置包围压印头3的覆盖物(cover)以便实现此布置时,还必须设置移动覆盖物以便例如替换模子2的机构,并且这可能使压印设备100的布置复杂化。此外,覆盖物的安装可能限制安装其它器件的自由度。
因此,在本实施例中,模子2被设置有诸如多孔层之类的多孔部分,以便将气体经由多孔部分从压印设备100供应到图案部分5。多孔部分可以由例如透明材料(诸如多孔硅石材料)制成。可以通过用其中分散有硅石材料和诸如聚苯乙烯粒子之类的聚合材料的混合溶液以几到几百微米的厚度涂敷部件并且加热和去除聚合材料来形成多孔硅石。该方法可以获得其中例如规则地或不规则地排列几纳米到几十纳米量级的空腔的多孔结构。压印设备100包括向模子2的多孔部分供应气体的供应部分16,如图1A所示。供应部分16可以包括例如气体供应路径、气体供应源、以及控制气体供应和停止的阀。
将参考图4A~4D描述具有诸如多孔层之类的多孔部分的模子2的一些实施例。在图4A所示出的示例中,模子2具有围绕图案部分5布置的多孔部分8,并且从设置在压印头3上的供应部分16(参见图1A)向多孔部分8供应气体20。多孔部分8可以被布置为在整个周界各处包围图案部分5。在图4B所示出的示例中,用无孔部件9部分地覆盖多孔部分8以便限制从模子2排出气体的区域。无孔部件9是不容许气体通过或者气体通过的量比多孔部分8小的部件。在图4A和图4B所示出的布置中,从多孔部分8排出气体的时间段可以包括或者可以不包括模子2与树脂接触的时间段。在图4A和图4B所示出的示例中,控制器CNT控制供应部分16以便在使树脂和模子2的图案表面PS彼此接触之前向图案表面PS面向的空间供应气体。
在图4C所示出的示例中,图案部分5由多孔部分8形成,因此也从图案部分5排出气体。在图4C所示出的示例中的布置不仅具有向图案部分5面向的空间(该空间还可以被表述为图案部分5的外侧或下侧的空间)供应气体的功能,而且具有去除附着在图案部分5上的任何异物的功能。在图4C所示出的布置中,图案部分5具有相对低的强度,因此可以用由无孔部件形成的盖(capping)层10部分地覆盖多孔部分8,以便在盖层10中形成图案部分5,如图4D所示。已知诸如氢气和氦气之类的具有低分子量的气体一般通过例如橡胶和玻璃。因此,设置例如具有约几十纳米厚度的SiOx层(例如,SiO2层)作为盖层10使得可以不仅通过气体而且增大图案强度。在图4C和图4D所示出的示例中,控制器CNT控制供应部分16以便在模子2与树脂接触之前的时间段的至少一部分期间从多孔部分8排出气体,而在从模子2压在树脂上时起直到树脂固化的时间段期间不排出气体。作为在盖层10中形成图案部分5的替代,可以通过在多孔部分8中形成图案并且用盖层10覆盖该图案来形成图案部分5。在该情况下,盖层10被形成为具有比在多孔部分8中形成的图案的凹陷部分6的宽度足够地小的厚度。
图4E和图4F示出向模子2的多孔部分8供应气体的供应部分16。根据本实施例,通过为模子2设置从设置在压印设备100中的供应部分16接收气体并且排出该气体的多孔部分8,可以向在基板1上的每个投射区域和模子2的图案部分5之间的空间局部地供应气体。这种布置消除了设置用于包围压印头3的覆盖物的需要,并且因此可以使压印设备100的尺寸缩小。此外,这种布置可以通过从多孔部分8排出可溶于树脂中的气体并且向图案部分5中的图案表面PS面向的空间供应该气体而在图案部分5中的图案表面PS与树脂接触时加速用树脂填充凹陷部分6。这使得可以提高压印处理的吞吐量。此外,通过加速用树脂填充凹陷部分6,可以减少由于用树脂不完全填充凹陷部分6而导致的图案转印失效,以便提高成品率。
[第二实施例]
图1B示出根据本发明第二实施例的压印设备100′的示意性布置。与根据第一实施例的压印设备100的组成元件相同的附图标记表示图1B中的相同的组成元件。根据第二实施例的压印设备100′具有其中用气体控制器18代替根据第一实施例的压印设备100中的供应部分16的布置。虽然模子2可以具有与第一实施例中类似的布置,但是它优选地在除图案部分5以外的部分中用无孔部件9覆盖。图5A示出可被用在第二实施例中的模子2的一个示例。气体控制器18包括抽吸部分,该抽吸部分在模子2的图案部分5压在树脂7上的同时经由形成模子2的图案部分5的多孔部分8通过抽吸而抽出图案的凹陷部分6中的气体。因此,用树脂7较深地、快速地填充凹陷部分6,如图5B所示意性示出的。气体控制器18还可以包括向多孔部分8供应气体的供应部分,从而从多孔部分8排出气体。
多孔部分8可以被形成为具有大量的孔的层,该孔具有足够大以使存在于空间中的气体(例如,空气、H2或He2)通过的尺寸,以便经历使模子2的图案表面与树脂接触的处理。当在模子2的图案表面与树脂接触之前要向模子2与基板1之间的空间供应具有低分子量的气体(例如,H2或He2)时,多孔部分8中的孔具有足够大以使该气体通过的尺寸。当H2或He2被用作要向空间供应的气体以便经历使模子2的图案表面与树脂接触的处理时,多孔部分8可以被形成为例如具有约几纳米的尺寸的层。在图案部分5中形成的图案的凹陷部分6内的气体通过多孔部分8并且被气体控制器18通过抽吸而抽出,而树脂7不能通过多孔部分8并且保留在凹陷部分6中。通过由抽吸抽出凹陷部分6内的气体,而用树脂7快速地填充凹陷部分6。
多孔部件具有比例如没有多孔结构的SiO2低的强度。因此,诸如SiOx层(例如,SiO2层)之类的薄的盖层(无孔部件)10可以被堆叠在多孔部分8的表面上,并且图案部分5可以被形成在盖层10上,如图5C和图5D中所示出的。当采用SiOx层作为盖层10时,在将SiOx层形成为与约几十纳米一样薄后,气体可以通过SiOx层。在该情况下,盖层10和多孔部分8两者用作使气体通过的部件。在图5D所示出的示例中,在图案部分5中,盖层10可以具有与凹陷部分6对应的第一部分21以及与除凹陷部分6以外的部分(凸起部分)对应的第二部分22。第一部分21比第二部分22薄,因此与通过第二部分22相比,气体更可能通过第一部分21。因此,与通过第二部分22相比,可以通过第一部分21更容易地从凹陷部分6的底部通过抽吸而抽出气体。结果,有效地通过抽吸而抽出凹陷部分6内的气体。作为在盖层10中形成图案部分5的替代,可以通过在多孔部分8中形成图案并且用盖层10覆盖该图案来形成图案部分5。在该情况下,盖层10被形成为具有比在多孔部分8中形成的图案的凹陷部分6的宽度足够地小的厚度。
在用树脂7填充凹陷部分6之后,可以通过例如用诸如紫外光之类的光照射树脂7来固化树脂7。其后,模子2与固化的树脂7或基板1分离。在这时候,力用来将固化的树脂7拉出凹陷部分6,因此固化的树脂7可能遭受损伤或剥离基板1。为了防止这个,优选地从气体控制器18向多孔部分8供应气体,以便将其供给到凹陷部分6中,由此帮助模子2与树脂7分离。这使得可以用更弱的力来使树脂7和模子2的图案部分5彼此分离,因此降低在分离时在树脂的图案中出现缺陷的可能性。请注意,像上面描述的那样,能够通过多孔部分8的气体被用作要向多孔部分8供应的气体。
将参考图6例示压印设备100′中的压印操作。控制器CNT控制以下序列。图6中的左侧示出压印操作的序列,并且图6中的右侧示出气体控制器18的操作。在新的基板装载或者压印(包括树脂涂布、模压和树脂固化的图案转印)到先前的投射区域上结束(6-A-1)之后,将树脂涂布到接下来要转印图案到其上的投射区域上(6-A-2)。请注意,通常使用的树脂具有如此高的挥发性使得当它被涂布到基板的整个表面上时它在模子2被按压之前蒸发。为了防止这个,通常实践是紧挨着转印之前仅仅将树脂涂布到接下来要转印图案到其上的投射区域上。如果树脂具有足够低的挥发性,则可以在将树脂涂布到基板的整个表面上之后执行将模子压在每个投射区域上以及树脂固化。
在从基板装载或者压印到先前的投射区域上结束起直到驱动基板1使得下一个投射区域被定位在压印头3下面的任意时间段期间,也就是说,在使树脂与模子2的图案表面PS彼此接触之前,可以由气体控制器18向模子2的多孔部分8供应气体。因此,可以从模子2的多孔部分8排出气体,并且可以去除附着在图案部分5上的任何异物。请注意,如果在基板1存在于压印头3下面的同时从多孔部分8排出气体,则异物可能落到基板1上。为了防止这个,气体控制器18可以被操作以便在例如从压印头3下面的位置卸载基板1以用于树脂涂布的时间段或者装载(或替换)基板1的时间段期间从多孔部分8排出气体。
由定位机构12驱动其上涂布有树脂的基板1,使得图案要被转印到其上的投射区域被放置在压印头3下面(6-A-3)。在这时候,由气体控制器18向多孔部分8供应气体。因此,气体从多孔部分8排出并且向在压印头3与基板1之间的空间供应(6-B-2)。其后,使压印头3下降或使基板1升起的操作(即,使模子2的图案表面PS与树脂接触的操作)开始(6-A-4)。一旦模子2的图案表面PS与涂布在基板1上的树脂彼此接触,就开始用树脂填充图案部分5的凹陷部分(6-A-5)。在填充开始之前由气体控制器18向多孔部分8的气体供应(即,从多孔部分8排出气体)停止,并且在填充开始时由气体控制器18经由多孔部分8的气体抽吸开始(6-B-3)。通过抽吸气体而在短时间段中用树脂填充图案部分5的凹陷部分。在结束填充之后,由气体控制器18经由多孔部分8的气体抽吸结束(6-B-4)。在结束填充(6-A-6)之后,通过例如用光照射树脂的方法而固化它(6-A-7)。模子2与基板1分离(6-A-8)。在这时候,由气体控制器18执行向多孔部分8的气体供应(即,从模子排出气体),因此加速模子2与基板1分离(6-B-5)。在模子2与基板1分离结束之后,由气体控制器18向多孔部分8的气体供应(即,从模子排出气体)结束(6-B-6)。请注意,当例如干涉仪被用作测量装置时,由于空气的折射率与从气体控制器18供应的气体的折射率之间的差而可能在测量值中出现误差,因此必须执行最小必需量的气体排出。在以上述方式到当前投射区域上的压印处理结束之后,执行到下一个投射区域上的压印处理(6-A-9)。
如上所述,通过经由多孔部分8从模子2的图案部分5的凹陷部分6由抽吸而抽出气体,可以加速用树脂填充凹陷部分6。此外,通过向凹陷部分6供应气体以便使模子2与固化的树脂分离,可以促进分离,因此减少在固化的树脂的图案中可能出现的缺陷。此外,通过向模子2的多孔部分8供应气体以及从图案部分5排出气体,可以从图案部分5去除任何异物。这使得可以提高压印处理的吞吐量和/或减少由于用树脂不完全填充凹陷部分6而导致的图案转印失效以便提高成品率。
[制造物品的方法]
一种制造物品的方法包括使用上述压印设备将图案转印(形成)到基板(例如,晶片、玻璃板或膜状基板)上的步骤、以及处理(例如,刻蚀)图案被转印到其上的基板的步骤。要制造的物品可以包括诸如半导体集成电路器件和液晶显示器件之类的器件。
虽然已经参考示例性实施例描述了本发明,但是应当理解,本发明不限于所公开的示例性实施例。以下权利要求的范围将被给予最宽的解释从而包括所有这样的修改、等同的结构与功能。
Claims (7)
1.一种压印设备,所述设备在涂布在基板上的树脂与模子的图案表面彼此接触的同时使所述树脂固化,所述设备包括:
供应部分,被配置为向所述模子的图案表面面向的空间供应气体,所述气体用于加速用所述树脂填充所述模子的图案表面的凹陷部分;以及
控制器,被配置为控制所述供应部分以便在使所述树脂与所述模子的图案表面彼此接触之前向所述空间供应气体,
其中所述供应部分被配置为经由在所述模子的至少一部分中形成的多孔部分来向所述空间供应气体。
2.根据权利要求1所述的设备,其中
所述模子包括图案部分,所述图案部分包括图案表面,所述图案部分由所述多孔部分形成,并且
所述控制器控制所述供应部分以便在从使所述树脂与所述模子的图案表面彼此接触时起直到所述树脂固化的时间段期间停止向所述多孔部分供应气体。
3.根据权利要求1所述的设备,其中
所述模子包括盖层,所述盖层由部分覆盖所述多孔部分的非多孔部件制成,在所述盖层中布置有图案部分,并且所述盖层具有小到足以使气体通过的厚度,并且
所述供应部分在从将所述模子压在所述树脂上时起直到所述树脂固化的时间段期间停止向所述多孔部分供应气体。
4.根据权利要求1所述的设备,其中所述控制器控制所述供应部分以便从所述供应部分向所述模子供应气体,使得气体从所述模子的所述多孔部分排出,以便将所述模子与固化的树脂分离。
5.一种压印设备,所述压印设备在涂布在基板上的树脂与模子彼此接触的同时使所述树脂固化,
所述模子包括多孔部分,以及
所述压印设备包括:
夹盘,被配置为保持所述模子;以及
抽吸部分,被配置为从所述多孔部分通过抽吸而抽出气体,使得经由所述多孔部分从在与所述树脂接触的所述模子的图案部分中形成的图案的凹陷部分中通过抽吸而抽出气体,以便加速用所述树脂填充所述凹陷部分。
6.根据权利要求5所述的设备,还包括
供应部分,被配置为向所述模子的多孔部分供应气体,使得气体从所述多孔部分排出,以便加速所述模子与固化的树脂分离。
7.一种制造物品的方法,所述方法包括如下步骤:
使用在权利要求1~6中的任何一个权利要求中限定的压印设备来将树脂的图案形成在基板上;以及
处理其上形成有图案的基板。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010068916A JP5618588B2 (ja) | 2010-03-24 | 2010-03-24 | インプリント方法 |
| JP2010-068916 | 2010-03-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102200687A true CN102200687A (zh) | 2011-09-28 |
| CN102200687B CN102200687B (zh) | 2016-08-24 |
Family
ID=44202850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110071162.0A Active CN102200687B (zh) | 2010-03-24 | 2011-03-24 | 压印设备和制造物品的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9122149B2 (zh) |
| EP (1) | EP2369412B1 (zh) |
| JP (1) | JP5618588B2 (zh) |
| KR (1) | KR101374001B1 (zh) |
| CN (1) | CN102200687B (zh) |
| TW (1) | TWI499498B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104137224A (zh) * | 2012-02-27 | 2014-11-05 | 佳能株式会社 | 压印装置和压印方法以及物品制造方法 |
| CN105222705A (zh) * | 2014-06-27 | 2016-01-06 | 佳能株式会社 | 位置检测装置、位置检测方法、压印装置及物品的制造方法 |
| CN105580109A (zh) * | 2013-09-25 | 2016-05-11 | 佳能株式会社 | 图案化膜的形成方法、光学组件的制造方法、电路板的制造方法和电子组件的制造方法 |
| CN106502048A (zh) * | 2015-09-08 | 2017-03-15 | 佳能株式会社 | 压印装置以及物品制造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5679850B2 (ja) * | 2011-02-07 | 2015-03-04 | キヤノン株式会社 | インプリント装置、および、物品の製造方法 |
| JP5787691B2 (ja) * | 2011-09-21 | 2015-09-30 | キヤノン株式会社 | インプリント装置、それを用いた物品の製造方法 |
| JP7058951B2 (ja) * | 2017-05-24 | 2022-04-25 | キヤノン株式会社 | インプリント装置、および物品の製造方法 |
| JP7118674B2 (ja) * | 2018-03-12 | 2022-08-16 | キヤノン株式会社 | 型を用いて基板上の組成物を成形する成形装置、成形方法、および物品の製造方法 |
| JP7062049B2 (ja) * | 2018-03-30 | 2022-05-02 | 富士フイルム株式会社 | 経皮吸収シート製造用のモールド、針状凸部を有する経皮吸収シートの製造装置及び方法 |
| US11951660B2 (en) * | 2021-10-11 | 2024-04-09 | Canon Kabushiki Kaisha | Shaping system including an evaporation cover, shaping process, and method of manufacturing an article |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1665684A (zh) * | 2002-05-27 | 2005-09-07 | 皇家飞利浦电子股份有限公司 | 从印模到衬底转移图形的方法和装置 |
| US20080042319A1 (en) * | 2006-07-07 | 2008-02-21 | Takashi Ando | Imprint device and microstructure transfer method |
| US20080164638A1 (en) * | 2006-11-28 | 2008-07-10 | Wei Zhang | Method and apparatus for rapid imprint lithography |
| WO2009042054A2 (en) * | 2007-09-26 | 2009-04-02 | Eastman Kodak Company | Organosiloxane materials for selective area deposition of inorganic materials |
| US7611348B2 (en) * | 2005-04-19 | 2009-11-03 | Asml Netherlands B.V. | Imprint lithography |
| TW201000392A (en) * | 2008-06-23 | 2010-01-01 | Univ Nat Cheng Kung | Micro-nano imprinting mould and imprinting process |
| WO2010015511A1 (en) * | 2008-08-08 | 2010-02-11 | Asml Netherlands B.V. | Lithographic apparatus and device manufacturing method |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3856117B2 (ja) * | 2002-01-28 | 2006-12-13 | 日本碍子株式会社 | 射出成形体の製造方法 |
| KR100710851B1 (ko) | 2006-03-22 | 2007-04-23 | (주) 비앤피 사이언스 | 나노 임프린트 리소그래피 방법 및 장치 |
| JP4185941B2 (ja) | 2006-04-04 | 2008-11-26 | キヤノン株式会社 | ナノインプリント方法及びナノインプリント装置 |
| JP4872052B2 (ja) * | 2006-04-12 | 2012-02-08 | 独立行政法人産業技術総合研究所 | 微細金型コア部材 |
| KR101610180B1 (ko) | 2007-11-21 | 2016-04-07 | 캐논 나노테크놀로지즈 인코퍼레이티드 | 나노-임프린트 리소그래피용 다공성 주형 및 임프린팅 스택 |
| WO2010005032A1 (ja) | 2008-07-09 | 2010-01-14 | 東洋合成工業株式会社 | パターン形成方法 |
| US20100104852A1 (en) * | 2008-10-23 | 2010-04-29 | Molecular Imprints, Inc. | Fabrication of High-Throughput Nano-Imprint Lithography Templates |
| NL2003600A (en) * | 2008-12-04 | 2010-06-07 | Asml Netherlands Bv | Imprint lithography apparatus and method. |
| JP2010149482A (ja) * | 2008-12-26 | 2010-07-08 | Toshiba Corp | インプリント用モールドおよびパターン形成方法 |
| JP2011161727A (ja) * | 2010-02-08 | 2011-08-25 | Fujifilm Corp | 光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイ |
| US8541053B2 (en) * | 2010-07-08 | 2013-09-24 | Molecular Imprints, Inc. | Enhanced densification of silicon oxide layers |
-
2010
- 2010-03-24 JP JP2010068916A patent/JP5618588B2/ja active Active
-
2011
- 2011-03-16 US US13/049,207 patent/US9122149B2/en active Active
- 2011-03-16 EP EP11158403.3A patent/EP2369412B1/en active Active
- 2011-03-18 TW TW100109349A patent/TWI499498B/zh active
- 2011-03-23 KR KR1020110025774A patent/KR101374001B1/ko active IP Right Grant
- 2011-03-24 CN CN201110071162.0A patent/CN102200687B/zh active Active
-
2014
- 2014-04-25 US US14/261,889 patent/US9280048B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1665684A (zh) * | 2002-05-27 | 2005-09-07 | 皇家飞利浦电子股份有限公司 | 从印模到衬底转移图形的方法和装置 |
| US7611348B2 (en) * | 2005-04-19 | 2009-11-03 | Asml Netherlands B.V. | Imprint lithography |
| US20080042319A1 (en) * | 2006-07-07 | 2008-02-21 | Takashi Ando | Imprint device and microstructure transfer method |
| US20080164638A1 (en) * | 2006-11-28 | 2008-07-10 | Wei Zhang | Method and apparatus for rapid imprint lithography |
| WO2009042054A2 (en) * | 2007-09-26 | 2009-04-02 | Eastman Kodak Company | Organosiloxane materials for selective area deposition of inorganic materials |
| TW201000392A (en) * | 2008-06-23 | 2010-01-01 | Univ Nat Cheng Kung | Micro-nano imprinting mould and imprinting process |
| WO2010015511A1 (en) * | 2008-08-08 | 2010-02-11 | Asml Netherlands B.V. | Lithographic apparatus and device manufacturing method |
Non-Patent Citations (1)
| Title |
|---|
| SIDDHARTH CHAUHAN ET AL.: "Feature filling modeling for step and flash imprint lithography", 《J. VAC. SCI. TECHNOL. B》 * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104137224A (zh) * | 2012-02-27 | 2014-11-05 | 佳能株式会社 | 压印装置和压印方法以及物品制造方法 |
| CN104137224B (zh) * | 2012-02-27 | 2016-08-17 | 佳能株式会社 | 压印装置和压印方法以及物品制造方法 |
| US10105892B2 (en) | 2012-02-27 | 2018-10-23 | Canon Kabushiki Kaisha | Imprint apparatus and imprint method, and article manufacturing method |
| CN105580109A (zh) * | 2013-09-25 | 2016-05-11 | 佳能株式会社 | 图案化膜的形成方法、光学组件的制造方法、电路板的制造方法和电子组件的制造方法 |
| CN105580109B (zh) * | 2013-09-25 | 2017-09-15 | 佳能株式会社 | 图案化膜的形成方法、光学组件的制造方法、电路板的制造方法和电子组件的制造方法 |
| CN105222705A (zh) * | 2014-06-27 | 2016-01-06 | 佳能株式会社 | 位置检测装置、位置检测方法、压印装置及物品的制造方法 |
| CN105222705B (zh) * | 2014-06-27 | 2018-08-31 | 佳能株式会社 | 位置检测装置、位置检测方法、压印装置及物品的制造方法 |
| US10337856B2 (en) | 2014-06-27 | 2019-07-02 | Canon Kabushiki Kaisha | Position detection apparatus, position detection method, imprint apparatus, and method of manufacturing article |
| US10989527B2 (en) | 2014-06-27 | 2021-04-27 | Canon Kabushiki Kaisha | Position detection apparatus, position detection method, imprint apparatus, and method of manufacturing article |
| CN106502048A (zh) * | 2015-09-08 | 2017-03-15 | 佳能株式会社 | 压印装置以及物品制造方法 |
| CN106502048B (zh) * | 2015-09-08 | 2020-11-17 | 佳能株式会社 | 压印装置以及物品制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011201083A (ja) | 2011-10-13 |
| US9280048B2 (en) | 2016-03-08 |
| US20110236579A1 (en) | 2011-09-29 |
| CN102200687B (zh) | 2016-08-24 |
| US20140234467A1 (en) | 2014-08-21 |
| KR20110107288A (ko) | 2011-09-30 |
| KR101374001B1 (ko) | 2014-03-12 |
| EP2369412A3 (en) | 2012-06-13 |
| JP5618588B2 (ja) | 2014-11-05 |
| EP2369412B1 (en) | 2017-05-10 |
| TWI499498B (zh) | 2015-09-11 |
| EP2369412A2 (en) | 2011-09-28 |
| TW201139119A (en) | 2011-11-16 |
| US9122149B2 (en) | 2015-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102200687A (zh) | 压印设备和制造物品的方法 | |
| JP2006521682A (ja) | 多重浮彫要素スタンプと選択的付加圧力を利用したuvナノインプリントリソグラフィ法 | |
| CN105706214B (zh) | 用于确定压印模具的图案的方法、压印方法和装置 | |
| US10018909B2 (en) | Imprint apparatus and method of manufacturing article | |
| JP6650980B2 (ja) | インプリント装置、及び、物品の製造方法 | |
| CN104914665A (zh) | 压印装置、对准方法、以及物品的制造方法 | |
| CN110361929B (zh) | 成型设备和制造物品的方法 | |
| JP7210155B2 (ja) | 装置、方法、および物品製造方法 | |
| TWI610795B (zh) | 壓印裝置、壓印方法、及物品製造方法 | |
| JP2011151093A (ja) | インプリント装置及び物品の製造方法 | |
| KR101346063B1 (ko) | 관통홀을 가지는 프리스탠딩한 고분자 멤브레인 및 그 제조방법 | |
| CN104730859B (zh) | 压印方法、压印装置以及用于物品的制造方法 | |
| JP5397054B2 (ja) | ナノインプリント方法およびナノインプリント装置 | |
| KR102604061B1 (ko) | 성형 장치, 성형 방법, 및 물품의 제조 방법 | |
| CN105842982B (zh) | 压印装置以及物品的制造方法 | |
| US11061324B2 (en) | Manufacturing method of replica template, manufacturing method of semiconductor device, and master template | |
| TW201923831A (zh) | 壓印裝置及物品的製造方法 | |
| TWI290665B (en) | Fluid dispensing and drop-on-demand dispensing for nano-scale manufacturing | |
| CN109116679A (zh) | 纳米压印方法及纳米压印装置 | |
| JP7446934B2 (ja) | 型、平坦化装置、平坦化方法及び物品の製造方法 | |
| KR20230146450A (ko) | 임프린트 장치, 임프린트 방법 및 물품 제조 방법 | |
| JP2024042462A (ja) | インプリント装置、インプリント方法、決定方法及び物品の製造方法 | |
| KR20220056795A (ko) | 성형 방법, 성형 장치, 성형 시스템 및 물품 제조 방법 | |
| JP2023072644A (ja) | 異物除去方法、異物除去装置、及び物品の製造方法 | |
| JP2024055155A (ja) | 異物除去システム、異物除去方法、異物除去装置、物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |