CN1015880B - 把叠平的纸筒折成筒形的装置 - Google Patents
把叠平的纸筒折成筒形的装置Info
- Publication number
- CN1015880B CN1015880B CN89100818A CN89100818A CN1015880B CN 1015880 B CN1015880 B CN 1015880B CN 89100818 A CN89100818 A CN 89100818A CN 89100818 A CN89100818 A CN 89100818A CN 1015880 B CN1015880 B CN 1015880B
- Authority
- CN
- China
- Prior art keywords
- paper web
- ejector
- axle
- rocker
- dwang
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/32—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by external pressure diagonally applied
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/005—Making rigid or semi-rigid containers, e.g. boxes or cartons involving a particular layout of the machinery or relative arrangement of its subunits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/76—Opening and distending flattened articles
- B31B50/78—Mechanically
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Carriages For Children, Sleds, And Other Hand-Operated Vehicles (AREA)
Abstract
用于将叠平的纸筒折成筒形的装置,具有供料器,它包括分配器—摇摆器,可绕轴转动1/4圆周,该轴与推顶器线性运动方向平行;还包括轴周围的定心接板和与它最远的转动位置相对固定安装的折叠支座,支座有V形的接受表面;在折叠支座的两侧有装设真空吸孔的转动杆,它们的接触面张成V形的“顶”,以与纸筒的侧面相对应;还有推顶器,其前面有方板,移动的距离大于转动杆的长度,能沿着V形接触面作往复运动,并控制它与分配器—摇摆器的转动同步。
Description
本发明涉及把叠平的纸筒折成筒形的装置,纸筒由纸、硬纸板或其他类似材料制成,它包含纵向的封接缝;特别涉及液体包装的制造,还有用来抓住叠平的纸筒,并把它引入到心轴和推顶器之间轴向对齐位置的供料器。
本发明可用于各种类型的适用于生产包含流质的包装筒体,为了更好的理解,将参考液体的包装通过图示的方式对它进行描述说明。
已知牛奶、果汁和类似的流质的包装是由表面涂有合成塑料材料的纸质圆筒制成的,筒的一端由折叠成矩形的底部密封,筒的另一端是整体模注的没有承重材料的盖,即纯粹是合成塑料材料。这里所指的大多是管形的圆筒,它们有基本上圆形的横截面。为制造这样的包装,所应用的设备的构造至少包含带有许多心轴的一个成形轮,首先将纸箔(涂有合成塑料材料)制成筒形,连接纵向封接缝,然后将纸筒推入到心轴上,接着进行加盖,盖包括倒出机构,可以在筒的一端注入成模。纸筒推到它上面的心轴实际上包括内模和放在内模外面的两件组成的外模,从而圆筒的一端可以与注入成模的合成塑料材料连接,包装通过整体模铸接上它的盖,使其形成流体密封状。
这种类型和其他形式的液体包装是一次使用的容器,因需求量不断增加而市场上很畅销。相应的充装机和生产包装的机器需要有比较高的产量,即在给定的单位时间内必需生产更多的包装,所以必须将更多的圆筒推入到心轴上并提供相应数量的端面。
为了节约材料,总是企图使用更薄的筒壁,因此在包装生产机器中对圆筒的处理和加工就肯定不能简单从事。
在上述圆形包装的情况下,该包装有矩形的底,圆形的盖,用机器进行制作,机器中首先供给叠平的纸筒,用供料机将它送到心轴和推顶器之间,然后纸筒从叠平的状态张开成圆形的横截面。由于是圆形截面,由平的纸片形成圆筒所产生的纵向封接缝位于外围的什么位置是无关紧要的。
同时也企图生产矩形截面的液体包装,在这种情况也使用通过连接纵向封接缝生产的筒体,但最好在封接缝处相互叠上一段。
对于制造平行六面体的液体包装,底部是纸质本身折叠而成,而相对端的盖是整体注模成形,为矩形并装有倒出机构。后者是这样放置,从盖这端看包装的平面图,倒出口是指向它的角,并装设在那里。根据强度,并使得最终用户可很容易地握住和处理包装,已经证明如果把纵向封接缝放在倒出口邻近的侧面折叠线上是有利的。事实上,很容易想象双层叠起来的边缘带,意味着在纵向封接缝区域包装会更硬些。因此,如果这硬的侧面折线作为最终用户的用力点,那么这点是包装最不容易弯曲的点,当包装的这个地方被抓住和紧握在大姆指和其他四指之间时最不用怕被捏陷和损坏。因为通过姆指加到包装上的压力是最大的(它大于其他四指所加的压力),所以如果带有纵向封接缝的包装筒体的侧面折线是这样放置,使得盖上的倒出机构是放在顶部并是横向切口的,那么这将是很好的主意,从而在倾倒时,倾倒出流体的平面通过两个侧面折线,其中一个侧线附近放置倾倒孔的口,而另一侧线附近用户的四个手指加力以倒出所装的流体,而大姆指加力的筒体的侧面折线是由纵向封接缝加强的折线和有横向切口的。
如果这些想法在有关的制造机器中,特别是在有矩形横截面的包装情况下都考虑到了,便会产生各种困难,甚至在产量很高的包装生
产机器中,一般总是希望筒体的纵向封接缝在心轴的一个特定边缘上。换句话说,抓住叠平纸筒的供料器,还有其他把折叠的纸筒打开的装置和机构必须是在这样的组合状态,使得纵向封接缝总是位于心轴上所希望的位置。
当同时使用两个成形轮时,如果必须将纸筒一个接一个推入到两个不同的心轴上,模压上合成塑料盖之后还必须将包装排成一行,充装,密封再运走,那么这种想法就特别成问题。
还有,以这种方式生产的包装,其纵向封接缝必须总是处在同一固定位置。
因此,本发明任务是使新装置有可能以高的工作速率可靠地把叠平的纸筒张开成矩形横截面的筒体,而其纵向封接缝总是处在同一特定位置。
根据本发明,这个问题是这样解决的,供料器包括分配器-摇摆器,它可围绕与推顶器线性运动方向平行的轴转动四分之一圆周,还包括轴周围的定心接板,和与其最远的转动位置相对固定安装的折叠支座,该支座有V形接受表面,在折叠支座的两侧有装设真空吸孔的转动杆,它们是这样转动使得转动杆构成的两个接触面张成V形的“顶”,以与邻接放置的折开的纸筒两个侧面相对应,此外在推顶器前面有方板,推顶器移动的距离大于转动杆的长度,能沿着构成V形的接触面作往复运动,并控制它与分配器-摇摆器的转动同步。事实是令人吃惊的新颖,供料器是可转动的分配器-摇摆器,它围绕与心轴纵向平行的轴转动,纸筒将被推到心轴上。藉助推顶器的线性运动产生推动,这就是为什么分配器-摇摆器的转轴平行于这线性
运动的方向。供料器传送底部的纸筒,将它从放在供料箱的一堆平的纸筒下移开,沿着四分之一圆周到心轴和推顶器之间的位置。当纸筒在该位置折成完整的正方形时,开动推顶器将它推到心轴上。
根据本发明,通过固定的折叠支座,它包含V形的接受面,而且其V形的开口是朝着分配器-摇摆器的弧形路径,这些使得起初几乎是平的纸筒折开成长方形,最好是矩形的横截面。
可以想象,类似纸筒的一段材料被单个取出,以这样的方式放到供料箱下,纸筒是沿着两个相对的折线压平的,平纸筒的纵向封接缝实际上是位于横截面上面的中心,这样另一条折线就会沿着纵向封接缝,尽管它几乎还是平的,实际上还没有折过它。还需要想象平放的那段材料是水平放置的,而纵向封接缝的位置是放在两条首先折起的纵向折线的“上面”中间,这点很重要。已经说明过,为了借助心轴和包装生产机器的其他工作站,将纸筒打开,充装和密封,必须将纸筒推到心轴的相同位置上。在最初纸筒平躺在水平面时,想象去看心轴的端面,然后借助分配器-摇摆器的四分之一圆周运动去输送纸筒,纵向封接缝就从起始的“上面”位置移到“左边”的位置,因为四分之一圆周的圆心,即分配器-摇摆器的转动轴是放在底部平躺着纸筒的上部,在现在讨论的这个例子中,这圆心也是在准备接受纸筒的心轴左边。因而这四分之一圆周实际上是通过的路径,如果想象与钟表比较,那就是从6点到3点的位置。在3点的位置,已经稍微有点张开的纸筒被推向折叠支座,从而使纸筒最初折成的两条纵向折线中前面的一条移向折叠支座接受表面“向下”开的V形中,并在这空间中将纸筒推向尽可能远的位置。
因而折叠支座不仅对纸筒的定位有作用,而且也是纸筒从初始只
有稍微的张开,到最终折成矩形的支持点,在折叠支座的两边有适合绕轴转动的转动杆,它的轴与分配器-摇摆器的转轴平行伸展,也与细长的折叠支座平行,并设置在支座的两侧,与支座同高。每一个转动杆都有接触面,朝向纸筒将被打开的空间,接触面上有真空小孔可吸住纸筒中“第一”条侧向折线两旁的两个侧壁,从而有可能帮助打开纸筒,在这过程中,相关的接触面将纸筒的邻近侧壁提起,把纸筒打开。这两个带有相应接触面的转动杆是这样靠着折叠支座放置,使接触面象折叠支座的V形接受面一样,也放置成V形,构成“顶部”。下面将会谈到,这顶部形状,如从平行于分配器-摇摆器的转轴方向看,很象很尖的山峰顶,借助向上的转动,如左边的转动杆顺时针方向从7点位置转到8点位置,相应它的对面另一个转动杆从5点位置转到4点位置,顶部的V形就张开了,而这时纸筒也被折开。在这打开的过程中,纸筒的两个侧向表面,即在首先折成的两条纵向折线中的前面一条线的两边,被吸在相应的转动杆的接触面上(两个转动杆一样)。
如果沿着纸筒的轨迹继续向前,被折成完全平行六面体形状的筒体,在一边被推入到推顶器的方板上,而推顶器沿着前面已经讲过的运动方向移动,即沿着准备接受它的心轴的方向移动。在推顶器的运动过程中,方板首先碰到纸筒矩形的后缘,并使它完全成形和夹持着它。在推顶器的继续运动中,在纸筒被推入到方板上之后,就执行整个工作冲程,纸筒在转动杆的V形接触面下通过,事实上与转动杆的纵向轴平行,也与折叠支座平行,从折叠支座和它双侧的转动杆下面的空间中出来,最后被推到心轴上。
最后,上面已经提到,控制分配器-摇摆器的转动使其与推顶
器这个运动同步。在打开折叠装置的优选实施方案中,当纸筒领先的侧向折线碰到折叠支座之后,事实上分配器-摇摆器是这样帮助折叠打开的过程,控制它与转动杆的运动同步,开始减慢它的运动(当假定转动杆在5点和/或7点位置时,顶部张开之后即两转动杆各自移动到4点和8点位置),然后分配器-摇摆器朝着折叠支座移动更近一点,直到纸筒底部的侧向折线到达纸筒打开时它的最终位置。当推顶器开始它的推顶运动时,由于真空吸引,纸筒仍留在转动杆上,使分配器-摇摆器能够沿着四分之一圆周的路径返回到它的开始位置,以便拾起下一个平的纸筒。
从上面分配器-摇摆器、转动杆和推顶器运动的简单描述中,很容易理解其简单的结构和运动的形式,从而起初各个叠平的纸筒可以可靠地折开成横截面为矩形的筒体,事实上还满足所要求的条件,即纵向封接缝总是放在某一特定的位置,例如在探讨的实施方案中,当从已准备接受纸筒的心轴端面看时,缝是在心轴的左侧。可以想象平行六面体的心轴也是这样,如果它是对角线布置,即通过它纵向外缘的平面是水平和垂直的。(与水平布置的平行六面体相反,通过它横截面向外开口角的对角线不是水平和垂直的,在每一种情况下它们都是倾斜的。)
本发明还能进一步向有利方向发展,使分配器-摇摆器包含一臂,在它的径向外端有制动板,其形状象圆筒的一部分,至少在制动板的一直线终端安装有接受面为V形截面V形向外的定心接板,在制动板运动路径的旁边固定安装形状象圆筒形壳体一部分的筐。还需想象分配器-摇摆器的臂是连接部件,将它一端的转轴和另一端的制动板以臂的长度连接起来。从分配器-摇摆器的转轴方向看,制动
板是弧形的,想象该弧的一边是直线边,在弧的另一边也是直线边。至少在一直线边上装有长条的具有上述接受表面的定心接板,因为在上述想象的实施方案的结构中,在假定为八点钟的位置,还是平的纸筒的最先折成的两条纵向折线的后一条被这定心接板托起,接着为了弧形地将平的纸筒从供料箱下的位置移向正对折叠支座的位置,它要经过四分之一圆周的路径到达4点或3点钟的位置。在这个运动过程中,多少还是平的纸筒滑入到部分圆筒形状的筐中,它放在紧靠定心接板运动路径的旁边。
根据本发明,如果固定的折叠支座成条形,其长度大于要折开的纸筒,并大体上与轴向的转动杆一样长是比较合适的。这样折叠支座V形设置的接受表面就能接纳纸筒“首先”折成的纵向折线的整个前一条折线,从而无论在接受纸筒之后和之前其导向都特别可靠,在折叠打开过程中也是一样。
本发明有利的进一步发展还有,相关的转动杆的接触面包含可以接纳固定安装的滚轮的槽。在推顶器向外运动时滚轮为折叠打开的纸筒导向。滚轮绕它们的纵轴可以转动,但其他方向是固定不动的,并放置在折叠支座下面的两侧,从而在每种情况下它们都形成切向的导向平面。两个导向平面依次形成所希望的V形“顶”,以与折叠打开的纸筒的两个相邻的侧面相对应。转动杆适应相对固定的滚轮进行运动,在转动杆运动时,槽移动起来象比滚轮大的门。转动杆的接触面,从横截面看,在初始位置可以对成更尖的V形,而在它们的最终位置对成比滚轮构成的V形更平更钝的角度。因为一般来说,滚轮构成的是直角。
根据本发明,如在向着机器心轴的折叠支座那边固定安置一导向
装置,该装置连接与纸筒横截面相应的方板,是更加有利的。这导向装置可由四个长形的滚轮或者另一种静态的滑动部件构成,在导向装置上折叠打开的纸筒被推顶器推出折叠支座下的空间,并推到心轴上。正如它的名字所指的那样,它的导向作用特别有用。事实上,当推顶器的方板拾起折叠打开的纸筒的后端,并支撑它时,在推顶器开始它的运动之后不久,折叠打开的矩形纸筒的前端就进入这导向装置,然后就支持着纸筒。这样,在推顶器开始运动之后,纸筒前后的矩形边缘都有支持,即一端是刚提到的导向装置,另一端是推顶器的方板。这带来一优点,转动杆可以开启形成角度很大或钝角的V形,在纸筒的继续移动过程中,仅由静止的折叠支座下的滚轮来导向。在推顶时,滚动磨擦避免对纸筒外表面造成损伤。
本发明还可这样有利地开发,使推顶器有烧杯形状的壳体,方板相对烧杯底部是有预张力地安装在壳内,并与底部有一定距离可进行线性运动,并将方板的边缘切削成内倒角,边缘与折叠打开的纸筒的外轮廓线相对应。这一特点,使得当推顶器开始它向外运动时,纸筒的后缘很容易套在圆锥形的方板上。另一方面,方板的弹性安装还有优点,推顶器可以无损伤地向上移动直到它碰到心轴的终端,另外可把纸筒在心轴上推得足够远。方板可由合成塑料材料制成,最好是在钢制的烧杯状的壳体内移动,从而在开始位置,方板突出在推顶器外最远,所以它是最先与心轴端面接触的部件;但是当它碰到心轴的端面后,又缩回到烧杯状的壳体内。壳体,特别是它的圆筒形侧壁(烧杯的侧壁)相对方板运动而套到心轴的端面上,在这相对运动时将部分套在心轴上的纸筒进一步推入到心轴上,所以纸筒的后缘实际上是到达超过心轴端面的地方。这正是所希望的,用来为纸筒的后缘正确
定位,接着合成塑料盖就可在心轴上注塑成型。
根据本发明,如果在方板的前端面上贴上弹性材料的突出圆环显然是有利的。这样,突出的圆环缓冲推顶器,特别是其方板对心轴端面的冲击,圆环最好是由橡胶制造。它的环形可以构成纸筒横截面的实心部分,因而使它与纸筒装配良好并作为推顶器冲击吸收器。
在前述的想象的例子中,至今总是假定只有一个套纸筒的心轴,在供料箱下放的各个分离的纸筒必须由分配器-摇摆器推到一边,并只推到一个方向,即在7点和3点钟时钟位置之间的四分之一圆周。为了增加包装生产机械的产量和工作速率,有可能放置两个成形轮和同时在两个心轴上注射成型合成塑料盖,以更好地利用包装机械中的加工时间。事实上,为了注射成型在纸筒上的盖,所需时间比充装和通过折叠密封底部需要的时间更多(直到盖硬化)。因此装备两个心轴的包装机必须在充装和密封工作站配备更大的功率。但是这意味着必须以这样的方式将纸筒安放到两个心轴上,即纸筒被附加的第二个左边的心轴排列成一行之后,同右边的上述心轴排成的纸筒行之间还有间隙,总是将纸筒放在相对它们的纵向封接缝来说是相同的位置。
为了满足这些要求,根据本发明,建议在分配器-摇摆器相对的两边设置两个心轴,即也是纸筒供料箱的相对的两边,供给左边心轴的纸筒是经过180°的位移,这样假如在第一或右边的心轴上纵向折缝是放在最左边,而在第二或左边的心轴上,纸筒的纵向封接缝是在该心轴的最右边。这需要180°的旋转,因为包装在第二或左边的心轴的布置是通过纸筒或纸筒和盖旋转180°的弧形运动实行,因而所有纸筒在第一和第二心轴上的布置,其纵向封接缝都在相同的边上。
为此,如果分配器-摇摆器包括两个相对配置的定心接板,并
将该分配器-摇摆器放置在与转动杆一起的两个折叠支座中间,并可沿着几乎半个圆周转动,这是根据本发明的优点。在操作中,如安装在左边的定心接板,即安装在分配器-摇摆器的制动板的另一直线边缘上,则当它在从第一右边的心轴位置返回的冲程中,以顺时针方向将下一个还是平的纸筒推过另一个四分之一圆周,进入左边第二心轴和第二推顶器之间。一旦将纸筒带到它的最终位置,在右边第一心轴上盖子已经模压在纸筒上,推顶器在左边第二心轴上工作,将下一个纸筒推到正确的位置。很明显,通过装设两个成形轮,机器成为复式的,工作速率显著改善。
从下面同附图一起对优先实施方案的描述中,将会体现本发明的其他优点、特点和应用的各种可能性,其中:
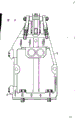
图1是折叠一打开装置的垂直剖面图,该装置有转动杆、固定的滚筒,以局部剖面形式显示的部分分配器-摇摆器,纸筒和推顶器的平面图,事实上是刚把部分张开的纸筒推入后的第一位置;
图2是与图1一样的垂直剖面图,但显示纸筒已在完全打开的状态;
图3是折叠一打开装置的纵向剖面图,基本上是沿着图2的垂直中心线,并带有转动杆的驱动装置;
图4是与图1相似的垂直剖面图,但显示的是另一实施方案,它有转动杆但没有固定滚轮;
图5是与图3对应的图,它参照图4的实施方案,没有固定滚轮;
图6是分配器-摇摆器在它驱动轴方向的图;
图7是从图6中Ⅶ-Ⅶ线所取的分配器-摇摆器的剖面图;
图8是图6中显示的弓形筐的平面图,只去掉了右下部分;
图9是图8显示的筐的平面图;
图10是推顶器的侧视图,带有部分显示的驱动杆;
图11是带有突出的橡胶圈的方板端面的平面图;
图12是图3和图5中左边以侧视图显示的导向装置的平面图;
图13是折叠一打开装置机架的横剖面图,其中没有推顶器和转动杆。
在下面描述的实施方案中,前提是分配器-摇摆器安装在筐的“上面”,并稍微有点向下,基本是在两个成形轮的中间,因此,换句话说需要设想第一成形轮是在右上角,第二成形轮是在左上角。叠平的纸筒被弧形地推出它在“底部”的中间位置,推“向上”,所以它是在折叠支座的下面。总之对本工艺比较熟悉的技术人员将能理解,应用任何其他相应的装置,其两边以及顶和底是可以互换的。仅仅为了描述方便和更好地领会,这里所说的“上”、“下”,是根据上述建议的意义作为参考。
图7显示供料箱1和叠平的纸筒2,纸筒是由涂有合成塑料表面的纸质材料构成的。我们看图的右前方(图6和8),纸筒2的“第一”纵向折叠边缘在剖面图中以3表示,而纸筒2的纵向封接缝以4表示。
图1,2和4显示出机架5,它通过螺钉固定在底部,图中显示了螺钉但没有详示,机架被详示在图13中。为了简化图,只表示了右边(从纸筒2推入的方向看),这就需要对本工艺比较熟悉的技术人员也想象出左边的机构,它与中心主平面的右边是完全一样的,如镜子反射那样。因此,仅考虑这里显示的右边情况,机架5是在它的左边轨道6上,轨道为推顶器导向,下面将会讲述,推顶器一般以7
表示并将与图10和图11一起对它进行更加详细的解释。
叠平的纸筒2由一般表示为8的供料器导引,打算进入图1和图2中显示的放置纸筒2的位置。在这些图示说明中,人们处在正往心轴9(显示在图8中的右上方)的轴向上看的状态,并注视推顶器7。
固定在机架5上的折叠支座10带有V形的接受表面11,并成条形,其长度大于纸筒2。在折叠支座10的两边并与它在同一平面是转动杆13的转动枢轴12。按照图3,在第一种实施方案中接触面14有凹槽15接纳固定安装并可转动的滚轮16。这种装置的剖面图显示在图1和图2中,事实上在图的右边,根据图3中的剖面线Ⅰ-Ⅰ看到滚轮16,在图左边,根据剖面线Ⅰ′-Ⅰ′看到杆13(在滚轮旁边)。通过气动缸17和表示为18的驱动杆,驱动转动杆13绕轴12转动。在图1到图3显示的实施方案中各自分离的控制仅需要气动缸,而在图4和图5中省略了气动缸,但保留了驱动杆18,在第二实施方案中它由表示在图6和7中(供料器)的分配器-摇摆器20的驱动装置以同步形式进行控制。
按照图1,转动杆13在这样位置,它的接触面14形成尖的V形角,纵向封接缝放在左边的纸筒被显示它正从叠平状态稍微张开一点的状态。
与图1和2的观察方向平行,即与纸平面成直角,不仅有心轴9,9′互相平行的纵向中心轴21,而且还有转动杆13的转轴12,沿轴22伸展的推顶器7的线性运动方向,即轨道6的方向也与其平行。在这个方向还有条状折叠支座10的纵轴和机架5的纵轴。
在图3中,左边的大部分图是显示在折叠支座10下面的打开折叠空间的中段,和接触面14和滚轮16,机架5中右边第三个是推
顶器7,在打开折叠空间的一边与推顶器相对的是导向装置,一般以23表示,它的平面图显示在图12中。
图3还显示了真空吸孔24并在图的右上角显示了真空连接管25,图左面的部分管子没有表示出来,在图1和2中显示在真空管25和吸孔24之间的真空连接支管26,真空管25与转动轴12平行伸展。在图4和5显示的实施方案中除了找不到固定的滚轮16这点差别外,还可以看到真空吸孔24。
现在来阐述推顶器。
它的运动方向是沿着图3和5中的线22,或者是图1,2和4中的轴22运动的。这运动的方向22是由轨道6预先确定的,轨道就是沿着这个方向。在托架27上可转动地安装4个滚轮28,它们在这些轨道6上运行。托架27通过连杆臂29与推顶器7的壳体30相连。
现在看图10,可以看到钢壳30有烧杯似的形状,它有圆筒形的侧壁31,有在32安装的轴和装弹簧34的槽33,弹簧使合成塑料的方块35与钢壳30的底部36保持距离d。方板35的端面37包括突出的橡胶圆环38。沿着方板35外围轮廓的边缘39被削成向内倾斜。在图4中也可以看到纸筒2的后缘40,它在方板35的倒角的边缘39的旁边,倚靠在钢壳30的圆筒形侧壁31的环形端面上。
在局部显示的剖面图10中,左边可以看到心轴9的前端,它的纵向轴21和端面41,并带有推在它上面的纸筒2,纸筒的后缘40被推顶器7推着,它在心轴9上的位置比起没有弹性安装的方板35它所能达到的位置,稍微向后一点。在图10的左下方以部分表示的
方式显示间隙的距离d,换句话说,在心轴上的纸筒2的后缘被推向后面一点,过了心轴9的前端面41。
导向装置23
图12显示这个导向装置,它安装在板42上。图中显示装有轴承43的四个可转动的滚筒44,它们布置成矩形从而在打开叠平的纸筒时,不管滚筒的内线形状如何,纸筒2可同时支撑在四个支点上。从图中显示的形状可以看出张开的纸筒的横截面是方形。
分配器-摇摆器
分配器-摇摆器以20表示,显示在图6和7中。它包括带有制动板51的臂50,制动板用螺钉52固定,通过显示在图7右上端的球轴承54′,臂50可绕轴53转动。分配器-摇摆器20的臂50沿半径方向直线伸展,并与主转轴53环形结合,臂向下加宽,弯成L形接到制动板51,如图7所示,制动板51有部分圆筒壁的形状,在图7的左、右两边有弧形边缘54,在图6中表示为前面的两条曲线,还有两条直线边缘55,在图6中表示为左、右的终点,在图7中是两条直线。在制动板51的两条直线边缘处装设定心接板56,它有V形的横截面,V形向外的接受表面57(装在左右两边)。定心接板56与直线边缘55一样长,所以它们是条形的。它们的长度大致上与纸筒2的长度相等也基本上等于折叠支座10的长度。
筐60的形状如局部的圆筒壁,它的侧视图显示在图8,平面图示于图9,它是供料器8的一部分,由弯杆61和四个承重螺栓(横穿过这些互相平行的杆60)组成。筐放在图8显示的固定支座63上,对地固定。图7中也表示出组成筐60的横截面为矩形的杆61,它们呈弧形,空间上互相分离且平行,在图6的右侧也可看到61。
在图9上部显示的两块小导板63′保证了图8右边显示的纸筒2的方向,在分配器-摇摆器20通过图8显示的四分之一圆周的运动中,即从时针6点位置到3点位置,小导板63是作为纸筒2运动的导向装置。
操作中,纸筒2是在图7所示的供料箱1中,刚取出来的纸筒底部是平的,躺在筐60的弧形方杆61上,纵向的封接缝4是在纸筒的上面。在分离之后,叠平的纸筒2将稍微弹开一些,所以它的横截面是菱形。所谓“第一”个的横折线在那时还折得很结实,图6右边显示纵向的前折线3,而其他两个相对的折线仅仅打开一点或几乎没打开,其中一条线的旁边是纵向封接缝4。在这种状态,当分配器-摇摆器20已经达到8点或7点时刻位置并开始它逆时针方向的回复运动时,V形张开的接受表面57接触到纸筒2的左尖端。当分配器-摇摆器20正确到达图6所示的6点时刻位置时,它已经将在它前面的仍然大部分是平的纸筒2推进了一段距离,并将继续这个运动直到图1所显示的状态。
图1表示两个转杆13仍然相当接近,从而它们的接触面14构成很尖的“顶面”,它们组成角度很小的V形。定心接板56现在达到图1显示的位置,因为纸筒2的前横折线3刚接触到接受表面11之间的折叠支座10的V形点。从图4中可以看得特别清楚,转杆13的下部可以成漏斗形的倒角70,从而可以将纸筒2的前横折线3很顺利地推过这V形的空间,直到它接触到折叠支座10。在这个时刻,带有真空吸孔24的接触面14与纸筒2的两个相对的侧面71和72接触,这两面经横折线3相互连接。控制装置接通真空从而使这些邻接的两面71,72,由于空吸作用而被吸在转杆13上。
现在打开折叠过程开始,由于分配器-摇摆器的进一步弧形运动和它的定心接板6的向上运动,图1显示的位置就变成图2显示的折叠打开的状态。转动杆13互相离开,接触面构成的角度增大,直到分配器-摇摆器20的定心接板到达图2显示的位置56′。在这个位置纸筒2张成方形(横截面)。现在,如从图3的Ⅰ′-Ⅰ′的剖面线看,纸筒2的侧壁71靠在左边转杆13的接触面14上,如从图3的Ⅰ-Ⅰ剖面看,侧壁靠在图示固定滚轮16的对面。
转动杆13进一步向上转动,扩大由它的接触面14所构成的角度,纸筒的两个侧面71和72逐渐靠到滚轮16上,与此同时定心接板56继续它的运动,从它的位置56′向下,推顶器7从它在图3右边显示的位置开始向左运动。
如图10的左边所示,纸筒的后缘40首先与推顶器7的方板35啮合,并被它顶住。
如图3中所示,当推顶器7向左继续运动的时候,可以理解,纸筒2的前缘与后缘40相对,被推入到导向装置23上,这样纸筒2的前面被圆筒23顶住,它的后缘被方板35顶住。因此就不再需要定心接板56对横折线3对面的纸筒2的另一折线的支持,这就是为什么分配器-摇摆器20以时钟方向转动,定心接板56却向相反方向移开的原因。
同时,推顶器7已经将纸筒2推到心轴9上,现在推顶器7的橡胶环38与心轴9的端面41接触,从而使得弹簧34被压缩,因为被心轴9的端面41顶住,方板35卡在壳体30内,由钢壳30的圆筒形侧壁31将纸筒的后缘推得更远一点。从图10下部局部显示的小图中可见推远了间隙d的距离。
现在推顶器进行它的向前运动,运动路径大于图3中转动杆13的长度L。
与此同时分配器-摇摆器20通过它左边的定心接板56和接受表面57已经取出下一个还几乎是平的纸筒2,它将围绕轴53以顺时针方向进一步旋转,在没有显示的另一个推顶器和心轴9′之间,产生向左的弧形位移(图8)。同时转动杆13将从图2显示的位置,即V形张开的位置回复到图1所示的位置。根据图8,纸筒2将被推入到图左上角的心轴9′上,接着再一次,将抓住下一个的纸筒2并把它推入到右边的心轴9上,从而上面描述的循环周而复始,从图1显示的位置开始。
在图4和5表示的实施方案中,工作方式是相同的,只是为了简化机器,省略固定的滚轮16,转动杆13的接触面14上现在只有真空吸孔24,其他地方是平的表面。还有转动杆,由没有显示的分配器-摇摆器转动的驱动装置以同步方式进行控制,从而图3显示的实施方案所需的气动缸17,在图5显示的实施方案中不再存在。
Claims (8)
1、一种用于将叠平的由纸、硬纸板或其他类似材料制成的、有纵向封接缝(4)的纸筒(2)折成筒形的装置,特别是液体包装的制造和用来抓住叠平的包装(2),并把包装对着带有V形接受表面(11)的折叠支座(10)移动的供料器(8),其特征在于,包装是由一个其两端开口的纸筒折成的,为把纸筒引入到在一个心轴(9,9′)和一个推顶器(7)之间实际对齐的位置,供料器(8)包括可围绕与推顶器(7)线性运动的方向(22)平行的轴(53)转动,一个分配器一摇摆器(20)可转动四分之一圆周,和位于轴(53)周围的一个定心接板(56),在相对于该定心接板最远的转动位置固定地固定有折叠支座(10),在折叠支座(10)旁边的两侧有带真空吸孔(24)的转动杆(13),它们是这样转动的,使得转动杆(13)构成的两个接触面(14)张成一个V形“顶”,以与邻接放置的折开的纸筒(2)的两个侧面(71,72)相对应,前面带有方板(35)的推顶器(7)以大于转动杆(13)长度(L)的距离沿着构成V形的接触面(14)作往复运动,并被控制成与分配器一摇摆器(20)的转动同步。
2、按权利要求1的装置,其特征在于,分配器一摇摆器(20),包括一个臂(50),在其径向的外端有形状如圆柱的部分是一个制动板(51),至少在制动板的一个直线终端边缘上装有一个定心接板(56),该定心接板(56)具有横截面为V形向外的接受表面(57),还有形状如部分圆柱形壳的筐(60)刚性地安装在制动板(51)运动路径的旁边(图6至图8)。
3、按权利要求1的装置,其特征在于,固定折叠支座(10)是呈条状的,它比要拆开的纸筒(2)长,在轴向(12)上基本上与转动杆(13)一样长。
4、按权利要求1的装置,其特征在于,转动杆(13)的接触面(14)包括可以接纳固定安装滚轮(16)的凹槽(15)(图3)。
5、按权利要求1的装置,其特征在于,在向着机器心轴(9,9′)的折叠支座(10)的那边有固定安装的导向装置(23),它与纸筒(2)横截面相对应的方板连接在一起(图1和12)。
6、按权利要求1的装置,其特征在于,推顶器(7)具有烧杯形外壳(30),在该外壳内方板(35)相对烧杯底(36)被初始的弹性张力张紧,从该烧杯底线性移动距离(d),此外,与拆开的纸筒(2)的外围轮廓相对应的方板(35)的边缘(39)是削成向内倾斜的。
7、按权利要求1的装置,其特征在于,弹性材料制成的突出圆环(38)嵌入到方板(35)的前端板面(37)中。
8、按权利要求1的装置,其特征在于,分配器一摇摆器(20)包括两个相对设置的定心接板(56),该分配器一摇摆器基本上是放置在两个带有转动杆(13)的折叠支座(10)的中间,并适于以半个圆周枢转。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3804791A DE3804791C2 (de) | 1988-02-16 | 1988-02-16 | Vorrichtung zum Auffalten von flachliegenden Hülsen |
| DEP3804791.8 | 1988-02-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1036529A CN1036529A (zh) | 1989-10-25 |
| CN1015880B true CN1015880B (zh) | 1992-03-18 |
Family
ID=6347509
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN89100818A Expired CN1015880B (zh) | 1988-02-16 | 1989-02-16 | 把叠平的纸筒折成筒形的装置 |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US4994011A (zh) |
| EP (1) | EP0328876B1 (zh) |
| JP (1) | JPH01254517A (zh) |
| KR (1) | KR890012790A (zh) |
| CN (1) | CN1015880B (zh) |
| AR (1) | AR243115A1 (zh) |
| AT (1) | ATE95757T1 (zh) |
| AU (1) | AU613690B2 (zh) |
| BR (1) | BR8900667A (zh) |
| CA (1) | CA1301518C (zh) |
| DD (1) | DD283361A5 (zh) |
| DE (2) | DE3804791C2 (zh) |
| DK (1) | DK70089A (zh) |
| ES (1) | ES2045198T3 (zh) |
| FI (1) | FI87755C (zh) |
| NO (1) | NO174188C (zh) |
| RU (1) | RU1807947C (zh) |
| YU (1) | YU47300B (zh) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4232956C2 (de) * | 1992-10-01 | 2002-02-21 | Jagenberg Diana Gmbh | Verfahren und Vorrichtung zum Nachbrechen der Längsrillinien bei der Herstellung von quaderförmigen Faltschachteln |
| GB2314291B (en) * | 1995-02-03 | 1998-12-09 | Tetra Laval Holdings & Finance | Methods and apparatus for erecting tubular carton blanks |
| GB9502125D0 (en) * | 1995-02-03 | 1995-03-22 | Tetra Laval Holdings & Finance | Methods and apparatus for erecting tubular carton blanks |
| US6073423A (en) * | 1996-02-02 | 2000-06-13 | Tetra Laval Holdings & Finance S.A. | Methods and apparatus for erecting tubular carton blanks |
| CN101920584B (zh) * | 2009-12-10 | 2012-01-11 | 西安航天华阳印刷包装设备有限公司 | 流体食品饮料软包装盒单片包材盒的成型方法 |
| CN103274094B (zh) * | 2013-05-17 | 2015-07-15 | 杭州中亚机械股份有限公司 | 一种纸板成形装配装置 |
| DE102016109980A1 (de) * | 2016-04-04 | 2017-10-05 | Sig Technology Ag | Vorrichtung und Verfahren zum Formen der Giebelflächen von Verpackungen mit schrägem Giebel |
| CN117465742B (zh) * | 2023-12-28 | 2024-04-09 | 山东省寿光蔬菜产业集团有限公司 | 一种熊蜂产品全自动货物打包机 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2357535A (en) * | 1940-06-13 | 1944-09-05 | American Paper Bottle Co | Container fabricating machine |
| DE1022959B (de) * | 1954-04-09 | 1958-01-16 | Hesser Ag Maschf | Vorrichtung zum Vereinzeln und OEffnen von flach zusammengelegten Faltschachtelhuelsen aus einem Stapel |
| US2881682A (en) * | 1955-12-29 | 1959-04-14 | Redington Co F B | Carton conveying and transfer mechanism |
| DE1124799B (de) * | 1960-04-05 | 1962-03-01 | Karlsruhe Augsburg Iweka | Vorrichtung zum Vereinzeln, OEffnen und Weiterbefoerdern von Schlauchstuecken |
| US3783752A (en) * | 1972-05-09 | 1974-01-08 | Langen H J & Sons Ltd | Carton opening device |
| DE2743797C3 (de) * | 1977-09-29 | 1981-01-29 | Gartemann & Hollmann Gmbh, 4800 Bielefeld | Bodenaufziehvorrichtung für quergeförderte Sackschlauchabschnitte |
| US4340380A (en) * | 1980-06-23 | 1982-07-20 | The Mead Corporation | Article carrier erecting mechanism |
| SE436271B (sv) * | 1981-03-13 | 1984-11-26 | Tetra Pak Int | Anordning for resning och forflyttning av forpackningsbehallaremnen |
| US4530692A (en) * | 1983-08-25 | 1985-07-23 | Consolidated Papers, Inc. | Apparatus for opening folded corrugated cartons |
| US4562692A (en) * | 1983-08-31 | 1986-01-07 | R. A. Jones & Co. Inc. | Accumulating apparatus between a cartoner and a side seam gluer |
| DE3429761A1 (de) * | 1984-08-13 | 1986-02-27 | Focke & Co (GmbH & Co), 2810 Verden | Vorrichtung zum aufrichten von faltkartons |
| SE457634B (sv) * | 1986-04-18 | 1989-01-16 | Tetra Pak Ab | Anordning foer resning av foerpackningsbehaallaraemnen |
-
1988
- 1988-02-16 DE DE3804791A patent/DE3804791C2/de not_active Expired - Fee Related
-
1989
- 1989-01-03 AU AU27677/89A patent/AU613690B2/en not_active Ceased
- 1989-01-09 FI FI890095A patent/FI87755C/fi not_active IP Right Cessation
- 1989-01-13 DE DE89100564T patent/DE58905862D1/de not_active Expired - Fee Related
- 1989-01-13 AT AT89100564T patent/ATE95757T1/de not_active IP Right Cessation
- 1989-01-13 EP EP89100564A patent/EP0328876B1/de not_active Expired - Lifetime
- 1989-01-13 ES ES89100564T patent/ES2045198T3/es not_active Expired - Lifetime
- 1989-01-18 CA CA000588517A patent/CA1301518C/en not_active Expired - Lifetime
- 1989-01-26 AR AR89313076A patent/AR243115A1/es active
- 1989-01-27 RU SU894613349A patent/RU1807947C/ru active
- 1989-02-02 YU YU24089A patent/YU47300B/sh unknown
- 1989-02-09 US US07/309,778 patent/US4994011A/en not_active Expired - Fee Related
- 1989-02-10 DD DD89325686A patent/DD283361A5/de not_active IP Right Cessation
- 1989-02-10 JP JP1030088A patent/JPH01254517A/ja active Pending
- 1989-02-15 DK DK070089A patent/DK70089A/da not_active Application Discontinuation
- 1989-02-15 BR BR898900667A patent/BR8900667A/pt not_active IP Right Cessation
- 1989-02-15 NO NO890646A patent/NO174188C/no unknown
- 1989-02-16 CN CN89100818A patent/CN1015880B/zh not_active Expired
- 1989-02-16 KR KR1019890001800A patent/KR890012790A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1036529A (zh) | 1989-10-25 |
| DD283361A5 (de) | 1990-10-10 |
| NO890646D0 (no) | 1989-02-15 |
| RU1807947C (ru) | 1993-04-07 |
| FI87755C (fi) | 1993-02-25 |
| JPH01254517A (ja) | 1989-10-11 |
| FI890095A (fi) | 1989-08-17 |
| CA1301518C (en) | 1992-05-26 |
| DK70089A (da) | 1989-08-17 |
| EP0328876A3 (en) | 1990-04-25 |
| FI87755B (fi) | 1992-11-13 |
| DE58905862D1 (de) | 1993-11-18 |
| NO890646L (no) | 1989-08-17 |
| YU24089A (en) | 1991-02-28 |
| AR243115A1 (es) | 1993-07-30 |
| DK70089D0 (da) | 1989-02-15 |
| AU613690B2 (en) | 1991-08-08 |
| EP0328876B1 (de) | 1993-10-13 |
| DE3804791A1 (de) | 1989-08-24 |
| US4994011A (en) | 1991-02-19 |
| EP0328876A2 (de) | 1989-08-23 |
| BR8900667A (pt) | 1989-10-10 |
| ATE95757T1 (de) | 1993-10-15 |
| YU47300B (sh) | 1995-01-31 |
| AU2767789A (en) | 1989-08-17 |
| KR890012790A (ko) | 1989-09-19 |
| NO174188C (no) | 1994-03-30 |
| DE3804791C2 (de) | 1993-10-07 |
| NO174188B (no) | 1993-12-20 |
| ES2045198T3 (es) | 1994-01-16 |
| FI890095A0 (fi) | 1989-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1015880B (zh) | 把叠平的纸筒折成筒形的装置 | |
| CN86105636A (zh) | 分组传送卷烟的设备 | |
| CN210391713U (zh) | 一种包装盒真空吸入装置 | |
| CN101039856A (zh) | 一种推进包装坯料的方法及装置 | |
| US7001320B1 (en) | Process for producing hinge-lid boxes | |
| CN206085772U (zh) | 一种纸盒自动折叠装置 | |
| CN1073041C (zh) | 用于卷烟的软包包装件的具有旋转折叠装置的包装机 | |
| CN104669687B (zh) | 隔板机 | |
| CN205327488U (zh) | 一种纱团包覆膜自动折边装置 | |
| CN204488119U (zh) | 隔板机 | |
| CN1169938A (zh) | 将折平的箱坯抽取,张开并送入包装作业线的顺序作业装置 | |
| CN112141769A (zh) | 一种元宝机及折纸工艺 | |
| CN105923375A (zh) | 生料带卷芯动作装置及其工作方法 | |
| CN1298591C (zh) | 用于制造纸烟包装件的设备 | |
| CN112249746B (zh) | 自动翻页装置 | |
| CN115891283A (zh) | 一种塑料包装袋冲孔装置 | |
| CN1122595C (zh) | 包装盒折叠成型设备 | |
| CN208801674U (zh) | 一种纸筒本体封底装置 | |
| CN109080897A (zh) | 一种药板自动上料装置 | |
| CN213862829U (zh) | 瓶坯用打包装置 | |
| CN213595467U (zh) | 一种专用于装饰膜生产的自动送膜装置 | |
| KR100342135B1 (ko) | 이중 스트로우의 성형장치 | |
| CN218172853U (zh) | 一种包装机械中的打孔装置 | |
| CN107804519A (zh) | 一种异型翻盖式硬条盒烟包弧形填装机构及其填装方法 | |
| CN116923804B (zh) | 一种凸轮传动悬臂水平式给袋包装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |