CN100482847C - 无定形材料的制备方法及由该方法形成的材料 - Google Patents
无定形材料的制备方法及由该方法形成的材料 Download PDFInfo
- Publication number
- CN100482847C CN100482847C CNB038229463A CN03822946A CN100482847C CN 100482847 C CN100482847 C CN 100482847C CN B038229463 A CNB038229463 A CN B038229463A CN 03822946 A CN03822946 A CN 03822946A CN 100482847 C CN100482847 C CN 100482847C
- Authority
- CN
- China
- Prior art keywords
- metal oxide
- weight
- glass
- microns
- amorphous material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
- C03C3/064—Glass compositions containing silica with less than 40% silica by weight containing boron
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/10—Oxides, borides, carbides, nitrides or silicides; Mixtures thereof
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/10—Oxides, borides, carbides, nitrides or silicides; Mixtures thereof
- C23C4/11—Oxides
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/256—Heavy metal or aluminum or compound thereof
- Y10T428/257—Iron oxide or aluminum oxide
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Glass Compositions (AREA)
- Coating By Spraying Or Casting (AREA)
Abstract
本发明涉及制备无定性材料的方法、在无定形基质中包含离散结晶区的材料、在玻璃-陶瓷基质中包含离散结晶区的复合陶瓷以及玻璃-陶瓷层。
Description
发明领域
本发明涉及等离子喷涂。
相关技术说明
在本领域中熟知使用等离子喷涂来形成无定形材料、陶瓷、金属、金属合金和金属间材料。虽然等离子喷涂常用于表面改性和/或形成涂层,但是也已经用于形成大块(Bulk)材料。
等离子喷涂通常通过将进料颗粒引入等离子体(通常温度为10000℃以上)中,将进料颗粒转化成熔融物(熔融液滴)来进行,然后使所述熔融物和基材接触,并冷却(通常以10000℃/秒的冷却速度进行)。当和基材接触时,所述熔凝液滴迅速固化,形成无定形、部分结晶或者结晶材料。
已经使用等离子喷涂工艺来形成各种材料,包括金属、金属合金、金属间材料和陶瓷。根据例如操作长度、操作条件、基材和进料,可以沉积各种结构,从薄、厚、多层和复合薄膜到大块材料。而且,所述沉积材料的性质,如组成、密度、结构可以连续或逐步的方式变化。
等离子喷涂的涂层和大块材料可用于许多应用中,从微电子部件到大型工程结构。例如,所述等离子喷涂涂层可以作为保护涂层(耐磨、抗氧化和耐腐蚀、隔热)。类似地,使用等离子工艺来制造大块材料已经越来越多了。
在各种等离子加工材料中,由于其所需的如绝缘能力和耐磨、耐腐蚀和抗热冲击的性质,氧化物陶瓷具有特殊的地位。最常见的等离子喷涂处理的氧化物陶瓷有氧化铝、氧化铝-二氧化钛、稳定的氧化锆和氧化铬。
所述通常和等离子喷涂工艺相关的很高的骤冷速度有利于形成非平衡、亚稳定或非化学计量相。例如,等离子喷涂的氧化铝和氧化铝-二氧化钛通常形成亚稳定的过渡态氧化铝。类似地,等离子喷涂的完全或部分稳定的氧化锆通常形成非平衡的四方晶相。
另一方面,和等离子喷涂相关的相对较高的骤冷速度会导致在各长条(splat,即各固化的液滴)中形成具有极细晶体(如纳米晶体)的陶瓷,形成等离子喷涂的陶瓷。通常,本领域已知相比较粗和/或不那么致密的材料,具有细结晶结构的陶瓷,尤其是又具有高密度(即,至少理论值的70%,较好是至少90、95、96、97、98或甚至100%)的陶瓷具有更好的性质。
持续需要新材料对等离子喷涂的使用以及新等离子喷涂材料。
发明概述
一方面,本发明提供制备无定形材料的方法,所述方法包括:
将颗粒加入等离子体中,形成熔融物;以所述颗粒的总重量计,所述颗粒包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3以及除Al2O3以外的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若除Al2O3以外的其它金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物;
喷涂并冷却所述熔融物,形成无定形的材料;以所述无定形材料的总重量计,所述无定形的材料包含至少35(在一些实施方式中,较好至少是35、40、45、50、55、60、65或甚至至少70)重量%的Al2O3、和除Al2O3以外的其它金属氧化物、以及它们的金属氧化物复合物),其中,以所述无定形材料的总重量计,所述无定形材料包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述无定形材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米);其条件是若除Al2O3以外的其它金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当所述无定形材料结晶时其形成至少一种不同的晶相。根据所述尺寸的大小级,通过肉眼或使用显微镜确定材料的x、y和z尺寸。所记录的z尺寸例如是球的直径、涂层的厚度或者棱柱形的最长长度。
另一方面,本发明提供制造玻璃的方法,所述方法包括:
将颗粒加入等离子体中,形成熔融物;以所述颗粒的总重量计,所述颗粒包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3以及除Al2O3以外的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;
喷涂并冷却所述熔融物,形成玻璃;以所述玻璃的总重量计,所述玻璃包含至少35(在一些实施方式中,较好至少是35、40、45、50、55、60、65或甚至至少70)重量%的Al2O3、和除Al2O3以外的其它金属氧化物、以及它们的金属氧化物复合物),其中,以所述玻璃的总重量计,所述玻璃包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5。在一些实施方式中,所述玻璃具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。
一方面,本发明提供制各无定形材料的方法,所述方法包括:
将颗粒加入等离子体中,形成熔融物;以所述颗粒的总重量计,所述颗粒包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)、和除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述颗粒的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相;
喷涂并冷却所述熔融物,形成无定形的材料;以所述无定形材料的总重量计,所述无定形的材料包含至少35(在一些实施方式中,较好至少是35、40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物和它们的金属氧化物复合物、以及除Al2O3以外的不同的第二金属氧化物和它们的金属氧化物复合物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述无定形材料的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述无定形材料的总重量计,所述无定形材料包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相;所述无定形材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。
另一方面,本发明提供用于产生金属氧化物液滴的热喷雾的装置,所述装置包括:
等离子弧喷枪,它可在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称;
第一载体导管,它用于将金属氧化物颗粒输送到等离子气流中,所述第一载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、70-60或65-60范围内)度的角度和喷射轴相交的导管轴,其中,第一导管在输送方向从喷射轴向外延伸。
任选地,所述装置还包含能将金属氧化物颗粒输送到等离子气流中的第二(第三或更多)载体导管,所述第二(第三或更多)载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、70-60或65-60范围内)度的角度和喷射轴相交的导管轴,其中,第二导管在输送方向从喷射轴向外延伸。虽然并不拘泥于什么理论解释,但是认为较好使用特定的角度来改变(例如,增大)进料颗粒在等离子体中的停留时间或相互作用;例如,当角度降低时,停留时间增大。
另一方面,本发明提供用于产生金属氧化物液滴的热喷雾的装置,所述装置包括:
等离子弧喷枪,它可在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称;
第一载体导管,它用于将金属氧化物颗粒输送到等离子气流中,所述第一载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、70-60或65-60范围内)度的角度和喷射轴相交的颗粒输送矢量,其中,所述颗粒输送矢量包括其方向基本上和输送方向相反的矢量分量。
任选地,所述装置还包含能将颗粒输送到等离子气流中的第二(第三或更多)载体导管,所述第二(第三或更多)载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、不大于70-60或不大于65-60范围内)度的角度和喷射轴相交的颗粒输送矢量,其中,第二(第三或更多)载体导管的颗粒输送矢量包括其方向基本上和输送方向相反并且和第一载体导管的矢量分量不同的矢量分量。虽然并不拘泥于什么理论解释,但是认为较好使用特定的角度来改变(例如,增大)进料颗粒在等离子体中的停留时间或相互作用;例如,当角度降低时,停留时间增大。
另一方面,本发明提供制备无定形材料的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称;
通过第一载体导管将颗粒输送到等离子气流中,形成熔融物,所述第一载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、70-60或65-60范围内)度的角度和喷射轴相交的导管轴,其中,第一导管在输送方向从喷射轴向外延伸;
喷射并冷却所述熔融物,形成无定形材料。
任选地,所述方法还包含能将颗粒输送到等离子气流中的第二(第三或更多)载体导管,所述第二(第三或更多)载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、70-60或65-60范围内)度的角度和喷射轴相交的导管轴,其中,第二(第三或更多)导管在输送方向从喷射轴向外延伸。虽然并不拘泥于什么理论解释,但是认为较好使用特定的角度来改变(例如,增大)进料颗粒在等离子体中的停留时间或相互作用;例如,当角度降低时,停留时间增大。
另一方面,本发明提供制备无定形材料的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿暗射轴对称;
至少通过第一载体导管将颗粒输送到等离子气流中,形成熔融物,所述第一载体导管包括以不大于75度的角度和喷射轴相交的颗粒输送矢量,且所述颗粒输送矢量包括其方向基本上和输送方向相反的矢量分量;
喷射并冷却所述熔融物,形成无定形材料。
任选地,所述方法还包含能将颗粒输送到等离子气流中的第二(第三或更多)载体导管,所述第二(第三或更多)载体导管包括以不大于75(在一些实施方式中,较好不大于70、65、60、55、50、45、40、35、30、25、20、15、10或甚至不大于5,在75-60、70-60或65-60范围内)度的角度和喷射轴相交的颗粒输送矢量,其中,第二(第三或更多)载体导管的颗粒输送矢量包括其方向基本上和输送方向相反并且和第一载体导管的矢量分量不同的矢量分量。虽然并不拘泥于什么理论解释,但是认为较好使用特定的角度来改变(例如,增大)进料颗粒在等离子体中的停留时间或相互作用;例如,当角度降低时,停留时间增大。
另一方面,本发明提供制备无定形材料的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称,所述喷射轴沿输送方向延伸;
将载气中夹带的颗粒输送到等离子气流中,形成熔融物,以所述载气的总重量计,所述载气包含至少50(在一些实施方式中,较好至少55、60、65、70、75、80、85、90、95或甚至至少100)体积%的氮气;以所述颗粒的总重量计,所述颗粒包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、和除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO及其它们的金属氧化物复合物),其中,以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述除Al2O3以外的金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物;
喷射并冷却所述熔融物,形成无定形材料,以所述无定形材料的总重量计,所述无定形的材料包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3和除Al2O3以外的其它金属氧化物,其中,以所述无定形材料的总重量计,所述无定形材料包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述无定形材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米);其条件是若除Al2O3以外的其它金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当所述无定形材料结晶时其形成至少一种不同的晶相。令人惊奇的是,发现当使用氮气来输送所述颗粒时,等离子气流的大小显著增大。所述更大的等离子气流是有利的,例如,因为它会导致等离子气流中进料颗粒的停留时间增大,由此往往提高对所需的颗粒的传热,这又会导致形成更完全和均一的熔融物,并形成更致密和更强的等离子喷涂材料。
另一方面,本发明提供制造玻璃的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称,所述喷射轴沿输送方向延伸;
将载气中夹带的颗粒输送到等离子气流中,形成熔融物,以所述载气的总重量计,所述载气包含至少50(在一些实施方式中,较好至少55、60、65、70、75、80、85、90、95或甚至至少100)体积%的氮气;以所述颗粒的总重量计,所述颗粒包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、和除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO及其它们的金属氧化物复合物),其中,以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;
喷射并冷却所述熔融物,形成玻璃,以所述玻璃的总重量计,所述玻璃包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3和除Al2O3以外的其它金属氧化物,其中,以所述玻璃的总重量计,所述玻璃包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5。在一些实施方式中,所述玻璃具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。令人惊奇的是,发现当使用氮气来输送所述颗粒时,等离子气流的大小显著增大。所述更大的等离子气流是有利的,例如,因为它会导致等离子气流中进料颗粒的停留时间增大,由此往往提高对所需的颗粒的传热,这又会导致形成更完全和均一的熔融物,并形成更致密和牢固的等离子喷涂材料。
另一方面,本发明提供制造无定形材料的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称,所述喷射轴沿输送方向延伸;
将载气中夹带的颗粒输送到等离子气流中,形成熔融物,以所述载气的总重量计,所述载气包含至少50(在一些实施方式中,较好至少55、60、65、70、75、80、85、90、95或甚至至少100)体积%的氮气;以所述颗粒的总重量计,所述颗粒包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO及其它们的金属氧化物复合物),其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述颗粒的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相;
喷射并冷却所述熔融物,形成无定形材料,以所述无定形材料的总重量计,所述无定形的材料包含至少35(在一些实施方式中,较好至少是35、40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述无定形材料的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述无定形材料的总重量计,所述无定形材料包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述无定形材料还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相。令人惊奇的是,发现当使用氮气来输送所述颗粒时,等离子气流的大小显著增大。所述更大的等离子气流是有利的,例如,因为它会导致等离子气流中进料颗粒的停留时间增大,由此往往提高对所需的颗粒的传热,这又会导致形成更完全和均一的熔融物,并形成更致密和更强的等离子喷涂材料。
任选地,本发明方法所制得的无定形材料可以作为陶瓷材料部分存在(即,所述方法可以形成包含无定形材料的陶瓷)。另一方面,在一些实施方式中,本发明方法中喷涂和冷却所述熔融物包括将熔融物喷涂到基材上,并冷却形成无定形材料。另一方面,在一些实施方式中,本发明方法中喷涂和冷却所述熔融物包括将熔融物喷涂到液体中,来冷却所述熔融物,形成包含无定形材料的颗粒。后者可以形成包含无定形材料的小珠(包括100%的无定形小珠)。
本发明的方法任选地还包括加热该无定形材料,这样该无定形材料至少有一部分被转化成玻璃-陶瓷。
在本申请中:
“无定形材料”指来自熔融物和/或气相的材料,它在用X-射线衍射测量时没有任何远程晶体结构,和/或它在采用DTA(差热分析)测量时(如本文“差热分析”标题下所述的试验所测试的)具有对应于无定形材料的结晶作用的放热峰值;
“陶瓷”包括无定形材料、玻璃、结晶陶瓷、玻璃-陶瓷,以及它们的组合;
“金属氧化物复合物”指含有两种或多种不同金属元素和氧的金属氧化物(如CeAl11O18、Dy3Al5O12、MgAl2O4和Y3Al5O12);
“Al2O3·金属氧化物复合物”指以理论氧化物计,含有Al2O3和一种或多种除Al外的金属元素的金属氧化物复合物(如CeAl11O18、Dy3Al5O12、MgAl2O4和Y3Al5O12);
“Al2O3·Y2O3复合物”指以理论氧化物计,含有Al2O3和Y2O3的金属氧化物复合物(如Y3Al5O12);
“Al2O3·REO复合物”指以理论氧化物计,含有Al2O3和稀土氧化物的金属氧化物复合物(如CeAl11O18和Dy3Al5O12);
“玻璃”指具有玻璃转变温度的无定形材料;
“玻璃-陶瓷”指含有由热处理无定形材料形成的晶体的陶瓷;
“Tg”指采用本文“差热分析”标题下所述的试验所测得的玻璃转变温度;
“Tx”指采用本文“差热分析”标题下所述的试验所测得的结晶温度;
“稀土氧化物”指氧化铈(如CeO2)、氧化镝(如Dy2O3)、氧化铒(如Er2O3)、氧化铕(如Eu2O3)、氧化钆(如Gd2O3)、氧化钬(如HO2O3)、氧化镧(如La2O3)、氧化镥(如(Lu2O3)、氧化钕(如Nd2O3)、氧化镨(如Pr6O11)、氧化钐(如Sm2O3)、氧化铽(如TB2O3)、氧化钍(如Th4O7)、氧化铥(如Tm2O3)和氧化镱(如Yb2O3)及其组合;
“REO”指稀土氧化物;
此外,在此应理解,除非指出金属氧化物(如Al2O3、Al2O3·金属氧化物复合物等)在如玻璃-陶瓷中是晶体,否则它可以是无定形的、晶体、或部分是无定形、部分是晶体。例如,如果玻璃-陶瓷含有Al2O3和ZrO2,则Al2O3和ZrO2可各自为无定形态、晶态、或部分是无定形态而部分是晶态,甚至作为与另一种(多种)金属氧化物(如,除非另有说明,Al2O3以Al2O3晶体或Al2O3的一种特殊的晶相存在(如αAl2O3))的反应产物,它可以Al2O3晶体存在和/或作为一种或多种Al2O3·金属氧化物复合物晶体的部分存在。
此外,应理解,通过加热不具有Tg的无定形材料而形成的玻璃-陶瓷实际上可能不含有玻璃,而可能含有不具有Tg的晶体和无定形材料。
本发明制得涂层实施方式可以用作例如耐磨、耐腐蚀、抗氧化和/或隔热涂层。本发明制得的一些涂层实施方式可以用作电化学器件(例如,燃料电池电解质,其离子电导率比常规YSZ(氧化钇稳定的氧化锆)高,和/或电极)的组件。本发明制得的大块形式可用于例如结构应用(例如,引擎组件、切割工具的嵌入物、医疗植入物、手术器具、基材和坩锅)和增强组件。本发明的制件例子包括厨房器具(例如,盘子)、牙托和增强纤维,切割工具的嵌入物、磨料和燃气机的结构部件(例如阀和轴承)。其它制件包括在主体或其它基材的外表面上具有陶瓷保护涂层的那些制品。该实施方式也可以例如用作磨粒。所述磨粒可以加入磨具中,或者以松散形式使用,如作为研磨化合物的浆液(例如,抛光化合物)、研磨介质、喷砂介质和振动研磨介质。
附图简述
图1是本发明方法制造的包含磨粒的涂布磨具的局部横截面视图。
图2是本发明方法制造的包含磨粒的粘合磨具的透视图。
图3是本发明方法制造的包含磨粒的非织造磨具的放大示意图。
图4是实施本发明实施方式所用的示例性等离子喷涂装置的示意图。
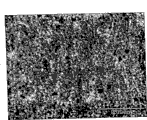
图5是实施例1制得的材料的断裂表面的扫描电子显微照片(SEM)。
图6是实施例3制得的材料的断裂表面的扫描电子显微照片(SEM)。
详细描述
在图4中示意性说明了一种示例的和在一些实施方式中优选的包括等离子喷枪401的热喷雾或等离子喷涂装置400。通常,等离子喷枪401用于产生沿喷射轴417基本上对称的等离子气流416。等离子气流416包含金属氧化物液滴407。
等离子喷枪401包括喷嘴402位于其中的外壳403。喷嘴402形成用于将等离子气流416指向并集中在输送方向418的喷嘴孔405。为了产生等离子气流416,等离子喷枪401包括各种电极。例如,在图4所示的示例实施方式中,第一电极404位于喷嘴402入口的附近,并作为阴极(例如,连接到电源(未显示)的负极端)。喷嘴302本身可以形成作为阳极的第二电极402’(例如,连接到电源的正极端)。虽然用于形成第一和第二电极404和402’的实际材料各不相同,但是等离子喷枪401的一个示例实施方式使用由钨或钨合金制得的第一电极404以及由铜或铜合金制得的第二电极402’(喷嘴402)。
本领域那些技术人员已经意识到,这种电极结构仅是示例性的,也可以是其它的电极构型。例如,第一和第二电极的极性和/或材料可以和上述的不同。或者,例如,第二电极402’可以不依赖于喷嘴402。实际上,在不背离本发明范围的条件下可以是大多数产生可接受的等离子喷雾的任意电极构型。
设置电弧气体入口414便于将电弧气体410引入外壳403中的气室412中。虽然大多数用于形成电弧的任意气体可能是合适的,但是优选的电弧气体包括氩气、氦气、氢气、氮气及其组合。
在外壳403中可以形成一个或多个载体导管420。如以下进一步说明的,载体导管420可以将颗粒430输送到等离子气流416中。虽然载体导管420的实际几何形状各不相同,但是在一个实施方式中它们通过将孔钻成和喷嘴孔405相交来形成。在示例实施方式中,各载体导管420和在孔405的最小直径处或附近和孔405相交。
一个或多个载体导管420各自较好沿导管轴422对称。各导管轴422可以75度或以下的角度424和喷射轴417相交,其中,一个或多个载体导管420在输送方向418从喷射轴417分叉或向外延伸。在一些实施方式中,角度424较好为45-75度,更好是60-75度。
在不背离本发明范围的条件下也可以是其它构型的载体导管420。例如,导管420可以具有其它形状(例如,非直线),或它们可以在偏离其中心线的某处穿透孔405。若这些和其它导管构型能将导管420中的颗粒沿颗粒输送矢量426输送到等离子喷砂气体416中,则也可以使用它们,其中,颗粒输送矢量426以75度或以下的角度424和喷射轴417相交,并且所述颗粒输送矢量426包括其方向基本上和输送方向418相反的矢量分量426’。在一些实施方式中,角度424较好是45-75度,更好是60-75度。
虽然在本文中使用术语“相交”,但是本领域那些技术人员应意识到导管轴422不一定要和喷射轴417共平面(例如,一个相对另一个偏斜)。在这些情况下,应理解“相交”表示当所述轴沿其本身平行移动到相交共同点时两根轴之间的角424。
已经详细说明了等离子气流401,现在说明其按照本发明示例实施方式进行的操作。
如上所述,将电弧气410引入室412中,并通过喷嘴402的汇聚孔405加速。当第一电极404和第二电极402’连接到电源的各端时,在第一电极404和喷嘴402之间形成电场。所形成的等离子气流416沿喷射轴417在输送方向418离开外壳403,喷射轴基本上和喷嘴402的轴406平行和共轴。可以启动图4中箭头408所示冷却系统,将外壳403的温度保持在所需水平上。
为了产生所需的液滴407喷雾,粒子430通过载体导管420输送到等离子气流416中。在一个实施方式中,粒子430夹带在载气中,通过载体导管420流向喷嘴孔405。虽然优选氮气,但也可以使用其它载气。当金属氧化物粒子430到达等离子气流416时,至少一部分被至少部分液化成所需的液滴407。然后,液滴407冷却,并沉积在基材或用其它方法收集。
如本文所示和所述,通过调整载体导管420方向,粒子430在等离子气流416中的停留时间增大。当和现有设备和方法所得液滴比较时,更长的停留时间可以制得更加大的(courser)液滴407。
对于本发明没有指明粒子具体组成的实施方式,可以使用任意各种颗粒进料,包括无定形材料、陶瓷、金属等,如等离子喷雾领域已知的。
类似地,对于本发明的一些实施方式,本领域已知的任意各种等离子喷雾技术是合适的。
在一些实施方式中,以所述颗粒的总重量计,用于本发明方法以及本发明设备使用的进料粒子包括至少35(在一些实施方式中,较好至少为40、45、50、55、60、65或甚至至少70)重量%Al2O3,以及除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若除Al2O3以外的金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物。
以所述无定形材料的总重量计,所述由这种颗粒制得的无定形材料实例包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、和除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,以所述无定形材料的总重量计,所述无定形材料包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述无定形材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米);其条件是若除Al2O3以外的金属氧化物是ZrO2,那么所述无定形材料还包含除Al2O3和ZrO2以外的金属氧化物,当所述无定形材料结晶时其形成至少一种不同的晶相。任选地,若热处理所述无定形材料,本发明可提供玻璃-陶瓷,以所述玻璃-陶瓷的总重量计,所述玻璃-陶瓷包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、和除Al2O3以外的金属氧化物,其中,以所述玻璃-陶瓷的总重量计,所述玻璃-陶瓷包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述玻璃-陶瓷具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。
在一些实施方式中,以所述颗粒的总重量计,用于本发明方法以及本发明设备使用的进料粒子包括至少35(在一些实施方式中,较好至少为40、45、50、55、60、65或甚至至少70)重量%Al2O3,除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),以及除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述颗粒的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述颗粒的总重量计,所述颗粒包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物。当所述无定形材料结晶时其至少一部分形成一种不同的晶相。以所述无定形材料的总重量计,所述由这种颗粒制得的无定形材料实例包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)以及除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述无定形材料的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述无定形材料的总重量计,所述无定形材料包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5。任选地,若热处理所述无定形材料,本发明提供玻璃-陶瓷,以所述玻璃-陶瓷的总重量计,所述玻璃-陶瓷包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物以及除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述玻璃-陶瓷的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述玻璃-陶瓷的总重量计,所述玻璃-陶瓷包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5。
Al2O3的来源(包括商业来源,以理论的氧化物计)包括钒土(包括天然存在的钒土和合成的钒土)、煅烧钒土、水合氧化铝(例如,勃姆石和三水铝矿)、铝、拜尔法氧化铝、铝矿石、γ-氧化铝、α-氧化铝、铝盐、硝酸铝以及它们的混合物。所述Al2O3源可以包含或仅有Al2O3。或者,所述Al2O3源可以包含Al2O3或具有Al2O3以及除Al2O3以外的一种或多种金属氧化物(包括Al2O3·金属氧化物(例如,Dy3Al5O12、Y3Al5O12、CeAl11O18等)的原料或复合物)。
稀土氧化物的来源(包括商业来源)包括稀土氧化物粉末、稀土金属、包含稀土金属的矿石(例如,氟碳铈镧矿和独居石)、稀土金属盐、稀土金属的硝酸盐和稀土金属的碳酸盐。所述稀土氧化物源包含或仅具有稀土氧化物。或者,所述稀土氧化物源包含或具有稀土氧化物以及除稀土氧化物以外的一种或多种其它金属氧化物(包括稀土氧化物·其它金属氧化物(例如,Dy3Al5O12、CeAl11O18等)的原料或复合物)。
Y2O3的来源(包括商业来源,以理论的氧化物计)包括氧化钇粉末、钇、含钇的矿石和钇盐(例如,钇的碳酸盐、硝酸盐、氯化物、氢氧化物以及它们的混合物)。所述Y2O3源可以包含或仅有Y2O3。或者,所述Y2O3源可以包含Y2O3或具有Y2O3以及除Y2O3以外的一种或多种金属氧化物(包括Y2O3·金属氧化物(例如,Y3Al5O12)的原料或复合物)。
ZrO2的来源(包括商业来源,以理论的氧化物计)包括氧化锆粉末、锆石沙、锆、含锆的矿石和锆盐(例如,锆的碳酸盐、乙酸盐、硝酸盐、氯化物、氢氧化物以及它们的混合物)。此外,所述ZrO2源或者可以包含ZrO2或有ZrO2以及其它金属氧化物,如HfO2。HfO2的来源(包括商业来源,以理论的氧化物计)包括氧化铪粉末、铪、含铪的矿石和铪盐。此外,所述HfO2源或者可以包含HfO2或有HfO2以及其它金属氧化物,如ZrO2。
以理论的氧化物计,其它有用的金属氧化物也包括BaO、CaO、Cr2O3、CoO、Fe2O3、GeO2、LiO2、MgO、MnO、NiO、Na2O、Sc2O3、SrO、TiO2、ZnO以及它们的混合。来源(包括商业来源)包括其本身的氧化物、氧化物复合物、矿石、碳酸盐、乙酸盐、硝酸盐、氯化物、氢氧化物等。可以加入这些金属氧化物,改变所得磨粒的物理性质和/或提高可加工性。例如根据所需的性质,可以在任意位置加入这些金属氧化物,为玻璃-陶瓷的0-50重量%,在一些实施方式中,较好为0-25重量%,更好是0-50重量%。
在一些实施方式中,至少一部分的金属氧化物源(在一些实施方式中,较好是10、15、20、25、30、35、40、45或甚至至少50重量%)较好通过将颗粒、包含至少一种具有生成氧化物负焓的金属(例如,Al、Ca、Cu、Cr、Fe、Li、Mg、Ni、Ag、Ti、Zr及其组合)M或其合金加入熔融物,或者用其它方法用其它原料使它们成为金属化(metal)来制得。虽然并不拘泥于什么理论解释,但是应认为和金属氧化反应有关的放热反应产生的热量有利于形成均匀的熔融物和所得的无定形材料。例如,认为原料中氧化反应产生的额外热量消除传热不足或使之最小,因此,有利于熔融物的形成和均化,尤其是当形成x、y和z均大于150微米的无定形颗粒时。还认为获得额外的热量有助于促进各种化学反应和物理过程(例如,致密化和球化)的完成。而且在一些实施方式中,认为存在氧化反应产生的额外热量实际上使熔融物能形成,而该熔融物的形成由于材料的高熔点用其它方法是困难的,或不可实施的。而且,存在氧化反应产生的额外热量实际上使用其它方法不能制得,或不能制得所需粒度范围的无定形材料能形成。本发明另一优点包括在形成无定形材料时可以在短时间内实现许多化学和物理过程如熔融、致密化和球化,因此可达到很高的骤冷速度。对于其它细节,可以参见于2002年8月2日提交的待审批美国专利申请No.10/211639。
进行本发明所述方法的进料粒子可以具有各种大小的,虽然进料粒子的平均粒度一般小于100微米,通常为20-40微米。过小的粒子难以处理,而太粗的粒子不能完全或均匀熔融。所述进料粒子会团聚在一起,形成颗粒(即,各种原料团聚成颗粒)。也可以使用通过例如等离子喷雾或火焰形成法制得的颗粒作为进料颗粒。令人惊奇的是,通过等离子球化或火焰形成法产生的无定形颗粒是尤其有用的进料粒子,甚至其直径大于100微米。
而且例如,所述进料粒子可以通过干磨原料形成所需粒度和/或均匀度的混合物来制备。包含研磨材料的颗粒可以制成浆液,并喷雾干燥成进料颗粒。所述进料颗粒也可以筛分形成所需的粒度分布。
至于产生等离子体并熔化所述进料颗粒,可以使用各种DC、AC、RF等离子加工系统。对于一些实施方式而言,优选有足够的功率来均匀和完全熔化所述进料颗粒。本发明所用合适的等离子系统的功率通常约为40kW,虽然根据产量需求可以使用较小或较大的系统。
产生等离子体的气体包括本领域已知的那些,如氩气、氦气、氮气、氢气及其混合物。最常见的是,可以使用氩气作为等离子气;但为了提高焓(即,等离子体的含热量),也可以加入氦气、氢气或氮气中的一种或多种。
所述进料颗粒通常通过载气引入等离子体中。将进料颗粒输送到等离子气流中的气体包括氩气、氦气、氮气和它们的混合物。所述载气可以和等离子气(即氩气)相同,或者可以提供第二或第三气体来改变等离子体的能量学。令人惊奇的是,发现当使用氮气来输送所述粒子时,等离子气流的尺寸显著增大。所述更大的等离子气流尺寸是有利的,例如,由于它会提高进料颗粒在等离子气流中的停留时间,由此往往提高对颗粒的传热,这又会导致形成更完全和均匀的熔融物以及更致密和更强的等离子喷射材料。例如,也可以将进料沿等离子流喷射轴以颗粒形式或作为进料棒(所述进料形成棒状,当棒的尖端熔化并裂成液滴时缓慢加入等离子体中,然后通过等离子流进行喷涂)引入等离子体中。
在一些实施方式中,进料颗粒刚好在喷射枪外一点处引入等离子体中。虽然并不拘泥于什么理论解释,但是应认为通过等离子喷枪阳极中机械加工的孔将进料粒子引入等离子体较好提高了等离子体中颗粒的停留时间或相互作用。另一方面,虽然并不拘泥于什么理论解释,但是认为通过使所述孔以一定角度(例如,至少10、20或30度等)对喷枪的前面或背面取向可以较好改变(例如,增加)进料颗粒在等离子体中的停留时间或相互作用。
在本发明另一方面,所述等离子加工可以在空气中、在用气体覆盖的条件下、在更高或更低压力下,甚至在真空下进行。
来自等离子体的熔融物通常可以喷涂到基材上,或液体(例如水)中,虽然所述液体也可以在基材上。所述基材或液体有助于冷却所述熔融物。在一些情况下,最好在基材上形成涂层。在其它情况下,所述基材仅仅用于冷却和收集材料,之后从基材上将其除去(例如,形成大块材料)。应理解,所述基材选择成具有足够的完整性,以耐受来自等离子体的热量。一般的基材是金属和陶瓷。当使用液体来冷却等离子喷涂熔融物时,所得通常是颗粒,最常见的是呈球形或小珠状(例如,在一些实施方式中其直径约为1微米到至少150微米)。虽然对于本发明指明了具体颗粒组成的一些实施方式而言,实施方式涉及那些未指明具体组成的无定形材料,但是所得等离子喷涂材料可以是无定形材料或结晶材料(包括纳米大小的晶体和更大的晶体)。
令人惊奇的是,本发明的实施方式提供具有相互垂直的x、y和z尺寸的无定形材料,其中,各x、y和z尺寸至少为1、5、10、25微米(在一些实施方式中,较好至少为30微米、35微米、40微米、45微米、50微米、75微米、100微米、150微米、200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。
材料的所述微结构或相组成(玻璃态/无定形/结晶)可以通过许多方式来确定。使用例如光学显微镜、电子显微镜、差热分析(DTA)和x-射线衍射(XRD)可以获得各种信息。
使用光学显微镜,由于缺乏光散射中心如晶体边界,无定形材料通常主要是透明的,而结晶材料显示了晶体结构,且由于存在光散射效应而不透明。
使用-100+120目大小的部分(即,在150微米开孔和125微米开孔筛之间收集的部分)来计算小珠的无定形产率%。所述测量按照以下方式进行。将单层小珠分散在载玻片上。使用光学显微镜观察所述小珠。使用光学显微镜目镜中的十字准线作为基准,根据其光学透明度对沿直线排列的小珠是无定形还是结晶进行计数。计算总共500个小珠,并通过将无定形的数量除以计数的小珠总数来确定无定形产率百分数。
使用DTA,若材料的相应DTA图形包含放热结晶事件(Tx),则所述材料分类为无定形。若同一图形在低于Tx的温度下也包含吸热事件(Tg),则认为是由玻璃相组成。若材料DTA图形不含这些事件,则认为它是包含晶相。
使用以下方法进行差热分析(DTA)。使用-140+170目大小的部分(即,在105-微米开孔和90-微米开孔筛之间收集的部分)进行DTA(使用如来自NetzschInstruments,Selb,Germany的商品名“NETZSCH STA409 DTA/TGA”的仪器)。各筛分样品的量(通常约为400毫克)置于100-微升的Al2O3样品盒中。各样品在静止空气中加热,以10℃/分钟的速度从室温(25℃)升至1100℃。
使用粉末x-射线衍射,XRD(使用x-射线衍射仪,如从Phillips,Mahwah,NJ以商品名“PHILLIPS XRG3100”购得的,具有1.54050埃的铜Kα1辐射),材料中存在的相可以通过比较结晶材料XRG图形中存在的峰和JCPDS(Joint Committeeon Powder Diffraction Standards)数据库(由International Center forDiffraction Data出版)中提供的晶相XRD图来确定。而且,可以使用XRD定量确定相的类型。存在宽扩散强度的峰认为是材料无定形性质的指示。存在宽峰和轮廓分明的峰认为是无定形基质中存在结晶物质的指示。
对于等离子喷涂材料,例如磨粒和填料的一些应用而言,所形成的无定形材料或陶瓷(包括结晶之前的玻璃)的大小比所需的更大。所述无定形材料或陶瓷可以使用本领域已知的压碎和/或粉碎技术,包括辊式辗碎、快速研磨(canarymilling)、颚式粉碎、锤式粉碎、球磨、喷射辗碎、冲击粉碎等来转化成更小的碎片。在一些情况下,要求具有两步或多步碎裂步骤。例如,在形成(固化)陶瓷之后,它可以呈比所需更大的形式。所述第一碎裂步骤包括将这些相对较大的物质或“大块”辗碎形成较小的块。这些大块的辗碎可以使用锤式粉碎机、冲击粉碎机或颚式粉碎机进行。然后,这些较小的块辗碎制得所需粒度分布。为了制得所需的粒度分布(有时称为粒度或级别),要求进行多步辗碎。通常,优化所述辗碎条件来获得所需的颗粒形状和粒度分布。若它们太大则可以再次辗碎所得的颗粒使之具有所需粒度,或者若它们太小则“循环”,并用作原料,例如,用于等离子喷涂熔化。
所述陶瓷的形状(包括结晶之前的玻璃)取决于例如陶瓷的组成和/或微结构、冷却时的几何形状以及陶瓷辗碎的方式(即,所用的辗碎技术)。通常,在优选“块状”时,要使用更多的能量来获得这种形状。相反,当优选“锋利”的形状时,可以使用较少的能量来获得这种形状。也可以改变所述辗碎技术来获得所需不同的形状。所得颗粒的平均长径比为1:1到5:1,通常是1.25:1到3:1,较好是1.5:1到2.5:1。
在本发明的范围内,也可以通过聚结来制造陶瓷(包括结晶前的玻璃)。这种聚结步骤实际上由两个或多个较小的颗粒形成较大的部分。例如,包含颗粒(例如由辗碎制得的)(包括小珠和微球)和纤维等的无定形材料可以形成较大的粒度。例如,通过将包含无定形材料和/或纤维等的颗粒加热至Tg以上,使颗粒等聚结形成一定形状,并冷却所述聚结的形状,由此也可以形成陶瓷(包括结晶前的玻璃)。所述用于聚结的温度和压力取决于例如无定形材料的组成和所得材料所需的密度。所述温度应低于玻璃结晶温度,对玻璃而言则应高于玻璃化转变温度。在某些实施方式中,所述加热至少在约850℃到1100℃之间的一个温度下进行(在一些实施方式中,较好为900-1000℃)。通常,所述无定形材料在聚结过程中处于有助于所述无定形材料聚结的压力(例如,大于0-1Gpa或以上)下。在一个实施方式中,将一批颗粒等加入模子中,并在玻璃化转变温度以上进行热压,这时,粘稠的玻璃流体聚结形成相对较大的部分。一般聚结技术的例子包括热压、热等静压、热挤出等。通常,优选在再热处理前冷却所得聚结的部分。若需要的话,在热处理之后,将聚结的部分辗碎成较小的粒度,或者所需的粒度分布。
进行额外的热处理,进一步提高所述材料的所需性质也在本发明的范围内。例如,可以在例如约900℃-1400℃的温度下进行热等静压,除去残留的空隙,提高所述材料的密度。任选地,所得聚结的制品可以进行热处理,形成玻璃-陶瓷、结晶陶瓷或者包含结晶陶瓷的其它陶瓷。
若需要结晶或部分结晶的材料,优选对无定形材料进行热处理。热处理可以以各种方式进行,包括本领域已知的用于热处理玻璃来形成玻璃-陶瓷的方式。例如,热处理可以间歇进行,例如,使用电阻丝加热炉、感应加热炉或气体加热炉。或者,例如,可以使用旋转炉连续进行热处理。在旋转炉的情况下,所述材料直接加入在高温下操作的炉中。在高温下的时间从几秒(在一些实施方式中,甚至小于5秒)到几分钟到几小时。所述温度从900-1600℃,通常为1200-1500℃。间歇进行某些热处理(例如,用于成核步骤),并且另外进行连续热处理(例如,用于晶体生长步骤,并获得所需的密度)也在本发明的范围内。对于成核步骤,温度通常约为900-1100℃,在一些实施方式中,较好约为925-1050℃。对于致密化步骤,温度通常约为1100-1600℃,在一些实施方式中,较好是约为1200-1500℃。这种热处理可以通过例如将材料直接加入高温下的炉子中来进行。或者,所述材料可以加入温度低得多(例如室温)的炉子中,然后,以预定的加热速度加热到所需的温度下。在除空气以外的气氛中进行热处理是在本发明的范围内。在一些情况下,甚至最好在还原性气氛中进行热处理。而且,当例如在热等静压或气体压力炉中时,最好在气体压力下进行热处理。将所得制件或热处理的制件转化(例如,辗碎)成颗粒(例如,磨粒)是在本发明的范围内。
所述无定形材料热处理至使所述无定形材料至少部分结晶,形成玻璃-陶瓷。热处理某些玻璃来形成玻璃-陶瓷是本领域已知的。对各种玻璃而言,已知用于使玻璃-陶瓷成核并生长的加热条件。或者,本领域那些技术人员可以使用本领域已知的技术从玻璃的时间-温度-转变(TTT)研究来确定合适的条件。在阅读本发明的公开内容之后,本领域的技术人员应能提供本发明制得无定形材料的TTT曲线,确定形成磨粒的玻璃陶瓷的合适成核和/或晶体生长条件。
通常,玻璃-陶瓷比形成它们的无定形材料强度大。因此,所述材料的强度可以通过例如无定形材料转化成结晶陶瓷相的程度来调节。或者,或另外,也可以通过形成成核部位的数量来影响材料的强度,它又可用于影响晶相的晶体数和大小。其它形成玻璃-陶瓷的详细情况可见例如Glass-Ceramics,P.W.McMillan,Academic Press,Inc.,第2版,1979。
例如,在热处理本发明所述方法制得的一些示例无定形材料来制备玻璃-陶瓷的过程中,在约900℃以上的温度下观察到形成相如La2Zr2O7,若存在ZrO2的话为立方/四方ZrO2,在一些情况下为单斜ZrO2。虽然并不拘泥于什么理论解释,应认为和氧化锆有关的相是由无定形材料成核的第一相。认为Al2O3、ReAlO3(其中,Re是至少一个稀土金属阳离子)、ReAl11O18、Re3Al5O12、Y3Al5O12等相的形成通常是在约925℃以上的温度下发生的。通常,在成核步骤中微晶的大小是纳米数量级的。例如,已经观察到小到10-15纳米的晶体。对于至少一些实施方式,在约1300℃下热处理约1小时提供完全的结晶。通常,各成核和晶体生长步骤的热处理时间为几秒(在一些实施方式中甚至小于5秒)到几分钟到1小时或以上。
所得晶体的大小通常至少部分由成核和/或结晶时间和/或温度来控制。虽然它通常优选具有小晶体(例如,不大于微米的数量级,或甚至不大于纳米的数量级),但是可制得具有较大的晶体大小(例如,至少1-10微米、至少10-25微米、至少50-100微米,或甚至大于100微米)的玻璃陶瓷。虽然并不拘泥于什么理论解释,但是通常在本领域中认为晶体大小越微小(对于相同密度而言),则陶瓷的机械性质(例如硬度和强度)越高。
玻璃-陶瓷的实施方式中存在的晶相的例子包括:Al2O3(例如,α-Al2O3)、Y2O3、REO、HfO2、ZrO2(例如,立方ZrO2和四方ZrO2)、BaO、CaO、Cr2O3、CoO、Fe2O3、GeO2、Li2O、MgO、MnO、NiO、Na2O、P2O5、Sc2O3、SiO2、SrO、TeO2、TiO2、V2O3、Y2O3、ZnO,″金属氧化物复合物″(包括Al2O3.金属氧化物复合物(例如,AL2O3.REO复合物(例如,ReAlO3(例如,GdAlO3LaAlO3),ReAl11O18(例如,LaAl11O18,),和Re3Al5O12(例如,Dy3Al5O12)),Al2O3.Y2O3复合物(例如,Y3Al5O12)和ZrO2.REO复合物(例如,Re2Zr2O7(例如,La2Zr2O7))),MgAl2O4,TiAl3O5以及它们的混合物。
用其它阳离子取代Al2O3.金属氧化物复合物(例如,Al2O3.Y2O3复合物(例如,呈现深红色晶体结构的铝酸钇))中的一部分的钇和/或铝阳离子也在本发明的范围内。例如,可以使用选自Cr、Ti、Sc、Fe、Mg、Ca、Si、Co以及它们组合的至少一种阳离子取代Al2O3.Y2O3复合物中的一部分Al阳离子。例如,可以使用选自Ce、Dy、Er、Eu、Gd、Ho、La、Lu、Nd、Pr、Sm、Th、Tm、Yb、Fe、Ti、Mn、V、Cr、Co、Ni、Cu、Mg、Ca、Sr以及它们组合的至少一种阳离子取代Al2O3.Y2O3复合物中的一部分Y阳离子。类似地,取代氧化铝中的一部分铝阳离子也在本发明的范围内。例如,Cr、Ti、Sc、Fe、Mg、Ca、Si和Co可以取代氧化铝中的铝。如上所述的阳离子取代会影响熔融材料的性质(例如,硬度、韧性、强度、热导率等)。
用其它阳离子取代Al2O3.金属氧化物复合物(例如,Al2O3.REO复合物)中的一部分的稀土金属和/或铝阳离子也在本发明的范围内。例如,可以使用选自Cr、Ti、Sc、Fe、Mg、Ca、Si、Co以及它们组合的至少一种阳离子取代Al2O3.REO复合物中的一部分Al阳离子。例如,可以使用选自Y、Fe、Ti、Mn、V、Cr、Co、Ni、Cu、Mg、Ca、Sr以及它们组合的至少一种阳离子取代Al2O3.REO复合物中的一部分RE阳离子。类似地,取代氧化铝中的一部分铝阳离子也在本发明的范围内。例如,Cr、Ti、Sc、Fe、Mg、Ca、Si和Co可以取代氧化铝中的铝。如上所述的阳离子取代会影响熔融材料的性质(例如,硬度、韧性、强度、热导率等)。
按照ASTM标准E 112-96,″Standard Test Methods for Determining AverageGrain Size″,使用直线相交方法来确定平均晶体大小。所述样品安装在固定树脂中(如从Buehler,Lake Bluff,IL以商品名TRANSOPTIC POWDER购得的),通常是圆柱树脂,其直径约为2.5cm,高度约为1.9cm。所述安装的部分使用抛光机(如从Buehler,Lake Bluff,IL以商品名ECOMET3购得的)按照常规抛光技术来制备。所述样品使用金刚石砂轮抛光约3分钟,之后用45、30、15、9、3和1微米的浆液抛光5分钟。所述安装和抛光的样品溅射一层金-钯薄层,并使用扫描电子显微镜(如JEOL SEM JSM840A型)进行观察。使用样品中微结构的典型背散射电子(BSE)显微照片来确定平均晶体大小。对所述显微照片上无规直线每单位长度(NL)上相交的晶体数计数。使用以下方程式由这一数确定平均晶体大小。
平均晶体大小=1.5/NLM
式中,NL是每单位长度相交的晶体数,M是显微照片的放大倍数。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含其至少一个平均晶体大小不大于150纳米的α-氧化铝。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含α-氧化铝,其中,至少75(在一些实施方式中较好是80、85、90、95或甚至100)数量%的α-氧化铝具有不大于200纳米的晶体大小。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含α-氧化铝、结晶ZrO2和第一Al2O3.Y2O3复合物,其中,所述α-氧化铝、结晶ZrO2或第一Al2O3.Y2O3复合物中的至少一个的平均晶体大小不超过150纳米。在一些实施方式中,所述玻璃-陶瓷较好还包含不同的第二Al2O3.Y2O3复合物。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.REO复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含第一Al2O3.Y2O3复合物、不同的第二Al2O3.Y2O3复合物和结晶ZrO2,其中,对于第一Al2O3.Y2O3复合物、第二Al2O3.Y2O3复合物或结晶ZrO2中的至少一个而言,其至少75(在一些实施方式中较好是80、85、90、95或甚至100)数量%的晶体大小不大于200纳米。在一些实施方式中,所述玻璃-陶瓷较好还包含不同的第二Al2O3.Y2O3复合物。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.REO复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含α-氧化铝、结晶ZrO2和第一Al2O3.REO复合物,其中,所述α-氧化铝、结晶ZrO2或第一Al2O3.REO复合物中的至少一个的平均晶体大小不超过150纳米。在一些实施方式中,所述玻璃-陶瓷较好包含不同的第二Al2O3.REO复合物。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.Y2O3复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含第一Al2O3.REO复合物、不同的第二Al2O3.REO复合物和结晶ZrO2,其中,对于第一Al2O3.REO复合物、第二Al2O3.REO复合物或结晶ZrO2中的至少一个而言,其至少75(在一些实施方式中较好是80、85、90、95或甚至100)数量%的晶体大小不大于200纳米。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.Y2O3复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含第一Al2O3.Y2O3复合物、不同的第二Al2O3.Y2O3复合物和结晶ZrO2,其中,第一Al2O3.Y2O3复合物、第二Al2O3.Y2O3复合物或结晶ZrO2中的至少一个平均的晶体大小不大于150纳米。在一些实施方式中,所述玻璃-陶瓷较好包含不同的第二Al2O3.Y2O3复合物。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.REO复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含第一Al2O3.Y2O3复合物、不同的第二Al2O3.Y2O3复合物和结晶ZrO2,其中,对于第一Al2O3.Y2O3复合物、第二Al2O3.Y2O3复合物或结晶ZrO2中的至少一个而言,其至少75(在一些实施方式中较好是80、85、90、95或甚至100)数量%的晶体大小不大于200纳米的晶体大小。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.REO复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含第一Al2O3.REO复合物、不同的第二Al2O3.REO复合物和结晶ZrO2,其中,第一Al2O3.REO复合物、不同的第二Al2O3.REO复合物或结晶ZrO2中的至少一个平均的晶体大小不大于150纳米。在一些实施方式中,所述玻璃-陶瓷较好还包含不同的第二Al2O3.REO复合物。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.Y2O3复合物。
所述玻璃-陶瓷的一些实施方式包括玻璃-陶瓷,它包含第一Al2O3.REO复合物、不同的第二Al2O3.REO复合物和结晶ZrO2,其中,对于第一Al2O3.REO复合物、第二Al2O3.REO复合物或结晶ZrO2中的至少一个而言,其至少75(在一些实施方式中较好是80、85、90、95或甚至100)数量%的晶体大小不大于200纳米。在一些实施方式中,所述玻璃-陶瓷较好还包含Al2O3.Y2O3复合物。
在一些实施方式中,本发明制得的玻璃-陶瓷包含至少75、80、85、90、95、97、98、99或甚至100体积%的微晶,其中,所述微晶的平均大小小于1微米。在一些实施方式中,本发明制得的玻璃-陶瓷包含不大于至少75、80、85、90、95、97、98、99或甚至100体积%的微晶,所述微晶的平均大小不大于0.5微米。在一些实施方式中,本发明制得的玻璃-陶瓷包含小于75、80、85、90、95、97、98、99或甚至100体积%的微晶,所述微晶的平均大小不大于0.3微米。在一些实施方式中,所述玻璃-陶瓷包含小于至少75、80、85、90、95、97、98、99或甚至100体积%的微晶,所述微晶的平均大小不大于0.15微米。
通过热处理本发明方法制得的无定形材料形成的晶体提供了玻璃-陶瓷例如是各向等大、针状、柱形或平长条状特征的实施方式。
通常,本发明方法制得的无定形材料和陶瓷的(真)密度(有时称为比重)至少为理论密度的70%。更好的是,本发明方法制得的陶瓷(真)密度至少为理论密度的75%、80%、85%、90%、92%、95%、96%、97%、98%、99%、99.5%或甚至100%。所述磨粒的(真)密度至少为理论密度的85%、90%、92%、95%、96%、97%、98%、99%、99.5%或甚至100%。
本发明材料的平均硬度可以如下所述进行测量。将部分材料安装到固定树脂上(如从Buehler,Lake Bluff,IL以商品名TRANSOPTIC POWDER购得的),该树脂通常是圆筒形,其直径约为2.5cm,高度约为1.9cm。所述安装的部分使用抛光机(如从Buehler,Lake Bluff,IL以商品名ECOMET3购得的)按照常规抛光技术来制备。所述样品使用金刚石砂轮抛光约3分钟,之后用45、30、15、9、3和1微米的浆液抛光5分钟。使用安装有Vickers压头的常规微硬度试验机(如从MitutoyoCorporation,Tokyo,Japan以商标MITUTOYO MVK-VL购得的),使用100g的刻痕负重进行微硬度测量。所述微硬度测量按照ASTM试验方法中的材料微硬度的E384试验方法(1991)中所述的准则来进行。
在一些实施方式中,本发明方法制得的玻璃-陶瓷的平均硬度至少为12、13、14、15、16、17或甚至至少18Gpa。本发明制得的磨粒的平均硬度至少为15Gpa,在一些实施方式中,至少为16Gpa、至少17Gpa或甚至至少18Gpa。
有关无定形材料、玻璃-陶瓷的其它细节(包括其制造方法和使用方法以及性质)可以参见2001年8月2日提交的美国申请No.09/922,526、09/922,527和09/922,530;以及2002年8月2日提交的美国专利申请No.10/211,598、10/211,630、10/211,639、10/211,034、10/211,044、10/211,620和10/211,640。
在一些实施方式中,本发明制得的无定形材料、玻璃-陶瓷等的实施方式较好包含复合物。这种复合物包含例如分散在本发明制得的无定形材料、玻璃-陶瓷等或层状复合结构(例如,从玻璃-陶瓷到无定形材料有梯度,用于制造玻璃-陶瓷和/或玻璃-陶瓷不同组成的层)中的相或颗粒(例如,金属氧化物颗粒、硼化物颗粒、碳化物颗粒、氮化物颗粒、金刚石颗粒、金属颗粒、玻璃颗粒以及它们的组合物)。在制造包含分散在本发明制得的无定形材料、玻璃-陶瓷等中的相或颗粒的复合物时,通常将具有本发明组成的进料颗粒和要分散的进料颗粒混合。所述颗粒或相也可以例如分散在无定形材料或玻璃-陶瓷中,本发明的组合物仅仅具有和基质相的进料颗粒不同的粒度、组成或加热过程。层状复合物可以通过例如在一定时间内改变进料颗粒的组成来沿其厚度方向形成具有不同组成的层。此外,在沉积具有相同或不同组成的另一层之后可以沉积无定形材料层,并进行热处理。
在一些实施方式中,可以形成梯度结构,使基材和涂层之间的热膨胀不匹配沿涂层厚度方向逐渐改变,以尽可能降低涂层碎裂。
在基材和无定形层之间施加中间(例如,金属或金属间)涂层,例如用于改进它们之间的粘合性,或者消除热、机械或化学方面的不相容性,这在本发明的范围内。
以下是本发明方法制得的一些示例性材料实施方式。一个实施方式是在无定形(连续)基质中包含离散结晶区的复合材料,其中,以所述结晶区和无定形基质各自的总重量计,所述结晶区和无定形材料各自包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3以及除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,以所述结晶区和无定形基质各自的总重量计,所述结晶区和无定形基质各自包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述复合材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。所述材料的x、y和z尺寸通过肉眼或显微镜来确定,这取决于所述尺寸的大小级。所记录的z尺寸例如是球的直径、涂层的厚度或者棱柱形的最长长度。在一些实施方式中,离散结晶区之间的界面可以出现一定程度的扩散,例如由于离散结晶区和无定形基质之间出现反应。在一些实施方式中,所述离散结晶区的平均晶体大小不超过200纳米。
在一些实施方式中,例如,所述离散结晶区和无定形基质的组成相同,而在其它方面,它们则不同。
在一些实施方式中,用于所述结晶区或无定形基质中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述离散结晶区或无定形基质中Al2O3和ZrO2的总含量计,所述离散结晶区或无定形基质中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述离散结晶区或无定形基质中的至少一个还包含(例如,大于0-50重量%,以所述离散结晶区或无定形基质中的至少一个的总重量计)的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述离散结晶区或无定形基质中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述离散结晶区或无定形基质中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合材料为层状。在一些实施方式中,复合层包括无定形层和复合材料层。无定形层的组成包括本申请中所述的那些。
在一些实施方式中,所述复合材料包括第一部分和第二部分,其中,第一部分每立方毫米具有平均数的离散结晶区,第二部分每立方毫米具有平均数的离散结晶区,且第一部分每立方毫米的离散结晶区的平均数大于第二部分每立方毫米的离散结晶区的平均数(在一些实施方式中,至少大25、50、75、100、150、200或甚至至少500体积%)。而且,例如在一些实施方式中,所述复合材料包含置于第一和第二部分之间的第三部分,其中,所述第三部分每立方毫米具有平均数的离散结晶区,且第三部分每立方毫米的离散结晶区的平均数大于第二部分每立方毫米的离散结晶区的平均数(在一些实施方式中,至少大25、50、75、100、150、200或甚至至少500体积%),但是比第一部分每立方毫米的离散结晶区的平均数小。
另一个示例实施方式是在无定形基质中包含离散结晶区的复合材料,其中,以所述离散结晶区和无定形基质的总重量计,所述结晶区和无定形材料各自包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)以及除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述离散结晶区和无定形基质的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述离散结晶区和无定形基质的总重量计,所述离散结晶区和无定形基质包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或O)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述离散结晶区的除Al2O3以外的第一或第二金属氧化物是ZrO2,那么所述离散结晶区还包含除Al2O3和ZrO2以外的金属氧化物,其中至少部分以不同的晶相存在;而且是若所述无定形基质的除Al2O3以外的第一或第二金属氧化物是ZrO2,那么所述无定形基质还包含除Al2O3和ZrO2以外的金属氧化物,当无定形基质结晶时,其至少一部分形成不同的晶相。在一些实施方式中,所述复合材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。在一些实施方式中,所述离散结晶区的平均晶体大小不超过200纳米。
在一些实施方式中,例如,所述离散结晶区和无定形基质的组成相同,而在其它方面,它们则不同。
在一些实施方式中,用于所述离散结晶区或无定形基质中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述离散结晶区或无定形基质中Al2O3和ZrO2的总含量计,所述离散结晶区或无定形基质中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述离散结晶区或无定形基质中的至少一个还包含(例如,大于0-50重量%,以所述离散结晶区或无定形基质中的至少一个的总重量计)其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述离散结晶区或无定形基质中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述离散结晶区或无定形基质中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合材料为层状。在一些实施方式中,复合层包括无定形层和复合材料层。无定形层的组成包括本申请中所述的那些。
在一些实施方式中,所述复合材料包括第一部分和第二部分,其中,第一部分每立方毫米具有平均数的离散结晶区,第二部分每立方毫米具有平均数的离散结晶区,且第一部分每立方毫米的离散结晶区的平均数大于第二部分每立方毫米的离散结晶区的平均数(在一些实施方式中,至少大25、50、75、100、150、200或甚至至少500体积%)。而且,在一些实施方式中,所述复合材料包含置于第一和第二部分之间的第三部分,其中,所述第三部分每立方毫米具有平均数的离散结晶区,且第三部分每立方毫米的离散结晶区的平均数大于第二部分每立方毫米的离散结晶区的平均数(在一些实施方式中,至少大25、50、75、100、150、200或甚至至少500体积%),但是比第一部分每立方毫米的离散结晶区的平均数小。
另一个示例实施方式是在玻璃-陶瓷基质中包含离散结晶区的复合陶瓷,其中,以所述结晶区和玻璃-陶瓷基质各自的总重量计,所述离散结晶区和玻璃-陶瓷基质各自包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3和除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物);其中,以所述离散结晶区和玻璃-陶瓷基质的总重量计,所述离散结晶区和玻璃-陶瓷基质各自包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或O)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述复合陶瓷具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。在一些实施方式中,至少50、60、70、75、80、90或甚至至少95体积%的玻璃-陶瓷是结晶的。在一些实施方式中,所述玻璃-陶瓷和/或所述离散结晶区的平均晶体大小不超过200纳米。
在一些实施方式中,用于所述离散结晶区或玻璃-陶瓷基质中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述离散结晶区或玻璃-陶瓷基质中Al2O3和ZrO2的总含量计,所述离散结晶区或玻璃-陶瓷基质中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述离散结晶区或玻璃-陶瓷基质中的至少一个还包含(例如,大于0-50重量%,以所述离散结晶区或玻璃-陶瓷基质中的至少一个总重量计)的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述离散结晶区或玻璃-陶瓷中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述离散结晶区或玻璃-陶瓷基质中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合陶瓷为层状。在一些实施方式中,复合层包括无定形层和复合陶瓷层。无定形层的组成包括本申请中所述的那些。
另一个示例实施方式是在玻璃-陶瓷基质中包含离散结晶区的复合陶瓷,其中,以所述离散结晶区和无定形基质的总重量计,所述离散结晶区和玻璃-陶瓷基质各自包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)以及除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述离散结晶区和玻璃-陶瓷基质的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述离散结晶区和玻璃-陶瓷基质的总重量计,所述离散结晶区和玻璃-陶瓷基质包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;而且若所述离散结晶区的除Al2O3以外的第一或第二金属氧化物是ZrO2,那么所述离散结晶区还包含除Al2O3和ZrO2以外的金属氧化物,其中至少部分以不同的晶相存在;其条件是若所述玻璃-陶瓷基质的除Al2O3以外的第一或第二金属氧化物是ZrO2,那么所述玻璃-陶瓷基质还包含除Al2O3和ZrO2以外的金属氧化物,当无定形基质结晶时,其至少一部分形成不同的晶相。在一些实施方式中,所述复合陶瓷具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。在一些实施方式中,至少50、60、70、75、80、90或甚至至少95体积%的玻璃-陶瓷是结晶的。在一些实施方式中,所述玻璃-陶瓷和/或离散结晶区的平均晶体大小不超过200纳米。
在一些实施方式中,用于所述离散结晶区或玻璃-陶瓷中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述离散结晶区或玻璃-陶瓷基质中Al2O3和ZrO2的总含量计,所述离散结晶区或玻璃-陶瓷中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述离散结晶区或玻璃-陶瓷中的至少一个还包含(例如,大于0-50重量%,以所述结晶区或玻璃-陶瓷中的至少一个的总重量计)的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述离散结晶区或玻璃-陶瓷中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述离散结晶区或玻璃-陶瓷中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合陶瓷为层状。在一些实施方式中,复合层包括无定形层和复合陶瓷层。无定形层的组成包括本申请中所述的那些。
另一示例实施方式是玻璃-陶瓷层,它具有第一和第二相对的表面,第一陶瓷成分区和第二陶瓷成分区;(以所述第一陶瓷成分区的总重量计,第一陶瓷成分区包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物);以所述第一陶瓷成分区的总重量计,所述第一陶瓷成分区包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5);(以所述第二陶瓷成分区的总重量计,第二陶瓷成分区包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物);以所述第二陶瓷成分区的总重量计,所述第二陶瓷成分区包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5);其中,第一陶瓷成分区更加接近第一表面,而不是第二表面;所述第二陶瓷成分区更加接近第二表面,而不是第一表面;所述复合材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。
在一些实施方式中,用于所述第一或第二陶瓷成分区中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述第一或第二陶瓷成分区中Al2O3和ZrO2的总含量计,所述第一或第二陶瓷成分区或玻璃-陶瓷基质中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述第一或第二陶瓷成分区中的至少一个还包含(例如,大于0-50重量%,以所述第一或第二陶瓷成分区中的至少一个的总重量计)其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述第一或第二陶瓷成分区中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述第一或第二陶瓷成分区中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合层包括无定形层和陶瓷层。无定形层的组成包括本申请中所述的那些。
在一些实施方式中,所述第一陶瓷成分区是无定形的,第二陶瓷成分区是至少部分结晶的。在一些实施方式中,例如,第一和第二陶瓷成分区的组成相同,但是在其它方面则不同。
另一示例实施方式是玻璃-陶瓷层,它具有第一和第二相对的表面,第一陶瓷成分区和第二成分区,以所述第一或第二成分区各自的总重量计,它们各自包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)以及除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物);其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述第一或第二成分区各自的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述第一或第二陶瓷成分区各自的总重量计,所述第一或第二陶瓷成分区分别包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二陶瓷成分区的除Al2O3以外的第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,其至少一部分以不同的晶相存在。在一些实施方式中,所述复合材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。
在一些实施方式中,用于所述第一或第二陶瓷成分区中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述第一或第二陶瓷成分区中Al2O3和ZrO2的总含量计,所述第一或第二陶瓷成分区中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述第一或第二陶瓷成分区中的至少一个还包含(例如,大于0-50重量%,以所述第一或第二陶瓷成分区中的至少一个的总重量计)的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述第一或第二陶瓷成分区中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述第一或第二陶瓷成分区中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合层包括无定形层和陶瓷层。无定形层的组成包括本申请中所述的那些。
在一些实施方式中,所述第一陶瓷成分区是无定形的,第二陶瓷成分区是至少部分结晶的。在一些实施方式中,例如,第一和第二陶瓷成分区的组成相同,但是在其它方面则不同。
另一个实施方式是陶瓷,以所述陶瓷的总重量计,所述陶瓷包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3以及除Al2O3以外的金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物),其中,以所述陶瓷的总重量计,所述陶瓷各自包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或O)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述陶瓷具有第一和第二结晶体,它们各自包括具有第一和第二结晶度的区域,其中,第一区域的结晶度比第二区域的结晶度大(例如,至少25、50、75、100、150、200或甚至至少500体积%);所述第一区域具有相互垂直的x、y和z尺寸,且x、y和z尺寸至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。在一些实施方式中,所述离散结晶区的平均晶体大小不超过200纳米。在一些实施方式中,第一和第二离散结晶区各自的平均晶体大小不超过200纳米。
在一些实施方式中,例如,所述第一和第二离散的结晶区的组成相同,而在其它方面,它们则不同。
在一些实施方式中,用于所述第一或第二离散结晶区中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述第一或第二离散结晶区中的至少一个的总重量计,所述第一或第二离散结晶区中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述第一或第二离散结晶区中的至少一个还包含(例如,大于0-50重量%,以所述第一或第二离散结晶区的总重量计)的其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述第一和第二离散结晶区中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述第一和第二离散结晶区中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合材料为层状。在一些实施方式中,复合层包括无定形层和复合材料层。无定形层的组成包括本申请中所述的那些。
在一些实施方式中,至少50、60、70、75、80、90或甚至至少95体积%的玻璃-陶瓷是结晶的。
另一个实施方式是陶瓷,以所述陶瓷的总重量计,所述陶瓷各自包含至少35(在一些实施方式中,较好至少是40、45、50、55、60、65或甚至至少70)重量%的Al2O3、除Al2O3以外的第一金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)以及除Al2O3以外的不同的第二金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物);其中,所述Al2O3、所述第一金属氧化物和第二金属氧化物总共占所述陶瓷的至少80(在一些实施方式中,较好至少85、90、95、97、98、99或甚至100)重量%;以所述陶瓷的总重量计,所述陶瓷包含总共不超过10(在一些实施方式中,较好不超过5、4、3、2、1或0)重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述陶瓷具有第一和第二结晶体,它们各自包括具有第一和第二结晶度的区域,其中,第一区域的结晶度比第二区域的结晶度大;其条件是若所述第一或第二区的除Al2O3以外的第一或第二金属氧化物是ZrO2,那么所述陶瓷还包含除Al2O3和ZrO2以外的其它金属氧化物,其中至少一部分以不同的晶相;在一些实施方式中,所述第一区域具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米(在一些实施方式中,较好至少为200微米、250微米、500微米、1000微米、2000微米、2500微米、1毫米、5毫米或甚至至少10毫米)。在一些实施方式中,例如,所述第一和第二离散结晶区的组成相同,而在其它方面,它们则不同。
在一些实施方式中,用于所述第一和第二离散结晶区中的至少一个的除Al2O3以外的金属氧化物是ZrO2,在一些优选实施方式中,以所述第一或第二离散结晶区中的至少一个的总重量计,所述第一或第二离散结晶区中的至少一个包含约55-65重量%的Al2O3和约45-35重量%的ZrO2。
在一些实施方式中,所述第一和第二离散结晶区中的至少一个还包含(例如,大于0-50重量%,以所述第一或第二离散结晶区中的至少一个的总重量计)其它金属氧化物(例如,Y2O3、REO、ZrO2、TiO2、CaO、Cr2O3、MgO、NiO、CuO以及它们的金属氧化物复合物)。在一些实施方式中,所述第一和第二离散结晶区中的至少一个包含Al2O3、Y2O3和ZrO2。在一些实施方式中,所述第一和第二离散结晶区中的至少一个包含Al2O3、REO和ZrO2。
在一些实施方式中,所述复合材料为层状。在一些实施方式中,复合层包括无定形层和复合材料层。无定形层的组成包括本申请中所述的那些。
在一些实施方式中,至少50、60、70、75、80、90或甚至至少95体积%的玻璃-陶瓷是结晶的。
这种示例性材料可以通过本发明所述的方法来制备,虽然替换具体的组合物或其它材料要求(包括在一些情况下使x、y和z尺寸最小)也在本发明的范围内。在一个方法中,例如,所述进料颗粒可以包含例如具有不同组成的颗粒混合物。在一些实施方式中,混合物的一种组分可以形成无定形基质,而另一组分形成离散结晶区。构成所述进料颗粒的不同组分可以具有不同的化学性质、不同的相、不同的物理状态(例如,孔隙率、大小和/或形状)或它们的组合。在一些实施方式中,构成所述进料的颗粒可以通过火焰形成或等离子喷涂成无定形和/或结晶颗粒来形成。在一些实施方式中,构成所述进料的不同组分的相对比例可以连续变化,提供具有梯度特征(例如,组成梯度和/或各种结晶度)的材料。在一些实施方式中,梯度包括在例如化学上变化的两种或多种不同组合物的组成梯度。在一些实施方式中,构成所述进料颗粒的不同组分的相关比例可以按照分步的方式变化,形成层状复合物。例如,各层具有不同的组合物、结晶度(包括不同的相)以及它们的组合物。在一些实施方式中,无定形材料进行热处理,将其至少部分转化成玻璃-陶瓷。
本发明所述方法制得的磨粒通常包含结晶陶瓷(在一些实施方式中,较好至少75、80、85、90、91、92、93、94、95、96、97、98、99、99.5或甚至100体积%)的结晶陶瓷。
所述磨粒可以加入磨具中,或以松散形式使用。所述磨具包含粘结剂和许多磨粒,其中,至少一部分磨粒是本发明方法制得的磨粒。示例性研磨产品包含涂布的磨具、粘结磨具(例如,砂轮)、非织造磨具和研磨刷。涂布磨具通常包含具有相对的第一和第二主表面的背衬,其中,所述粘结剂和许多磨粒在至少一部分第一主表面上形成研磨层。
在一些实施方式中,以磨具中磨粒的总重量计,较好磨具中至少5、10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、90、95或甚至100重量%的磨粒是本发明方法制得的磨粒。
在使用前,磨粒通常进行分级,以得到指定的粒度分布。这种分布通常的一定范围的粒度,从粗颗粒到细颗粒。在研磨技术中,这种范围有时称为“粗糙”、“控制”和“细”级分。工业接受的分级标准进行分级的磨粒将各标称级的粒度分布指定在数字限内。这种工业接受的分级标准(即,指定的标称级别)包括已知为American National Standards Institute,Inc.(ANSI)标准、Federation ofEuropean Producers of Abrasive Products(FEPA)标准和Japanese IndustrialStandard(JIS)标准。一方面,本发明提供具有指定标称级别的许多磨粒,其中,所述许多磨粒中的至少一部分是本发明所述方法制得的磨粒。在一些实施方式中,以所述许多磨粒的总重量计,至少5、10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、90、95或甚至100重量%的磨粒是本发明方法制得的磨粒。
ANSI级名称包括ANSI 4、ANSI 6、ANSI 8、ANSI 16、ANSI 24、ANSI 36、ANSI40、ANSI 50、ANSI 60、ANSI 80、ANSI 100、ANSI 120、ANSI 150、ANSI 180、ANSI 220、ANSI 240、ANSI 280、ANSI 320、ANSI 360、ANSI 400和ANSI 600。优选的包含本发明磨粒的ANSI级是ANSI 8-220。FEPA级名称包括P8、P12、P16、P24、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、P320、P400、P500、P600、P800、P1000和P1200。包含本发明磨粒的优选FEPA级是P12-P220。JIS级名称包括JIS8、JIS12、JIS16、JIS24、JIS36、JIS46、JIS54、JIS60、JIS80、JIS100、JIS150、JIS180、JIS220、JIS240、JIS280、JIS320、JIS360、JIS400、JIS400、JIS600、JIS800、JIS1000、JIS1500、JIS2500、JIS4000、JIS6000、JIS8000和JIS10000。包含本发明磨粒的优选JIS级是JIS8-220。
在磨碎和筛分之后,通常存在许多不同的磨粒粒度分布或级别。这些级别在特别情况下不能满足厂商或供应商的要求。为了使库存量最小,能将不合需要的级别循环回到熔融物中,形成无定形材料。这种循环可以在磨碎步骤之后进行,所述颗粒是没有被筛分到具体分布中的大块或较小的碎片(有时称为“细粉”)。
另一方面,本发明提供一种制备磨粒的方法,所述方法包括热处理包含颗粒的无定形材料(例如,玻璃),使至少部分无定形材料转化成玻璃-陶瓷,形成包含玻璃-陶瓷的磨粒。本发明也提供一种制备包含玻璃-陶瓷的磨粒的方法,所述方法包括热处理无定形材料,使至少部分无定形材料转化成玻璃-陶瓷,并将所得热处理的材料磨碎成磨粒。当研磨时,玻璃会形成比研磨显著结晶的玻璃-陶瓷或结晶材料更锐利的颗粒。
另一方面,本发明提供聚集的磨料粒(abrasive grain),各自含有采用本发明方法制得的大量磨粒,这些磨粒通过粘合剂粘合在一起。另一方面,本发明提供磨具〔如包涂的磨具、粘结的磨具(包括玻璃化的、树脂状的,和金属粘结的砂轮、切割轮(cutoff wheel)、镶嵌点(mounted point),和镗磨石),非织造磨具和研磨刷〕,它含有粘合剂和大量的磨粒,其中,至少部分磨粒是采用本发明方法制得的磨粒(包括磨粒聚集的情况)。制备这类磨具和使用利用了磨粒的磨具的方法是本领域技术人员周知的。此外,采用本发明方法制得的磨粒还可用于利用磨粒的磨料应用,如研磨化合物(如抛光化合物)、研磨介质、喷砂介质、振动研磨介质等的浆液。
涂布磨具通常包含背衬、磨粒和将磨粒固定在背衬上的至少一种粘结剂。所述背衬可以是任意合适的材料,包括布、聚合膜、纤维、非织造织物、纸张和它们的组合,及其处理过的形式。所述粘结剂可以是任意合适的粘结剂,包括无机或有机粘结剂(包括可热固化的树脂和可辐射固化的树脂)。所述磨粒可以存在于所述涂布磨具的一层或两层中。
图1示出了涂布磨具的一个例子。结合此图,本发明的包涂的磨具1具有背衬(基底2)和磨料层3。磨料层3包括采用本发明方法制得的磨粒4,它通过构造涂料(makecoat)5和上胶涂层(size coat)6固定在背衬2的主表面上。在一些例子中,使用超上胶的涂层(未显示)。
粘结的磨具一般包括由有机、金属或玻璃化的粘合剂将磨粒结合在一起的成形物质。这种成形物质可以成如轮状,如砂轮或切割轮。砂轮的直径通常约为1厘米到超过1米,切割轮的直径为约1厘米到超过80厘米(更通常为3厘米到约50厘米)。切割轮的厚度通常约为0.5毫米到约5厘米,更通常约为0.5毫米到约2厘米。该成形物质还可以是如镗磨石、节段(segment)、镶嵌点、盘(如双盘砂轮)或其它常规的粘结磨料形状。以粘结磨具的总体积计,粘结的磨具通常含有约3-50体积%的粘结材料,约30-90体积%的磨粒(或磨粒混合物),最高50体积%的添加剂(包括研磨助剂),和最高70体积%的孔隙。
优选的形式是砂轮。结合图2描述砂轮10,它包括采用本发明方法制得的牡蛎11,成型成轮状并固定在轮毂12上。
非织造磨具通常包括具有采用本发明方法制得的磨粒的开放的多孔有弹性聚合物丝结构,所述磨粒分布在整个结构中,并通过有机粘合剂粘结于其中。丝的例子包括聚酯纤维、聚酰胺纤维和聚芳酰胺纤维。图3是一典型的非织造磨具的示意图,放大约100倍。本发明这种非织造磨具含有纤维垫50作为基底,其上有由粘合剂54粘合的采用本发明方法制得的磨粒52。
有用的研磨刷包括具有与背衬结成整体的大量刷毛的研磨刷(可参见美国专利5,427,595(Pihl等)、5,443,906(Pihl等)、5,679,067(Johnson等)、和5,903,951(Ionta等))。较好通过将聚合物与磨粒的混合物注模而制得这些刷。
用于制造磨具的合适有机粘合剂包括热固性有机聚合物。合适的热固性有机聚合物的例子包括酚醛树脂、脲甲醛树脂、蜜胺-甲醛树脂、聚氨酯树脂、丙烯酸酯树脂、聚酯树脂、具有侧链α,β-不饱和羰基的氨基塑料树脂、环氧树脂、丙烯酸化聚氨酯、丙烯酸化环氧树脂类以及它们的组合。粘合剂和/或磨具还可包括添加剂如纤维、润滑剂、增湿剂、触变材料、表面活性剂、颜料、染料、抗静电剂(如炭黑、氧化钒、石墨等)、偶联剂(如硅烷、钛酸酯、锆铝酸盐等)、增塑剂、悬浮剂等。可选择这些任选的添加剂的量,以提供所需的性能。偶联剂可改进与磨粒和/或填料的粘合性。粘合剂化学性质可以是热固化的、辐射固化的,或者是它们的组合。关于粘合剂化学的更详细内容可参见美国专利4588419(Caul等)、4751138(Tumey等)和5436063(Follett等)。
关于具有无定形结构且通常是硬质的玻璃化粘结磨料、玻璃质粘结材料的更详细内容是本领域周知的。在一些情况中,玻璃质粘结材料包括晶相。粘结的玻璃化磨具可以呈轮状(包括切割轮)、镗磨石、镶嵌点或其它常规的粘结磨料形状。优选的玻璃化粘结磨具是砂轮。
用于形成玻璃质粘结材料的金属氧化物的例子包括:二氧化硅、硅酸盐、氧化铝、苏打、氧化钙、氧化钾(potassia)、二氧化钛、氧化铁、氧化锌、氧化锂、氧化镁、氧化硼(boria)、原硅酸铝、硼硅酸盐玻璃、硅酸铝锂以及它们的组合等。通常,可由含有10-100%玻璃料的组合物形成玻璃质粘结材料,更通常该组合物含有20-80%玻璃料,或30-70%玻璃料。玻璃质粘结材料的余下部分可以是非玻璃料材料。或者,该玻璃质粘合剂可衍生自含有非玻璃料物质的组合物。玻璃质粘结材料通常在约700-1500℃的温度范围内熟化,该温度范围通常约为800-1300℃,有时约为900-1200℃,甚至在约950-1100℃的温度范围内。将该粘合剂熟化的实际温度依赖于如具体粘结剂的化学性质。
优选的玻璃化粘结材料可包括那些含有二氧化硅、氧化铝(有利的至少10重量%的氧化铝)、氧化硼(有利的,至少10重量%的氧化硼)。在大多数情况下,玻璃化粘结材料还含有碱金属氧化物(如Na2O和K2O)(在一些情况下,至少有10重量%的碱金属氧化物)。
粘合剂材料还可含有填充材料或研磨助剂,通常为颗粒状材料的形式。通常,颗粒状材料是无机材料。用于本发明的有用的添加剂例子包括:金属碳酸盐〔如碳酸钙(如白垩、方解石、泥灰岩、石灰华、大理石和石灰石)、碳酸钙镁、碳酸钠、碳酸镁〕二氧化硅(如石英、玻璃珠、玻璃泡和玻璃纤维)、硅酸盐〔如滑石、粘土(高岭土)、长石、云母、硅酸钙、硅酸钙、硅铝酸钠、原硅酸钠〕、金属硫酸盐(如硫酸钙、硫酸钡、硫酸钠、硫酸铝钠、硫酸铝)、石膏、蛭石、木屑、三水合铝、炭黑、金属氧化物〔如氧化钙(石灰)、氧化铝、二氧化钛〕和金属亚硫酸盐(如亚硫酸钙)。
通常,研磨助剂的加入能增加磨具的使用寿命。研磨助剂是对磨料的化学和物理过程产生明显作用的材料,它能产生改进的性能。虽然不希望受到理论的限制,但是可认为,研磨助剂将(a)降低磨粒和被研磨的工件之间的摩擦力,(b)阻止磨粒“被覆盖(capping)”(即,阻止金属颗粒被焊接到磨粒的顶部),或者蛭石溅射磨粒被覆盖的倾向,(c)降低磨粒和加工件之间的界面温度,或(d)降低研磨力。
研磨助剂包括大量的不同材料,可以是无机或有机基的。研磨助剂的化学物质类别的例子包括蜡类、有机卤化物类、卤化物盐类和金属以及它们的合金。有机卤化物类通常将在研磨期间分解,并释放出卤酸(halogen acid)或气态的卤化物。这些材料的例子包括氯化的蜡样四氯化萘、五氯化萘和聚氯乙烯。卤化物盐包括氯化钠、冰晶石(potassoium cryolite)、钠冰晶石、铵冰晶石、四氟硼酸钾、四氟硼酸钠、氟化硅、氯化钾和氯化镁。金属的例子包括锡、铅、铋、钴、锑、镉、和铁、钛。其它各种研磨助剂包括硫、有机硫化物、石墨和金属硫化物。还包括在本发明范围内的是,使用不同研磨助剂的组合,在一些实施例中,这可产生协同的效果。优选的研磨助剂是冰晶石(cryolite)。最优选的研磨助剂是四氟硼酸钾。
研磨助剂在包涂的磨具和粘结的磨具中特别有用。在包涂的磨具中,研磨助剂一般可用于超上胶的涂料,该涂层被施加在磨粒的表面上。但是,有时将研磨助剂加到上胶涂层中。通常,加到包涂的磨具中的研磨助剂的量约为50-300g/m2(有利的是,约80-160g/m2)。在玻璃化的粘结磨具中,研磨助剂通常被浸入制品的各孔中。
磨具可含有100%的采用本发明方法制得的磨粒,或这些磨粒与其它磨粒和/或稀释颗粒的混合物。但是,磨具中至少约2重量%、较好地至少5重量%、更有利地约30-100重量%的磨粒是采用本发明方法制得的磨粒。在一些实施例中,可将采用本发明方法制得的磨粒与其它磨粒和/或稀释颗粒(diluent particle)以5-75重量%、约25-75重量%、约40-60重量%或约50-50重量%(即等量)的比例混合。合适的常规磨粒例子包括熔凝氧化铝(包括白色熔融氧化铝、热处理的氧化铝和褐色氧化铝)、碳化硅、碳化硼、碳化钛、金刚石、立方氮化硼、石榴石、熔凝氧化铝-氧化锆和溶胶-凝胶(sol-gel)得到的磨粒等。溶胶衍生的磨粒可以是加入晶种的也可是不加入晶种的。同样地,溶胶-凝胶得到的磨粒可以是任意形状的,或者具有与它们相关的形状,如棒状或三角形。溶胶凝胶磨粒的例子包括在以下美国专利中描述的磨粒:4,314,827(Leitheiser等)、4,518,397(Leitheiser等)、4,623,364(Cottringer等)、4,744,802(Schwabel)、4,770,671(Monroe等)、4,881,951(Wood等)、5,011,508(Wald等)、5,090,968(Pellow)、5,139,978(Wood)、5,201,916(Berg等)、5,227,104(Bauer)、5,366,523(Rowenhorst等)、5,429,647(Larmie)、5,498,269(Larmie)和5,551,963(Larmie)。关于使用氧化铝粉末作为原料来源制得的烧结氧化铝磨粒的更详细内容还可参见如美国专利5259147(Falz)、5593467(Monroe)和5665127(Moltgen)。涉及熔凝磨粒的更详细内容可参见如美国专利1160620(Coulter)、1192709(Tone)、1247337(Saunders等)、1268533(Allen)和2424645(Baumann等)、3891408(Rowse等)、3781172(Pett等)、3893826(Quinan等)、4126429(Waston)、4457767(Poon等)、5023212(Dubots等)、5143522(Gibson等)和5336280(Dubots等),以及于2000年2月2日提交的美国系列号09/495978、09/496422、09/496638、09/496713,和2001年1月30日提交的09/618876、09/618879、09/619106、09/619191、09/619192、09/619215、09/619289、09/619563、09/619729、09/619744和09/620262以及2001年1月30日提交的09/772730的申请。在一些情况下,磨粒的混合物可能产生与含有100%的任一类型的磨粒的磨具相比具有改进的研磨性能的磨具。
如果具有磨粒的混合物,则形成该混合物的各种磨粒可以是相同的尺寸。或者,各磨粒类型可以具有不同的粒度。例如,较大的磨粒可以是采用本发明方法制得的磨粒,较小的磨粒是另一种磨粒类型。相反,例如,较小的磨粒可以是采用本发明方法制得的磨粒,较大的磨粒是另一种磨粒类型。
合适的稀释颗粒的例子包括大理石、石膏、燧石、二氧化硅、氧化铁、硅酸铝、玻璃(包括玻璃泡和玻璃珠)、氧化铝泡、氧化铝珠和稀释剂聚集体。采用本发明方法制得的磨粒还可混合在磨粒聚集体中或与磨粒聚集体混合。磨粒聚集体颗粒通常含有大量的磨粒、粘合剂和任选的添加剂。粘合剂可以是有机的和/或无机的。磨料聚集体可以是任意形状的,或具有与它们相关的预定形状。该形状可以是块状、柱形、锥形、币状、方形等。磨料聚集体颗粒的粒度通常约为100到5000微米,通常约为250-2500微米。关于磨料聚集体颗粒的更详细内容可参见美国专利4,311,489(Kressner)、4,652,275(Bloecher等)、4,799,939(Bloecher等)、5,549,962(Holmes等)、5,975,988(Christianson)和2000年10月16日提交的美国系列号09/688,444和09/688,484的申请。
磨粒可均匀地分布在磨具中,或者集中在该磨具的选定区域或部分。例如,在包涂的磨料中,可存在两层磨粒。第一层含有除采用本发明方法制得的磨粒外的磨粒,第二层(最外层)含有采用本发明方法制得的磨粒。同样,在粘结磨料中,可存在两个不同的砂轮部分。最外部分可含有采用本发明方法制得的磨粒,而最里面部分则不含有。或者,可将采用本发明方法制得的磨粒均匀地分布在整个粘结磨具中。
关于涂布磨具的更详细内容可参见如美国专利4,734,104(Broberg)、4,737,163(Larkey)、5,203,884(Buchanan等)、5,152,917(Pieper等)、5,378,251(Culler等)、5,417,726(Stout等)、5,436,063(Follett et al.)、5,496,386(Broberg等)、5,609,706(Benedict等)、5,520,711(Helmin)、5,954,844(Law等)、5,961,674(Gagliardi等)、5,975,988(Christianson)。关于粘结磨具的更详细内容可参见美国专利4,543,107(Rue)、4,741,743(Narayanan等)、4,800,685(Haynes等)、4,898,597(Hay等)、4,997,461(Markhoff-Matheny等)、5,037,453(Narayanan等)、5,110,332(Narayanan等)、5,863,308(Qi等)。关于玻璃质粘结磨料的更详细内容可参见如美国专利4,543,107(Rue)、4,898,597(Hay等)、4,997,461(Markhoff-Matheny等)、5,094,672(Giles Jr.等)、5,118,326(Sheldon等)、5,131,926(Sheldon等)、5,203,886(Sheldon等)、5,282,875(Wood等)、5,738,696(Wu等)、5,863,308(Qi)。关于非织造磨具的更详细内容可参见如美国专利2958593(Hoover等)。
本发明提供研磨表面的方法,该方法包括使采用本发明方法制得的至少一个磨粒与加工件的表面接触,移动该至少一个磨粒或该接触的表面,以用该磨粒研磨所述表面的至少一部分。采用本发明制得的磨粒研磨的方法的范围从粗磨(sangging)〔即高压高切削(stock removal)〕到抛光(如具有包涂的磨带的抛光医学植入物),其中后者通常用较细等级的磨粒(如小于ANSI220和更细的等级)进行。磨粒还可用于精密研磨应用,如具有玻璃化粘结轮的研磨凸轮杆状物(grinding cam shaft)。用于特定研磨应用的磨粒大小对于本领域技术人员而言是显而易见的。
使用采用本发明方法制得的磨粒进行的研磨可以是干或湿的方式进行。对于湿磨,可注入液体,以少量薄雾到完全的涌流的形式提供。常用的液体例子包括:水、水溶性油、有机润滑剂和乳液。可使用该液体来减少与研磨相关的热和/或将其用作润滑剂。该液体可含有少量的添加剂,如杀菌剂、消泡剂等。
可将采用本发明方法制得的磨粒用于研磨加工件,如金属铝、碳钢、软钢、工具钢、不锈钢、硬化钢、钛、玻璃、陶瓷、木材、木材样材料、尤其、喷漆的表面、有机包涂的表面等。研磨期间所施加的力通常约为1到100千克。
采用本发明方法制得的颗粒状无定形材料和玻璃-陶瓷的实施例可作如填充剂,用于聚合物的、金属的或陶瓷的基质复合材料中,或者用作原料,用于形成陶瓷。其透明形式则可用作逆向反射珠。可将采用本发明方法制得的颗粒状无定形材料和玻璃-陶瓷的实施例粘弹性地变形成简单或复杂的成形块状材料(bulk material)。
下述实施例将进一步阐述本发明的优点和实施方式,但是不应将这些实施例中涉及的具体材料和数量以及其它条件和细节视为对本发明的不适当的限定。除非另有说明,否则所有的份和百分比都以重量表示。除非另有说明,所有的实施例含有不显著量的SiO2、B2O3、P2O5、GeO2、TeO2、As2O3和C2O5。
实施例
实施例1
往250ml的聚乙烯瓶(7.3cm直径)中加入50g的如下混合物:19.3克氧化铝颗粒(从Alcoa Industrial Chemicals,Bauxite,AR以商品名“A16SG”购得)、9.5克的氧化锆颗粒(从Zirconia Sales,Inc.of Marietta,GA以商品名“DK-2”购得)以及21.2克氧化镧颗粒(从Molycorp Inc.,Mountain Pass,CA购得)、75克异丙醇和200克氧化铝研磨介质(形状为圆柱形,高度和直径均为0.635cm;99.9%氧化铝;从Coors,Golden,Co购得)。所述聚乙烯瓶中的物质以60转/分钟(rpm)研磨16小时。原料中氧化铝和氧化锆的比例为2:1,氧化铝和氧化锆总共占约58重量%。在研磨之后,除去研磨介质,并将浆液倒入温热(约75℃)玻璃(“PYREX”)平盘中,并干燥。所述干燥的混合物通过70目的筛子(212微米的开孔大小)并借助漆刷进行筛分。
在研磨和筛分之后,将研磨的进料颗粒的混合物缓慢加入(0.5g/分钟)氢/氧火炬火焰中,将所述颗粒熔化。所述用于熔化所述颗粒的焰炬(由此形成熔融液滴)是Bethlehem台式燃烧器PM2D型B(从Bethlehem Apparatus Co.,Hellertown,PA.购得)。用于火炬的氢气和氧气的流速如下所述:在内环中,氢气流速为8标准升/分钟(SLPM),氧气流速为3.5SLPM;在外环中,氢气流速为23SLPM,氧气流速为12SLPM。所述干燥和上胶的颗粒缓慢加入(0.5克/分钟)火炬中,它将所述颗粒熔化,并将它们携带到倾单斜不锈钢表面(约51厘米(20英寸)宽,斜角为45°)上,同时冷水在其表面上流过(约8升/分钟),将所述熔凝液滴迅速骤冷。收集所得熔融和骤冷的小珠,并在110℃下干燥。所述颗粒的形状为球形,其大小各不相同,从几微米到250微米。
之后,直径小于125微米的火焰成形小珠经过等离子喷枪,并沉积在如下的不锈钢基材上。
按照如下方式制备四块304不锈钢基材(76.2毫米×25.4毫米×3.175毫米)和两块1080碳钢基材(76.2毫米×25.4毫米×1.15毫米)。要涂布的面进行喷砂处理,并在超声波浴中洗涤,然后用异丙醇擦拭干净。将四块不锈钢和一块1080碳钢基材置于约等离子喷枪(以商品名“Praxair SG-100等离子喷枪”从PraxairSurface Technologies,Concord,NH购得)喷嘴前约10厘米。将第二块1080碳钢置于等离子喷枪的喷嘴前18厘米处。在距离等离子喷枪喷嘴前18厘米处的第二1080碳钢样品上形成的涂层没有进一步表征。
所述等离子体单元(如图4所述)的额定功率为40kW。所述等离子气体是氩气(50磅/平方英寸(psi),0.3兆帕(MPa)),并使用氦气作为辅助气体(150psi,1MPa)。使用氩气作为载气(50psi,0.3MPa),使用Praxair1270型计算机化粉末进料器(从Praxair Surface Technologies,Concord,NH购得),使所述小珠经过等离子喷枪。在沉积过程中,施加约40伏的电压,约900安培的电流,并且所述等离子喷枪从左到右,从上到下移动,均匀地涂布所述基材。当得到所需厚度时,将等离子喷雾切断,并回收所述样品。将1080碳钢基材弯曲,由此从基材上分离涂层,形成独立的大块材料。所述沉积的材料的尺寸(厚度)约为1350微米,如使用光学显微镜所确定的。
如下所述,使用差热分析(DTA)来测定所述相组成(玻璃/无定形/结晶)。若所述材料相应的DTA图形包含放热结晶事件(Tx),则所述材料分类为无定形。若同一图形在低于Tx的温度下也包含吸热事件(Tg),则认为由玻璃相组成。若所述材料的DTA图形不含这些情况,则认为它包含晶相。
使用以下所述方法进行差热分析(DTA)。使用-140+170目大小的级分(即,在105微米的开孔大小和90微米开孔大小的筛子之间收集的级分),进行所述DTA分析(使用从Netzsch Instruments,Selb,Germany以商品名“NETZSCH STA 409DTA/TGA”购得的仪器)。各置于100微升Al2O3样品容器中的筛分样品的量约为400毫克。各样品在静止空气中以10℃/分钟的速度从室温(约25℃)加热至1100℃。
如图形的曲线中向下的变化所证实的,所涂布的材料(在304不锈钢基材)在约880℃的温度下呈现吸热事件。认为这种事件是由玻璃材料的玻璃化转变(Tg)所引起的。如图形中尖锐的峰所证实的,所述同一材料在约931℃的温度下呈现放热事件。认为这种事件是由于材料结晶(Tx)所引起的。因此,所述涂布的材料(在304不锈钢基材上)和独立大块材料是玻璃状的,如DTA图形所确定的。
然后,在1300℃下热处理一部分玻璃化的独立大块材料48小时。使用粉末X-射线衍射仪XRD(使用X-射线衍射仪,从Phillips,Mahwah,NJ以商品名“PHILLIPSXRG 3100”购得,铜Kα1辐射为1.54050埃)来确定存在的相。通过比较结晶材料的XRD图形中存在的峰和JCPDS数据库(International Center forDiffraction Data出版)中提供的晶相的XRD图来确定所述相。所得结晶材料包含LaAlO3,ZrO2(立方,四方)、LaAl11O18和过渡Al2O3相。
另一部分的玻璃状独立大块材料在1300℃下在电加热炉(从CM Furnaces,Bloomfield,NJ以商品名“Rapid Temp Furnace”购得)结晶1小时。所述结晶的涂层用锤子粉碎成-30+35目大小的颗粒(即,在600微米开孔大小和500微米开孔大小的筛子之间收集的级分)。颗粒通过在超声波浴(从Cole-Parmer,VernonHills,IL以商品名“8891”购得)洗涤15分钟来清除碎屑,在100℃下干燥,并使用碳胶带将几粒安装到金属圆筒(直径3cm,高2cm)上。所安装的样品溅射镀覆一层薄的金-钯,使用JEOL扫描电子显微镜(SEM)(JSM840A型)来观察。所述断裂的表面粗糙,且在SEM中没有观察到比200纳米粗的晶体(见图5)
实施例2
如实施例1所述,使用以下50g混合物来制备进料颗粒:21.5克氧化铝颗粒(从Alcoa Industrial Chemicals,Bauxite,AR以商品名A16SG“购得)、9克氧化锆颗粒(从Zirconia Sales,Inc.of Marietta,GA以商品名“DK-2”购得)以及19.5克氧化铈颗粒(从Rhone-Poulence,France购得)。原料中氧化铝和氧化锆的比例为2.4:1,氧化铝和氧化锆总共占约61重量%。如实施例1所述,将进料颗粒火焰成形为小珠(大小各不相同,从几微米到250微米)。之后,如实施例1所述,所述直径为180微米到250微米之间的火焰成形小珠通过等离子喷枪进行喷涂,并沉积到不锈钢和碳钢基材上。
将1080碳钢基材弯曲,由此从基材上分离涂层,形成独立的大块材料。所述沉积的材料的z尺寸(厚度)约为700微米,如使用光学显微镜所确定的。也使用光学显微镜来观察所述微结构。所述材料由在大部分是透明的无定形基质中常为球形且单斜晶体颗粒组成,它们是不透明的。无定形材料通常是透明的,这是由于缺乏光散射中心如晶体边界所致,而所述结晶颗粒显示晶体结构,而且是不透明的,这时由于光散射效应所致。所述晶相(如实施例1中粉末XRD分析所确定的)由Zr0.4Ce0.6O2(立方)和过渡Al2O3组成。
使用直径小于125微米的火焰成形小珠进行第二沉积实验。所得涂层的z尺寸(厚度)约为1100微米,如使用光学显微镜所确定的。也使用光学显微镜来观察所述微结构。所述材料具有和使用直径为180-250微米的小珠形成的材料类似的特征(即,由在主要是无定形的基质中的常为球形和单斜结晶颗粒组成)。所述晶相(如实施例1中粉末XRD分析所确定的)由Zr0.4Ce0.6O2(立方)和过渡Al2O3组成。
如下所述确定这一实施例的喷涂材料的平均硬度。将部分材料安装到固定树脂(以商品名“TRANSOPTIC POWDER”从Buehler,Lake Bluff,IL购得)中。所得树脂圆柱的直径约为2.5cm,高约为1.9cm。所安装的部分使用抛光机(从Buehler,Lake Bluff,IL以商品名“ECOMET3”购得),使用常规抛光技术来制得。所述样品用金刚石砂轮抛光约3分钟,之后用45、30、15、9、3和1微米的砂浆抛光5分钟。使用装有Vickers压头的常规微硬度试验机(以商品名“MITUTOYO MVK-VL”从Mi tutoyo Corporat ion,Tokyo,Japan购得),使用100g印痕负重进行微硬度测量。按照材料微硬度的ASTM试验方法E384试验法(1991)来进行所述微硬度测量。本实施例的材料的平均微硬度(20次测量的平均值)为15吉帕斯卡(Gpa)。
实施例3
如实施例1所述,使用以下50g混合物来制备进料颗粒:27.9克氧化铝颗粒(从Alcoa Industrial Chemicals,Bauxite,AR以商品名A16SG“购得)、7.8克氧化锆颗粒(从Zirconia Sales,Inc.of Marietta,GA以商品名“DK-2”购得)以及14.3克氧化钇颗粒(从H.C.Stark Newton,MA购得)。原料中氧化铝和氧化锆的比例为3.5:1,氧化铝和氧化锆总共占约72重量%。然后,通过30目的筛子(600微米开孔大小)筛分所述进料颗粒,并在1400℃下的电加热炉(从CMFurnaces,Bloomfield,NJ以商品名“Rapid Temp Furnace”购得)中热处理2小时。所述热处理的颗粒再进行筛分,分离出直径为125微米到180微米的颗粒,然后它经过等离子喷枪,并如实施例1所述沉积到不锈钢基材上。
将1080碳钢基材弯曲,由此从基材上分离涂层,形成独立的大块材料。所得大块材料的z尺寸(厚度)约为700微米,如使用光学显微镜所确定的。也使用光学显微镜来观察所述微结构。所述材料由在主要是透明无定形基质中通常是结晶不透明的颗粒组成(它们保持其原来角度的形状)。所述晶相(如实施例1中粉末XRD分析所确定的)由Al5Y3O12和Y0.15Zr0.85O1.93组成。
如实施例1所述,另一部分的独立大块材料在1300℃下结晶1小时,并且所述破裂的表面溅射镀覆一层薄的金-钯,使用JEOL扫描电子显微镜(JSM840A型)来观察。所述断裂的表面粗糙,且没有观察到比200纳米粗的晶体(见图6)
使用直径小于125微米的热处理颗粒来进行第二沉积的实验。所得涂层的厚度(z尺寸)约为1500微米。使用光学显微镜来观察所述微结构。所述材料具有和使用直径为180-250微米的小珠形成的材料类似的特征(即,由在主要是无定形的基质中的常为不透明的结晶颗粒(它们保持其原来角度的形状)组成)。所述晶相(如实施例1中粉末XRD分析所确定的)由Al5Y3O12和Y0.15Zr0.85O1.93组成。
实施例4
使用实施例1-3中制得的进料颗粒等离子喷涂由上述三个实施例的各层组成的厚涂层。所述第一层如实施例2所述涂布,第二层如实施例1所述涂布,第三层如实施例3所述涂布。
在涂布之前,所述基材不进行喷砂处理,其通过手工弯折剥离可以容易除去,形成约75毫米×25毫米×7.5毫米的独立大块材料。使用金刚石锯从所述材料截出一横截面,切割贯穿各层。将所述截开的部分安装到固定树脂(以商品名“TRANSOPTIC POWDER”从Buehler,Lake Bluff,IL购得)中,使不同的层可见。所得圆柱形树脂的直径约为2.5cm,约为1.9cm高(即,高度)。使用抛光机(从Buehler,Lake Bluff,IL以商品名“ECOMET3”购得),使用常规抛光技术制备所安装的部分。所述样品用金刚石砂轮抛光约3分钟,之后用各45、30、15、9、3和1微米的浆液各抛光5分钟。
第一层的z尺寸(厚度)约为2.5mm,如使用光学显微镜所确定的。使用光学显微镜观察所述微结构。这种材料具有和使用实施例2所述材料(即,由在主要是无定形的基质中的通常球形和单斜结晶颗粒组成)类似的特征。第二层的z尺寸(厚度)约为2mm,如使用光学显微镜所确定的。也使用光学显微镜观察所述微结构。这种材料具有和使用实施例1所述材料(即,假设为无定形时透明的材料)类似的特征。第三层的z尺寸(厚度)约为3mm,如使用光学显微镜所确定的。也使用光学显微镜观察所述微结构。这种材料具有和使用实施例3所述材料(即,由在主要是透明的无定形的基质中的常为单斜结晶颗粒(它们大多数保持其原来角度的形状)组成)类似的特征。
对比例A
如实施例1所述,使氧化钇稳定的氧化锆进料颗粒(平均大小为125微米(以商品名“ZIRSPRAY 9204”从Praxair Surface Technologies,Concord,NH购得)经过等离子喷枪,并沉积到不锈钢和碳钢基材上。
按照ASTM标准G65-OOe1“Standard Test Method for Measuring AbrasionUsing the Dry Sand/Rubber Wheel Apparatus”,测量实施例1-3和对比例A的磨损(以g计)。下表1中的结果显示本发明制得的涂层的耐磨性为对比例A的耐磨性的三倍以上。
表1
| 实施例 | 质量损失,g |
| 实施例1 | 1.3 |
| 实施例2 | 1.5 |
| 实施例3 | 1.2 |
| 对比例A | 5.1 |
实施例5
如实施例1所述,使用以下50g混合物来制备进料颗粒:19.3克氧化铝颗粒(从Alcoa Industrial Chemicals,Bauxite,AR以商品名“Al6SG”购得)、9.5克氧化锆颗粒(从Zirconia Sales,Inc.of Marietta,GA以商品名“DK-2”购得)和21.2克氧化镧颗粒(从Molycorp Inc.,Mountain Pass,CA购得)。然后,所述进料颗粒通过30-目的筛子(600微米开孔大小的筛子)筛分,并在1400℃下的电加热炉(从CM Furnaces,Bloomfield,NJ以商品名“Rapid Temp Furnace”购得)中热处理2小时。
所述热处理的颗粒还进行筛分,分离出直径小于100微米的颗粒,然后其通过等离子喷枪(以商品名“Praxair SG-100 Plasma Gun”从Praxair SurfaceTechnologies,Concord,NH购得)喷涂,并进入垂直连接到用隔板覆盖上部的圆柱形钢质容器的圆柱端口中,收集等离子喷涂的颗粒。所述进料颗粒通过等离子喷枪的阳极中的孔加入等离子体中(使用Praxair 1270型计算机化粉末进料器,从Praxair Surface Technologies,Concord,NH购得)。所述进料孔向等离子喷枪的背面倾斜约30度,增大了等离子体中颗粒的停留时间。
使用氮气作为载体,将进料输送到等离子体中。所述氩气、氦气(辅助气体)和氮气(辅助气体和载气)的等离子气体形成高能“三-气”等离子体,均匀熔化所述颗粒。使用以下条件:喷枪电流为1150安培,电压为52伏,电弧气(0.28MPa(40psi)下的氩气)、辅助气体(0.28MPa(40psi)下的氦气)、辅助气体(0.28MPa(40psi)下的氮气)、载气(0.28MPa(40psi)100体积%的氮气)。
所得等离子体喷射颗粒的光学显微镜观察显示了一种球形、细长形和长条形的混合物,它们主要是透明或无定形的。无定形材料由于缺乏如晶体边界的光散射中心通常是透明的,而所述结晶颗粒由于晶体边界的光散射效应是不透明的。
将等离子喷射的颗粒在电加热炉(由CM Furnace,Bloomfield,NJ购得,商品名“Rapid Temp Furnace”)中,在1300℃下结晶1小时。用实施例1所述的粉末XRD分析确定晶相。所得的结晶材料包括LaAlO3、ZrO2(立方、四方)、LaAl11O18和过渡Al2O3相。
实施例6
除了使用Miller Thermal 2089 A扩展喷嘴(从Praxair Surface Technologies,Concord,NH购得)改装“Praxair SG-100 Plasma Gun”以外,如实施例5所述制备等离子喷涂的颗粒。这种结构能使等离子喷涂的颗粒进入供收集的水浴中。
所得等离子加工的颗粒的光学显微镜观察显示了一种各种形状的混合物,它们通常主要是透明/无定形的。
所述等离子喷涂的颗粒在1300℃的电加热炉(从CM Furnaces,Bloomfield,NJ以商品名“Rapid Temp Furnace”购得)中结晶1小时。如实施例1所述通过粉末XRD分析来确定所述晶相。所得结晶材料包括LaAlO3、ZrO2(立方,四方)、LaAl11O18和过渡Al2O3相。
在不背离本发明的范围和精神内,本发明的各种修改和替换对本领域那些技术人员来说显而易见,应理解,本发明决不限于本文所示的实施方式。
Claims (12)
1.一种制备无定形材料的方法,所述方法包括:
将颗粒加入等离子体中,形成熔融物;以所述颗粒的总重量计,所述颗粒包含至少35重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述颗粒的至少80重量%;以所述颗粒的总重量计,所述颗粒包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相;
喷涂并冷却所述熔融物,形成无定形的材料;以所述无定形材料的总重量计,所述无定形的材料包含至少35重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述无定形材料的至少80重量%;以所述无定形材料的总重量计,所述无定形材料包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其中,所述无定形材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为25微米,其条件是若所述第一或第二金属氧化物是ZrO2,那么所述无定形材料还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成至少一种不同的晶相。
2.一种制备无定形材料的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称;
至少通过第一载体导管将颗粒输送到等离子气流中,形成熔融物,所述第一载体导管包括以不大于75度的角度和喷射轴相交的颗粒输送矢量,且所述颗粒输送矢量包括其方向基本上和输送方向相反的矢量分量,以所述颗粒的总重量计,所述颗粒包含至少35重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述颗粒的至少80重量%;以所述颗粒的总重量计,所述颗粒包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相;
喷射并冷却所述熔融物,形成无定形材料;以所述无定形材料的总重量计,所述无定形的材料包含至少35重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述无定形材料的至少80重量%;以所述无定形材料的总重量计,所述无定形材料包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5。
3.一种制备无定形材料的方法,所述方法包括:
在输送方向上产生等离子气流,所述等离子气流基本上沿喷射轴对称,所述喷射轴沿输送方向延伸;
将载气中夹带的颗粒输送到等离子气流中,形成熔融物,以所述载气的总重量计,所述载气包含至少50体积%的氮气,以所述颗粒的总重量计,所述颗粒包含至少35重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述颗粒的至少80重量%;以所述颗粒的总重量计,所述颗粒包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其条件是若所述第一或第二金属氧化物是ZrO2,那么所述颗粒还包含除Al2O3和ZrO2以外的其它金属氧化物,当无定形材料结晶时,其至少一部分形成不同的晶相;
喷射并冷却所述熔融物,形成无定形材料;以所述无定形材料的总重量计,所述无定形的材料包含至少35重量%的Al2O3、除Al2O3以外的第一金属氧化物和除Al2O3以外的不同的第二金属氧化物,其中,所述Al2O3、第一金属氧化物和第二金属氧化物总共占所述无定形材料的至少80重量%;以所述无定形材料的总重量计,所述无定形材料包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5。
4.如权利要求1-3任一项所述的方法,其特征在于,热处理所述无定形材料,使至少部分无定形材料转化成玻璃-陶瓷。
5.一种在无定形基质中包含离散结晶区的复合材料,其特征在于,以所述结晶区和无定形基质各自的总重量计,所述结晶区和无定形材料各自包含至少35重量%的Al2O3以及除Al2O3以外的金属氧化物;以所述结晶区和无定形基质各自的总重量计,所述结晶区和无定形基质各自包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述复合材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米。
6.如权利要求5所述的复合材料,其特征在于,所述无定形基质不具有Tg。
7.如权利要求5或6所述的复合材料,其特征在于,所述无定形基质是玻璃。
8.一种在玻璃-陶瓷基质中包含离散结晶区的复合陶瓷,其特征在于,以所述结晶区和玻璃-陶瓷基质各自的总重量计,所述离散结晶区和玻璃-陶瓷基质各自包含至少35重量%的Al2O3以及除Al2O3以外的金属氧化物;以所述离散结晶区和玻璃-陶瓷基质各自的总重量计,所述离散结晶区和玻璃-陶瓷基质各自包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;所述复合陶瓷具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米。
9.如权利要求8所述的复合陶瓷,其特征在于,所述离散结晶区的平均晶体大小不超过200纳米。
10.一种玻璃-陶瓷层,它具有第一和第二相对的表面、第一陶瓷成分区和第二陶瓷成分区;以所述第一陶瓷成分区的总重量计,第一陶瓷成分区包含至少35重量%的Al2O3、除Al2O3以外的金属氧化物;以所述第一陶瓷成分区的总重量计,所述第一陶瓷成分区包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;以所述第二陶瓷成分区的总重量计,第二陶瓷成分区包含至少35重量%的Al2O3、除Al2O3以外的金属氧化物;以所述第二陶瓷成分区的总重量计,所述第二陶瓷成分区包含总共不超过10重量%的As2O3、B2O3、GeO2、P2O5、SiO2、TeO2和V2O5;其中,第一陶瓷成分区更加接近第一表面,而不是第二表面;所述第二陶瓷成分区更加接近第二表面,而不是第一表面;所述复合材料具有相互垂直的x、y和z尺寸,且x、y和z尺寸各自至少为150微米。
11.如权利要求10所述的玻璃-陶瓷层,其特征在于,所述第一陶瓷成分区是无定形的,所述第二陶瓷成分区是至少部分结晶的。
12.如权利要求10所述的玻璃-陶瓷层,其特征在于,所述第一和第二陶瓷成分区各自是至少部分结晶的。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/211,640 US7179526B2 (en) | 2002-08-02 | 2002-08-02 | Plasma spraying |
| US10/211,640 | 2002-08-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1688735A CN1688735A (zh) | 2005-10-26 |
| CN100482847C true CN100482847C (zh) | 2009-04-29 |
Family
ID=31187612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB038229463A Expired - Fee Related CN100482847C (zh) | 2002-08-02 | 2003-06-02 | 无定形材料的制备方法及由该方法形成的材料 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US7179526B2 (zh) |
| EP (1) | EP1525331A1 (zh) |
| JP (1) | JP2005534814A (zh) |
| KR (1) | KR20050039841A (zh) |
| CN (1) | CN100482847C (zh) |
| AU (1) | AU2003237338A1 (zh) |
| BR (1) | BR0305724A (zh) |
| CA (1) | CA2494543A1 (zh) |
| NO (1) | NO20051117L (zh) |
| RU (1) | RU2332522C2 (zh) |
| WO (1) | WO2004016821A2 (zh) |
Families Citing this family (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8062098B2 (en) | 2000-11-17 | 2011-11-22 | Duescher Wayne O | High speed flat lapping platen |
| US8256091B2 (en) * | 2000-11-17 | 2012-09-04 | Duescher Wayne O | Equal sized spherical beads |
| US7625509B2 (en) * | 2001-08-02 | 2009-12-01 | 3M Innovative Properties Company | Method of making ceramic articles |
| CA2454068A1 (en) * | 2001-08-02 | 2003-02-13 | 3M Innovative Properties Company | Al2o3-rare earth oxide-zro2/hfo2 materials, and methods of making and using the same |
| KR20080086542A (ko) | 2001-08-02 | 2008-09-25 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 유리로부터 물품을 제조하는 방법 및 이렇게 제조한 유리 세라믹 물품 |
| EP1352985B1 (de) * | 2002-04-10 | 2006-01-04 | Siemens Aktiengesellschaft | Wärmedämmschichtsystem |
| US8056370B2 (en) * | 2002-08-02 | 2011-11-15 | 3M Innovative Properties Company | Method of making amorphous and ceramics via melt spinning |
| US7025791B2 (en) * | 2002-12-02 | 2006-04-11 | Gi Dynamics, Inc. | Bariatric sleeve |
| US6984261B2 (en) * | 2003-02-05 | 2006-01-10 | 3M Innovative Properties Company | Use of ceramics in dental and orthodontic applications |
| US7197896B2 (en) * | 2003-09-05 | 2007-04-03 | 3M Innovative Properties Company | Methods of making Al2O3-SiO2 ceramics |
| US7141523B2 (en) * | 2003-09-18 | 2006-11-28 | 3M Innovative Properties Company | Ceramics comprising Al2O3, REO, ZrO2 and/or HfO2, and Nb2O5 and/or Ta2O5 and methods of making the same |
| US7141522B2 (en) * | 2003-09-18 | 2006-11-28 | 3M Innovative Properties Company | Ceramics comprising Al2O3, Y2O3, ZrO2 and/or HfO2, and Nb2O5 and/or Ta2O5 and methods of making the same |
| US20050137077A1 (en) * | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Method of making abrasive particles |
| US20050132657A1 (en) * | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Method of making abrasive particles |
| US20050137076A1 (en) * | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Transparent fused crystalline ceramic, and method of making the same |
| US20050132656A1 (en) * | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Method of making abrasive particles |
| US20050132655A1 (en) * | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Method of making abrasive particles |
| US7875091B2 (en) * | 2005-02-22 | 2011-01-25 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7867302B2 (en) * | 2005-02-22 | 2011-01-11 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7524345B2 (en) * | 2005-02-22 | 2009-04-28 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| WO2006091613A2 (en) * | 2005-02-24 | 2006-08-31 | Rutgers, The State University Of New Jersey | Nanocomposite ceramics and process for making the same |
| US7887923B2 (en) | 2005-03-09 | 2011-02-15 | Evonik Degussa Gmbh | Plasma-sprayed layers of aluminium oxide |
| EP1700926A1 (de) | 2005-03-09 | 2006-09-13 | Degussa AG | Plasmagespritzte Schichten aus Aluminiumoxid |
| US7527832B2 (en) * | 2005-04-27 | 2009-05-05 | Ferro Corporation | Process for structuring self-cleaning glass surfaces |
| KR100722249B1 (ko) * | 2005-08-20 | 2007-05-29 | 학교법인 포항공과대학교 | 플라즈마 용사법에 의해 제조된 내마모성이 우수한알루미나-티타니아계 코팅층 |
| US20070154713A1 (en) * | 2005-12-30 | 2007-07-05 | 3M Innovative Properties Company | Ceramic cutting tools and cutting tool inserts, and methods of making the same |
| US7281970B2 (en) * | 2005-12-30 | 2007-10-16 | 3M Innovative Properties Company | Composite articles and methods of making the same |
| US20070151166A1 (en) * | 2005-12-30 | 2007-07-05 | 3M Innovative Properties Company | Method of making abrasive articles, cutting tools, and cutting tool inserts |
| US7598188B2 (en) * | 2005-12-30 | 2009-10-06 | 3M Innovative Properties Company | Ceramic materials and methods of making and using the same |
| US7836847B2 (en) * | 2006-02-17 | 2010-11-23 | Howmedica Osteonics Corp. | Multi-station rotation system for use in spray operations |
| US7981479B2 (en) * | 2006-02-17 | 2011-07-19 | Howmedica Osteonics Corp. | Multi-station rotation system for use in spray operations |
| WO2008102663A1 (ja) * | 2007-02-22 | 2008-08-28 | Mitsubishi Heavy Industries, Ltd. | 表面被膜部材及びその製造方法並びに切削工具及び工作機械 |
| CN101965317A (zh) * | 2007-05-11 | 2011-02-02 | 3M创新有限公司 | 由玻璃制造陶瓷制品的方法 |
| FR2922406A1 (fr) * | 2007-10-12 | 2009-04-17 | Commissariat Energie Atomique | Dispositif d'injection de charge liquide a melanger/convertir au sein d'un dard plasma ou d'un flux gazeux |
| US8652589B2 (en) * | 2008-01-25 | 2014-02-18 | Oerlikon Trading Ag, Truebbach | Permeation barrier layer |
| US8029870B2 (en) * | 2008-03-24 | 2011-10-04 | GM Global Technology Operations LLC | Method of coating fuel cell components for water removal |
| WO2010008062A1 (ja) * | 2008-07-18 | 2010-01-21 | 株式会社吉田製作所 | 歯科用診療装置及び歯科用プラズマジェット照射装置 |
| FR2938554B1 (fr) * | 2008-11-19 | 2011-05-06 | Areva Nc | Procede de revetement d'un element de creuset metallique par un melange de verre et de ceramique |
| DE102009037992A1 (de) * | 2009-08-20 | 2011-02-24 | Eckart Gmbh | Verfahren zur Herstellung von Dispersionen mit metalloxidischen Nanopartikeln und Dispersion |
| FI125358B (fi) | 2010-07-09 | 2015-09-15 | Teknologian Tutkimuskeskus Vtt Oy | Termisesti ruiskutettu täysin amorfinen oksidipinnoite |
| US20120196139A1 (en) * | 2010-07-14 | 2012-08-02 | Christopher Petorak | Thermal spray composite coatings for semiconductor applications |
| US20140083628A1 (en) | 2012-09-27 | 2014-03-27 | Velico Medical, Inc. | Spray drier assembly for automated spray drying |
| JP2014523847A (ja) | 2011-06-28 | 2014-09-18 | スリーエム イノベイティブ プロパティズ カンパニー | ガラス−セラミックス及びこれを製造する方法 |
| CN102251208B (zh) * | 2011-07-04 | 2013-04-10 | 哈尔滨工业大学 | 等离子喷涂工艺在树脂材料表面制备氧化铝陶瓷涂层方法 |
| DE102011106564A1 (de) * | 2011-07-05 | 2013-01-10 | Mahle International Gmbh | Verfahren zur Herstellung einer Zylinderlauffläche sowie Zylinderlaufbuchse |
| DE102011052121A1 (de) | 2011-07-25 | 2013-01-31 | Eckart Gmbh | Beschichtungsverfahren nutzend spezielle pulverförmige Beschichtungsmaterialien und Verwendung derartiger Beschichtungsmaterialien |
| DE102011052119A1 (de) | 2011-07-25 | 2013-01-31 | Eckart Gmbh | Verfahren zur Substratbeschichtung und Verwendung additivversehener, pulverförmiger Beschichtungsmaterialien in derartigen Verfahren |
| WO2013014213A2 (de) | 2011-07-25 | 2013-01-31 | Eckart Gmbh | Verfahren zur substratbeschichtung und verwendung additivversehener, pulverförmiger beschichtungsmaterialien in derartigen verfahren |
| DE102011052120A1 (de) | 2011-07-25 | 2013-01-31 | Eckart Gmbh | Verwendung speziell belegter, pulverförmiger Beschichtungsmaterialien und Beschichtungsverfahren unter Einsatz derartiger Beschichtungsmaterialien |
| CN102409341B (zh) * | 2011-12-07 | 2013-07-10 | 哈尔滨工业大学 | 一种在树脂材料表面制备氧化铝陶瓷涂层的方法 |
| EP2607449B1 (en) * | 2011-12-22 | 2014-04-02 | Shin-Etsu Chemical Co., Ltd. | Preparation of yttrium-cerium-aluminum garnet phosphor |
| US10279365B2 (en) | 2012-04-27 | 2019-05-07 | Progressive Surface, Inc. | Thermal spray method integrating selected removal of particulates |
| US20130284203A1 (en) * | 2012-04-27 | 2013-10-31 | Progressive Surface, Inc. | Plasma spray apparatus integrating water cleaning |
| TWI722986B (zh) * | 2014-05-16 | 2021-04-01 | 美商應用材料股份有限公司 | 使用相和應力控制的電漿噴灑塗佈設計 |
| US10196728B2 (en) | 2014-05-16 | 2019-02-05 | Applied Materials, Inc. | Plasma spray coating design using phase and stress control |
| US9718075B2 (en) | 2014-06-12 | 2017-08-01 | United Technologies Corporation | Suspension plasma injector system and method of flushing the system |
| EP2959992A1 (de) | 2014-06-26 | 2015-12-30 | Eckart GmbH | Verfahren zur Herstellung eines partikelhaltigen Aerosols |
| US9561184B2 (en) | 2014-09-19 | 2017-02-07 | Velico Medical, Inc. | Methods and systems for multi-stage drying of plasma |
| CN107107097B (zh) | 2014-12-04 | 2021-04-27 | 渐进表面公司 | 结合了选择性地去除颗粒的热喷涂方法 |
| US10029939B2 (en) * | 2015-02-27 | 2018-07-24 | Corning Incorporated | Ceramic composite beads and methods for making same |
| US10731260B2 (en) | 2017-06-12 | 2020-08-04 | Raytheon Technologies Corporation | Rotor with zirconia-toughened alumina coating |
| CN107265867B (zh) * | 2017-06-16 | 2020-09-04 | 有研医疗器械(北京)有限公司 | 一种用于牙科修复的锂基玻璃陶瓷粉末及其制备方法 |
| BR112019026983B1 (pt) * | 2017-06-20 | 2022-02-01 | General Fusion Inc | Isolante elétrico compatível a vácuo e sistema de plasma |
| CN107419213B (zh) * | 2017-07-27 | 2020-03-27 | 广东电网有限责任公司电力科学研究院 | 一种金属基体的表面防腐方法 |
| CN108265262A (zh) * | 2018-04-10 | 2018-07-10 | 上海大学 | 一种等离子喷涂锌铝高强钢及其制备方法和应用 |
| WO2020217466A1 (ja) * | 2019-04-26 | 2020-10-29 | 株式会社Fuji | プラズマ処理装置 |
| CN110484027B (zh) * | 2019-06-27 | 2020-08-11 | 浙江大学 | 一种用于提高钢筋与混凝土间粘结强度的活性无机防腐涂层及其涂覆方法 |
| CN110284092B (zh) * | 2019-07-25 | 2021-06-29 | 江苏大唐国际吕四港发电有限责任公司 | 一种粉芯丝材及其在水冷壁管涂层制备中的应用 |
| CN111646703A (zh) * | 2020-05-18 | 2020-09-11 | 东华大学 | 一种氟化物/氟氧化物荧光玻璃陶瓷及其制备方法和应用 |
| CN111549256B (zh) * | 2020-06-24 | 2021-06-01 | 浙江省冶金研究院有限公司 | 一种提高锡基巴氏合金性能的方法 |
| CN112271303B (zh) * | 2020-10-19 | 2021-07-27 | 成都新柯力化工科技有限公司 | 一种均匀分布微孔的燃料电池气体扩散毡及制备方法 |
| CN115125471B (zh) * | 2022-06-29 | 2023-05-16 | 武汉苏泊尔炊具有限公司 | 非晶不粘材料的制造方法及非晶不粘涂层的制造方法 |
| US11975274B2 (en) | 2022-09-15 | 2024-05-07 | Velico Medical, Inc. | Blood plasma product |
| US12083447B2 (en) | 2022-09-15 | 2024-09-10 | Velico Medical, Inc. | Alignment of a disposable for a spray drying plasma system |
| US11998861B2 (en) | 2022-09-15 | 2024-06-04 | Velico Medical, Inc. | Usability of a disposable for a spray drying plasma system |
| US11841189B1 (en) | 2022-09-15 | 2023-12-12 | Velico Medical, Inc. | Disposable for a spray drying system |
Family Cites Families (197)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1314061A (en) | 1919-08-26 | Abrasive material and j | ||
| DE141420C (zh) * | ||||
| US659926A (en) | 1900-05-04 | 1900-10-16 | Gen Electro Chemical Company | Process of manufacturing abrasive material. |
| US906339A (en) | 1908-03-17 | 1908-12-08 | Carborundum Co | Composition of matter containing alumina and silica. |
| US1037999A (en) | 1908-12-26 | 1912-09-10 | Morton Company | Article of alumina and method of making same. |
| US960712A (en) | 1909-09-14 | 1910-06-07 | Norton Co | Process of purifying aluminous materials. |
| US1107011A (en) | 1913-03-11 | 1914-08-11 | Carborundum Co | Method of bonding fused crystalline alumina. |
| US1192709A (en) | 1914-12-01 | 1916-07-25 | Carborundum Co | Crystalline fused alumina and the manufacture thereof. |
| US1161620A (en) | 1915-02-24 | 1915-11-23 | Carborundum Co | Crystalline fused alumina and method of making the same. |
| US1149064A (en) | 1915-06-11 | 1915-08-03 | Exolon Company | Electric-furnace abrasive and method of making the same. |
| US1268532A (en) | 1916-11-11 | 1918-06-04 | Carborundum Co | Process of making aluminous abrasives. |
| US1247337A (en) | 1917-02-12 | 1917-11-20 | Norton Co | Aluminous abrasive. |
| US1240490A (en) | 1917-02-12 | 1917-09-18 | Norton Co | Composition containing alumina and zirconia. |
| US1263708A (en) | 1917-03-02 | 1918-04-23 | Norton Co | PRODUCT CONTAINING β-ALUMINA AND PROCESS OF PREPARING THE SAME. |
| US1263709A (en) | 1917-08-02 | 1918-04-23 | Norton Co | Aluminous abrasive and process of making the same. |
| US1263710A (en) | 1917-08-02 | 1918-04-23 | Norton Co | Aluminous abrasive and process of making same. |
| US1268533A (en) | 1917-08-07 | 1918-06-04 | Carborundum Co | Aluminous abrasive. |
| US1257356A (en) | 1917-11-14 | 1918-02-26 | Carborundum Co | Aluminous composition and method of preparing the same. |
| US1339344A (en) | 1919-09-18 | 1920-05-04 | Carborundum Co | Aluminous compostion and method of making the same |
| US1402714A (en) | 1920-10-21 | 1922-01-03 | Abrasive Company | Method of manufacturing artificial abrasives from bauxite and emery |
| US1448586A (en) | 1922-04-22 | 1923-03-13 | Abrasive Company | Process of manufacturing aluminous abrasives |
| US2000857A (en) | 1930-12-01 | 1935-05-07 | Swann Res Inc | Aluminum oxide abrasive and method of making the same |
| US1910444A (en) | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| US2206081A (en) | 1935-09-03 | 1940-07-02 | Eastman Kodak Co | Optical glass |
| US2424645A (en) | 1943-07-13 | 1947-07-29 | Carborundum Co | Fused aluminum oxide abrasive material |
| US2618567A (en) | 1950-10-19 | 1952-11-18 | Norton Co | Molded alumina |
| US2805166A (en) | 1954-01-18 | 1957-09-03 | Loffler Johannes | Glasses containing oxides of rare earth metals |
| DE959852C (de) * | 1955-07-16 | 1957-03-14 | Jenaer Glaswerk Schott & Gen | Verfahren zur Herstellung von ein- oder mehrkomponentigen Glaesern |
| DE1694594C3 (de) | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Reinigungs- und Polierkörper |
| US2961296A (en) | 1957-09-27 | 1960-11-22 | Aluminium Lab Ltd | Production of fused alumina |
| DE1075807B (de) | 1958-08-07 | 1960-02-18 | JENAer Glaswerk Schott &. Gen Mainz | Alumimumoxydreiches Lanthanborosilikatglas |
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US3181939A (en) | 1961-01-27 | 1965-05-04 | Norton Co | Fused alumina-zirconia abrasives |
| US3377660A (en) | 1961-04-20 | 1968-04-16 | Norton Co | Apparatus for making crystal abrasive |
| US3141747A (en) | 1961-08-24 | 1964-07-21 | Norton Co | Alumina abrasive |
| US3216794A (en) | 1961-10-20 | 1965-11-09 | Norton Co | Process for producing crystalline alumina |
| GB1005338A (en) * | 1964-04-17 | 1965-09-22 | Corning Glass Works | Semicrystalline glass-ceramic body and method of making it |
| GB1112969A (en) | 1964-08-22 | 1968-05-08 | Nippon Sheet Glass Co Ltd | Process for the manufacture of sheet glass |
| DE1596846B1 (de) * | 1966-12-17 | 1971-04-15 | Jenaer Glaswerk Schott & Gen | Borsaeurefreies Lanthan-Silikat-Glas fuer technische,insbesondere optische Zwecke mit einem Brechungsindex ueber 1,75,hoher chemischer Bestaendigkeit und grosser Haerte |
| US3926603A (en) | 1968-04-10 | 1975-12-16 | Philips Corp | Method of manufacturing a glass ceramic material which is resistant to sodium vapour |
| US3625717A (en) | 1968-04-29 | 1971-12-07 | Avco Corp | Spray coating compositions |
| US3560074A (en) * | 1968-10-21 | 1971-02-02 | Cataphote Corp | 95% titanium dioxide glass spheroids |
| US3498769A (en) | 1969-01-16 | 1970-03-03 | Norton Co | Fused zirconia-spinel abrasives and articles made therewith |
| US3650780A (en) | 1969-05-01 | 1972-03-21 | Corning Glass Works | Fiber optic core glass |
| US3635739A (en) | 1969-06-04 | 1972-01-18 | Corning Glass Works | Silica-free calcium aluminate glass-ceramic articles |
| US3947281A (en) | 1969-11-06 | 1976-03-30 | United Technologies Corporation | High modulus rare earth and beryllium containing silicate glass compositions |
| US3646713A (en) | 1970-03-16 | 1972-03-07 | Norton Co | Method of making fragmented crystalline material |
| FR2118026A1 (en) * | 1970-12-11 | 1972-07-28 | Monsanto Co | Glass fibres from low viscosity melts - use surface stabilizing films |
| US3781172A (en) | 1970-12-14 | 1973-12-25 | G Kinney | Process for the manufacture of microcrystalline fused abrasives |
| US3717583A (en) | 1971-03-10 | 1973-02-20 | American Optical Corp | Neodymium glass laser having room temperature output at wavelengths shorter than 1060 nm. |
| US3714059A (en) | 1971-03-10 | 1973-01-30 | American Optical Corp | Neodymium glass laser having room temperature output at wavelengths shorter than 1060 nm |
| US3726621A (en) | 1971-06-15 | 1973-04-10 | Carborundum Co | Apparatus for producing oxide refractory material having fine crystal structure |
| US4415510A (en) | 1971-06-15 | 1983-11-15 | Kennecott Corporation | Process for making oxide refractory material having fine crystal structure |
| US3928515A (en) | 1971-06-15 | 1975-12-23 | Carborundum Co | Semicontinuous process for producing oxide refractory material having fine crystal structure |
| US3754978A (en) | 1971-08-06 | 1973-08-28 | Corning Glass Works | Devitrification-resistant coating for high-silica glasses |
| US3792553A (en) | 1971-09-28 | 1974-02-19 | Wallace Murray Corp | Abrasive powder of fused alumina containing vanadium tetroxide |
| US3893826A (en) | 1971-11-08 | 1975-07-08 | Norton Co | Coated abrasive material comprising alumina-zirconia abrasive compositions |
| US4070796A (en) | 1971-12-27 | 1978-01-31 | Norton Company | Method of producing abrasive grits |
| US4261706A (en) | 1972-05-15 | 1981-04-14 | Corning Glass Works | Method of manufacturing connected particles of uniform size and shape with a backing |
| US3859407A (en) | 1972-05-15 | 1975-01-07 | Corning Glass Works | Method of manufacturing particles of uniform size and shape |
| US3891408A (en) | 1972-09-08 | 1975-06-24 | Norton Co | Zirconia-alumina abrasive grain and grinding tools |
| US3916584A (en) | 1973-03-22 | 1975-11-04 | Minnesota Mining & Mfg | Spheroidal composite particle and method of making |
| US3881282A (en) | 1973-10-24 | 1975-05-06 | Norton Co | Abrasive grain of fused alumina-zirconia-ceria alloy |
| US3973977A (en) | 1973-11-01 | 1976-08-10 | Corning Glass Works | Making spinel and aluminum-base metal cermet |
| US3940276A (en) | 1973-11-01 | 1976-02-24 | Corning Glass Works | Spinel and aluminum-base metal cermet |
| US4035162A (en) | 1973-11-09 | 1977-07-12 | Corning Glass Works | Fused abrasive grains consisting essentially of corundum, zirconia and R2 O3 |
| DE2420551B2 (de) | 1974-04-27 | 1981-01-08 | Dynamit Nobel Ag, 5210 Troisdorf | Verfahren zur Herstellung von gekörnten Schleifmitteln aus hochfeuerfesten anorganischen Hartstoffen |
| AT333146B (de) * | 1974-05-29 | 1976-11-10 | Treibacher Chemische Werke Ag | Verfahren zur herstellung eines schleifmittels |
| DE2560066B1 (de) | 1974-05-29 | 1979-12-13 | Treibacher Chemische Werke Ag | Verfahren zur Herstellung von Schleifmaterialien auf der Basis von Aluminiumoxid,gegebenenfalls zusammen mit anderen Oxiden |
| US3996702A (en) | 1974-11-26 | 1976-12-14 | Minnesota Mining And Manufacturing Company | Coated abrasive product comprising fused zirconia grains and method for abrading iron |
| US4014122A (en) | 1975-09-22 | 1977-03-29 | Woods Oscar J | Paperweight with screw threaded bottom cap |
| US4194887A (en) | 1975-12-01 | 1980-03-25 | U.S. Industries, Inc. | Fused alumina-zirconia abrasive material formed by an immersion process |
| US4073096A (en) | 1975-12-01 | 1978-02-14 | U.S. Industries, Inc. | Process for the manufacture of abrasive material |
| US4126429A (en) | 1975-12-15 | 1978-11-21 | Norton Company | Co-fused alumina-zirconia alloy abrasive containing magnesium oxide |
| USRE31128E (en) | 1976-06-01 | 1983-01-18 | Kennecott Corporation | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| US4157898A (en) | 1976-06-01 | 1979-06-12 | The Carborundum Company | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| USRE31725E (en) | 1976-06-01 | 1984-11-06 | Kennecott Corporation | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| US4111668A (en) | 1976-06-01 | 1978-09-05 | The Carborundum Company | Fused aluminum oxide abrasive grain containing reduced titanium oxide |
| US4162437A (en) | 1976-08-27 | 1979-07-24 | Incom International | Motor acceleration and starting torque control |
| US4217264A (en) | 1977-04-01 | 1980-08-12 | American Dental Association Health Foundation | Microporous glassy fillers for dental resin composites |
| DE2744700C2 (de) | 1977-10-05 | 1987-05-27 | Feldmühle AG, 4000 Düsseldorf | Sinterwerkstoff auf Basis von dichten, nichtmetallischen Hartstoffen wie hochschmelzenden Metallcarbiden, Metallnitriden, Metallboriden und Metalloxiden mit darin eingelagerten Zirkon- und/oder Hafniumoxid |
| US4140494A (en) | 1977-10-21 | 1979-02-20 | Norton Company | Method for rapid cooling molten alumina abrasives |
| US4141743A (en) * | 1977-10-31 | 1979-02-27 | Dresser Industries, Inc. | Thermal spray powdered composite |
| US4111707A (en) | 1977-12-14 | 1978-09-05 | Kabushiki Kaisha Ohara Kogaku Garasu Seizosho | Optical glass |
| US4182437A (en) * | 1978-05-08 | 1980-01-08 | Ferro Corporation | Unstable devitrifiable glasses and friction materials containing them |
| US4311489A (en) | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4238213A (en) | 1979-04-05 | 1980-12-09 | Johns-Manville Corporation | Method of operation of a refractory fiber production process |
| US4518397A (en) | 1979-06-29 | 1985-05-21 | Minnesota Mining And Manufacturing Company | Articles containing non-fused aluminum oxide-based abrasive mineral |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| FR2460315A1 (fr) | 1979-07-05 | 1981-01-23 | Sofrem | Produit abrasif, a haute durete, a base d'alumine et d'oxycarbures d'aluminium et procede de preparation |
| DE3022213C2 (de) | 1980-06-13 | 1987-12-23 | Feldmühle AG, 4000 Düsseldorf | Keramischer Formkörper mit eutektischen Gefügebestandteilen und Verfahren zu seiner Herstellung |
| US4316964A (en) | 1980-07-14 | 1982-02-23 | Rockwell International Corporation | Al2 O3 /ZrO2 ceramic |
| US4588419A (en) | 1980-10-08 | 1986-05-13 | Carborundum Abrasives Company | Resin systems for high energy electron curable resin coated webs |
| FR2499061A1 (fr) | 1981-01-30 | 1982-08-06 | Sofrem | Procede et appareillage de solidification et de refroidissement rapides par coulee continue de produits fondus a base d'oxydes metalliques |
| IT1150318B (it) | 1981-03-21 | 1986-12-10 | Bosch Gmbh Robert | Pompa di iniezione del carburante per motori endotermici |
| DE3138137C2 (de) | 1981-09-25 | 1985-05-15 | Schott Glaswerke, 6500 Mainz | ThO↓2↓ - und Ta↓2↓O↓5↓-freie optische Gläser mit Brechwerten von 1.87 - 1.93 und Abbezahlen von 30 - 35 |
| US4489022A (en) | 1981-11-25 | 1984-12-18 | Glaverbel | Forming coherent refractory masses |
| US4439845A (en) | 1981-12-03 | 1984-03-27 | Westinghouse Electric Corp. | Sonar system |
| US4800685A (en) * | 1984-05-31 | 1989-01-31 | Minnesota Mining And Manufacturing Company | Alumina bonded abrasive for cast iron |
| GB2116992B (en) * | 1982-03-16 | 1985-09-25 | Standard Telephones Cables Ltd | Abrasive materials |
| CA1181558A (en) | 1982-04-08 | 1985-01-29 | Takashi Onoyama | Apparatus for producing flake particles |
| JPS58166629U (ja) * | 1982-04-30 | 1983-11-07 | オリンパス光学工業株式会社 | 合焦検出カメラ |
| JPS5969443A (ja) | 1982-10-14 | 1984-04-19 | Natl Inst For Res In Inorg Mater | Y↓2o↓3を含有するアルミノけい酸塩ガラスの製造法 |
| US4543107A (en) | 1984-08-08 | 1985-09-24 | Norton Company | Vitrified bonded grinding wheels containing sintered gel aluminous abrasive grits |
| US4457767A (en) | 1983-09-29 | 1984-07-03 | Norton Company | Alumina-zirconia abrasive |
| DE3343418A1 (de) | 1983-12-01 | 1985-06-20 | Schott Glaswerke, 6500 Mainz | Optisches glas mit brechwerten>= 1.90, abbezahlen>= 25 und mit hoher chemischer bestaendigkeit |
| US4623364A (en) | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| US5395407B1 (en) * | 1984-01-19 | 1997-08-26 | Norton Co | Abrasive material and method |
| JPS60170565A (ja) | 1984-02-10 | 1985-09-04 | Nippon Yakin Kogyo Co Ltd | 球状金属粒子の製造方法 |
| CA1266569A (en) | 1984-05-09 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Coated abrasive product incorporating selective mineral substitution |
| CA1266568A (en) | 1984-05-09 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Coated abrasive product incorporating selective mineral substitution |
| DE3422718A1 (de) * | 1984-06-19 | 1986-01-09 | Plasmainvent AG, Zug | Vakuum-plasma-beschichtungsanlage |
| JPS6199665A (ja) * | 1984-10-19 | 1986-05-17 | Showa Denko Kk | セラミツク溶射材 |
| JPS623041A (ja) * | 1985-02-09 | 1987-01-09 | Natl Inst For Res In Inorg Mater | 希土類含有アルミノけい酸塩ガラスの製造法 |
| CA1254238A (en) * | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4812422A (en) * | 1985-06-17 | 1989-03-14 | Matsushita Electric Industrial Co., Ltd. | Dielectric paste and method of manufacturing the paste |
| US4652275A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4741743A (en) * | 1985-08-19 | 1988-05-03 | Norton Company | Grinding wheel with combination of fused and sintered abrasive grits |
| CA1259080A (en) * | 1985-09-06 | 1989-09-05 | Nobuo Kimura | High density alumina zirconia ceramics and a process for production thereof |
| CA1267164A (en) * | 1985-12-13 | 1990-03-27 | Harold G. Sowman | Microcrystalline transition metal oxide spinel articles |
| US4829031A (en) * | 1986-08-01 | 1989-05-09 | Research Corporation | Method of preparing ceramic compositions at lower sintering temperatures |
| SU1455569A1 (ru) * | 1986-10-04 | 1996-07-27 | Всесоюзный научно-исследовательский институт технического и специального строительного стекла | Способ приготовления шихты |
| FR2609708B1 (fr) * | 1987-01-21 | 1989-04-28 | Fibraconsult Management Beratu | Dispositif pour la fabrication de fibres a partir d'une masse minerale fondue |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US5165981A (en) * | 1987-03-20 | 1992-11-24 | Sumitomo Electric Industries, Ltd. | Ceramic substrate and preparation of the same |
| JPS63262453A (ja) * | 1987-04-18 | 1988-10-28 | Inax Corp | 噴出溶射用のセラミツク−ガラス粒子およびその製法 |
| US5185299A (en) * | 1987-06-05 | 1993-02-09 | Minnesota Mining And Manufacturing Company | Microcrystalline alumina-based ceramic articles |
| CH675250A5 (zh) * | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US4898597A (en) * | 1988-08-25 | 1990-02-06 | Norton Company | Frit bonded abrasive wheel |
| JPH0266151A (ja) * | 1988-08-31 | 1990-03-06 | Idemitsu Kosan Co Ltd | 複合化溶射材料及びその製造方法 |
| US5011508A (en) * | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| US4898587A (en) * | 1988-11-15 | 1990-02-06 | Mera Csaba L | Intravenous line stabilizing device |
| US5009676A (en) * | 1989-04-28 | 1991-04-23 | Norton Company | Sintered sol gel alumina abrasive filaments |
| GB8918178D0 (en) * | 1989-08-09 | 1989-09-20 | Evans Philip A | Dental veneers and crowns |
| JP2639121B2 (ja) * | 1989-08-25 | 1997-08-06 | 三菱マテリアル株式会社 | 微細α―アルミナ粉末の製造方法 |
| US4997461A (en) * | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US4952389A (en) * | 1989-09-15 | 1990-08-28 | Norton Company | Alumina particles |
| US5013696A (en) * | 1989-09-25 | 1991-05-07 | General Electric Company | Preparation of high uniformity polycrystalline ceramics by presintering, hot isostatic pressing and sintering and the resulting ceramic |
| US5007943A (en) * | 1989-11-03 | 1991-04-16 | Norton Company | Sol-gel process alumina abrasive grain blends in coated abrasive material |
| US5094672A (en) * | 1990-01-16 | 1992-03-10 | Cincinnati Milacron Inc. | Vitreous bonded sol-gel abrasive grit article |
| ATE106365T1 (de) * | 1990-03-27 | 1994-06-15 | Asahi Chemical Ind | Auf aluminium basierende oxide, formkörper daraus und die herstellung derartiger oxide. |
| FI84979C (fi) * | 1990-04-06 | 1992-02-25 | Ahlstroem Oy | Filter foer separering av partiklar fraon en het gasstroem. |
| US5085671A (en) * | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5153070A (en) * | 1990-08-01 | 1992-10-06 | Corning Incorporated | Coated refractory article and method |
| US5434896A (en) * | 1990-09-04 | 1995-07-18 | Combustion Engineering, Inc. | Wear resistant coating for components of fuel assemblies and control assemblies, and method of enhancing wear resistance of fuel assembly and control assembly components using wear-resistant coating |
| JPH06104817B2 (ja) * | 1990-10-09 | 1994-12-21 | 日本研磨材工業株式会社 | アルミナ―ジルコニア系ラップ研磨材とその製造方法及び研磨用組成物 |
| US5090968A (en) * | 1991-01-08 | 1992-02-25 | Norton Company | Process for the manufacture of filamentary abrasive particles |
| US5378251A (en) * | 1991-02-06 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods of making and using same |
| US5203886A (en) * | 1991-08-12 | 1993-04-20 | Norton Company | High porosity vitrified bonded grinding wheels |
| JP3007730B2 (ja) * | 1991-09-26 | 2000-02-07 | 守 大森 | 希土類酸化物−アルミナ焼結体およびその製造方法 |
| RU2116186C1 (ru) * | 1991-12-20 | 1998-07-27 | Миннесота Майнинг Энд Мэнюфекчуринг Компани | Лента с абразивным покрытием |
| US5282875A (en) * | 1992-03-18 | 1994-02-01 | Cincinnati Milacron Inc. | High density sol-gel alumina-based abrasive vitreous bonded grinding wheel |
| US5203884A (en) * | 1992-06-04 | 1993-04-20 | Minnesota Mining And Manufacturing Company | Abrasive article having vanadium oxide incorporated therein |
| JP2711618B2 (ja) * | 1992-06-30 | 1998-02-10 | ティーディーケイ株式会社 | 誘電体組成物、多層配線基板および積層セラミックコンデンサ |
| US5201916A (en) * | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| WO1994007969A1 (en) * | 1992-09-25 | 1994-04-14 | Minnesota Mining And Manufacturing Company | Abrasive grain including rare earth oxide therein |
| JP3193492B2 (ja) * | 1992-11-30 | 2001-07-30 | オリンパス光学工業株式会社 | 屈折率分布を有したガラス体 |
| CA2115889A1 (en) * | 1993-03-18 | 1994-09-19 | David E. Broberg | Coated abrasive article having diluent particles and shaped abrasive particles |
| FI92465C (fi) * | 1993-04-14 | 1994-11-25 | Risto Tapani Lehtinen | Menetelmä endo-osteaalisten materiaalien käsittelemiseksi |
| US5605870A (en) * | 1993-05-28 | 1997-02-25 | Martinex Science, Inc. | Ceramic fibers, and methods, machines and compositions of matter for making same |
| JP3733599B2 (ja) * | 1993-08-11 | 2006-01-11 | 住友化学株式会社 | 金属酸化物粉末およびその製造方法 |
| JP3738454B2 (ja) * | 1993-08-11 | 2006-01-25 | 住友化学株式会社 | 複合金属酸化物粉末およびその製造方法 |
| US5484752A (en) * | 1993-11-12 | 1996-01-16 | Ube Industries, Ltd. | Ceramic composite material |
| US5593467A (en) * | 1993-11-12 | 1997-01-14 | Minnesota Mining And Manufacturing Company | Abrasive grain |
| AU685205B2 (en) * | 1993-12-28 | 1998-01-15 | Minnesota Mining And Manufacturing Company | Alpha alumina-based abrasive grain |
| BR9408462A (pt) * | 1993-12-28 | 1997-08-26 | Minnesota Mining & Mfg | Tipo nominal especificado de grão abrasivo e artigo abrasivo |
| US6054093A (en) * | 1994-10-19 | 2000-04-25 | Saint Gobain-Norton Industrial Ceramics Corporation | Screen printing shaped articles |
| US5721188A (en) * | 1995-01-17 | 1998-02-24 | Engelhard Corporation | Thermal spray method for adhering a catalytic material to a metallic substrate |
| JPH08298098A (ja) * | 1995-03-01 | 1996-11-12 | Toshiba Lighting & Technol Corp | セラミックス放電ランプ、点灯装置および照明装置 |
| WO1996027189A1 (en) * | 1995-03-02 | 1996-09-06 | Minnesota Mining And Manufacturing Company | Method of texturing a substrate using a structured abrasive article |
| US5725162A (en) * | 1995-04-05 | 1998-03-10 | Saint Gobain/Norton Industrial Ceramics Corporation | Firing sol-gel alumina particles |
| US5645619A (en) * | 1995-06-20 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Method of making alpha alumina-based abrasive grain containing silica and iron oxide |
| US5611829A (en) * | 1995-06-20 | 1997-03-18 | Minnesota Mining And Manufacturing Company | Alpha alumina-based abrasive grain containing silica and iron oxide |
| US6254981B1 (en) * | 1995-11-02 | 2001-07-03 | Minnesota Mining & Manufacturing Company | Fused glassy particulates obtained by flame fusion |
| US5653775A (en) * | 1996-01-26 | 1997-08-05 | Minnesota Mining And Manufacturing Company | Microwave sintering of sol-gel derived abrasive grain |
| JP3088652B2 (ja) * | 1996-02-14 | 2000-09-18 | トーカロ株式会社 | 自己補修作用を有するガラス質溶射材料被覆部材とその製造方法 |
| US5856254A (en) * | 1996-02-15 | 1999-01-05 | Vaw Silizium Gmbh | Spherical metal-oxide powder particles and process for their manufacture |
| US5738696A (en) * | 1996-07-26 | 1998-04-14 | Norton Company | Method for making high permeability grinding wheels |
| JP3113604B2 (ja) * | 1997-03-25 | 2000-12-04 | 株式会社オハラ | 負の異常分散性を有する光学ガラス |
| WO1998047830A1 (en) * | 1997-04-18 | 1998-10-29 | Minnesota Mining And Manufacturing Company | Transparent beads and their production method |
| JP3993269B2 (ja) * | 1997-04-18 | 2007-10-17 | スリーエム カンパニー | 透明ビーズおよびその製造方法 |
| US5876470A (en) * | 1997-08-01 | 1999-03-02 | Minnesota Mining And Manufacturing Company | Abrasive articles comprising a blend of abrasive particles |
| US5863308A (en) * | 1997-10-31 | 1999-01-26 | Norton Company | Low temperature bond for abrasive tools |
| US6053956A (en) * | 1998-05-19 | 2000-04-25 | 3M Innovative Properties Company | Method for making abrasive grain using impregnation and abrasive articles |
| US6362119B1 (en) * | 1999-06-09 | 2002-03-26 | Asahi Glass Company, Limited | Barium borosilicate glass and glass ceramic composition |
| JP2000355752A (ja) * | 1999-06-16 | 2000-12-26 | Nippon Steel Hardfacing Co Ltd | 可動部品の表面に適用されるセラミック溶射皮膜 |
| US6287353B1 (en) * | 1999-09-28 | 2001-09-11 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6277161B1 (en) * | 1999-09-28 | 2001-08-21 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6361414B1 (en) * | 2000-06-30 | 2002-03-26 | Lam Research Corporation | Apparatus and method for conditioning a fixed abrasive polishing pad in a chemical mechanical planarization process |
| AU2002213054A1 (en) * | 2000-10-06 | 2002-04-15 | 3M Innovative Properties Company | Ceramic aggregate particles |
| ATE462774T1 (de) * | 2000-10-16 | 2010-04-15 | 3M Innovative Properties Co | Verfahren zur herstellung von keramischen agglomeratteilchen |
| US6521004B1 (en) * | 2000-10-16 | 2003-02-18 | 3M Innovative Properties Company | Method of making an abrasive agglomerate particle |
| TWI293947B (zh) * | 2001-03-26 | 2008-03-01 | Tosoh Corp | |
| US7147544B2 (en) * | 2001-08-02 | 2006-12-12 | 3M Innovative Properties Company | Glass-ceramics |
| US6749653B2 (en) * | 2002-02-21 | 2004-06-15 | 3M Innovative Properties Company | Abrasive particles containing sintered, polycrystalline zirconia |
| US7297171B2 (en) * | 2003-09-18 | 2007-11-20 | 3M Innovative Properties Company | Methods of making ceramics comprising Al2O3, REO, ZrO2 and/or HfO2 and Nb205 and/or Ta2O5 |
| US20050105041A1 (en) * | 2003-10-02 | 2005-05-19 | Ira Lerner | Interchangeable eyewear assembly |
-
2002
- 2002-08-02 US US10/211,640 patent/US7179526B2/en not_active Expired - Fee Related
-
2003
- 2003-06-02 AU AU2003237338A patent/AU2003237338A1/en not_active Abandoned
- 2003-06-02 RU RU2005102394/02A patent/RU2332522C2/ru not_active IP Right Cessation
- 2003-06-02 CA CA002494543A patent/CA2494543A1/en not_active Abandoned
- 2003-06-02 WO PCT/US2003/017378 patent/WO2004016821A2/en active Application Filing
- 2003-06-02 BR BR0305724-0A patent/BR0305724A/pt not_active IP Right Cessation
- 2003-06-02 JP JP2004529070A patent/JP2005534814A/ja not_active Ceased
- 2003-06-02 EP EP03736803A patent/EP1525331A1/en not_active Ceased
- 2003-06-02 KR KR1020057001948A patent/KR20050039841A/ko not_active Application Discontinuation
- 2003-06-02 CN CNB038229463A patent/CN100482847C/zh not_active Expired - Fee Related
-
2005
- 2005-03-02 NO NO20051117A patent/NO20051117L/no not_active Application Discontinuation
-
2006
- 2006-12-18 US US11/612,009 patent/US20070084244A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CA2494543A1 (en) | 2004-02-26 |
| AU2003237338A1 (en) | 2004-03-03 |
| US20040023078A1 (en) | 2004-02-05 |
| RU2005102394A (ru) | 2005-07-27 |
| BR0305724A (pt) | 2004-09-08 |
| RU2332522C2 (ru) | 2008-08-27 |
| US7179526B2 (en) | 2007-02-20 |
| KR20050039841A (ko) | 2005-04-29 |
| CN1688735A (zh) | 2005-10-26 |
| NO20051117L (no) | 2005-04-29 |
| JP2005534814A (ja) | 2005-11-17 |
| EP1525331A1 (en) | 2005-04-27 |
| WO2004016821A2 (en) | 2004-02-26 |
| US20070084244A1 (en) | 2007-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100482847C (zh) | 无定形材料的制备方法及由该方法形成的材料 | |
| EP1590302B1 (en) | Methods for making alumina-silica glasses and ceramics | |
| CN1993442B (zh) | 陶瓷及其制造和使用方法 | |
| CN100453486C (zh) | 磨粒及其制备和使用方法 | |
| US7811496B2 (en) | Methods of making ceramic particles | |
| US7197896B2 (en) | Methods of making Al2O3-SiO2 ceramics | |
| US20050137078A1 (en) | Alumina-yttria particles and methods of making the same | |
| US20050060948A1 (en) | Methods of making ceramics comprising Al2O3, REO, ZrO2 and/or HfO2 and Nb2O5 and/or Ta2O5 | |
| KR20060136402A (ko) | 알루미나-이트리아 입자 및 그의 제조 방법 | |
| KR20050026558A (ko) | 용융 방사를 통한 비정질 및 세라믹 재료의 제조방법 | |
| WO2004071980A2 (en) | Ceramics and methods of making the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090429 Termination date: 20120602 |