CN100443647C - 嵌花织物的针织方法 - Google Patents
嵌花织物的针织方法 Download PDFInfo
- Publication number
- CN100443647C CN100443647C CNB02823426XA CN02823426A CN100443647C CN 100443647 C CN100443647 C CN 100443647C CN B02823426X A CNB02823426X A CN B02823426XA CN 02823426 A CN02823426 A CN 02823426A CN 100443647 C CN100443647 C CN 100443647C
- Authority
- CN
- China
- Prior art keywords
- knitting
- needle
- bar
- pin
- line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/12—Patterned fabrics or articles characterised by thread material
- D04B1/126—Patterned fabrics or articles characterised by thread material with colour pattern, e.g. intarsia fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B7/00—Flat-bed knitting machines with independently-movable needles
- D04B7/24—Flat-bed knitting machines with independently-movable needles for producing patterned fabrics
- D04B7/26—Flat-bed knitting machines with independently-movable needles for producing patterned fabrics with colour patterns
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/033—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process
- D10B2403/0333—Three dimensional fabric, e.g. forming or comprising cavities in or protrusions from the basic planar configuration, or deviations from the cylindrical shape as generally imposed by the fabric forming process with tubular portions of variable diameter or distinct axial orientation
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Machines (AREA)
- Knitting Of Fabric (AREA)
Abstract
本发明提供了嵌花织物的针织方法,用四针床横机针织嵌花等圆筒形织物时,既不会产生粘线等也不需要分步针织,生产性能良好,在这种横机中,进行嵌花针织前后,具有给针从供线部件提供织线的位置进行变化的嵌花针织用功能;从保持嵌花(3、8)最后线圈的针(K)延伸到供线部件供线口(10)的织线(11),在被勾拉到针(K)所属的针床的上位侧的针床上的空针上的状态下,针织与织有该嵌花(3、8)的织片对峙的织片。
Description
技术领域
本发明涉及用四针床横机以无缝制圆筒形织物方式针织毛衣等针织衣物类时插入嵌花的嵌花织物针织方法。
背景技术
现有技术中,用横机针织的典型针织物是如图5所示的周知的嵌花针织物。图5(a)表示毛衣的实施例,前身片2的一部分针织有菱形嵌花织片3,而其它部分针织成背景织片4。另外,该毛衣1能够无缝制地制做,与前身片2对峙的后身片也与前身片并行针织,两端部连结形成圆筒形针织物。前身片2和后身片的下部针织成所谓下摆罗纹(裾ゴム)的罗纹织片5。图5(b)所示的实施例中,在毛衣6前身片7的一部分针织有直条状嵌花织片8,而其它部分织成背景织片9。
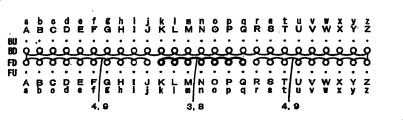
图6表示在四针床横机针织含有图5所示嵌花织片3、8的圆筒形针织物时的针床(针立て)。本申请人的专利申请文件日本特公平1-57173号(=美国专利第4905483号)公开了四针床横机的基本结构和使用其针织圆筒形针织物的方法,并已公知。前身片的下摆罗纹5使用前下部针床(以下称作针床FD)的针和后上部针床(以下称为针床BU)的针进行针织,后身片的下摆罗纹使用后下部针床(以下称作针床BD)的针和前上部针床(以下称作针床FU)的针进行针织。
前身片下摆罗纹5的线圈横列(コ一ス)进行针织时,针床FU的针所针织的后身片下摆罗纹的反面线圈由整个针床BD的针移动保持。与此相对,后身片下摆罗纹5的线圈横列进行针织时,针床BU的针所针织的前身片的下摆罗纹的反面线圈由针床FD的针移动保持。即,针织前侧织片时,后侧织片附属在针床BD的针上,相反,针织后侧织片时,前侧织片附属在针床FD的针上,使前侧织片和后侧织片前后重合状进行针织。从而形成这种圆筒形身片中的下摆罗纹5。因连接在下摆罗纹5的身片用平针线圈组织针织,所以不需要移换上述线圈,使用针床FD的针织前身片,使用针床BD的针织后身片。身片中插入凸凹(リンクス)花纹或附加花纹等组织的话,采用与下摆罗纹5的针织相同方式,使用与反面线圈对置的上部针床的针,移换线圈进行针织。
嵌花3、8使用与针织背景织片4、9所用导纱线器(ヤ一ンキヤリア)(以下简称导线器(キヤリア))等供线部件不同供线部件进行针织。前身片2及后身片7使用按字母顺序由大写字母所示的下部针床的针A、B、C……分别进行针织。小写字母所示的针a、b、c表示上部针床的针。图中嵌花3、8的针织线用粗线表示,背景织片4、9的针织线用细线表示。
在针床的上方悬架着未图示的多条线道轨,沿着线道轨能自由滑动多个导线器,利用设置在三角座滑架(キヤリツジ)上的三角(カム)使织线排成行,该三角座滑架在针床上往复扫描,就能把织线从导线器的供线口供应给针床的任意针。由各针织线圈横列针织嵌花部3、8所使用的导线器在由后一线圈横列针织嵌花织片3、8时再次使用,所以,导线器在嵌花织片3、8和背景织片4、9的边界附近停止。即,在夹持边界部的邻接织片针织中使用不同的导线器。因此,在嵌花织片3、8和背景织片4、9的边界部附近,多个导线器交错,导线器供线口之间相互干扰,用于针织作动的针端撞击到休止状态的导线器,在从嵌花织片3、8的最后线圈开始延伸到休止状态的导线器供线口的针织线中,因邻接嵌花织片3、8的背景织片4、9针织时针端牵引,恐怕会产生粘线的问题。
在针织嵌花时,要考虑嵌花针织用导线器会在行走方向的前后使导线器的供线口摆动变位。例如,本申请人在日本特公昭61-51061号公报中公开的导线器及使用其进行嵌花针织的方法,能使导线器的供线口摆动变位,在休止状态使最后线圈的针织线呈基本垂直向上方延伸状态。如果使用能变化供线口位置的导线器,在用具有多个三角系统的三角座滑架针织1组线圈横列时,能插入多个嵌花。另外,日本特公昭61-23300号公报中公开的现有技术,把具有导引针织线口的下端部突出到针间间隙内,能避免上下方向变位的导线器相互间的干扰。
本申请人先前提出的特开平10-1852号公报中,涉及以圆筒形织物方式针织毛衣等针织物时插入嵌花的嵌花织物针织方法。在该公报中公开了两种在前侧织片设计有嵌花的圆筒形织物的针织方法。在同一公报中图2所示的第一种实施方式中,在后侧针床处的后身片中没有嵌花,在织后身片时,就在前身片的嵌花边界部每次使各个导线器反转移动,因分步针织后身片,能防止导线器之间的干涉和无意中的粘线。即,在针织与嵌花对峙的背景部分的线圈横列时,a:在嵌花范围内移动嵌花用导线器,摆回(蹴り返し)后在到达嵌花正前方前针织背景部分;b:在嵌花范围外移动嵌花用及背景用的导线器,摆回后针织剩余的背景部分。另外,在同一公报的图3所示的第2种实施方式中,后身片针织时,前身片嵌花针织所用的导线器后退到织物整体宽度以外,能防止导线器相互干涉和粘线。
在特开平10-1852号公报公开的第一种实施方式中,后身片针织时进行折返针织。如该公报第[0011]段中记载的内容所示,折返针织中导线器反转移动使部分线圈交缠,存在影响织物美观的问题。针对该问题,虽对反转位置的针所形成的线圈密度可以粗略处理,但其调整难,比较麻烦。并且,由于不是一下子针织后身片而必须分部针织,所以生产率低。在第二种实施方式中虽不必进行拆返,如该公报第[0012]段记载所示,必须把针织线直接从上方供给供线部件,限定取线方式,不能多选色数。
如果采用特公昭61-51061号公报公开的嵌花针织用导线器,虽然能缓解色数和取线方式的限制且不必拆返针织,嵌花边界部也不需要调整线圈密度,但是,明显不一定能消除圆筒形针织片针织中产生的上述粘线问题。其理由在于即使使用供线口变位的导线器,也不一定能在嵌花边界部完全把握导线器停止位置的精度。
例如,图7表示形成嵌花的最后线圈时导线器供线口10在针床FD上的针K上休止的状态。另外,在图7中容易理解,上部针床的针和下部针床的针明显表示有相位偏差,但在实际针织机中各针床上装载的上下针在针床纵向中装载在各自的同一相位上。针K、L、M用织线11形成嵌花的新线圈,旧线圈14脱圈。例如,如果导线器的供线口10的停止位置在A范围内,从针床FD的针K延伸到供线口10的针织线11由针床BD的针牵引,不会产生粘线。在供线口10和针K之间因存在高低差位,A范围扩展到稍越过针床BD的针J的位置。因此,按停止精度关系时常使供线口10停止在A范围内是困难的。利用设置在三角座滑架上的串行销串行移动式导线器,一旦脱离了与转换销的固定配合,导线器就会在线道轨中途停止。在导线器和线道轨之间,要求下述两方面兼容困难,即在三角座滑架上串行时以易于移动的方式变小滑动阻力,而在三角座滑架上不串行时难以移动。虽然为减小滑动阻力可涂布润滑油等,且为提高制动性可利用磁铁的吸引力等,但都很难提高导线器停止装置的停止精度。所以,不能让供线口10停留在难产生粘线的范围A内,而会停止在范围A外等,容易发生粘线。
发明内容
本发明的目的在于提供一种嵌花织物的针织方法,即使使用四针床横机针织嵌花等圆筒形针织物,也能防止无意中的粘线发生,并且不需要进行上述折返针织,生产性也良好。
本发明中,提供一种嵌花织物的针织方法,其中使用四针床横机,该横机具有前后成对配置的下部针床和在该下部针床的各个上位设置的上部针床;在针织前侧织片时使后侧织片附属在后下部针床的针上,与此相对,在针织后侧织片时使前侧织片附属在前下部针床的针上,在前后侧织片重合状态下使两侧端打结而成的圆筒形织物沿针床的纵向运行,同时多次使用供线部件插入嵌花进行针织,该供线部件向针供给从供线口吐出的织线;其特征在于,该横机具有在嵌花针织前后对从供线部件向针提供织线的位置加以改变的嵌花针织功能;从保持嵌花的最后线圈的下部针床的针延伸到供线部件供线口的织线,由该针所属的针床侧的上部针床的针勾拉,在使该织线远离对峙针床的针的状态下,针织与织入该嵌花的织片相对峙的织片。如果采用这种方式,在嵌花针织使用着的嵌花边界部附近,针织与该嵌花织入的织片对峙的织片时,从休止导线器的供线口延伸到保持嵌花最后线圈的针的织线,由保持嵌花最后线圈的针所属针床上位侧的针床上的空针勾拉。因此,由于从嵌花最后线圈延伸到供线口的织线向远离对峙针床针的位置退避,即使为形成线圈而进退操作用于针织对峙针床上织片的针,也能防止误粘入嵌花的织线,所以,不必象现有技术那样因嵌花边界附近分步针织而进行折返针织,能提高织物质量,降低制造成本。
勾拉前述织线的上部针床的针优选使用保持最后线圈的下部针床针正上方的或与该正上方的针相邻的针。如果采用这种方式,能把保持最后线圈的针留在织线延伸范围附近,完全能防止粘线。
优选使用各有数组相对各针床的针进行针织动作的三角的三角座滑架,在针织与织入前述嵌花的织片对峙的织片时,交互地把对从保持前述嵌花最后线圈的针延伸到供线部件供线口的织线勾拉到空针上和使被勾拉的织线脱离。例如,利用先行侧的三角,把从保持嵌花最后线圈的下部针床的针延伸到供线部件供线口的织线,勾拉到同侧上部针床的空针上而使织线后退后,随后,利用后行侧的三角,对与嵌花织入的织片对峙的织片进行针织。并且,这种勾拉织线从针上的脱离是由于利用先行三角把与嵌花织入的织片对峙的织片织成后,再利用后行侧的三角进退操作勾拉有织线的针的缘故,所以,能提高织物针织的生产率。
附图说明
图1表示本发明实施例中织成具有嵌花的圆筒形织物的前身片;
图2表示连接图1所示织成具有嵌花的圆筒形织物的后身片;
图3是表示图1所示三角座滑架移动的第3组线圈横列中由前上部针床的针勾拉着织线状态的部分平面图;
图4是图2的右侧视图;
图5表示具有嵌花的圆筒形织物的外观;
图6表示用四针床横机针织图4所示圆筒形织物时针的使用状态;
图7是表示使用导线器而不产生粘线范围的部分平面图。
具体实施方式
下面,参照附图说明本发明的最佳实施例。
图1和图2表示用四针床横机针织具有图5所示嵌花毛衣圆筒形织物身片时的针织图。为了便于说明,减少了身片各部分针织使用的针数。字母顺序中的大写字母表示下部针床的针,小写字母表示上部针床的针。连接下摆罗纹5的前身片和后身片用平织组织针织,前身片使用针床FD的针A、B、C、D……针织,后身片使用针床BD的针A、B、C、D……针织。作为嵌花以图5(b)所示的纵条为例。
作为三角座滑架使用能使各针床上有两组三角起作用的三角座滑架。在三角座滑架向一方移动时,以先行侧的三角为L侧,后行侧的三角为T侧。在三角座滑架向另一方移动时,先行和后行侧互换。导线器使用如特公昭61-51061号公报公开的摆动型导线器。在本实施方式中,作为线圈横列1-6以所示的6组线圈横列在三角座滑架上的移动为一个循环,能够针织圆筒形织物的2组线圈横列部分。另外,在针床上装着多个针。
三角座滑架移动第1组线圈横列中,三角座滑架从左端移动到右端中途,使用L侧三角由针K、L……P、Q织前身片嵌花部分,使用T侧三角针在各针床FD处由针A、B……I、J织背景的左侧部分。针织嵌花部分的织线左端在背景左侧部分右端的针J上集圈打结。从而织成嵌花和背景左侧部分的1组线圈横列。
三角座滑架的移动的第2组线圈横列中,三角座滑架从右中途移动到左端,使用L侧的三角由针Q、P……L、K织前身片中的嵌花部分,使用T侧三角由针J、I……B、A织背景的左侧部分。针织嵌花部分的织线右端在背景右侧部分左端的针R上集圈打结。针织背景左侧部分的织线右端在嵌花部分左端的针K上集圈打结。从而织成嵌花和背景左侧部分的第2组线圈横列。
在第3组线圈横列中,三角座滑架向右移动,L侧的三角使导线器移动到针K的右侧,同时由L侧的三角把从嵌花左端针K延伸到导线器供线口的织线勾拉到针床FU的空针k上,给T侧针床BD的针A、B……Y、Z供线针织后身片。针床FU的空针k勾拉上织线后,从齿口大幅度后退使延伸向导线器供线口的织线部分远离齿口。这个动作加大了成圈三角的拉引量,或者能由三角座滑架上设置的后退三角强制拉针,从而能更确切地防止形成后身片线圈的针针织嵌花部分所使用的导线器织线无意粘结。利用T侧的三角针织后身片时,后针床FD上成为嵌花左端且来自针K的织线,经针床FU的针k延伸到导线器供线口。因此,即使导线器的停止位置精度有偏差,也难以产生无意粘线。所以针织成后身片的背景的第1组线圈横列。
在三角座滑架移动的第4组线圈横列中,三角座滑架从右端移动到左边的途中,使用T侧的三角由针床FD的针Z、Y……S、R针织前身片的背景右侧部分。在三角座滑架移动第5组线圈横列中,使三角座滑架从左边的途中移动到右端,使用T侧的三角由针R、S……Y、Z针织前身片的右侧部分。针织前身片背景右侧部分的织线左端,在嵌花右端的针Q上集圈打结。所以,针织成前身片背景右侧部分的第1组线圈横列和第2组线圈横列。
在三角座滑架移动的第6组线圈横列中,使三角座滑架从右向左端移动,使用L侧的三角由针Z、Y……B、A针织后身片背景,同时,在T侧使导线器移动到针k的左侧,T侧的三角使针床FU的针k进退,被勾拉的织线脱离针。所以,后身片背景的第2组线圈横列织成后,勾拉到针床FU的针k上的织线脱离针。
图3和图4是说明针织后身片时嵌花织线没有织入针床BD针上的状态。另外,图3与先前图6一样,表示上部针床的针和下部针床的针相位稍有偏移。如图3所示,图1的三角座滑架移动的第3组线圈横列中,如点划线所示,在针床FD处,从针织嵌花的左端针K延伸到导线器供线口10的织线11随导线器的摆动而连动,如实线所示,勾拉到针床FU的空针k上,使该空针k大幅度后退。如图4所示,即使针床BD侧的针在假想线所示的齿口进出,从针床FU的针k延伸到供线口10的织线11也难以被勾拉。如果点划线所示从针床FD的针K到供线口10的织线延伸,易于由从针床BD的齿口进出的针拉引。相反,本实施方式中能防止粘线的发生。反复进行上述三角座滑架上线圈横列1-6的针织,就能形成圆筒形织物上的嵌花织片。
变型例
在上述针织中,第3组线圈横列处三角座滑架向右回摆,L侧的三角使导线器移动到针K的右侧,同时把从嵌花左端的针K延伸到导线器供线口的织线勾拉到针床FU的空针k上,在三角座滑架移动第6组线圈横列时,T侧的三角使导线器回摆到针k的左侧,使针床FU的针k进退而使勾拉的织线脱离针。不过,替换成以下的针织也能实施本发明。
即,在三角座滑架移动的第2组线圈横列中,使三角座滑架从右向左移动,使用L侧的三角由针床FD的针Q、P……L、K针织前身片中的嵌花部分,同时使织线勾拉到针床FU的空针j上。勾拉该织线的针床FU的针针织随后嵌花部分,在针织的该嵌花部分的第7组线圈横列中,由至少在集圈打结的针床FD的针J正上方或在其外侧接近针J的针进针织。并且,使用T侧的三角由针J、I……B、A针织背景左侧部分。另外,在该线圈横列中把嵌花部分和背景部分打结的集圈与上述实施例相同,相对针R、针L进行。
续接第3-5组线圈横列进行与上述实施例相同的针织后,在三角座滑架移动的第6组线圈横列中,使三角座滑架从右边移动到左端,使用L侧的三角由针Z、Y……B、A针织后身片的背景,同时,T侧三角使针床FU的针j进退,织线脱离针j。并且在第7组线圈横列中进行与上述实施例相同的针织。在该方法中,象上述实施例那样,针织嵌花部分的导线器左右移动,把织线勾拉到针床FU的空针上,可以省略随后所谓织线脱针的导线器回摆动作。并且,由针床FU的针对第2组线圈横列中织线进行勾拉以及由针床FU的针对第7组线圈横列中的织线进行集圈打结而使用不同位相的针进行的话,例如分别使用针i和针J的话,在第6组线圈横列中不脱线而第7组线圈横列中由L侧的三角进行嵌花部分针织时,也能同时进行脱线和集圈。
嵌花如菱形花纹横向并列的话,多个导线器接近休止。这时即使导线器间隙小也会分离,选择进行勾拉的空针。
本发明中所谓的圆筒形织物,不仅包括由上述前身片和后身片在针织宽向的两端连结而成的完整圆筒形织物,还包括开衿等部分分离状针织的织物,所以,这种分离形的圆筒形织物也适用于本发明,能更高效地针织嵌花织物。
如图5(a)所示的菱形花纹的嵌花织片3等一样,嵌花的花纹宽度即使逐渐增加或逐渐减少,也能进行嵌花针织。在前身片中针织宽度急剧变化的嵌花的话,采用上述方法先织前身片后,再在这种状态下针织后身片,在下一线圈横列前的线圈横列开始点之前,也可以边集圈边针织。
另外,作为设置有开衿钮孔的织片,图5(b)中嵌花8所示带状区域也可替换成比织物其它部分织线强度更强的织线等进行针织。这种针织区域因使用与织物其它部分所用导线器不同的导线器进行针织,所以,必须要在边界部处使导线器休止,并且,在针织对峙的织片时必须要防止粘线。另外,即使作为圆筒形织物的变形,在与袋等部分织片对峙的情况下,所涉及的该部分也能适用本发明。所以,所谓适用本发明对象的嵌花不仅包括作为装饰用的织物领域,而且包括不用织线进行针织的区域边界使导线器休止而必须针织对峙织片的情况。另外,圆筒形织物后侧织片有嵌花而针织前侧织片的情况以及两侧织片都有嵌花的情况下,同样也适用本发明。
在以上说明中,作为嵌花针织用的功能说明了使用能让导线器供线口摆动变位的摆动式导线器的实施例,不过,如果给导线器的供线口赋予上下移动和左右移动的功能,同样也能实施本发明。例如,日本专利第2903152号公报(=美国专利第6047570号)记载的技术,在线道轨上架设导线器回摆用钢带,在由发动机左右驱动的横机上组合上有能上下移动的导线器等的话,也能适用本发明等,不言而喻,在不脱离本发明宗旨的范围内都可以实施本发明。
Claims (3)
1.一种嵌花织物的针织方法,其中使用四针床横机,该横机具有前后成对配置的下部针床和在该下部针床的各个上位设置的上部针床;在针织前侧织片时使后侧织片附属在后下部针床的针上,与此相对,在针织后侧织片时使前侧织片附属在前下部针床的针上,在前后侧织片重合状态下使两侧端打结而成的圆筒形织物沿针床的纵向运行,同时多次使用供线部件插入嵌花进行针织,该供线部件向针供给从供线口吐出的织线;其特征在于,该横机具有在嵌花针织前后对从供线部件向针提供织线的位置加以改变的嵌花针织功能;从保持嵌花的最后线圈的下部针床的针延伸到供线部件供线口的织线,由该针所属的针床侧的上部针床的针勾拉,在使该织线远离对峙针床的针的状态下,针织与织入该嵌花的织片相对峙的织片。
2.根据权利要求1记载的嵌花织物的针织方法,其特征在于,勾拉前述织线的上部针床的针,是保持最后线圈的下部针床的针的正上方的针或与所述正上方的针相邻的针。
3.根据权利要求1或2记载的嵌花织物的针织方法,其特征在于,使用各有数组相对各针床的针进行针织动作的三角的三角座滑架,在针织与织入前述嵌花的织片对峙的织片时,交互地把时从保持前述嵌花最后线圈的针延伸到供线部件的供线口的织线勾拉到空针上和使被勾拉的织线脱离。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP359741/2001 | 2001-11-26 | ||
| JP2001359741 | 2001-11-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1592802A CN1592802A (zh) | 2005-03-09 |
| CN100443647C true CN100443647C (zh) | 2008-12-17 |
Family
ID=19170694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB02823426XA Expired - Fee Related CN100443647C (zh) | 2001-11-26 | 2002-11-22 | 嵌花织物的针织方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6966202B2 (zh) |
| EP (1) | EP1462555B1 (zh) |
| JP (1) | JP3968081B2 (zh) |
| KR (1) | KR100833520B1 (zh) |
| CN (1) | CN100443647C (zh) |
| AU (1) | AU2002354061A1 (zh) |
| DE (1) | DE60228494D1 (zh) |
| WO (1) | WO2003046267A1 (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4002870B2 (ja) * | 2003-08-08 | 2007-11-07 | 株式会社島精機製作所 | ストライプ柄を具える筒状編地の編成方法およびストライプ柄を具える筒状編地 |
| JP4163130B2 (ja) * | 2004-02-17 | 2008-10-08 | 株式会社島精機製作所 | インターシャ柄の編成方法と編地、ニットデザイン装置、及び編成プログラム |
| EP1724385B1 (de) * | 2005-05-21 | 2016-05-18 | H. Stoll AG & Co. KG | Verfahren zur herstellung von gestricken auf einer flachstrickmaschine |
| DE202006005898U1 (de) * | 2006-04-05 | 2007-08-16 | Strickmanufaktur Zella Gmbh | Oberbekleidungsstück, nämlich Schießjacke für Sportschützen |
| JP5010588B2 (ja) * | 2006-05-17 | 2012-08-29 | 株式会社島精機製作所 | インターシャ柄編地の編成方法および横編機 |
| JP4891833B2 (ja) * | 2007-04-27 | 2012-03-07 | 株式会社島精機製作所 | 筒状編地の編成方法および筒状編地 |
| JP5757751B2 (ja) * | 2011-02-28 | 2015-07-29 | 株式会社島精機製作所 | ニットデザイン装置 |
| DE102011113538B3 (de) * | 2011-09-15 | 2012-08-16 | H. Stoll Gmbh & Co. Kg | Verfahren zur Herstellung eines Gestricks mit Intarsiamuster und Zierstichen |
| CN102747520A (zh) * | 2012-07-24 | 2012-10-24 | 宁波慈星股份有限公司 | 一种横编机挑孔的编织方法 |
| CN102776687B (zh) * | 2012-07-27 | 2013-10-23 | 宁波慈星股份有限公司 | 一种带有四平针的5×5绞花编织方法 |
| CN103668734B (zh) * | 2012-08-31 | 2016-06-01 | 北京大豪科技股份有限公司 | 嵌花编织方法及系统 |
| US20160165970A1 (en) * | 2013-07-25 | 2016-06-16 | Drexel University | Knitted electrochemical capacitors and heated fabrics |
| US20150315728A1 (en) * | 2015-07-13 | 2015-11-05 | Sung-Yun Yang | Process of manufacturing fabrics having jacquard and terry patterns |
| WO2018193135A1 (de) * | 2017-04-21 | 2018-10-25 | Pilz Gmbh & Co. Kg | Formgestrick und verwendung eines formgestricks |
| EP3856963A1 (en) * | 2018-09-26 | 2021-08-04 | SANTONI S.p.A. | A process for manufacturing a tubular intarsia knitted item by means of a circular weft knitting machine |
| CN114990777A (zh) * | 2022-05-24 | 2022-09-02 | 信泰(福建)科技有限公司 | 一种使用隐形嵌花工艺的针织鞋面 |
| CN115287816B (zh) * | 2022-09-21 | 2024-06-14 | 福建屹立智能化科技有限公司 | 一种三针床经编机及其编织物 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6123300A (ja) * | 1984-06-29 | 1986-01-31 | シーメンス、アクチエンゲゼルシヤフト | 信号変換器 |
| JPS6151061B2 (zh) * | 1980-04-01 | 1986-11-07 | Shima Idea Center Co Ltd | |
| US4905483A (en) * | 1987-09-04 | 1990-03-06 | Shima Seiki Mfg. Ltd. | Flat knitting machine |
| JPH101852A (ja) * | 1996-06-12 | 1998-01-06 | Shima Seiki Mfg Ltd | インターシャ部を有する筒状編地の編成方法 |
| US5819558A (en) * | 1995-07-17 | 1998-10-13 | Tsudakoma Kogyo Kabushiki Kaisha | Method of lowering the yarn height for knitting single knit fabric |
| US6047570A (en) * | 1997-04-15 | 2000-04-11 | Shima Seiki Manufacturing, Ltd. | Yarn feeding system for a flat knitting machine releasibly engaged with reciprocating shifting members |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5771463A (en) | 1980-10-22 | 1982-05-04 | Kouseishiya Kk | Yarn guide apparatus in traverse type knitting machine |
| DE3813504A1 (de) * | 1988-04-22 | 1989-11-02 | Stoll & Co H | Verfahren zum herstellen von intarsien-gestrickstuecken und flachstrickmaschine zur durchfuehrung des verfahrens |
| US4905453A (en) * | 1988-07-21 | 1990-03-06 | Siebring Barton G | Method and apparatus for manufacturing nested polyethylene bags |
| JP2568135B2 (ja) * | 1990-10-12 | 1996-12-25 | 株式会社島精機製作所 | 筒状編地の切込部分の編成方法 |
| JP3498270B2 (ja) * | 1994-04-28 | 2004-02-16 | 株式会社島精機製作所 | 横編機における糸案内方法及び装置 |
| JPH09217254A (ja) * | 1996-02-13 | 1997-08-19 | Tsudakoma Corp | 渡り糸止め部の形成方法 |
| WO2002097178A1 (fr) | 2001-05-25 | 2002-12-05 | Shima Seiki Manufacturing Limited | Procede de tricotage d'un motif intersia sur un tissu de tricotage et dispositif de production de programme de tricotage a cet effet |
-
2002
- 2002-11-22 JP JP2003547691A patent/JP3968081B2/ja not_active Expired - Fee Related
- 2002-11-22 DE DE60228494T patent/DE60228494D1/de not_active Expired - Lifetime
- 2002-11-22 WO PCT/JP2002/012247 patent/WO2003046267A1/ja active IP Right Grant
- 2002-11-22 US US10/496,689 patent/US6966202B2/en not_active Expired - Fee Related
- 2002-11-22 CN CNB02823426XA patent/CN100443647C/zh not_active Expired - Fee Related
- 2002-11-22 AU AU2002354061A patent/AU2002354061A1/en not_active Abandoned
- 2002-11-22 KR KR1020047006915A patent/KR100833520B1/ko not_active IP Right Cessation
- 2002-11-22 EP EP02785946A patent/EP1462555B1/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6151061B2 (zh) * | 1980-04-01 | 1986-11-07 | Shima Idea Center Co Ltd | |
| JPS6123300A (ja) * | 1984-06-29 | 1986-01-31 | シーメンス、アクチエンゲゼルシヤフト | 信号変換器 |
| US4905483A (en) * | 1987-09-04 | 1990-03-06 | Shima Seiki Mfg. Ltd. | Flat knitting machine |
| US5819558A (en) * | 1995-07-17 | 1998-10-13 | Tsudakoma Kogyo Kabushiki Kaisha | Method of lowering the yarn height for knitting single knit fabric |
| JPH101852A (ja) * | 1996-06-12 | 1998-01-06 | Shima Seiki Mfg Ltd | インターシャ部を有する筒状編地の編成方法 |
| US6047570A (en) * | 1997-04-15 | 2000-04-11 | Shima Seiki Manufacturing, Ltd. | Yarn feeding system for a flat knitting machine releasibly engaged with reciprocating shifting members |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1592802A (zh) | 2005-03-09 |
| AU2002354061A1 (en) | 2003-06-10 |
| JP3968081B2 (ja) | 2007-08-29 |
| KR100833520B1 (ko) | 2008-05-29 |
| US20050016220A1 (en) | 2005-01-27 |
| EP1462555B1 (en) | 2008-08-20 |
| JPWO2003046267A1 (ja) | 2005-04-07 |
| US6966202B2 (en) | 2005-11-22 |
| KR20040066806A (ko) | 2004-07-27 |
| DE60228494D1 (zh) | 2008-10-02 |
| EP1462555A4 (en) | 2006-05-24 |
| WO2003046267A1 (fr) | 2003-06-05 |
| EP1462555A1 (en) | 2004-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100443647C (zh) | 嵌花织物的针织方法 | |
| CN1323205C (zh) | 嵌花图案针织物的针织方法及其针织程序生成装置 | |
| CN100503923C (zh) | 通过添纱制造阔罗纹组织的编织方法 | |
| CN101395313B (zh) | 筒状针织物的编织方法和筒状针织物 | |
| CN101263251B (zh) | 具有衣领的针织品的编织方法 | |
| RU2091524C1 (ru) | Трубчатое вязаное изделие | |
| EP2565308B1 (en) | Joining method of neighboring knitted fabric pieces, and knitted fabric | |
| CN102264962B (zh) | 针织纱的防脱散方法及针织物 | |
| EP2226417A1 (en) | Fabric knitting method, and fabric | |
| KR101498443B1 (ko) | 편성포의 편성방법 | |
| CN100554550C (zh) | 用横机编织的针织衣物及其编织方法 | |
| CN102086560B (zh) | 针织物的编织方法和针织物 | |
| CN103031660B (zh) | 针织物的编织方法 | |
| CN1313663C (zh) | 由横机进行的针织品的领部针织方法及其针织品 | |
| US7225646B2 (en) | Method of knitting knitwear with raglan sleeves and knitwear with raglan sleeves | |
| CN114541016B (zh) | 一种全成型正反针结构起底编织方法及针织物 | |
| EP2180093B1 (en) | Cylindrical fabric knitting method | |
| CN102292486B (zh) | 具有领口部的筒状针织物的编织方法、及具有领口部的筒状针织物 | |
| CN102995267B (zh) | 针织物的接合方法及针织物 | |
| CN102264963B (zh) | 内放针方法及针织物 | |
| EP2392708B1 (en) | Method for knitting knitwear with collar having v-neck point and knitted fabric | |
| KR20210063957A (ko) | 니트 웨어의 효율적인 넥 라인 형성을 위한 편성방법 | |
| CN102140725A (zh) | 添纱编织方法 | |
| CN102373563A (zh) | 邻接的编织部的接合方法及编织物 | |
| CN214458635U (zh) | 横织机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20081217 Termination date: 20171122 |