WO2024024713A1 - 電池用包装材 - Google Patents
電池用包装材 Download PDFInfo
- Publication number
- WO2024024713A1 WO2024024713A1 PCT/JP2023/026963 JP2023026963W WO2024024713A1 WO 2024024713 A1 WO2024024713 A1 WO 2024024713A1 JP 2023026963 W JP2023026963 W JP 2023026963W WO 2024024713 A1 WO2024024713 A1 WO 2024024713A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acrylate
- layer
- packaging material
- battery
- meth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
- H01M50/129—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers with two or more layers of only organic material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/14—Polyurethanes having carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/1245—Primary casings; Jackets or wrappings characterised by the material having a layered structure characterised by the external coating on the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
- H01M50/133—Thickness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/169—Lids or covers characterised by the methods of assembling casings with lids by welding, brazing or soldering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/171—Lids or covers characterised by the methods of assembling casings with lids using adhesives or sealing agents
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/193—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/233—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions
- H01M50/24—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions adapted for protecting batteries from their environment, e.g. from corrosion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to a battery packaging material suitable for use as a case for, for example, secondary batteries for vehicles, stationary types, notebook computers, mobile phones, and cameras, especially small portable lithium ion secondary batteries, and the like. Regarding related technology.
- Energy storage devices such as lithium-ion secondary batteries
- laminate-type packaging materials such as cans and cases, and metal foil such as aluminum with resin layers attached to both sides. This makes it possible to make it even thinner and lighter.
- Laminated type battery packaging material is made by pasting a resin film for the heat-resistant resin layer, which will become the outer surface of the case, with adhesive on one side of the metal foil, and pasting a resin film for the sealant layer on the other side with adhesive.
- Various adhesives are known and used.
- the battery packaging material described in Patent Document 1 has improved productivity because the adhesive is cured in a short time by electron beam irradiation.
- the battery packaging material has a problem in that delamination (separation) tends to occur between the metal foil and the heat-resistant resin layer that forms the outer surface of the case when deep molding is performed when producing the battery case. Additionally, delamination easily occurs between the metal foil and the heat-resistant resin layer when heat-sealing the battery case or when the battery is used in harsh conditions such as high temperature and humidity. .
- the present invention aims to improve the adhesive strength at high temperatures in a battery packaging material using an electron beam curing adhesive that hardens in a short time.
- the present invention has the configurations described in [1] to [7] below.
- a battery packaging material in which a heat-resistant resin layer is bonded to one surface of a barrier layer via a first adhesive layer, and a sealant layer is bonded to the other surface of the barrier layer via a second adhesive layer.
- a battery packaging material comprising an adhesive composition.
- the adhesive composition includes two or more types of polyester polyurethane acrylates (A) having different glass transition temperatures, and the glass transition temperature of at least one polyester polyurethane acrylate (A) is 40°C or less.
- the adhesive composition further contains an epoxy resin (C), an alkoxysilyl group-containing radically polymerizable compound (D), a phosphoric acid group-containing (meth)acrylate (E), and a photocationic polymerization initiator (F).
- the battery packaging material according to item 1 or 2 above, containing at least one of these.
- the adhesive composition further contains 1% to 10% by mass of an epoxy resin (C), 0.1% to 5% by mass of an alkoxysilyl group-containing radically polymerizable compound (D), 0.
- the above item 1 or 2 contains at least one of 1% by mass to 5% by mass of phosphoric acid group-containing (meth)acrylate (E) and 0.1% by mass to 5% by mass of photocationic polymerization initiator (F).
- Packaging material for batteries as described.
- a battery case characterized by:
- a secondary battery characterized in that a battery element is housed in the battery element chamber of the battery case described in the preceding item 6.
- the first adhesive layer for bonding the barrier layer and the heat-resistant resin layer includes polyester polyurethane acrylate (A) and a (meth)acrylate monomer (B) having an isobornyl group. Since it is composed of an adhesive composition blended in a ratio of Therefore, delamination between the barrier layer and the heat-resistant resin layer is prevented during heat sealing when sealing the battery case or when the battery is used in a high-temperature environment.
- the adhesive composition contains two or more types of polyester polyurethane acrylates (A) having different glass transition temperatures, and the glass transition temperature of at least one polyester polyurethane acrylate is 40. °C or less, it is possible to achieve both adhesion and heat resistance of the first adhesive layer.
- the underlayer increases the adhesion between the barrier layer and the heat-resistant resin layer, improving the delamination prevention effect.
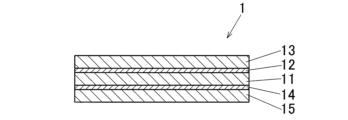
- FIG. 1 is a sectional view showing an example of the battery packaging material of the present invention.
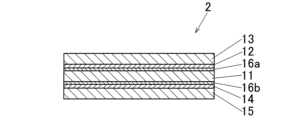
- FIG. 2 is a sectional view showing another example of the battery packaging material of the present invention.
- FIG. 3 is a sectional view of a battery case made using the battery packaging material of FIG. 1.
- FIG. 1 shows an embodiment of the battery packaging material of the present invention.
- a heat-resistant resin layer 13 is bonded to one side of a barrier layer 11 via a first adhesive layer 12, and a sealant layer 15 is bonded to the other side via a second adhesive layer 14. It is pasted together.
- the battery case 50 is manufactured by heat-sealing the edges of a molded container 51 using the battery packaging material 1 and a lid plate 52 with their respective sealant layers 15 facing each other. Ru. Further, the battery 60 has a battery element 55 sealed in the battery element chamber 54 of the battery case 50.
- the heat-resistant resin layer 13 becomes the outer layer
- the sealant layer 15 becomes the inner layer.
- the direction of the heat-resistant resin layer 13 is referred to as the outer side
- the direction of the sealant layer 15 is referred to as the inner side.
- the present invention defines an adhesive composition that constitutes the first adhesive layer 12 between the barrier layer 11 and the heat-resistant resin layer 13 of the battery packaging material 1.
- the adhesive composition is cured by irradiation with active energy and strongly adheres to the barrier layer 11 and the heat-resistant resin layer 13.
- the number of functional acryloyl groups in the molecule of the polyester polyurethane acrylate (A) is not particularly limited, but from the viewpoint of adhesion between base materials, it is preferably 2 or more, and more preferably 2 to 4. .
- the number of acryloyl groups is less than 2, the crosslinking density after curing is low, resulting in weak adhesiveness and heat resistance, resulting in low practicality. If the number of functional groups in the (meth)acryloyl group exceeds 4, the crosslinking density will be high, resulting in weak adhesiveness.
- the number average molecular weight is not particularly limited, but is preferably in the range of 4,000 to 30,000.
- the number average molecular weight in the present invention is measured by gel permeation chromatography (GPC).
- the (meth)acrylate monomer (B) having an isobornyl group reduces the degree of freedom of atomic vibration due to its ring structure and prevents molecular movement, thereby improving the heat resistance of the cured film of the active energy curable adhesive composition. This is effective in preventing delamination of the barrier layer 11 and the heat-resistant resin layer 13 by improving the heat resistance of the first adhesive layer 12.
- Examples of the (meth)acrylate monomer (B) having an isobornyl group include isobornyl acrylate and isobornyl methacrylate.
- (A)/(B) is 1/1 to 6/1.
- the polyester polyurethane acrylate (A) does not need to be used alone, and two or more different types can be used as a mixture. When two or more types are used, it is preferable that at least one type is a polyester polyurethane acrylate (A) having a glass transition temperature (Tg) of 40°C or less, and a polyester polyurethane acrylate (A) having a low glass transition temperature (Tg) is preferably used. By using it, it is possible to achieve both adhesion and heat resistance.
- polyester polyurethane acrylate (A) having a glass transition temperature (Tg) of 40°C or lower may be used.
- Tg glass transition temperature
- polyester polyurethane acrylate (A) having a glass transition temperature (Tg) of over 40° C. may be used.
- polyester polyurethane acrylate (A) with a glass transition temperature (Tg) of 40°C or lower is referred to as polyester polyurethane acrylate (A1)
- polyester polyurethane acrylate (A) with a glass transition temperature (Tg) of over 40°C is referred to as polyester polyurethane. It is called acrylate (A2).
- polyester polyurethane acrylate (A1) and polyester polyurethane acrylate (A2) are used together, it is preferable that the amount of polyester polyurethane acrylate (A2) is 75 parts by mass or less per 100 parts by mass of polyester polyurethane acrylate (A1). If the polyester polyurethane acrylate (A2) exceeds 75 parts by mass, the flexibility of the cured first adhesive layer 12 may decrease, and the adhesiveness between the barrier layer 11 and the heat-resistant resin layer 13 may decrease.
- a particularly preferred amount of polyester polyurethane acrylate (A2) is 20 parts by weight to 60 parts by weight based on 100 parts by weight of polyester polyurethane acrylate (A1).
- polyester polyurethane acrylate (A) one obtained by reacting a polyester polyol (a-1) as a polyol component with an isocyanate compound (a-2) and a hydroxy (meth)acrylate (a-3) can be used.
- a-1 a polyester polyol
- a-2 isocyanate compound
- a-3 a hydroxy (meth)acrylate
- Tg glass transition temperature
- the polyester polyol (a-1) is, for example, isophthalic acid, terephthalic acid, naphthalene dicarboxylic acid, phthalic anhydride, succinic acid, adipic acid, azelaic acid, sebacic acid, maleic acid, fumaric acid, itaconic acid, or these acid anhydrides.
- a polybasic acid component such as polybasic acid, tetrahydrophthalic anhydride, hexahydrophthalic anhydride, tetrabromo phthalic anhydride, tetrachlorophthalic anhydride, het acid anhydride, hymic anhydride, etc.
- polyols other than polyester polyol (a-1) can also be used in combination.
- examples include low-molecular polyols such as 1,6-hexanediol and trimethylolpropane, as well as polyether polyols, acrylic polyols, and polyurethane polyols, and these may be used alone or in combination of two or more.
- Examples of the isocyanate compound (a-2) include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 1,3-xylylene diisocyanate, 1,4-xylylene diisocyanate, and 1,5-naphthalene diisocyanate.
- polyfunctional polyisocyanate compounds include 4-trimethylhexamethylene diisocyanate and norbornene diisocyanate, and examples of polyfunctional polyisocyanate compounds include biuret, nurate, and trimethylolpropane adducts, and isocyanates having (meth)acryloyl groups.
- Examples of the compound include 2-isocyanatoethyl (meth)acrylate, 2-(2-methacryloyloxyethyloxy)ethyl isocyanate, and 1,1-(bisacryloyloxymethyl)ethyl isocyanate, which may be used alone or in combination with More than one species can be used together.
- hydroxy (meth)acrylate (a-3) for example, as a compound having one (meth)acryloyl group, 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 2-hydroxy Butyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, 2-hydroxy-3-phenoxypropyl (meth)acrylate, 1,5-pentanediol mono(meth)acrylate, 1,6-hexanediol mono(meth)acrylate Acrylate, cyclohexanedimethanol mono(meth)acrylate, polyether-modified hydroxyethyl (meth)acrylate, caprolactone-modified hydroxyethyl (meth)acrylate, etc.
- Compounds having two or more acryloyl groups include trimethylolpropanedi(meth)acrylate, etc. ) acrylate, trimethylolethane di(meth)acrylate, pentaerythritol di(meth)acrylate, pentaerythritol tri(meth)acrylate, dipentaerythritol di(meth)acrylate, dipentaerythritol tri(meth)acrylate, dipentaerythritol tetra Examples include (meth)acrylate, dipentaerythritol penta(meth)acrylate, 2-hydroxy-3 acryloyloxypropyl (meth)acrylate, and these may be used alone or in combination of two or more. Furthermore, in consideration of the reaction rate during synthesis, compounds having a primary hydroxyl group are preferred, and 2-hydroxyethyl (meth)acrylate is particularly preferred.
- the synthesis of the polyester polyurethane acrylate (A) can be carried out in a solvent if necessary.
- solvents include hydrocarbons other than alcohols, acetic acid esters, ketones, etc., and ethyl acetate and methyl ethyl ketone are preferable from the viewpoint of coating workability.
- a known reaction accelerator can be used in the synthesis of polyester polyurethane acrylate (A), such as metal catalysts such as dibutyltin diacetate, dibutyltin dilaurate, dioctyltin dilaurate, dibutyltin dimaleate, etc.
- Tertiary amines such as 8-diazabicyclo(5,4,0)undecene-7,1,5-diazabicyclo(4,3,0)-nonene-5, reactive tertiary amines such as triethanolamine, etc. Can be mentioned.
- the adhesive composition may contain a polyisocyanate that is not a component of polyester polyurethane acrylate or an isocyanate compound (X) having a radically polymerizable unsaturated bond as a component for improving adhesiveness.
- a polyisocyanate compound (X) By blending the isocyanate compound (X), the cohesive force increases due to the reaction between the hydroxyl groups of the cured adhesive and the isocyanate groups and the water adhering to the barrier layer 11 and heat-resistant resin layer 13 to be bonded, resulting in an excellent It provides good adhesion.
- the isocyanate compound is blended in an amount exceeding 25% by mass, the curing time becomes longer, or carbon dioxide gas is generated due to the reaction between water such as moisture and isocyanate, which may cause bubbles in the adhesive layer.
- the proportion of the isocyanate compound in the adhesive composition is preferably 25% by mass or less. Note that the isocyanate compound (X) shown here is not a constituent component of the polyester polyurethane acrylate
- the adhesive composition is cured to form the first adhesive 12 by irradiation with active energy rays such as ultraviolet rays, X-rays, visible light, ⁇ rays, ⁇ rays, ⁇ rays, and EB (electron beam).
- active energy rays such as ultraviolet rays, X-rays, visible light, ⁇ rays, ⁇ rays, ⁇ rays, and EB (electron beam).
- the barrier layer 11 and the heat-resistant resin layer 13 are bonded together.
- the first adhesive layer 12, which is a cured film of the adhesive composition has high heat resistance, and the bonding strength between the barrier layer 11 and the heat-resistant resin layer 13 is high even at high temperatures, preventing delamination during heat sealing. can.
- the adhesive composition may optionally contain at least one of the following auxiliary components (C) to (F).
- the epoxy resin (C) is a component that contributes to improving the heat resistance of the first adhesive layer 12.
- the above-mentioned epoxy resin is a general term for a resin having an epoxy group in its molecule and an epoxy (meth)acrylate obtained by modifying a resin having an epoxy group in its molecule and adding a (meth)acryloyl group to its molecule.
- an epoxy (meth)acrylate obtained by modifying a resin having an epoxy group in its molecule and adding a (meth)acryloyl group to its molecule.
- bisphenol A type epoxy resin, bisphenol F type epoxy resin, alicyclic epoxy resin, novolac type epoxy resin, epoxy acrylate, etc. can be mentioned.
- Epoxy acrylates include alicyclic epoxy resins manufactured by Daicel Corporation (Celoxide 2021P, Celoxide 2081, Epolead GT401), and novolac type epoxy resins manufactured by DIC Corporation (EPICLON N-660, EPICLON N-740). Examples include products manufactured by Daicel Allnex Corporation (EBECRYL600, EBECRYL3603, EBECRYL3700), and these can be used alone or in combination of two or more.
- the content of the epoxy resin (C) in the adhesive composition is preferably 0.1% by mass to 10% by mass. If the content of the epoxy resin (C) exceeds 10% by mass, there is a risk that adhesiveness will decrease.
- the alkoxysilyl group-containing radically polymerizable compound (D) is a component that contributes to improving the adhesion to the barrier layer 11, that is, the metal material.
- the alkoxysilyl group-containing radical polymerizable compound (D) is not particularly limited as long as it is a radical polymerizable compound having an alkoxysilyl group in the molecule.
- Examples include silane, p-styryltrimethoxysilane, and organosiloxanes obtained by condensing these alone or by condensing two or more of them, and these can be used alone or in combination of two or more.
- the content of the alkoxysilyl group-containing radically polymerizable compound (D) in the adhesive composition is preferably 0.1% by mass to 5% by mass. If it exceeds 5% by mass, adhesiveness and heat resistance may deteriorate.
- the phosphoric acid group-containing (meth)acrylate (E) contributes to improving the adhesion to the barrier layer 11, that is, the metal material.
- Phosphate group-containing (meth)acrylates (E) include 2-(meth)acryloyloxyethyl acid phosphate and bis(2-(meth)acryloyloxyethyl)-acid phosphate; for example, manufactured by Kyoeisha Chemical Co., Ltd. (Light Ester P-1M, Light Ester P-2M, Light Acrylate P-1A), manufactured by BASF (Laromer PA9083), and can be used alone or in combination of two or more.
- the content of the phosphoric acid group-containing (meth)acrylate (E) in the adhesive composition is preferably 0.1% by mass to 5% by mass. If it exceeds 5% by mass, adhesiveness and heat resistance may deteriorate.
- the photocationic polymerization initiator (F) is used as a polymerization initiator for the epoxy resin (C) and the alkoxysilyl group-containing radically polymerizable compound (D).
- the photocationic polymerization initiator (F) is an onium salt such as an ionic aromatic sulfonium salt or an aromatic iodonium salt consisting of a cationic part and an anionic part, for example, IGM Resins B. V.
- onium salt such as an ionic aromatic sulfonium salt or an aromatic iodonium salt consisting of a cationic part and an anionic part, for example, IGM Resins B. V.
- examples include those manufactured by ADEKA Co., Ltd. (Omnicat 250, Omnicat 270), ADEKA Co., Ltd. (ADEKA Optomer SP series), and San-Apro Co., Ltd. (CPI-100P, CPI-101A).
- the content of the photocationic polymerization initiator (F) in the adhesive composition is preferably 0.1% by mass to 5% by mass from the viewpoint of reactivity.
- the adhesive composition may optionally contain coloring pigments, extender pigments, dyes, tackifiers, dispersants, antifoaming agents, wetting agents, antistatic agents, thickeners, etc. within the range that does not impair the performance.
- Coloring pigments extender pigments, dyes, tackifiers, dispersants, antifoaming agents, wetting agents, antistatic agents, thickeners, etc.
- Antioxidants, ultraviolet absorbers, radical scavengers, etc. can be added.
- the adhesive composition is instantly cured by irradiation with active energy rays
- a photoradical polymerization initiator may be added to improve the curability.
- photoradical polymerization initiator examples include benzophenone, 2,2-dimethoxy-1,2-diphenylethan-1-one, 1-hydroxy-cyclohexyl-phenyl-ketone, and 2-hydroxy-2-methyl-1-phenyl-propane.
- the adhesive composition can be diluted with a solvent such as hydrocarbons, acetate esters, ketones, alcohols, etc. to adjust the viscosity according to the coating method and specifications of the coating machine. From the viewpoint of coating workability, ethyl acetate and methyl ethyl ketone are preferred.
- a reactive diluent having radical polymerizability may be used within a range that does not impair the performance.
- Examples of the reactive diluent include 4-t-butylcyclohexyl (meth)acrylate, 2-(2-ethoxyethoxy)ethyl (meth)acrylate, stearyl (meth)acrylate, diethylene glycol monobutyl ether (meth)acrylate, and tetrahydrofurfuryl ( Monofunctional (meth)acrylates such as meth)acrylate, lauryl(meth)acrylate, isooctyl(meth)acrylate, tridecyl(meth)acrylate, isobornyl(meth)acrylate, myristyl(meth)acrylate, and 1,3-butylene glycol Diacrylate, 1,4-butanediol di(meth)acrylate, ethylene glycol di(meth)acrylate, 1,6-hexanediol di(meth)acrylate, neopentyl glycol di(meth)acrylate, triethylene glycol di(meth)
- the heat-resistant resin layer 13 is a heat-resistant resin film that does not melt at the heat-sealing temperature when the battery packaging material 1 is heat-sealed.
- a heat-resistant resin having a melting point higher than the melting point of the resin constituting the sealant layer 15 by 10° C. or more, preferably 20° C. or more is used.
- resins that meet this condition include polyamide films, polyester films, and the like, and stretched films of these are preferably used.
- biaxially oriented polyamide film biaxially oriented polybutylene terephthalate (PBT) film, biaxially oriented polyethylene terephthalate (PET) film, biaxially oriented polyethylene naphthalate (PEN) film, etc.
- PBT biaxially oriented polybutylene terephthalate
- PET biaxially oriented polyethylene terephthalate
- PEN biaxially oriented polyethylene naphthalate
- the polyamide film is not particularly limited, and examples thereof include 6 polyamide film, 6,6 polyamide, MXD polyamide film, and the like.
- the heat-resistant resin layer 13 may be formed of a single layer, or may be formed of a multilayer consisting of a polyester film/polyamide film (a multilayer consisting of a PET film/nylon film, etc.), for example. Also good.
- the thickness of the heat-resistant resin layer 13 is preferably 7 ⁇ m to 50 ⁇ m, which ensures sufficient strength as a packaging material in addition to chemical resistance such as protection from electrolytes, and is suitable for stretch molding, drawing molding, etc. Stress during molding can be reduced and moldability can be improved.
- a more preferable thickness of the heat-resistant resin layer 13 is 9 ⁇ m to 30 ⁇ m.
- a protective layer containing a binder resin and solid fine particles may be laminated on the outside of the heat-resistant resin layer 13.
- the protective layer is a layer that imparts slipperiness to the surface of the battery packaging material to improve moldability, and also imparts excellent chemical resistance, solvent resistance, and abrasion resistance.
- the barrier layer 11 plays a role in providing the battery packaging material 1 with gas barrier properties that prevent oxygen and moisture from entering.
- the barrier layer 11 is not particularly limited, but includes, for example, 1000 series, 3000 series, 8000 series aluminum foil, SUS foil (stainless steel foil), copper foil, nickel foil, titanium foil, clad foil, etc. Examples include metal foil.
- the thickness of the barrier layer 11 is preferably 20 ⁇ m to 100 ⁇ m. By having a diameter of 20 ⁇ m or more, it is possible to prevent pinholes from occurring during rolling when manufacturing metal foil, and by having a diameter of 100 ⁇ m or less, stress during forming such as stretch forming and drawing can be reduced, improving formability. be able to.
- a particularly preferred thickness of the barrier layer 11 is 25 ⁇ m to 85 ⁇ m.
- the barrier layer 11 has a base layer formed on at least the surface of the barrier layer 11 on the heat-resistant resin layer 13 side.
- base layers 16a and 16b are formed on both sides of the barrier layer 11.
- the base layer 16b on the side of the heat-resistant resin layer 13 has the effect of increasing the adhesion between the barrier layer 11 and the first adhesive layer 12 to increase the adhesive strength, and prevents delamination between the barrier layer 11 and the heat-resistant resin layer 13. It can be prevented.
- the base layer 16b on the side of the sealant layer 15 improves the adhesion between the barrier layer 11 and the second adhesive layer 14 to prevent delamination between the barrier layer 11 and the sealant layer 15, and also prevents delamination of the barrier layer 11 and the sealant layer 15. Corrosion of the metal foil surface due to the contents (such as battery electrolyte) can be prevented (see Figure 3).
- the base layers 16a and 16b is a chemical conversion film.
- the chemical conversion film can be formed by subjecting the barrier layer 11 to, for example, the following chemical conversion treatment.
- a chemical conversion treatment is performed by coating the surface of the barrier layer 11 that has been subjected to the degreasing treatment with an aqueous solution of any one of the following 1) to 3) and then drying it.
- the sealant layer 15 has the role of providing excellent chemical resistance against highly corrosive electrolytes and the like, as well as imparting heat sealability to the battery packaging material 1.
- the resin constituting the sealant layer 15 is preferably a single layer or multilayer film of polyolefin resin such as propylene resin, and preferably a non-stretched film.
- the propylene resin include propylene polymers (homoPP), propylene- ⁇ olefin copolymers such as propylene-ethylene copolymers, and propylene-butylene copolymers.
- the propylene- ⁇ olefin copolymer may be either a random copolymer or a block copolymer.
- a multilayer propylene film a three-layer film of propylene random copolymer-propylene block copolymer-propylene random copolymer is recommended.
- the multilayer film can be produced by coextrusion or the like.
- the thickness of the sealant layer 15 is preferably 20 ⁇ m to 100 ⁇ m, and even more preferably 30 ⁇ m to 80 ⁇ m. Furthermore, the ratio of the thickness of each layer of the three-layer coextruded film of propylene random copolymer-propylene block copolymer-propylene random copolymer described above is 1 to 3:4 to 8:1, with the total thickness being 10. -3 is preferred.
- the sealant layer 15 may contain additives such as a lubricant and an anti-blocking material.
- the lubricant in the sealant layer 15 is not particularly limited, but includes, for example, saturated fatty acid amide, unsaturated fatty acid amide, substituted amide, methylolamide, saturated fatty acid bisamide, unsaturated fatty acid bisamide, fatty acid ester amide, aromatic Examples include bisamides.
- the saturated fatty acid amide is not particularly limited, but includes, for example, lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, hydroxystearic acid amide, and the like.
- the unsaturated fatty acid amide is not particularly limited, and examples thereof include oleic acid amide, erucic acid amide, and the like.
- the substituted amide is not particularly limited, but includes, for example, N-oleyl palmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, and N-stearyl erucic acid. Amides and the like can be mentioned. Further, the methylolamide is not particularly limited, and examples thereof include methylolstearamide and the like.
- the saturated fatty acid bisamide is not particularly limited, but includes, for example, methylene bisstearamide, ethylene biscapric acid amide, ethylene bislauric acid amide, ethylene bisstearic acid amide, ethylene bishydroxystearic acid amide, and ethylene bisstearic acid amide.
- the unsaturated fatty acid bisamide is not particularly limited, but examples thereof include ethylene bisoleic acid amide, ethylene biserucic acid amide, hexamethylene bisoleic acid amide, N,N'-dioleylsebacic acid amide, and the like. Can be mentioned.
- the fatty acid ester amide is not particularly limited, but includes, for example, stearamide ethyl stearate.
- the aromatic bisamide is not particularly limited, but examples thereof include m-xylylene bisstearamide, m-xylylene bishydroxystearamide, N,N'-cystearylisophthalic acid amide, and the like. Can be mentioned.
- the lubricant concentration is preferably 300 ppm to 5000 ppm, more preferably 500 ppm to 3000 ppm. Furthermore, it is preferable that 0.1 ⁇ g/cm 2 to 1.0 ⁇ g/cm 2 of a lubricant be present on the inner surface of the sealant layer.
- the anti-blocking material is not particularly limited, but examples thereof include silica particles, acrylic resin particles, aluminum silicate particles, and the like.
- the particle size of the anti-blocking material is preferably in the range of 0.1 ⁇ m to 10 ⁇ m in terms of average particle size, and more preferably in the range of 1 ⁇ m to 5 ⁇ m in terms of average particle size.
- the concentration of the anti-blocking material is preferably set to 100 ppm to 5000 ppm.
- the second adhesive layer 14 is not particularly limited, but includes, for example, polyurethane resin, acrylic resin, epoxy resin, polyolefin resin, elastomer resin, fluorine resin, and acid-modified polypropylene resin. Adhesives containing one or more of these types can be recommended. Among these, adhesives made of polyurethane composite resins containing acid-modified polyolefin as a main ingredient are preferred.
- the preferred thickness of the second adhesive layer 14 is 2 ⁇ m to 5 ⁇ m when using a dry lamination method or the like, and 3 ⁇ m to 20 ⁇ m when using a sand lamination method or a thermal lamination method.
- an active energy-curable adhesive composition of the same type as the first adhesive layer 12 can also be used.
- the battery 60 in FIG. 3 includes a battery case 50 made of the battery packaging material 1 of the present invention.
- the battery case 50 is made up of a molded container 51 and a lid plate 52, and the sealant layers 15 are placed facing each other and the edges are heat-sealed to form a battery element chamber 54 with the sealant layer 15 as the inner surface. Created.
- the battery 60 is manufactured by storing a battery element 55 including a positive electrode, a negative electrode, a separator, and an electrolyte in the battery element chamber 54 of the battery case 50.
- the barrier layer 11 and the heat-resistant resin layer 13 remain intact even when the battery case 50 is heat-sealed or when the battery 60 is used in a high-temperature environment. does not cause delamination.
- Battery packaging materials 1 and 2 having the structures shown in FIGS. 1 and 2 were produced by changing the material of the first adhesive layer 12.
- the following three types of compounds ⁇ 1, ⁇ 2, and ⁇ 3 were synthesized as polyester polyurethane acrylate (A1) having a glass transition temperature (Tg) of 40° C. or lower.
- Neopentyl glycol (190 g), 1,6-hexanediol (200 g), ethylene glycol (50 g), isophthalic acid (420 g), adipic acid ( 20g) and sebacic acid (100g) were added and dehydrated and condensed at an internal temperature of 180 to 200°C while stirring. After confirming that the resin acid value was 15mgKOH/g, the mixture was heated to 200 to 240g while bubbling with nitrogen. The dehydration reaction was further carried out at °C.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (55.4g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (61.5g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- Neopentyl glycol (160 g), 1,6-hexanediol (210 g), ethylene glycol (50 g), isophthalic acid (405 g), adipic acid ( 100g) and sebacic acid (65g) were added and dehydrated and condensed at an internal temperature of 180 to 200°C while stirring. After confirming that the resin acid value was 15mgKOH/g, the mixture was heated to 200 to 240°C while bubbling with nitrogen. The dehydration reaction was further carried out at °C.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (56.1g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- polyester polyurethane acrylate (A2) having a glass transition temperature of over 40°C.
- Neopentyl glycol (130 g), 1,6-hexanediol (180 g), ethylene glycol (80 g), isophthalic acid (310 g), terephthalic acid ( 300g) was added, and dehydration condensation was carried out at an internal temperature of 180 to 200°C while stirring, and after confirming that the resin acid value was 15mgKOH/g, further dehydration reaction was carried out at 200 to 240°C while nitrogen bubbling. I proceeded.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (38.5g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- Neopentyl glycol (130 g), 1,6-hexanediol (177 g), ethylene glycol (82 g), isophthalic acid (310 g), terephthalic acid ( 301g) was added, and dehydration condensation was carried out at an internal temperature of 180 to 200°C while stirring, and after confirming that the resin acid value was 15mgKOH/g, further dehydration reaction was carried out at 200 to 240°C while nitrogen bubbling. I proceeded.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (38.4g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- Neopentyl glycol (130 g), 1,6-hexanediol (173 g), ethylene glycol (85 g), isophthalic acid (310 g), terephthalic acid ( 302g) was added, and dehydration condensation was carried out at an internal temperature of 180 to 200°C while stirring, and after confirming that the resin acid value was 15mgKOH/g, further dehydration reaction was carried out at 200 to 240°C while nitrogen bubbling. I proceeded.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (38.2g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- polyester polyol was cooled to 20°C, dibutyltin dilaurate (0.2g) and tolylene diisocyanate (37.9g) were added, and the mixture was reacted at 80 to 85°C for 6 hours under a nitrogen stream to form an isocyanate group at both ends.
- a urethane prepolymer was obtained.
- isobornyl acrylate (light acrylate IB-XA manufactured by Kyoeisha Chemical Co., Ltd., homopolymer glass transition temperature 94° C.) was used.
- epoxy resin (C) jER1032H60 manufactured by Mitsubishi Chemical Corporation was used.
- alkoxysilyl group-containing radically polymerizable compound (D) As the alkoxysilyl group-containing radically polymerizable compound (D), X-40-9296 manufactured by Shin-Etsu Chemical Co., Ltd. was used.
- GM Resins B. V. Omnicat 250 manufactured by Co., Ltd. was used as the photocationic polymerization initiator (F).
- Adhesive compositions of Examples 1 to 17 and Comparative Examples 1 to 4 were prepared by blending the above-mentioned materials.
- Table 1 shows the types of (A1) and (A2) used in each example and the proportions of each component.
- Example 1 An adhesive composition was prepared by blending ⁇ 1 polyester polyurethane acrylate (A1), isobornyl acrylate (B), isocyanate compound (X), and auxiliary agents (C, D, E, F). This example did not use polyester polyurethane acrylate (A2).
- Examples 2 to 4, 6 to 16, Comparative Examples 1 and 2 Contains ⁇ 1 or ⁇ 2 polyester polyurethane acrylate (A1), any one of ⁇ 11 to ⁇ 14 polyester polyurethane acrylate (A2), isobornyl acrylate (B), and auxiliary agents (C, D, E, F)
- A1 or ⁇ 2 polyester polyurethane acrylate (A1) any one of ⁇ 11 to ⁇ 14 polyester polyurethane acrylate (A2), isobornyl acrylate (B), and auxiliary agents (C, D, E, F)
- An adhesive composition was prepared.
- the isocyanate compound (X) was not used.
- An adhesive composition was prepared by blending ⁇ 1 polyester polyurethane acrylate (A1), isobornyl acrylate (B), and auxiliary agents (C, D, E, F).
- polyester polyurethane acrylate (A2) and isocyanate compound (X) were not used.
- Example 17 An adhesive composition was prepared using ⁇ 1 polyester polyurethane acrylate (A1) and isobornyl acrylate (B). In this example, polyester polyurethane acrylate (A2), isocyanate compound (X) and auxiliary agents (C, D, E, F) were not used.
- Battery packaging materials 1 and 2 having a laminated structure shown in FIGS. 1 and 2 were produced using the adhesive compositions of the above-mentioned examples as the first adhesive layer 12.
- the materials other than the first adhesive layer 12 are common and are as follows.
- barrier layer 11 an aluminum foil made of A8079 and having a thickness of 40 ⁇ m was used.
- a biaxially stretched 6-nylon film with a thickness of 15 ⁇ m was used as the heat-resistant resin layer 13.
- sealant layer 15 As the sealant layer 15, a 30 ⁇ m thick unstretched polypropylene film containing 3000 ppm of erucic acid amide was used.
- the same adhesive composition as the first adhesive layer 12 was used as the second adhesive layer 14.
- Examples 1 to 15, 17, Comparative Examples 1 to 4 A chemical conversion treatment solution consisting of polyacrylic acid (acrylic resin), chromium (III) salt compound, water, and alcohol was applied to both sides of the barrier layer 11, and then dried at 150° C. to form a chemical conversion film. .
- the amount of chromium deposited on this chemical conversion film was 5 mg/m 2 per side, and this chemical conversion film was used as the base layers 16a and 16b.
- the adhesive composition of each example described above was adjusted to have a viscosity of 25% by mass using ethyl acetate, and coated on one side of the barrier layer 11 with the base layers 16a and 16b formed on both sides using a bar coater.
- the first adhesive layer 12 was formed by volatilizing the ethyl acetate using a dryer, and the heat-resistant The resin layer 13 was bonded together.
- a second adhesive layer 14 having a thickness of 2 ⁇ m was formed on the other surface of the barrier layer 11 in the same manner as the first adhesive layer 12 was formed, and a sealant layer 15 was bonded thereto.
- this laminate was nipped on a hot plate at 60°C. Thereafter, both surfaces were irradiated with ultraviolet rays of 300 mJ/cm 2 ⁇ 3 seconds using a UV irradiation machine to obtain the battery packaging material 2 shown in FIG. 2 .
- Example 16 The layers were bonded together in the same manner as in Example 1, except that the base layers 16a and 16b were not formed on the barrier layer 11, to produce a battery packaging material 1 having a laminated structure shown in FIG. 1.
- a battery case 50 shown in FIG. 3 was prepared using battery packaging materials 1 and 2, and a heat sealing test was conducted.
- the battery case 60 includes a molded container 51 and a flat lid plate 52. Although the battery case 60 in FIG. 3 uses the battery packaging material 1, the battery case using the battery packaging material 2 also has the same shape, so the battery case using the battery packaging material 2 is shown in FIG. Substitute.
- the molded container 51 is formed into a substantially rectangular parallelepiped shape (one side is open) of 55 mm long x 35 mm wide x 5 mm deep using a deep drawing tool manufactured by Amada Co., Ltd. for the sheet-like battery packaging materials 1 and 2.
- a substantially rectangular parallelepiped shape was deep drawn, and the portion extending outward from the edge of the opening of the rectangular parallelepiped was trimmed leaving a flange 53 with a width of 20 mm.
- the molded container 51 has a heat-resistant resin layer 13 on its outer surface and a sealant layer 15 on its inner surface.
- the lid plate 52 was produced by cutting the battery packaging material 1 into a rectangle having the same outer size as the flange 53 of the molded container 51. Five sets of the molded containers 51 and lid plates 52 were prepared.
- a battery case was assembled by overlapping the sealant layer 15 side of the lid plate 52 on the molded container 51, and the overlapping flange 53 was sandwiched between heaters and heated at 70° C. for 6 seconds to heat seal. As a result, five heat-sealed battery cases 50 were obtained.
- the five battery cases 50 after being heat-sealed were visually observed to determine whether delamination occurred in the heat-sealed portion and whether there was any lifting in appearance, and evaluation was made based on the following criteria.
- Sheet-shaped battery packaging materials 1 and 2 were formed into a substantially rectangular parallelepiped shape (with one side open) using a deep drawing tool manufactured by Amada Co., Ltd., measuring 55 mm long x 35 mm wide x 7 mm deep. ) to produce a molded container 51. These molded containers 51 were stored in a constant temperature and humidity chamber at a temperature of 85° C. and 85% RH for 7 days.
- the molded container 51 was checked after 24 hours and 120 hours during storage, and evaluated based on the following criteria.
- a test material with a width of 15 mm and a length of 150 mm is cut out from the battery packaging materials 1 and 2, and a barrier layer 11 and a heat-resistant resin layer 13 are formed in the region from one end of the test material in the length direction to a position 10 mm inward. It was peeled off between.
- the battery packaging material of the present invention can be suitably used as a case material for secondary batteries for vehicles, stationary types, notebook computers, mobile phones, and cameras, especially small-sized portable lithium ion secondary batteries.
- Battery packaging material 11 Battery packaging material 11
- Barrier layer 12 First adhesive layer 13
- Heat resistant resin layer 14 Second adhesive layer 15
- Sealant layer 16a, 16b Base layer 50
- Battery case 60 Battery case 60
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380046022.9A CN119343811A (zh) | 2022-07-28 | 2023-07-24 | 电池用包装材料 |
| KR1020247040709A KR20250041605A (ko) | 2022-07-28 | 2023-07-24 | 전지용 포장재 |
| EP23846443.2A EP4564541A1 (en) | 2022-07-28 | 2023-07-24 | Battery packaging material |
| US18/945,534 US20250070330A1 (en) | 2022-07-28 | 2024-11-13 | Battery packaging material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022120392A JP7439182B2 (ja) | 2022-07-28 | 2022-07-28 | 電池用包装材 |
| JP2022-120392 | 2022-07-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/945,534 Continuation US20250070330A1 (en) | 2022-07-28 | 2024-11-13 | Battery packaging material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024024713A1 true WO2024024713A1 (ja) | 2024-02-01 |
Family
ID=89706602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/026963 Ceased WO2024024713A1 (ja) | 2022-07-28 | 2023-07-24 | 電池用包装材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250070330A1 (https=) |
| EP (1) | EP4564541A1 (https=) |
| JP (2) | JP7439182B2 (https=) |
| KR (1) | KR20250041605A (https=) |
| CN (1) | CN119343811A (https=) |
| WO (1) | WO2024024713A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2643941A (en) * | 2024-09-09 | 2026-03-11 | The Sec Dep For Foreign And Commonwealth And Development Affairs | Flexible electrochemical energy storage device |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014077069A (ja) * | 2012-10-11 | 2014-05-01 | Aica Kogyo Co Ltd | 光硬化樹脂組成物 |
| WO2014129192A1 (ja) * | 2013-02-25 | 2014-08-28 | 東洋インキScホールディングス株式会社 | 電池用包装材用ポリウレタン接着剤、電池用包装材、電池用容器および電池 |
| JP5704298B2 (ja) | 2010-05-19 | 2015-04-22 | 日本電気株式会社 | 地上補強型衛星航法システム、該システムに用いられる衛星異常検出方法 |
| WO2019097887A1 (ja) * | 2017-11-16 | 2019-05-23 | 昭和電工株式会社 | 接着剤、積層体、電池外装用包装材、電池ケース、及び電池ケースの製造方法 |
| WO2020066364A1 (ja) * | 2018-09-27 | 2020-04-02 | 昭和電工株式会社 | ラジカル重合性樹脂組成物、及び構造物補修材 |
| JP2021109706A (ja) * | 2020-01-10 | 2021-08-02 | 昭和電工パッケージング株式会社 | 成形用包装材 |
| JP2022120392A (ja) | 2021-02-05 | 2022-08-18 | 日鉄防食株式会社 | 果樹栽培用棚の設置工事方法およびその方法において用いる現地工事用治具 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS574289U (https=) | 1980-06-06 | 1982-01-09 | ||
| CN110819291B (zh) * | 2019-12-06 | 2022-04-15 | 中国乐凯集团有限公司 | 一种电池软包装用聚氨酯胶粘剂 |
| CN114369443B (zh) * | 2022-01-13 | 2023-09-26 | 中国乐凯集团有限公司 | 聚氨酯粘结剂及其应用 |
-
2022
- 2022-07-28 JP JP2022120392A patent/JP7439182B2/ja active Active
-
2023
- 2023-07-24 WO PCT/JP2023/026963 patent/WO2024024713A1/ja not_active Ceased
- 2023-07-24 KR KR1020247040709A patent/KR20250041605A/ko active Pending
- 2023-07-24 EP EP23846443.2A patent/EP4564541A1/en active Pending
- 2023-07-24 CN CN202380046022.9A patent/CN119343811A/zh active Pending
-
2024
- 2024-02-14 JP JP2024019998A patent/JP2024056864A/ja active Pending
- 2024-11-13 US US18/945,534 patent/US20250070330A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5704298B2 (ja) | 2010-05-19 | 2015-04-22 | 日本電気株式会社 | 地上補強型衛星航法システム、該システムに用いられる衛星異常検出方法 |
| JP2014077069A (ja) * | 2012-10-11 | 2014-05-01 | Aica Kogyo Co Ltd | 光硬化樹脂組成物 |
| WO2014129192A1 (ja) * | 2013-02-25 | 2014-08-28 | 東洋インキScホールディングス株式会社 | 電池用包装材用ポリウレタン接着剤、電池用包装材、電池用容器および電池 |
| WO2019097887A1 (ja) * | 2017-11-16 | 2019-05-23 | 昭和電工株式会社 | 接着剤、積層体、電池外装用包装材、電池ケース、及び電池ケースの製造方法 |
| WO2020066364A1 (ja) * | 2018-09-27 | 2020-04-02 | 昭和電工株式会社 | ラジカル重合性樹脂組成物、及び構造物補修材 |
| JP2021109706A (ja) * | 2020-01-10 | 2021-08-02 | 昭和電工パッケージング株式会社 | 成形用包装材 |
| JP2022120392A (ja) | 2021-02-05 | 2022-08-18 | 日鉄防食株式会社 | 果樹栽培用棚の設置工事方法およびその方法において用いる現地工事用治具 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2643941A (en) * | 2024-09-09 | 2026-03-11 | The Sec Dep For Foreign And Commonwealth And Development Affairs | Flexible electrochemical energy storage device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4564541A1 (en) | 2025-06-04 |
| US20250070330A1 (en) | 2025-02-27 |
| JP2024056864A (ja) | 2024-04-23 |
| JP2024017629A (ja) | 2024-02-08 |
| JP7439182B2 (ja) | 2024-02-27 |
| KR20250041605A (ko) | 2025-03-25 |
| CN119343811A (zh) | 2025-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3628717B1 (en) | Adhesive, laminate, packaging material for battery casing, battery case, and method for manufacturing battery case | |
| JP4645777B2 (ja) | プライマー及び該プライマーからなる樹脂塗膜を有する積層体 | |
| JP5578269B1 (ja) | 電池用包装材用ポリウレタン接着剤、電池用包装材、電池用容器および電池 | |
| TWI491095B (zh) | 電池用包裝材、電池用容器及電池 | |
| JP5265350B2 (ja) | ガスバリア性フィルム | |
| JP6323476B2 (ja) | 電池用包装材、電池用容器および電池 | |
| WO2014068986A1 (ja) | 電池用包装材用ポリウレタン接着剤、電池用包装材、電池用容器および電池 | |
| JP6583837B2 (ja) | 金属箔と樹脂フィルムのラミネート用接着剤、積層体、電池外装用包装材並びに電池ケース及びその製造方法 | |
| JP2015082354A (ja) | 電池用包装材、電池用容器および電池 | |
| US20140255714A1 (en) | Active-energy-ray-curable resin composition, adhesive, and laminate film | |
| US20250070330A1 (en) | Battery packaging material | |
| JP2004010655A (ja) | 2液硬化型ポリウレタン樹脂組成物およびガスバリア性ラミネート用接着剤 | |
| JP4239214B2 (ja) | ラミネートフィルムの製造方法 | |
| KR102318161B1 (ko) | 접착제 조성물 및 전지용 포장재료 | |
| WO2019188641A1 (ja) | 接着剤組成物、接着シートおよび接着剤層 | |
| JP2021055107A (ja) | ウレタン(メタ)アクリレートオリゴマー | |
| KR20230027970A (ko) | 전지용 포장재 및 이를 포함하는 전지 | |
| JP2001213927A (ja) | 2液硬化型樹脂組成物及びラミネート用接着剤 | |
| JP5589691B2 (ja) | 接着剤及びそれを使用した酸素バリア性フィルム | |
| WO2020203473A1 (ja) | 2液硬化型ラミネート接着剤およびラミネートフィルム | |
| JP7676811B2 (ja) | 表面保護フィルム | |
| JP2025071873A (ja) | 電子線硬化型ラミネート接着剤樹脂組成物 | |
| JP2023013392A (ja) | 活性エネルギー線硬化型ラミネート接着剤樹脂組成物 | |
| JP2647442B2 (ja) | 気体遮断性多層体 | |
| JP2021128864A (ja) | 電池外装材用積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23846443 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380046022.9 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380046022.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023846443 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023846443 Country of ref document: EP Effective date: 20250228 |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020247040709 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023846443 Country of ref document: EP |