WO2023149221A1 - 射出成形用樹脂組成物、当該組成物の射出成形方法 - Google Patents
射出成形用樹脂組成物、当該組成物の射出成形方法 Download PDFInfo
- Publication number
- WO2023149221A1 WO2023149221A1 PCT/JP2023/001546 JP2023001546W WO2023149221A1 WO 2023149221 A1 WO2023149221 A1 WO 2023149221A1 JP 2023001546 W JP2023001546 W JP 2023001546W WO 2023149221 A1 WO2023149221 A1 WO 2023149221A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- injection molding
- resin composition
- wax
- screw
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2602—Mould construction elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/62—Alcohols or phenols
- C08G59/621—Phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L91/00—Compositions of oils, fats or waxes; Compositions of derivatives thereof
- C08L91/06—Waxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76531—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2091/00—Use of waxes as moulding material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/30—Applications used for thermoforming
Definitions
- the present invention relates to a resin composition for injection molding and an injection molding method for the composition.
- Injection molding can improve productivity because the sealing material is supplied as it is.
- Patent Document 1 discloses an epoxy resin composition comprising an epoxy resin, a phenol compound curing agent, a curing accelerator, and an inorganic filler as essential components. The document describes that wax may be contained in the epoxy resin composition.
- Patent document 2 contains only a polyfunctional epoxy resin, a bifunctional epoxy resin, an epoxy resin curing agent, a curing accelerator, an inorganic filler, a silane coupling agent, and a release agent, is solid at room temperature, and has a predetermined
- An epoxy resin injection molding material is disclosed that satisfies the physical property values of Carnauba wax is described as a release agent. The document describes that the epoxy resin injection molding material has excellent moldability.
- the present inventors have found that the above problems can be solved by containing a specific wax, and have completed the present invention. That is, the present invention can be shown below.
- a resin composition for injection molding containing at least one wax (a) having a melting point of less than 80°C.
- An injection molding resin composition for use in an injection molding apparatus comprising The temperature T of the tip of the screw in the cylinder is 60 to 100° C., Any one of [1] to [3], wherein the wax includes a wax (b) having a melting point higher than the screw tip temperature T and a wax (a) having a melting point lower than the screw tip temperature T.
- an injection molding resin composition that suppresses backflow, has excellent metering accuracy, and has excellent moldability, and an injection molding method using the composition.
- the injection molding resin composition of the present embodiment contains wax.
- the wax contained in the resin composition for injection molding of the present embodiment contains at least one wax (a) having a melting point of less than 80°C.
- the wax (a) having a melting point of less than 80°C preferably contains a wax having a melting point of 65°C or less from the viewpoint of the effects of the present invention.
- Examples of the wax a include stearic acid (melting point 59 to 61° C.).
- the present embodiment from the viewpoint of the effect of the present invention, preferably 0.01 parts by mass or more and 10 parts by mass or less, more preferably 0 0.02 to 5 parts by mass, more preferably 0.05 to 1 part by mass, particularly preferably 0.1 to 0.5 parts by mass.
- the wax preferably further contains at least one wax (b) having a melting point higher than that of the wax (a).
- the melting point of the wax (b) is 80° C. or higher, preferably 80° C. or higher and 140° C. or lower, more preferably 80° C. or higher and 100° C. or lower, further preferably 80° C. or higher and 90° C. or lower, which is higher than the melting point of the wax (a). be able to.
- wax (b) examples include carnauba wax (melting point 80 to 86°C), polyethylene oxide wax (melting point 120 to 125°C), zinc stearate (melting point 120 to 130°C), and the like. can be used.
- the weight ratio a:b between wax (a) and wax (b) is preferably from 10:90 to 90:10, more preferably from 20:80 to 80:20, even more preferably It can be 30:70 to 70:30.
- the injection molding resin composition of this embodiment can be injection molded using the injection molding apparatus 1 shown in FIG.
- the injection molding apparatus 1 includes an injection unit 20 consisting of a cylinder 21 and a screw 22 inserted into the cylinder 21, and a mold 10 having a cavity 12. Details of the injection molding apparatus 1 will be described later.
- the temperature T of the tip of the screw 22 in the cylinder 21 is 60-100.degree.
- the wax includes a wax (b) having a melting point higher than the screw tip temperature T and 80°C or higher, and a wax (b) having a melting point lower than the screw tip temperature T and lower than 80°C. and wax (a).
- the injection molding resin composition of the present embodiment can contain a thermosetting resin.
- Thermosetting resins include one or more selected from the group consisting of epoxy resins, phenolic resins, oxetane resins, (meth)acrylate resins, unsaturated polyester resins, diallyl phthalate resins, and maleimide resins. .
- an epoxy resin from the viewpoint of improving curability, storage stability, heat resistance, moisture resistance, and chemical resistance, it is particularly preferable to contain an epoxy resin.
- epoxy resins include, for example, biphenyl type epoxy resins; bisphenol type epoxy resins such as bisphenol A type epoxy resins, bisphenol F type epoxy resins and tetramethylbisphenol F type epoxy resins; stilbene type epoxy resins; Novolac type epoxy resins such as resins, ortho-cresol novolak type epoxy resins; triphenol methane type epoxy resins, polyfunctional epoxy resins such as trisphenol type epoxy resins exemplified by alkyl-modified triphenol methane type epoxy resins; phenol aralkyl epoxy resins such as phenol aralkyl epoxy resins having a phenylene skeleton, naphthol aralkyl epoxy resins having a phenylene skeleton, phenol aralkyl epoxy resins
- the epoxy resin preferably contains a polyfunctional epoxy resin having three or more epoxy groups in the repeating structure of the epoxy resin skeleton.
- a polyfunctional epoxy resin By using a polyfunctional epoxy resin, the glass transition temperature of the cured product can be improved.
- thermosetting resin it is more preferable to include an epoxy resin having a softening point of less than 80°C as the thermosetting resin.
- an epoxy resin having a softening point of less than 80° C. By using an epoxy resin having a softening point of less than 80° C., a low-viscosity resin composition for injection molding can be obtained, and continuous injection molding becomes possible, resulting in excellent productivity.
- the content of the thermosetting resin in the injection molding resin composition is preferably 2% by mass or more, more preferably 3% by mass or more, and 4% by mass of the entire injection molding resin composition. % or more is particularly preferred.
- the content of the thermosetting resin is preferably 50% by mass or less, more preferably 30% by mass or less, relative to the entire injection molding resin composition. , 15 mass % or less.
- the resin composition for injection molding of this embodiment can contain a curing agent.
- Curing agents can be broadly classified into, for example, polyaddition type curing agents, catalyst type curing agents, and condensation type curing agents.
- Polyaddition-type curing agents used as curing agents include, for example, diethylenetriamine (DETA), triethylenetetramine (TETA), aliphatic polyamines such as metaxylylenediamine (MXDA), diaminodiphenylmethane (DDM), and m-phenylenediamine. (MPDA), diaminodiphenylsulfone (DDS) and other aromatic polyamines, polyamine compounds including dicyandiamide (DICY), organic acid dihydralazide, etc.; hexahydrophthalic anhydride (HHPA), methyltetrahydrophthalic anhydride (MTHPA), etc.
- DETA diethylenetriamine
- TETA triethylenetetramine
- aliphatic polyamines such as metaxylylenediamine (MXDA), diaminodiphenylmethane (DDM), and m-phenylenediamine.
- MXDA metaxylylenediamine
- Acid anhydrides including aromatic acid anhydrides such as alicyclic acid anhydrides, trimellitic anhydride (TMA), pyromellitic anhydride (PMDA), and benzophenonetetracarboxylic acid (BTDA); novolak phenolic resins, polyvinyl Phenolic resin-based curing agents such as phenol and aralkyl-type phenol resins; Polymercaptan compounds such as polysulfide, thioester and thioether; Isocyanate compounds such as isocyanate prepolymers and blocked isocyanates; Organic acids such as carboxylic acid-containing polyester resins. Including one or more selected types.
- Catalytic curing agents used as curing agents include tertiary amine compounds such as benzyldimethylamine (BDMA) and 2,4,6-trisdimethylaminomethylphenol (DMP-30); Lewis acids such as BF3 complexes; One type or two or more types selected from the group consisting of
- Condensation-type curing agents used as curing agents are, for example, one or more selected from the group consisting of resol-type phenolic resins; urea resins such as methylol group-containing urea resins; and melamine resins such as methylol group-containing melamine resins. including.
- a phenol resin-based curing agent from the viewpoint of improving the balance of flame resistance, moisture resistance, electrical properties, curability, storage stability, and the like.
- a phenol resin-based curing agent monomers, oligomers, and polymers in general having two or more phenolic hydroxyl groups in one molecule can be used, and the molecular weight and molecular structure are not particularly limited.
- Phenolic resin-based curing agents used as curing agents include, for example, phenol novolak resins, cresol novolak resins, novolac type phenol resins such as bisphenol novolak resins; polyvinylphenol; polyfunctional phenol resins such as triphenolmethane type phenol resins; Modified phenolic resins such as resins and dicyclopentadiene-modified phenolic resins; Phenol aralkyl resins having a phenylene skeleton and/or biphenylene skeleton; Phenol aralkyl-type phenolic resins such as naphthol aralkyl resins having a phenylene and/or biphenylene skeleton; It contains one or more selected from the group consisting of bisphenol compounds such as F. Among these, from the viewpoint of improving the curability of the resin composition for injection molding, it is more preferable to include at least one of a novolak-type phenol resin and a phenol-aral
- the content of the curing agent in the injection molding resin composition is preferably 1% by mass or more, more preferably 2% by mass or more, and 3% by mass or more with respect to the entire injection molding resin composition. is particularly preferred.
- the content of the curing agent in the injection molding resin composition is preferably 40% by mass or less, more preferably 25% by mass or less, based on the total injection molding resin composition. % by mass or less is particularly preferred.
- the injection molding resin composition of the present embodiment contains an epoxy resin having a softening point of less than 80°C as a thermosetting resin, or a curing agent having a softening point of less than 80°C as a curing agent. It is more preferable that each of the softening points is less than 80°C.
- an epoxy resin having a softening point of less than 80°C and/or a curing agent having a softening point of less than 80°C a low-viscosity resin composition for injection molding can be obtained and continuous injection molding becomes possible. Better productivity.
- the injection molding resin composition of the present embodiment can contain an inorganic filler.
- the inorganic filler is selected from the group consisting of, for example, glass fiber, silica such as fused crushed silica, spherical silica, and crystalline silica, alumina, aluminum hydroxide, magnesium hydroxide, calcium carbonate, silicon nitride, and aluminum nitride.
- silica such as fused crushed silica, spherical silica, and crystalline silica
- alumina aluminum hydroxide, magnesium hydroxide, calcium carbonate, silicon nitride, and aluminum nitride.
- magnesium hydroxide magnesium hydroxide
- calcium carbonate silicon nitride
- spherical silica and fused and crushed silica preferably contains glass fiber, spherical silica, fused and crushed silica, and calcium carbonate, and more preferably contains spherical silica and fused and crushed silica.
- the inorganic filler contains silica
- it preferably contains silica having an average particle size D50 of 1 ⁇ m or more and 50 ⁇ m or less. This makes it possible to more effectively improve the balance among fillability, adhesion, moisture resistance, heat resistance, and the like.
- the average particle diameter D50 of silica can be measured, for example, using a commercially available laser particle size distribution analyzer (eg, SALD-7000 manufactured by Shimadzu Corporation).
- the content of the inorganic filler in the resin composition for injection molding is preferably 50% by weight or more, more preferably 60% by weight or more, relative to the entire resin composition.
- the content of the inorganic filler in the resin composition for injection molding is preferably 90% by weight or less, more preferably 85% by weight or less, relative to the entire resin composition for injection molding.
- the injection molding resin composition of the present embodiment can contain a curing accelerator (curing catalyst). Any known curing accelerator can be used as long as it accelerates the cross-linking reaction between the thermosetting resin and the curing agent.
- Curing accelerators include, for example, imidazole, 2-undecylimidazole, 2-heptadecylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole (EMI24), 2-phenylimidazole, 2-phenyl- 4-methylimidazole (2P4MZ), 1-benzyl-2-phenylimidazole, 1-benzyl-2-methylimidazole, 1-cyanoethyl-2-methylimidazole, 1-cyanoethyl-2-ethyl-4-methylimidazole, 1- Cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-phenylimidazole, 1-cyanoethyl-2-undecylimidazolium trimellitate, 1-cyanoethyl-2-phenylimidazolium trimellitate, 2,4-diamino- 6-[2′-methylimidazolyl (1
- the number of functional groups in the curing accelerator is preferably 3 or less, more preferably 2 or less.
- the lower limit of the content of the curing accelerator is, for example, preferably 0.02% by mass or more, and 0.05% by mass or more with respect to the total solid content of the resin composition for injection molding. It is more preferable that the content is 0.1% by mass or more, and it is particularly preferable that the content is 0.1% by mass or more.
- the upper limit of the content of the curing accelerator is, for example, preferably 3.0% by mass or less and 2.0% by mass or less with respect to the total solid content of the resin composition for injection molding. is more preferably 1.0% by mass or less, and particularly preferably 0.5% by mass or less.
- the lower limit of the content of the curing accelerator is, for example, preferably 0.3% by mass or more, more preferably 0.5% by mass or more, relative to the total solid content of the epoxy resin. , 0.8% by mass or more.
- the upper limit of the content of the curing accelerator is, for example, preferably 5.0% by mass or less, more preferably 3.0% by mass or less, relative to the total solid content of the epoxy resin. 2.0% by mass or less is particularly preferable.
- One or more of various additives such as silane coupling agents, colorants, ion scavengers, oils, low-stress agents, and flame retardants may optionally be added to the injection molding resin composition of the present embodiment. can be appropriately blended.
- the injection molding resin composition of the present embodiment can be obtained by mixing the above components by a conventionally known method.
- the resin composition for injection molding of the present embodiment is excellent in moldability because backflow into the hopper is suppressed and measurement accuracy is excellent.
- the resin composition for injection molding of this embodiment can be molded at a low pressure of 40 MPa or less, and can be molded continuously at an injection speed of 10 mm/sec.
- the injection molding method of this embodiment can be performed using the injection molding apparatus 1 shown in FIG.
- the injection molding apparatus 1 includes an injection unit 20 consisting of a cylinder 21 and a screw 22 inserted into the cylinder 21, and a mold 10 having a cavity 12.
- the injection molding method of this embodiment includes: a step of melting the injection molding resin composition of the present embodiment in the cylinder 21; and a step of injecting the molten resin composition using the screw 22 to fill the cavity 12 .
- An injection molding apparatus 1 a mold 10 having a molding space (cavity 12) such as gates, runners, and gates, and an injection molding machine 20 for injection molding.
- the injection molding machine 20 includes, for example, a cylinder 21, a screw 22 rotatable within the cylinder 21, a hopper 23 into which a resin composition for injection molding can be introduced into the cylinder 21, and a phenolic resin composition through the cylinder 21. and a nozzle 25 for feeding the molding material kneaded in the cylinder 21 to the mold 10.
- the screw 22 has a backflow valve 26 at its tip.
- a resin composition for injection molding is put into the heated injection molding machine 20 .
- the resin composition for injection molding is kneaded by the screw 22 while being heated and melted by the heater 24 within the cylinder 21 .
- the temperature T of the tip of the screw 22 in the cylinder 21 is 60-100.degree.
- the wax includes a wax (b) having a melting point higher than the screw tip temperature T and 80°C or higher, and a wax (b) having a melting point lower than the screw tip temperature T and lower than 80°C. and wax (a).
- the injection molding resin composition melted by the screw 22 is fed while being compressed and kneaded in the direction of the nozzle 25, and the screw 22 descends backward (opposite direction to the nozzle 25). At this time, a back pressure is applied to push the screw 22 from behind, and pressure can be applied to the resin composition for injection molding gathered in the nozzle 25 . Then, the resin composition for injection molding gathered at the nozzle 25 at the tip of the screw 21 is metered to a set position.
- the resin composition for injection molding of the present embodiment is suppressed from sticking to a screw or the like, and can be measured accurately.
- the measured resin composition for injection molding is injected into the cavity 12 of the mold 10 through the nozzle 25 by the pressure of the screw 22 by advancing the screw 21 which is lowered backward.
- the injection molding resin composition of the present embodiment has excellent moldability, and the injection molding resin composition in the cylinder is suppressed from flowing backward (backflow) into the hopper during injection.
- the resin composition for injection molding of this embodiment is excellent in low-temperature moldability, and the temperature inside the cavity 12 can be set to 150 to 160.degree.
- the resin composition for injection molding is cured in the cavity 12, then the mold 10 is opened and the molded body is taken out from the cavity 12.
- the resin composition for injection molding containing the wax (a) and the wax (b) of the present embodiment is excellent in releasability.
- an in-vehicle electronic control unit or the like sealed with the resin composition for injection molding it is possible to provide an in-vehicle electronic control unit or the like sealed with the resin composition for injection molding.
- An in-vehicle electronic control unit will be described below as an example.
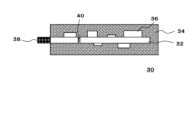
- the in-vehicle electronic control unit 30 is used to control the engine, various in-vehicle devices, and the like. As shown in FIG. 1, the in-vehicle electronic control unit 30 includes, for example, a wiring board 32, a plurality of electronic components 36 mounted on at least one surface of the wiring board 32, and the electronic components 36 sealed. and a sealing resin 34 made of a resin composition for injection molding.
- the wiring board 32 has connection terminals 38 for connection with the outside on at least one side.
- the in-vehicle electronic control unit 30 according to one example of the present embodiment is electrically connected to the counterpart connector via the connection terminal 38 by fitting the connection terminal 38 to the counterpart connector.
- the wiring board 32 is, for example, a wiring board provided with circuit wiring on one or both of one surface and the other surface opposite to the one surface. As shown in FIG. 1, the wiring board 32 has, for example, a flat plate shape. In this embodiment, an organic substrate made of an organic material such as polyimide can be employed as the wiring substrate 32 .
- the wiring board 32 may have a through hole 40 that penetrates the wiring board 32 and connects one surface and the other surface, for example. In this case, the wiring provided on one surface of the wiring board 32 and the wiring provided on the other surface are electrically connected via the conductor pattern provided in the through hole 40 .
- the wiring board 32 has a solder resist layer on one surface on which electronic components 36 are mounted, for example.
- the solder resist layer can be formed using a solder resist-forming resin composition that is commonly used in the field of semiconductor devices.
- solder resist layers can be provided on one surface and the other surface of the wiring board 32 .
- the solder resist layer provided on one surface of wiring board 32, or on both one surface and the other surface is formed of, for example, a resin composition containing a silicone compound. Thereby, a solder resist layer having excellent surface smoothness can be realized.
- the plurality of electronic components 36 are mounted, for example, on one surface and the other surface of the wiring board 32, as shown in FIG. On the other hand, the electronic component 36 may be provided only on one surface of the wiring board 32 and may not be provided on the other surface of the wiring board 32 .
- the electronic component 36 is not particularly limited as long as it can be mounted on an in-vehicle electronic control unit, and examples include a microcomputer.
- the sealing resin 34 is formed by molding the resin composition for injection molding of the present embodiment so as to seal the electronic component 36 and curing it.
- the sealing resin 34 is formed so as to seal the wiring board 32 together with the electronic component 36, for example.
- a sealing resin 34 is provided so as to seal one surface and the other surface of the wiring board 32 and electronic components 36 mounted on the wiring board 32 .
- the sealing resin 34 is formed so as to partially or entirely seal the wiring board 32, for example.
- FIG. 2 illustrates a case where the sealing resin 34 is provided so as to seal the entire other portion of the wiring board 32 without sealing the connection terminals 38 so that the connection terminals 38 are exposed.
- the wiring board 32 may be mounted, for example, on a metal base.
- the metal base can function as a heat sink for dissipating heat generated from the electronic component 36, for example.
- the vehicle electronic control unit 30 is formed by integrally sealing and molding a metal base and a wiring board 32 mounted on the metal base with a resin composition for injection molding. can be done.
- the metal material constituting the metal base is not particularly limited, but may include, for example, iron, copper, aluminum, and alloys containing one or more of these. Note that the in-vehicle electronic control unit 30 does not have to have a metal base.
- the in-vehicle electronic control unit 30 illustrated in FIG. 1 is formed by encapsulating a plurality of electronic components 36 with the injection molding resin composition of the present embodiment by injection molding.
- the wiring board 32 on which a plurality of electronic components 36 are mounted is arranged in the cavity 12 of the mold 10 .
- the shape of the cavity 12 is appropriately changed so as to match the shape of the in-vehicle electronic control unit 30 .
- the injection molding resin composition of the present embodiment is put through a hopper 23 into a cylinder 21 having a screw 22 inside, and the injection molding resin composition is melted at an extruder temperature of 80° C. or more and 100° C. . Molten resin is moved inside the extruder by a screw and injected into the cavity 12 of the mold via a gate to seal the plurality of electronic components 36 .
- Inorganic filler/Silica 1 Fused spherical silica (FB-105, manufactured by Denka, average particle diameter 10.6 ⁇ m, specific surface area 5.1 m 2 /g, upper limit cut 71 ⁇ m) ⁇
- Silica 2 Fused spherical silica (SC-2500-SQ, manufactured by Admatechs, average particle size 0.6 ⁇ m) ⁇
- Silica 3 crushed silica (RD-8, manufactured by Tatsumori, average particle size 15 ⁇ m)
- Coupling agent/coupling agent 1 N-phenyl-3-aminopropyltrimethoxysilane (KBM-573, manufactured by Shin-Etsu Chemical Co., Ltd.)
- Coupling agent 2 3-mercaptopropyltrimethoxysilane (S810, manufactured by Chisso)
- Coupling agent 3 3-glycidoxypropyltrimethoxysilane (S510, manufactured by Chisso)
- Thermosetting resin/epoxy resin 1 cresol novolak type epoxy resin (EOCN-1020-55, manufactured by Nippon Kayaku Co., Ltd., softening point 55° C., equivalent weight 196 g/eq, number average molecular weight 490) ⁇
- Epoxy resin 2 cresol novolac type epoxy resin (EOCN-1020-65, manufactured by Nippon Kayaku Co., Ltd., softening point 65 ° C., equivalent weight 199 g / eq, number average molecular weight 614) -
- Epoxy resin 3 cresol novolac type epoxy resin (EPICRON N680, manufactured by DIC, softening point 85 ° C., equivalent weight 211 g / eq)
- Epoxy resin 4 bisphenol A type epoxy resin (JER1001, manufactured by Mitsubishi Chemical Corporation, softening point 64 ° C., equivalent weight 450-500 g / eq, number average molecular weight 900)
- Curing agent/curing agent 1 Novolak phenolic resin (PR-HF-3, manufactured by Sumitomo Bakelite Co., Ltd., softening point 80° C., equivalent weight 105 g/eq, number average molecular weight 392, weight average molecular weight 667)
- Curing agent 2 Novolac phenol resin (PR-51470, manufactured by Sumitomo Bakelite Co., Ltd., softening point 110 ° C., equivalent weight 103 g / eq, number average molecular weight 617, weight average molecular weight 2201)
- Curing catalyst/curing catalyst 1 2-phenylimidazole (2PZ-PW, manufactured by Shikoku Kasei Co., Ltd.)
- Wax/Wax 1 Oxidized polyethylene wax (Ricowax PED191, manufactured by Clariant Japan, melting point 120 to 125°C)
- ⁇ Wax 2 Carnauba wax (Nikko Carnauba, manufactured by Nikko Fine Co., Ltd., melting point 80 to 86 ° C.)
- ⁇ Wax 3 stearic acid (SR-Sakura, manufactured by NOF Corporation, melting point 59-61°C)
- Coloring agent/coloring agent 1 carbon black (#5, manufactured by Mitsubishi Chemical Corporation)
- the rectangular flow path pressure (rectangular pressure) of the resin composition for injection molding obtained in each example was measured as follows. First, the resin composition for injection molding (pulverized material) was heated at 175° C. for 3 seconds in a plunger (plunger size ⁇ 18 mm) to soften it. Using a low-pressure transfer molding machine (manufactured by NEC Corporation, 40t manual press), a rectangular shape with a width of 13 mm, a thickness of 0.5 mm, and a length of 175 mm was obtained under the conditions of a mold temperature of 175 ° C. and an injection speed of 24.7 mm / sec. The softened resin composition for injection molding obtained above was injected into the flow path of .
- a pressure sensor embedded at a position 25 mm from the upstream end of the flow channel was used to measure the change in pressure over time, and the minimum pressure (kgf/cm 2 ) during flow of the resin composition for injection molding was measured. is the rectangular pressure. Rectangular pressure is a parameter of melt viscosity, and a smaller numerical value indicates a lower melt viscosity.
- Tg Glass transition temperature
- the resin compositions for injection molding of Examples containing a wax having a melting point of less than 80° C. were excellent in moldability because backflow was suppressed and the accuracy of weighing was excellent. Further, as in Examples 1, 3, and 4, the combination of a wax having a melting point of less than 80° C. and a wax having a higher melting point than that of the wax was used, resulting in better releasability.
- Examples 2 to 4 by containing an epoxy resin or a curing agent having a softening point of less than 80°C, the rectangular pressure is small and the melt viscosity is low, so that a low-viscosity resin composition for injection molding can be obtained. It was superior in productivity because it enabled continuous injection molding.
- Injection Molding Apparatus 10 Mold 12 Cavity 20 Injection Molding Machine 21 Cylinder 22 Screw 23 Hopper 24 Heater 25 Nozzle 26 Backflow Valve 30 Automotive Electronic Control Unit 32 Wiring Board 34 Sealing Resin 36 Electronic Component 38 Connection Terminal 40 Through Hole
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Epoxy Resins (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023549634A JP7582498B2 (ja) | 2022-02-07 | 2023-01-19 | 射出成形用樹脂組成物、当該組成物の射出成形方法 |
| US18/728,396 US20250121537A1 (en) | 2022-02-07 | 2023-01-19 | Resin composition for injection molding and method for injection-molding this composition |
| KR1020247029427A KR20240137693A (ko) | 2022-02-07 | 2023-01-19 | 사출 성형용 수지 조성물, 당해 조성물의 사출 성형 방법 |
| EP23749537.9A EP4477714A4 (en) | 2022-02-07 | 2023-01-19 | Resin composition for injection molding and method for injection molding this composition |
| CN202380019205.1A CN118632902A (zh) | 2022-02-07 | 2023-01-19 | 注射成型用树脂组合物、该组合物的注射成型方法 |
| JP2024190689A JP2025013388A (ja) | 2022-02-07 | 2024-10-30 | 射出成形用樹脂組成物、当該組成物の射出成形方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022017406 | 2022-02-07 | ||
| JP2022-017406 | 2022-02-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023149221A1 true WO2023149221A1 (ja) | 2023-08-10 |
Family
ID=87552055
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/001546 Ceased WO2023149221A1 (ja) | 2022-02-07 | 2023-01-19 | 射出成形用樹脂組成物、当該組成物の射出成形方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250121537A1 (https=) |
| EP (1) | EP4477714A4 (https=) |
| JP (2) | JP7582498B2 (https=) |
| KR (1) | KR20240137693A (https=) |
| CN (1) | CN118632902A (https=) |
| WO (1) | WO2023149221A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025205418A1 (ja) * | 2024-03-25 | 2025-10-02 | 住友ベークライト株式会社 | 射出成形用樹脂組成物、当該組成物の射出成形方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020065872A1 (ja) * | 2018-09-27 | 2020-04-02 | 日立化成株式会社 | 封止用樹脂組成物、電子部品装置及び電子部品装置の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0867741A (ja) | 1994-08-30 | 1996-03-12 | Sumitomo Bakelite Co Ltd | エポキシ樹脂組成物 |
| JP2013127042A (ja) | 2011-12-19 | 2013-06-27 | Nippon Steel & Sumikin Chemical Co Ltd | エポキシ樹脂射出成型材料 |
| JP2014051537A (ja) * | 2012-09-05 | 2014-03-20 | Mitsubishi Pencil Co Ltd | 熱変色固形描画材セット |
| JP2020132647A (ja) * | 2019-02-12 | 2020-08-31 | 住友ベークライト株式会社 | Ldsに用いる射出成形用熱硬化性樹脂成形材料、それを用いた射出成形品の製造方法およびmidの製造方法 |
| JP2021134366A (ja) * | 2020-02-24 | 2021-09-13 | 合同会社モルージ | 金属粉末成形用組成物 |
| JP2022017406A (ja) | 2016-06-24 | 2022-01-25 | アークサーダ,エルエルシー | 第4級アンモニウム殺生物剤を含む相乗的抗微生物剤組合せ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08113668A (ja) * | 1994-10-14 | 1996-05-07 | Osaka Gas Co Ltd | メソカーボン粉末成形体の製造方法およびカーボン焼結体の製造方法 |
| JPH08170009A (ja) * | 1994-12-19 | 1996-07-02 | Mitsubishi Chem Corp | 射出成形用ポリエチレンテレフタレート系樹脂組成物及び大型射出成形品 |
| EP2181155B1 (en) | 2007-08-22 | 2011-01-19 | Basell Poliolefine Italia S.R.L. | Soft polyolefin compositions with improved processability |
| JP2009120714A (ja) | 2007-11-14 | 2009-06-04 | Idemitsu Kosan Co Ltd | 複合樹脂ペレット、成形品、および、複合樹脂ペレットの製造方法 |
| JP6084406B2 (ja) | 2012-09-03 | 2017-02-22 | ユニチカ株式会社 | 発泡剤組成物ペレットおよびその製造方法 |
| JP6919954B1 (ja) * | 2021-04-05 | 2021-08-18 | 株式会社Tbm | 樹脂組成物及び成形品 |
-
2023
- 2023-01-19 JP JP2023549634A patent/JP7582498B2/ja active Active
- 2023-01-19 EP EP23749537.9A patent/EP4477714A4/en active Pending
- 2023-01-19 CN CN202380019205.1A patent/CN118632902A/zh active Pending
- 2023-01-19 US US18/728,396 patent/US20250121537A1/en active Pending
- 2023-01-19 WO PCT/JP2023/001546 patent/WO2023149221A1/ja not_active Ceased
- 2023-01-19 KR KR1020247029427A patent/KR20240137693A/ko active Pending
-
2024
- 2024-10-30 JP JP2024190689A patent/JP2025013388A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0867741A (ja) | 1994-08-30 | 1996-03-12 | Sumitomo Bakelite Co Ltd | エポキシ樹脂組成物 |
| JP2013127042A (ja) | 2011-12-19 | 2013-06-27 | Nippon Steel & Sumikin Chemical Co Ltd | エポキシ樹脂射出成型材料 |
| JP2014051537A (ja) * | 2012-09-05 | 2014-03-20 | Mitsubishi Pencil Co Ltd | 熱変色固形描画材セット |
| JP2022017406A (ja) | 2016-06-24 | 2022-01-25 | アークサーダ,エルエルシー | 第4級アンモニウム殺生物剤を含む相乗的抗微生物剤組合せ |
| JP2020132647A (ja) * | 2019-02-12 | 2020-08-31 | 住友ベークライト株式会社 | Ldsに用いる射出成形用熱硬化性樹脂成形材料、それを用いた射出成形品の製造方法およびmidの製造方法 |
| JP2021134366A (ja) * | 2020-02-24 | 2021-09-13 | 合同会社モルージ | 金属粉末成形用組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4477714A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025205418A1 (ja) * | 2024-03-25 | 2025-10-02 | 住友ベークライト株式会社 | 射出成形用樹脂組成物、当該組成物の射出成形方法 |
| JPWO2025205418A1 (https=) * | 2024-03-25 | 2025-10-02 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7582498B2 (ja) | 2024-11-13 |
| US20250121537A1 (en) | 2025-04-17 |
| EP4477714A4 (en) | 2025-12-17 |
| JP2025013388A (ja) | 2025-01-24 |
| KR20240137693A (ko) | 2024-09-20 |
| JPWO2023149221A1 (https=) | 2023-08-10 |
| EP4477714A1 (en) | 2024-12-18 |
| CN118632902A (zh) | 2024-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3736611B2 (ja) | フリップチップ型半導体装置用封止材及びフリップチップ型半導体装置 | |
| JP3876965B2 (ja) | 液状エポキシ樹脂組成物及び半導体装置 | |
| KR102026123B1 (ko) | 에폭시 수지 조성물 및 구조체 | |
| JP2025013388A (ja) | 射出成形用樹脂組成物、当該組成物の射出成形方法 | |
| JP4656269B2 (ja) | 液状エポキシ樹脂組成物及び半導体装置 | |
| CN101906236B (zh) | 半导体封装用环氧树脂组合物以及使用所述组合物的半导体装置 | |
| JP3695521B2 (ja) | 液状エポキシ樹脂組成物及び半導体装置 | |
| CN116897191B (zh) | 注射成型用密封树脂组合物 | |
| JP2010118649A (ja) | 封止用液状樹脂組成物、及びこれを用いた電子部品装置 | |
| JP4176619B2 (ja) | フリップチップ実装用サイドフィル材及び半導体装置 | |
| CN114364736A (zh) | 半导体密封用树脂组合物和半导体装置 | |
| JP7543689B2 (ja) | 封止用樹脂組成物、当該組成物を用いた車載用電子制御ユニットの製造方法 | |
| JP3925803B2 (ja) | フリップチップ実装用サイドフィル材及び半導体装置 | |
| JP2011079973A (ja) | 封止用液状樹脂組成物の製造方法と調整方法及びこれを用いた半導体装置と半導体素子の封止方法 | |
| CN112567509A (zh) | 液体压塑成型或包封剂组合物 | |
| JP2001329146A (ja) | 半導体封止用エポキシ樹脂組成物及び半導体装置 | |
| US6168872B1 (en) | Semiconductor encapsulating epoxy resin composition and semiconductor device | |
| JP2021161213A (ja) | 封止用樹脂組成物および電子装置 | |
| WO2025205418A1 (ja) | 射出成形用樹脂組成物、当該組成物の射出成形方法 | |
| JPH03258852A (ja) | エポキシ樹脂組成物及びその硬化物 | |
| JP3622839B2 (ja) | 半導体封止用液状エポキシ樹脂組成物 | |
| JP5716175B2 (ja) | 封止用エポキシ樹脂組成物及びこれを用いて封止した半導体装置 | |
| JP4974434B2 (ja) | 半導体封止用エポキシ樹脂組成物及び半導体装置 | |
| JP2003277582A (ja) | エポキシ樹脂組成物及び半導体装置 | |
| JPS6253325A (ja) | エポキシ樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023549634 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23749537 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18728396 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417053881 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380019205.1 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20247029427 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247029427 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023749537 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023749537 Country of ref document: EP Effective date: 20240909 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18728396 Country of ref document: US |