WO2022255319A1 - 表皮材 - Google Patents
表皮材 Download PDFInfo
- Publication number
- WO2022255319A1 WO2022255319A1 PCT/JP2022/022005 JP2022022005W WO2022255319A1 WO 2022255319 A1 WO2022255319 A1 WO 2022255319A1 JP 2022022005 W JP2022022005 W JP 2022022005W WO 2022255319 A1 WO2022255319 A1 WO 2022255319A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- knitted fabric
- surface layer
- yarn
- skin material
- knitted
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 76
- 239000004744 fabric Substances 0.000 claims abstract description 207
- 239000002344 surface layer Substances 0.000 claims description 90
- 239000010410 layer Substances 0.000 claims description 43
- 230000035699 permeability Effects 0.000 claims description 25
- 238000013461 design Methods 0.000 abstract description 16
- 230000001747 exhibiting effect Effects 0.000 abstract 1
- 239000000835 fiber Substances 0.000 description 52
- 238000009940 knitting Methods 0.000 description 27
- 235000014676 Phragmites communis Nutrition 0.000 description 23
- -1 polyethylene terephthalate Polymers 0.000 description 22
- 229920000139 polyethylene terephthalate Polymers 0.000 description 22
- 239000005020 polyethylene terephthalate Substances 0.000 description 22
- 244000273256 Phragmites communis Species 0.000 description 15
- 238000003780 insertion Methods 0.000 description 11
- 230000037431 insertion Effects 0.000 description 11
- 238000000034 method Methods 0.000 description 11
- 238000009998 heat setting Methods 0.000 description 9
- 230000000704 physical effect Effects 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 238000004043 dyeing Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 239000002932 luster Substances 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 238000009991 scouring Methods 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- QNRATNLHPGXHMA-XZHTYLCXSA-N (r)-(6-ethoxyquinolin-4-yl)-[(2s,4s,5r)-5-ethyl-1-azabicyclo[2.2.2]octan-2-yl]methanol;hydrochloride Chemical compound Cl.C([C@H]([C@H](C1)CC)C2)CN1[C@@H]2[C@H](O)C1=CC=NC2=CC=C(OCC)C=C21 QNRATNLHPGXHMA-XZHTYLCXSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/06—Patterned fabrics or articles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/14—Fabrics characterised by the incorporation by knitting, in one or more thread, fleece, or fabric layers, of reinforcing, binding, or decorative threads; Fabrics incorporating small auxiliary elements, e.g. for decorative purposes
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C31/00—Details or accessories for chairs, beds, or the like, not provided for in other groups of this subclass, e.g. upholstery fasteners, mattress protectors, stretching devices for mattress nets
- A47C31/02—Upholstery attaching means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/58—Seat coverings
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/10—Open-work fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/20—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting articles of particular configuration
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/021—Lofty fabric with equidistantly spaced front and back plies, e.g. spacer fabrics
- D10B2403/0213—Lofty fabric with equidistantly spaced front and back plies, e.g. spacer fabrics with apertures, e.g. with one or more mesh fabric plies
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/022—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics
- D10B2403/0222—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics with at least one baggy or puckered ply
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/022—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics
- D10B2403/0223—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics with apertures, e.g. with one or more mesh fabric plies
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/08—Upholstery, mattresses
Definitions
- the present invention relates to skin materials.
- a three-dimensional knitted fabric composed of a knitted fabric with two layers on the front and back and a connecting yarn that connects the two layers of knitted fabric has a cushioning property in the thickness direction by using a monofilament for the connecting yarn, and furthermore, the front and back surfaces.
- the knitted fabric is made into a mesh structure to ensure high breathability, and is widely used as a cushioning material that is cool and highly resistant to stuffiness, such as seats and bedding.
- Patent Document 1 when imparting a ridged design to the knitted fabric of the surface layer of a three-dimensional knitted fabric, an insertion yarn arranged at a rate of one per row of ridges is applied with a predetermined swing width.
- the yarn is knitted and locked at the end of the ridge for each course and inserted, and in at least a part of the course, the inserted yarn is bridged and inserted between two rows of adjacent ridges and knitted and locked at both outer ends of both ridges.
- the structure of the ridges of the knitted fabric on the surface is composed of chain stitching and insertion stitching, and the chain stitching is knitted with two warp yarns supplied from at least two different sets of reeds, and adjacent
- the warp of one reed forms a knotted structure with the warp on the right and the warp of the other reed forms a knotted structure with the warp on the left, and the structure of the warp is a string.
- a three-dimensional knitted fabric having a warp-ridge structure in which rows of stitches are arranged in a regular and orderly manner without forming a shape, which maintains a beautiful appearance, and which does not cause breakage of ground threads during sewing.
- Patent Document 3 in a three-dimensional knitted fabric, floating yarns are locked on the surface of the ground texture by insertion knitting, and knitting is performed so that the ratio of the floating portion of the floating yarn on the surface of the ground texture is 20 to 70%.
- a three-dimensional knitted fabric is disclosed which has excellent surface feel without impairing breathability.
- the insertion yarn is used to bind the row of stitches forming the ridge and two rows of adjacent ridges to prevent distortion and displacement of the ridge. It does not contribute to enhancing the design of the knitted fabric of the surface layer, but it achieves both the design with a sense of depth by the pattern yarn insertion yarn and the durability such as the resistance to fluffing and pull-out of the pattern yarn. I didn't.
- the insertion yarn is used to connect the chain stitches of the warp ridges so that they do not converge into a string, and is used to enhance the design of the knitted fabric of the surface layer.
- the problem to be solved by the present invention is to solve the above-mentioned problems of the prior art, and insert knitting is used for seat seats such as vehicles and furniture and skin materials such as interior materials for vehicles.
- a connecting layer consisting of two knitted fabrics, a front layer and a back layer, and a connecting yarn that connects the two layers of knitted fabrics.
- a skin material composed of a three-dimensional knitted fabric containing It has arrived.
- the present invention is as follows.
- a skin material composed of a three-dimensional knitted fabric including two knitted fabrics on the front and back of a surface layer and a back layer, and a connecting layer made of a connecting thread that connects the two knitted fabrics on the front and back, wherein the surface layer
- the knitted fabric of has an opening, and a pattern yarn is inserted into the opening and knitted.
- the difference ⁇ H between the average height of the two stitches holding both ends of the pattern yarn visible from the opening and the height of the pattern yarn is 0
- [4] Divide the difference ⁇ H between the average height of the two stitches holding both ends of the pattern yarn visible from the opening and the height of the pattern yarn by the length A of the pattern yarn visible from the opening.
- the surface material of the present invention which is made of three-dimensional knitted fabric with two layers on the front and back, exhibits a high design with a sense of depth due to the pattern yarn inserted into the knitted fabric of the surface layer, and at the same time, the hard protrusions such as hooks of hook-and-loop fasteners. Even if the surface is rubbed, it is possible to prevent the pattern yarn from being pulled out and to prevent fluffing.
- FIG. 1 is a schematic diagram of an example of the present invention in which a pattern yarn is inserted into a knitted fabric having a mesh structure as a surface layer.
- FIG. 1 is a schematic diagram of an example of the present invention in which a pattern yarn is inserted into a knitted fabric having a ridge structure on a surface layer;
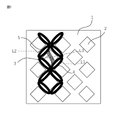
- FIG. 2 is a schematic diagram of an example of the present invention in which pattern yarns are inserted and knitted in different mesh openings of a knitted fabric having a mesh structure of a surface layer.
- the skin material of the embodiment of the present invention (also referred to as the present embodiment) comprises a knitted fabric with two front and back layers, a surface layer and a back layer, and a connecting layer made of a connecting yarn that connects the two knitted fabric layers.
- the outer skin material is composed of a three-dimensional knitted fabric containing a three-dimensional knitted fabric, wherein the knitted fabric of the surface layer has an opening, and a pattern yarn is inserted and knitted in the opening.
- the skin material of the present embodiment includes a knitted fabric having two layers on the front and back and a three-dimensional knitted fabric composed of connecting yarns connecting the knitted fabrics of the two layers.
- the three-dimensional knitted fabric is knitted by a double Raschel warp knitting machine, and the gauge of the knitting machine is preferably 18 to 28 gauge.
- the knitted fabric of the surface layer has openings.
- the opening in the present embodiment means that, in a part or all of the courses, in the stitch rows continuous in the warp direction forming the knitted fabric of the surface layer, the adjacent stitch rows are 0.50 mm in the course direction (horizontal direction). It refers to a void formed by having a portion with a gap as described above, and refers to an open state such as a substantially rhombic, substantially square, substantially circular, or substantially linear shape.
- the knitted fabric of the surface layer can have the openings by, for example, having a mesh structure or a ridge structure.
- Any warp knitting structure can be used to make the knitted fabric of the surface layer into a mesh structure or a ridge structure.
- a mesh structure at least two reeds of the knitting machine are used, and when supplying yarn from the guide bar, a mesh structure with a yarn extraction arrangement such as 1-in-1-out or 2-in-2-out is used. is preferred.
- a yarn extraction arrangement such as 1-in-1-out or 2-in-2-out is used, and two reeds are used.
- the sinker loops of at least two rows of stitch rows connected in the length direction (vertical direction) of the knitted fabric supplied from the guide bar are appropriately pulled in the left and right opposite directions by the movement of the two guide bars. Therefore, a method of gathering stitch rows to form a convex ridge structure is preferable in terms of morphological stability of the convex ridge. It is preferable to connect them across to stabilize the shape of the convex ridge and the pattern thread and to suppress the occurrence of fluff on the surface.
- FIG. 2 shows an example in which the convex ridge is formed by four rows of stitches.
- the sinker loops 13 and 18, and 11 and 16 pull the two left and right stitch rows of the four stitch rows of the convex ridge portion 7 in the left and right opposite directions, and bring the stitch rows together to form a convex ridge structure. indicates
- mesh structure or ridge structure it is not necessary that all courses of the knitted fabric have the same mesh structure or ridge structure, and some courses may have a structure in which different knitting structures are combined.
- the pattern yarn is inserted and knitted into the openings of the knitted fabric of the surface layer.
- the knitted fabric of the surface layer has a mesh structure or a ridge structure
- the pattern yarn is inserted and knitted into the mesh openings or the recesses of the gaps between the adjacent convex ridges.
- the pattern yarn is inserted across the opening at an arbitrary angle in a substantially vertical direction, a substantially horizontal direction, or a substantially oblique direction when viewed from the front side of the surface layer knitted fabric.
- FIG. 1 shows an example of a state in which the pattern yarn is inserted into the opening of the mesh.
- the pattern yarn 3 passes from one stitch 4 facing one mesh opening 2, crosses the opening in a substantially oblique direction when viewed from the front side of the surface knitted fabric, and faces the same mesh opening.
- the other stitches 5 that have been inserted are knitted.
- the pattern yarn 3 is preferably interlaced so as to be gripped by the stitches (4 and 5) facing the same opening, but as shown in FIG. It may be interlaced so that it is gripped by the stitches facing 2 (4 and 5).
- FIG. 2 shows an example of a state in which the pattern yarn is inserted and knitted into the concave portion of the gap between the adjacent convex ridges.
- the pattern yarn 3 extends from one stitch 9 facing the recess 8 in the stitch row forming the convex ridge 7 and crosses the recess 8 in a substantially oblique direction when viewed from the front side of the surface layer knitted fabric. are inserted into another stitch 10 facing the same recess.
- the pattern yarn 3 is inserted and knitted so that it is held by the stitches included in the adjacent convex portions 7 with the concave portion 8 interposed therebetween. It may be inset knitted like this.
- the insert-knitted pattern yarn 3 is positioned below one stitch 9 and the other stitch 10 that are insert-knitted, as shown in FIG.
- the pattern yarn is between the stitch and the sinker loop by the sinker loops of one and the other stitches and / or the sinker loops 11, 12, 13, 14, etc. of another stitch in the same course It will be in a state of being gripped in a form sandwiched between.
- the pattern yarn in this embodiment refers to a fiber that has a different appearance such as color, shape, gloss, etc. from the fibers that form the knitted fabric of the surface layer. It enhances sexuality.
- the pattern yarn may have different appearances such as color, shape and luster at the stage of the three-dimensional knitted fabric, and may have different appearances such as color, shape and luster at the post-processing stage.
- the pattern yarn is preferably different in color from the fibers forming the surface knitted fabric, and the pattern yarn of a different color can be seen with a sense of depth from the lower side of the fibers forming the surface knitted fabric, which enhances the design. More preferred above.
- the pattern yarn When inserting the pattern yarn into the openings of the surface knitted fabric, it can be inserted into any course and any wale.
- the pattern yarn In order to prevent the pattern yarn from being pulled out by a projection or the like, the pattern yarn is sandwiched and gripped between two or more stitches on the same course and the sinker loop of the stitch at least once every four courses. It is preferable that Also, the pattern yarn may be knit-knitted so as to partially form stitches while insert-knitting.
- the length of the pattern yarn visible from the opening of the surface layer knitted fabric is 0.50 mm or more and 2.50 mm when viewed from the front side of the surface layer knitted fabric. is preferably 0.50 mm or more and 2.30 mm or less. If the length of the handle thread is less than 0.50 mm, the effect of enhancing the design is reduced. It becomes difficult to suppress the pulling out of the thread and the fluffiness.
- the stitch density of the knitted fabric of the surface layer is preferably 11000 or more and 21000 or less, more preferably 11500 or more and 20000 or less, still more preferably 13000 or more and 19000 or less, and most preferably 14000 or more and 19000 or less.
- the total fineness of fibers forming one stitch of the knitted fabric of the surface layer excludes the fineness of the connecting yarn and excludes fibers that do not form stitches such as insertion knitting, fibers that form stitches refers to the total fineness of only When the mesh density is 11,000 or more, hard protrusions such as the hook portion of the hook-and-loop fastener are less likely to get caught on the single fibers of the stitches of the surface layer, and fluffing due to cutting of the single fibers is less likely to occur.
- the insert-knitted pattern yarn becomes less likely to slip between the stitches and the sinker loop, and is less likely to be pulled out by a protrusion such as the hook portion of the hook-and-loop fastener.
- the knitted fabric of the surface layer has sufficient breathability, so that heat transfer and moisture transfer occur due to air convection, and a cool and stuffy feeling when sitting. will be good.
- the fineness of the fiber used for the knitted fabric of the surface layer the gauge of the knitting machine, the on-machine course, the knitting structure, the width insertion rate and width in the finishing process such as heat setting It is preferable to adjust the feed rate, overfeed rate, underfeed rate, and the like.
- the material of the fiber used for the knitted fabric of the surface layer and the pattern yarn is not limited. However, long fibers of polyethylene terephthalate fibers are preferably used from the standpoint of fiber strength and light resistance.
- the polyethylene terephthalate fiber is false twisted from the viewpoint of increasing the pulling resistance of the single fiber and making it difficult for the single fiber on the surface of the knitted fabric and the single fiber of the pattern yarn to be pulled out by protrusions such as the hook part of the hook-and-loop fastener. Yarns, interlaced yarns or twisted yarns are preferred.
- the fineness of the fibers used for the knitted fabric of the surface layer is preferably 100 decitex or more and 350 decitex or less from the viewpoint of optimizing the density of the stitches. From the same point of view, the total fineness of one stitch made of fibers forming the knitted fabric of the surface layer is preferably 150 decitex or more and 800 decitex or less.
- the fineness of the fibers used for the pattern yarn is the total fineness of the fibers forming one stitch of the knitted fabric of the surface layer from the viewpoint of making the pattern stand out and suppressing the “pulling out” of the pattern yarn by the protrusions. It is preferable that the fineness is one-half or more of that.
- the single yarn fineness is preferably 1 decitex or more and 6 decitex or less, but 3 decitex or more and 6 decitex or less is more preferable because the strength of the single yarn is higher. preferable.
- a monofilament is preferable for the fiber used for the connecting thread.
- its fineness is preferably 30 decitex or more and 300 decitex or less, more preferably 50 decitex or more and 250 decitex, in order to suppress the monofilament from protruding to the surface of the knitted fabric and to maintain good cushioning properties. Decitex or less.
- the monofilament protrudes on the knitted fabric surface of the three-dimensional knitted fabric, it is likely to be caught by protrusions such as the hook part of the hook-and-loop fastener. It is desirable that the stitches of the monofilament hold down the monofilament stitches, and for this purpose, the total fineness D (decitex) of one stitch made of the fibers forming the knitted fabric of the surface layer, and the fineness D2 (decitex) of the monofilament is as follows. Relational expression: D/D2 ⁇ 3 is preferably satisfied.
- the average value H1 (mm) of the height of the two stitches holding both ends of the pattern yarn visible from the opening and the difference ⁇ H (mm) between the height H2 (mm) of the handle thread prevents the handle thread from being pulled out or fuzzing when the surface is rubbed by hard protrusions such as hooks of hook-and-loop fasteners.
- the height difference ⁇ H is preferably 0.20 mm or more, further preferably 0.30 mm or more, in order to provide a design with a sense of depth.
- the average value H1 of the heights of the two stitches that grip both ends of the pattern yarn is the surface where the pattern yarn contacts the stitch 4 and the stitch Draw straight lines L1 and L2 in the course direction (horizontal direction) at the two points with the longest linear distance (two points that determine the length of the pattern thread) among the distances from the surface in contact with 5, and draw them on the straight line L1. and the average value of the highest height of the stitch 4 on the straight line L2.
- the height H2 (mm) of the pattern thread is on a straight line L3 drawn perpendicular to the line of length A from the center point (position of A/2) of the length A (mm) of the pattern thread. Refers to the highest height of a pattern thread.
- ⁇ H/A is highly correlated with pattern yarn pull-out and fluffiness.
- ⁇ H/A is preferably 0.02 or more, more preferably 0.04 or more, still more preferably 0.15 or more, and particularly preferably 0.20 or more in order to suppress the pulling out of the pattern yarn and the fluffiness. is.
- the skin material of this embodiment transfers heat and moisture from the human body when seated to improve coolness and stuffiness prevention.
- the air permeability permeating from the side toward the knitted fabric of the surface layer is preferably 40 cc/cm 2 /sec or more, more preferably 50 cc/cm 2 /sec or more, and still more preferably 50 cc/cm 2 /sec or more. is 60 cc/cm 2 /sec or more.
- permeability permeating from the connecting layer side between the front and back two-layer knitted fabric of a three-dimensional knitted fabric toward the outer knitted fabric refers to the suction of JIS L1096 air permeability test method (method A).
- the test piece size of the three-dimensional knitted fabric is 15 cm square, and the knitted fabric of the surface layer is placed on the opening of the air permeability tester with the knitted fabric facing down, and the knitted fabric of the back layer
- a silicon rubber plate with a thickness of 3 mm and 20 cm square is superimposed on the outer surface of the fabric to block the air that penetrates the knitted fabric of the back layer, entering from the cross section of the four sides of the three-dimensional knitted fabric and passing through the connecting layer to the knitted fabric of the surface layer. refers to the permeability of the air that passes through the
- the number of connecting yarns forming the connecting layer of the knitted fabric is 1/4 or more and 1/2 or less of the total number of stitches of the knitted fabric of the surface layer.
- the total number of stitches of the surface layer knitted fabric means the number of stitches in a 2.54 cm square of the front side knitted fabric, and is obtained by multiplying the number of courses/2.54 cm and the number of wales/2.54 cm.
- the air permeability of the knitted fabric of the back layer of the three-dimensional knitted fabric to the knitted fabric of the surface layer which is usually measured by the general JIS L1096 air permeability test method (method A), is 50 cc/cm 2 /sec or more. more preferably 60 cc/cm 2 /sec or more, and still more preferably 80 cc/cm 2 /sec or more.
- the air permeability permeating from the knitted fabric of the back layer to the knitted fabric of the surface layer to 50 cc/cm 2 /sec or more, it can be used as a seat skin material in combination with a cushion member incorporating a ventilation system. preferred.
- any material can be used for the fibers constituting the three-dimensional knitted fabric, and various fiber materials may be combined.
- 100% polyethylene terephthalate fiber is preferable in terms of ease of recycling such as material recycling and chemical recycling.
- these fibers may be undyed, it is preferable to use pre-dyed yarns or pre-dyed yarns in order to suppress fluctuations in the properties of the three-dimensional knitted fabric during dyeing.
- the dyed yarn used for the fibers constituting the knitted fabric of the surface layer is a heathered yarn in which two or more dyed yarns are combined by a mixed fiber or the like, because the design is enhanced.
- the thickness of the three-dimensional knitted fabric constituting the skin material of the present embodiment can be arbitrarily set, but is preferably 2.5 mm or more and 12 mm or less, more preferably 3 mm or more and 8 mm or less, from the viewpoint of sewing and handling as the skin material.
- the basis weight of the three-dimensional knitted fabric constituting the skin material of the present embodiment can be arbitrarily set, but is preferably 400 to 1000 g/m 2 , more preferably 400 to 900 g/m 2 .
- the gray fabric in the case of a three-dimensional knitted fabric using pre-dyed yarn or dope-dyed yarn, the gray fabric can be finished through processes such as scouring and heat setting, but the process is simplified. It is more preferable to finish only by heat setting in terms of curing.
- the gray fabric in the case of a three-dimensional knitted fabric in which any one of the two layers of knitted fabric, the pattern yarn, or the fiber used for the connecting yarn is uncolored, the gray fabric can be finished through processes such as presetting, scouring, dyeing, and heat setting.
- the skin material of this embodiment is used for seat seats, interior materials of automobiles, etc., and like conventional skin materials, urethane can be laminated on the back surface, but it is more recyclable if used without lamination.
- urethane can be laminated on the back surface, but it is more recyclable if used without lamination.
- (a) Length A (mm) of pattern thread visible from the opening Using a one-shot 3D measurement microscope VR-3000 manufactured by Keyence Corporation, the outer surface of the knitted fabric of the surface layer of the three-dimensional knitted fabric is photographed by autofocus and 3D measurement at a magnification of 25 to 38 times. From the captured 3D image, the length of the pattern yarn visible from the opening is measured. At this time, in the entire area of the pattern yarn visible from the opening, the two points where the straight line distance is the longest among the distances between the surfaces where the pattern yarn is in contact with the two stitches that hold the pattern yarn are connected with a straight line. Let the length be the length A (mm) of the pattern thread. For example, if the pattern thread looks like a trapezoid, the distance is the distance connecting the corners of the base of the trapezoid. distance.
- Air permeability (cc/cm 2 /sec) permeating from the knitted fabric of the back layer of the three-dimensional knitted fabric to the knitted fabric of the surface layer Using an air permeability tester FX3300 Lab Air IV manufactured by Takayama Reed Co., Ltd., the air permeability permeating from the back knitted fabric to the outer knitted fabric of the three-dimensional knitted fabric is measured according to JIS L1096 air permeability test method (method A).
- a test piece is collected from the vertical direction and the horizontal direction of the three-dimensional knitted fabric and measured. After the test, the fluffing state of the knitted fabric on the surface layer of the test piece is observed, and the following grades are determined. Judgment is made in 0.5 grade increments. Grade 5: No fluffing observed Grade 4: Slight fluffing observed Grade 3: Fluffing clearly observed, but thread breakage is not conspicuous Grade 2: Slightly fluffing, thread breakage or thread “pulled out” Grade 1: Significant fluffing and severe appearance abnormalities
- Example 1 Using a double raschel knitting machine equipped with 6 reeds, 22 gauge, with a hook distance of 6 mm, 167 dtex 48 filament polyethylene terephthalate fiber (black dope-dyed yarn) is temporarily obtained from the two reeds (L2, L3) that form the knitted fabric of the surface layer. Two twisted yarns are aligned and supplied in a 1-in-1-out (L2) and 1-out-1-in (L3) arrangement, and a pattern yarn is inserted into the knitted fabric of the surface layer.
- L2 1-in-1-out
- L3 1-out-1-in
- Two false-twisted textured yarns of polyethylene terephthalate fiber are aligned and supplied in a 1-in-1-out arrangement, and 110 dtex polyethylene terephthalate fiber (Kurohara The monofilament of the dyeing yarn) is supplied in a 1-in-1-out arrangement, and the false twist of the polyethylene terephthalate fiber (black dope-dyed yarn) of 167 dtex 48 filament from the two reeds (L5, L6) forming the knitted fabric of the back layer. Both textured yarns were supplied in an all-in arrangement.
- a three-dimensional knitted greige fabric was knitted with the on-machine course set to 35 courses/2.54 cm and the pattern yarn held by one stitch facing the mesh opening and the stitch of the next course.
- the obtained gray fabric was subjected to dry heat setting at 175° C. for 1 minute with a tentering rate of 0% and an overfeed rate of 0% to obtain a three-dimensional knitted fabric having various physical properties shown in Table 1 below, which was used as a skin material. .
- L1 3333/3333/4444/0000/(1 in 1 out)
- L2 1011/2322/(1 in 1 out)
- L3 2322/1011/ (1 out 1 in)
- L4 3410/4367/(1 in 1 out)
- L5 0001/1110/ (all in)
- L6 2234/2210/ (all-in)
- Example 2 From the reed (L1) where the pattern yarn is inserted and knitted, two false twisted textured yarns of 167 dtex 48 filament polyethylene terephthalate fiber (gray dope-dyed yarn) are aligned and supplied in a 1-in-1-out arrangement, and the knitting structure shown below is used. , The physical properties in Table 1 below were measured in the same manner as in Example 1, except that the pattern yarn was knitted so that it straddled the three mesh openings and was held by one stitch and the next third course stitch. A three-dimensional knitted fabric was obtained, which was used as a skin material.
- L1 3333/0000/0000/0000/(1 in 1 out)
- L2 1011/2322/(1 in 1 out)
- L3 2322/1011/ (1 out 1 in)
- L4 3410/4367/(1 in 1 out)
- L5 0001/1110/ (all in)
- L6 2234/2210/ (all-in)
- Examples 3-4 Using an 18-gauge double raschel knitting machine equipped with 6 reeds and a hook distance of 6 mm, the two reeds (L2, L3) that form the knitted fabric of the surface layer are 334 dtex 72 filaments of polyethylene terephthalate fiber (black dope-dyed yarn). Two twisted yarns are aligned and supplied in a 1-in-1-out (L2) and 1-out-1-in (L3) arrangement, and a pattern yarn is inserted into the knitted fabric of the surface layer.
- L2 1-in-1-out
- L3 1-out-1-in
- Two false-twisted textured yarns of polyethylene terephthalate fiber are aligned and supplied in a 1-in-1-out arrangement, and 110 dtex polyethylene terephthalate fiber (Kurohara The monofilament of the dyeing yarn) is supplied in a 1-in-1-out arrangement, and the false twist of the polyethylene terephthalate fiber (black dope-dyed yarn) of 167 dtex 48 filament from the two reeds (L5, L6) forming the knitted fabric of the back layer. Both textured yarns were supplied in an all-in arrangement.
- the on-machine course is set to 24 courses / 2.54 cm (Example 3) and 27 courses / 2.54 cm (Example 4), and the pattern yarn is on one side facing the mesh opening.
- a three-dimensional knitted greige fabric held by the stitches and the stitches of the next course was knitted.
- the obtained gray fabric was subjected to dry heat setting at 175° C. for 1 minute with a tenter width ratio of 0% and an overfeed ratio of 0% to obtain a three-dimensional knitted fabric having various physical properties shown in Table 1 below, which was used as a skin material. .
- Example 5 Using an 18-gauge double raschel knitting machine equipped with 6 reeds and a hook distance of 6 mm, the two reeds (L2, L3) that form the knitted fabric of the surface layer are 334 dtex 72 filaments of polyethylene terephthalate fiber (black dope-dyed yarn). Two twisted yarns are aligned and supplied in a 2-in-2-out (L2, L3) arrangement, and a pattern yarn is inserted and knitted into the knitted fabric of the surface layer (L1). 110 dtex from one reed (L4) that forms the connecting part by aligning three false twisted textured yarns and supplying them in an arrangement of 2 out / 1 in 3 out / 1 in 3 out / ...
- the monofilament of polyethylene terephthalate fiber (black dope-dyed yarn) is supplied in a 2-in-2-out arrangement, and furthermore, 167 dtex 48 filament polyethylene terephthalate fiber (black original The false-twisted textured yarns of the dyeing yarns) were all supplied in an all-in arrangement.
- the on-machine course set to 30 courses / 2.54 cm, one stitch facing the concave portion of the convex ridge where the pattern yarn is adjacent, and the stitch on the opposite side across the concave portion in the same course
- the three-dimensional knitted gray fabric held by the two was knitted.
- the obtained gray fabric was subjected to dry heat setting at 175° C.
- Example 6 Three false-twisted yarns of 167 dtex 48 filament polyethylene terephthalate fiber (grey dyed yarn) are drawn from the reed (L1) where the pattern yarn is inserted and knitted, and 2 out / 1 in 3 out / 1 in 3 out / ... ⁇ In the knitting structure shown below, the pattern yarn is held by one stitch facing the recess of the adjacent convex ridge and the stitch of the next third course on the opposite side across the recess.
- a three-dimensional knitted fabric having various physical properties shown in Table 1 below was obtained in the same manner as in Example 5 except that a three-dimensional knitted fabric was knitted, and this was used as a skin material.
- L1 0000/2222/2222/2222/4444/2222/2222/2222/(2 out/1 in 3 out/1 in 3 out/7)
- L2 1011/2344/6766/5433/(2 in 2 out)
- L3 6766/5433/1011/2344/(2 in 2 out)
- L4 1043/6734/(2 in 2 out)
- L5 0001/1110/ (all in)
- L6 2234/2210/ (all-in)
- the on-machine course is 30 courses / 2.54 cm (Example 7), 34 courses / 2.54 cm (Example 8), and the pattern yarn is one stitch facing the mesh opening and the other stitch in the same course
- a three-dimensional knitted fabric having the properties shown in Table 1 below was obtained in the same manner as in Example 3, except that the fabric was knitted so that it was held tightly, and the width insertion rate during heat setting was 8%.
- L1 4444/0000/(1 out 1 in)
- L2 1011/2322/(1 in 1 out)
- L3 2322/1011/ (1 out 1 in)
- L4 3410/4367/(1 in 1 out)
- L5 0001/1110/ (all in)
- L6 2234/2210/ (all-in)
- Example 9 A three-dimensional knitted fabric having the properties shown in Table 1 below was obtained in the same manner as in Example 2, except that the amount of pattern yarn supplied from the reed (L1) was increased by 5% compared to Example 2. , which was used as the skin material.
- Example 10 Using an 18-gauge double raschel knitting machine equipped with 6 reeds and a hook distance of 6 mm, the two reeds (L2, L3) that form the knitted fabric of the surface layer are 334 dtex 72 filaments of polyethylene terephthalate fiber (black dope-dyed yarn). Two twisted yarns are aligned and supplied in an arrangement of 2-in-2-out (L2) and 2-out-2-in (L3), and a pattern yarn is inserted into the knitted fabric of the surface layer.
- L2 2-in-2-out
- L3 2-out-2-in
- Three false-twisted textured yarns of polyethylene terephthalate fiber are aligned and supplied in a 1-in-3-out arrangement, and 110 dtex polyethylene terephthalate fiber (Kurohara The monofilaments of the dyeing yarn) are supplied in a 2-in-2-out arrangement, and the false twist of 167 dtex 48 filament polyethylene terephthalate fibers (black dope-dyed yarn) is provided from the two reeds (L5, L6) that form the knitted fabric of the back layer. Both textured yarns were supplied in an all-in arrangement.
- the on-machine course is set to 21 courses / 2.54 cm, and the pattern yarn is held by one stitch facing the mesh opening and the other stitch on the same course.
- the obtained gray fabric was subjected to dry heat setting at 175° C. for 1 minute with a tentering rate of 0% and an overfeed rate of 0% to obtain a three-dimensional knitted fabric having various physical properties shown in Table 1 below, which was used as a skin material. .
- L1 2222/6666/2222/4444/0000/4444/(1 in 3 out)
- L2 1011/2322/1022/4544/3233/4533/(2 in 2 out)
- L3 4544/3233/4533/1011/2322/1022/(2 out 2 in)
- L4 1023/1023/1032/4532/4532/4523/(2 in 2 out)
- L5 0001/1110/ (all in)
- L6 2234/2210/ (all-in)
- Example 1 The same procedure as in Example 1 was carried out except that two false-twisted textured yarns of 167 dtex 48 filament polyethylene terephthalate fibers (black dope-dyed yarns) were aligned from the reed (L1) for insert-knitting the pattern yarn and supplied in a 1-in-1-out arrangement. Thus, a three-dimensional knitted fabric having various physical properties shown in Table 1 below was obtained, and this was used as a skin material.
- the skin materials made of the three-dimensional knitted fabrics of Examples 1 to 10 in which the pattern yarn of a different color from the knitted fabric of the surface layer is inserted knitted are different in color and pattern compared to Comparative Example 1 in which the pattern yarn is not inserted knitted.
- a three-dimensional effect with depth was obtained, and at the same time, "pulling out" of the pattern thread by the hook-and-loop fastener was suppressed.
- the length of the pattern yarn in Examples 1 to 8 in which the length A of the pattern yarn is 2.50 mm or less, the pull-out and fluffing of the pattern yarn are further suppressed. In Examples 1 to 7 with a length of 0.50 mm or more, a more three-dimensional design was obtained.
- Example 1 in which the difference ⁇ H between the height of the stitch that grips the pattern yarn and the height of the pattern yarn is 0.10 mm or more, the pulling out of the pattern yarn and the fluffing are further suppressed. there were.
- Example 2 with ⁇ H/A of 0.04, the pull-out of pattern yarn and fluffing were slightly improved in the vertical direction, and Examples 1, 3, 4, and 5 with ⁇ H/A of 0.15 or more. , 6, 7, 8, and 10, the pull-out and fluffing of the pattern yarn were suppressed.
- Example 1 in which the stitch density is 11,500 or more, there is a tendency that the pattern yarn is pulled out, the fluffing property, and the surface fluffing property are good, and in Example 1, in which the stitch density is 20000 or less. In the cases of ⁇ 7, 9 ⁇ 10, there was a tendency that the coolness and stuffiness prevention properties when seated were good.
- the upholstery material of the present invention is placed on a cushion member such as a urethane pad of a seat of a vehicle or furniture, a seat formed by being stretched on a seat frame, a vehicle ceiling, a door trim, or the like.
- a cushion member such as a urethane pad of a seat of a vehicle or furniture, a seat formed by being stretched on a seat frame, a vehicle ceiling, a door trim, or the like.
- It is a surface material that can be used for interior materials, and at the same time, it exhibits a high design with a sense of depth due to the pattern thread, and at the same time, even if the surface is rubbed by hard protrusions such as the hook part of the hook-and-loop fastener, the pattern thread will not be pulled out.
- It can be suitably used as a skin material that can suppress fluffing.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Knitting Of Fabric (AREA)
Abstract
Description
特許文献2の立体編物においても同様に、挿入糸は、経畝部の鎖編みがひも状に収束しないように結接するために用いられるものであり、表層の編地の意匠性を高めることに寄与するものではなく、柄糸挿入糸による奥行き感のある意匠性と、柄糸の耐毛羽立ち性や耐引き出され性等の耐久性を両立するものではなかった。
また、特許文献3の立体編物においては、表層の編地に浮遊糸を挿入編みしているものの、浮遊糸が立体編物の表面に浮遊するため、柄糸の耐毛羽立ち性等の耐久性が悪く、奥行き感のある意匠性を呈するものではなかった。
[1]表層と裏層の表裏二層の編地と、該表裏二層の編地同士を連結する連結糸からなる連結層とを含む立体編物から構成される表皮材であって、該表層の編地が開口部を有し、該開口部に柄糸が挿入編みされていることを特徴とする、表皮材。
[2]前記開口部から見える柄糸の長さAが、表層の編地の表側から見て0.50mm以上2.50mm以下である、前記[1]に記載の表皮材。
[3]前記表層の編地を表側から見た際の、前記開口部から見える柄糸の両端を把持する2つの編目の高さの平均値と、柄糸の高さの差△Hが0.10mm以上である、前記[1]又は[2]に記載の表皮材。
[4]前記開口部から見える柄糸の両端を把持する2つの編目の高さの平均値と、柄糸の高さの差△Hを、前記開口部から見える柄糸の長さAで除した値△H/Aが0.02以上である、前記[1]~[3]のいずれかに記載の表皮材。
[5]前記表層の編地がメッシュ構造であり、前記開口部がメッシュ開口部である、前記[1]~[4]のいずれかに記載の表皮材。
[6]前記表層の編地が畝構造であり、前記開口部が隣り合う凸状畝部の隙間の凹部である、前記[1]~[4]のいずれかに記載の表皮材。
[7]前記表層の編地の編目緻密度が11000以上21000以下である、前記[1]~[6]のいずれかに記載の表皮材。
[8]前記表層の編地の編目緻密度が11500以上20000以下である、前記[7]に記載の表皮材。
[9]前記表層の編地の編目緻密度が13000以上19000以下である、前記[8]に記載の表皮材。
[10]前記表層の編地の編目緻密度が14000以上19000以下である、前記[9]に記載の表皮材。
[11]前記連結層側から表層の編地に向かって透過する通気度が、40cc/cm2/sec以上である、前記[1]~[10]のいずれかに記載の表皮材。
[12]前記連結層側から表層の編地に向かって透過する通気度が、50cc/cm2/sec以上である、前記[11]に記載の表皮材。
[13]前記連結層側から表層の編地に向かって透過する通気度が、60cc/cm2/sec以上である、前記[11]に記載の表皮材。
本発明の実施形態(本実施形態ともいう。)の表皮材は、表層と裏層の表裏二層の編地と、該表裏二層の編地同士を連結する連結糸からなる連結層とを含む立体編物から構成される表皮材であって、該表層の編地が開口部を有し、該開口部に柄糸が挿入編みされていることを特徴とする表皮材である。
本実施形態の表皮材は、表裏二層の編地と、該二層の編地を連結する連結糸で構成された立体編物を含む。前記立体編物は、ダブルラッシェル経編機によって編成され、編機のゲージは18~28ゲージが好ましく用いられる。
メッシュ開口部に柄糸が挿入編みされる状態の一例を図1に示す。図1においては、柄糸3が、1のメッシュ開口部2に面した一つの編目4から、表層編地の表側から見て略斜め方向に開口部を渡って、同一のメッシュ開口部に面した他の編目5に挿入編みされている。このように、柄糸3は同一の開口部に面した編目同士(4と5)によって把持されるように挿入編みされていることが好ましいが、図3に示すように、それぞれ別の開口部2に面した編目同士(4と5)によって把持されるように挿入編みされていてもよい。
挿入編みされた柄糸3は、表層の編地の表側から見て、図2に示す様に、挿入編みされた一方の編目9及び他方の編目10の下側に位置し、該柄糸3のさらに下側に存在する一方と他方の編目のシンカーループ、及び/又は、同一コース内の別の編目のシンカーループ11、12、13、14等によって、該柄糸が編目とシンカーループの間に挟まれる形で把持された状態となる。
本明細書中、用語「編目緻密度」とは、下記式:
編目緻密度M=N×√D
{式中、Nは、2.54cm角当たりの表層の編地の編目数(個)であり、Dは、表層の編地の1個の編目を形成する繊維の総繊度(デシテックス)である。}で表される表層の編地の編目の緻密状態を示す指標である。
尚、「表層の編地の1個の編目を形成する繊維の総繊度」とは、連結糸の繊度を除外すると共に、挿入編み等の編目を形成しない繊維を除外した、編目を形成する繊維のみの総繊度を指す。編目緻密度が11000以上であると、面ファスナーのフック部等の硬い突起物が表層の編目の単繊維に引っ掛かりにくくなり、単繊維の切断による毛羽立ちが起こりにくくなる。また、挿入編みされた柄糸が、編目とシンカーループの間を滑りにくくなり、面ファスナーのフック部等の突起物に引き出されにくくなる。他方、編目緻密度が21000以下であると、表層の編地の通気性が十分に得られることにより、空気の対流による熱の移動や、湿気の移動が起き、着座時の清涼感や蒸れ感が良好なものとなる。編目緻密度を11000以上21000以下とするためには、表層の編地に使用する繊維の繊度、編機のゲージ、機上コース、編組織、ヒートセット等の仕上げ加工での幅入れ率、幅出し率、オーバーフィード率、アンダーフィード率等を調整することが好ましい。
尚、表層の編地に用いる繊維および柄糸がマルチフィラメントである場合、その単糸繊度は1デシテックス以上6デシテックス以下が好ましいが、単糸の強力がより高くなる3デシテックス以上6デシテックス以下がより好ましい。
D/D2≧3
を満たすことが好ましい。
尚、通常一般的なJIS L1096通気性試験方法(A法)で測定される、立体編物の裏層の編地から表層の編地を透過する通気度は、50cc/cm2/sec以上であることが好ましく、より好ましくは60cc/cm2/sec以上、さらに好ましくは80cc/cm2/sec以上である。裏層の編地から表層の編地を透過する通気度を50cc/cm2/sec以上とすることで、ベンチレーションシステムが組み込まれているクッション部材と組み合わせて用いる座席シート用表皮材として、より好適である。
本実施形態の表皮材を構成する立体編物の目付は任意に設定できるが、好ましくは400~1000g/m2、より好ましくは400~900g/m2である。
以下、実施例等において用いた立体編物の各種物性の測定方法は以下の通りのものであった。
キーエンス社製のワンショット3D測定マイクロスコープVR-3000を用い、倍率25倍~38倍で立体編物の表層の編地の外側面をオートフォーカス、3D測定で撮影する。撮影された3D画像から、開口部から見える柄糸の長さを測定する。この際、開口部から見える柄糸の面積全体において、柄糸が、該柄糸を把持する2つの編目と接する面間の距離の中で、最も直線距離が長くなる2点を直線で結んだ長さを、柄糸の長さA(mm)とする。例えば、柄糸が略台形状に見える場合は、台形の底辺の角と角を結んだ距離とし、柄糸が略ひし形状に見える場合は、最も距離の長い対角線上の角と角を結んだ距離とする。
立体編物の表層の編地から糸を抜き出し、表層の編地の1個の編目を形成する繊維の総繊度D(デシテックス)を測定する。この際、連結糸及び柄糸は含まないようにする。また、立体編物のコース数/2.54cmとウエール数/2.54cmの積Nを測定し、表層の編地の編目緻密度を下式:
編目緻密度M=N×√D
により算出する。
前記(a)の測定において、長さAの両端の点を通り、かつコース方向(ヨコ方向)に平行な直線L1、L2を引き、直線L1上での、柄糸を把持する一方の編目の最も高い高さと、直線L2上での、柄糸を把持する他方の編目の最も高い高さを計測し、これらの平均値をH1(mm)とする。さらに、柄糸の長さA(mm)の中心点(A/2の位置)からAの線に対して直角に引いた直線L3上にある柄糸の最も高い高さをH2(mm)として計測し、H1(mm)とH2(mm)の差の絶対値として、△H(mm)を算出する。測定は10カ所行い、平均値を求める。
高山リード社製の通気性試験機FX3300ラボエアーIVを用い、試験片サイズ15cm角の立体編物の表層の編地を下側にして通気性試験機の開口部に置き、裏層の編地の外側面に厚さ3mm、20cm角のシリコンラバープレートを重ね、その上から通気性試験機のテストヘッドを押し当ててクランプで固定し、JIS L1096通気性試験方法(A法)に準じた吸引条件で、立体編物の4辺の断面の連結層から入り表側編地を透過する通気度を測定する。
高山リード社製の通気性試験機FX3300ラボエアーIVを用い、JIS L1096通気性試験方法(A法)に準じて立体編物の裏層の編地から表層の編地に透過する通気度を測定する。
大栄科学精器製作所製の平面摩耗試験機を用い、試験片サイズ幅8cm、長さ31cmの立体編物を、表層の編地を上側にして平面摩耗試験機の平面摩耗台に置いて両端をクランプで固定する。次に、クラレファスニング社製のマジックテープ(登録商標)A8693Y.71(長さ5cm)を、フック側を外側にして摩擦子に貼り付ける。摩擦子を含めて押圧荷重を9.8N、ストロークを14cm、速度を60±10往復/minとして、摩擦子を試験片の上に乗せて、往復5回の摩耗試験を行う。試験片は立体編物のタテ方向及びヨコ方向から採取して測定し、試験後に試験片の表層の編地の毛羽立ち状態を観察し、以下の等級判定を行う。判定は0.5級きざみで行う。
5級:毛羽立ちが認められない
4級:毛羽立ちがわずかに認められる
3級:毛羽立ちが明らかに認められるが、糸切れは目立たない
2級:毛羽立ちがやや著しく、糸切れや糸の「引き出され」がある
1級:毛羽立ちが著しく、外観異常が激しい
前記(f)の試験後に、柄糸のみの単糸の引き出されや毛羽立ち状態を観察し、以下の等級判定を行う。判定は0.5級きざみで行う。
5級:単糸の「引き出され」及び毛羽立ちが認められない
4級:単糸の「引き出され」又は毛羽立ちがわずかに認められる
3級:単糸の「引き出され」又は毛羽立ちが明らかに認められるが、糸切れはない
2級:単糸の「引き出され」又は毛羽立ちがやや著しく、糸切れがある
1級:単糸の「引き出され」又は毛羽立ちが著しく、外観異常が激しい
表皮材の表層の編地を表側から目視して、色柄に奥行きのある立体感があるかどうかについて以下の等級判定を行う。判定は0.5級刻みで行う。
5級:極めて奥行き感がる
4級:かなり奥行き感がある
3級:やや奥行き感がある
2級:殆ど奥行き感がない
1級:全く奥行き感がない
表皮材を、自動車用座席シートの座部、背部のウレタンパッド上に張り、座席シートの人体に接する全面が立体編物からなる表皮材で形成された座席シートを作製した。
本座席シートを30℃、50%RHの温湿度環境に設置し、モニターが本環境で30分間安勢にした後、座席シートに10分間着座した。この際、着座前に対して10分後にモニターが暑く感じたかどうかを、以下の等級判定を行い、清涼感の評価とした。判定は0.5級きざみで行う。モニターの数は5名とし、5名の平均値を求めた。
5級:極めて暑く感じ不快である
4級:かなり暑く感じる
3級:暑く感じる
2級:やや暑く感じる
1級:やや暑く感じるが気になるほどではない
0級:変わらない。
前記(i)と同様に、座席シートを30℃、50%RHの温湿度環境に設置し、モニターが本環境で30分間安勢にした後、座席シートに10分間着座した。この際、着座前に対して10分後にモニターが蒸れを感じたかどうかを、以下の等級判定を行い、蒸れ感の評価とした。判定は0.5級きざみで行う。モニターの数は5名とし、5名の平均値を求めた。
5級:極めて蒸れて、不快である
4級:かなり蒸れる
3級:蒸れる
2級:やや蒸れる
1級:やや蒸れるが気になるほどではない
0級:変わらない。
6枚筬を装備した22ゲージ、釜間6mmのダブルラッセル編機を用い、表層の編地を形成する2枚の筬(L2、L3)から167dtex48フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸を2本引き揃えて1イン1アウト(L2)と1アウト1イン(L3)の配列で供給し、該表層の編地に柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を2本引き揃えて1イン1アウトの配列で供給し、連結部を形成する1枚の筬(L4)から110dtexのポリエチレンテレフタレート繊維(黒原着糸)のモノフィラメントを1イン1アウトの配列で供給し、更に、裏層の編地を形成する2枚の筬(L5、L6)から167dtex48フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸をいずれもオールインの配列で供給した。
以下に示す編組織で、機上コースを35コース/2.54cmとして、柄糸がメッシュ開口部に面する一方の編目と次のコースの編目に把持された立体編物の生機を編成した。得られた生機を、幅出し率0%、オーバーフィード率0%、175℃×1分で乾熱ヒートセットし、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。
(編組織)
L1:3333/3333/4444/0000/(1イン1アウト)
L2:1011/2322/(1イン1アウト)
L3:2322/1011/(1アウト1イン)
L4:3410/4367/(1イン1アウト)
L5:0001/1110/(オールイン)
L6:2234/2210/(オールイン)
柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を2本引き揃えて1イン1アウトの配列で供給し、以下に示す編組織で、柄糸が3つのメッシュ開口部にまたがり、一方の編目と次の3コース目の編目に把持される様に編成した以外は、実施例1と同様にして、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。
(編組織)
L1:3333/0000/0000/0000/(1イン1アウト)
L2:1011/2322/(1イン1アウト)
L3:2322/1011/(1アウト1イン)
L4:3410/4367/(1イン1アウト)
L5:0001/1110/(オールイン)
L6:2234/2210/(オールイン)
6枚筬を装備した18ゲージ、釜間6mmのダブルラッセル編機を用い、表層の編地を形成する2枚の筬(L2、L3)から334dtex72フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸を2本引き揃えて1イン1アウト(L2)と1アウト1イン(L3)の配列で供給し、該表層の編地に柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を2本引き揃えて1イン1アウトの配列で供給し、連結部を形成する1枚の筬(L4)から110dtexのポリエチレンテレフタレート繊維(黒原着糸)のモノフィラメントを1イン1アウトの配列で供給し、更に、裏層の編地を形成する2枚の筬(L5、L6)から167dtex48フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸をいずれもオールインの配列で供給した。
実施例1と同様の編組織で、機上コースを24コース/2.54cm(実施例3)、27コース/2.54cm(実施例4)として、柄糸がメッシュ開口部に面する一方の編目と次のコースの編目に把持された立体編物の生機を編成した。得られた生機を、幅出し率0%、オーバーフィード率0%、175℃×1分で乾熱ヒートセットし、以下の表1の諸物性を有する立体編物を得、これらを表皮材とした。
6枚筬を装備した18ゲージ、釜間6mmのダブルラッセル編機を用い、表層の編地を形成する2枚の筬(L2、L3)から334dtex72フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸を2本引き揃えて2イン2アウト(L2、L3)の配列で供給し、該表層の編地に柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を3本引き揃えて2アウト/1イン3アウト/1イン3アウト/・・・の配列で供給し、連結部を形成する1枚の筬(L4)から110dtexのポリエチレンテレフタレート繊維(黒原着糸)のモノフィラメントを2イン2アウトの配列で供給し、更に、裏層の編地を形成する2枚の筬(L5、L6)から167dtex48フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸をいずれもオールインの配列で供給した。
以下に示す編組織で、機上コースを30コース/2.54cmとして、柄糸が隣り合う凸状畝部の凹部に面した一方の編目と、同一コースにある凹部を挟んで反対側の編目に把持された立体編物の生機を編成した。得られた生機を、幅出し率0%、オーバーフィード率0%、175℃×1分で乾熱ヒートセットし、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。
(編組織)
L1:0000/4444/(2アウト/1イン3アウト/1イン3アウト/・・・)
L2:1011/2344/6766/5433/(2イン2アウト)
L3:6766/5433/1011/2344/(2イン2アウト)
L4:1043/6734/(2イン2アウト)
L5:0001/1110/(オールイン)
L6:2234/2210/(オールイン)
柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を3本引き揃えて、2アウト/1イン3アウト/1イン3アウト/・・・の配列で供給し、以下に示す編組織で、柄糸が隣り合う凸状畝部の凹部に面した一方の編目と、凹部を挟んで反対側の次の3コース目の編目に把持された立体編物の生機を編成した以外は、実施例5と同様にして、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。
(編組織)
L1:0000/2222/2222/2222/4444/2222/2222/2222/(2アウト/1イン3アウト/1イン3アウト/・・・)
L2:1011/2344/6766/5433/(2イン2アウト)
L3:6766/5433/1011/2344/(2イン2アウト)
L4:1043/6734/(2イン2アウト)
L5:0001/1110/(オールイン)
L6:2234/2210/(オールイン)
柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を2本引き揃えて1アウト1インの配列で供給し、以下に示す編組織で、機上コースを30コース/2.54cm(実施例7)、34コース/2.54cm(実施例8)として、柄糸がメッシュ開口部に面する一方の編目と同一コースにある他方の編目に把持される様に編成し、ヒートセット時の幅入れ率を8%とした以外は、実施例3と同様にして、以下の表1の諸物性を有する立体編物を得、これらを表皮材とした。
(編組織)
L1:4444/0000/(1アウト1イン)
L2:1011/2322/(1イン1アウト)
L3:2322/1011/(1アウト1イン)
L4:3410/4367/(1イン1アウト)
L5:0001/1110/(オールイン)
L6:2234/2210/(オールイン)
筬(L1)から供給する柄糸の供給量を、実施例2に対し5%増にして編成した以外は、実施例2と同様にして、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。
6枚筬を装備した18ゲージ、釜間6mmのダブルラッセル編機を用い、表層の編地を形成する2枚の筬(L2、L3)から334dtex72フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸を2本引き揃えて2イン2アウト(L2)と2アウト2イン(L3)の配列で供給し、該表層の編地に柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(灰色原着糸)の仮撚加工糸を3本引き揃えて1イン3アウトの配列で供給し、連結部を形成する1枚の筬(L4)から110dtexのポリエチレンテレフタレート繊維(黒原着糸)のモノフィラメントを2イン2アウトの配列で供給し、更に、裏層の編地を形成する2枚の筬(L5、L6)から167dtex48フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸をいずれもオールインの配列で供給した。
以下に示す編組織で、機上コースを21コース/2.54cmとして、柄糸がメッシュ開口部に面する一方の編目と同一コースにある他方の編目に把持された立体編物の生機を編成した。得られた生機を、幅出し率0%、オーバーフィード率0%、175℃×1分で乾熱ヒートセットし、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。
(編組織)
L1:2222/6666/2222/4444/0000/4444/(1イン3アウト)
L2:1011/2322/1022/4544/3233/4533/(2イン2アウト)
L3:4544/3233/4533/1011/2322/1022/(2アウト2イン)
L4:1023/1023/1032/4532/4532/4523/(2イン2アウト)
L5:0001/1110/(オールイン)
L6:2234/2210/(オールイン)
柄糸を挿入編みする筬(L1)から167dtex48フィラメントのポリエチレンテレフタレート繊維(黒原着糸)の仮撚加工糸を2本引き揃えて1イン1アウトの配列で供給した以外は実施例1と同様にして、以下の表1の諸物性を有する立体編物を得、これを表皮材とした。

柄糸の長さにおいては、柄糸の長さAが2.50mm以下の実施例1~8は、柄糸の引き出されや毛羽立ちがより抑えられるものとなっており、この内、柄糸の長さが0.50mm以上の実施例1~7では、より立体感のある意匠性が得られるものであった。
柄糸を把持する編目の高さと柄糸の高さの差△Hが0.10mm以上の実施例1~8、及び実施例10は、より柄糸の引き出されや毛羽立ちがより抑えられるものであった。
また、△H/Aが0.04の実施例2はタテ方向において柄糸の引き出されや毛羽立ちが若干改善し、さらに△H/Aが0.15以上の実施例1、3、4、5、6、7、8、10は柄糸の引き出されや毛羽立ちがより抑えられるものであった。
また、編目緻密度が11500以上である実施例1~9では、柄糸の引き出されや毛羽立ち性および表面の毛羽立ち性が良好となる傾向が見られ、編目緻密度が20000以下である実施例1~7、9~10では、着座時の清涼性、蒸れ感防止性が良好となる傾向が見られた。
2 メッシュ開口部
3 柄糸
4 メッシュ開口部に面した一方の編目
5 メッシュ開口部に面した他方の編目
6 畝構造の表層の編地
7 凸状畝部
8 凹部
9 凹部に面した一方の編目
10 凹部に面した他方の編目
11 シンカーループ
12 シンカーループ
13 シンカーループ
14 シンカーループ
15 シンカーループ
16 シンカーループ
17 シンカーループ
18 シンカーループ
A 柄糸の長さ
L1 編目4と柄糸3の接点からコース方向に引かれた直線
L2 編目5と柄糸3の接点からコース方向に引かれた直線
L3 長さAの1/2の中心点からAの線に対して直角に引かれた直線
Claims (13)
- 表層と裏層の表裏二層の編地と、該表裏二層の編地同士を連結する連結糸からなる連結層とを含む立体編物から構成される表皮材であって、該表層の編地が開口部を有し、該開口部に柄糸が挿入編みされていることを特徴とする、表皮材。
- 前記開口部から見える柄糸の長さAが、表層の編地の表側から見て0.50mm以上2.50mm以下である、請求項1に記載の表皮材。
- 前記表層の編地を表側から見た際の、前記開口部から見える柄糸の両端を把持する2つの編目の高さの平均値と、柄糸の高さの差△Hが0.10mm以上である、請求項1又は2に記載の表皮材。
- 前記開口部から見える柄糸の両端を把持する2つの編目の高さの平均値と、柄糸の高さの差△Hを、前記開口部から見える柄糸の長さAで除した値△H/Aが0.02以上である、請求項1又は2に記載の表皮材。
- 前記表層の編地がメッシュ構造であり、前記開口部がメッシュ開口部である、請求項1又は2に記載の表皮材。
- 前記表層の編地が畝構造であり、前記開口部が隣り合う凸状畝部の隙間の凹部である、請求項1又は2に記載の表皮材。
- 前記表層の編地の前記開口部以外の編目緻密度が11000以上21000以下である、請求項1又は2に記載の表皮材。
- 前記表層の編地の前記開口部以外の編目緻密度が11500以上20000以下である、請求項7に記載の表皮材。
- 前記表層の編地の前記開口部以外の編目緻密度が13000以上19000以下である、請求項8に記載の表皮材。
- 前記表層の編地の前記開口部以外の編目緻密度が14000以上19000以下である、請求項9に記載の表皮材。
- 前記連結層側から表層の編地に向かって透過する通気度が、40cc/cm2/sec以上である、請求項1又は2に記載の表皮材。
- 前記連結層側から表層の編地に向かって透過する通気度が、50cc/cm2/sec以上である、請求項11に記載の表皮材。
- 前記連結層側から表層の編地に向かって透過する通気度が、60cc/cm2/sec以上である、請求項11に記載の表皮材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22816066.9A EP4350062A1 (en) | 2021-06-01 | 2022-05-30 | Surface covering material |
| JP2023525826A JPWO2022255319A1 (ja) | 2021-06-01 | 2022-05-30 | |
| KR1020237037836A KR20230164170A (ko) | 2021-06-01 | 2022-05-30 | 표피재 |
| CN202280028953.1A CN117178086A (zh) | 2021-06-01 | 2022-05-30 | 表皮材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-092497 | 2021-06-01 | ||
| JP2021092497 | 2021-06-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022255319A1 true WO2022255319A1 (ja) | 2022-12-08 |
Family
ID=84323257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/022005 WO2022255319A1 (ja) | 2021-06-01 | 2022-05-30 | 表皮材 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4350062A1 (ja) |
| JP (1) | JPWO2022255319A1 (ja) |
| KR (1) | KR20230164170A (ja) |
| CN (1) | CN117178086A (ja) |
| WO (1) | WO2022255319A1 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4719589U (ja) * | 1971-02-19 | 1972-11-04 | ||
| JP2004232109A (ja) | 2003-01-29 | 2004-08-19 | Yamaguchi Knit Kk | 経畝構造のダブルラッセル編地 |
| JP2005126884A (ja) | 2003-09-30 | 2005-05-19 | Seiren Co Ltd | 浮遊糸を有する立体構造経編地 |
| JP2008255508A (ja) | 2007-04-02 | 2008-10-23 | Seiren Co Ltd | 畝状ダブルラッセル地およびその製造方法 |
| JP2009023452A (ja) * | 2007-07-18 | 2009-02-05 | Toyota Boshoku Corp | 車両用マット |
| JP2011069014A (ja) * | 2009-09-25 | 2011-04-07 | Seiren Co Ltd | 経編地及び筒状経編地とその製造方法 |
| JP2013002028A (ja) * | 2011-06-22 | 2013-01-07 | Shindo:Kk | モアレ縞模様の装飾帯体 |
| JP2017014676A (ja) * | 2015-07-02 | 2017-01-19 | 株式会社ニューニット | 編地及びその編成方法 |
-
2022
- 2022-05-30 WO PCT/JP2022/022005 patent/WO2022255319A1/ja active Application Filing
- 2022-05-30 CN CN202280028953.1A patent/CN117178086A/zh active Pending
- 2022-05-30 EP EP22816066.9A patent/EP4350062A1/en active Pending
- 2022-05-30 KR KR1020237037836A patent/KR20230164170A/ko unknown
- 2022-05-30 JP JP2023525826A patent/JPWO2022255319A1/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4719589U (ja) * | 1971-02-19 | 1972-11-04 | ||
| JP2004232109A (ja) | 2003-01-29 | 2004-08-19 | Yamaguchi Knit Kk | 経畝構造のダブルラッセル編地 |
| JP2005126884A (ja) | 2003-09-30 | 2005-05-19 | Seiren Co Ltd | 浮遊糸を有する立体構造経編地 |
| JP2008255508A (ja) | 2007-04-02 | 2008-10-23 | Seiren Co Ltd | 畝状ダブルラッセル地およびその製造方法 |
| JP2009023452A (ja) * | 2007-07-18 | 2009-02-05 | Toyota Boshoku Corp | 車両用マット |
| JP2011069014A (ja) * | 2009-09-25 | 2011-04-07 | Seiren Co Ltd | 経編地及び筒状経編地とその製造方法 |
| JP2013002028A (ja) * | 2011-06-22 | 2013-01-07 | Shindo:Kk | モアレ縞模様の装飾帯体 |
| JP2017014676A (ja) * | 2015-07-02 | 2017-01-19 | 株式会社ニューニット | 編地及びその編成方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022255319A1 (ja) | 2022-12-08 |
| EP4350062A1 (en) | 2024-04-10 |
| CN117178086A (zh) | 2023-12-05 |
| KR20230164170A (ko) | 2023-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6537640B1 (en) | Pile fabric | |
| US20210254277A1 (en) | Synthetic leather | |
| WO2022255319A1 (ja) | 表皮材 | |
| JP2002138352A (ja) | 三次元立体編物 | |
| JP7259143B2 (ja) | 表皮材 | |
| WO2022255311A1 (ja) | 座席シート用表皮材及びそれを含む座席シート | |
| JP2004339652A (ja) | 立体編物積層体 | |
| WO2023058578A1 (ja) | 立体編物を含む表皮材 | |
| JP7237260B1 (ja) | ダブルラッセル編地及びそれを含む表皮材 | |
| JP2023054536A (ja) | 複合糸を含む表皮材 | |
| JP2013011034A (ja) | 形状追従性経編地 | |
| JP6302608B1 (ja) | ビジネスシャツ用編地 | |
| JP4340447B2 (ja) | 座席および車両 | |
| WO2019058449A1 (ja) | ビジネスシャツ用編地 | |
| JP2022184411A (ja) | シート表皮材及びそれを含む座席 | |
| JP7292994B2 (ja) | 車両用複合材 | |
| JP4323164B2 (ja) | 三次元立体編物 | |
| JP2005330645A (ja) | 弾性布帛 | |
| KR20230101905A (ko) | 시트 표피재 및 그것을 포함하는 좌석 | |
| JP4646821B2 (ja) | キルティング縫製品およびクッション材 | |
| JP2004285547A (ja) | 三次元立体構造編物 | |
| JPH08289838A (ja) | 敷 物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22816066 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023525826 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20237037836 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020237037836 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2023/014324 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022816066 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022816066 Country of ref document: EP Effective date: 20240102 |