JP2011069014A - 経編地及び筒状経編地とその製造方法 - Google Patents
経編地及び筒状経編地とその製造方法 Download PDFInfo
- Publication number
- JP2011069014A JP2011069014A JP2009220854A JP2009220854A JP2011069014A JP 2011069014 A JP2011069014 A JP 2011069014A JP 2009220854 A JP2009220854 A JP 2009220854A JP 2009220854 A JP2009220854 A JP 2009220854A JP 2011069014 A JP2011069014 A JP 2011069014A
- Authority
- JP
- Japan
- Prior art keywords
- jacquard
- knitting
- yarn
- knitted fabric
- warp knitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 116
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 238000009940 knitting Methods 0.000 claims abstract description 157
- 238000003780 insertion Methods 0.000 claims abstract description 123
- 230000037431 insertion Effects 0.000 claims abstract description 123
- 235000014676 Phragmites communis Nutrition 0.000 claims abstract description 18
- 244000273256 Phragmites communis Species 0.000 claims abstract 4
- 230000008520 organization Effects 0.000 claims description 18
- 230000000007 visual effect Effects 0.000 claims description 3
- 238000013461 design Methods 0.000 abstract description 6
- 125000002091 cationic group Chemical group 0.000 description 9
- 239000000975 dye Substances 0.000 description 9
- 229920000728 polyester Polymers 0.000 description 9
- 239000004677 Nylon Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 229920001778 nylon Polymers 0.000 description 8
- 239000000980 acid dye Substances 0.000 description 7
- 238000004043 dyeing Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 238000011084 recovery Methods 0.000 description 7
- 229920002635 polyurethane Polymers 0.000 description 6
- 239000004814 polyurethane Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000005406 washing Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 230000037303 wrinkles Effects 0.000 description 4
- 241000217377 Amblema plicata Species 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 230000007261 regionalization Effects 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- SJEYSFABYSGQBG-UHFFFAOYSA-M Patent blue Chemical compound [Na+].C1=CC(N(CC)CC)=CC=C1C(C=1C(=CC(=CC=1)S([O-])(=O)=O)S([O-])(=O)=O)=C1C=CC(=[N+](CC)CC)C=C1 SJEYSFABYSGQBG-UHFFFAOYSA-M 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000004332 deodorization Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images





Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/20—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting articles of particular configuration
- D04B21/207—Wearing apparel or garment blanks
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
Abstract
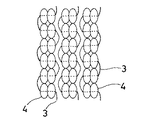
【解決手段】ジャカード筬を含む少なくとも3枚の筬を使用して編成するジャカード組織を有する経編地において、ジャカード筬以外の筬により編成される鎖組織および挿入組織と、ジャカード筬により横振り幅を変化させた組織を組み合わせて編成されるジャカード組織とよりなり、挿入組織をなす挿入糸が他の編糸とは異色の糸にして、柄や製品パターンに応じて設定したジャカード組織による開口部において他の編糸とは異色の挿入糸を視認可能に露出せしめる。
【選択図】なし
Description
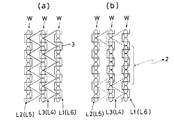
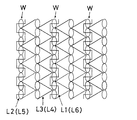
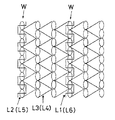
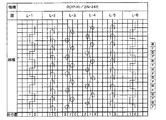
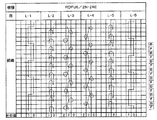
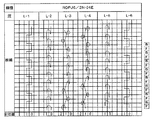
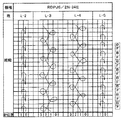
前後各2枚の地筬のうち、挿入組織を編成する筬L1,L6には、56dtex/30fのカチオン可染ポリエステル糸を使用し、ジャカード筬L3,L4には、44dtexのポリウレタン弾性糸を44dtex/34fのナイロン糸で、カバリング数550T/mの条件でシングルカバリングしたカバードヤーンを使用し、地筬のもう一方の筬L2,L5には、50dtex/36fのナイロン糸を使用して、経編地を、無地部分は図4B、柄部分は図5Aの通りに編成した。
編成した経編地をプレセット加工し、酸性染料とカチオン染料によりナイロンとポリエステルの染め分け加工を行った。
挿入組織を編成する筬L1,L6には、56dtex/30fのカチオン可染ポリエステル糸を使用し、ジャカード筬L3,L4には、44dtexのポリウレタン弾性糸を44dtex/34fのナイロン糸で、カバリング数550T/mの条件でシングルカバリングしたカバードヤーンを使用し、もう一方の筬L2,L5には50dtex/36fのポリエステル糸を使用して、無地部分は図4A、経編地の柄部分を図5Bの通りに編成した。
編成した経編地をプレセット加工し、酸性染料とカチオン染料によりナイロンとポリエステル糸の染め分け加工を行った。
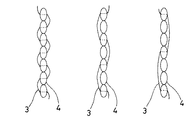
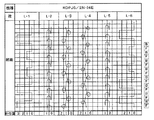
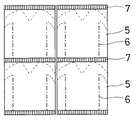
挿入組織を編成する筬は使用せず、ジャカード筬L3と、L4と鎖組織を編成する筬LL2,L5に、実施例1と同じ糸を使用して、経編地を、無地部分は図7A又は図7Bで編成し、柄部分は図7Cの通りに編成した。編成した経編地をプレセット加工し、酸性染料により染色加工を行った。
全て実施例1と同じ糸を使用し、経編地を、無地部分は図4A、柄部分は図5Aの通りに編成した。編成した経編地をプレセット加工し、酸性染料とカチオン染料によりナイロンとポリエステルの同色染色加工を行った。
挿入組織を編成する筬は使用せずに、ジャガード筬には44dtexのポリウレタン弾性糸を44dtex/34fのナイロン糸で、カバリング数550T/mの条件でシングルカバリングしたカバードヤーンを使用し、筬には84dtex/48fのカチオン可染ポリエステル糸を使用して、経編地を、無地部分は図7A,B、柄部分は図7Cの通りに編成した。
編成した経編地をプレセット加工し、酸性染料とカチオン染料によりナイロンとポリエステルの染め分け加工を行った
実施例1〜2及び比較例1〜3で得られた経編地について、色差表現、破裂強度、伸張回復率、斜行度、洗濯後の寸法変化率及び外観変化(シワ、凹凸形状、歪み)について評価した結果を表1に示す。評価方法は以下のとおりである。
表側から見たときの色差の表現について、下記の基準に従い目視にて判断した。
○:色差がはっきりしている
△:色差が弱く、分かりにくい
×:表現自体が分からない
JIS L 1018に準拠し、30mm×30mmの大きさの試料に約50%の張力をかけてミューレン型破裂試験機(ML−45)にて測定した。
JIS L 0217−103に従った洗濯を10回行い、その洗濯の前後において、 JIS L 1018に従って寸法変化率を測定し、また、下記の基準に従って外観変化を目視にて判断した。
○:著しい変化無し
△:シワ入り、凹凸変化、歪みが若干伺える
×:変化有り
250mm×50mmの大きさの試料に100mmの位置に印を付け、長さ方向に0.5kgfの荷重をかけ60分間放置する。60分後荷重をかけたまま印までの長さを計測し(A)、荷重を外して30秒後の印までの長さを計測し(B)、そのまま60分間放置した後、印までの長さを計測する(C)。
伸張回復率を下記式にて算出する。
30秒後の回復率=(A−B)/(A−20)×100
60分後の回復率=(A−C)/(A−20)×100
洗濯前の試料(約30mm×約30mm)に予め編端(ウエル線)に直角の2本の線DE、線FGを引く。
JIS L 0217−103に従い洗濯する。
洗濯後の試料の、線DEのほぼ中心A点からウエル線に沿って線を引き、線FGと交わった点をB点とする。
A点から線FGに対して垂直に線を引き、線FGと交わった点をC点とする。
斜行度を下記式にて算出する。
斜行度=BC(mm)/AB(mm)×100
寸法変化率が小さいほど、伸張回復率が良い(回復率が高い)ほど、斜行度が小さいほど、歩留まりが良くなると言える。

Claims (8)
- ジャカード筬を含む少なくとも3枚の筬を使用して編成された、ジャカード組織を有する経編地であって、
ジャカード筬以外の少なくとも1枚の筬により編成される鎖組織と、他の少なくとも1枚の筬により編成される挿入組織と、ジャカード筬により横振り幅を変化させた組織を組み合わせて編成されるジャカード組織とよりなり、
挿入組織をなす挿入糸が他の編糸とは異色の糸であり、柄や製品パターンに応じて設定される所定の個所にジャカード組織による開口部が形成されることにより、該開口部において他の編糸とは異色の挿入糸が視認可能に露出せしめられてなることを特徴とする経編地。 - ジャカード組織が、ジャカード制御により横振り幅を変化させた鎖組織とデンビ組織とコード組織とを組み合わせた組織であり、該ジャカード組織を鎖組織にすることにより開口部が形成されてなる請求項1に記載の経編地。
- 開口部を形成するジャカード組織における鎖組織が、編方向に1〜100コース間にわたって連続している請求項2に記載の経編地。
- 挿入組織をなす挿入糸は、編方向に1〜5コース毎に、編幅方向に1ウエル〜5ウエルに対し横振り挿入されてなる請求項1〜3のいずれか1項に記載の経編地。
- ジャカード組織の糸が弾性糸である請求項1〜4のいずれか1項に記載の経編地。
- 請求項1〜5のいずれか1項に記載の経編地の製造方法であって、ジャカード筬を備える経編機により、ジャカード筬を含む少なくとも3枚の筬を使用して編成してなり、
ジャカード筬以外の少なくとも1枚の筬により地編用の編糸を導糸して鎖組織を、他の少なくとも1枚の筬により挿入糸を導糸して挿入組織を編成するとともに、ジャカード筬によりジャカード組織用の編糸を導糸して横振り幅を変化させた組織を組み合わせたジャカード組織を編成し、
前記挿入組織の挿入糸として他の編糸とは異色または異染性の糸を使用して編成するとともに、柄や製品パターンに応じて設定される所定の個所にジャカード組織による開口部を形成することにより、該開口部において前記挿入糸を視認可能に露出させることを特徴とする経編地の製造方法。 - ジャカード組織を有する前後の経編地が編方向に連続して接結編成されて筒状をなす経編地であって、
前後の経編地は、それぞれジャカード筬を含む少なくとも3枚の筬を使用して編成されて、ジャカード筬以外の少なくとも1枚の筬により編成される鎖組織と、他の少なくとも1枚の筬により編成される挿入組織と、ジャカード筬により横振り幅を変化させた組織を組み合わせて編成されるジャカード組織とよりなり、
挿入組織をなす挿入糸が他の編糸とは異色の糸であり、柄や製品パターンに応じて設定される所定の個所にジャカード組織による開口部が形成されることにより、該開口部において他の編糸とは異色の挿入糸が視認可能に露出せしめられてなることを特徴とする筒状経編地。 - 請求項7に記載の筒状経編地の製造方法であって、ジャカード筬を備えるダブルラッセル機により、前後の経編地を、それぞれジャカード筬を含む少なくとも3枚の筬を使用して、編方向に連続して筒状をなすように接結して編成してなり、
ジャカード筬以外の少なくとも1枚の筬により地編用の編糸を導糸して鎖組織を、他の少なくとも1枚の筬により挿入糸を導糸して挿入組織を編成するとともに、ジャカード筬によりジャカード組織用の編糸を導糸して横振り幅を変化させた組織を組み合わせたジャカード組織を編成し、
前記挿入組織の挿入糸として他の編糸とは異色または異染性の糸を使用して編成するとともに、柄や製品パターンに応じて設定される所定の個所にジャカード組織による開口部を形成することにより、該開口部において前記挿入糸を視認可能に露出させることを特徴とする筒状経編地の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009220854A JP5342974B2 (ja) | 2009-09-25 | 2009-09-25 | 経編地及び筒状経編地とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009220854A JP5342974B2 (ja) | 2009-09-25 | 2009-09-25 | 経編地及び筒状経編地とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011069014A true JP2011069014A (ja) | 2011-04-07 |
| JP5342974B2 JP5342974B2 (ja) | 2013-11-13 |
Family
ID=44014536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009220854A Expired - Fee Related JP5342974B2 (ja) | 2009-09-25 | 2009-09-25 | 経編地及び筒状経編地とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5342974B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103541146A (zh) * | 2013-11-12 | 2014-01-29 | 莆田市华峰工贸有限公司 | 一种双色或多色提花经编布的形成方法及其形成的经编布 |
| CN104452075A (zh) * | 2014-11-17 | 2015-03-25 | 江南大学 | 一种经编双色成形鞋面的制作方法 |
| CN104975427A (zh) * | 2014-04-04 | 2015-10-14 | 山德霓股份公司 | 生产编织制品的方法 |
| WO2016165328A1 (zh) * | 2015-04-17 | 2016-10-20 | 海安启弘纺织科技有限公司 | 一种3d双色经编绒类织物的生产 |
| JP2017150094A (ja) * | 2016-02-22 | 2017-08-31 | アサヒマカム株式会社 | 多色柄経編地及びその編成方法 |
| EP3216901A1 (en) * | 2016-03-11 | 2017-09-13 | Tsu Yi Knitting Co., Ltd. | Dual-layer mesh fabric |
| TWI613339B (zh) * | 2014-04-02 | 2018-02-01 | 福建華峰新材料有限公司 | 一種表面反向墊紗賈卡提花三明治布的製備方法 |
| WO2018066463A1 (ja) * | 2016-10-05 | 2018-04-12 | 吉田産業株式会社 | 経編地及びその編成方法 |
| JP2018204128A (ja) * | 2017-05-31 | 2018-12-27 | 株式会社ヴィオレッタ | 経編地及び衣類 |
| CN114395856A (zh) * | 2022-01-12 | 2022-04-26 | 信泰(福建)科技有限公司 | 一种三贾卡复合型交错提花经编织物及其编织方法 |
| WO2022255319A1 (ja) * | 2021-06-01 | 2022-12-08 | 旭化成株式会社 | 表皮材 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108660599A (zh) * | 2018-03-22 | 2018-10-16 | 福建信泰新材料科技有限公司 | 一种高强度经编织物的编织工艺及该织物 |
| KR102189919B1 (ko) * | 2020-04-28 | 2020-12-11 | (주) 정산인터내셔널 | 경편 조직을 응용한 양방향 저인열강도 스페이서 직물 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11117155A (ja) * | 1997-10-13 | 1999-04-27 | Teijin Ltd | 干渉色調を呈する経編地 |
| JP2001303415A (ja) * | 2000-04-26 | 2001-10-31 | Asahi Kasei Corp | 筒状編地 |
| JP2002004158A (ja) * | 2000-06-22 | 2002-01-09 | Takeda Lace Co Ltd | 衣料用ジャカードレース編地とその製造方法 |
| JP2005298992A (ja) * | 2004-04-08 | 2005-10-27 | Fujii Henshoku:Kk | 編地 |
-
2009
- 2009-09-25 JP JP2009220854A patent/JP5342974B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11117155A (ja) * | 1997-10-13 | 1999-04-27 | Teijin Ltd | 干渉色調を呈する経編地 |
| JP2001303415A (ja) * | 2000-04-26 | 2001-10-31 | Asahi Kasei Corp | 筒状編地 |
| JP2002004158A (ja) * | 2000-06-22 | 2002-01-09 | Takeda Lace Co Ltd | 衣料用ジャカードレース編地とその製造方法 |
| JP2005298992A (ja) * | 2004-04-08 | 2005-10-27 | Fujii Henshoku:Kk | 編地 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103541146A (zh) * | 2013-11-12 | 2014-01-29 | 莆田市华峰工贸有限公司 | 一种双色或多色提花经编布的形成方法及其形成的经编布 |
| TWI613339B (zh) * | 2014-04-02 | 2018-02-01 | 福建華峰新材料有限公司 | 一種表面反向墊紗賈卡提花三明治布的製備方法 |
| CN104975427A (zh) * | 2014-04-04 | 2015-10-14 | 山德霓股份公司 | 生产编织制品的方法 |
| CN104452075A (zh) * | 2014-11-17 | 2015-03-25 | 江南大学 | 一种经编双色成形鞋面的制作方法 |
| WO2016165328A1 (zh) * | 2015-04-17 | 2016-10-20 | 海安启弘纺织科技有限公司 | 一种3d双色经编绒类织物的生产 |
| JP2017150094A (ja) * | 2016-02-22 | 2017-08-31 | アサヒマカム株式会社 | 多色柄経編地及びその編成方法 |
| EP3216901A1 (en) * | 2016-03-11 | 2017-09-13 | Tsu Yi Knitting Co., Ltd. | Dual-layer mesh fabric |
| WO2018066463A1 (ja) * | 2016-10-05 | 2018-04-12 | 吉田産業株式会社 | 経編地及びその編成方法 |
| JP2018204128A (ja) * | 2017-05-31 | 2018-12-27 | 株式会社ヴィオレッタ | 経編地及び衣類 |
| WO2022255319A1 (ja) * | 2021-06-01 | 2022-12-08 | 旭化成株式会社 | 表皮材 |
| JPWO2022255319A1 (ja) * | 2021-06-01 | 2022-12-08 | ||
| CN117178086A (zh) * | 2021-06-01 | 2023-12-05 | 旭化成株式会社 | 表皮材料 |
| EP4350062A4 (en) * | 2021-06-01 | 2024-08-21 | Asahi Kasei Kabushiki Kaisha | Surface covering material |
| JP7634665B2 (ja) | 2021-06-01 | 2025-02-21 | 旭化成株式会社 | 表皮材 |
| CN117178086B (zh) * | 2021-06-01 | 2025-09-19 | 旭化成株式会社 | 表皮材料 |
| CN114395856A (zh) * | 2022-01-12 | 2022-04-26 | 信泰(福建)科技有限公司 | 一种三贾卡复合型交错提花经编织物及其编织方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5342974B2 (ja) | 2013-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5342974B2 (ja) | 経編地及び筒状経編地とその製造方法 | |
| JP5404119B2 (ja) | 筒状編地及びその製造方法 | |
| JP6196352B2 (ja) | 編地及びその編成方法 | |
| CN102373568B (zh) | 衣料用筒状针织品和袜子 | |
| JP3608042B2 (ja) | 衣料用ジャカードレース編地とその製造方法 | |
| WO2017002867A1 (ja) | 編地及びその編成方法 | |
| JP3939884B2 (ja) | ダブルラッシェル機による柄入り立体成形物及びその編成方法 | |
| JP6080699B2 (ja) | 経編地及びその製造方法 | |
| CN101535544A (zh) | 片材 | |
| JP6419489B2 (ja) | ボディタオル | |
| JP4459377B2 (ja) | 筒状編地 | |
| JP5050174B2 (ja) | 異なる編組織からなる経編地 | |
| JP5731797B2 (ja) | 玉虫色調編成体 | |
| JP2018184672A (ja) | ラッセルレース編地の製造方法 | |
| JP3614831B2 (ja) | 柄模様入り編レースおよび製造方法 | |
| JP4353612B2 (ja) | 一体成形袋状経編地及びその製造方法 | |
| JP3911163B2 (ja) | 伸縮性柄編地 | |
| JP3129453U (ja) | 房部を有する経編レース地 | |
| JP2008069498A (ja) | 二重編地 | |
| JP7454245B2 (ja) | 編レース、及び製造方法 | |
| JP7063674B2 (ja) | 経編地および繊維製品 | |
| JP2000234247A (ja) | シームレス経編地の製造方法 | |
| JP3049756U (ja) | 経編地によるヘミング用細幅テープ | |
| JP2009215660A (ja) | 浮柄経編レース地 | |
| JP6535492B2 (ja) | 筒状経編地 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120921 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130716 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130812 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5342974 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |