WO2022195899A1 - 粘着テープ - Google Patents
粘着テープ Download PDFInfo
- Publication number
- WO2022195899A1 WO2022195899A1 PCT/JP2021/016843 JP2021016843W WO2022195899A1 WO 2022195899 A1 WO2022195899 A1 WO 2022195899A1 JP 2021016843 W JP2021016843 W JP 2021016843W WO 2022195899 A1 WO2022195899 A1 WO 2022195899A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive tape
- layer
- laminate layer
- base fabric
- warp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/20—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting articles of particular configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/201—Adhesives in the form of films or foils characterised by their carriers characterised by the release coating composition on the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/14—Fabrics characterised by the incorporation by knitting, in one or more thread, fleece, or fabric layers, of reinforcing, binding, or decorative threads; Fabrics incorporating small auxiliary elements, e.g. for decorative purposes
- D04B21/16—Fabrics characterised by the incorporation by knitting, in one or more thread, fleece, or fabric layers, of reinforcing, binding, or decorative threads; Fabrics incorporating small auxiliary elements, e.g. for decorative purposes incorporating synthetic threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
- B32B2262/148—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
- B32B2262/152—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
- C09J2301/162—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer the carrier being a laminate constituted by plastic layers only
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/04—Presence of homo or copolymers of ethene
- C09J2423/046—Presence of homo or copolymers of ethene in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/021—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polyethylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/01—Surface features
- D10B2403/012—Alike front and back faces
- D10B2403/0122—Smooth surfaces, e.g. laminated or coated
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/03—Shape features
- D10B2403/031—Narrow fabric of constant width
- D10B2403/0311—Small thickness fabric, e.g. ribbons, tapes or straps
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Definitions
- the present invention relates to adhesive tapes suitable for use as packaging materials and curing materials.
- High-adhesive type adhesive tapes are widely used for fixing and bundling materials in a wide range of fields such as agriculture, civil engineering, construction, and transportation, or for painting masking.
- pressure-sensitive adhesive tapes are required to have suitable base material strength and hand tearability in terms of work convenience.
- Patent Document 1 discloses such an adhesive tape with improved hand tearability.
- a chemical or physical anchor treatment layer is formed on one side or front and back surfaces of a knitted fabric formed by inserting flat yarns mainly made of thermoplastic resin into warp yarns made by independently knitting multifilaments as weft yarns. is formed, and a thermoplastic resin is laminated on one side or both sides in a molten state or in a dry film state on the anchor treatment layer, and a pressure-sensitive adhesive is applied to one or both sides of the knitted fabric base material.
- tensile strength in the vertical and horizontal directions, tear strength in the vertical and horizontal directions, and elongation in the vertical direction are specified as specific values.
- Conventional adhesive tapes generally have a structure in which the surface of the base fabric as described above is covered with a laminate layer of thermoplastic resin, and an adhesive layer is formed via an undercoat layer. With such an adhesive tape, when the adhesive tape is attached to an adherend and then peeled off, the adhesive of the adhesive tape may peel off from the laminate layer and remain on the adherend (hereinafter referred to as this This phenomenon is called “adhesive residue”).
- the adhesive tape is usually supplied in the form of a wound roll, in which case the wound adhesive layer comes into contact with the opposite side of the substrate on which the adhesive layer is formed. If the adhesive remains on the opposite surface, the adhesive may be insufficient on the surface of the adherend, resulting in gaps or reduced adhesive strength. In addition, the residual adhesive on the surface opposite to the adhesive layer of the adhesive tape impairs the handleability as a tape roll, and the purpose of use of the adhesive tape may be impaired when it is attached to an adherend.
- an object of the present invention is to provide an adhesive tape that suppresses such adhesive residue.
- the present inventors have found that, in an adhesive tape, it is possible to suppress adhesive residue by forming unevenness on the surface of the laminate layer to which the adhesive layer is fixed. That is, the present invention includes the following aspects.
- a base fabric composed of warp and weft threads, a first laminate layer formed on a first surface of the base fabric, and a second laminate layer formed on a second surface of the base fabric, and a substrate having and a pressure-sensitive adhesive layer formed as the outermost layer on the side of the substrate on which the first laminate layer is formed,
- the pressure-sensitive adhesive tape wherein unevenness caused by the warp and the weft is formed on the surface of the first laminate layer opposite to the base fabric.
- the contact area between the first laminate layer and the adhesive layer is increased by providing unevenness on the surface of the first laminate layer.
- the bonding strength between the first laminate layer and the adhesive layer is improved, and adhesive residue can be suppressed.
- the surface of the second laminate layer is smoothed, when the adhesive tape is wound, the surface of the second laminate layer, which is in contact with the adhesive layer, and the adhesive layer are bonded to the surface of the second laminate layer. The adhesive residue on the surface of the second laminate layer can be suppressed due to the difference in bonding strength with the first laminate layer.
- a woven or knitted fabric composed of long fiber warp and weft can be used as the base fabric for the adhesive tape of the present invention.
- the weave structure of the woven fabric can be selected from plain weave, twill weave, satin weave, etc., according to various desired characteristics such as cutting direction and strength.
- the knitted fabric used for the adhesive tape of the present invention is preferably a fabric having a structure in which one of the warp and the weft forms a continuous loop and the other is inserted through the loop. Which of the warp and weft yarns the loops are to be formed in can be determined based on the intended cutting direction of the adhesive tape by manual cutting.
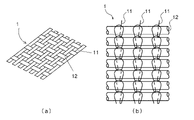
- FIG. 1 shows a plain weave base fabric (a) and a warp knitted base fabric (b) as examples of the base fabric 1 . With such a structure, irregularities are formed on the surface due to crossing and entanglement of the warp yarns 11 and the weft yarns 12 .
- FIG. 1(b) shows an independent chain knitting structure as a loop structure of the warp yarns 11, it is not limited to this, and a Denby knitting structure as shown in Japanese Patent Application Laid-Open No.
- the warp is not particularly limited as long as it is a material used in the relevant field, and is thermoplastic such as polyolefin resins such as polyethylene and polypropylene, polyester resins such as polyethylene terephthalate and polybutylene terephthalate, polyacrylic resins, and polyamide resins. Resins, regenerated fibers such as cuprammonium rayon and viscose rayon, and semi-synthetic fibers such as acetate and triacetate can be used. Of these, polyester fiber has a lower degree of elongation than other thermoplastic synthetic fibers such as polypropylene and nylon. It is possible to suppress fluffing and fraying.
- a fineness of 10 to 1000 denier, preferably 20 to 500 denier, and a number of warp yarns of 10 to 50 per inch provide a good balance of base fabric strength, hand tearability and elongation.
- the weft yarn is not particularly limited as long as it is a material used in the relevant field, and the same material as the above warp yarn can be used.
- the fiber form it is preferable to use a flat yarn in order to ensure hand-cutting properties and to suppress fluffing on the cut surface.
- a flat yarn can be obtained by thinning a film obtained by melt extruding a thermoplastic resin through a T-die or a circular die. The fineness is 30 to 1000 denier, preferably 50 to 500 denier, and the number of warp yarns is 5 to 40, preferably 8 to 30 per inch. Good balance with heat deterioration.
- the surface on which the first laminate layer described later is formed is the first surface, and the surface opposite to the first surface, on which the second laminate layer described later is formed, is the second surface. called a face.
- the first and second surfaces of the base fabric are subjected to a physical or chemical treatment, also called an anchoring treatment, in order to improve the bonding strength with the laminate layer and suppress the peeling of the laminate layer (referred to as "laminate peeling").
- surface treatment can be applied.
- Physical treatments include corona treatment, UV treatment, sputtering treatment, and the like, and chemical treatments include application of a selected resin such as organic titanium, isocyanate, polyethyleneimine, or polybutadiene.
- the laminate layer is formed by spreading the resin material on both sides of the base fabric.
- a thermoplastic resin is selected as the material for the warp and weft, it is preferable to select the same resin material as that of the laminate layer from the viewpoint of suppressing lamination peeling.
- the bonding strength between the laminate layer and the base fabric can be stably obtained by using a thermoplastic resin containing polyethylene for the laminate layer.
- the thickness of the laminate layer can be selected from the range of 5 to 300 ⁇ m.
- the first laminate layer which reflects the unevenness of the base fabric
- the second laminated layer which is flattened, can offset the unevenness of the base fabric. It is formed more than the thickness.
- FIG. 3 the first laminate layer 2 is formed on the first surface 1A where one warp 11 appears on the surface of the weft 12 of the base fabric 1, and the second laminate layer 3 is formed on the weft 12 of the base fabric 1. It shows a case where two warp yarns 11 appear on the surface of the second surface 1B.
- the resin material 24 is adhered to the base cloth 1 while being pressed against the cooling roll 26 together with the base cloth 1 by the press roll 25 made of rubber.
- the first laminate layer 2 having the matte surface 2A is formed on the first surface 1A where one warp 11 appears on the surface of the weft 12 of the base fabric 1, reflecting the unevenness of the base fabric in the process described later. It is preferable because it is easy to
- the resin material 24 is attached to the second surface 1B of the base fabric 1 by turning it over and using the same method as for the first surface 1A.
- the second laminate layer 3 having a smooth surface 3A can be formed as shown in FIG. 3(b).
- the outer surface of the second laminate layer 3 is not limited to the smooth surface 3A, and the releasability may be improved by forming a material layer to make the smooth surface, or performing a release treatment on the matte surface. .
- the mat surface 2A in contact with the press roll 25 has the warp 12 and the weft 11
- the first laminate layer 2 has an uneven surface 2B reflecting the unevenness of .
- the surface of the first laminate layer 2 becomes the uneven surface 2B, so that when the adhesive layer 6 shown in FIG. 4 is formed, the bonding area between the first laminate layer 2 and the adhesive layer 6 increases. , the adhesive residue can be effectively suppressed.
- unevenness derived from the mat roll 27 and unevenness derived from the warp yarn 12 and the weft yarn 11 are formed on the uneven surface 2B.
- the average depth of the recesses of the unevenness derived from the mat roll is preferably 1 ⁇ m or more and less than 10 ⁇ m so as not to affect the bonding surface of the adhesive layer 6 with the adherend.
- the average depth of the uneven recesses derived from the warp yarns 12 and the weft yarns 11 increases the bonding area with the adhesive layer 6, and does not affect the bonding surface of the adhesive layer 6 with the adherend. Therefore, the thickness is preferably 10 ⁇ m or more and 20 ⁇ m or less.
- the first surface 1A and the second surface 1B of the base fabric 1 can be subjected to physical or chemical surface treatment (anchor treatment).
- physical treatment include corona treatment, UV treatment, and sputtering treatment
- chemical treatment include a method of applying a resin selected from organotitanium, isocyanate, polyethyleneimine, polybutadiene, and the like. be done.
- FIG. 2 shows a mode of treatment by the corona treatment device 23 .
- FIG. 4 The structure of an adhesive tape according to one embodiment of the present invention is shown as a schematic cross-sectional view in FIG.
- a substrate 10 having laminated layers (a first laminated layer 2 and a second laminated layer 3) formed on both sides of a base fabric 1, a primer layer 4 on the first laminated layer side,
- An example in which an adhesive layer 6 is formed and a backing agent layer 5 is formed on the second laminate layer 3 side is shown.
- a primer layer 4 as shown in FIG. 4 can be formed in order to improve adhesion to the adhesive layer.
- Various elastomers e.g., copolymers of ethylene and vinyl acetate, chlorinated polypropylene, reaction products of styrene-butadiene copolymers and phenolic resins, butyl acrylate, vinyl acetate, acrylic acid amide, natural rubber or reaction product of synthetic rubber, etc.
- application of various primers and the like.
- the surface of the first laminate layer 2 may be modified by corona treatment, etching treatment, plasma treatment, sandblasting, or the like to form the primer layer 4, or the surface of the first laminate layer 2 may be corona-treated.
- the undercoat agent layer may be formed after modifying the composition with the above. The thickness of the undercoat layer is such that the irregularities in the first laminate layer 2 are reflected on the outer surface of the undercoat layer and the effect of suppressing adhesive residue due to the irregularities is not impaired.
- the pressure-sensitive adhesive layer 6 is formed as the outermost layer on the surface of the substrate 10 on which the first laminate layer is formed, either directly or via the primer layer 4 on the uneven first laminate layer 2. .
- the adhesive may be appropriately selected from known adhesive compositions so as to achieve the desired adhesive strength.
- the adhesive layer 6 contains a base polymer (referred to as an adhesive base polymer) as an adhesive component.
- the adhesive base polymer is not particularly limited, but an acrylic adhesive or a rubber adhesive can be used.
- acrylic adhesive examples include methyl (meth)acrylate, ethyl (meth)acrylate, isopropyl (meth)acrylate, n-butyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, (Meth)acrylic ester monomers such as isooctyl (meth)acrylate, nonyl (meth)acrylate, and isononyl (meth)acrylate are the main components, and (meth)acrylic acid, crotonic acid, fumaric acid, and itaconic acid , (Anhydride) acrylic monomers containing functional groups such as maleic acid, vinyl acetate, acrylonitrile, styrene, 2-hydroxyethyl (meth)acrylate, 2-methylolethyl acrylamide, etc. are copolymerized as necessary. system adhesives.
- rubber-based adhesives include one or a combination of two or more elastomer components such as natural rubber, styrene-butadiene rubber, butyl rubber, isoprene rubber, butadiene rubber, and styrene-isoprene block copolymer, and rosin-based resins and terpenes. system resin, aliphatic petroleum resin, aromatic petroleum resin, copolymer petroleum resin, alicyclic petroleum resin, coumarone-indene resin, pure monomer resin, phenolic resin, xylene resin, etc.
- the resulting rubber-based pressure-sensitive adhesive is exemplified.
- the adhesive layer 6 can contain various additives known in the art in addition to the adhesive base polymer.
- various additives such as cross-linking agents, flame retardants, antioxidants, weathering agents, softeners, stabilizers, fillers, extenders, and reinforcing agents may be used singly or in combination of two or more. can contain.
- the thickness of the pressure-sensitive adhesive layer 6 can be appropriately set according to the purpose and each component of the pressure-sensitive adhesive used.
- the pressure-sensitive adhesive layer 6 is formed by coating directly on the first laminate layer 2, or after forming the undercoat layer 4 or applying a surface treatment, using various coating devices. Examples of coating apparatuses include roll coaters, die coaters, lip coaters, Meyer bar coaters, gravure coaters, and the like.
- ⁇ Backing agent layer> When wound as a tape, the surface of the second laminate layer that comes into contact with the pressure-sensitive adhesive layer 6 can be coated with various release agents as the backing agent layer 5 .
- Release agents include long-chain alkyl release agents (copolymers of stearyl acrylate and acrylic acid, vinyl acetate or acrylonitrile, copolymers of stearyl acrylamide and acrylonitrile or acrylic acid, stearyl vinyl ether and acrylic acid, anhydrous copolymers with maleic acid and acrylonitrile), and addition reaction type, condensation reaction type, cationic polymerization type, and radical polymerization type silicone release agents. These mold release agents can also be coated and formed by the various coating devices described above.
- Example 1 Using 30 denier polyester multifilament (24 threads/inch) as the warp and 300 denier high-density polyethylene flat yarn (17 threads/inch) as the weft, the warp as shown in FIG. A warp knitted fabric having an independent chain knit structure was knitted and used as a base fabric. Next, a laminate layer of polyethylene resin was formed on the back surface of the base fabric. First, the first surface 1A (the surface where one warp 11 appears on the surface of the weft 12) of the base fabric stretched between two rubber rolls is subjected to corona treatment, and then a polyethylene resin is melt extruded from a T-die.
- first surface 1A the surface where one warp 11 appears on the surface of the weft 12
- the first laminate layer 2 having the mat surface 2A.
- the second surface 1B is also subjected to corona treatment, and the polyethylene resin is melt-extruded from the T-die in the same manner as the first surface, and pressed against the mirror roll 18 with a rubber roll. to form a second laminate layer 3 having a smooth surface 3A.
- the first laminate layer 2 was formed with an uneven surface 2B reflecting the unevenness caused by the warp and weft.
- the thickness of the first laminate layer was 37 ⁇ m, and the thickness of the second laminate layer was 40 ⁇ m.
- the adhesive tape of Example 1 was produced by applying an acrylic adhesive to the uneven surface 2B of the first laminate layer 2 using a roll coater to form an adhesive layer 6 having a thickness of 35 ⁇ m. .
- Example 2 After applying corona treatment to the uneven surface 2B of the first laminate layer 2, an acrylic adhesive was applied using a roll coater to form the adhesive layer 6 in the same manner as in Example 1. No. 2 adhesive tape was produced.
- Example 3 After applying corona treatment to the uneven surface 2B of the first laminate layer 2, an undercoat layer 4 of ethylene-vinyl acetate copolymer is formed on the corona-treated surface, and then an acrylic adhesive is applied using a roll coater.
- a pressure-sensitive adhesive tape of Example 3 was produced in the same manner as in Example 1, except that the pressure-sensitive adhesive layer 6 was formed.
- Example 4 A plain weave fabric as shown in FIG. A pressure-sensitive adhesive tape of Example 4 was produced in the same manner as in Example 3, except that this was used as the base fabric. Among the unevenness formed on the surface of the first laminate layer, the average depth of the unevenness derived from the mat roll was 1.9 ⁇ m, and the average depth of the unevenness derived from the warp and weft was 13.5 ⁇ m. (Both are arithmetic mean values of 10-point measurements, measured using a white light interference microscope).
- Comparative example 1 Example except that the acrylic adhesive was applied to the smooth surface 3A side of the second laminate layer 3 of Example 1 to form an adhesive layer, and the acrylic adhesive was not applied to the first laminate side.
- An adhesive tape of Comparative Example 1 was produced in the same manner as in Example 1.
- Example 4 except that an acrylic adhesive was applied to the smooth surface 3A side of the second laminate layer 3 in Example 4 to form an adhesive layer, and the acrylic adhesive was not applied to the first laminate side.
- An adhesive tape of Comparative Example 2 was produced in the same manner as in Example 4.
- Comparative Examples 3-5 In the same manner as in Examples 1 to 3, except that the order of forming the first and second laminate layers in Examples 1 to 3 was reversed and the surface state of the first laminate layer was only matte, Comparative Examples 3 to 3 were prepared. 5 adhesive tape was produced.
- Test method ⁇ Adhesive residue on the adherend> Using an adhesive tape cut to a length of 300 mm in the warp stretching direction and a length of 24 mm in the weft stretching direction, it is attached to a test plate (SUS304 steel plate) used for adhesive strength measurement of JIS Z 0237 by the method described in the same standard. After that, it was allowed to stand for about 20 minutes in an environment with a temperature of 23 ⁇ 1° C. and a relative humidity of 50 ⁇ 5%.
- the adhesive tape was peeled off from the test plate based on the adhesive force measurement method of the same standard, and at that time, the area of adhesive residue (or adhesive residue due to breakage of the interface between the laminate layer and the adhesive layer) was measured, The percentage of the area of the peeled adhesive tape was calculated.
- the residual pressure-sensitive adhesive was also measured when the similarly prepared samples were allowed to stand in an environment of a temperature of 23 ⁇ 1° C. and a relative humidity of 50 ⁇ 5% for 3 days and 1 week. Table 1 shows the results.
- the pressure-sensitive adhesive tape according to the present invention can effectively suppress adhesive residue by having unevenness that reflects the unevenness of the surface of the base fabric on the adhesive-applied surface.
- by applying a surface treatment to the first laminate layer on which the adhesive is applied it is possible to provide an adhesive tape with almost no residual adhesive.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023506710A JP7451824B2 (ja) | 2021-03-15 | 2021-04-27 | 粘着テープ |
| KR1020237031279A KR20230146062A (ko) | 2021-03-15 | 2021-04-27 | 점착 테이프 |
| CN202180095674.2A CN116981745A (zh) | 2021-03-15 | 2021-04-27 | 粘合带 |
| US18/281,772 US20240309243A1 (en) | 2021-03-15 | 2021-04-27 | Adhesive tape |
| EP21931644.5A EP4309891A4 (en) | 2021-03-15 | 2021-04-27 | PRESSURE SENSITIVE ADHESIVE TAPE |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-041476 | 2021-03-15 | ||
| JP2021041476 | 2021-03-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022195899A1 true WO2022195899A1 (ja) | 2022-09-22 |
Family
ID=83322173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/016843 Ceased WO2022195899A1 (ja) | 2021-03-15 | 2021-04-27 | 粘着テープ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240309243A1 (https=) |
| EP (1) | EP4309891A4 (https=) |
| JP (1) | JP7451824B2 (https=) |
| KR (1) | KR20230146062A (https=) |
| CN (1) | CN116981745A (https=) |
| WO (1) | WO2022195899A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021221070A1 (ja) * | 2020-05-01 | 2021-11-04 | 株式会社寺岡製作所 | 粘着テープ |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07247466A (ja) * | 1994-03-10 | 1995-09-26 | Toho Seni Kk | 粘着テープ用補強編み布及びこの補強編み布を用いた粘着テープ |
| JPH11335942A (ja) * | 1998-06-01 | 1999-12-07 | Aoyama Sangyo Kk | 粘着テープ用基布及び粘着テープ用加工布 |
| JP2000314062A (ja) * | 1999-04-28 | 2000-11-14 | Aoyama Sangyo Kk | ラミネートテープ用基布 |
| JP2002294189A (ja) | 2001-03-30 | 2002-10-09 | Teraoka Seisakusho:Kk | 編布粘着テープ |
| JP2003253543A (ja) * | 2002-03-01 | 2003-09-10 | Teijin Ltd | 手切れ性の良好な粘着テープ製造用布帛及び粘着テープ |
| JP2009138031A (ja) * | 2007-12-03 | 2009-06-25 | Teraoka Seisakusho:Kk | 布粘着テープ |
| JP2012017415A (ja) * | 2010-07-08 | 2012-01-26 | Sekisui Chem Co Ltd | 布粘着テープ |
| JP2012036516A (ja) * | 2010-08-04 | 2012-02-23 | Sumitomo Wiring Syst Ltd | 結束テープ用布帛及び結束テープ |
| JP2014210998A (ja) | 2013-04-19 | 2014-11-13 | 青山産業株式会社 | ラミネートテープ用基布及び当該基布を用いたラミネートテープ |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5129925B2 (ja) * | 2005-12-07 | 2013-01-30 | 久光製薬株式会社 | 貼付剤 |
| JP5920815B2 (ja) * | 2012-02-01 | 2016-05-18 | ダイヤテックス株式会社 | 粘着テープ |
| JP2014091783A (ja) * | 2012-11-02 | 2014-05-19 | Sekisui Chem Co Ltd | 粘着テープ |
| WO2015098983A1 (ja) * | 2013-12-27 | 2015-07-02 | 日本合成化学工業株式会社 | 航空機部材固定用両面粘着テープ |
| JP6018650B2 (ja) * | 2015-01-15 | 2016-11-02 | 共和レザー株式会社 | 表皮材及び表皮材の製造方法 |
| EP3357979B1 (en) * | 2015-09-28 | 2024-11-20 | Lintec Corporation | Adhesive sheet and method for producing adhesive sheet |
| JP2019006948A (ja) * | 2017-06-28 | 2019-01-17 | 日東シンコー株式会社 | 粘着テープ |
| JP2019136989A (ja) * | 2018-02-14 | 2019-08-22 | バンドー化学株式会社 | フロアマーキング用シート |
| JP7011820B2 (ja) * | 2018-05-01 | 2022-01-27 | 共同技研化学株式会社 | 粘着テープ及び,粘着テープの製造方法 |
| WO2021221070A1 (ja) * | 2020-05-01 | 2021-11-04 | 株式会社寺岡製作所 | 粘着テープ |
-
2021
- 2021-04-27 JP JP2023506710A patent/JP7451824B2/ja active Active
- 2021-04-27 EP EP21931644.5A patent/EP4309891A4/en active Pending
- 2021-04-27 CN CN202180095674.2A patent/CN116981745A/zh active Pending
- 2021-04-27 KR KR1020237031279A patent/KR20230146062A/ko active Pending
- 2021-04-27 US US18/281,772 patent/US20240309243A1/en active Pending
- 2021-04-27 WO PCT/JP2021/016843 patent/WO2022195899A1/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07247466A (ja) * | 1994-03-10 | 1995-09-26 | Toho Seni Kk | 粘着テープ用補強編み布及びこの補強編み布を用いた粘着テープ |
| JPH11335942A (ja) * | 1998-06-01 | 1999-12-07 | Aoyama Sangyo Kk | 粘着テープ用基布及び粘着テープ用加工布 |
| JP2000314062A (ja) * | 1999-04-28 | 2000-11-14 | Aoyama Sangyo Kk | ラミネートテープ用基布 |
| JP2002294189A (ja) | 2001-03-30 | 2002-10-09 | Teraoka Seisakusho:Kk | 編布粘着テープ |
| JP2003253543A (ja) * | 2002-03-01 | 2003-09-10 | Teijin Ltd | 手切れ性の良好な粘着テープ製造用布帛及び粘着テープ |
| JP2009138031A (ja) * | 2007-12-03 | 2009-06-25 | Teraoka Seisakusho:Kk | 布粘着テープ |
| JP2012017415A (ja) * | 2010-07-08 | 2012-01-26 | Sekisui Chem Co Ltd | 布粘着テープ |
| JP2012036516A (ja) * | 2010-08-04 | 2012-02-23 | Sumitomo Wiring Syst Ltd | 結束テープ用布帛及び結束テープ |
| JP2014210998A (ja) | 2013-04-19 | 2014-11-13 | 青山産業株式会社 | ラミネートテープ用基布及び当該基布を用いたラミネートテープ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4309891A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4309891A1 (en) | 2024-01-24 |
| EP4309891A4 (en) | 2025-03-26 |
| CN116981745A (zh) | 2023-10-31 |
| KR20230146062A (ko) | 2023-10-18 |
| US20240309243A1 (en) | 2024-09-19 |
| TW202237773A (zh) | 2022-10-01 |
| JP7451824B2 (ja) | 2024-03-18 |
| JPWO2022195899A1 (https=) | 2022-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3555880B2 (ja) | 編布粘着テープ | |
| JP7451824B2 (ja) | 粘着テープ | |
| JP7431321B2 (ja) | 粘着テープ | |
| JP4319169B2 (ja) | マスキング用粘着テープ及びそれを用いたマスカー | |
| TWI914350B (zh) | 黏貼帶 | |
| KR101161871B1 (ko) | 러빙 천 붙임용 양면 점착테이프 및 그것을 붙인 롤러 권착용 러빙 시트 | |
| TW202131292A (zh) | 間隙閉塞方法、間隙閉塞構造體及間隙閉塞構造體之製造方法 | |
| JP2011046840A (ja) | 金属箔層を有する粘着テープ | |
| JP3205388U (ja) | 粘着テープ積層体 | |
| JP4142965B2 (ja) | 手切れ性を改良した粘着シート | |
| JPWO2006077662A1 (ja) | 再帰反射粘着シート | |
| EP4617340A1 (en) | Adhesive body | |
| US12331222B2 (en) | Method for applying a threadlike adhesive body, and temporary-support-supported threadlike adhesive body | |
| KR102839593B1 (ko) | 점착 테이프 | |
| JP4641631B2 (ja) | 感圧性接着シート用剥離シート材および該剥離シート材を有する感圧性接着シート | |
| JP2006137899A (ja) | 耐候性粘着シート | |
| JP2003342539A (ja) | 再帰反射粘着シート | |
| JP2007063512A (ja) | 手切れ性を改良した粘着シート | |
| TW202426588A (zh) | 黏著體之捲繞體及其製造方法 | |
| TW202426356A (zh) | 包裝物品及其製造方法 | |
| JP2007063511A (ja) | 手切れ性を改良した粘着シート | |
| JP2007301927A (ja) | 離型層を有する積層基材及びそれを用いた粘着テープ | |
| JPH10147759A (ja) | 粘着テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21931644 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023506710 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18281772 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20237031279 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202180095674.2 Country of ref document: CN Ref document number: 1020237031279 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021931644 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021931644 Country of ref document: EP Effective date: 20231016 |