WO2022065286A1 - 接着剤組成物、フィルム状接着剤及び多層フィルム - Google Patents
接着剤組成物、フィルム状接着剤及び多層フィルム Download PDFInfo
- Publication number
- WO2022065286A1 WO2022065286A1 PCT/JP2021/034529 JP2021034529W WO2022065286A1 WO 2022065286 A1 WO2022065286 A1 WO 2022065286A1 JP 2021034529 W JP2021034529 W JP 2021034529W WO 2022065286 A1 WO2022065286 A1 WO 2022065286A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acid
- adhesive
- polyolefin
- adhesive composition
- mass
- Prior art date
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 96
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 96
- 239000000203 mixture Substances 0.000 title claims abstract description 56
- 229920000098 polyolefin Polymers 0.000 claims abstract description 92
- 239000002253 acid Substances 0.000 claims abstract description 27
- 150000001875 compounds Chemical class 0.000 claims abstract description 21
- 238000009864 tensile test Methods 0.000 claims abstract description 20
- 238000003860 storage Methods 0.000 claims abstract description 19
- -1 polyethylene Polymers 0.000 claims description 60
- 239000004743 Polypropylene Substances 0.000 claims description 38
- 229920001155 polypropylene Polymers 0.000 claims description 34
- 239000004698 Polyethylene Substances 0.000 claims description 27
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 claims description 27
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical group C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 25
- 239000005977 Ethylene Substances 0.000 claims description 25
- 229920000573 polyethylene Polymers 0.000 claims description 20
- 239000010410 layer Substances 0.000 claims description 18
- 239000000463 material Substances 0.000 claims description 14
- 239000002344 surface layer Substances 0.000 claims description 11
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 claims description 9
- 229920006015 heat resistant resin Polymers 0.000 claims description 7
- 150000001735 carboxylic acids Chemical class 0.000 claims description 6
- 229920002959 polymer blend Polymers 0.000 claims description 6
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 claims description 6
- 229920005653 propylene-ethylene copolymer Polymers 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 23
- 239000012298 atmosphere Substances 0.000 abstract description 5
- 238000012360 testing method Methods 0.000 description 23
- 229920000642 polymer Polymers 0.000 description 20
- 238000000034 method Methods 0.000 description 19
- 239000004831 Hot glue Substances 0.000 description 17
- 239000000178 monomer Substances 0.000 description 17
- 229920001577 copolymer Polymers 0.000 description 16
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 239000002585 base Substances 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 239000000126 substance Substances 0.000 description 9
- 238000002835 absorbance Methods 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- 238000011088 calibration curve Methods 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 7
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 229920001955 polyphenylene ether Polymers 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 229920001519 homopolymer Polymers 0.000 description 5
- 238000002329 infrared spectrum Methods 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 150000001991 dicarboxylic acids Chemical class 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000007654 immersion Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000001228 spectrum Methods 0.000 description 4
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- 150000008065 acid anhydrides Chemical class 0.000 description 3
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 3
- 238000013329 compounding Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000004925 denaturation Methods 0.000 description 3
- 230000036425 denaturation Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000004898 kneading Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 3
- NIDNOXCRFUCAKQ-UMRXKNAASA-N (1s,2r,3s,4r)-bicyclo[2.2.1]hept-5-ene-2,3-dicarboxylic acid Chemical compound C1[C@H]2C=C[C@@H]1[C@H](C(=O)O)[C@@H]2C(O)=O NIDNOXCRFUCAKQ-UMRXKNAASA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 150000002763 monocarboxylic acids Chemical class 0.000 description 2
- 238000006386 neutralization reaction Methods 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 150000001451 organic peroxides Chemical class 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000002685 polymerization catalyst Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000007870 radical polymerization initiator Substances 0.000 description 2
- 229920005604 random copolymer Polymers 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 238000004448 titration Methods 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 description 1
- UHKPXKGJFOKCGG-UHFFFAOYSA-N 2-methylprop-1-ene;styrene Chemical compound CC(C)=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 UHKPXKGJFOKCGG-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229910001200 Ferrotitanium Inorganic materials 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- BELBBZDIHDAJOR-UHFFFAOYSA-N Phenolsulfonephthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2S(=O)(=O)O1 BELBBZDIHDAJOR-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 229920000491 Polyphenylsulfone Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- NIDNOXCRFUCAKQ-UHFFFAOYSA-N bicyclo[2.2.1]hept-5-ene-2,3-dicarboxylic acid Chemical compound C1C2C=CC1C(C(=O)O)C2C(O)=O NIDNOXCRFUCAKQ-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 125000002843 carboxylic acid group Chemical group 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 238000004821 distillation Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 229920006226 ethylene-acrylic acid Polymers 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 231100000053 low toxicity Toxicity 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229960003531 phenolsulfonphthalein Drugs 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920006389 polyphenyl polymer Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011541 reaction mixture Substances 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920002397 thermoplastic olefin Polymers 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/26—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers modified by chemical after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
- C09J123/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/16—Elastomeric ethene-propene or ethene-propene-diene copolymers, e.g. EPR and EPDM rubbers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J151/00—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J151/06—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2451/00—Presence of graft polymer
Definitions
- the present invention relates to an adhesive composition that can be suitably used for adhering various parts, a film-like adhesive formed by processing an adhesive composition into a film, and a multilayer film using a film-like adhesive.
- Polyolefins typified by polypropylene are lightweight, easy to mold, and have excellent chemical stability such as water resistance, oil resistance, acid resistance, and alkali resistance. For this reason, polyolefins are processed into molded products, sheets or films as hot melt adhesives, and are used for bonding various parts.
- the merit of using the thermoplastic polyolefin as an adhesive is that the bonding operation is easy and the bonding can be performed in a short time, which is particularly effective in industrial production.
- polyolefins are extremely stable in storage and have low toxicity and fire risk, so they are easy to manage.
- Polyolefin is a highly hydrophobic resin and has low adhesiveness to inorganic substances such as metal and glass as it is.
- Polyolefins with introduced hydrophilic groups are commonly used to bond inorganic substances.
- a method for introducing a hydrophilic group a method of copolymerizing a monomer having a hydrophilic group together with an olefin monomer and a method of graft-modifying a polyolefin with a monomer having a hydrophilic group are known. ..
- propylene where copolymerization of a monomer having a hydrophilic group is difficult, the latter method is often adopted.
- a carboxylic acid or carboxylic acid anhydride is used as a monomer having a hydrophilic group, and the so-called acid modification of grafting the carboxylic acid or carboxylic acid anhydride to polypropylene can enhance the adhesive force of polypropylene to an inorganic substance. .. Adhesion of inorganic substances by acid-modified polyolefin is also described in the prior art document.
- Patent Document 1 describes acid-modified polypropylene as an adhesive between a metal and a nylon-based resin.
- An object of an embodiment of the present invention is to provide an adhesive composition having high adhesive strength and high adhesive durability in a wide temperature range from low temperature to high temperature even in a high humidity atmosphere and in water.
- the present inventors have studied various methods for improving the adhesive durability to inorganic substances such as metal and glass in water, and completed the present invention.
- the means for solving the above problems include the following aspects.
- the polyolefin (a1) contains 0.2 to 5 parts by mass of the acid-modified polyolefin (A) graft-modified with the acid compound (a2) with respect to 100 parts by mass.
- the acid compound (a2) is selected from the group consisting of unsaturated carboxylic acids, unsaturated carboxylic acid anhydrides, and combinations thereof.
- the polyolefin (a1) is selected from the group consisting of polyethylene and polypropylene polymer blends, propylene-ethylene copolymers, and combinations thereof.
- the mass ratio of ethylene unit to propylene unit (ethylene unit / propylene unit) contained in the polyolefin (a1) is in the range of 15/85 to 35/65.
- the adhesive composition according to [1] wherein the content of the acid-modified polyolefin (A) is 60% by mass or more.
- an adhesive composition that imparts high adhesive strength and high adhesive durability in a wide temperature range from low temperature to high temperature even in a high humidity atmosphere and in water.
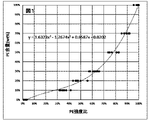
- FIG. 1 is a calibration curve for converting the absorbance ratio of ethylene unit and propylene unit into a mass ratio.
- the adhesive composition contains an acid-modified polyolefin (A).
- the acid-modified polyolefin (A) is an acid compound in which the polyolefin (a1), particularly the unmodified polyolefin (a1), is selected from the group consisting of unsaturated carboxylic acids, unsaturated carboxylic acid anhydrides, and combinations thereof (the acid compound). It is a polyolefin graft-modified in a2).
- the acid-modified polyolefin (A) may partially contain a polyolefin (a1) that has not been graft-modified with the acid compound (a2).
- the acid-modified polyolefin (A) is grafted with an acid compound (a2) in which the polyolefin (a1) and the polyolefin (a1) are selected from the group consisting of unsaturated carboxylic acids, unsaturated carboxylic acid anhydrides, and combinations thereof. It may be a polyolefin composed of a modified polyolefin.
- the graft-modified polyolefin generally has a polyolefin chain based on the polyolefin (a1) and a graft chain which is a polymer of the acid compound (a2).
- the polyolefin (a1) used as a raw material for the acid-modified polyolefin (A) is selected from the group consisting of a polymer blend of polyethylene and polypropylene, an ethylene-propylene copolymer, and a combination thereof.
- Polyethylene is a polymer containing ethylene units as a main component, and may be a homopolymer or a copolymer.
- the content of ethylene unit in polyethylene is preferably 50% by mass or more, more preferably 70% by mass or more.
- Specific examples of polyethylene include homopolymers such as low-density polyethylene, high-density polyethylene, and linear low-density polyethylene, ethylene-diene monomer copolymers, ethylene-vinyl acetate copolymers, and ethylene-acrylic acid ester copolymers. , Copolymers such as ethylene-methacrylate copolymers, halogen-modified products such as chlorinated polyethylene and the like.
- Polypropylene is a polymer containing a propylene unit as a main component, and may be a homopolymer or a copolymer.
- the content of the propylene unit in polypropylene is preferably 50% by mass or more, more preferably 70% by mass or more.
- Specific examples of polypropylene include homopolymers such as amorphous polypropylene and crystalline polypropylene, copolymers such as propylene-diene monomer copolymer, and halogen-modified products such as chlorinated polypropylene.
- the ethylene-propylene copolymer is a polymer containing ethylene units and propylene units, and may be composed of only ethylene units and propylene units, or may further contain other monomer units in addition to ethylene units and propylene units. good.
- Examples of the ethylene-propylene copolymer containing other monomer units include an ethylene-propylene-diene monomer copolymer.
- the total amount of ethylene units and propylene units in the ethylene-propylene copolymer is preferably 50% by mass or more, more preferably 70% by mass or more, further preferably 80% by mass or more, particularly preferably 90% by mass or more, and 100% by mass. May be%.
- polyolefin (a1) in addition to physical blends composed of a plurality of components of these resins, reaction blends in which functional groups are reacted between different polymers in a molding machine, graft copolymers composed of a plurality of segments, and blocks are used. Polymers, compositions in which a physical blend using these as a compatibilizer is microdispersed, and the like are also included.
- the total amount of the ethylene unit and the propylene unit is preferably 50% by mass or more, more preferably 70% by mass or more, still more preferably 80% by mass or more, and particularly preferably 80% by mass or more. It is 90% by mass or more, and may be 100% by mass.
- the mass ratio (ethylene unit / propylene unit) of the ethylene unit and the propylene unit contained in the polyolefin (a1) is 15/85 or more, preferably 20/80 or more.
- the mass ratio (ethylene unit / propylene unit) of the ethylene unit and the propylene unit contained in the polyolefin (a1) is 35/65 or less, preferably 30/70 or less.
- the "mass ratio of ethylene unit and propylene unit contained in the polyolefin (a1)" is the total monomer unit contained in polyethylene and polypropylene. It means the mass ratio of ethylene unit and propylene unit.
- the mass ratio of ethylene unit and propylene unit is determined from the absorbance ratio of polyethylene characteristic absorption (719 cm -1 ) and polypropylene characteristic absorption (1167 cm -1 ) in the IR spectrum. Specifically, a calibration curve for converting the absorbance ratio of ethylene unit to propylene unit into a mass ratio is used.
- the calibration curve can be created by blending commercially available polyethylene and polypropylene in various ratios and plotting the blending ratio and the absorbance ratio.
- the mass ratio of polyethylene to polypropylene is preferably 15/85 or more, more preferably 20/80 or more.
- the mass ratio of polyethylene to polypropylene is preferably 35/65 or less, more preferably 30/70 or less.
- the polyolefin (a1) may contain a monomer unit other than the ethylene unit and the propylene unit.
- monomers that form monomer units other than ethylene units and propylene units include ⁇ -olefins such as 1-butene, 1-pentene, 1-hexene, and 4-methylpentene-1, butadiene, isoprene, and chloroprene.
- examples thereof include unsaturated carboxylic acids such as the diene monomer, vinyl acetate, acrylic acid ester, acrylic acid, methacrylic acid and methacrylic acid ester and derivatives thereof, and aromatic vinyl compounds such as styrene.
- the content of the monomer unit other than the ethylene unit and the propylene unit in the polyolefin (a1) is preferably 30% by mass or less, more preferably 20% by mass or less, and particularly preferably 10% by mass or less. If the content of the monomer unit other than the ethylene unit and the propylene unit is in such a range, the properties such as water resistance, chemical resistance, and durability of the polyolefin are enhanced, and the polyolefin can be produced at low cost. It will be possible.
- Examples of the method for producing the polyolefin (a1) include a known production method using a polymerization catalyst.
- the polymerization catalyst include a Ziegler catalyst and a metallocene catalyst, and examples of the polymerization method include slurry polymerization and vapor phase polymerization.
- Impact-resistant polypropylene, called a polypropylene block polymer is substantially a mixture of polypropylene and a propylene-ethylene random copolymer, the first step in obtaining a homopolymer of propylene and the propylene-ethylene random copolymer. It can be manufactured by a process consisting of a second step.
- the acid compound (a2) is selected from the group consisting of unsaturated carboxylic acids, unsaturated carboxylic acid anhydrides, and combinations thereof.
- the unsaturated carboxylic acid is a compound having an ethylenic double bond and a carboxylic acid group in the same molecule, and examples thereof include various unsaturated monocarboxylic acids and unsaturated dicarboxylic acids.
- unsaturated monocarboxylic acids include acrylic acid, methacrylic acid, crotonic acid, isocrotonic acid and the like.
- unsaturated dicarboxylic acids include maleic acid, fumaric acid, itaconic acid, citraconic acid, nadic acid, endic acid and the like.
- the unsaturated carboxylic acid anhydride is a compound having an ethylenic double bond and a carboxylic acid anhydride group in the same molecule, and examples thereof include the acid anhydride of the unsaturated dicarboxylic acid.
- acid anhydride of unsaturated dicarboxylic acid examples include maleic anhydride, fumaric anhydride, itaconic anhydride, citraconic anhydride, nagic acid anhydride and endic acid anhydride.
- maleic acid and maleic anhydride are preferably used because of their high denaturing effect, and maleic anhydride is particularly preferably used.
- These acid compounds (a2) may be used alone or in combination of two or more.
- a method of graft denaturation a known method can be adopted.
- a method of graft-reacting an acid compound (a2) with a polyolefin (a1) in a molten state or a solution state in the presence of a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound can be mentioned.
- the temperature of the graft reaction is preferably 80 to 160 ° C. when the reaction is carried out in a solution state, and 150 to 300 ° C. when the reaction is carried out in a molten state.
- the reaction rate is high above the lower limit of the above reaction temperature range, and the decrease in the molecular weight of the resin is small below the upper limit of the above reaction temperature range, and the obtained acid-modified polyolefin (A) is obtained.
- the radical polymerization initiator to be used may be selected from commercially available organic peroxides in consideration of the reaction temperature and the like.
- the unreacted acid compound (a2) is prepared by a known method such as distillation under reduced pressure in order to suppress an adverse effect on the adhesive strength. It is preferable to remove it.
- the acid-modified polyolefin (A) may partially contain an unmodified polyolefin (a1) such as polyethylene, polypropylene, or an ethylene-propylene copolymer.
- the amount of the acid compound (a2) grafted to the polyolefin (a1) in the graft modification is 0.2 parts by mass or more, preferably 0.4 parts by mass, based on 100 parts by mass of the polyolefin (a1) before the acid modification. It is more than a mass part.
- the amount of the acid compound grafted in such a range is present, the adhesiveness of the adhesive composition can be enhanced.
- the amount of the acid compound (a2) grafted to the acid-modified polyolefin (A) in the graft modification is 5 parts by mass or less, preferably 2 parts by mass or less, based on 100 parts by mass of the polyolefin (a1).
- the amount of the acid compound (a2) grafted in such a range is present, the adhesive durability of the adhesive composition in water can be enhanced.
- the acid value of the acid-modified polyolefin (A) is preferably 0.041 meq / g or more, and more preferably 0.082 meq / g or more.
- the acid value of the acid-modified olefin (A) is preferably 1.02 meq / g or less, and more preferably 0.408 meq / g or less.
- the melting point of the acid-modified polyolefin (A) is preferably 130 ° C. or higher, more preferably 135 ° C. or higher. When the melting point of the acid-modified polyolefin (A) is within such a range, the heat resistance of the adhesive composition and the adhesive strength at high temperatures are improved.
- the melting point of the acid-modified polyolefin (A) is preferably 150 ° C. or lower, more preferably 145 ° C. or lower. When the melting point of the acid-modified polyolefin (A) is in such a range, the adhesive durability of the adhesive composition at a low temperature is improved.
- the melting point is the endothermic heat generated in the process of using a differential scanning calorimeter (DSC), holding the product at 180 ° C for several minutes, cooling it to 0 ° C, and then raising the temperature to 200 ° C by 10 ° C per minute. It means the temperature of the peak peak.
- DSC differential scanning calorimeter
- the melt flow rate of the acid-modified polyolefin (A) is preferably 3 g / 10 min or more, more preferably 7 g / 10 min or more.
- the melt flow rate of the acid-modified polyolefin (A) is preferably 50 g / 10 min or less, more preferably 30 g / 10 min or less.
- the melt flow rate means a value measured at a resin temperature of 230 ° C. and a load of 2.16 kg in accordance with JIS K7210: 2014.
- the content of the acid-modified polyolefin (A) in the adhesive composition is preferably 60% by mass or more, more preferably 70% by mass or more, particularly preferably 80% by mass or more, and may be 100% by mass.
- the adhesive composition contains polymers other than the acid-modified polyolefin (A) (hereinafter, other polymers) for the purpose of improving adhesive strength at low temperatures, adhesive durability, improvement of molding stability, and compatibility between resins. ) Can be added.
- other polymers include ethylene-propylene rubber, styrene-butadiene-styrene block copolymer and its hydrogenated product, styrene-isoprene-styrene block copolymer and its hydrogenated product, and styrene-isobutylene-styrene.
- examples thereof include styrene-based block polymers such as block copolymers and their hydrogenated products.
- the lower limit of the content of the other polymer in the adhesive composition is preferably 1% by mass or more, more preferably 2% by mass or more, and particularly preferably 3% by mass or more.
- the amount of the other polymer added is in such a range, the improvement effect of the other polymer is enhanced.
- the upper limit of the content of the other polymer in the adhesive composition is preferably 20% by mass or less, more preferably 15% by mass or less, and particularly preferably 10% by mass or less.
- the adhesive composition can obtain high heat resistance and high adhesive strength at high temperature.
- Adhesive compositions include antioxidants, UV absorbers, fillers, reinforcing fibers, mold release agents, processing aids, flame retardants, plasticizers, nucleating agents, antistatic agents, pigments, dyes, foaming agents, etc. And additives selected from the group consisting of combinations thereof may further be included.
- the storage elastic modulus at 23 ° C. measured by a leometer of the adhesive composition is 130 MPa or more, preferably 150 MPa or more, and more preferably 175 MPa or more. When the storage elastic modulus is in such a range, the adhesive strength of the adhesive composition at a high temperature is improved.
- the storage elastic modulus of the adhesive composition at 23 ° C. is 330 MPa or less, preferably 300 MPa or less, and more preferably 200 MPa or less. When the storage elastic modulus is in such a range, the adhesive strength of the adhesive composition at a low temperature is improved.
- the measurement conditions of the leometer are a frequency of 1 Hz, a strain range of 0.01 to 0.2%, and a heating rate of 2 ° C./min, and the storage elastic modulus described in the present specification is under these conditions. It is a storage elastic modulus at 23 ° C. when the temperature is raised from ⁇ 50 ° C. to 180 ° C.
- adjusting the blending amount of amorphous polyolefin such as ethylene-propylene rubber or styrene block copolymer can be mentioned. By increasing these, the storage elastic modulus can be lowered.
- the yield elastic modulus at 23 ° C. in the tensile test of the adhesive composition is 30 MPa or more, preferably 50 MPa or more, and more preferably 60 MPa or more.
- the yield elastic modulus at 23 ° C. in the tensile test of the adhesive composition is 120 MPa or less, preferably 100 MPa or less, and more preferably 80 MPa or less.
- the adhesive strength of the adhesive composition at a low temperature is improved.
- the measurement conditions of the tensile test are a distance between jigs of 35 mm and a tensile speed of 50 mm / min at the start of the test, and the yield elastic modulus described in the present specification is 100 to 300 ⁇ m in thickness and size under these conditions. It is a yield elastic modulus measured by a commercially available tensile tester using a strip-shaped test piece of 10 mm ⁇ 60 mm. A strip-shaped test piece having a thickness of 100 to 300 ⁇ m and a size of 10 mm ⁇ 60 mm can be produced by press molding or the like.
- the yield elastic modulus means the elastic modulus obtained by dividing the stress (yield stress) at the yield point (the point where the stress shows the maximum value) by the strain (yield strain).
- the method of adjusting the yield elastic modulus within an appropriate range there is an example of adjusting the blending amount of an amorphous polyolefin such as ethylene-propylene rubber or styrene block copolymer. By increasing these, the yield elastic modulus can be lowered.
- an amorphous polyolefin such as ethylene-propylene rubber or styrene block copolymer.
- the tensile breaking strain at 23 ° C. and ⁇ 10 ° C. in the tensile test of the adhesive composition is preferably 200% or more.
- the adhesive composition is excellent in adhesive stability at low temperature.
- the tensile test is the same as that carried out in the above-mentioned measurement of yield modulus.
- the upper limit of the tensile breaking strain is not particularly limited, but for example, the tensile breaking strain at 23 ° C. and ⁇ 10 ° C. in the tensile test of the adhesive composition may be 500% or less.
- the yield strain at 23 ° C. in the tensile test of the adhesive composition is preferably 11% or more, more preferably 12% or more, and particularly preferably 15% or more. When there is a yield strain at 23 ° C. in such a range, the adhesive composition is excellent in adhesive strength at low temperature.
- the tensile test is the same as that carried out in the above-mentioned measurement of yield modulus.
- the upper limit of the yield strain is not particularly limited, but for example, the yield strain at 23 ° C. in the tensile test of the adhesive composition may be 30% or less.
- the adhesive composition can be molded into a film and used as a film-like hot melt adhesive.
- a film-like hot melt adhesive By using a film-like hot melt adhesive, it is possible to dramatically increase the productivity of the bonding / sealing process, and a large number of bonded bodies with fine, precise and complicated fusion sites can be produced in a short time and at low cost. Can be manufactured.
- the film-like hot melt adhesive consists of an adhesive composition, but may contain other components such as moisture.
- the content of the adhesive composition in the film-shaped hot melt adhesive is preferably 50% by mass or more, more preferably 70% by mass or more, and particularly preferably 90% by mass or more.
- the thickness of the film-like hot melt adhesive is preferably 10 ⁇ m or more, more preferably 20 ⁇ m or more. When the film-like hot-melt adhesive has a thickness in such a range, the film-like hot-melt adhesive has high adhesiveness.
- the thickness of the film-like hot melt adhesive is preferably 300 ⁇ m or less, more preferably 200 ⁇ m or less. When the film-shaped hot-melt adhesive has a thickness in such a range, the film-shaped hot-melt adhesive can exhibit excellent bonding performance, productivity, and economy. In addition, it is possible to prevent the film-like hot-melt adhesive from squeezing out when the film-like hot-melt adhesive is pressure-bonded to the adherend.
- a film-like hot melt adhesive is used as the surface layer of a multilayer film, it is possible to obtain even higher performance and higher performance adhesive / sealing members.
- a multilayer film including a surface layer formed of a film-like hot melt adhesive and a base layer containing a heat-resistant resin is particularly preferably used.
- the surface layer is a layer laminated on the base material layer, and may be formed only on one surface of the base material layer or may be formed on both sides of the base material layer. Further, a primer layer may be provided between the surface layer and the base material layer.
- the heat-resistant resin preferably has a softening temperature of 130 ° C. or higher. When the softening temperature of the heat-resistant resin is 130 ° C. or higher, the heat resistance, rigidity and dimensional stability of the multilayer film are improved.
- the softening temperature is a temperature at which the storage elastic modulus measured by a leometer is 10 MPa or less. The measurement conditions of the leometer are the same as those used in the above-mentioned measurement of the storage elastic modulus.
- the content of the heat-resistant resin in the base material layer is not particularly limited, but is preferably 50% by mass or more, more preferably 70% by mass or more, particularly preferably 90% by mass or more, and may be 100% by mass. ..
- the heat-resistant resin include polyester resins such as polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), and polyarylate, cyclic olefin polymers (COP), cycloolefin copolymers, and methylpentene polymers.
- Polyester resins such as polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), and polyarylate, cyclic olefin polymers (COP), cycloolefin copolymers, and methylpentene polymers.
- Polyolefin polymers such as (TPX), nylon-6, nylon-6,6, holiamide resins such as aromatic polyamides, polyetheramides, polyamideimides, polyimides, polyether ether ketones, polyether ketones, polyketones, polysulfones, polyethers.
- an alloy containing 50% or more of polyethylene naphthalate, cyclic olefin polymer, cycloolefin copolymer, polyphenylene ether, and / or polyamide resin is preferably used from the viewpoint of heat resistance, rigidity, and dimensional stability.
- the thickness of the surface layer is the same as the thickness of the film-like hot melt adhesive described above, but 10 to 100 ⁇ m is particularly preferable. By setting the thickness of the surface layer to 10 ⁇ m or more, the multilayer film can have good adhesiveness. By setting the thickness of the surface layer to 100 ⁇ m or less, the multilayer film can have good heat resistance and mechanical strength.
- the thickness of the base material layer is particularly preferably 50 to 300 ⁇ m.
- the multilayer film can have good heat resistance, rigidity, and dimensional stability.
- the thickness of the base material layer By setting the thickness of the base material layer to 300 ⁇ m or less, it is possible to reduce the manufacturing cost and impart appropriate flexibility to the multilayer film.
- a film-like hot melt adhesive or a multilayer film using the same can be adhered to various adherends such as metal, glass, and plastic to prepare a bonded body.
- the metal used as the adherend may be a generally known metal plate, metal flat plate or metal foil, and iron, copper, aluminum, lead, zinc, titanium, chrome, stainless steel and the like can be used. Of these, iron, aluminum, titanium and stainless steel are particularly preferable.
- the acid-modified polyolefin (A) and other components are melt-kneaded with an extruder, a Banbury mixer, a hot roll, etc., and the strands extruded from the nozzle holes of the die head are pulled. It can be manufactured by a method such as cooling and solidifying with water and cutting into pellets.
- the temperature of melt kneading is preferably 150 to 270 ° C., more preferably 170 to 250 ° C., and the kneading time is usually 0.5 to 20 minutes, preferably 1 to 15 minutes.
- the adhesive composition thus obtained is a molded product having various shapes according to an application by a conventionally known method, for example, compression molding, injection molding, extrusion molding, multi-layer extrusion molding, deformed extrusion molding or hollow molding.
- a resin sheet or film suitable for bonding or sealing is produced, it may be melted by a uniaxial extruder, formed into a sheet having a predetermined thickness through a roll, cooled and wound.
- parts means parts by mass and “%” means mass% in the following.
- PP means polypropylene
- PE means polyethylene
- MAH means maleic anhydride.
- An IR spectrum was obtained from the cut surface of the resin sheet by the total reflection absorption method (ATR method) using Spectrum 100 manufactured by PerkinElmer.
- the PE absorbance ratio was determined from the absorbances of 719 cm -1 (PE characteristic absorption) and 1167 cm -1 (PP characteristic absorption) of the obtained IR spectra.
- a calibration curve was created by plotting this absorbance ratio and the blending ratio during melt kneading.
- the results of the PE compounding ratio and the PE absorbance ratio are shown in Table 1, and the plot results are shown in FIG.
- the number of repetitions was set to 4 or more in consideration of measurement error.
- the approximate curve of this plot was used as a calibration curve to determine the PE / PP blending ratio.
- Maleic anhydride-modified polyolefins A to F were molded into a resin sheet having a thickness of 2 mm, and the IR spectrum was measured in the same manner with the cross section as the measurement surface. Based on the obtained IR spectrum, the PE / PP compounding ratio was determined using the prepared calibration curve.
- maleic anhydride contained was quantified by neutralization titration.
- neutralization titration male anhydride-modified polyolefins A to F, which are samples, were heated and dissolved in xylene, and the obtained solution was titrated with an ethanol solution of potassium hydroxide using phenol red as an indicator.
- Table 2 shows the results of the estimated PE / PP blending ratio and the amount of maleic anhydride.
- Test test A strip-shaped test piece having a size of 10 mm ⁇ 60 mm was cut out from a sheet of maleic anhydride-modified polyolefins A to F having a thickness of 100 to 300 ⁇ m prepared using a tabletop press molding machine to prepare a test piece for a tensile test.
- a tensile test device (Instron 5566A) manufactured by Instron was used as a tensile tester, and a tensile test was conducted at a tensile speed of 50 mm / min with a distance between jigs of 35 mm.
- the point where the stress reaches the maximum value through the initial elastic region is defined as the yield point
- the stress at the yield point is defined as the yield stress
- the strain at the yield point is defined as the yield strain.
- the strain was calculated assuming that the initial length of the distance between jigs was 35 mm.
- the elastic modulus obtained by dividing the yield stress by the yield strain was defined as the yield elastic modulus.
- Table 3 shows the yield stress, yield strain, yield modulus, fracture strain, and yield stress and fracture strain measured at ⁇ 10 ° C. as the mechanical properties of the maleic anhydride-modified polyolefins A to F.
- melt flow rate The melt flow rate (MFR) was measured using a commercially available melt indexer (G-02 manufactured by Toyo Seiki Seisakusho Co., Ltd.) in accordance with JIS K7210: 2014 at a resin temperature of 230 ° C. and a load of 2.16 kg.
- Table 3 shows the melt flow rates of the maleic anhydride-modified polyolefins A to F.
- Table 3 shows the results of the constant load immersion test of the maleic anhydride-modified polyolefins A to F.
- the maleic anhydride-modified polyolefins C, D, and E have long peel strength and a long drop time in the constant load immersion test at both low and high temperatures, and have excellent adhesiveness and adhesive durability in water. It turns out to be excellent.
- the adhesive composition of the present invention as well as the film-like adhesive and the multilayer film obtained by processing the adhesive composition, are useful for adhering and sealing metal materials, and the resulting bonded body is continuously or intermittently in contact with moisture. It is suitably used for possible applications.
- Insulation material for, vehicle insulation, fuel cell water distribution pipe, decorative molded product, water cooling tank, boiler exterior case, printer ink peripheral parts / members, water piping, joints, secondary battery alkaline storage battery tank, various layered batteries Gasket sealing material and the like can be mentioned.
Abstract
Description
[1]ポリオレフィン(a1)100質量部に対して0.2~5質量部の酸化合物(a2)でグラフト変性された酸変性ポリオレフィン(A)を含み、
前記酸化合物(a2)は、不飽和カルボン酸、不飽和カルボン酸無水物、及びそれらの組み合わせから成る群より選択され、
前記ポリオレフィン(a1)は、ポリエチレン及びポリプロピレンのポリマーブレンド、プロピレン-エチレン共重合体、並びにそれらの組み合わせから成る群より選択され、
前記ポリオレフィン(a1)に含まれるエチレン単位とプロピレン単位の質量比率(エチレン単位/プロピレン単位)は、15/85~35/65の範囲内にあり、
レオメーターで測定した23℃の貯蔵弾性率が130~330MPaであり、引張試験における23℃での降伏弾性率が30~120MPaである、接着剤組成物。
[2]前記酸変性ポリオレフィン(A)の含有量が60質量%以上である、[1]に記載の接着剤組成物。
[3]レオメーターで測定した23℃の貯蔵弾性率が150~300MPa、引張試験における23℃での降伏弾性率が50~100MPaである、[1]又は[2]に記載の接着剤組成物。
[4]23℃及び-10℃での引張破断歪がそれぞれ200%以上である、[1]~[3]のいずれかに記載の接着剤組成物。
[5]23℃での引張降伏歪が11%以上である、[1]~[4]のいずれかに記載の接着剤組成物。
[6][1]~[5]のいずれかに記載の接着剤組成物を含む、厚み10~300μmのフィルム状接着剤。
[7]基材層と、基材層上に積層された表面層とを有する多層フィルムであって、前記基材層が、軟化温度130℃以上の耐熱性樹脂を含有し、50~300μmの厚みを有し、前記表面層が[6]に記載のフィルム状接着剤であり、10~100μmの厚みを有する、多層フィルム。
させる場合は150~300℃が好ましい。溶液状態、溶融状態それぞれにおいて、上記の反応温度範囲の下限値以上で反応率が高くなり、上記の反応温度範囲の上限値以下で樹脂の分子量低下が少なくなり、得られる酸変性ポリオレフィン(A)の機械的強度を維持できる。
はポリアミド樹脂を50%以上含むアロイが好ましく用いられる。
市販のポリエチレン樹脂(京葉ポリエチレン株式会社製P9210)とポリプロピレン樹脂(日本ポリプロ株式会社製ウェイマックスMFX3)を、各種配合比で押出機にて溶融混錬し、得られた樹脂混合物を卓上プレス成形機を使用して成形し、厚み約2mmの樹脂シートを作製した。

ポリプロピレン、ポリエチレン、エチレン-プロピレン共重合体、およびそれらの無水マレイン酸変性物を主な成分とする無水マレイン酸変性ポリオレフィンA~Fを用意した。

[粘弾性スペクトル]
卓上プレス成形機を用いて作製した厚み約400μmの無水マレイン酸変性ポリオレフィンA~Fのシートを円形に切り出し、粘弾性スペクトル測定用の試験片を作製した。この試験片の粘弾性スペクトルを、アントンパール社製レオメーターMCR301を用いて測定した。測定条件は、周波数1Hz、歪範囲0.01~0.2%、ノーマルフォース0.01Nとし、昇温速度2℃/分で-50℃から180℃へ試験片を昇温させた。23℃における貯蔵弾性率を弾性率の指標として記録した。無水マレイン酸変性ポリオレフィンA~Fの貯蔵弾性率を表3に示す。
卓上プレス成形機を用いて作製した厚み100~300μmの無水マレイン酸変性ポリオレフィンA~Fのシートから、サイズ10mm×60mmの短冊状試験片を切り出し、引張試験用の試験片を作製した。引張試験機にはインストロン社製の引張試験装置(インストロン5566A)を用い、冶具間距離を35mmとして、引張速度50mm/分で引張試験を行った。初期の弾性領域を経て応力が極大値を示す点を降伏点とし、降伏点の応力を降伏応力、降伏点の歪を降伏歪とした。歪は冶具間距離の初期長を35mmとして計算した。降伏応力を降伏歪で割って求めた弾性率を降伏弾性率とした。無水マレイン酸変性ポリオレフィンA~Fの力学特性として、23℃で測定した降伏応力、降伏歪、降伏弾性率、破断歪、及び-10℃で測定した降伏応力、破断歪を表3に示す。
メルトフローレート(MFR)は、市販のメルトインデクサー(株式会社東洋精機製作所製G-02)を用いて、JIS K7210:2014に準拠し、樹脂温度230℃、荷重2.16kgにて測定した。無水マレイン酸変性ポリオレフィンA~Fのメルトフローレートを表3に示す。
卓上プレス成形機を用いて厚み100~300μmの無水マレイン酸変性ポリオレフィンA~Fのシートを作成した。被着体として厚み0.1mmのSUS304板を用い、無水マレイン酸変性ポリオレフィンA~Fのシートの両面をSUS304板で挟んで、精密プレス機で熱圧着(180℃,10秒,4MPa)し、接合体を作製した。この接合体を幅10mmの短冊状にカットして剥離試験用の試験片とした。この試験片の剥離強度をT剥離試験で測定した。T剥離試験はインストロン社製の引張試験装置(インストロン5564)を用いて、引張速度50mm/分でSUS304板を剥離させ、安定した領域での剥離力を剥離強度(N/10mm幅)とした。無水マレイン酸変性ポリオレフィンA~Fの剥離強度を表3に示す。
水中での接着耐久性を評価するため、定荷重浸漬試験を実施した。定荷重浸漬試験でも上に記載する剥離強度の測定に用いた試験片と同様の試験片を用いた。試験片の持ち手部の片方を針金で固定架台に繋ぎ、他方を錘に繋いだ。水面上に設置した固定架台から試験片を錘とともに水中へぶら下げ、水中で錘により剥離荷重(2N又は4N)を掛けた。このとき、被着体であるSUS304板が完全に分離するまでに要した時間(落下時間)を測定した。SUS304板の落下時間の長短で、水中での接着耐久性を評価した。高温での接着耐久性の評価として95℃の水中での試験、及び低温での接着耐久性の評価として23℃の水中での試験をそれぞれ実施した。無水マレイン酸変性ポリオレフィンA~Fの定荷重浸漬試験の結果を表3に示す。

Claims (7)
- ポリオレフィン(a1)100質量部に対して0.2~5質量部の酸化合物(a2)でグラフト変性された酸変性ポリオレフィン(A)を含み、
前記酸化合物(a2)は、不飽和カルボン酸、不飽和カルボン酸無水物、及びそれらの組み合わせから成る群より選択され、
前記ポリオレフィン(a1)は、ポリエチレン及びポリプロピレンのポリマーブレンド、プロピレン-エチレン共重合体、並びにそれらの組み合わせから成る群より選択され、
前記ポリオレフィン(a1)に含まれるエチレン単位とプロピレン単位の質量比率(エチレン単位/プロピレン単位)は、15/85~35/65の範囲内にあり、
レオメーターで測定した23℃の貯蔵弾性率が130~330MPaであり、引張試験における23℃での降伏弾性率が30~120MPaである、接着剤組成物。 - 前記酸変性ポリオレフィン(A)の含有量が60質量%以上である、請求項1に記載の接着剤組成物。
- レオメーターで測定した23℃の貯蔵弾性率が150~300MPa、引張試験における23℃での降伏弾性率が50~100MPaである、請求項1又は2に記載の接着剤組成物。
- 23℃及び-10℃での引張破断歪がそれぞれ200%以上である、請求項1~3のいずれか1項に記載の接着剤組成物。
- 23℃での引張降伏歪が11%以上である、請求項1~4のいずれか1項に記載の接着剤組成物。
- 請求項1~5のいずれか1項に記載の接着剤組成物を含む、厚み10~300μmのフィルム状接着剤。
- 基材層と、基材層上に積層された表面層とを有する多層フィルムであって、
前記基材層が、軟化温度130℃以上の耐熱性樹脂を含有し、50~300μmの厚みを有し、
前記表面層が請求項6に記載のフィルム状接着剤であり、10~100μmの厚みを有する、多層フィルム。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022551985A JPWO2022065286A1 (ja) | 2020-09-23 | 2021-09-21 | |
| KR1020237013563A KR20230072492A (ko) | 2020-09-23 | 2021-09-21 | 접착제 조성물, 필름 형상 접착제 및 다층 필름 |
| US18/246,139 US20240010884A1 (en) | 2020-09-23 | 2021-09-21 | Adhesive composition, film-like adhesive and multilayer film |
| CA3193479A CA3193479A1 (en) | 2020-09-23 | 2021-09-21 | Adhesive composition, film-like adhesive, and multilayer film |
| CN202180064799.9A CN116209568A (zh) | 2020-09-23 | 2021-09-21 | 粘接剂组合物、膜状粘接剂及多层膜 |
| EP21872415.1A EP4219151A1 (en) | 2020-09-23 | 2021-09-21 | Adhesive composition, film-like adhesive, and multilayer film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020158485 | 2020-09-23 | ||
| JP2020-158485 | 2020-09-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022065286A1 true WO2022065286A1 (ja) | 2022-03-31 |
Family
ID=80846472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/034529 WO2022065286A1 (ja) | 2020-09-23 | 2021-09-21 | 接着剤組成物、フィルム状接着剤及び多層フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240010884A1 (ja) |
| EP (1) | EP4219151A1 (ja) |
| JP (1) | JPWO2022065286A1 (ja) |
| KR (1) | KR20230072492A (ja) |
| CN (1) | CN116209568A (ja) |
| CA (1) | CA3193479A1 (ja) |
| WO (1) | WO2022065286A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024059996A1 (zh) * | 2022-09-20 | 2024-03-28 | 宁德时代新能源科技股份有限公司 | 复合膜及其制备方法、电池模块、电池包和用电装置 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006036920A (ja) * | 2004-07-27 | 2006-02-09 | Toyo Kasei Kogyo Co Ltd | 水性樹脂組成物およびその製造方法 |
| WO2011129080A1 (ja) * | 2010-04-16 | 2011-10-20 | 株式会社カネカ | 接着性樹脂組成物および成型体 |
| JP2013532197A (ja) * | 2010-05-10 | 2013-08-15 | ダウ グローバル テクノロジーズ エルエルシー | 接着促進剤システム、およびそれを製造する方法 |
| JP2014208784A (ja) * | 2013-03-28 | 2014-11-06 | 三菱化学株式会社 | 接着性樹脂組成物及び積層体 |
| WO2015046378A1 (ja) * | 2013-09-27 | 2015-04-02 | 東亞合成株式会社 | 接着剤組成物及びそれを用いた熱融着性複合部材 |
| JP2015105294A (ja) * | 2013-11-29 | 2015-06-08 | 日本製紙株式会社 | 変性ポリオレフィン系樹脂 |
| JP2017095685A (ja) * | 2015-10-23 | 2017-06-01 | ボスティク エス.アー. | 弾性アタッチメント用のホットメルト接着剤組成物 |
| JP2017109613A (ja) | 2015-12-16 | 2017-06-22 | 株式会社ブリヂストン | タイヤ |
| WO2018221037A1 (ja) * | 2017-05-29 | 2018-12-06 | 東洋紡株式会社 | ポリオレフィン系接着剤組成物 |
| JP2019099769A (ja) * | 2017-12-07 | 2019-06-24 | 東洋インキScホールディングス株式会社 | 接着性樹脂組成物、それを用いたシート、容器用蓋材及び容器 |
| JP2020158485A (ja) | 2015-10-02 | 2020-10-01 | エフ.ホフマン−ラ ロシュ アーゲーF. Hoffmann−La Roche Aktiengesellschaft | 二重特異性抗ヒトa−ベータ/ヒトトランスフェリン受容体抗体及びその使用方法 |
-
2021
- 2021-09-21 KR KR1020237013563A patent/KR20230072492A/ko unknown
- 2021-09-21 CA CA3193479A patent/CA3193479A1/en active Pending
- 2021-09-21 CN CN202180064799.9A patent/CN116209568A/zh active Pending
- 2021-09-21 EP EP21872415.1A patent/EP4219151A1/en active Pending
- 2021-09-21 WO PCT/JP2021/034529 patent/WO2022065286A1/ja active Application Filing
- 2021-09-21 JP JP2022551985A patent/JPWO2022065286A1/ja active Pending
- 2021-09-21 US US18/246,139 patent/US20240010884A1/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006036920A (ja) * | 2004-07-27 | 2006-02-09 | Toyo Kasei Kogyo Co Ltd | 水性樹脂組成物およびその製造方法 |
| WO2011129080A1 (ja) * | 2010-04-16 | 2011-10-20 | 株式会社カネカ | 接着性樹脂組成物および成型体 |
| JP2013532197A (ja) * | 2010-05-10 | 2013-08-15 | ダウ グローバル テクノロジーズ エルエルシー | 接着促進剤システム、およびそれを製造する方法 |
| JP2014208784A (ja) * | 2013-03-28 | 2014-11-06 | 三菱化学株式会社 | 接着性樹脂組成物及び積層体 |
| WO2015046378A1 (ja) * | 2013-09-27 | 2015-04-02 | 東亞合成株式会社 | 接着剤組成物及びそれを用いた熱融着性複合部材 |
| JP2015105294A (ja) * | 2013-11-29 | 2015-06-08 | 日本製紙株式会社 | 変性ポリオレフィン系樹脂 |
| JP2020158485A (ja) | 2015-10-02 | 2020-10-01 | エフ.ホフマン−ラ ロシュ アーゲーF. Hoffmann−La Roche Aktiengesellschaft | 二重特異性抗ヒトa−ベータ/ヒトトランスフェリン受容体抗体及びその使用方法 |
| JP2017095685A (ja) * | 2015-10-23 | 2017-06-01 | ボスティク エス.アー. | 弾性アタッチメント用のホットメルト接着剤組成物 |
| JP2017109613A (ja) | 2015-12-16 | 2017-06-22 | 株式会社ブリヂストン | タイヤ |
| WO2018221037A1 (ja) * | 2017-05-29 | 2018-12-06 | 東洋紡株式会社 | ポリオレフィン系接着剤組成物 |
| JP2019099769A (ja) * | 2017-12-07 | 2019-06-24 | 東洋インキScホールディングス株式会社 | 接着性樹脂組成物、それを用いたシート、容器用蓋材及び容器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024059996A1 (zh) * | 2022-09-20 | 2024-03-28 | 宁德时代新能源科技股份有限公司 | 复合膜及其制备方法、电池模块、电池包和用电装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116209568A (zh) | 2023-06-02 |
| KR20230072492A (ko) | 2023-05-24 |
| CA3193479A1 (en) | 2022-03-31 |
| JPWO2022065286A1 (ja) | 2022-03-31 |
| EP4219151A1 (en) | 2023-08-02 |
| US20240010884A1 (en) | 2024-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6581668B2 (ja) | 積層体およびその製造方法 | |
| JP5348712B2 (ja) | 接着剤およびそれを用いた積層体 | |
| JP4699449B2 (ja) | 新規接着剤およびそれを用いた積層体 | |
| JPH04272950A (ja) | 接着性樹脂組成物 | |
| AU648776B2 (en) | Laminated structures containing adhesive, RF-heatable grafted polymers and blends | |
| WO2022065286A1 (ja) | 接着剤組成物、フィルム状接着剤及び多層フィルム | |
| JP6871014B2 (ja) | 脂肪族ポリケトン共押出積層フィルム及びその延伸フィルム、これらを用いた転写フィルム、並びにこれらに用いる脂肪族ポリケトン接着用の接着性樹脂組成物 | |
| JP7415573B2 (ja) | 接着性樹脂組成物及び積層体 | |
| JP6911379B2 (ja) | 接着性樹脂組成物及び積層体 | |
| WO2022211081A1 (ja) | 多層シート及びその製造方法 | |
| JP3724275B2 (ja) | 接着性樹脂組成物及びそれを用いた積層体 | |
| JP5104132B2 (ja) | 多層積層体 | |
| JP6969116B2 (ja) | 接着性樹脂組成物及び積層体 | |
| WO2022270468A1 (ja) | 多層シート及びその製造方法 | |
| WO2022230938A1 (ja) | 多層シート及びその製造方法 | |
| WO2023286808A1 (ja) | 多層シート及びその製造方法 | |
| JP2020111731A (ja) | 接着性樹脂組成物および積層体 | |
| JP2006290983A (ja) | カルボジイミド変性芳香族系接着剤およびそれを用いた積層体 | |
| JP3945140B2 (ja) | 変性エチレン系重合体の製造方法 | |
| JP2002187914A (ja) | 変性エチレン系重合体の製造方法 | |
| JP2024045850A (ja) | ホットメルト接着組成物 | |
| JPH06248248A (ja) | ポリエチレンと金属との積層体 | |
| JP2022029260A (ja) | 接着性樹脂組成物及び積層体 | |
| JPS63130649A (ja) | 変性ポリエチレン樹脂組成物 | |
| JP2020111709A (ja) | 接着性樹脂組成物及び積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21872415 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022551985 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18246139 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 3193479 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20237013563 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021872415 Country of ref document: EP Effective date: 20230424 |