WO2021117618A1 - 溶融ガラスの輸送装置、ガラス物品の製造装置、及びガラス物品の製造方法 - Google Patents
溶融ガラスの輸送装置、ガラス物品の製造装置、及びガラス物品の製造方法 Download PDFInfo
- Publication number
- WO2021117618A1 WO2021117618A1 PCT/JP2020/045184 JP2020045184W WO2021117618A1 WO 2021117618 A1 WO2021117618 A1 WO 2021117618A1 JP 2020045184 W JP2020045184 W JP 2020045184W WO 2021117618 A1 WO2021117618 A1 WO 2021117618A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- molten glass
- transport device
- heater
- metal cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/167—Means for preventing damage to equipment, e.g. by molten glass, hot gases, batches
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/02—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture in electric furnaces, e.g. by dielectric heating
- C03B5/033—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture in electric furnaces, e.g. by dielectric heating by using resistance heaters above or in the glass bath, i.e. by indirect resistance heating
- C03B5/0332—Tank furnaces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B25/00—Annealing glass products
- C03B25/04—Annealing glass products in a continuous way
- C03B25/06—Annealing glass products in a continuous way with horizontal displacement of the glass products
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/167—Means for preventing damage to equipment, e.g. by molten glass, hot gases, batches
- C03B5/1672—Use of materials therefor
- C03B5/1675—Platinum group metals
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/225—Refining
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/42—Details of construction of furnace walls, e.g. to prevent corrosion; Use of materials for furnace walls
- C03B5/43—Use of materials for furnace walls, e.g. fire-bricks
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/02—Forehearths, i.e. feeder channels
- C03B7/06—Means for thermal conditioning or controlling the temperature of the glass
- C03B7/07—Electric means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D11/00—Arrangement of elements for electric heating in or on furnaces
- F27D11/02—Ohmic resistance heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/14—Charging or discharging liquid or molten material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/06—Heater elements structurally combined with coupling elements or holders
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/145—Carbon only, e.g. carbon black, graphite
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
- H05B3/44—Heating elements having the shape of rods or tubes non-flexible heating conductor arranged within rods or tubes of insulating material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/78—Heating arrangements specially adapted for immersion heating
- H05B3/82—Fixedly-mounted immersion heaters
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/021—Heaters specially adapted for heating liquids
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/025—Heaters specially adapted for glass melting or glass treatment
Definitions
- the present disclosure relates to a molten glass transport device, a glass article manufacturing device, and a glass article manufacturing method.
- the glass article manufacturing apparatus includes a melting apparatus, a transport apparatus, and a molding apparatus.
- the melting device melts the raw material of the glass to produce molten glass.
- the transport device transports the molten glass produced by the melting device, and carries out primary clarification, secondary clarification, and temperature adjustment. Clarification is the removal of air bubbles. In the primary clarification, the temperature of the molten glass is raised above the melting temperature, the bubble diameter is increased, and the bubbles are levitated. In the secondary clarification, the temperature of the molten glass is lowered below the primary clarification temperature, and the remaining bubbles are shrunk. In the temperature adjustment, after the secondary clarification, the temperature of the molten glass is adjusted to the molding temperature. The secondary clarification may be included in the temperature adjustment.
- the molding apparatus molds the molten glass transported by the transporting apparatus into a glass having a predetermined shape.
- Patent Document 1 describes a technique in which a tube for transporting molten glass is formed of platinum or a platinum alloy, a current is passed through the tube, the tube is heated, and the molten glass is heated.
- Patent Document 2-5 also discloses the same technique as in Patent Document 1.
- Patent Document 6 describes a technique in which a wall for transporting molten glass is formed of platinum or the like, and the wall is heated from the outside with an electric heater or a combustion burner to heat the molten glass.
- Patent Document 7 also discloses the same technique as Patent Document 6.
- Patent Document 8 describes a technique in which a tube made of platinum or a platinum alloy is arranged inside the molten glass, a current is passed through the tube, the tube is heated, and the molten glass is heated.
- the molten glass is housed in a refractory, and a liner layer made of platinum or a platinum alloy is provided inside the refractory.
- Patent Document 9 describes a technique in which a pair of electrodes are provided inside the molten glass, a voltage is applied to the molten glass by the pair of electrodes, an electric current is passed through the molten glass, and the molten glass is heated by Joule heat. ..
- the molten glass transport device has a refractory material.
- a metal layer is provided inside the refractory to prevent the components of the refractory from eluting into the molten glass.
- the metal layer is mainly used in transportation equipment. This is because when the refractory component elutes into the molten glass in the transport device, the foreign component generated by the elution flows into the molding device.
- an electric current is passed through the metal layer to generate heat in the metal layer.
- the temperature of the metal layer becomes high, oxidative consumption and the like occur, and defects such as holes or cracks may occur in the metal layer. Then, the defect causes unevenness in the current flow, so that the heating performance is impaired. For example, uneven heating occurs.
- the metal layer is heated from the outside of the metal layer. Since the metal layer is heated through the refractory material, the thickness of the refractory material is thin from the viewpoint of heating efficiency. Therefore, when a hole or the like is opened in the metal layer, a hole is immediately opened in the refractory and the molten glass leaks out.
- a large current of, for example, about 5000 A is passed through a tube made of platinum or a platinum alloy that comes into direct contact with molten glass. Therefore, when a metal layer is provided inside the refractory via molten glass, a large current leaks to the metal layer.
- Patent Document 9 a metal layer cannot be used because an electric current is passed through the molten glass. This is because the metal layer has a higher electrical conductivity than the molten glass, so that a current flows through the metal layer as well, and the current flowing through the molten glass decreases. Since the metal layer cannot be used, the components of the refractory will elute into the molten glass. Therefore, the technique of Patent Document 9 is used in the melting device and not in the transport device.
- One aspect of the present disclosure provides a technique capable of suppressing deterioration of the heating performance of the molten glass and leakage of the molten glass when a defect occurs in the metal layer.
- the present invention includes a refractory material and a metal layer on the surface provided inside the refractory material and in contact with the molten glass, and the metal layer guides the molten glass and the molten glass protruding inside the wall.
- a molten glass transport device comprising a metal cover in contact with the metal cover and a heater including a heat generating member that is electrically insulated from the metal cover and emits heat rays by feeding power to heat the metal cover from the inside.
- the heater may be arranged at a position where it is immersed in the planned molten glass.
- the metal layer is formed of a metal containing one or more selected from platinum, rhodium, tungsten, iridium and molybdenum.
- the metal cover may be formed of a metal containing one or more selected from platinum, rhodium, tungsten, iridium and molybdenum.
- the heater may further include a spacer that electrically insulates between the metal cover and the heat generating member.
- the spacer is preferably sapphire.
- the heater may be rod-shaped and its longitudinal direction may be orthogonal to the inner wall surface of the wall.
- the metal layer may be formed in a pipe shape.
- the heat generating member may be made of graphite or a carbon fiber reinforced carbon composite material.
- the present invention includes a melting device that melts a raw material of glass to produce molten glass, a transport device of the present invention that transports the molten glass produced by the melting device, and the molten glass transported by the transport device.
- the transportation apparatus may be a clarification tank.
- a raw material for glass is prepared, the raw material is melted to produce molten glass, the molten glass is transported by the transport device of the present invention, and the molten glass transported by the transport device has a desired shape.
- a method for producing a glass article which comprises molding the glass into a glass article, slowly cooling the molded glass, and processing the slowly cooled glass into a glass article.
- the molten glass may be further heated and clarified by the transport device.
- FIG. 1 is a diagram showing a glass article manufacturing apparatus according to an embodiment.
- FIG. 2 is a flowchart of a method for manufacturing a glass article according to an embodiment.
- FIG. 3 is a flowchart of an example of S3 in FIG.
- FIG. 4 (A) is a cross-sectional view of the molten glass transport device according to the embodiment, and
- FIG. 4 (B) is a side view of the transport device shown in FIG. 4 (A).
- FIG. 5 is a cross-sectional view of the transport device according to the first modification.
- FIG. 6 is a cross-sectional view of the transport device according to the second modification.
- FIG. 7 is a cross-sectional view of the transport device according to the third modification.
- FIG. 8 (A) is a cross-sectional view of the transport device according to the fourth modification
- FIG. 8 (B) is a side view of the transport device shown in FIG. 8 (A).
- FIG. 9 is a cross-sectional view of the transport device according to the fifth modification.
- 10 (A) is a cross-sectional view of the transport device according to the sixth modification
- FIG. 10 (B) is a side view of the transport device shown in FIG. 10 (A).
- 11 (A) is a cross-sectional view of the transport device according to the seventh modification
- FIG. 11 (B) is a side view of the transport device shown in FIG. 11 (A).
- FIG. 12 is a cross-sectional view of the transport device according to the eighth modification.
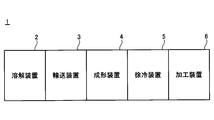
- the glass article manufacturing apparatus 1 includes a melting apparatus 2, a transport apparatus 3, a molding apparatus 4, a slow cooling apparatus 5, and a processing apparatus 6.
- the melting device 2 melts the raw material of glass to produce molten glass.
- a plurality of types of glass raw materials are prepared and mixed in advance at a mixing ratio according to the composition of the glass.
- the melting device 2 puts the mixed raw material into the melting furnace, melts the mixed raw material inside the melting furnace, and produces molten glass.
- the melting device 2 may be any known furnace, and may be a combustion furnace using a gas burner or a combustion furnace using submerged combustion.
- the composition of the glass is, for example, an oxide-based mol%, a SiO 2 content of 50% or more and 75% or less, and an Al 2 O 3 content of 0% or more and 20%.
- the total content of Li 2 O, Na 2 O and K 2 O is 5% or more and 25% or less
- the total content of MgO, CaO, SrO and BaO is 0% or more and 20% or less.
- the mixed raw materials are, for example, silica sand, dolomite (MgCO 3 CaCO 3 ), limestone (CaCO 3 ), sodium carbonate (Na 2 CO 3 ), aluminum oxide (Al 2 O 3 ) and a clarifying agent.
- the fining agent is sodium sulfate (Na 2 SO 4 ), salt (NaCl), antimony oxide (Sb 2 O 5 ), tin oxide (SnO 2 ) and the like.
- the glass is not limited to soda lime glass, and may be, for example, non-alkali borosilicate glass or aluminosilicate glass.
- the mixed raw material may or may not be granulated before being put into the melting furnace.
- the melting device 2 may put the mixed raw material and the glass cullet into the melting furnace.
- the glass cullet may be mixed with the mixing raw material before being charged into the melting furnace, or may be charged into the melting furnace separately from the mixed raw material.
- the transport device 3 transports the molten glass produced by the melting device 2.
- the molten glass flows from the melting device 2 toward the molding device 4. In the molten glass, the main flow does not flow back, but flows in a desired direction.
- the transport device 3 transports the molten glass, and performs primary clarification, secondary clarification, and temperature adjustment of the molten glass.
- the transport device 3 may be a clarification tank. However, there may be backflow due to local convection that is not the main flow in the transportation process.
- the temperature of the molten glass is raised above the melting temperature, the bubble diameter is increased, and the bubbles float on the liquid surface.
- bubbles expand as the temperature rises.
- gas is generated by the reduction reaction of the fining agent contained in the molten glass, the generated gas is absorbed by the bubbles, and the bubbles grow.
- the temperature of the molten glass is lowered below the primary clarification temperature, and the remaining bubbles are shrunk.
- the bubbles shrink due to the temperature drop.
- the temperature is lowered contrary to the primary clarification, so that the reaction opposite to the primary clarification occurs. Therefore, the gas in the bubbles is reabsorbed by the molten glass, and the bubbles shrink.
- the temperature of the molten glass is adjusted to the molding temperature.
- the temperature adjustment not only the temperature of the molten glass is adjusted to the molding temperature, but also the temperature of the molten glass may be made uniform by stirring the molten glass or the like. Molding unevenness due to temperature unevenness of molten glass can be suppressed.
- the secondary clarification may be included in the temperature adjustment.
- the raw material for glass does not have to contain a fining agent.
- defoaming under reduced pressure may be used regardless of the presence or absence of a fining agent.
- bubbles in the molten glass are defoamed in a reduced pressure atmosphere. Details of the transport device 3 will be described later.
- the molding device 4 molds the molten glass transported by the transport device 3 into a glass having a desired shape.
- a float method, a fusion method, a rollout method, or the like is used as a molding method for obtaining plate-shaped glass.
- the slow cooling device 5 slowly cools the glass molded by the molding device 4.
- the slow cooling device 5 has, for example, a slow cooling furnace and a transfer roller that conveys the glass in a desired direction inside the slow cooling furnace. A plurality of transfer rollers are arranged at intervals in the horizontal direction, for example.
- the glass is slowly cooled while being transported from the inlet to the outlet of the slow cooling furnace. By slowly cooling the glass, a glass with less residual strain can be obtained.
- the processing device 6 processes the glass slowly cooled by the slow cooling device 5 into a glass article.
- the processing device 6 may be one or more selected from, for example, a cutting device, a grinding device, a polishing device, and a coating device.
- the cutting device cuts out a glass article from the glass slowly cooled by the slow cooling device 5.
- the cutting device forms, for example, a scribe line on the glass slowly cooled by the slow cooling device 5, and cuts the glass along the scribe line.
- the method for producing a glass article includes S1 to S6.
- a raw material for glass is prepared.
- the melting device 2 melts the raw material to produce molten glass.
- the transport device 3 transports the molten glass produced by the melting device 2.
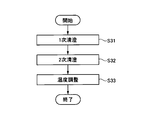
- S3 includes S31 to S33 as shown in FIG.
- the transport device 3 carries out the primary clarification of the molten glass.
- the transport device 3 carries out secondary clarification of the molten glass.
- the transport device 3 adjusts the temperature of the molten glass.
- the secondary clarification may be included in the temperature adjustment.
- the inside of the transport device 3 may be depressurized and the defoaming method may be carried out.
- the molding device 4 forms the molten glass transported by the transport device 3 into a glass having a desired shape.
- the slow cooling device 5 slowly cools the glass molded by the molding device 4.
- the processing device 6 processes the glass slowly cooled by the slow cooling device 5 into a glass article.
- the transport device 3 transports the molten glass produced by the melting device 2.
- the molten glass flows from the melting device 2 toward the molding device 4.
- the transport device 3 includes one or more selected from horizontal channels, vertical channels, and diagonal channels.
- the direction of flow in the vertical flow path may be upward or downward.
- the direction of the flow in the diagonal flow path may be diagonally upward or diagonally downward.
- the cross-sectional shape of the flow path orthogonal to the flow may be circular, elliptical, or rectangular, and may change in the middle.
- the size of the cross section orthogonal to the flow may be constant or may change in the middle.
- the main flow does not flow back, but flows in a desired direction.
- the transport device 3 transports the molten glass and carries out primary clarification, secondary clarification, temperature adjustment, etc. of the molten glass.
- the primary clarification, secondary clarification, and temperature adjustment may be carried out in a flow path having a circular or elliptical cross-sectional shape orthogonal to the flow, or may be carried out in a rectangular flow path.
- a space for exhaust is formed above the liquid surface.
- the transport device 3 includes a wall 7 in contact with the molten glass M.
- the X-axis direction, the Y-axis direction, and the Z-axis direction are directions orthogonal to each other, the X-axis direction and the Y-axis direction are horizontal directions, and the Z-axis direction is a vertical direction.
- the flow direction of the molten glass M is the X-axis direction.
- the wall 7 includes, for example, a pair of side walls 7a and 7a that are formed in a gutter shape and face each other in the Y-axis direction, and a lower wall 7b that connects the lower ends of the pair of side walls 7a and 7a.
- the upper part of the gutter-shaped wall 7 is covered with a ceiling (not shown).
- the wall 7 has a refractory 71 such as a brick.
- the wall 7 has a metal layer 72 in order to prevent the components of the refractory 71 from eluting into the molten glass M.
- the metal layer 72 is a lining arranged inside the refractory 71, and is in contact with the molten glass M to guide the molten glass M in a desired direction.
- the metal layer 72 may be formed of, for example, a metal containing at least one selected from platinum (Pt), rhodium (Rh), tungsten (W), iridium (Ir) and molybdenum (Mo).
- Metals include alloys.
- the alloy may have a total content of Pt, Rh, W, Ir, and Mo of 80% by mass or more and 100% by mass or less.
- Pt, Rh, W, Ir and Mo have excellent corrosion resistance to molten glass.
- the wall 7 since a part of the wall 7 (for example, the upper end portion) does not come into contact with the molten glass M, it may be a refractory 71 that is not covered with the metal layer 72.
- the metal layer 72 may be a layer formed by thermal spraying of a metal inside the refractory material 71.
- the metal layer 72 is, for example, gutter-shaped and opens upward. When a space is formed on the liquid surface of the molten glass M, the ceiling (not shown) does not come into contact with the molten glass M, so that the ceiling does not have to include the metal layer 72. As will be described later, the metal layer 72 has a pipe shape and may be closed with a cross section orthogonal to the flow direction of the molten glass M.
- the metal layer 72 does not need to be energized and heated. Further, the wall 7 does not need to be heated from the outside. Therefore, the metal layer 72 has a high degree of freedom in design.
- the transport device 3 includes a heater 8 in order to adjust the temperature of the molten glass M.
- the heater 8 includes a metal cover 81 and a heat generating member 82.
- the metal cover 81 projects inside the wall 7 and comes into contact with the molten glass M.
- the heat generating member 82 is electrically insulated from the metal cover 81, emits heat rays by feeding power, and heats the metal cover 81 from the inside.
- the heat generating member 82 is arranged inside the metal cover 81, and heats the molten glass M via the metal cover 81.
- the molten glass M is heated by the heater 8 protruding inside the wall 7.
- the metal layer 72 of the wall 7 does not generate heat, and no current flows through the metal layer 72. Therefore, even if a defect such as a hole occurs in the metal layer 72, the heating performance of the molten glass M is maintained, unlike the techniques of Patent Documents 1 to 5.
- the molten glass M is heated inside the wall 7.
- the thickness of the refractory 71 can be increased without heating the wall 7 from the outside of the wall 7. Therefore, unlike the techniques of Patent Documents 6 to 7, even if a defect such as a hole occurs in the metal layer 72, the refractory 71 is thick, so that the refractory 71 can suppress the leakage of the molten glass M.
- the size of the cross section of the molten glass M can be increased as compared with the techniques of Patent Documents 1 to 7, and the molten glass M can be melted.
- the flow rate of the glass M can be increased.
- the cross section is a cross section orthogonal to the flow.
- the heat generating member 82 is arranged inside the metal cover 81 that is electrically insulated from the heat generating member 82, it is also electrically insulated from the molten glass M. Therefore, unlike the technique of Patent Document 8, it is possible to suppress electric leakage to the molten glass M, suppress the electrochemical reaction of the molten glass M, and suppress the generation of bubbles and the like which are the causes of defects.
- the heater 8 is arranged at a position where it is immersed in the molten glass M.
- the heater 8 is arranged below the liquid level of the molten glass M and above the lower wall 7b. Since the entire circumferential direction of the heater 8 is in contact with the molten glass M, the heat transfer efficiency is good.
- a plurality of heaters 8 may be arranged at intervals in the vertical direction. At least one heater 8 may be arranged below the liquid level of the molten glass M and above the lower wall 7b. The remaining heaters 8 may be arranged so that only the upper portion is exposed from the liquid surface, or all of the remaining heaters 8 may be arranged above the liquid surface.
- the heater 8 has a rod shape, and its longitudinal direction is orthogonal to the inner wall surface 73 of the wall 7.
- the desired portion of the molten glass M can be heated at the shortest distance from the inner wall surface 73 of the wall 7. Therefore, since the length of the heater 8 can be shortened, the rigidity of the heater 8 can be improved and the thermal deformation of the heater 8 can be suppressed.
- the heater 8 is inserted into both the through holes 74 and 74 of the pair of side walls 7a and 7a, for example.
- the entire Y-axis direction of the molten glass M can be heated, and the center of the molten glass M in the Y-axis direction can also be heated.
- the size of the cross section of the molten glass M can be increased, and the flow rate of the molten glass M can be increased.
- the heat generating member 82 extends from the middle of one through hole 74 to the middle of the other through hole 74, for example.
- the entire Y-axis direction of the molten glass M can be heated, and the molten glass M can be cooled and solidified in the middle of the through hole 74.
- the diameter of the through hole 74 is the diameter of the heater 8 so that the heater 8 and the wall 7 do not interfere with each other due to the difference in thermal expansion between the heater 8 and the wall 7 in the process of raising the temperature from room temperature to the operating temperature when the transport device 3 is started up. Is set larger than the diameter of. Therefore, the molten glass M flows into the through hole 74.
- the wall 7 may further have a metal pipe 75 surrounding the through hole 74.
- the metal pipe 75 extends outward from the inner wall surface 73 of the wall 7, and is integrated with the metal layer 72 by welding or the like. Inside the through hole 74, it is possible to prevent the components of the refractory 71 from eluting into the molten glass M.
- the metal pipe 75 may be formed of a metal containing at least one selected from Pt, Rh, W, Ir and Mo, similarly to the metal layer 72.
- Metals include alloys.
- the alloy may have a total content of Pt, Rh, W, Ir, and Mo of 80% by mass or more and 100% by mass or less.
- the metal pipe 75 Since a part of the metal pipe 75 does not come into contact with the molten glass M, it may be formed of a metal other than Pt, Rh, W, Ir and Mo, and is formed of, for example, stainless steel or a nickel alloy. You may. As described above, the metal pipe 75 may be formed by joining a plurality of metals.
- the transport device 3 may have a cooling member 76 for cooling the molten glass M in the through hole 74.
- the cooling member 76 is embedded inside the wall 7, for example, and cools the through hole 74 with a refrigerant or the like.
- a refrigerant a liquid such as water or a gas such as air is used.
- the cooling member 76 is embedded inside the wall 7 in FIG. 4A, the through hole 74 may be cooled from the outside of the wall 7.
- the heater 8 includes the metal cover 81 and the heat generating member 82. Since the metal cover 81 is in contact with the molten glass M, it may be formed of a metal containing one or more selected from Pt, Rh, W, Ir and Mo, similarly to the metal layer 72. Metals include alloys. The alloy may have a total content of Pt, Rh, W, Ir, and Mo of 80% by mass or more and 100% by mass or less.
- the metal cover 81 since a part of the metal cover 81 (for example, the end portion in the longitudinal direction) does not come into contact with the molten glass M, it may be formed of a metal other than Pt, Rh, W, Ir and Mo, for example, stainless steel. Alternatively, it may be formed of a nickel alloy or the like. In this way, the metal cover 81 may be formed by joining a plurality of metals.
- the metal cover 81 is formed in the shape of a pipe, for example, and houses the heat generating member 82 inside.
- the thickness of the metal cover 81 may be thicker than the thickness of the metal layer 72. It is possible to prevent defects such as holes from occurring in the metal cover 81, and it is possible to prevent the molten glass M from flowing into the inside of the metal cover 81. Even if a defect such as a hole occurs in the metal layer 72, there is no problem. This is because the refractory 71 prevents the molten glass M from leaking.
- the heat generating member 82 may be made of a metal containing at least one selected from, for example, Mo, W, Ta, Nb, Ir, Pt, and Rh. Metals include alloys. Since these metals have high electrical conductivity, they may be formed in a coil shape in order to increase the electrical resistance.
- the heat generating member 82 may be formed of molybdenum dissilicate (MoSi 2 ), silicon carbide (SiC), lanthanum chromite (LaCrO 3), or the like. Since these materials have a higher electrical resistivity than metal, they do not have to be formed in a coil shape, and may be formed in a rod shape or a pipe shape, for example.
- MoSi 2 molybdenum dissilicate
- SiC silicon carbide
- LaCrO 3 lanthanum chromite
- the heat generating member 82 may be formed of a material containing carbon (C) as a main component, such as graphite or a carbon fiber reinforced carbon composite material (Carbon Fiber Reinforced Carbon Composite: CC composite). Since the material containing C as a main component has high electrical conductivity, the heat generating member 82 may have a plate shape or a pipe shape having slits arranged periodically in order to increase the electrical resistance. For example, the slits may be periodically arranged in the longitudinal direction of the plate which is the heat generating member 82, or the slits may be periodically arranged in the circumferential direction of the pipe which is the heat generating member 82.
- C carbon
- CC composite Carbon Fiber Reinforced Carbon Composite
- the heater 8 may further include a spacer 83.
- the spacer 83 electrically insulates between the metal cover 81 and the heat generating member 82.
- the spacer 83 is formed in a pipe shape, for example, and is inserted into the pipe-shaped metal cover 81.
- the length of the spacer 83 is equal to or longer than the length of the heat generating member 82, and the heat generating member 82 is arranged inside the spacer 83.
- the spacer 83 prevents the heat generating member 82 from coming into contact with the metal cover 81, so that the heat generating member 82 and the metal cover 81 can be electrically insulated.
- the length of the spacer 83 may be shorter than the length of the heat generating member 82, and a plurality of ring-shaped spacers 83 may be arranged at intervals in the longitudinal direction of the metal cover 81.
- the spacer 83 has a transmittance of 50% or more with respect to the heat rays radiated from the heat generating member 82.
- the wavelength of the heat ray is, for example, 400 nm to 5 ⁇ m.
- the heat rays pass through the spacer 83 and irradiate the metal cover 81 to heat the metal cover 81 from the inside.
- the spacer 83 is formed of, for example, sapphire (single crystal aluminum oxide), transparent polycrystalline aluminum oxide, aluminum nitride, yttrium oxide, spinel, zirconium oxide, yttrium aluminum garnet, magnesium oxide, or quartz. Sapphire is preferable as the spacer 83 from the viewpoint of heat ray transmittance and heat resistance.
- the specific elastic modulus of the heat generating member 82 (the value obtained by dividing the elastic modulus by the specific gravity) is high and the heat generating member 82 hardly bends, the spacer 83 is unnecessary.
- the material of the heat generating member 82 having a high specific elastic modulus include materials containing MoSi 2 , SiC, LaCrO 3 , and C as main components.
- the heater 8 may further include a lid 84.
- the lid 84 seals the internal space of the metal cover 81.
- the lids 84 are provided at both ends of the metal cover 81 in the longitudinal direction, for example.
- the internal space of the metal cover 81 can be filled with an inert gas or a reducing gas.
- the inert gas for example, nitrogen gas or argon gas is used.
- the reducing gas for example, a hydrogen-containing gas is used.
- Oxidation of the heat generating member 82 can be prevented, and a material that cannot be used in the atmospheric atmosphere can be used as the material of the heat generating member 82.
- a material that cannot be used in the atmospheric atmosphere include materials containing Mo, W, Ta, Nb, Ir, and carbon as main components.
- Examples of the material of the heat generating member 82 that can be used in the atmospheric atmosphere include Pt, Rh, MoSi 2 , SiC, and LaCrO 3 .
- the lid 84 is unnecessary.
- the heater 8 may further include a lead wire 85.
- the lead wire 85 is electrically insulated from the metal cover 81 and generates a voltage at both ends of the heat generating member 82.
- the lead wire 85 has a lower resistance than the heat generating member 82 and hardly generates heat.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- the X-axis direction is the flow direction of the molten glass M.
- a plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Z-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Y-axis direction.
- the opening edge of the through hole 74 of the metal layer 72 may be integrated with the pipe-shaped metal cover 81 by welding or the like over the entire circumferential direction. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 4A is unnecessary.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- a plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Z-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Y-axis direction.
- the metal cover 81 of the heater 8 may be a double pipe, or may have an inner cylinder 81a and an outer cylinder 81b.
- the inner cylinder 81a is inserted into the through hole 74 of the side wall 7a.
- the outer cylinder 81b is bridged between the pair of side walls 7a and 7a without being inserted into the through hole 74 of the side wall 7a.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the pipe-shaped outer cylinder 81b by welding or the like over the entire circumferential direction. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 4A is unnecessary.
- the outer cylinder 81b protrudes inside the wall 7 and comes into contact with the molten glass M.
- the thickness of the outer cylinder 81b may be thicker than the thickness of the metal layer 72. It is possible to prevent defects such as holes from occurring in the outer cylinder 81b, and prevent the molten glass M from flowing into the through hole 74. Even if a defect such as a hole occurs in the metal layer 72, there is no problem. This is because the refractory 71 prevents the molten glass M from leaking.
- the metal cover 81 does not have to have the inner cylinder 81a, and may have only the outer cylinder 81b. That is, the metal cover 81 may be a single tube.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- a plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Z-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Y-axis direction.
- the tip of the pipe-shaped metal cover 81 is closed so that the molten glass M does not flow into the metal cover 81. Therefore, the pair of lead wires 85 are taken out from the end of the metal cover 81. For example, one lead wire 85 passes through the center of the coiled heat generating member 82 and is taken out from the end of the heater 8 together with the remaining lead wires 85.
- the opening edge of the through hole 74 of the metal layer 72 may be integrated with the pipe-shaped metal cover 81 by welding or the like over the entire circumferential direction. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 7 is unnecessary.
- the metal cover 81 may have an inner cylinder 81a and an outer cylinder 81b as in the second modification.
- the outer cylinder 81b protrudes inward from the side wall 7a without being inserted into the through hole 74 of the side wall 7a.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the pipe-shaped outer cylinder 81b by welding or the like over the entire circumferential direction.
- the metal cover 81 does not have to have the inner cylinder 81a, and may have only the outer cylinder 81b. That is, the metal cover 81 may be a single tube.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- a plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Z-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Y-axis direction.
- the heater 8 may be inserted through the through hole 74 of the lower wall 7b and project inward (upper side) from the lower wall 7b.
- the heater 8 has, for example, a rod shape, and its longitudinal direction is orthogonal to the inner wall surface (upper surface) of the lower wall 7b. It is possible to prevent bending due to gravity.
- the molten glass M Since the upper end of the pipe-shaped metal cover 81 is arranged below the liquid level of the molten glass M, the molten glass M is closed so as not to flow into the internal space of the metal cover 81. Therefore, the pair of lead wires 85 are taken out from the lower end of the metal cover 81.
- the upper end of the heater 8 is arranged below the liquid level of the molten glass M in this modification, it may be arranged above. In this case, one lead wire 85 may be taken out from the lower end of the heater 8 and the remaining lead wire 85 may be taken out from the upper end of the heater 8.
- the wall 7 may further have a metal pipe 75 surrounding the through hole 74.
- the metal pipe 75 extends from the inner wall surface of the wall 7 to the outside (lower side), and is integrated with the metal layer 72 by welding or the like. Inside the through hole 74, it is possible to prevent the components of the refractory 71 from eluting into the molten glass M.
- the transport device 3 may have a cooling member 76 for cooling the molten glass M in the through hole 74.
- the cooling member 76 is embedded inside the wall 7, for example, and cools the through hole 74 with a refrigerant or the like. Although the cooling member 76 is embedded inside the wall 7 in FIG. 8A, the through hole 74 may be cooled from the outside (lower side) of the wall 7.
- the opening edge of the through hole 74 of the metal layer 72 may be integrated with the pipe-shaped metal cover 81 by welding or the like over the entire circumferential direction. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 8A is unnecessary.
- the metal cover 81 may have an inner cylinder 81a and an outer cylinder 81b as in the second modification.
- the outer cylinder 81b protrudes inward (upper side) from the lower wall 7b without being inserted into the through hole 74 of the lower wall 7b.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the pipe-shaped outer cylinder 81b by welding or the like over the entire circumferential direction.
- the metal cover 81 does not have to have the inner cylinder 81a, and may have only the outer cylinder 81b. That is, the metal cover 81 may be a single tube.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- the plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Y-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Z-axis direction.
- the heater 8 is inserted through a through hole in a ceiling (not shown) and projects downward from the liquid surface of the molten glass M.
- the heater 8 has, for example, a rod shape, and its longitudinal direction is orthogonal to the lower surface of the ceiling (not shown).
- the through hole of the ceiling does not allow the molten glass M to enter. Therefore, even if the heater 8 is replaced or rearranged with the molten glass M filled in the flow path, the molten glass does not leak.
- the molten glass M Since the lower end of the pipe-shaped metal cover 81 is located below the liquid level of the molten glass M and above the lower wall 7b, the molten glass M is prevented from flowing into the internal space of the metal cover 81. , Closed. Therefore, the pair of lead wires 85 are taken out from the upper end of the metal cover 81.
- the lower end of the pipe-shaped metal cover 81 is arranged above the lower wall 7b, but the technique of the present disclosure is not limited to this.
- a through hole may be formed in the lower wall 7b, and the heater 8 may be inserted through the through hole.
- the lower wall 7b has no through hole.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- the plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Y-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Z-axis direction.
- the heater 8 may have a plate-like outer shape orthogonal to the flow of the molten glass M.
- the heater 8 is inserted through the through hole 74 of the lower wall 7b and projects inward (upper side) from the lower wall 7b.
- the upper end of the heater 8 is arranged below the liquid level of the molten glass M. If the heater 8 has a plate shape orthogonal to the flow of the molten glass M, the air bubbles existing in the lower layer of the molten glass M can be forcibly floated toward the liquid surface of the molten glass M by the heater 8.
- the heater 8 may be inserted through a through hole in the ceiling and protrude downward from the liquid level of the molten glass M.
- the lower end of the heater 8 may be arranged above the lower wall 7b.
- the through hole in the ceiling does not allow the molten glass M to enter. Therefore, even if the heater 8 is replaced or rearranged with the molten glass M filled in the flow path, the molten glass does not leak.
- the metal cover 81 may be a pipe having a quadrangular cross section with a closed upper end.
- a heat generating member (not shown) is arranged inside the metal cover 81.
- the heat generating members are formed in, for example, a coil shape, a rod shape, or a tube shape, are arranged vertically, and a plurality of heat generating members are arranged at intervals in the Y-axis direction.
- the heat generating member may be formed in a plate shape.
- the plate which is a heat generating member, may have slits that are periodically arranged in order to increase the electric resistance.
- the first slit and the second slit may be formed alternately at intervals in the Y-axis direction. The first slit extends downward from the upper side of the plate, and the second slit extends upward from the lower side of the plate.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the box-shaped metal cover 81 opened downward in the entire circumferential direction by welding or the like. May be good. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 10A is unnecessary.
- the metal cover 81 may have an inner cylinder 81a and an outer cylinder 81b as in the second modification.
- the outer cylinder 81b protrudes inward (upper side) from the lower wall 7b without being inserted into the through hole 74 of the lower wall 7b.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the pipe-shaped outer cylinder 81b by welding or the like over the entire circumferential direction.
- the metal cover 81 does not have to have the inner cylinder 81a, and may have only the outer cylinder 81b. That is, the metal cover 81 may be a single tube.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- the plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Y-axis direction. Further, a plurality of heaters 8 may be staggered in the X-axis direction in the Z-axis direction.
- the heater 8 may have a plate-like outer shape parallel to the flow of the molten glass M.
- the heater 8 is inserted through the through hole 74 of the lower wall 7b and projects inward (upper side) from the lower wall 7b.
- the upper end of the heater 8 is arranged below the liquid level of the molten glass M.
- the bubbles existing in the lower layer of the molten glass M can be forcibly floated toward the liquid surface of the molten glass M.
- the heater 8 may be inserted through a through hole in the ceiling and protrude downward from the liquid level of the molten glass M.
- the lower end of the heater 8 may be arranged above the lower wall 7b.
- the through hole in the ceiling does not allow the molten glass M to enter. Therefore, even if the heater 8 is replaced or rearranged with the molten glass M filled in the flow path, the molten glass does not leak.
- the metal cover 81 may be a pipe having a quadrangular cross section with a closed upper end.
- a heat generating member (not shown) is arranged inside the metal cover 81.
- the heat generating members are formed in, for example, a coil shape, a rod shape, or a tube shape, are arranged vertically, and a plurality of heat generating members are arranged at intervals in the X-axis direction.
- the heat generating member may be formed in a plate shape.
- the plate which is a heat generating member, may have slits that are periodically arranged in order to increase the electric resistance.
- the first slit and the second slit may be formed alternately at intervals in the X-axis direction. The first slit extends downward from the upper side of the plate, and the second slit extends upward from the lower side of the plate.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the box-shaped metal cover 81 opened downward in the entire circumferential direction by welding or the like. May be good. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 11A is unnecessary.
- the metal cover 81 may have an inner cylinder 81a and an outer cylinder 81b as in the second modification.
- the outer cylinder 81b protrudes inward (upper side) from the lower wall 7b without being inserted into the through hole 74 of the lower wall 7b.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the pipe-shaped outer cylinder 81b by welding or the like over the entire circumferential direction.
- the metal cover 81 does not have to have the inner cylinder 81a, and may have only the outer cylinder 81b. That is, the metal cover 81 may be a single tube.
- a plurality of heaters 8 may be arranged in a matrix in the X-axis direction and the Y-axis direction.
- the plurality of heaters 8 may be staggered in the X-axis direction in the Z-axis direction. Further, a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction.
- the wall 7 may be formed in a pipe shape, and the metal layer 72 may also be formed in a pipe shape.
- the metal layer 72 is closed with a cross section orthogonal to the flow direction of the molten glass M. It is possible to suppress the erosion of the refractory 71 by the steam of the molten glass M, and to prevent the components of the refractory 71 from falling onto the molten glass M and being mixed.
- the metal layer 72 is a pipe having a circular cross section in FIG. 12, it may be a pipe having a rectangular cross section.
- the heater 8 has, for example, a rod shape, and its longitudinal direction is orthogonal to the inner wall surface 73 of the wall 7.
- the heater 8 is inserted through both the pair of through holes 74, 74 of the wall 7.
- the heat generating member 82 extends from the middle of one through hole 74 to the middle of the other through hole 74.
- separate heaters 8 may be inserted through the through hole 74 on one side and the through hole 74 on the other side. Since the length of the heater 8 can be shortened, the rigidity of the heater 8 can be improved and the thermal deformation of the heater 8 can be suppressed.
- the wall 7 may further have a metal pipe 75 surrounding the through hole 74.
- the metal pipe 75 extends outward from the inner wall surface 73 of the wall 7, and is integrated with the metal layer 72 by welding or the like. Inside the through hole 74, it is possible to prevent the components of the refractory 71 from eluting into the molten glass M.
- the transport device 3 may have a cooling member 76 for cooling the molten glass M in the through hole 74.
- the cooling member 76 is embedded inside the wall 7, for example, and cools the through hole 74 with a refrigerant or the like. Although the cooling member 76 is embedded inside the wall 7 in FIG. 12, the through hole 74 may be cooled from the outside of the wall 7.
- the opening edge of the through hole 74 of the metal layer 72 may be integrated with the pipe-shaped metal cover 81 by welding or the like over the entire circumferential direction. Since the molten glass M does not flow into the through hole 74, the dimensional accuracy of the through hole 74 can be relaxed. Further, the cooling member 76 shown in FIG. 12 is unnecessary.
- the metal cover 81 may have an inner cylinder 81a and an outer cylinder 81b as in the second modification.
- the outer cylinder 81b protrudes inward from the wall 7 without being inserted into the through hole 74 of the wall 7.
- the opening edge of the through hole 74 of the metal layer 72 is integrated with the pipe-shaped outer cylinder 81b by welding or the like over the entire circumferential direction.
- the metal cover 81 does not have to have the inner cylinder 81a, and may have only the outer cylinder 81b. That is, the metal cover 81 may be a single tube.
- a plurality of heaters 8 may be arranged in a row at intervals in the X-axis direction. Further, a plurality of heaters 8 may be arranged at intervals in the circumferential direction of the pipe-shaped wall 7. A plurality of heaters 8 may be spirally arranged on a pipe-shaped wall 7.
- the present disclosure is not limited to the above-described embodiment and the like.
- various changes, modifications, replacements, additions, deletions, and combinations are possible. Of course, they also belong to the technical scope of the present disclosure.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Glass Melting And Manufacturing (AREA)
Abstract
耐火物と、前記耐火物の内側に設けられ溶融ガラスに接する面に金属層とを含み、前記金属層で前記溶融ガラスを導く壁と、前記壁の内側に突出し前記溶融ガラスに接する金属カバーと、前記金属カバーとは電気的に絶縁され給電によって熱線を放射し前記金属カバーを内側から加熱する発熱部材とを含むヒータと、を有する、溶融ガラスの輸送装置。
Description
本開示は、溶融ガラスの輸送装置、ガラス物品の製造装置、及びガラス物品の製造方法に関する。
ガラス物品の製造装置は、溶解装置と、輸送装置と、成形装置とを有する。溶解装置は、ガラスの原料を溶解し、溶融ガラスを生成する。輸送装置は、溶解装置で生成した溶融ガラスを輸送し、1次清澄、2次清澄、及び温度調整を実施する。清澄とは、気泡の除去のことである。1次清澄では、溶融ガラスの温度を溶解温度よりも上げ、気泡径を増大させ、気泡を浮上させる。2次清澄では、溶融ガラスの温度を1次清澄温度よりも下げ、残存する気泡を収縮させる。温度調整では、2次清澄の後、溶融ガラスの温度を成形温度に調整する。なお、2次清澄は、温度調整に含まれてもよい。成形装置は、輸送装置で輸送された溶融ガラスを予め定められた形状のガラスに成形する。
特許文献1には、溶融ガラスを輸送する管を白金又は白金合金で形成し、管に電流を流し、管を発熱させ、溶融ガラスを加熱する技術が記載されている。特許文献2-5にも、特許文献1と同様の技術が開示されている。
特許文献6には、溶融ガラスを輸送する壁を白金等で形成し、壁を外側から電気ヒータ又は燃焼バーナで加熱し、溶融ガラスを加熱する技術が記載されている。特許文献7にも、特許文献6と同様の技術が開示されている。
特許文献8には、溶融ガラスの内部に白金又は白金合金製の管を配置し、管に電流を流し、管を発熱させ、溶融ガラスを加熱する技術が記載されている。溶融ガラスは耐火物に収容され、耐火物の内側には白金又は白金合金製のライナー層が設けられる。
特許文献9には、溶融ガラスの内部に一対の電極を設け、一対の電極で溶融ガラスに電圧を印加し、溶融ガラスに電流を流し、ジュール熱で溶融ガラスを加熱する技術が記載されている。
溶融ガラスの輸送装置は、耐火物を有する。耐火物の成分が溶融ガラスに溶出するのを防止すべく、耐火物の内側には金属層が設けられる。金属層は、主に輸送装置で使用される。輸送装置で耐火物の成分が溶融ガラスに溶出すると、溶出により生じた異質成分が成形装置に流れてしまうからである。
特許文献1~5の技術によれば、金属層に電流を流し、金属層を発熱させる。金属層が高温になることで酸化消耗などが生じ、金属層に穴又は亀裂などの欠陥が生じることがある。そうすると、欠陥によって電流の流れにムラが生じるので、加熱性能が損なわれる。例えば、加熱ムラが生じてしまう。
特許文献6~7の技術によれば、金属層の外側から金属層を加熱する。耐火物を介して金属層を加熱するので、加熱効率の観点から、耐火物の厚みが薄い。それゆえ、金属層に穴などが開くと、直ぐに耐火物にも穴が開いてしまい、溶融ガラスが漏出してしまう。
特許文献8の技術によれば、溶融ガラスに直接触れる白金又は白金合金製の管に、例えば5000A程度の大電流を流すことになる。それゆえ、溶融ガラスを介して耐火物の内側に金属層を設けた場合、その金属層に大電流がリークしてしまう。
特許文献9の技術によれば、溶融ガラスに電流を流すので、金属層は使用できない。金属層は溶融ガラスよりも高い電気伝導率を有するので、金属層にも電流が流れてしまい、溶融ガラスに流す電流が減るからである。金属層が使用できないので、耐火物の成分が溶融ガラスに溶出してしまう。従って、特許文献9の技術は、溶解装置で使用され、輸送装置には使用されない。
本開示の一態様は、金属層に欠陥が生じた際に、溶融ガラスの加熱性能の低下、及び、溶融ガラスの漏出を抑制できる、技術を提供する。
本発明は、耐火物と、前記耐火物の内側に設けられ溶融ガラスに接する面に金属層とを含み、前記金属層で前記溶融ガラスを導く壁と、前記壁の内側に突出し前記溶融ガラスに接する金属カバーと、前記金属カバーとは電気的に絶縁され給電によって熱線を放射し前記金属カバーを内側から加熱する発熱部材とを含むヒータと、を有する、溶融ガラスの輸送装置である。
本発明の一態様の輸送装置では、前記ヒータは、予定される前記溶融ガラスの内部に浸漬する位置に配置されてもよい。
本発明の一態様の輸送装置では、前記金属層は、白金、ロジウム、タングステン、イリジウム及びモリブデンから選ばれる1種以上を含む金属で形成される。
本発明の一態様の輸送装置では、前記金属カバーは、白金、ロジウム、タングステン、イリジウム及びモリブデンから選ばれる1種以上を含む金属で形成されてもよい。
本発明の一態様の輸送装置では、前記ヒータは、更に、前記金属カバーと前記発熱部材との間を電気的に絶縁するスペーサを含んでもよい。
本発明の一態様の輸送装置では、前記スペーサは、サファイアが好ましい。
本発明の一態様の輸送装置では、前記ヒータは、棒状であって、その長手方向は前記壁の内壁面に直交する方向であってもよい。
本発明の一態様の輸送装置では、前記金属層は、パイプ状に形成されてもよい。
本発明の一態様の輸送装置では、前記発熱部材は、グラファイト又は炭素繊維強化炭素複合材料で形成されてもよい。
本発明は、ガラスの原料を溶解して溶融ガラスを生成する溶解装置と、前記溶解装置で生成された前記溶融ガラスを輸送する本発明の輸送装置と、前記輸送装置で輸送された前記溶融ガラスを所望の形状のガラスに成形する成形装置と、前記成形装置で成形された前記ガラスを徐冷する徐冷装置と、前記徐冷装置で徐冷された前記ガラスをガラス物品に加工する加工装置と、を有する、ガラス物品の製造装置である。
本発明の一態様の製造装置では、前記輸送装置は、清澄槽であってもよい。
本発明は、ガラスの原料を準備し、前記原料を溶解して溶融ガラスを生成し、前記溶融ガラスを本発明の輸送装置で輸送し、前記輸送装置で輸送された前記溶融ガラスを所望の形状のガラスに成形し、前記成形した前記ガラスを徐冷し、前記徐冷した前記ガラスをガラス物品に加工する、ことを含む、ガラス物品の製造方法である。
本発明の一態様の製造方法では、更に、前記輸送装置で前記溶融ガラスを加熱し、清澄してもよい。
本開示の一態様によれば、金属層に欠陥が生じた際に、溶融ガラスの加熱性能の低下、及び、溶融ガラスの漏出を抑制できる。
以下、本開示の実施形態について図面を参照して説明する。なお、各図面において同一の又は対応する構成には同一の符号を付し、説明を省略することがある。
(ガラス物品の製造装置)
図1に示すように、ガラス物品の製造装置1は、溶解装置2と、輸送装置3と、成形装置4と、徐冷装置5と、加工装置6とを有する。
図1に示すように、ガラス物品の製造装置1は、溶解装置2と、輸送装置3と、成形装置4と、徐冷装置5と、加工装置6とを有する。
溶解装置2は、ガラスの原料を溶解し、溶融ガラスを生成する。ガラスの原料は、複数種類準備され、予め、ガラスの組成に応じた混合比で混合される。溶解装置2は、混合原料を溶解炉に投入し、溶解炉の内部にて混合原料を溶解し、溶融ガラスを生成する。溶解装置2としては、公知の炉のいずれでもよく、ガスバーナによる燃焼炉でも、液中燃焼による炉でもよい。
ガラスがソーダライムガラスである場合、ガラスの組成は、例えば、酸化物基準のモル%で、SiO2の含有量が50%以上75%以下、Al2O3の含有量が0%以上20%以下、Li2OとNa2OとK2Oとの合計の含有量が5%以上25%以下、MgOとCaOとSrOとBaOとの合計の含有量が0%以上20%以下である。
ガラスがソーダライムガラスである場合、混合原料は例えば珪砂、ドロマイト(MgCO3CaCO3)、石灰石(CaCO3)、炭酸ナトリウム(Na2CO3)、酸化アルミニウム(Al2O3)及び清澄剤等を含む。清澄剤は、硫酸ナトリウム(Na2SO4)、食塩(NaCl)、酸化アンチモン(Sb2O5)、又は酸化スズ(SnO2)等である。
なお、ガラスは、ソーダライムガラスには限定されず、例えば無アルカリボロシリケートガラス、アルミノシリケートガラスでもよい。
混合原料は、溶解炉に投入する前に造粒されてもよいし、造粒されなくてもよい。溶解装置2は、混合原料とガラスカレットとを溶解炉に投入してもよい。ガラスカレットは、溶解炉に投入する前に混合原料に混ぜられてもよいし、混合原料とは別に溶解炉に投入されてもよい。
輸送装置3は、溶解装置2で生成された溶融ガラスを輸送する。溶融ガラスは、溶解装置2から成形装置4に向けて流れる。溶融ガラスは、主な流れは逆流することなく、所望の方向に流れる。輸送装置3は、溶融ガラスを輸送し、溶融ガラスの1次清澄、2次清澄、及び温度調整を実施する。輸送装置3は、清澄槽であってもよい。ただし、輸送過程における、主な流れではない局所的な対流による逆流等はあってもよい。
1次清澄では、溶融ガラスの温度を溶解温度よりも上げ、気泡径を増大させ、気泡を液面に浮上させる。1次清澄では、温度上昇によって気泡が膨張する。また、1次清澄では、溶融ガラス中に含まれる清澄剤の還元反応等でガスが発生し、発生したガスを気泡が吸収し、気泡が成長する。
2次清澄では、溶融ガラスの温度を1次清澄温度よりも下げ、残存する気泡を収縮させる。2次清澄では、温度降下によって気泡が収縮する。また、2次清澄では、1次清澄とは逆に温度を下げるので、1次清澄とは逆の反応が生じる。従って、気泡中のガスが溶融ガラスに再吸収され、気泡が収縮する。
温度調整では、2次清澄の後、溶融ガラスの温度を成形温度に調整する。温度調整では、溶融ガラスの温度を成形温度に調整するだけではなく、溶融ガラスの撹拌などによって溶融ガラスの温度を均一化してもよい。溶融ガラスの温度ムラによる成形ムラを抑制できる。なお、2次清澄は、温度調整に含まれてもよい。
なお、ガラスの原料は清澄剤を含まなくてもよい。また、清澄剤の有無によらず、減圧脱泡方式の清澄が実施されてもよい。減圧脱泡方式の清澄では、溶融ガラス中の気泡を減圧雰囲気下で脱泡させる。輸送装置3の詳細は、後述する。
成形装置4は、輸送装置3で輸送された溶融ガラスを所望の形状のガラスに成形する。例えば、板状のガラスを得る成形方法として、フロート法、フュージョン法、又はロールアウト法等が用いられる。
徐冷装置5は、成形装置4で成形されたガラスを徐冷する。徐冷装置5は、例えば、徐冷炉と、徐冷炉の内部においてガラスを所望の方向に搬送する搬送ローラとを有する。搬送ローラは、例えば水平方向に間隔をおいて複数配列される。ガラスは、徐冷炉の入口から出口まで搬送される間に、徐冷される。ガラスを徐冷すれば、残留歪みの少ないガラスが得られる。
加工装置6は、徐冷装置5で徐冷されたガラスをガラス物品に加工する。加工装置6は、例えば切断装置、研削装置、研磨装置、及びコーティング装置から選ばれる1つ以上であってよい。切断装置は、徐冷装置5で徐冷したガラスから、ガラス物品を切り出す。切断装置は、例えば、徐冷装置5で徐冷したガラスにスクライブ線を形成し、スクライブ線に沿ってガラスを割断する。
(ガラス物品の製造方法)
図2に示すように、ガラス物品の製造方法は、S1~S6を含む。図2のS1では、ガラスの原料を準備する。次に、図2のS2では、溶解装置2が、原料を溶解して溶融ガラスを生成する。
図2に示すように、ガラス物品の製造方法は、S1~S6を含む。図2のS1では、ガラスの原料を準備する。次に、図2のS2では、溶解装置2が、原料を溶解して溶融ガラスを生成する。
次に、図2のS3では、輸送装置3が、溶解装置2で生成された溶融ガラスを輸送する。S3は、図3に示すように、S31~S33を含む。先ず、図3のS31では、輸送装置3が、溶融ガラスの1次清澄を実施する。続いて、図3のS32では、輸送装置3が、溶融ガラスの2次清澄を実施する。その後、図3のS33では、輸送装置3が、溶融ガラスの温度調整を実施する。なお、2次清澄は、温度調整に含まれてもよい。また、1次清澄と2次清澄において、輸送装置3の内部を減圧し、減圧脱泡方式の清澄が実施されてもよい。
次に、図2のS4では、成形装置4が、輸送装置3で輸送された溶融ガラスを所望の形状のガラスに形成する。その後、図2のS5では、徐冷装置5が、成形装置4で成形されたガラスを徐冷する。最後に、図2のS6では、加工装置6が、徐冷装置5で徐冷されたガラスをガラス物品に加工する。
(輸送装置)
輸送装置3は、溶解装置2で生成された溶融ガラスを輸送する。溶融ガラスは、溶解装置2から成形装置4に向けて流れる。輸送装置3は、水平な流路、鉛直な流路、及び斜めの流路から選ばれる1つ以上を含む。鉛直な流路での流れの向きは、上向きでも下向きでもよい。また、斜めの流路での流れの向きは、斜め上向きでも斜め下向きでもよい。また、流路は、流れに直交する断面形状が、円形、楕円形、及び矩形のいずれでもよく、途中で変化してもよい。更に、流れは、流れに直交する断面の大きさが、一定でもよいし、途中で変化してもよい。溶融ガラスは、主な流れは逆流することなく、所望の方向に流れる。
輸送装置3は、溶解装置2で生成された溶融ガラスを輸送する。溶融ガラスは、溶解装置2から成形装置4に向けて流れる。輸送装置3は、水平な流路、鉛直な流路、及び斜めの流路から選ばれる1つ以上を含む。鉛直な流路での流れの向きは、上向きでも下向きでもよい。また、斜めの流路での流れの向きは、斜め上向きでも斜め下向きでもよい。また、流路は、流れに直交する断面形状が、円形、楕円形、及び矩形のいずれでもよく、途中で変化してもよい。更に、流れは、流れに直交する断面の大きさが、一定でもよいし、途中で変化してもよい。溶融ガラスは、主な流れは逆流することなく、所望の方向に流れる。
輸送装置3は、溶融ガラスを輸送し、溶融ガラスの1次清澄、2次清澄、及び温度調整等を実施する。1次清澄、2次清澄、及び温度調整は、流れに直交する断面形状が円形または楕円形の流路で実施されてもよいし、矩形の流路で実施されてもよい。但し、清澄では気泡が液面に浮上するので、液面の上方には排気用の空間が形成されることが好ましい。
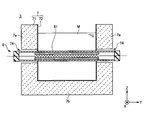
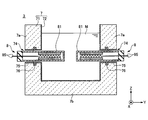
図4に示すように、輸送装置3は、溶融ガラスMに接する壁7を含む。図4において、X軸方向、Y軸方向、及びZ軸方向は互いに直交する方向であり、X軸方向及びY軸方向は水平方向であり、Z軸方向では鉛直方向である。図4において、溶融ガラスMの流れ方向はX軸方向である。
壁7は、例えば樋状に形成され、Y軸方向に対向する一対の側壁7a、7aと、一対の側壁7a、7aの下端同士をつなぐ下壁7bとを含む。樋状の壁7の上方は、不図示の天井で覆われる。壁7は、レンガ等の耐火物71を有する。耐火物71の成分が溶融ガラスMに溶出するのを抑制すべく、壁7は金属層72を有する。金属層72は、耐火物71の内側に配置される内張りであって、溶融ガラスMに接し、溶融ガラスMを所望の方向に導く。
金属層72は、例えば、白金(Pt)、ロジウム(Rh)、タングステン(W)、イリジウム(Ir)及びモリブデン(Mo)から選ばれる1種以上を含む金属で形成されてもよい。金属は合金を含む。合金は、Pt、Rh、W、Ir、及びMoの合計の含有量が80質量%以上100質量%以下であってもよい。Pt、Rh、W、Ir及びMoは、溶融ガラスに対する耐食性に優れている。
なお、壁7の一部(例えば上端部)は、溶融ガラスMとは接触しないので、金属層72で覆わない耐火物71であってもよい。
金属層72は、耐火物71の内側に、金属の溶射によって形成される層であってもよい。
金属層72は、例えば、樋状であり、上方に開いている。溶融ガラスMの液面の上に空間が形成される場合、不図示の天井は溶融ガラスMとは接触しないので、天井は金属層72を含まなくてもよい。なお、後述するように、金属層72は、パイプ状であり、溶融ガラスMの流れ方向に直交する断面にて閉じていてもよい。
金属層72は、通電して加熱する必要はない。また、壁7は、外側から加熱する必要ない。これらのため、金属層72は、設計自由度が高い。
輸送装置3は、溶融ガラスMの温度を調整すべく、ヒータ8を含む。ヒータ8は、金属カバー81と、発熱部材82とを含む。金属カバー81は、壁7の内側に突出し、溶融ガラスMに接する。発熱部材82は、金属カバー81とは電気的に絶縁され、給電によって熱線を放射し、金属カバー81を内側から加熱する。発熱部材82は、金属カバー81の内側に配置され、金属カバー81を介して溶融ガラスMを加熱する。
本実施形態によれば、壁7の内側に突出するヒータ8で、溶融ガラスMを加熱する。壁7の金属層72を発熱させることはなく、金属層72に電流を流さない。それゆえ、金属層72に穴等の欠陥が生じても、特許文献1~5の技術とは異なり、溶融ガラスMの加熱性能は維持される。
また、本実施形態によれば、壁7の内側で溶融ガラスMを加熱する。壁7の外側から壁7を加熱することはなく、耐火物71の厚みを厚くできる。従って、特許文献6~7の技術とは異なり、金属層72に穴等の欠陥が生じても、耐火物71の厚みが厚いので、耐火物71で溶融ガラスMの漏出を抑制できる。
更に、本実施形態によれば、溶融ガラスMの壁7から離れた部位をも加熱できるので、特許文献1~7の技術に比べて、溶融ガラスMの横断面の大きさを大きくでき、溶融ガラスMの流量を増大できる。横断面とは、流れに直交する断面である。
更にまた、本実施形態によれば、発熱部材82が、発熱部材82とは電気的に絶縁された金属カバー81の内側に配置されるので、溶融ガラスMとも電気的に絶縁される。従って、特許文献8の技術とは異なり、溶融ガラスMへの漏電を抑制でき、溶融ガラスMの電気化学反応を抑制でき、欠陥の原因である気泡などの発生を抑制できる。
ヒータ8は、溶融ガラスMの内部に浸漬する位置に配置される。例えば、ヒータ8は、溶融ガラスMの液面よりも下方であって、下壁7bよりも上方に配置される。ヒータ8の周方向全体が溶融ガラスMに接するので、熱の伝熱効率が良い。
なお、ヒータ8は、鉛直方向に間隔をおいて複数本配置されてもよい。少なくとも1本のヒータ8が、溶融ガラスMの液面よりも下方であって、下壁7bよりも上方に配置されればよい。残りのヒータ8は、上部のみが液面から露出するように配置されてもよいし、全部が液面よりも上方に配置されてもよい。
ヒータ8は棒状であって、その長手方向は壁7の内壁面73に直交する方向である。壁7の内壁面73から最短距離で、溶融ガラスMの所望の部位を加熱できる。従って、ヒータ8の長さを短縮できるので、ヒータ8の剛性を向上でき、ヒータ8の熱変形を抑制できる。
ヒータ8は、例えば、一対の側壁7a、7aの貫通穴74、74の両方に挿し通される。溶融ガラスMのY軸方向全体を加熱でき、溶融ガラスMのY軸方向中心をも加熱できる。その結果、溶融ガラスMの横断面の大きさを大きくでき、溶融ガラスMの流量を増大できる。
発熱部材82は、例えば、一方の貫通穴74の途中から他方の貫通穴74の途中まで延びている。溶融ガラスMのY軸方全体を加熱でき、且つ、貫通穴74の途中で溶融ガラスMを冷え固まらせることができる。
輸送装置3の立ち上げ時に、室温から使用温度に昇温する過程で、ヒータ8と壁7との熱膨張差によってヒータ8と壁7とが干渉しないように、貫通穴74の直径はヒータ8の直径よりも大きく設定される。それゆえ、貫通穴74には、溶融ガラスMが流れ込む。
そこで、壁7は、貫通穴74を囲む金属パイプ75を更に有してもよい。金属パイプ75は、壁7の内壁面73から外側に延びており、金属層72とは溶接などで一体化される。貫通穴74の内部にて、耐火物71の成分が溶融ガラスMに溶出するのを抑制できる。
金属パイプ75は、溶融ガラスMに接するので、金属層72と同様に、Pt、Rh、W、Ir及びMoから選ばれる1種以上を含む金属で形成されてもよい。金属は合金を含む。合金は、Pt、Rh、W、Ir、及びMoの合計の含有量が80質量%以上100質量%以下であってもよい。
なお、金属パイプ75の一部は、溶融ガラスMとは接触しないので、Pt、Rh、W、Ir及びMo以外の金属で形成されてもよく、例えば、ステンレス鋼、又はニッケル合金などで形成されてもよい。このように、金属パイプ75は、複数の金属を継ぎ合せて形成されてもよい。
輸送装置3は、貫通穴74の溶融ガラスMを冷却する冷却部材76を有してもよい。冷却部材76は、例えば壁7の内部に埋設され、冷媒などで貫通穴74を冷却する。冷媒としては、水などの液体、又は空気などの気体が用いられる。なお、冷却部材76は、図4(A)では壁7の内部に埋設されるが、壁7の外側から貫通穴74を冷却してもよい。
上記の通り、ヒータ8は、金属カバー81と、発熱部材82とを含む。金属カバー81は、溶融ガラスMに接するので、金属層72と同様に、Pt、Rh、W、Ir及びMoから選ばれる1種以上を含む金属で形成されてもよい。金属は合金を含む。合金は、Pt、Rh、W、Ir、及びMoの合計の含有量が80質量%以上100質量%以下であってもよい。
なお、金属カバー81の一部(例えば長手方向端部)は、溶融ガラスMとは接触しないので、Pt、Rh、W、Ir及びMo以外の金属で形成されてもよく、例えば、ステンレス鋼、又はニッケル合金などで形成されてもよい。このように、金属カバー81は、複数の金属を継ぎ合せて形成されてもよい。
金属カバー81は、例えばパイプ状に形成され、その内部に発熱部材82を収容する。金属カバー81の厚みは、金属層72の厚みよりも厚くてもよい。金属カバー81に穴などの欠陥が生じるのを防止でき、溶融ガラスMが金属カバー81の内側に流れ込むのを防止できる。なお、金属層72には穴などの欠陥が生じても、問題は無い。耐火物71が溶融ガラスMの漏出を防止するからである。
発熱部材82は、例えばMo、W、Ta、Nb、Ir、Pt、及びRhから選ばれる1種以上を含む金属で形成されてもよい。金属は合金を含む。これらの金属は、電気伝導率が高いので、電気抵抗を高めるべく、コイル状に形成されてもよい。
なお、発熱部材82は、二ケイ化モリブデン(MoSi2)、シリコンカーバイド(SiC)、又はランタンクロマイト(LaCrO3)などで形成されてもよい。これらの材料は、金属に比べて、高い電気抵抗率を有するので、コイル状に形成されなくてもよく、例えば棒状、又はパイプ状に形成されてもよい。
また、発熱部材82は、グラファイトや炭素繊維強化炭素複合材料(Carbon Fiber Reinforced Carbon Composite:CCコンポジット)などのカーボン(C)を主要成分とする材料で形成されてもよい。Cを主要成分とする材料は、電気伝導率が高いので、電気抵抗を高めるべく、発熱部材82は、周期的に配列されるスリットを有する板状、あるいはパイプ状であってもよい。例えば、発熱部材82である板の長手方向にスリットが周期的に配列されてもよく、発熱部材82であるパイプの周方向にスリットが周期的に配列されてもよい。
ヒータ8は、更にスペーサ83を含んでもよい。スペーサ83は、金属カバー81と発熱部材82との間を電気的に絶縁する。スペーサ83は、例えばパイプ状に形成され、パイプ状の金属カバー81の内部に挿入される。スペーサ83の長さは発熱部材82の長さ以上であり、スペーサ83の内部に発熱部材82が配置される。
発熱部材82が重力などで撓んでも、スペーサ83が発熱部材82と金属カバー81との接触を防止するので、発熱部材82と金属カバー81とを電気的に絶縁できる。なお、スペーサ83の長さは発熱部材82の長さよりも短くてもよく、リング状のスペーサ83が金属カバー81の長手方向に間隔をおいて複数配列されてもよい。
スペーサ83は、発熱部材82から放射される熱線に対して50%以上の透過率を有する。熱線の波長は、例えば400nm~5μmである。熱線は、スペーサ83を透過して、金属カバー81に照射され、金属カバー81を内側から加熱する。
スペーサ83は、例えば、サファイア(単結晶酸化アルミニウム)、透明多結晶酸化アルミニウム、酸窒化アルミニウム、酸化イットリウム、スピネル、酸化ジルコニウム、イットリウムアルミニウムガーネット、酸化マグネシウム、又は石英などで形成される。サファイアは、熱線の透過率と耐熱性の面から、スペーサ83として好ましい。
なお、発熱部材82の比弾性率(弾性率を比重で割った値)が高く、発熱部材82がほとんど撓まない場合、スペーサ83は不要である。比弾性率の高い発熱部材82の材料としては、MoSi2、SiC、LaCrO3、及びCを主要成分とする材料が挙げられる。
ヒータ8は、更に蓋84を含んでもよい。蓋84は、金属カバー81の内部空間を封止する。蓋84は、例えば金属カバー81の長手方向両端に設けられる。金属カバー81の内部空間に不活性ガス又は還元性ガスを充填できる。不活性ガスとしては、例えば、窒素ガス、又はアルゴンガスが用いられる。還元性ガスとしては、例えば、水素含有ガスが用いられる。
発熱部材82の酸化を防止でき、発熱部材82の材料として大気雰囲気で使用不可の材料を使用できる。大気雰囲気で使用不可の発熱部材82の材料としては、例えば、Mo、W、Ta、Nb、Ir、及びカーボンを主成分とする材料などが挙げられる。なお、大気雰囲気で使用可能な発熱部材82の材料としては、例えば、Pt、Rh、MoSi2、SiC、及びLaCrO3などが挙げられる。
なお、発熱部材82の材料として大気雰囲気で使用可能なものが用いられる場合、蓋84は不要である。
ヒータ8は、更にリード線85を含んでもよい。リード線85は、金属カバー81とは電気的に絶縁され、発熱部材82の両端に電圧を生じさせる。リード線85は、発熱部材82よりも低い抵抗を有し、ほとんど発熱しない。蓋84が設けられる場合、リード線85は蓋84の貫通穴に、碍子を介して挿し通される。
図4(B)に示すように、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。X軸方向は、溶融ガラスMの流れ方向である。なお、複数のヒータ8がX軸方向及びZ軸方向に行列状に配列されてもよい。また、Y軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第1変形例)
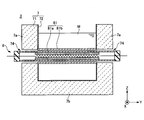
図5に示すように、金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図4(A)に示す冷却部材76が不要である。
図5に示すように、金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図4(A)に示す冷却部材76が不要である。
上記実施形態と同様に、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。なお、複数のヒータ8がX軸方向及びZ軸方向に行列状に配列されてもよい。また、Y軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第2変形例)
図6に示すように、ヒータ8の金属カバー81は、2重管であってもよく、内筒81aと、外筒81bとを有してもよい。内筒81aは、側壁7aの貫通穴74に挿し通される。一方、外筒81bは、側壁7aの貫通穴74には挿し通されずに、一対の側壁7a、7aの間に架け渡される。
図6に示すように、ヒータ8の金属カバー81は、2重管であってもよく、内筒81aと、外筒81bとを有してもよい。内筒81aは、側壁7aの貫通穴74に挿し通される。一方、外筒81bは、側壁7aの貫通穴74には挿し通されずに、一対の側壁7a、7aの間に架け渡される。
金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の外筒81bと溶接などで一体化される。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図4(A)に示す冷却部材76が不要である。
外筒81bは、壁7の内側に突出し、溶融ガラスMに接する。外筒81bの厚みは、金属層72の厚みよりも厚くてもよい。外筒81bに穴などの欠陥が生じるのを防止でき、溶融ガラスMが貫通穴74に流れ込むのを防止できる。なお、金属層72には穴などの欠陥が生じても、問題は無い。耐火物71が溶融ガラスMの漏出を防止するからである。
なお、金属カバー81は、内筒81aを有しなくてもよく、外筒81bのみを有してもよい。つまり、金属カバー81は、単管であってもよい。
上記実施形態と同様に、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。なお、複数のヒータ8がX軸方向及びZ軸方向に行列状に配列されてもよい。また、Y軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第3変形例)
図7に示すように、左側の側壁7aの貫通穴74と、右側の側壁7aの貫通穴74とで、別々のヒータ8が挿し通されてもよい。ヒータ8の長さを短縮できるので、ヒータ8の剛性を向上でき、ヒータ8の熱変形を抑制できる。
図7に示すように、左側の側壁7aの貫通穴74と、右側の側壁7aの貫通穴74とで、別々のヒータ8が挿し通されてもよい。ヒータ8の長さを短縮できるので、ヒータ8の剛性を向上でき、ヒータ8の熱変形を抑制できる。
パイプ状の金属カバー81の先端は、溶融ガラスMが金属カバー81の内部に流れ込まないように、閉じられる。それゆえ、一対のリード線85は、金属カバー81の末端から取り出される。例えば、一のリード線85は、コイル状の発熱部材82の真ん中を通り、残りのリード線85と共にヒータ8の末端から取り出される。
なお、上記第1変形例と同様に、金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図7に示す冷却部材76が不要である。
また、上記第2変形例と同様に、金属カバー81は内筒81aと外筒81bを有してもよい。外筒81bは、側壁7aの貫通穴74には挿し通されずに、側壁7aから内側に突出する。金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の外筒81bと溶接などで一体化される。
なお、金属カバー81は、内筒81aを有しなくてもよく、外筒81bのみを有してもよい。つまり、金属カバー81は、単管であってもよい。
上記実施形態と同様に、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。なお、複数のヒータ8がX軸方向及びZ軸方向に行列状に配列されてもよい。また、Y軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第4変形例)
図8(A)に示すように、ヒータ8は、下壁7bの貫通穴74に挿し通され、下壁7bから内側(上側)に突出してもよい。ヒータ8は例えば棒状であって、その長手方向は下壁7bの内壁面(上面)に直交する方向である。重力による撓みを防止できる。
図8(A)に示すように、ヒータ8は、下壁7bの貫通穴74に挿し通され、下壁7bから内側(上側)に突出してもよい。ヒータ8は例えば棒状であって、その長手方向は下壁7bの内壁面(上面)に直交する方向である。重力による撓みを防止できる。
パイプ状の金属カバー81の上端は、溶融ガラスMの液面よりも下方に配置されるので、溶融ガラスMが金属カバー81の内部空間に流れ込まないように、閉じられる。それゆえ、一対のリード線85は、金属カバー81の下端から取り出される。
なお、ヒータ8の上端は、本変形例では溶融ガラスMの液面よりも下方に配置されるが、上方に配置されてもよい。この場合、一のリード線85はヒータ8の下端から取り出され、残りのリード線85はヒータ8の上端から取り出されてもよい。
壁7は、貫通穴74を囲む金属パイプ75を更に有してもよい。金属パイプ75は、壁7の内壁面から外側(下側)に延びており、金属層72とは溶接などで一体化される。貫通穴74の内部にて、耐火物71の成分が溶融ガラスMに溶出するのを抑制できる。
輸送装置3は、貫通穴74の溶融ガラスMを冷却する冷却部材76を有してもよい。冷却部材76は、例えば壁7の内部に埋設され、冷媒などで貫通穴74を冷却する。なお、冷却部材76は、図8(A)では壁7の内部に埋設されるが、壁7の外側(下側)から貫通穴74を冷却してもよい。
なお、上記第1変形例と同様に、金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図8(A)に示す冷却部材76が不要である。
また、上記第2変形例と同様に、金属カバー81は内筒81aと外筒81bを有してもよい。外筒81bは、下壁7bの貫通穴74には挿し通されずに、下壁7bから内側(上側)に突出する。金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の外筒81bと溶接などで一体化される。
なお、金属カバー81は、内筒81aを有しなくてもよく、外筒81bのみを有してもよい。つまり、金属カバー81は、単管であってもよい。
図8(B)に示すように、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。なお、複数のヒータ8がX軸方向及びY軸方向に行列状に配列されてもよい。また、Z軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第5変形例)
図9に示すように、ヒータ8は、不図示の天井の貫通穴に挿し通され、溶融ガラスMの液面から下方に突出する。ヒータ8は例えば棒状であって、その長手方向は不図示の天井の下面に直交する方向である。天井の貫通穴は、図4(A)等に示す側壁7aの貫通穴74、及び図8(A)に示す下壁7bの貫通穴74とは異なり、溶融ガラスMが入り込むことは無い。それゆえ、溶融ガラスMを流路に充填した状態で、ヒータ8の交換又は配置換えを実施しても、溶融ガラスが漏出しない。
図9に示すように、ヒータ8は、不図示の天井の貫通穴に挿し通され、溶融ガラスMの液面から下方に突出する。ヒータ8は例えば棒状であって、その長手方向は不図示の天井の下面に直交する方向である。天井の貫通穴は、図4(A)等に示す側壁7aの貫通穴74、及び図8(A)に示す下壁7bの貫通穴74とは異なり、溶融ガラスMが入り込むことは無い。それゆえ、溶融ガラスMを流路に充填した状態で、ヒータ8の交換又は配置換えを実施しても、溶融ガラスが漏出しない。
パイプ状の金属カバー81の下端は、溶融ガラスMの液面よりも下方であって、下壁7bよりも上方に配置されるので、溶融ガラスMが金属カバー81の内部空間に流れ込まないように、閉じられる。それゆえ、一対のリード線85は、金属カバー81の上端から取り出される。
なお、パイプ状の金属カバー81の下端は、下壁7bよりも上方に配置されるが、本開示の技術はこれには限定されない。例えば、下壁7bには貫通穴が形成され、その貫通穴にヒータ8が挿し通されてもよい。但し、ヒータ8の交換等の作業性の観点からは、下壁7bに貫通穴が無い方が好ましい。
上記第4変形例と同様に、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。なお、複数のヒータ8がX軸方向及びY軸方向に行列状に配列されてもよい。また、Z軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第6変形例)
図10(A)及び図10(B)に示すように、ヒータ8は、溶融ガラスMの流れに直交する板状の外形を有してもよい。ヒータ8は、下壁7bの貫通穴74に挿し通され、下壁7bから内側(上側)に突出する。ヒータ8の上端は、溶融ガラスMの液面よりも下方に配置される。ヒータ8が溶融ガラスMの流れに直交する板状であれば、ヒータ8によって溶融ガラスMの下層に存在する気泡を、溶融ガラスMの液面に向けて強制的に浮上させることができる。
図10(A)及び図10(B)に示すように、ヒータ8は、溶融ガラスMの流れに直交する板状の外形を有してもよい。ヒータ8は、下壁7bの貫通穴74に挿し通され、下壁7bから内側(上側)に突出する。ヒータ8の上端は、溶融ガラスMの液面よりも下方に配置される。ヒータ8が溶融ガラスMの流れに直交する板状であれば、ヒータ8によって溶融ガラスMの下層に存在する気泡を、溶融ガラスMの液面に向けて強制的に浮上させることができる。
なお、ヒータ8は、天井の貫通穴に挿し通され、溶融ガラスMの液面から下方に突出してもよい。この場合、ヒータ8の下端は、下壁7bよりも上方に配置されてもよい。天井の貫通穴は、図10(A)に示す下壁7bの貫通穴74とは異なり、溶融ガラスMが入り込むことは無い。それゆえ、溶融ガラスMを流路に充填した状態で、ヒータ8の交換又は配置換えを実施しても、溶融ガラスが漏出しない。
金属カバー81は、上端が閉じた断面四角形のパイプであってよい。金属カバー81の内部には、不図示の発熱部材が配置される。発熱部材は、例えばコイル状、棒状、又はチューブ状に形成され、鉛直に配置され、Y軸方向に間隔をおいて複数配列される。あるいは、発熱部材は、板状に形成されてもよい。発熱部材である板は、電気抵抗を高めるために、周期的に配列されるスリットを有してもよい。例えば、第1スリットと第2スリットがY軸方向に間隔をおいて交互に形成されてもよい。第1スリットは板の上辺から下方に延び、第2スリットは板の下辺から上方に延びる。
なお、上記第1変形例と同様に、金属層72の貫通穴74の開口縁は、周方向全体に亘って、下方に向けて開放した箱状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図10(A)に示す冷却部材76が不要である。
また、上記第2変形例と同様に、金属カバー81は内筒81aと外筒81bを有してもよい。外筒81bは、下壁7bの貫通穴74には挿し通されずに、下壁7bから内側(上側)に突出する。金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の外筒81bと溶接などで一体化される。
なお、金属カバー81は、内筒81aを有しなくてもよく、外筒81bのみを有してもよい。つまり、金属カバー81は、単管であってもよい。
図10(B)に示すように、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。なお、複数のヒータ8がX軸方向及びY軸方向に行列状に配列されてもよい。また、Z軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。
(第7変形例)
図11(A)及び図11(B)に示すように、ヒータ8は、溶融ガラスMの流れに平行な板状の外形を有してもよい。ヒータ8は、下壁7bの貫通穴74に挿し通され、下壁7bから内側(上側)に突出する。ヒータ8の上端は、溶融ガラスMの液面よりも下方に配置される。溶融ガラスMの下層に存在する気泡を、溶融ガラスMの液面に向けて強制的に浮上させることができる。
図11(A)及び図11(B)に示すように、ヒータ8は、溶融ガラスMの流れに平行な板状の外形を有してもよい。ヒータ8は、下壁7bの貫通穴74に挿し通され、下壁7bから内側(上側)に突出する。ヒータ8の上端は、溶融ガラスMの液面よりも下方に配置される。溶融ガラスMの下層に存在する気泡を、溶融ガラスMの液面に向けて強制的に浮上させることができる。
なお、ヒータ8は、天井の貫通穴に挿し通され、溶融ガラスMの液面から下方に突出してもよい。この場合、ヒータ8の下端は、下壁7bよりも上方に配置されてもよい。天井の貫通穴は、図11(A)に示す下壁7bの貫通穴74とは異なり、溶融ガラスMが入り込むことは無い。それゆえ、溶融ガラスMを流路に充填した状態で、ヒータ8の交換又は配置換えを実施しても、溶融ガラスが漏出しない。
金属カバー81は、上端が閉じた断面四角形のパイプであってよい。金属カバー81の内部には、不図示の発熱部材が配置される。発熱部材は、例えばコイル状、棒状、又はチューブ状に形成され、鉛直に配置され、X軸方向に間隔をおいて複数配列される。あるいは、発熱部材は、板状に形成されてもよい。発熱部材である板は、電気抵抗を高めるために、周期的に配列されるスリットを有してもよい。例えば、第1スリットと第2スリットがX軸方向に間隔をおいて交互に形成されてもよい。第1スリットは板の上辺から下方に延び、第2スリットは板の下辺から上方に延びる。
なお、上記第1変形例と同様に、金属層72の貫通穴74の開口縁は、周方向全体に亘って、下方に向けて開放した箱状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図11(A)に示す冷却部材76が不要である。
また、上記第2変形例と同様に、金属カバー81は内筒81aと外筒81bを有してもよい。外筒81bは、下壁7bの貫通穴74には挿し通されずに、下壁7bから内側(上側)に突出する。金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の外筒81bと溶接などで一体化される。
なお、金属カバー81は、内筒81aを有しなくてもよく、外筒81bのみを有してもよい。つまり、金属カバー81は、単管であってもよい。
図11(A)及び図11(B)に示すように、複数のヒータ8がX軸方向及びY軸方向に行列状に配列されてもよい。なお、Z軸方向視で、複数のヒータ8がX軸方向に千鳥配列されてもよい。また、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。
(第8変形例)
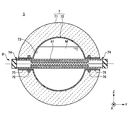
図12に示すように、壁7はパイプ状に形成されてもよく、金属層72もパイプ状に形成されてもよい。金属層72は、溶融ガラスMの流れ方向に直交する断面にて閉じている。溶融ガラスMの蒸気による耐火物71の浸食を抑制でき、耐火物71の成分が溶融ガラスMに落下して混入するのを抑制できる。金属層72は、図12では断面円形のパイプであるが、断面矩形のパイプであってもよい。
図12に示すように、壁7はパイプ状に形成されてもよく、金属層72もパイプ状に形成されてもよい。金属層72は、溶融ガラスMの流れ方向に直交する断面にて閉じている。溶融ガラスMの蒸気による耐火物71の浸食を抑制でき、耐火物71の成分が溶融ガラスMに落下して混入するのを抑制できる。金属層72は、図12では断面円形のパイプであるが、断面矩形のパイプであってもよい。
ヒータ8は、例えば棒状であって、その長手方向は壁7の内壁面73に直交する方向である。ヒータ8は、壁7の一対の貫通穴74、74の両方に挿し通される。発熱部材82は、一方の貫通穴74の途中から他方の貫通穴74の途中まで延びている。
なお、一方の貫通穴74と、他方の貫通穴74とで、別々のヒータ8が挿し通されてもよい。ヒータ8の長さを短縮できるので、ヒータ8の剛性を向上でき、ヒータ8の熱変形を抑制できる。
壁7は、貫通穴74を囲む金属パイプ75を更に有してもよい。金属パイプ75は、壁7の内壁面73から外側に延びており、金属層72とは溶接などで一体化される。貫通穴74の内部にて、耐火物71の成分が溶融ガラスMに溶出するのを抑制できる。
輸送装置3は、貫通穴74の溶融ガラスMを冷却する冷却部材76を有してもよい。冷却部材76は、例えば壁7の内部に埋設され、冷媒などで貫通穴74を冷却する。なお、冷却部材76は、図12では壁7の内部に埋設されるが、壁7の外側から貫通穴74を冷却してもよい。
なお、上記第1変形例と同様に、金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の金属カバー81と溶接などで一体化されてもよい。貫通穴74に溶融ガラスMが流れ込まないので、貫通穴74の寸法精度を緩和できる。また、図12に示す冷却部材76が不要である。
また、上記第2変形例と同様に、金属カバー81は内筒81aと外筒81bを有してもよい。外筒81bは、壁7の貫通穴74には挿し通されずに、壁7から内側に突出する。金属層72の貫通穴74の開口縁は、周方向全体に亘って、パイプ状の外筒81bと溶接などで一体化される。
なお、金属カバー81は、内筒81aを有しなくてもよく、外筒81bのみを有してもよい。つまり、金属カバー81は、単管であってもよい。
上記実施形態と同様に、複数のヒータ8がX軸方向に間隔をおいて一列に並んでもよい。更に、複数のヒータ8が、パイプ状の壁7の周方向に間隔をおいて配列されてもよい。複数のヒータ8が、パイプ状の壁7に螺旋状に配列されてもよい。
以上、本開示に係る溶融ガラスの輸送装置、ガラス物品の製造装置、及びガラス物品の製造方法について説明したが、本開示は上記実施形態等に限定されない。特許請求の範囲に記載された範疇内において、各種の変更、修正、置換、付加、削除、及び組み合わせが可能である。それらについても当然に本開示の技術的範囲に属する。
本出願は、2019年12月10日に日本国特許庁に出願された特願2019-223194号に基づく優先権を主張するものであり、特願2019-223194号の全内容を本出願に援用する。
1 ガラス物品の製造装置2 溶解装置3 輸送装置4 成形装置5 徐冷装置
6 加工装置
7 壁
71 耐火物
72 金属層
8 ヒータ
81 金属カバー
82 発熱部材
M 溶融ガラス
6 加工装置
7 壁
71 耐火物
72 金属層
8 ヒータ
81 金属カバー
82 発熱部材
M 溶融ガラス
Claims (13)
- 耐火物と、前記耐火物の内側に設けられ溶融ガラスに接する面に金属層とを含み、前記金属層で前記溶融ガラスを導く壁と、
前記壁の内側に突出し前記溶融ガラスに接する金属カバーと、前記金属カバーとは電気的に絶縁され給電によって熱線を放射し前記金属カバーを内側から加熱する発熱部材とを含むヒータと、
を有する、溶融ガラスの輸送装置。 - 前記ヒータは、予定される前記溶融ガラスの内部に浸漬する位置に配置される、請求項1に記載の輸送装置。
- 前記金属層は、白金、ロジウム、タングステン、イリジウム及びモリブデンから選ばれる1種以上を含む金属で形成される、請求項1又は2に記載の輸送装置。
- 前記金属カバーは、白金、ロジウム、タングステン、イリジウム及びモリブデンから選ばれる1種以上を含む金属で形成される、請求項1乃至3のいずれか一項に記載の輸送装置。
- 前記ヒータは、更に、前記金属カバーと前記発熱部材との間を電気的に絶縁するスペーサを含む、請求項1乃至4のいずれか一項に記載の輸送装置。
- 前記スペーサは、サファイアである、請求項5に記載の輸送装置。
- 前記ヒータは、棒状であって、その長手方向は前記壁の内壁面に直交する方向である、請求項1乃至6のいずれか一項に記載の輸送装置。
- 前記金属層は、パイプ状に形成される、請求項1乃至7のいずれか一項に記載の輸送装置。
- 前記発熱部材は、グラファイト又は炭素繊維強化炭素複合材料で形成される、請求項1乃至8のいずれか一項に記載の輸送装置。
- ガラスの原料を溶解して溶融ガラスを生成する溶解装置と、
前記溶解装置で生成された前記溶融ガラスを輸送する請求項1乃至9のいずれか一項に記載の輸送装置と、
前記輸送装置で輸送された前記溶融ガラスを所望の形状のガラスに成形する成形装置と、
前記成形装置で成形された前記ガラスを徐冷する徐冷装置と、
前記徐冷装置で徐冷された前記ガラスをガラス物品に加工する加工装置と、
を有する、ガラス物品の製造装置。 - 前記輸送装置は、清澄槽である、請求項10に記載の製造装置。
- ガラスの原料を準備し、
前記原料を溶解して溶融ガラスを生成し、
前記溶融ガラスを請求項1乃至9のいずれか一項に記載の輸送装置で輸送し、
前記輸送装置で輸送された前記溶融ガラスを所望の形状のガラスに成形し、
前記成形した前記ガラスを徐冷し、
前記徐冷した前記ガラスをガラス物品に加工する、
ことを含む、ガラス物品の製造方法。 - 更に、前記輸送装置で前記溶融ガラスを加熱し、清澄する、請求項12に記載のガラス物品の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20899444.2A EP4074664A4 (en) | 2019-12-10 | 2020-12-04 | DEVICE FOR TRANSPORTING MOLTEN GLASS, DEVICE FOR PRODUCING GLASS ARTICLES AND METHOD FOR PRODUCING GLASS ARTICLES |
| CN202080084961.9A CN114787089A (zh) | 2019-12-10 | 2020-12-04 | 熔融玻璃的输送装置、玻璃物品的制造装置以及玻璃物品的制造方法 |
| JP2021563912A JPWO2021117618A1 (ja) | 2019-12-10 | 2020-12-04 | |
| US17/805,309 US20220298048A1 (en) | 2019-12-10 | 2022-06-03 | Apparatus for transferring molten glass, apparatus for producing glass article, and method for producing glass article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-223194 | 2019-12-10 | ||
| JP2019223194 | 2019-12-10 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/805,309 Continuation US20220298048A1 (en) | 2019-12-10 | 2022-06-03 | Apparatus for transferring molten glass, apparatus for producing glass article, and method for producing glass article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021117618A1 true WO2021117618A1 (ja) | 2021-06-17 |
Family
ID=76330323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/045184 Ceased WO2021117618A1 (ja) | 2019-12-10 | 2020-12-04 | 溶融ガラスの輸送装置、ガラス物品の製造装置、及びガラス物品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220298048A1 (ja) |
| EP (1) | EP4074664A4 (ja) |
| JP (1) | JPWO2021117618A1 (ja) |
| CN (1) | CN114787089A (ja) |
| WO (1) | WO2021117618A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12378147B2 (en) | 2019-05-08 | 2025-08-05 | AGC Inc. | Method of producing melt, method of producing glass article, melting apparatus, and equipment for producing glass article |
| WO2026039278A1 (en) * | 2024-08-15 | 2026-02-19 | Corning Incorporated | Molten glass transfer assemblies to mitigate leaks and improve heat loss properties |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6958105B2 (ja) * | 2017-08-18 | 2021-11-02 | 日本電気硝子株式会社 | ガラス物品の製造方法及び溶融炉 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3912477A (en) | 1973-01-05 | 1975-10-14 | Owens Corning Fiberglass Corp | Apparatus for processing glass batch material |
| JPS5415764B2 (ja) | 1975-05-20 | 1979-06-18 | ||
| JPS6049225B2 (ja) | 1977-05-27 | 1985-10-31 | コニカ株式会社 | 螢光増白組成物 |
| JPS6162395U (ja) * | 1984-09-28 | 1986-04-26 | ||
| JPH0135827B2 (ja) | 1980-06-06 | 1989-07-27 | Otsuka Pharma Co Ltd | |
| JPH0220375B2 (ja) | 1983-01-25 | 1990-05-09 | Hitachi Seiki Kk | |
| JPH0233221B2 (ja) | 1982-09-06 | 1990-07-26 | Kawaguchi Electric Works | Kaisenbunriki |
| JP2570350B2 (ja) | 1987-12-24 | 1997-01-08 | 日本板硝子株式会社 | ガラス溶融炉 |
| WO2014192478A1 (ja) * | 2013-05-30 | 2014-12-04 | 日本碍子株式会社 | 赤外線加熱ユニット,赤外線加熱装置及び乾燥装置 |
| JP2017065973A (ja) | 2015-09-30 | 2017-04-06 | AvanStrate株式会社 | ガラス基板の製造方法およびガラス基板の製造装置 |
| WO2019244802A1 (ja) * | 2018-06-22 | 2019-12-26 | Agc株式会社 | ヒータ、ガラス物品の製造装置、およびガラス物品の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4896047A (en) * | 1988-04-11 | 1990-01-23 | Westinghouse Electric Corp. | Method and apparatus of periodically obtaining accurate opacity monitor readings of an exhaust gas stream |
| JP2007302507A (ja) * | 2006-05-11 | 2007-11-22 | Japan Steel Works Ltd:The | 超伝導薄膜の製造方法 |
| JP5752648B2 (ja) * | 2012-06-29 | 2015-07-22 | AvanStrate株式会社 | ガラス基板の製造方法及び製造装置 |
| JP5752647B2 (ja) * | 2012-06-29 | 2015-07-22 | AvanStrate株式会社 | ガラス基板の製造方法 |
| JP2015124096A (ja) * | 2013-12-25 | 2015-07-06 | 並木精密宝石株式会社 | 大型基板用の単結晶サファイアリボン |
| US10656024B2 (en) * | 2016-04-05 | 2020-05-19 | Corning Incorporated | Molten material thermocouple methods and apparatus |
| JP7116411B2 (ja) * | 2017-06-29 | 2022-08-10 | 株式会社タムラ製作所 | 単結晶育成装置、抵抗発熱体、及び単結晶育成方法 |
-
2020
- 2020-12-04 EP EP20899444.2A patent/EP4074664A4/en active Pending
- 2020-12-04 WO PCT/JP2020/045184 patent/WO2021117618A1/ja not_active Ceased
- 2020-12-04 CN CN202080084961.9A patent/CN114787089A/zh active Pending
- 2020-12-04 JP JP2021563912A patent/JPWO2021117618A1/ja active Pending
-
2022
- 2022-06-03 US US17/805,309 patent/US20220298048A1/en not_active Abandoned
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3912477A (en) | 1973-01-05 | 1975-10-14 | Owens Corning Fiberglass Corp | Apparatus for processing glass batch material |
| JPS5415764B2 (ja) | 1975-05-20 | 1979-06-18 | ||
| JPS6049225B2 (ja) | 1977-05-27 | 1985-10-31 | コニカ株式会社 | 螢光増白組成物 |
| JPH0135827B2 (ja) | 1980-06-06 | 1989-07-27 | Otsuka Pharma Co Ltd | |
| JPH0233221B2 (ja) | 1982-09-06 | 1990-07-26 | Kawaguchi Electric Works | Kaisenbunriki |
| JPH0220375B2 (ja) | 1983-01-25 | 1990-05-09 | Hitachi Seiki Kk | |
| JPS6162395U (ja) * | 1984-09-28 | 1986-04-26 | ||
| JP2570350B2 (ja) | 1987-12-24 | 1997-01-08 | 日本板硝子株式会社 | ガラス溶融炉 |
| WO2014192478A1 (ja) * | 2013-05-30 | 2014-12-04 | 日本碍子株式会社 | 赤外線加熱ユニット,赤外線加熱装置及び乾燥装置 |
| JP2017065973A (ja) | 2015-09-30 | 2017-04-06 | AvanStrate株式会社 | ガラス基板の製造方法およびガラス基板の製造装置 |
| WO2019244802A1 (ja) * | 2018-06-22 | 2019-12-26 | Agc株式会社 | ヒータ、ガラス物品の製造装置、およびガラス物品の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4074664A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12378147B2 (en) | 2019-05-08 | 2025-08-05 | AGC Inc. | Method of producing melt, method of producing glass article, melting apparatus, and equipment for producing glass article |
| WO2026039278A1 (en) * | 2024-08-15 | 2026-02-19 | Corning Incorporated | Molten glass transfer assemblies to mitigate leaks and improve heat loss properties |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4074664A1 (en) | 2022-10-19 |
| EP4074664A4 (en) | 2024-01-03 |
| JPWO2021117618A1 (ja) | 2021-06-17 |
| US20220298048A1 (en) | 2022-09-22 |
| CN114787089A (zh) | 2022-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI718154B (zh) | 用於處理熔融玻璃的裝置及方法 | |
| US20220298048A1 (en) | Apparatus for transferring molten glass, apparatus for producing glass article, and method for producing glass article | |
| KR101300980B1 (ko) | 글래스 기판의 제조 방법 | |
| TW201840488A (zh) | 用於減少玻璃熔體表面上氣泡壽命之方法 | |
| JP2019510977A (ja) | 溶融材料の熱電対の方法および装置 | |
| US11530152B2 (en) | Method for manufacturing glass article, and melting furnace | |
| JP5731437B2 (ja) | ガラス板の製造方法 | |
| US20250164187A1 (en) | Glass melting furnaces and vessels with improved thermal performance | |
| JP6792825B2 (ja) | ガラス物品の製造方法及び溶融炉 | |
| CN116113602A (zh) | 用于形成玻璃物品的方法 | |
| JP5192100B2 (ja) | ガラス基板の製造方法 | |
| CN104788010B (zh) | 浮法玻璃制造装置及浮法玻璃制造方法 | |
| JP6566824B2 (ja) | ガラス基板の製造方法 | |
| JP2017178731A (ja) | ガラス板の製造方法 | |
| KR100790788B1 (ko) | 연속식 유리 용융로 | |
| JP6749123B2 (ja) | ガラス基板の製造方法、及び、ガラス基板の製造装置 | |
| JP6630217B2 (ja) | ガラス板の製造方法 | |
| JP6806456B2 (ja) | ガラス基板の製造方法、及び、ガラス基板の製造装置 | |
| KR102940775B1 (ko) | 유리 물품의 형성 방법 | |
| KR20190078512A (ko) | 유리 기판 제조 장치 및 유리 기판의 제조 방법 | |
| WO2022270555A1 (ja) | ガラス物品の製造装置及び製造方法 | |
| JP2017178760A (ja) | ガラス板の製造方法及び熔解槽 | |
| KR20240116924A (ko) | 유리 이송 장치, 유리 물품의 제조 장치 및 유리 물품의 제조 방법 | |
| WO2025220663A1 (ja) | ガラス溶解装置、及びガラス製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20899444 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021563912 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020899444 Country of ref document: EP Effective date: 20220711 |