WO2021059996A1 - 接着剤組成物、及び接着方法 - Google Patents
接着剤組成物、及び接着方法 Download PDFInfo
- Publication number
- WO2021059996A1 WO2021059996A1 PCT/JP2020/034311 JP2020034311W WO2021059996A1 WO 2021059996 A1 WO2021059996 A1 WO 2021059996A1 JP 2020034311 W JP2020034311 W JP 2020034311W WO 2021059996 A1 WO2021059996 A1 WO 2021059996A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive composition
- component
- group
- mgkoh
- mass
- Prior art date
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 98
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 98
- 239000000203 mixture Substances 0.000 title claims abstract description 84
- 238000000034 method Methods 0.000 title claims abstract description 42
- 239000002253 acid Substances 0.000 claims abstract description 34
- 125000004018 acid anhydride group Chemical group 0.000 claims abstract description 27
- 229920000098 polyolefin Polymers 0.000 claims abstract description 27
- 230000002378 acidificating effect Effects 0.000 claims abstract description 26
- 229910052751 metal Inorganic materials 0.000 claims description 62
- 239000002184 metal Substances 0.000 claims description 62
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 24
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 claims description 13
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 9
- 150000001244 carboxylic acid anhydrides Chemical group 0.000 claims description 6
- 125000002843 carboxylic acid group Chemical group 0.000 claims description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 36
- 229920005989 resin Polymers 0.000 description 30
- 239000011347 resin Substances 0.000 description 30
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 20
- 239000000178 monomer Substances 0.000 description 19
- -1 aliphatic azo compound Chemical class 0.000 description 18
- 238000004448 titration Methods 0.000 description 16
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 15
- 238000005259 measurement Methods 0.000 description 11
- 239000003208 petroleum Substances 0.000 description 11
- 239000002313 adhesive film Substances 0.000 description 10
- 238000012986 modification Methods 0.000 description 9
- 230000004048 modification Effects 0.000 description 9
- 229920005992 thermoplastic resin Polymers 0.000 description 9
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 8
- 235000019441 ethanol Nutrition 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 8
- 239000012488 sample solution Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000000523 sample Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 6
- 239000004711 α-olefin Substances 0.000 description 6
- 150000008065 acid anhydrides Chemical class 0.000 description 5
- 229920001400 block copolymer Polymers 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 230000005684 electric field Effects 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 229910052739 hydrogen Inorganic materials 0.000 description 5
- 239000001257 hydrogen Substances 0.000 description 5
- 229920005604 random copolymer Polymers 0.000 description 5
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 4
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 4
- 239000004840 adhesive resin Substances 0.000 description 4
- 229920006223 adhesive resin Polymers 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000004898 kneading Methods 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000012046 mixed solvent Substances 0.000 description 4
- 239000008188 pellet Substances 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 238000005070 sampling Methods 0.000 description 4
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 4
- 239000008096 xylene Substances 0.000 description 4
- DLKQHBOKULLWDQ-UHFFFAOYSA-N 1-bromonaphthalene Chemical compound C1=CC=C2C(Br)=CC=CC2=C1 DLKQHBOKULLWDQ-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 125000003277 amino group Chemical group 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- NZZFYRREKKOMAT-UHFFFAOYSA-N diiodomethane Chemical compound ICI NZZFYRREKKOMAT-UHFFFAOYSA-N 0.000 description 3
- 239000000446 fuel Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 238000002715 modification method Methods 0.000 description 3
- 150000001451 organic peroxides Chemical class 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000007870 radical polymerization initiator Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 2
- NIDNOXCRFUCAKQ-UMRXKNAASA-N (1s,2r,3s,4r)-bicyclo[2.2.1]hept-5-ene-2,3-dicarboxylic acid Chemical compound C1[C@H]2C=C[C@@H]1[C@H](C(=O)O)[C@@H]2C(O)=O NIDNOXCRFUCAKQ-UMRXKNAASA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 125000002723 alicyclic group Chemical group 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical class C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001990 intravenous administration Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002742 polystyrene-block-poly(ethylene/propylene) -block-polystyrene Polymers 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 2
- 235000007586 terpenes Nutrition 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- WTARULDDTDQWMU-RKDXNWHRSA-N (+)-β-pinene Chemical compound C1[C@H]2C(C)(C)[C@@H]1CCC2=C WTARULDDTDQWMU-RKDXNWHRSA-N 0.000 description 1
- WTARULDDTDQWMU-IUCAKERBSA-N (-)-Nopinene Natural products C1[C@@H]2C(C)(C)[C@H]1CCC2=C WTARULDDTDQWMU-IUCAKERBSA-N 0.000 description 1
- KNDQHSIWLOJIGP-UMRXKNAASA-N (3ar,4s,7r,7as)-rel-3a,4,7,7a-tetrahydro-4,7-methanoisobenzofuran-1,3-dione Chemical compound O=C1OC(=O)[C@@H]2[C@H]1[C@]1([H])C=C[C@@]2([H])C1 KNDQHSIWLOJIGP-UMRXKNAASA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical group OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- WTARULDDTDQWMU-UHFFFAOYSA-N Pseudopinene Natural products C1C2C(C)(C)C1CCC2=C WTARULDDTDQWMU-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- VJDDQSBNUHLBTD-GGWOSOGESA-N [(e)-but-2-enoyl] (e)-but-2-enoate Chemical compound C\C=C\C(=O)OC(=O)\C=C\C VJDDQSBNUHLBTD-GGWOSOGESA-N 0.000 description 1
- VJDDQSBNUHLBTD-GLIMQPGKSA-N [(z)-but-2-enoyl] (z)-but-2-enoate Chemical compound C\C=C/C(=O)OC(=O)\C=C/C VJDDQSBNUHLBTD-GLIMQPGKSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- XCPQUQHBVVXMRQ-UHFFFAOYSA-N alpha-Fenchene Natural products C1CC2C(=C)CC1C2(C)C XCPQUQHBVVXMRQ-UHFFFAOYSA-N 0.000 description 1
- MVNCAPSFBDBCGF-UHFFFAOYSA-N alpha-pinene Natural products CC1=CCC23C1CC2C3(C)C MVNCAPSFBDBCGF-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000010539 anionic addition polymerization reaction Methods 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 229920006272 aromatic hydrocarbon resin Polymers 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229930006722 beta-pinene Natural products 0.000 description 1
- NIDNOXCRFUCAKQ-UHFFFAOYSA-N bicyclo[2.2.1]hept-5-ene-2,3-dicarboxylic acid Chemical compound C1C2C=CC1C(C(=O)O)C2C(O)=O NIDNOXCRFUCAKQ-UHFFFAOYSA-N 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- BXOUVIIITJXIKB-UHFFFAOYSA-N ethene;styrene Chemical group C=C.C=CC1=CC=CC=C1 BXOUVIIITJXIKB-UHFFFAOYSA-N 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- LCWMKIHBLJLORW-UHFFFAOYSA-N gamma-carene Natural products C1CC(=C)CC2C(C)(C)C21 LCWMKIHBLJLORW-UHFFFAOYSA-N 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- DCUFMVPCXCSVNP-UHFFFAOYSA-N methacrylic anhydride Chemical compound CC(=C)C(=O)OC(=O)C(C)=C DCUFMVPCXCSVNP-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- VHGMYIHQKFTRLM-UHFFFAOYSA-N n-ethylcyclohexen-1-amine Chemical compound CCNC1=CCCCC1 VHGMYIHQKFTRLM-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003217 poly(methylsilsesquioxane) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920005996 polystyrene-poly(ethylene-butylene)-polystyrene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- ARJOQCYCJMAIFR-UHFFFAOYSA-N prop-2-enoyl prop-2-enoate Chemical compound C=CC(=O)OC(=O)C=C ARJOQCYCJMAIFR-UHFFFAOYSA-N 0.000 description 1
- GRWFGVWFFZKLTI-UHFFFAOYSA-N rac-alpha-Pinene Natural products CC1=CCC2C(C)(C)C1C2 GRWFGVWFFZKLTI-UHFFFAOYSA-N 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 125000000542 sulfonic acid group Chemical group 0.000 description 1
- 238000011191 terminal modification Methods 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- DLYUQMMRRRQYAE-UHFFFAOYSA-N tetraphosphorus decaoxide Chemical group O1P(O2)(=O)OP3(=O)OP1(=O)OP2(=O)O3 DLYUQMMRRRQYAE-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
- C09J123/12—Polypropene
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0297—Arrangements for joining electrodes, reservoir layers, heat exchange units or bipolar separators to each other
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
- C09J123/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J125/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Adhesives based on derivatives of such polymers
- C09J125/02—Homopolymers or copolymers of hydrocarbons
- C09J125/04—Homopolymers or copolymers of styrene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J151/00—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J151/06—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/8663—Selection of inactive substances as ingredients for catalytic active masses, e.g. binders, fillers
- H01M4/8668—Binders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2250/00—Fuel cells for particular applications; Specific features of fuel cell system
- H01M2250/20—Fuel cells in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
- H01M8/0284—Organic resins; Organic polymers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Definitions
- the present disclosure is used for bonding metal members in which the ratio of bipolar term to surface free energy is 0.01% to 5.0%, and is used in various industrial fields such as electrical field, automobile field and other industrial fields.
- the present invention relates to an adhesive composition suitable for use in the field of in-vehicle batteries such as fuel cells, and an adhesive method.
- the hot melt type adhesive composition is processed into a film form or a sheet form, and is used as an adhesive film or sheet laminated on the surface of a member in various industrial fields such as an electric field, an automobile field, and other industrial fields. It's being used.
- An olefin-based thermoplastic resin hereinafter referred to as "acid-modified polyolefin" modified with an acid for adhering metal members such as iron, aluminum, titanium and other metals used in these fields, and their alloys.
- Is used as a main component and it is known that a bonded body having relatively good adhesive strength can be obtained.
- the bonded body is used in the presence of water, there is a problem that peeling is promoted by the intrusion of water into the adhesive interface and the adhesive force is lowered in a short time.
- Patent Document 1 discloses an adhesive sealing member using an adhesive composition containing a specific acid-modified polyolefin, a thermoplastic elastomer not modified with an acid, and a silane coupling agent having an epoxy group. This is to obtain an adhesive force by a chemical bond between a silane coupling agent and a hydroxyl group on a metal surface, and a bonded body using the member has excellent water resistance.
- Patent Document 2 relates to a method for producing a bonded body of a metal member and a thermoplastic resin member by heat welding using polyolefin under specific conditions, and the metal member is subjected to surface treatment such as chromate treatment.
- the film thickness of the polyolefin is 0.1 to 9 mm, and the film thickness of the polyolefin is 0.2 to 9 mm when the surface treatment is not applied to the metal member.
- the bonded body using the adhesive sealing member described in Patent Document 1 has a problem that the adhesive strength is significantly reduced in the presence of warm water, although the water resistance is relatively good.
- a polyolefin is used for a low-polarity metal member in which the ratio of the dipole term to the surface free energy is 5.0% or less, regardless of the presence or absence of surface treatment.
- the film thickness was made thinner than 200 ⁇ m, there was a problem that the water resistance was inferior, and in particular, the adhesive strength was significantly reduced in the presence of warm water.
- the present disclosure has been made in view of the above circumstances, and an object of the present invention is to use warm water in a bonded body in which at least one of two or more members bonded via an adhesive composition is a low-polarity metal member. It is to provide an adhesive composition having excellent adhesive strength in the presence (hereinafter, referred to as "excellent in temperature and water resistance"). Another embodiment of the present disclosure is an object of providing an adhesion method having excellent heat resistance and water resistance.
- the present inventors have conducted hot water resistance in a bonded body in which at least one of two or more members bonded via the adhesive composition is a low-polarity metal member. We have found an adhesive composition with excellent properties.
- the disclosure is as follows.
- [1] Contains a polyolefin (A) component having at least one group selected from the group consisting of an acidic group and an acid anhydride group and having an acid value of 0.01 mgKOH / g to 6.5 mgKOH / g.
- An adhesive composition for adhering metal members having a dipole term in the surface free energy of 0.01% to 5.0%.
- [2] The adhesive composition according to [1], wherein the acidic group contains a carboxylic acid group and the acid anhydride group contains a carboxylic acid anhydride group.
- [7] Contains a polyolefin (A) component having at least one group selected from the group consisting of an acidic group and an acid anhydride group and having an acid value of 0.01 mgKOH / g to 6.5 mgKOH / g.
- a bonded body having a low-polarity metal member as at least one of the members can be made excellent in heat resistance and water resistance.
- the bonding method of the present disclosure it is possible to provide a bonding method having excellent temperature and water resistance.
- the numerical range represented by using “-" means a range including the numerical values before and after "-" as the lower limit value and the upper limit value.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the upper limit value or the lower limit value of another numerical range described stepwise.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the value shown in the examples.
- “% by mass” and “% by weight” are synonymous, and “parts by mass” and “parts by weight” are synonymous.
- a combination of two or more preferred embodiments is a more preferred embodiment.
- a polyolefin (A) component having at least one group selected from the group consisting of an acidic group and an acid anhydride group and having an acid value of 0.01 mgKOH / g to 6.5 mgKOH / g (hereinafter, , Simply referred to as "component (A)"), for adhering a metal member having a dipole term in the surface free energy of 0.01% to 5.0%.
- component (A) other components, an adhesive composition, a metal member, a method for producing the adhesive composition, a bonded body, an adhesive method, and an application will be described.
- Component (A) is a polyolefin having at least one group selected from the group consisting of an acidic group and an acid anhydride group. Examples of the method for introducing at least one group selected from the group consisting of an acidic group and an acid anhydride group include modification with an acidic group-containing monomer and / or an acid anhydride group-containing monomer, which will be described later.
- the acidic group examples include a carboxylic acid group, a sulfonic acid group, a phosphoric acid group and the like, and among these, a carboxylic acid group is preferable in that modification is easy.
- the acid anhydride group examples include a carboxylic acid anhydride group, a sulfonic acid anhydride group, a phosphoric acid anhydride group, and the like. Among these, a raw material is easily available and modification is easy. Therefore, a carboxylic acid anhydride group is preferable.
- the acidic group contains a carboxylic acid group and the acid anhydride group contains a carboxylic acid anhydride group in the component (A).
- a known method can be adopted.
- graft modification such as melt-kneading an acidic group-containing monomer and / or an acid anhydride group-containing monomer with a polyolefin in the presence of a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound, or an acidic group-containing monomer.
- a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound, or an acidic group-containing monomer.
- copolymerization of an acid anhydride group-containing monomer and olefins and the like can be adopted.
- Acid Group-Containing Monomer examples include an acidic group-containing monomer. Specifically, it is a compound having an ethylenic double bond, a carboxylic acid group and the like in the same molecule, and examples thereof include various unsaturated monocarboxylic acid compounds and unsaturated dicarboxylic acid compounds.
- unsaturated monocarboxylic acid compounds include acrylic acid, methacrylic acid, crotonic acid, isocrotonic acid and the like.
- unsaturated dicarboxylic acid compounds include maleic acid, itaconic acid, citraconic acid, nadic acid, endic acid and the like.
- an unsaturated dicarboxylic acid compound is preferable, and maleic acid is particularly preferable, because it is easy to modify.
- These acidic group-containing monomers may be used alone or in combination of two or more.
- the unreacted acidic group-containing monomer used for the modification is removed by a known method in order to suppress an adverse effect on the adhesive strength. It is preferably used as an ingredient.
- Acid anhydride group-containing monomer examples include an acid anhydride group-containing monomer. Specifically, it is a compound having an ethylenic double bond, a carboxylic acid anhydride group, or the like in the same molecule, and is an acid anhydride of the unsaturated monocarboxylic acid compound and an acid anhydride of the unsaturated dicarboxylic acid compound. And so on.
- acid anhydride of the unsaturated monocarboxylic acid compound examples include acrylic acid anhydride, methacrylic acid anhydride, crotonic acid anhydride and isocrotonic acid anhydride.
- acid anhydride of the unsaturated dicarboxylic acid compound examples include maleic acid anhydride, itaconic acid anhydride, citraconic acid anhydride, nadic acid anhydride and endic acid anhydride.
- an acid anhydride of an unsaturated dicarboxylic acid compound is preferable, and a maleic anhydride is particularly preferable, because modification is easy.
- These acid anhydride group-containing monomers may be used alone or in combination of two or more.
- Examples of the raw material of the polyolefin (A) component include polyolefins having no acidic group and acid anhydride group (hereinafter, referred to as “(a1) component”).
- component (a1) examples include polyethylene, polypropylene, a random copolymer of propylene and ethylene, a block copolymer of propylene and ethylene, a random copolymer of ethylene and ⁇ -olein, and a block of ethylene and ⁇ -olefin.
- examples thereof include copolymers, random copolymers of propylene and ⁇ -olefin, block copolymers of propylene and ⁇ -olefin, and the like.
- the ⁇ -olefin examples include 1-butene, isobutylene, 1-hexene and 1-octene.
- polypropylene, propylene-ethylene block copolymer, propylene-ethylene random copolymer, propylene and ⁇ -olefin random copolymer, and propylene and ⁇ -olefin can be improved in terms of improving temperature and water resistance.
- Polypropylene-based polymers such as block copolymers are preferable.
- the propylene unit in the component (a1) is 50% by mass or more.
- component (a1) only one type may be used, or two or more types may be used in combination.
- the acid value of the component (A) is 0.01 mgKOH / g to 6.5 mgKOH / g. It is 0.01 mgKOH / g or more, more preferably 0.1 mgKOH / g or more, and particularly preferably 0.5 mgKOH / g or more in that an adhesive force to a metal member can be imparted. Further, in terms of improving the temperature resistance, it is 6.5 mgKOH / g or less, more preferably 3.0 mgKOH / g or less, further preferably 2.0 mgKOH / g or less, and particularly preferably 1.0 mgKOH / g or less.
- the acid value can be measured according to JIS K 0070: 1992.
- the component (A) preferably contains a propylene unit.
- the content of the propylene unit in the component (A) is preferably 50% by mass or more, more preferably 80% by mass or more, based on the component (A), in that the temperature resistance can be improved. More preferably, it is 90% by mass or more.
- the melting point of the component (A) is preferably 100 ° C. to 200 ° C., more preferably 120 ° C. to 180 ° C. 100 ° C. or higher is preferable from the viewpoint of improving heat resistance and water resistance, and 200 ° C. or lower is preferable from the viewpoint of improving workability.
- the melting point is increased by 10 ° C./min from 25 ° C. to 230 ° C. using a differential scanning calorimeter (DSC) (for example, DSCQ100 manufactured by TA Instruments) and enclosing about 20 mg of a sample in an aluminum pan for measurement. It can be obtained as the melting peak temperature when the measurement is performed at the temperature rate.
- DSC differential scanning calorimeter
- the melt flow rate of the component (A) (hereinafter referred to as "MFR") is preferably 0.1 g / 10 minutes to 30 g / 10 minutes, more preferably 0, under the measurement conditions of 230 ° C. and a test pressure of 1.96 MPa. .1 g / 10 minutes to 20 g / 10 minutes. From the viewpoint of improving workability, 0.1 g / 10 minutes or more is preferable, and from the viewpoint of improving heat resistance and water resistance, 30 g / 10 minutes or less is preferable. MFR conforms to JIS K7210: 2014 and can be measured under the following conditions.
- the component (A) may be used alone or in combination of two or more.
- the content of the component (A) is preferably 80% by mass to 100% by mass based on 100% by mass of the adhesive composition because of its excellent temperature and water resistance. , More preferably 90% by mass to 100% by mass.
- the adhesive composition of the present disclosure contains the component (A), but various components can be blended depending on the purpose. Since the adhesive composition of the present disclosure may have poor temperature and water resistance, it is preferable that the adhesive composition does not contain a polyfunctional isocyanate compound, and for example, the content is preferably 100 ppm or less.
- component (B) styrene-based thermoplastic elastomers
- component (B) styrene-based thermoplastic elastomers
- tackifiers antioxidants, hindered amine-based light stabilizers, ultraviolet absorbers, and antistatic agents.
- the adhesive composition of the present disclosure may contain a polyolefin other than the above component (A) (for example, component (a1)).
- Component (B) is a styrene-based thermoplastic elastomer, and can be blended for the purpose of improving the adhesive strength.
- component (B) examples include styrene-butadiene copolymer, epoxy-modified styrene-butadiene copolymer, styrene-butadiene-styrene block copolymer, and styrene-ethylene / propylene-styrene block copolymer (hereinafter, "SEPS"), styrene-ethylene / butylene-styrene block copolymer (hereinafter referred to as "SEBS”), styrene-isoprene / butadiene-styrene block copolymer, styrene-isoprene-styrene block copolymer, etc.
- Styrene-based resin and the like which may not have an acidic group and an acid anhydride group, may have an acidic group and / or an acid anhydride group, and have an amino group. May be good.
- a modification method for introducing an acidic group and / or an acid anhydride group a known method can be adopted.
- graft modification such as melt-kneading the acidic group and / or acid anhydride group-containing monomer with the styrene resin in the presence of a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound can be mentioned. Be done.
- a modification method for introducing an amino group a known method can be adopted.
- terminal modification such as adding an amino group-containing compound to the living terminal of the styrene resin obtained by living anion polymerization, or a radical polymerization initiator such as an organic peroxide or an aliphatic azo compound
- 2- Examples thereof include graft modification such as melt-kneading an amine compound having an unsaturated bond such as (1-cyclohexenyl) ethylamine with the styrene-based resin.
- SEPS and SEBS are preferable in that both temperature resistance and workability can be achieved.
- the acid value of the component (B) is preferably 80 mgKOH / g or less in that stable quality can be maintained. Further, 50 mgKOH / g or less is more preferable, 20 mgKOH / g or less is particularly preferable, and 0.0 mgKOH / g may be used, in that the temperature resistance can be improved.
- the MFR of the component (B) is preferably 1 g / 10 minutes to 100 g / 10 minutes, more preferably 1 g / 10 minutes to 90 g / 10 minutes under the measurement conditions of 230 ° C. and a test pressure of 1.96 MPa. 1 g / 10 minutes or more is preferable from the viewpoint of improving workability, and 100 g / 10 minutes or less is preferable from the viewpoint of improving heat resistance. MFR conforms to JIS K7210: 2014 and can be measured under the following conditions.
- the content ratio of the component (A) is 80% by mass or more and less than 100% by mass based on the total amount of the component (A) and the component (B), and the component (B)
- the content ratio is preferably more than 0% by mass and 20% by mass or less, the content ratio of the component (A) is 80% by mass or more and 99% by mass or less, and the content ratio of the component (B) is 1% by mass or more and 20%. It is more preferably mass% or less.
- the lower limit of the content ratio of the component (B) is not limited, and 0% by mass is set based on the total amount of the component (A) and the component (B). It can be set appropriately in a range exceeding the range.
- the content ratio of the component (B) is preferably 1% by mass or more in terms of excellent processability and adhesive strength, and preferably 20% by mass or less in terms of improving heat resistance.
- Adhesive-imparting agent The adhesive-imparting agent can be blended for the purpose of improving the adhesive strength.
- tackifier known ones can be used, and examples thereof include terpen-based resin, rosin-based resin, aliphatic petroleum resin, alicyclic petroleum resin, copolymer petroleum resin, and hydrogenated petroleum resin. Be done.
- terpene-based resin examples include ⁇ -pinene polymer, ⁇ -pinene polymer, and a copolymer of these with phenol, bisphenol A, or the like.
- rosin-based resin examples include natural rosin, polymerized rosin, and ester derivatives thereof.
- Aliphatic petroleum resin is also called C5 resin, and is generally a resin synthesized from the C5 fraction of petroleum.
- the alicyclic petroleum resin is also called a C9 resin, and is generally a resin synthesized from the C9 fraction of petroleum.
- copolymerized petroleum resin examples include C5 / C9 copolymerized resin and the like.
- Hydrogenated petroleum resin is generally produced by hydrogenation of the above-mentioned various petroleum resins.
- the content of the tackifier is preferably 1% by mass to 20% by mass, more preferably 1% by mass or more, based on 100% by mass of the adhesive composition, in terms of excellent temperature and water resistance. It is 10% by mass.
- Adhesive Composition contains at least the component (A).
- the acid value of the adhesive composition of the present disclosure is preferably 0.01 mgKOH / g to 6.5 mgKOH / g. From the viewpoint of improving the adhesive force to the metal member, 0.01 mgKOH / g or more is preferable, 0.1 mgKOH / g or more is more preferable, and 0.5 mgKOH / g or more is particularly preferable. Further, 6.5 mgKOH / g or less is preferable, 3.0 mgKOH / g or less is more preferable, and 2.0 mgKOH / g or less is particularly preferable, from the viewpoint of improving the temperature resistance.
- Examples of the method for adjusting the acid value of the adhesive composition of the present disclosure include a method for adjusting the content ratio of the component (A) in the adhesive composition, and a polyolefin having an acid value of 0.05 mgKOH / g to 100 mgKOH / g. (A1)
- a method of blending with the component and the like can be mentioned.
- the melting point of the adhesive composition of the present disclosure is preferably 100 ° C. to 200 ° C., more preferably 120 ° C. to 180 ° C. 100 ° C. or higher is preferable from the viewpoint of improving heat resistance and water resistance, and 200 ° C. or lower is preferable from the viewpoint of improving workability.
- the melting point is increased by 10 ° C./min from 25 ° C. to 230 ° C. using a differential scanning calorimeter (DSC) (for example, DSCQ100 manufactured by TA Instruments) and enclosing about 20 mg of a sample in an aluminum pan for measurement. It can be obtained as the melting peak temperature when the measurement is performed at the temperature rate.
- DSC differential scanning calorimeter
- the MFR of the adhesive composition of the present disclosure is preferably 1 g / 10 minutes to 30 g / 10 minutes, more preferably 5 g / 10 minutes to 20 g / 10 minutes under the measurement conditions of 230 ° C. and a test pressure of 1.96 MPa. .. 1 g / 10 minutes or more is preferable from the viewpoint of improving workability, and 30 g / 10 minutes or less is preferable from the viewpoint of improving heat resistance.
- MFR conforms to JIS K7210: 2014 and can be measured under the following conditions.
- Metal members As metal members, iron, aluminum, titanium, magnesium, copper, nickel, chromium and other metals, etc., in which the ratio of the dipole term to the surface free energy is 0.01% to 5.0%, and their Examples include alloys.
- the ratio of the dipole term to the surface free energy of the metal member is 0.01% to 5.0%, so that the temperature resistance can be improved. Further, in terms of excellent temperature and water resistance, the ratio of the dipole term to the surface free energy is preferably 0.01% to 2.5%, and preferably 0.01% to 1.5%. More preferably, it is particularly preferably 0.01% to 1.0%.
- the surface free energy of the metal member and their dispersion term, dipole term and hydrogen bond term shall be represented by the following abbreviations. These are calculated using the extended Fowkes equation on the basis of the contact angle was measured by the method described below, the proportion of the dipole section occupying the surface free energy of the metal member is calculated as " ⁇ M P ⁇ ⁇ M ⁇ 100" Will be done.
- ⁇ M Surface free energy of metal member ( ⁇ M D + ⁇ M P + ⁇ M H ) ⁇ M D : Dispersion term of surface free energy of metal member ⁇ M P : Dipole term of surface free energy of metal member ⁇ M H : Hydrogen bond term of surface free energy of metal member
- ⁇ M , ⁇ M D , ⁇ M P , and ⁇ M H are measured by the three-point method under the following conditions by the intravenous drop method using a contact angle meter specified in JIS R 3257: 1999. Then, it is calculated using the extended Fawkes formula. Measurement temperature: 25 ° C Liquid: water, ⁇ -bromonaphthalene, diiodomethane
- titanium or a titanium alloy is preferable because it has excellent acid resistance.
- the thickness of the metal member may be appropriately set according to the material, application, etc., and is not particularly limited.
- the adhesive composition of the present disclosure can be produced by a known method.
- the component (A) and, if necessary, other components by mixing them using a Henschel mixer, a Banbury mixer, a V-type blender, a tumbler blender, a ribbon blender, or the like, and the mixture is uniaxially mixed. It can be obtained in the form of pellets by melt-kneading at 180 ° C. to 300 ° C., preferably 190 ° C. to 260 ° C. using an extruder, a multi-screw extruder, a roll or a kneader.
- the joined body of the present disclosure includes the above-mentioned metal member as a member, and has a configuration in which the metal member is incorporated via the adhesive composition of the present disclosure, and at least one of two or more members. One is the metal member.
- At least one of the two or more members is the metal member, but the other members may be the metal member, glass, thermoplastic resin, or the like.
- the shape of the member may be appropriately set according to the intended use, and is not particularly limited, and examples thereof include a film shape, a sheet shape, a plate shape, an angle shape, and a rod shape.
- the adhesive composition of the present disclosure can be used in the form of pellets, and the pellets can be used in the form of a film or sheet (hereinafter referred to as "adhesive film") using a film forming machine. Further, it is melt-kneaded at a temperature of 50 ° C. to 200 ° C. by a T-die method, an inflation method, a calender method or a screw type extruder, and adhered to one or both sides of a metal, glass or thermoplastic resin which is a member by extrusion molding. It may be used as an adhesive film in which an adhesive resin layer composed of an agent composition is laminated.
- the glass examples include alkaline glass, non-alkali glass, quartz glass and the like.
- thermoplastic resin examples include polyolefin-based resins, polyester-based resins, polyamide-based resins, polyacrylonitrile-based resins, polyvinyl alcohol-based resins, and polyvinyl chloride-based resins.
- thermoplastic resin When a thermoplastic resin is used as the member, it is preferable to obtain an adhesive film having a thermoplastic resin layer by extrusion-molding the adhesive composition of the present disclosure by a co-extrusion method or an extrusion laminating method. ..
- a bonded body by laminating it with the metal member using the adhesive film having the thermoplastic resin and adhering it by heating, preferably by heating and pressurizing.
- the thickness of the adhesive resin layer may be appropriately set according to the material, application, etc. of the metal member, and is not particularly limited, but is preferably 10 ⁇ m to 200 ⁇ m, and more preferably 20 ⁇ m to 200 ⁇ m.
- gamma A surface free energy of the adhesive composition ( ⁇ A D + ⁇ A P + ⁇ A H) ⁇ A D : Dispersion term of surface free energy of adhesive composition ⁇ A P : Dipole term of surface free energy of adhesive composition ⁇ A H : Hydrogen bond term of surface free energy of adhesive composition
- ⁇ A, ⁇ A D, ⁇ A P and gamma A H is, JIS R 3257: by sessile drop method using a contact angle meter as defined in 1999, the contact angle was measured by the three-point method under the following conditions, Calculated using the extended Fokes equation. Measurement temperature: 25 ° C Liquid: water, ⁇ -bromonaphthalene, diiodomethane
- the difference between the surface free energy of the metal member and the surface free energy of the adhesive composition is calculated by " ⁇ M- ⁇ A ", and the wettability of the adhesive composition to the metal member is good. Therefore, the difference between the surface free energy of the metal member and the surface free energy of the adhesive composition is preferably 5.0 mN / m or more because the bonded body has excellent temperature and water resistance. Further, the difference between the surface free energy of the metal member and the surface free energy of the adhesive composition is preferably 30 mN / m or less, more preferably 15 mN / m or less in that stable quality can be maintained.
- the adhesive method of the present disclosure is a polyolefin having at least one group selected from the group consisting of an acidic group and an acid anhydride group and having an acid value of 0.01 mgKOH / g to 6.5 mgKOH / g.
- an adhesive resin layer made of an adhesive composition is formed on the surface of at least one member of the two or more members, and the adhesive resin is described above. Examples thereof include a method of laminating other members on the surface of the layer.
- the bonding method of the present disclosure it is more preferable to further heat and bond two or more members, and it is more preferable to heat and pressurize to bond two or more members.
- the temperature may be appropriately adjusted depending on the adhesive composition and the member, and is usually 120 ° C. to 200 ° C.
- the pressure may be appropriately adjusted depending on the adhesive composition and the member, and is usually 0.1 MPa to 5.0 MPa.
- the adhesive compositions and bonding methods of the present disclosure can be used in various industrial fields such as electrical fields, automobile fields and other industrial fields, particularly in the field of in-vehicle batteries such as fuel cells.
- Examples of applications in the electrical field include decoration by attaching a decorative sheet, adhesion of metal members and resin, and sealing of electronic parts in mobile devices, television housings, white goods housings, and the like.
- Examples of applications in the automobile field include adhesion of exterior materials made of metal / resin in interior / exterior members such as pillars, moldings, door trims, spoilers and roofs, genuine leather, fabrics, instrument panel foam sheets and decorative sheets. There is adhesion of materials.
- Examples of applications in other industrial fields include adhesion between films of industrial packaging materials and multilayer films such as barrier films.
- Examples of applications in other industrial fields include adhesion of logistics materials, housing materials, daily necessities, and sports equipment.
- T represents the titration amount (mL)
- F represents the factor of the titration solution
- W represents the sampling amount (g).
- JIS R 3257 by sessile drop method specified in 1999, the contact angle by three-point method was measured under the following conditions, using the extended Fowkes equation ⁇ A, ⁇ A D, ⁇ A P and gamma A H was calculated. The results are shown in Table 4.
- Table 4 shows the difference in surface free energy ( ⁇ M ⁇ ⁇ A ) between the metal member and the composition (film-like adhesive composition: adhesive film).
- Table 3 shows ⁇ L , ⁇ L D , ⁇ L P, and ⁇ L H of each liquid used in the intravenous drip method.
- Equipment CA-X type contact angle meter (manufactured by Kyowa Interface Science Co., Ltd.) Measurement temperature: 25 ° C
- Liquid water, ⁇ -bromonaphthalene, diiodomethane
- the adhesive composition of the present disclosure has excellent temperature and water resistance.
- the adhesive compositions of Comparative Examples 1 to 3 contain the component (A)
- the ratio of the dipole term of the metal member exceeds 5.0%, so that the temperature and water resistance is very poor. Met.
- the adhesive compositions of Comparative Examples 4 to 6 did not contain the component (A)
- the heat resistance and water resistance were very poor regardless of the ratio of the dipole term of the metal member.
- the adhesive composition of Comparative Example 7 contained the component (A)
- the ratio of the dipole term of the metal member was less than 0.01%, so that the temperature and water resistance was poor.
- the adhesive composition of Comparative Example 8 contained the component (A), the acid value of the component (A) exceeded 6.5 mgKOH / g, so that the temperature and water resistance was poor.
- the present disclosure relates to an adhesive composition having excellent adhesive strength even in the presence of warm water in a bonded body in which at least one of the members is a low-polarity metal member, in various industrial fields such as an electric field, an automobile field, and other industrial fields.
- it can be used in the field of in-vehicle batteries such as fuel cells.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Fuel Cell (AREA)
- Laminated Bodies (AREA)
Abstract
接着剤組成物を介して接着される2つ以上の部材の少なくとも1つが低極性の金属部材である接合体において、温水存在下でも接着力に優れる接着剤組成物及び接着方法を提供することを目的とする。 酸性基及び/又は酸無水物基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有し、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材を接着するための接着剤組成物及び接着方法に関する。
Description
本開示は、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材の接着に用いられ、電気分野、自動車分野及びその他の工業分野等の様々な産業分野、特に燃料電池等の車載用電池分野における使用に適した接着剤組成物、及び接着方法に関する。
ホットメルト型の接着剤組成物は、フィルム状又はシート状に加工し、部材の表面に積層された接着性フィルム又はシートとして、電気分野、自動車分野及びその他の工業分野等の様々な産業分野で利用されている。
これら分野で用いられる、鉄、アルミニウム、チタン及びその他金属等、並びにそれらの合金等の金属部材を接着するために、酸により変性されたオレフィン系熱可塑性樹脂(以下、「酸変性ポリオレフィン」という。)を主成分とするホットメルト型組成物を用いると、比較的良好な接着強度を有する接合体が得られる事が知られている。
しかしながら、当該接合体を水の存在下で使用する場合、接着界面への水の侵入により剥離が促進され短時間で接着力が低下するという問題があった。
これら分野で用いられる、鉄、アルミニウム、チタン及びその他金属等、並びにそれらの合金等の金属部材を接着するために、酸により変性されたオレフィン系熱可塑性樹脂(以下、「酸変性ポリオレフィン」という。)を主成分とするホットメルト型組成物を用いると、比較的良好な接着強度を有する接合体が得られる事が知られている。
しかしながら、当該接合体を水の存在下で使用する場合、接着界面への水の侵入により剥離が促進され短時間で接着力が低下するという問題があった。
このため、特定の接着剤組成物及び接合体の製造方法が提案されている。
特許文献1には、特定の酸変性ポリオレフィン、酸により変性されていない熱可塑性エラストマー及びエポキシ基を有するシランカップリング剤を含む接着剤組成物を用いた接着性シール部材が開示されている。これは、シランカップリング剤と金属表面の水酸基との化学結合により接着力を得るもので、当該部材を用いた接合体は、耐水性に優れるものである。
特許文献2は、ポリオレフィンを用いた特定の条件下での熱溶着により、金属部材と熱可塑性樹脂部材の接合体を製造する方法に関するもので、金属部材に対してクロメート処理等の表面処理をする場合にはポリオレフィンの膜厚を0.1~9mmとし、金属部材に対して記表面処理をしない場合にはポリオレフィンの膜厚を0.2~9mmとする事が開示されている。
しかしながら、特許文献1に記載の接着性シール部材を用いた接合体では、耐水性は比較的良好なものの、温水存在下では接着力低下が著しいという問題があった。
特許文献2に記載の接合体の製造方法では、表面自由エネルギーに占める双極子項の割合が5.0%以下である低極性の金属部材に対しては、表面処理の有無に関わらず、ポリオレフィンの膜厚を200μmよりも薄膜とした場合には、耐水性に劣り、特に、温水存在下では接着力低下が著しいという問題があった。
本開示は、上記事情に鑑みてなされたものであり、その目的は、接着剤組成物を介して接着される2つ以上の部材の少なくとも1つが低極性の金属部材である接合体において、温水存在下で接着力に優れる(以下、「耐温水性に優れる」という。)接着剤組成物を提供することである。
本開示の他の一実施形態は、耐温水性に優れる接着方法を提供することを目的とする。
特許文献2に記載の接合体の製造方法では、表面自由エネルギーに占める双極子項の割合が5.0%以下である低極性の金属部材に対しては、表面処理の有無に関わらず、ポリオレフィンの膜厚を200μmよりも薄膜とした場合には、耐水性に劣り、特に、温水存在下では接着力低下が著しいという問題があった。
本開示は、上記事情に鑑みてなされたものであり、その目的は、接着剤組成物を介して接着される2つ以上の部材の少なくとも1つが低極性の金属部材である接合体において、温水存在下で接着力に優れる(以下、「耐温水性に優れる」という。)接着剤組成物を提供することである。
本開示の他の一実施形態は、耐温水性に優れる接着方法を提供することを目的とする。
本発明者らは、前記課題を解決するために鋭意検討した結果、接着剤組成物を介して接着される2つ以上の部材の少なくとも1つが低極性の金属部材である接合体において、耐温水性に優れる接着剤組成物を見出した。
本開示は以下の通りである。
[1] 酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有し、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材を接着するための接着剤組成物。
[2] 上記酸性基がカルボン酸基を含み、上記酸無水物基がカルボン酸無水物基を含む[1]に記載の接着剤組成物。
[3] 上記ポリオレフィン(A)成分がプロピレン単位を含み、上記プロピレン単位の含有量が、ポリオレフィン(A)成分に対して、50質量%以上である[1]又は[2]に記載の接着剤組成物。
[4] スチレン系熱可塑性エラストマー(B)成分をさらに含有する[1]~[3]のいずれか1つに記載の接着剤組成物。
[5] 上記ポリオレフィン(A)成分及び上記スチレン系熱可塑性エラストマー(B)成分の合計量を基準として、ポリオレフィン(A)成分の含有比率が80質量%以上100質量%未満であり、スチレン系熱可塑性エラストマー(B)成分の含有比率が0質量%を超え20質量%以下である[4]に記載の接着剤組成物。
[6] 酸価が0.01mgKOH/g~6.5mgKOH/gである[1]~[5]のいずれか1つに記載の接着剤組成物。
[7] 酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有する接着剤組成物により、少なくとも1つが表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材である2つ以上の部材を接着する接着方法。
[1] 酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有し、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材を接着するための接着剤組成物。
[2] 上記酸性基がカルボン酸基を含み、上記酸無水物基がカルボン酸無水物基を含む[1]に記載の接着剤組成物。
[3] 上記ポリオレフィン(A)成分がプロピレン単位を含み、上記プロピレン単位の含有量が、ポリオレフィン(A)成分に対して、50質量%以上である[1]又は[2]に記載の接着剤組成物。
[4] スチレン系熱可塑性エラストマー(B)成分をさらに含有する[1]~[3]のいずれか1つに記載の接着剤組成物。
[5] 上記ポリオレフィン(A)成分及び上記スチレン系熱可塑性エラストマー(B)成分の合計量を基準として、ポリオレフィン(A)成分の含有比率が80質量%以上100質量%未満であり、スチレン系熱可塑性エラストマー(B)成分の含有比率が0質量%を超え20質量%以下である[4]に記載の接着剤組成物。
[6] 酸価が0.01mgKOH/g~6.5mgKOH/gである[1]~[5]のいずれか1つに記載の接着剤組成物。
[7] 酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有する接着剤組成物により、少なくとも1つが表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材である2つ以上の部材を接着する接着方法。
本開示の接着剤組成物によれば、低極性の金属部材を部材の少なくとも1つとする接合体を耐温水性に優れたものとすることができる。
本開示の接着方法によれば、耐温水性に優れる接着方法を提供することができる。
本開示の接着方法によれば、耐温水性に優れる接着方法を提供することができる。
本開示において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。本開示に段階的に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本開示に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、実施例に示されている値に置き換えてもよい。
本開示において、「質量%」と「重量%」とは同義であり、「質量部」と「重量部」とは同義である。
本開示において、2以上の好ましい態様の組み合わせは、より好ましい態様である。
本開示において、「質量%」と「重量%」とは同義であり、「質量部」と「重量部」とは同義である。
本開示において、2以上の好ましい態様の組み合わせは、より好ましい態様である。
本開示は、酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分(以下、単に「(A)成分」という。)を含有する接着剤組成物であって、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材を接着するための接着剤組成物に関する。
以下、(A)成分、その他成分、接着剤組成物、金属部材、接着剤組成物の製造方法、接合体、接着方法及び用途について説明する。
以下、(A)成分、その他成分、接着剤組成物、金属部材、接着剤組成物の製造方法、接合体、接着方法及び用途について説明する。
1.(A)成分
(A)成分は、酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有するポリオレフィンである。酸性基及び酸無水物基からなる群より選択される少なくとも1種の基の導入方法としては、例えば、後述する、酸性基含有モノマー及び/又は酸無水物基含有モノマーによる変性等が挙げられる。
(A)成分は、酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有するポリオレフィンである。酸性基及び酸無水物基からなる群より選択される少なくとも1種の基の導入方法としては、例えば、後述する、酸性基含有モノマー及び/又は酸無水物基含有モノマーによる変性等が挙げられる。
酸性基の具体例としては、カルボン酸基、スルホン酸基及びリン酸基等が挙げられ、これらの中でも、変性が容易である点で、カルボン酸基が好ましい。
酸無水物基の具体例としては、カルボン酸無水物基、スルホン酸無水物基及びリン酸無水物基等が挙げられ、これらの中でも、原料の入手が容易であり、変性が容易である点で、カルボン酸無水物基が好ましい。
上記の中でも、耐温水性の観点から、(A)成分においては、酸性基がカルボン酸基を含み、酸無水物基がカルボン酸無水物基を含むことが好ましい。
変性の方法としては、公知の方法を採用することができる。例えば、有機過酸化物、脂肪族アゾ化合物等のラジカル重合開始剤の存在下で、酸性基含有モノマー及び/又は酸無水物基含有モノマーをポリオレフィンと溶融混練する等のグラフト変性、酸性基含有モノマー及び/又は酸無水物基含有モノマーとオレフィン類との共重合などが挙げられる。
1-1.酸性基含有モノマー
(A)成分の原料として酸性基含有モノマーが挙げられる。具体的には、エチレン性二重結合及びカルボン酸基等を、同一分子内に持つ化合物であり、各種の不飽和モノカルボン酸化合物及び不飽和ジカルボン酸化合物等が挙げられる。
(A)成分の原料として酸性基含有モノマーが挙げられる。具体的には、エチレン性二重結合及びカルボン酸基等を、同一分子内に持つ化合物であり、各種の不飽和モノカルボン酸化合物及び不飽和ジカルボン酸化合物等が挙げられる。
不飽和モノカルボン酸化合物の具体例としては、アクリル酸、メタクリル酸、クロトン酸及びイソクロトン酸等が挙げられる。
不飽和ジカルボン酸化合物の具体例としては、マレイン酸、イタコン酸、シトラコン酸、ナジック酸及びエンディック酸等が挙げられる。
酸性基含有モノマーとしては、変性が容易である点で、不飽和ジカルボン酸化合物が好ましく、マレイン酸が特に好ましい。
これらの酸性基含有モノマーは、1種のみを使用しても、2種以上を併用してもよい。
変性に用いた酸性基含有モノマーの一部が未反応である場合は、接着力への悪影響を抑制するため、公知の方法により、未反応の酸性基含有モノマーを除去したものを、(A)成分として用いることが好ましい。
1-2.酸無水物基含有モノマー
(A)成分の原料として酸無水物基含有モノマーが挙げられる。具体的には、エチレン性二重結合及びカルボン酸無水物基等を、同一分子内に持つ化合物であり、前記不飽和モノカルボン酸化合物の酸無水物及び前記不飽和ジカルボン酸化合物の酸無水物等が挙げられる。
(A)成分の原料として酸無水物基含有モノマーが挙げられる。具体的には、エチレン性二重結合及びカルボン酸無水物基等を、同一分子内に持つ化合物であり、前記不飽和モノカルボン酸化合物の酸無水物及び前記不飽和ジカルボン酸化合物の酸無水物等が挙げられる。
不飽和モノカルボン酸化合物の酸無水物の具体例としては、アクリル酸無水物、メタクリル酸無水物、クロトン酸無水物及びイソクロトン酸無水物等が挙げられる。
不飽和ジカルボン酸化合物の酸無水物の具体例としては、マレイン酸無水物、イタコン酸無水物、シトラコン酸無水物、ナジック酸無水物及びエンディック酸無水物等が挙げられる。
酸無水物基含有モノマーとしては、変性が容易である点で、不飽和ジカルボン酸化合物の酸無水物が好ましく、マレイン酸無水物が特に好ましい。
これらの酸無水物基含有モノマーは、1種のみを使用しても、2種以上を併用してもよい。
変性に用いた酸無水物基含有モノマーの一部が未反応である場合は、接着力への悪影響を抑制するため、公知の方法により、未反応の酸無水物基含有モノマーを除去したものを、(A)成分として用いることが好ましい。
1-3.ポリオレフィン
(A)成分の原料として酸性基及び酸無水物基を有しないポリオレフィン(以下、「(a1)成分」という。)が挙げられる。
(A)成分の原料として酸性基及び酸無水物基を有しないポリオレフィン(以下、「(a1)成分」という。)が挙げられる。
(a1)成分の具体例としては、ポリエチレン、ポリプロピレン、プロピレンとエチレンのランダム共重合体、プロピレンとエチレンのブロック共重合体、エチレンとα-オレィンのランダム共重合体、エチレンとα-オレフィンのブロック共重合体、プロピレンとα-オレフィンのランダム共重合体、プロピレンとα-オレフィンのブロック共重合体等が挙げられる。前記α-オレフィンとしては、1-ブテン、イソブチレン、1-ヘキセン及び1-オクテン等が挙げられる。
これらの中でも、耐温水性を向上できる点で、ポリプロピレン、プロピレン-エチレンのブロック共重合体、プロピレン-エチレンのランダム共重合体、プロピレンとα-オレフィンのランダム共重合体及びプロピレンとα-オレフィンのブロック共重合体等のポリプロピレン系重合体が好ましい。さらに、(a1)成分におけるプロピレン単位が50質量%以上であることが特に好ましい。
(a1)成分は、1種のみを使用しても、2種以上を併用してもよい。
(A)成分の酸価は、0.01mgKOH/g~6.5mgKOH/gである。金属部材に対する接着力を付与できる点で、0.01mgKOH/g以上であり、0.1mgKOH/g以上がより好ましく、0.5mgKOH/g以上が特に好ましい。また、耐温水性を向上できる点で、6.5mgKOH/g以下であり、3.0mgKOH/g以下がより好ましく、2.0mgKOH/g以下がさらに好ましく、1.0mgKOH/g以下が特に好ましい。
酸価は、JIS K 0070:1992に準じて測定することができる。具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出する。次式において、Tは滴定量(mL)、Fは滴定液のファクター、Wは試料採取量(g)をそれぞれ表す。
酸価=(T×F×56.11×0.1)/W
酸価は、JIS K 0070:1992に準じて測定することができる。具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出する。次式において、Tは滴定量(mL)、Fは滴定液のファクター、Wは試料採取量(g)をそれぞれ表す。
酸価=(T×F×56.11×0.1)/W
(A)成分は、プロピレン単位を含むことが好ましい。(A)成分中のプロピレン単位の含有量は、耐温水性を向上できる点で、(A)成分に対して、50質量%以上であることが好ましく、より好ましくは80質量%以上であり、さらに好ましくは90質量%以上である。
(A)成分の融点は、100℃~200℃が好ましく、より好ましくは120℃~180℃である。耐温水性を向上できる点で、100℃以上が好ましく、加工性を向上できる点で、200℃以下が好ましい。
融点は、示差走査熱量計(DSC)(例えば、TA Instruments社製、DSCQ100)を用い、サンプル約20mgを測定用のアルミニウム製パンに封入して、25℃から230℃まで10℃/分の昇温速度で測定を行ったときの融解ピーク温度として求めることができる。
融点は、示差走査熱量計(DSC)(例えば、TA Instruments社製、DSCQ100)を用い、サンプル約20mgを測定用のアルミニウム製パンに封入して、25℃から230℃まで10℃/分の昇温速度で測定を行ったときの融解ピーク温度として求めることができる。
(A)成分のメルトフローレート(以下、「MFR」という。)は、230℃、試験圧力1.96MPaの測定条件において、0.1g/10分~30g/10分が好ましく、より好ましくは0.1g/10分~20g/10分である。加工性を向上できる点で、0.1g/10分以上が好ましく、耐温水性を向上できる点で、30g/10分以下が好ましい。
MFRは、JIS K7210:2014に準拠し、以下の条件で測定することができる。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
MFRは、JIS K7210:2014に準拠し、以下の条件で測定することができる。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
本開示の接着剤組成物において、(A)成分は、1種のみを使用しても、2種以上を併用してもよい。
本開示の接着剤組成物において、(A)成分の含有量は、耐温水性に優れるという理由から、接着剤組成物100質量%を基準として、80質量%~100質量%であることが好ましく、より好ましくは90質量%~100質量%である。
2.その他成分
本開示の接着剤組成物は、(A)成分を含有するものであるが、目的に応じて種々の成分を配合することができる。なお、本開示の接着剤組成物には、耐温水性が悪くなる恐れがあることから、多官能イソシアネート化合物を含まない方が好ましく、例えば100ppm以下の含有量であることが好ましい。
本開示の接着剤組成物は、(A)成分を含有するものであるが、目的に応じて種々の成分を配合することができる。なお、本開示の接着剤組成物には、耐温水性が悪くなる恐れがあることから、多官能イソシアネート化合物を含まない方が好ましく、例えば100ppm以下の含有量であることが好ましい。
その他成分としては、具体的には、スチレン系熱可塑性エラストマー(以下、「(B)成分」という。)、粘着付与剤、酸化防止剤、ヒンダードアミン系光安定剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤、分散剤、密着性付与剤、消泡剤、レベリング剤、可塑剤、滑剤及び充填剤等が挙げられる。また、本開示の接着剤組成物は、上記(A)成分以外のポリオレフィン(例えば、(a1)成分等)を含有していてもよい。
以下、これらの成分について説明する。
なお、後記するその他成分は、例示した化合物の1種のみを使用してもよく、2種以上を併用してもよい。
なお、後記するその他成分は、例示した化合物の1種のみを使用してもよく、2種以上を併用してもよい。
2-1.(B)成分
(B)成分は、スチレン系熱可塑性エラストマーであり、接着力を向上する目的で配合することができる。
(B)成分は、スチレン系熱可塑性エラストマーであり、接着力を向上する目的で配合することができる。
(B)成分の具体例としては、スチレン-ブタジエン共重合体、エポキシ変性スチレン-ブタジエン共重合体、スチレン-ブタジエン-スチレンブロック共重合体、スチレン-エチレン/プロピレン-スチレンブロック共重合体(以下、「SEPS」という。)、スチレン-エチレン/ブチレン-スチレンブロック共重合体(以下、「SEBS」という。)、スチレン-イソプレン/ブタジエン-スチレンブロック共重合体、スチレン-イソプレン-スチレンブロック共重合体等のスチレン系樹脂などが挙げられ、酸性基及び酸無水物基を有しないものであっても酸性基及び/又は酸無水物基を有するものであってもよく、アミノ基を有するものであってもよい。
酸性基及び/又は酸無水物基を導入するための変性方法としては、公知の方法を採用することができる。例えば、有機過酸化物、脂肪族アゾ化合物等のラジカル重合開始剤の存在下で、前記酸性基及び/又は酸無水物基含有モノマーを前記スチレン系樹脂と溶融混練する等のグラフト変性等が挙げられる。
アミノ基を導入するための変性方法としては、公知の方法を採用することができる。例えば、リビングアニオン重合により得た前記スチレン系樹脂のリビング末端にアミノ基含有化合物を付加させる等の末端変性、有機過酸化物、脂肪族アゾ化合物等のラジカル重合開始剤の存在下で、2-(1-シクロヘキセニル)エチルアミン等の不飽和結合を持つアミン化合物を前記スチレン系樹脂と溶融混練する等のグラフト変性などが挙げられる。
(B)成分としては、耐温水性と加工性を両立できる点で、SEPS及びSEBSが好ましい。
(B)成分の酸価は、安定した品質を保つことができる点で、80mgKOH/g以下が好ましい。さらに、耐温水性を向上できる点で、50mgKOH/g以下がより好ましく、20mgKOH/g以下が特に好ましく、0.0mgKOH/gであってもよい。酸価は、JIS K 0070:1992に準じて測定することができる。具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出する。次式において、Tは滴定量(mL)、Fは滴定液のファクター、Wは試料採取量(g)をそれぞれ表す。
酸価=(T×F×56.11×0.1)/W
酸価=(T×F×56.11×0.1)/W
(B)成分のMFRは、230℃、試験圧力1.96MPaの測定条件において、1g/10分~100g/10分が好ましく、より好ましくは1g/10分~90g/10分である。加工性を向上できる点で、1g/10分以上が好ましく、耐温水性を向上できる点で、100g/10分以下が好ましい。
MFRは、JIS K7210:2014に準拠し、以下の条件で測定することができる。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
MFRは、JIS K7210:2014に準拠し、以下の条件で測定することができる。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
本開示の接着剤組成物においては、(A)成分及び(B)成分の合計量を基準として、(A)成分の含有比率が80質量%以上100質量%未満であり、(B)成分の含有比率が0質量%を超え20質量%以下であることが好ましく、(A)成分の含有比率が80質量%以上99質量%以下であり、(B)成分の含有比率が1質量%以上20質量%以下であることがより好ましい。接着剤組成物が(B)成分を含有する場合、(B)成分の含有比率の下限値は、制限されず、(A)成分及び(B)成分の合計量を基準として、0質量%を超える範囲で適宜設定することができる。
(B)成分の含有比率としては、加工性及び接着力に優れる点で、1質量%以上であることが好ましく、耐温水性を向上できる点で、20質量%以下であることが好ましい。
(B)成分の含有比率としては、加工性及び接着力に優れる点で、1質量%以上であることが好ましく、耐温水性を向上できる点で、20質量%以下であることが好ましい。
2-2.粘着付与剤
粘着付与剤は、接着力を向上する目的で配合することができる。
粘着付与剤は、接着力を向上する目的で配合することができる。
粘着付与剤としては、公知のものを使用することができ、テルペン系樹脂、ロジン系樹脂、脂肪族系石油樹脂、脂環族系石油樹脂、共重合系石油樹脂及び水添石油樹脂等が挙げられる。
テルペン系樹脂の具体例としては、α-ピネン重合体、β-ピネン重合体、及びこれらとフェノール又はビスフェノールA等との共重合体等が挙げられる。
ロジン系樹脂の具体例としては、天然ロジン、重合ロジン及びこれらのエステル誘導体等が挙げられる。
脂肪族系石油樹脂は、C5系樹脂ともいわれ、一般に、石油のC5留分より合成される樹脂である。脂環族系石油樹脂は、C9系樹脂ともいわれ、一般に、石油のC9留分より合成される樹脂である。
共重合石油樹脂の具体例としては、C5/C9共重合樹脂等が挙げられる。
水添石油樹脂は、一般に、上記の各種石油樹脂の水素添加により製造されたものである。
粘着付与剤の含有量としては、耐温水性に優れるという点で、接着剤組成物の100質量%に対して、1質量%~20質量%であることが好ましく、より好ましくは1質量%~10質量%である。
3.接着剤組成物
本開示の接着剤組成物は、少なくとも(A)成分を含有するものである。
本開示の接着剤組成物は、少なくとも(A)成分を含有するものである。
本開示の接着剤組成物の酸価は、0.01mgKOH/g~6.5mgKOH/gが好ましい。金属部材に対する接着力を向上できる点で、0.01mgKOH/g以上が好ましく、0.1mgKOH/g以上がより好ましく、0.5mgKOH/g以上が特に好ましい。また、耐温水性を向上できる点で、6.5mgKOH/g以下が好ましく、3.0mgKOH/g以下がより好ましく、2.0mgKOH/g以下が特に好ましい。本開示の接着剤組成物の酸価の調整方法としては、接着剤組成物中の(A)成分の含有比率を調整する方法、酸価が0.05mgKOH/g~100mgKOH/gであるポリオレフィンと(a1)成分とを配合する方法等が挙げられる。
酸価は、JIS K 0070:1992に準じて測定することができる。具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出する。次式において、Tは滴定量(mL)、Fは滴定液のファクター、Wは試料採取量(g)をそれぞれ表す。
酸価=(T×F×56.11×0.1)/W
酸価は、JIS K 0070:1992に準じて測定することができる。具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出する。次式において、Tは滴定量(mL)、Fは滴定液のファクター、Wは試料採取量(g)をそれぞれ表す。
酸価=(T×F×56.11×0.1)/W
本開示の接着剤組成物の融点は、100℃~200℃が好ましく、より好ましくは120℃~180℃である。耐温水性を向上できる点で、100℃以上が好ましく、加工性を向上できる点で、200℃以下が好ましい。
融点は、示差走査熱量計(DSC)(例えば、TA Instruments社製、DSCQ100)を用い、サンプル約20mgを測定用のアルミニウム製パンに封入して、25℃から230℃まで10℃/分の昇温速度で測定を行ったときの融解ピーク温度として求めることができる。
融点は、示差走査熱量計(DSC)(例えば、TA Instruments社製、DSCQ100)を用い、サンプル約20mgを測定用のアルミニウム製パンに封入して、25℃から230℃まで10℃/分の昇温速度で測定を行ったときの融解ピーク温度として求めることができる。
本開示の接着剤組成物のMFRは、230℃、試験圧力1.96MPaの測定条件において、1g/10分~30g/10分が好ましく、より好ましくは5g/10分~20g/10分である。加工性を向上できる点で、1g/10分以上が好ましく、耐温水性を向上できる点で、30g/10分以下が好ましい。
MFRは、JIS K7210:2014に準拠し、以下の条件で測定することができる。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
MFRは、JIS K7210:2014に準拠し、以下の条件で測定することができる。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
4.金属部材
金属部材としては、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である鉄、アルミニウム、チタン、マグネシウム、銅、ニッケル、クロム及びその他金属等、並びにそれらの合金等が挙げられる。
金属部材としては、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である鉄、アルミニウム、チタン、マグネシウム、銅、ニッケル、クロム及びその他金属等、並びにそれらの合金等が挙げられる。
金属部材の表面自由エネルギーに占める双極子項の割合が0.01%~5.0%であることで、耐温水性を向上させることができる。また、耐温水性に優れる点で、表面自由エネルギーに占める双極子項の割合は、0.01%~2.5%であることが好ましく、0.01%~1.5%であることがより好ましく、0.01%~1.0%であることが特に好ましい。
ここで、金属部材の表面自由エネルギー並びにそれらの分散項、双極子項及び水素結合項は、以下の略号で表すものとする。これらは、後述の方法で測定した接触角を基に拡張Fowkes式を用いて計算され、金属部材の表面自由エネルギーに占める双極子項の割合は、「γM
P÷γM×100」で計算される。
γM: 金属部材の表面自由エネルギー(γM
D+γM
P+γM
H)
γM D: 金属部材の表面自由エネルギーの分散項
γM P: 金属部材の表面自由エネルギーの双極子項
γM H: 金属部材の表面自由エネルギーの水素結合項
γM D: 金属部材の表面自由エネルギーの分散項
γM P: 金属部材の表面自由エネルギーの双極子項
γM H: 金属部材の表面自由エネルギーの水素結合項
上記γM、γM
D、γM
P、及びγM
Hは、JIS R 3257:1999に規定される接触角計を用いた静滴法により、以下の条件で3点法による接触角を測定し、拡張Fowkes式を用いて計算される。
測定温度:25℃
液体:水、α-ブロモナフタレン、ジヨードメタン
測定温度:25℃
液体:水、α-ブロモナフタレン、ジヨードメタン
金属部材の材質としては、耐酸性に優れる点で、チタン又はチタン合金が好ましい。
金属部材の厚さとしては、その材質、用途等に応じて適宜設定すればよく、特に限定されない。
5.接着剤組成物の製造方法
本開示の接着剤組成物は、公知の方法で製造できる。
本開示の接着剤組成物は、公知の方法で製造できる。
具体的には、(A)成分及び必要に応じてその他成分をヘンシェルミキサー、バンバリーミキサー、V型ブレンダー、タンブラーブレンダー又はリボンブレンダー等を用いて混合することによって得ることが好ましく、該混合物を単軸押出機、多軸押出機、ロール又はニーダー等を用いて180℃~300℃、好ましくは190℃~260℃で溶融混練することによって、ペレット状の形態として得ることができる。
6.接合体
本開示の接合体は、部材として上記金属部材を含むものであり、当該金属部材が本開示の接着剤組成物を介して組み込まれた構成であって、2つ以上の部材の少なくとも1つが当該金属部材である。
本開示の接合体は、部材として上記金属部材を含むものであり、当該金属部材が本開示の接着剤組成物を介して組み込まれた構成であって、2つ以上の部材の少なくとも1つが当該金属部材である。
部材の種類としては、2つ以上の部材の少なくとも1つが当該金属部材であるが、それ以外は当該金属部材であっても、ガラス及び熱可塑性樹脂等であってもよい。
部材の形状としては、用途等に応じて適宜設定すればよく、特に限定されないが、フィルム状、シート状、板状、アングル状及び棒状等が挙げられる。
本開示の接着剤組成物はペレット状として使用でき、また当該ペレットを、フィルム成形機を用いてフィルム又はシート等の形状(以下、「接着性フィルム」という。)として使用できる。また、T-ダイ方式、インフレ方式、カレンダー方式又はスクリュー式押出し機により50℃~200℃の温度で溶融混練し、押出成形により、部材である金属、ガラス又は熱可塑性樹脂の片面又は両面に接着剤組成物からなる接着性樹脂層が積層された接着性フィルムとして使用してもよい。
前記ガラスとしては、アルカリガラス、無アルカリガラス及び石英ガラス等が挙げられる。
前記熱可塑性樹脂としては、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリアクリロニトリル系樹脂、ポリビニルアルコール系樹脂及びポリ塩化ビニル系樹脂が挙げられる。
なお、部材として熱可塑性樹脂を用いる場合は、本開示の接着剤組成物の押出成形を、共押出法又は押出ラミネート法により行うことで、熱可塑性樹脂層を有する接着性フィルムを得ることが好ましい。
前記金属部材を有する接着性フィルムを用いて、金属部材、ガラス又は熱可塑性樹脂と積層し、加熱により、好ましくは、加熱及び加圧により、接着して接合体を得ることが可能である。
また、前記熱可塑性樹脂を有する接着性フィルムを用いて、当該金属部材と積層し、加熱により、好ましくは、加熱及び加圧により、接着して接合体を得ることが可能である。
前記接着性樹脂層の厚さは、金属部材の材質、用途等に応じて適宜設定すればよく、特に限定されないが、10μm~200μmが好ましく、20μm~200μmがより好ましい。
ここで、接着剤組成物の表面自由エネルギー、並びにそれらの分散項、双極子項及び水素結合項は、以下の略号で表すものとする。
γA:接着剤組成物の表面自由エネルギー(γA
D+γA
P+γA
H)
γA D:接着剤組成物の表面自由エネルギーの分散項
γA P:接着剤組成物の表面自由エネルギーの双極子項
γA H:接着剤組成物の表面自由エネルギーの水素結合項
γA D:接着剤組成物の表面自由エネルギーの分散項
γA P:接着剤組成物の表面自由エネルギーの双極子項
γA H:接着剤組成物の表面自由エネルギーの水素結合項
γA、γA
D、γA
P及びγA
Hは、JIS R 3257:1999に規定される接触角計を用いた静滴法により、以下の条件で3点法による接触角を測定し、拡張Fowkes式を用いて計算される。
測定温度:25℃
液体:水、α-ブロモナフタレン、ジヨードメタン
測定温度:25℃
液体:水、α-ブロモナフタレン、ジヨードメタン
本開示の接合体において、金属部材の表面自由エネルギーと接着剤組成物の表面自由エネルギーとの差は「γM-γA」で計算され、金属部材に対する接着剤組成物の濡れ性が良好であるため当該接合体の耐温水性が優れるという理由から、金属部材の表面自由エネルギーと接着剤組成物の表面自由エネルギーとの差は、5.0mN/m以上であることが好ましい。また、安定した品質を保つことができる点で、金属部材の表面自由エネルギーと接着剤組成物の表面自由エネルギーとの差は、30mN/m以下が好ましく、15mN/m以下がより好ましい。
7.接着方法
本開示の接着方法は、酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有する接着剤組成物により、少なくとも1つが表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材である2つ以上の部材を接着する。
本開示の接着方法は、酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有する接着剤組成物により、少なくとも1つが表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材である2つ以上の部材を接着する。
本開示の接着方法における上記接着剤組成物及び上記金属部材については、既述のとおりである。
本開示の接着方法において2つ以上の部材を接着する方法としては、例えば、2つ以上の部材の少なくとも1つの部材表面に接着剤組成物からなる接着性樹脂層を形成し、上記接着性樹脂層の表面に他の部材を積層する方法等が挙げられる。
本開示の接着方法においては、さらに、加熱して2つ以上の部材を接着することが好ましく、加熱及び加圧して2つ以上の部材を接着することがより好ましい。
温度は、接着剤組成物及び部材によって適宜調整すればよく、通常、120℃~200℃である。
圧力は、接着剤組成物及び部材によって適宜調整すればよく、通常、0.1MPa~5.0MPaである。
温度は、接着剤組成物及び部材によって適宜調整すればよく、通常、120℃~200℃である。
圧力は、接着剤組成物及び部材によって適宜調整すればよく、通常、0.1MPa~5.0MPaである。
8.用途
本開示の接着剤組成物及び接着方法は、電気分野、自動車分野及びその他の工業分野等の様々な産業分野、特に燃料電池等の車載用電池分野において使用することができる。
本開示の接着剤組成物及び接着方法は、電気分野、自動車分野及びその他の工業分野等の様々な産業分野、特に燃料電池等の車載用電池分野において使用することができる。
電気分野の用途例としては、モバイル機器、テレビ筐体及び白物家電筐体等における、加飾シート貼付けによる加飾、金属部材と樹脂の接着及び電子部品の封止等がある。
自動車分野の用途例としては、ピラー、モール、ドアトリム、スポイラー及びルーフ等の内外装部材等における、金属部材/樹脂からなる外装材の接着、本皮革、ファブリック、インパネ発泡シート及び加飾シートと基材の接着等がある。
その他の工業分野の用途例としては、工業用包材及びバリアーフィルム等の多層フィルムのフィルム間の接着等がある。
その他産業分野の用途例としては、物流資材、住建材、日用雑貨及びスポーツ用品の接着等が挙げられる。
以下に、実施例及び比較例を示し、本開示をより具体的に説明する。
1.使用した樹脂の物性
下記表1に、使用した樹脂の酸価及びMFRを示す。
下記表1に、使用した樹脂の酸価及びMFRを示す。
◆酸価の測定方法
酸価は、試料1g中に含まれる酸を中和するのに要する水酸化カリウムのミリグラム数を示し、JIS K 0070:1992に準じて測定した。
具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出した。
酸価=(T×F×56.11×0.1)/W
酸価は、試料1g中に含まれる酸を中和するのに要する水酸化カリウムのミリグラム数を示し、JIS K 0070:1992に準じて測定した。
具体的には、混合キシレン:n―ブタノール=1:1質量比の混合溶媒に、精秤した試料を溶解させて試料溶液を得る。次いで、この試料溶液に、指示薬として1質量/体積%のフェノールフタレインエタノール溶液を数滴加え、滴定液として0.1mol/Lの水酸化カリウムのエチルアルコール溶液を用いて、滴定を行い、次式に従って酸価を算出した。
酸価=(T×F×56.11×0.1)/W
ここで、上記計算式において、Tは滴定量(mL)、Fは滴定液のファクター、Wは試料採取量(g)をそれぞれ表す。
◆MFRの測定方法
以下の条件で測定した。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃
以下の条件で測定した。
・装置:フローテスターCFT-500((株)島津製作所製)
・ダイス:Φ1mm×10mm
・試験圧力:1.96MPa
・シリンダー面積:1cm2
・シリンダー温度:230℃

2.使用した金属部材の表面自由エネルギー
下記表2に、金属部材として使用した5種類(M1~M5)の材質、表面自由エネルギー、並びにそれらの分散項、双極子項、水素結合項及び表面自由エネルギーに占める双極子項の割合を示す。
なお、金属部材としては、サイズが10mm×30mm、厚さは100μmの板を使用した。
下記表2に、金属部材として使用した5種類(M1~M5)の材質、表面自由エネルギー、並びにそれらの分散項、双極子項、水素結合項及び表面自由エネルギーに占める双極子項の割合を示す。
なお、金属部材としては、サイズが10mm×30mm、厚さは100μmの板を使用した。
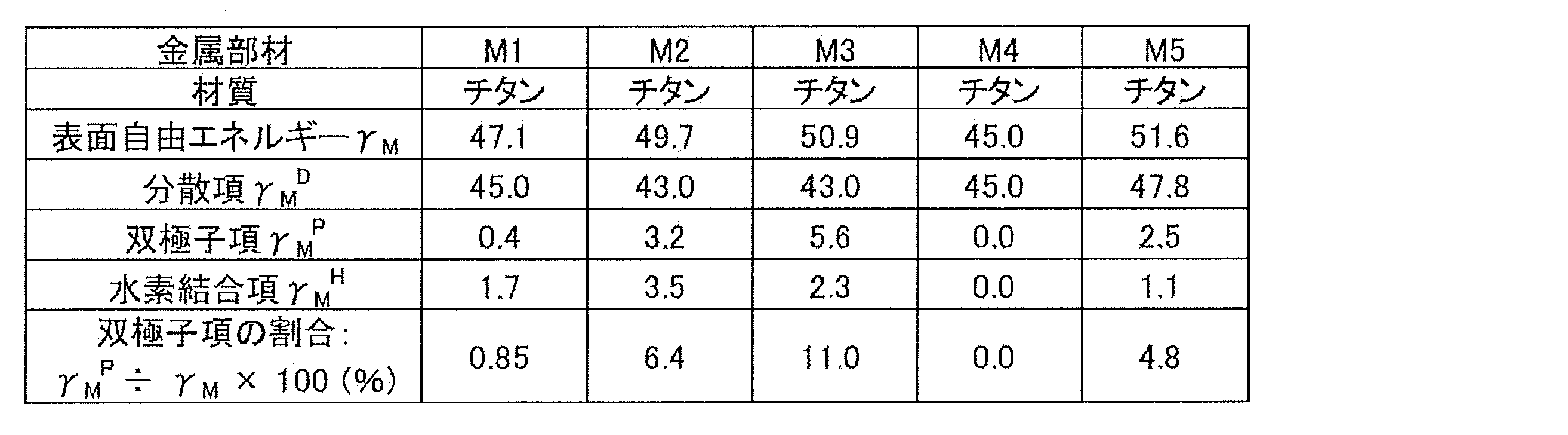
3.実施例1~6、比較例1~8
1)接着剤組成物(以下、単に「組成物」ということがある。)の調製
下記表4に示す化合物を表4に示す質量部で事前に混合した後、L/D=42、φ=58mmの二軸押出機のホッパーから投入して組成物を溶融混合した。この時のバレル温度は170℃として、脱気を行い、ストランド状に吐出した。吐出した樹脂を水槽に通して冷却し、ペレタイザーによりペレット状に加工して、40℃恒温槽内で乾燥して、ペレット状の組成物を調製した。
得られた組成物を使用し、前記「1.使用した樹脂の物性」に記載した方法と同様の方法でMFRを測定し、後記する評価を行った。それらの結果を表4に示す。
1)接着剤組成物(以下、単に「組成物」ということがある。)の調製
下記表4に示す化合物を表4に示す質量部で事前に混合した後、L/D=42、φ=58mmの二軸押出機のホッパーから投入して組成物を溶融混合した。この時のバレル温度は170℃として、脱気を行い、ストランド状に吐出した。吐出した樹脂を水槽に通して冷却し、ペレタイザーによりペレット状に加工して、40℃恒温槽内で乾燥して、ペレット状の組成物を調製した。
得られた組成物を使用し、前記「1.使用した樹脂の物性」に記載した方法と同様の方法でMFRを測定し、後記する評価を行った。それらの結果を表4に示す。
2)接着性フィルムの製造
フィルム成形機を用いて、前記3.1)で得られたペレット状の組成物を膜厚50μmの接着性フィルムとし、10mm×20mmのサイズにカットした。
フィルム成形機を用いて、前記3.1)で得られたペレット状の組成物を膜厚50μmの接着性フィルムとし、10mm×20mmのサイズにカットした。
ここで、JIS R 3257:1999に規定される静滴法により、以下の条件で3点法による接触角を測定し、拡張Fowkes式を用いてγA、γA
D、γA
P及びγA
Hを計算した。それらの結果を表4に示す。また、金属部材と組成物(フィルム状の接着剤組成物:接着性フィルム)の表面自由エネルギーの差(γM-γA)を表4に示す。なお、静滴法に用いた各液体のγL、γL
D、γL
P及びγL
Hを下記表3に示す。
装置:CA-X型接触角計(協和界面科学(株)製)
測定温度:25℃
液体:水、α-ブロモナフタレン、ジヨードメタン
装置:CA-X型接触角計(協和界面科学(株)製)
測定温度:25℃
液体:水、α-ブロモナフタレン、ジヨードメタン

3)接合体の製造
前記3.2)で得られた接着性フィルムを同種類の金属部材2枚で挟み、プレス機を用いて、金属部材の両側から加圧して圧着させた。このときの接着条件は、温度160℃、圧力3.0MPa、圧着時間10秒とした。その後、この一体化物を25℃に調温された環境で3日間収容し、接合体を得た。
前記3.2)で得られた接着性フィルムを同種類の金属部材2枚で挟み、プレス機を用いて、金属部材の両側から加圧して圧着させた。このときの接着条件は、温度160℃、圧力3.0MPa、圧着時間10秒とした。その後、この一体化物を25℃に調温された環境で3日間収容し、接合体を得た。
4)接合体の評価
前記3.3)で得られた接合体を用い、後記する評価を行った。
前記3.3)で得られた接合体を用い、後記する評価を行った。
(1)耐温水性
前記3.3)で得られた接合体の一方の金属部材に、0.4N/mmの荷重をかけて、95℃の温水中に接合体が浸漬するようにして、金属部材の他の一方を吊るし、接合体の接着部位が剥がれて落下するまでの時間を計測し、以下の4水準で評価を行った。それらの結果を表4に示す。
A:500時間以上経過しても落下しなかった。
B:300~500時間の間に落下した。
C:100~300時間の間に落下した。
D:100時間以内に落下した。
前記3.3)で得られた接合体の一方の金属部材に、0.4N/mmの荷重をかけて、95℃の温水中に接合体が浸漬するようにして、金属部材の他の一方を吊るし、接合体の接着部位が剥がれて落下するまでの時間を計測し、以下の4水準で評価を行った。それらの結果を表4に示す。
A:500時間以上経過しても落下しなかった。
B:300~500時間の間に落下した。
C:100~300時間の間に落下した。
D:100時間以内に落下した。

5)評価結果
実施例1~6の結果から明らかなように、本開示の接着剤組成物は、耐温水性に優れるものであった。
これに対して、比較例1~3の接着剤組成物は、(A)成分を含むものの、金属部材の双極子項の割合が5.0%を超えるため、耐温水性が非常に悪いものであった。また、比較例4~6の接着剤組成物は、(A)成分を含まないため、金属部材の双極子項の割合に関わらず、耐温水性が非常に悪いものであった。比較例7の接着剤組成物は、(A)成分を含むものの、金属部材の双極子項の割合が0.01%未満であるため、耐温水性が悪いものであった。比較例8の接着剤組成物は、(A)成分を含むものの、(A)成分の酸価が6.5mgKOH/gを超えるため、耐温水性が悪いものであった。
実施例1~6の結果から明らかなように、本開示の接着剤組成物は、耐温水性に優れるものであった。
これに対して、比較例1~3の接着剤組成物は、(A)成分を含むものの、金属部材の双極子項の割合が5.0%を超えるため、耐温水性が非常に悪いものであった。また、比較例4~6の接着剤組成物は、(A)成分を含まないため、金属部材の双極子項の割合に関わらず、耐温水性が非常に悪いものであった。比較例7の接着剤組成物は、(A)成分を含むものの、金属部材の双極子項の割合が0.01%未満であるため、耐温水性が悪いものであった。比較例8の接着剤組成物は、(A)成分を含むものの、(A)成分の酸価が6.5mgKOH/gを超えるため、耐温水性が悪いものであった。
本開示は、部材の少なくとも1つが低極性の金属部材である接合体において、温水存在下でも接着力に優れる接着剤組成物に関し、電気分野、自動車分野及びその他の工業分野等の様々な産業分野、特に燃料電池等の車載用電池分野において使用することができる。
Claims (7)
- 酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有し、表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材を接着するための接着剤組成物。
- 前記酸性基がカルボン酸基を含み、前記酸無水物基がカルボン酸無水物基を含む請求項1に記載の接着剤組成物。
- 前記ポリオレフィン(A)成分がプロピレン単位を含み、前記プロピレン単位の含有量が、ポリオレフィン(A)成分に対して、50質量%以上である請求項1又は請求項2に記載の接着剤組成物。
- スチレン系熱可塑性エラストマー(B)成分をさらに含有する請求項1~請求項3のいずれか1項に記載の接着剤組成物。
- 前記ポリオレフィン(A)成分及び前記スチレン系熱可塑性エラストマー(B)成分の合計量を基準として、ポリオレフィン(A)成分の含有比率が80質量%以上100質量%未満であり、スチレン系熱可塑性エラストマー(B)成分の含有比率が0質量%を超え20質量%以下である請求項4に記載の接着剤組成物。
- 酸価が0.01mgKOH/g~6.5mgKOH/gである請求項1~請求項5のいずれか1項に記載の接着剤組成物。
- 酸性基及び酸無水物基からなる群より選択される少なくとも1種の基を有し、酸価が0.01mgKOH/g~6.5mgKOH/gであるポリオレフィン(A)成分を含有する接着剤組成物により、少なくとも1つが表面自由エネルギーに占める双極子項の割合が0.01%~5.0%である金属部材である2つ以上の部材を接着する接着方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/641,926 US20220332984A1 (en) | 2019-09-26 | 2020-09-10 | Adhesive composition and adhesion method |
| CN202080067158.4A CN114630877B (zh) | 2019-09-26 | 2020-09-10 | 粘接剂组合物、和粘接方法 |
| EP20867708.8A EP4036186A4 (en) | 2019-09-26 | 2020-09-10 | ADHESIVE COMPOSITION AND BONDING METHOD |
| KR1020227008399A KR102631201B1 (ko) | 2019-09-26 | 2020-09-10 | 접착제 조성물 및 접착 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019176237A JP7360291B2 (ja) | 2019-09-26 | 2019-09-26 | 接着剤組成物、及び接着方法 |
| JP2019-176237 | 2019-09-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021059996A1 true WO2021059996A1 (ja) | 2021-04-01 |
Family
ID=75166607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/034311 WO2021059996A1 (ja) | 2019-09-26 | 2020-09-10 | 接着剤組成物、及び接着方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220332984A1 (ja) |
| EP (1) | EP4036186A4 (ja) |
| JP (1) | JP7360291B2 (ja) |
| KR (1) | KR102631201B1 (ja) |
| CN (1) | CN114630877B (ja) |
| WO (1) | WO2021059996A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7384315B2 (ja) | 2021-03-29 | 2023-11-21 | 株式会社デンソー | ガス濃度検出システム |
| WO2023189005A1 (ja) * | 2022-03-30 | 2023-10-05 | 三菱ケミカル株式会社 | 積層フィルム及び多層体、並びに包装体及び包装物品 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004339384A (ja) * | 2003-05-16 | 2004-12-02 | Toyo Ink Mfg Co Ltd | 接着剤及び該接着剤を用いてなるプラスチックフィルムラミネート鋼板 |
| JP2005114048A (ja) * | 2003-10-08 | 2005-04-28 | Jfe Steel Kk | 管端防食継手 |
| JP2011143577A (ja) * | 2010-01-13 | 2011-07-28 | Konica Minolta Holdings Inc | ガスバリアフィルムの製造方法、ガスバリアフィルム及び有機光電変換素子 |
| JP2011213767A (ja) | 2010-03-31 | 2011-10-27 | Tokai Rubber Ind Ltd | 接着性シール部材 |
| JP2011256339A (ja) * | 2010-06-11 | 2011-12-22 | Sanyo Chem Ind Ltd | 金属ラミネート用接着剤 |
| WO2012090646A1 (ja) * | 2010-12-28 | 2012-07-05 | 東亞合成株式会社 | 接着剤組成物及びそれを用いた熱融着性部材 |
| JP2013091702A (ja) * | 2011-10-25 | 2013-05-16 | Fujimori Kogyo Co Ltd | 接着性樹脂組成物、接着性樹脂成形体、及び接着性樹脂積層体 |
| WO2014112506A1 (ja) | 2013-01-18 | 2014-07-24 | 日本軽金属株式会社 | 金属-樹脂接合体の製造方法及び金属-樹脂接合体 |
| JP2018138639A (ja) * | 2017-02-24 | 2018-09-06 | Mcppイノベーション合同会社 | 接着性樹脂組成物、及びこれを用いた複合接着体 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5280334A (en) * | 1975-12-27 | 1977-07-06 | Mitsui Petrochem Ind Ltd | Method of adhering polyolefin and polar substrate |
| WO2001004170A1 (fr) * | 1999-07-08 | 2001-01-18 | Mitsui Chemicals, Inc. | Polymere thermoplastique contenant un groupe polaire, son utilisation et ses composes non satures contenant un groupe polaire |
| JP2007188718A (ja) * | 2006-01-12 | 2007-07-26 | Tokai Rubber Ind Ltd | 接着性シール部材およびこれを用いた燃料電池 |
| KR20130111946A (ko) * | 2010-06-16 | 2013-10-11 | 세키스이가가쿠 고교가부시키가이샤 | 폴리올레핀계 수지 조성물 |
| WO2013129525A1 (ja) * | 2012-02-29 | 2013-09-06 | 株式会社ブリヂストン | タイヤ |
| EP3159387A1 (en) * | 2015-10-23 | 2017-04-26 | Bostik Sa | Hot-melt adhesive composition for elastic attachments |
| KR102514750B1 (ko) * | 2015-10-26 | 2023-03-27 | 도요보 가부시키가이샤 | 접착제 조성물 및 핫멜트 접착제 |
| WO2018030086A1 (ja) * | 2016-08-10 | 2018-02-15 | 東洋紡株式会社 | ポリオレフィン系接着剤組成物 |
| KR102301875B1 (ko) * | 2016-08-10 | 2021-09-15 | 도요보 가부시키가이샤 | 폴리올레핀계 접착제 조성물 |
| JP7064113B2 (ja) * | 2017-03-06 | 2022-05-10 | 東洋インキScホールディングス株式会社 | 燃料電池用セルの製造方法 |
| JP6751046B2 (ja) * | 2017-03-29 | 2020-09-02 | 株式会社神戸製鋼所 | ポリオレフィン接着用表面処理金属板、複合部材、及び複合部材の製造方法 |
| KR102632999B1 (ko) * | 2017-04-05 | 2024-02-05 | 다이니폰 인사츠 가부시키가이샤 | 접착성 보호 필름, 전지 및 그 제조 방법 |
| KR102553615B1 (ko) * | 2017-05-29 | 2023-07-07 | 도요보 엠씨 가부시키가이샤 | 폴리올레핀계 접착제 조성물 |
| JP6953934B2 (ja) * | 2017-09-13 | 2021-10-27 | 住友ゴム工業株式会社 | ゴルフボール用樹脂組成物およびゴルフボール |
| JP7215091B2 (ja) * | 2017-12-22 | 2023-01-31 | 東洋紡株式会社 | ポリオレフィン系接着剤組成物 |
-
2019
- 2019-09-26 JP JP2019176237A patent/JP7360291B2/ja active Active
-
2020
- 2020-09-10 WO PCT/JP2020/034311 patent/WO2021059996A1/ja unknown
- 2020-09-10 EP EP20867708.8A patent/EP4036186A4/en active Pending
- 2020-09-10 CN CN202080067158.4A patent/CN114630877B/zh active Active
- 2020-09-10 US US17/641,926 patent/US20220332984A1/en active Pending
- 2020-09-10 KR KR1020227008399A patent/KR102631201B1/ko active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004339384A (ja) * | 2003-05-16 | 2004-12-02 | Toyo Ink Mfg Co Ltd | 接着剤及び該接着剤を用いてなるプラスチックフィルムラミネート鋼板 |
| JP2005114048A (ja) * | 2003-10-08 | 2005-04-28 | Jfe Steel Kk | 管端防食継手 |
| JP2011143577A (ja) * | 2010-01-13 | 2011-07-28 | Konica Minolta Holdings Inc | ガスバリアフィルムの製造方法、ガスバリアフィルム及び有機光電変換素子 |
| JP2011213767A (ja) | 2010-03-31 | 2011-10-27 | Tokai Rubber Ind Ltd | 接着性シール部材 |
| JP2011256339A (ja) * | 2010-06-11 | 2011-12-22 | Sanyo Chem Ind Ltd | 金属ラミネート用接着剤 |
| WO2012090646A1 (ja) * | 2010-12-28 | 2012-07-05 | 東亞合成株式会社 | 接着剤組成物及びそれを用いた熱融着性部材 |
| JP2013091702A (ja) * | 2011-10-25 | 2013-05-16 | Fujimori Kogyo Co Ltd | 接着性樹脂組成物、接着性樹脂成形体、及び接着性樹脂積層体 |
| WO2014112506A1 (ja) | 2013-01-18 | 2014-07-24 | 日本軽金属株式会社 | 金属-樹脂接合体の製造方法及び金属-樹脂接合体 |
| JP2018138639A (ja) * | 2017-02-24 | 2018-09-06 | Mcppイノベーション合同会社 | 接着性樹脂組成物、及びこれを用いた複合接着体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4036186A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021054881A (ja) | 2021-04-08 |
| KR20220047339A (ko) | 2022-04-15 |
| US20220332984A1 (en) | 2022-10-20 |
| CN114630877A (zh) | 2022-06-14 |
| EP4036186A1 (en) | 2022-08-03 |
| TW202120653A (zh) | 2021-06-01 |
| CN114630877B (zh) | 2024-02-09 |
| KR102631201B1 (ko) | 2024-01-31 |
| EP4036186A4 (en) | 2023-09-27 |
| JP7360291B2 (ja) | 2023-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6941150B2 (ja) | 組成物、積層体、包材、電池ケース用包材および電池 | |
| EP3369795B1 (en) | Adhesive composition and hot-melt adhesive | |
| JP6930588B2 (ja) | 接着剤組成物及びそれを用いた熱融着性部材 | |
| WO2015190411A1 (ja) | ポリオレフィン系接着剤組成物 | |
| JP7310610B2 (ja) | 電池用接着剤組成物及びそれを用いた電池用接着性部材 | |
| WO2021059996A1 (ja) | 接着剤組成物、及び接着方法 | |
| TWI788563B (zh) | 塗佈劑、薄膜、積層體及電池外殼用包裝材 | |
| WO2020017269A1 (ja) | ポリオレフィン系接着剤組成物 | |
| JP2018150482A (ja) | 変性ポリオレフィン樹脂 | |
| JP7297736B2 (ja) | 変性ポリオレフィン樹脂及びその用途 | |
| TWI850470B (zh) | 接著劑組成物、以及接著方法 | |
| JP7428132B2 (ja) | 接着剤組成物及びそれを用いた熱融着性部材 | |
| JP6992396B2 (ja) | ホットメルト接着剤樹脂組成物、ガラス又は有機ガラス用接着剤、及び積層体 | |
| US11958926B2 (en) | Modified polyolefin resin | |
| EP4371768A1 (en) | Thermally fusible multilayer film | |
| CN117677500A (zh) | 多层片材及其制造方法 | |
| JP2022007097A (ja) | 不飽和基含有環状ポリオレフィン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20867708 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20227008399 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020867708 Country of ref document: EP Effective date: 20220426 |