WO2021053996A1 - 医療器具および医療器具の製造方法 - Google Patents
医療器具および医療器具の製造方法 Download PDFInfo
- Publication number
- WO2021053996A1 WO2021053996A1 PCT/JP2020/030403 JP2020030403W WO2021053996A1 WO 2021053996 A1 WO2021053996 A1 WO 2021053996A1 JP 2020030403 W JP2020030403 W JP 2020030403W WO 2021053996 A1 WO2021053996 A1 WO 2021053996A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- base material
- polyalkylene glycol
- silicone
- medical device
- mottled
- Prior art date
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L29/00—Materials for catheters, medical tubing, cannulae, or endoscopes or for coating catheters
- A61L29/08—Materials for coatings
- A61L29/085—Macromolecular materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L29/00—Materials for catheters, medical tubing, cannulae, or endoscopes or for coating catheters
- A61L29/04—Macromolecular materials
- A61L29/06—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/06—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/08—Materials for coatings
- A61L31/10—Macromolecular materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/14—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L33/00—Antithrombogenic treatment of surgical articles, e.g. sutures, catheters, prostheses, or of articles for the manipulation or conditioning of blood; Materials for such treatment
- A61L33/06—Use of macromolecular materials
- A61L33/068—Use of macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D171/00—Coating compositions based on polyethers obtained by reactions forming an ether link in the main chain; Coating compositions based on derivatives of such polymers
- C09D171/02—Polyalkylene oxides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D183/00—Coating compositions based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Coating compositions based on derivatives of such polymers
- C09D183/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D183/00—Coating compositions based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Coating compositions based on derivatives of such polymers
- C09D183/04—Polysiloxanes
- C09D183/08—Polysiloxanes containing silicon bound to organic groups containing atoms other than carbon, hydrogen, and oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L83/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon only; Compositions of derivatives of such polymers
- C08L83/04—Polysiloxanes
Definitions
- the present invention relates to a medical device and a method for manufacturing the medical device.
- Medical devices such as catheters and indwelling needles that are inserted into the body are used for the purpose of infusion and blood transfusion.
- a medical device one in which the surface is treated with silicone in order to impart lubricity and reduce friction at the time of puncture is known.
- Japanese Patent Application Laid-Open No. 61-355870 states that a surface treatment is performed with a composition containing a reaction product of an amino group-containing silane and an epoxy group-containing silane and a reaction product of a silanol group-containing polydiorganosiloxane as a main component.
- Epoxy needles have been disclosed.
- the injection needle described in Japanese Patent Publication No. 61-355870 certainly has excellent piercing characteristics by coating the surface with silicone.
- an object of the present invention is to provide a medical device having excellent slipperiness (particularly, piercing property) and exhibiting excellent antithrombotic property. To do.
- the present inventor conducted diligent research in order to solve the above problems. As a result, it has been found that the above-mentioned problem can be solved by a medical device having a base material having a mottled structure containing silicone on the surface and a coat layer containing polyalkylene glycol on the surface of the base material.
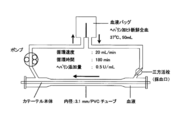
- FIG. 1 is a schematic diagram of a blood circulation experiment used in Examples and Comparative Examples.
- FIG. 2 is a laser micrograph showing the surface structure of the base material having the patchy structure on the surface prepared in the example.
- FIG. 3 is a laser micrograph for measuring the surface structure.
- FIG. 4 is a laser micrograph for showing a method of measuring the surface structure.
- XY indicating a range means "X or more and Y or less”.
- operations and physical properties are measured under the conditions of room temperature (25 ⁇ 1 ° C.) / relative humidity of 40 to 50% RH.
- One embodiment of the present invention is a medical device having a base material having a mottled structure containing silicone on its surface and a coat layer containing polyalkylene glycol on the surface of the base material.
- the medical device has excellent slipperiness (particularly, piercing property) by having a base material having a mottled structure containing silicone on the surface and a coat layer containing polyalkylene glycol on the surface of the base material. Moreover, it can exhibit excellent antithrombotic properties.
- the "surface" of the base material means the surface on the side where blood or the like comes into contact when a medical device is used and the surface portion of the hole in the base material.
- the surface means the outer surface and / or the inner surface.
- the base material according to this embodiment has a mottled structure containing silicone on its surface.
- the material of the base material body is not particularly limited, and for example, polyolefins such as polyethylene, polypropylene, and ethylene- ⁇ -olefin copolymers and modified polyolefins; polyamide; polyimide; polyurethane; Polyesters such as polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polycyclohexane terephthalate, polyethylene-2,6-naphthalate; polyvinyl chloride; polyvinylidene chloride (PVDC); polytetrafluoroethylene (PTFE), ethylene-tetra Examples thereof include various polymer materials such as fluororesins such as fluoroethylene copolymer (ETFE), metals, ceramics, carbons, and composite materials thereof.
- the above polymer material may be a stretched material (for example, ePTFE).
- the shape of the base material is appropriately selected according to the application of the medical device, and can take a shape such as a tube shape, a sheet shape, or a rod shape.
- the form of the base material is not limited to the molded product using the above-mentioned materials alone, and can also be used in a blend molded product, an alloyed molded product, a multi-layer molded product, and the like.
- the base material may be a single layer or may be laminated. At this time, when the base materials are laminated, the base materials of each layer may be the same or different.
- the surface of the base material constituting the medical device has a patchy structure.
- the surface of the base material is formed in an uneven shape. That is, in one embodiment, the mottled structure includes a convex portion formed on the surface and a concave portion formed on the surface.
- the protrusions formed on the surface contain silicone.
- the recesses formed on the surface are substantially uncovered and the surface of the substrate is exposed.
- the convex portion has a portion in which a plurality of granular objects are randomly connected to form a winding linear body in a plan view.
- the concave portion surrounds the convex portion in a plan view so that the linear body of the convex portion is relatively dispersed.
- a mottled shape Such a state in which convex portions and concave portions are mixed is called a mottled shape.
- the mottled structure can be confirmed by observing with a laser microscope (objective lens 150 times).
- FIG. 2 is an image showing the surface structure of the base material having the patchy structure on the surface produced in the example.
- the dark part corresponds to the convex part
- the light part corresponds to the concave part.
- the dark part corresponding to the convex part extends in a random direction and is connected to other parts, and is connected at a plurality of places.
- the light-colored recesses surround the protrusions and are connected to other recesses.
- the surface of the base material is in a state in which convex portions and concave portions are mixed in this way.
- a structure in which a dark-colored part is connected to another part at multiple points can also be expressed as a mesh structure.
- the convex part contains silicone.
- the medical device of this embodiment has an patchy structure in which the surface of the base material contains silicone and a coat layer containing polyalkylene glycol on the surface of the base material, so that it has excellent slipperiness (particularly, piercing characteristics). And can exhibit excellent antithrombotic properties.
- the average convex width of the patchy structure is preferably 0.1 to 10 ⁇ m, more preferably 0.5 to 3 ⁇ m, from the viewpoint that the effects of the present invention can be more exhibited.
- the average recess width of the mottled structure is preferably 0.1 to 10 ⁇ m, more preferably 0.5 to 3 ⁇ m.
- the ratio of the average convex portion width to the average concave portion width (average convex portion width / average concave portion width) of the mottled structure is preferably 0.1 to 0 from the viewpoint that the effect of the present invention can be more exhibited. It is 5, more preferably 0.3 to 3, and even more preferably 0.4 to 2.
- the average convex width and the average concave width of the mottled structure can be measured by the following methods.
- the surface of a medical device having a patchy structure is observed with a laser microscope (VKX-100, manufactured by KEYENCE, objective lens 150 times, monitor magnification 3000 times), and an image is taken. Analyze the captured image with image analysis software. Specifically, an arbitrary straight line (first straight line) is drawn on the image, and a second straight line orthogonal to the first straight line is drawn. The convex portion that intersects each straight line is defined as the convex width, and the concave portion is defined as the concave width.
- the average convex width is obtained by arithmetically averaging the convex widths obtained from at least 9 points.
- the average concave width is obtained by making the concave width obtained from at least 9 points and arithmetically averaging the obtained concave widths.
- b ⁇ b' a and b are adopted with respect to the convex portion width a and the concave portion width b which are the measured values in the X direction and the convex portion width a'and the concave portion width b'which are the measured values in the Y direction.
- b' a'and b'are adopted.
- the silicone according to this embodiment is not particularly limited, and biocompatible silicone can be appropriately used.
- As the silicone crosslinked silicone is preferably used from the viewpoint of morphological stability.
- Crosslinked silicones are silicones that contain three-dimensional bonds.
- Specific examples of the crosslinked silicone include a reaction product of an amino group-containing silane and an epoxy group-containing silane described in Japanese Patent Publication No. 61-355870 or Japanese Patent Publication No. 62-52796, and a silanol group-containing polydiorgano. Examples thereof include reaction products with siloxane, and copolymers of aminoalkylsiloxane and dimethylsiloxane described in Japanese Patent Publication No. 46-3627.
- amino group-containing silanes examples include ⁇ -aminopropyltriethoxysilane, ⁇ -aminopropylmethyldiethoxysilane, N- ( ⁇ -aminoethyl) aminomethyltrimethoxysilane, and ⁇ - ( ⁇ -aminoethyl) aminopropyltrimethoxy.
- Silane, ⁇ - (N- ( ⁇ -aminoethyl) amino) propylmethyldimethoxysilane, N- ( ⁇ -aminoethyl) aminomethyltributoxysilane, ⁇ - (N- ( ⁇ - (N- ( ⁇ -aminoethyl)) ) Amino) Ethyl) Amino) Propyltrimethoxysilane and the like are exemplified.
- Examples of the epoxy group-containing silane include ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxypropylmethyldimethoxysilane, ⁇ - (3,4-epoxycyclohexyl) ethyltrimethoxysilane, and ⁇ - (3,4-epoxy). Examples thereof include cyclohexyl) ethylmethyldimethoxysilane, ⁇ - (3,4-epoxycyclohexyl) ethyltriethoxysilane, and ⁇ - (3,4-epoxycyclohexyl) ethylmethyldiethoxysilane.
- a polydiorganosiloxane containing a silanol group has at least one silanol group in one molecule.
- the viscosity of the polydiorganosiloxane containing a silanol group is 0.00002 to 1 m 2 / s, preferably 0.0001 to 0.1 m 2 / s at 25 ° C. When the viscosity is 0.00002 m 2 / s or more, sufficient piercing property can be obtained. When the viscosity is 1 m 2 / s or less, handling before curing becomes easy.
- Examples of the organic group bonded to the silicon atom of the silanol group include an alkyl group such as a methyl group, a phenyl group and a vinyl group.
- the organic group is preferably a methyl group or a phenyl group, and more preferably a methyl group, from the viewpoint of easiness of synthesizing the polydiorganosiloxane.
- Specific examples of polydiorganosiloxane containing a silanol group include polydimethylsiloxane having one end clogged with a silanol group and the other end clogged with a trimethylsilyl group, and polydimethylsiloxane having both ends clogged with a silanol group. , Polymethylphenylsiloxane in which both ends are clogged with silanol groups, and the like.
- the reaction product of the amino group-containing silane and the epoxy group-containing silane can be obtained by heating the amino group-containing silane and the epoxy group-containing silane while stirring.
- the reaction ratio of the amino group-containing silane to the epoxy group-containing silane is 0.5 to 3.0 mol, preferably 0.75 to 1.5 mol, of the epoxy group-containing silane with respect to 1 mol of the amino group-containing silane.
- the reaction product of the reaction product of the amino group-containing silane and the epoxy group-containing silane (component A) and the polydiorganosiloxane containing the silanol group (component B) contains the component A and the component B, if necessary. It can be obtained by reacting with heating using a solvent.
- the blending ratio of the A component and the B component is 0.1 to 10% by mass for the A component and 90 to 99.9% by mass for the B component with respect to the total of the A component and the B component.
- the compounding ratio is preferably 1 to 5% by mass for the A component and 95 to 99% by mass for the B component.
- a commercially available product can be used as the crosslinked silicone.
- examples of commercially available products that can be used include MDX4-4159 (manufactured by Dow Chemical Co., Ltd.).
- the patchy structure according to this embodiment may further contain components other than silicone.
- components other than silicone include polyalkylene glycol, hydrophilic polymers such as polymethoxyethyl acrylate (PMEA) soluble in a solvent common to silicone, and organic compounds having pharmacological or antibacterial activity.
- PMEA polymethoxyethyl acrylate
- the mottled structure comprises polyalkylene glycol in addition to silicone.
- polyalkylene glycol in addition to silicone.
- slipperiness specifically, piercing characteristics can be improved.
- Polyalkylene glycol can be eluted during piercing to reduce resistance. Further, the higher the molecular weight (weight average molecular weight) of the polyalkylene glycol, the better the slipperiness can be.
- the polyalkylene glycol is preferably selected from polyethylene glycol, polypropylene glycol and polybutylene glycol, and more preferably polyethylene glycol, from the viewpoint of improving the penetration characteristics.
- the weight average molecular weight of the polyalkylene glycol is, for example, 100 to 10,000,000, preferably 200 to 4000000, and more preferably 400 to 500,000.
- a value measured by gel permeation chromatography (GPC) using polystyrene as a standard substance and tetrahydrofuran (THF) as a mobile phase is adopted.
- the medical device of this embodiment has a coat layer containing polyalkylene glycol on the surface of the base material. Thereby, among the effects of the mottled structure on the surface of the base material, the piercing property can be further improved.
- the coat layer may be in a form in which the entire surface of the base material is completely covered by the coat layer, or a form in which only a part of the surface of the base material is covered with the coat layer, that is, one of the surface of the base material.
- the coat layer may be attached only to the portion.
- the polyalkylene glycol is preferably selected from polyethylene glycol, polypropylene glycol and polybutylene glycol, and more preferably polyethylene glycol, from the viewpoint of improving the penetration characteristics.
- the weight average molecular weight of the polyalkylene glycol is, for example, 400 to 10,000,000, preferably 1000 to 4000000, and more preferably 2000 to 500,000. As the weight average molecular weight of the polyalkylene glycol increases, the penetration characteristics can be further improved.
- weight average molecular weight a value measured by gel permeation chromatography (GPC) using polystyrene as a standard substance and tetrahydrofuran (THF) as a mobile phase is adopted.
- the coat layer may be formed of only polyalkylene glycol, or may contain components other than polyalkylene glycol as long as the effects of the present invention are not impaired.
- the component other than the polyalkylene glycol include glycerin, a water-soluble compound having a pharmacological or antibacterial action, and the like.
- the content of the component is, for example, more than 0% by mass and 50% by mass or less with respect to the total mass of the coat layer.
- Examples of the medical device of this embodiment include devices used in contact with body fluids and blood. As described above, since the surface of the medical device has a mottled structure containing silicone and the surface of the base material has a coat layer containing polyalkylene glycol, it has excellent slipperiness (particularly, piercing characteristics) and It can exhibit excellent antithrombotic properties. Therefore, the medical device of this embodiment may be used for any purpose as long as it requires piercing properties and / or antithrombotic properties. For example, catheters, sheaths, cannulas, needles, three-way stopcocks, guide wires and the like can be mentioned.
- the above structure can be provided on the outer surface of at least a part of the device in order to improve slipperiness when it comes into contact with the body cavity.
- the above structure should be provided on the surface of at least a part of the internal space in order to improve the slipperiness when inserting the other device. Can be done.
- the medical device of this embodiment is suitably used as an indwelling catheter because it can achieve both slipperiness, particularly piercing property and antithrombotic property.
- Another embodiment of the present invention is to apply a mixed solution containing silicone and polyalkylene glycol to a base material to prepare a base material having a mottled structure containing silicone on the surface.
- a method for manufacturing a medical device which comprises applying a solution containing polyalkylene glycol to a substrate having a mottled structure containing silicone on the surface to form a coat layer.
- Step of producing a base material having a mottled structure containing silicone on the surface In this step, a mixed solution containing silicone and polyalkylene glycol is applied to the substrate.
- silicone, polyalkylene glycol, and the base material will be omitted because they are the same as those of the base material having a mottled structure containing silicone in the above medical device.
- the method for preparing the mixed solution is not particularly limited, and for example, it can be prepared by dissolving silicone and polyalkylene glycol in a solvent.
- the solvent is not particularly limited as long as it can dissolve silicone and polyalkylene glycol.
- the solvent for the crosslinked silicone and polyalkylene glycol dichloropentafluoropropane, methylene chloride, hydrochlorofluoroolefin, trans-1,2-dichloroethylene, chloroform and the like can be used.
- the concentration of silicone in the mixed solution is not particularly limited as long as it can form a mottled structure on the surface of the base material, but is, for example, 0.1 to 20 v / v%, preferably 1 to 10 v / v%. ..
- the concentration of the polyalkylene glycol in the mixed solution is not particularly limited as long as it can form a patchy structure on the surface of the base material, but is, for example, 0.1 w / v% or more and less than 2.0 w / v%, preferably 0.1 w / v% or more. It is 0.1 to 1.0 w / v%.
- the mixed solution according to the production method of this embodiment contains 1 to 10 v / v% silicone and 0.1 to 1.0 w / v% polyalkylene glycol.
- the average convex width and the average concave width of the mottled structure formed on the surface of the medical device can be adjusted. can do.
- the method of applying the mixed solution to the substrate is not particularly limited, and the coating / printing method, the dipping method (dip method, dip coating method), the spray method (spray method), the spin coating method, the mixed solution impregnated sponge coating method, etc. , Conventionally known methods can be used.
- the method of applying the mixed solution to the substrate is a dipping method.
- the immersion temperature is not particularly limited, and is, for example, 10 to 50 ° C, preferably 15 to 40 ° C.
- the immersion time is not particularly limited, and is, for example, 10 seconds to 30 minutes.
- the base material When forming a mottled structure on a narrow and narrow inner surface such as a catheter, a guide wire, or an injection needle, the base material may be immersed in a mixed solution to reduce the pressure inside the system to defoam. By defoaming under reduced pressure, the solution can be quickly permeated into the narrow and narrow inner surface, and the formation of mottled structures can be promoted.
- the base material After immersing the base material in the mixed solution, the base material is taken out and dried.
- the speed at which the base material is pulled up is not particularly limited, and is, for example, 5 to 50 mm / sec.
- the drying conditions (temperature, time, etc.) are not particularly limited as long as they can form a mottled structure on the surface of the base material.
- the drying temperature is preferably 20 to 150 ° C.
- the drying time is preferably 20 minutes to 2 hours, more preferably 30 minutes to 1 hour.
- the pressure condition at the time of drying is not limited at all, and it can be performed under normal pressure (atmospheric pressure), or it may be performed under pressurization or depressurization.
- drying means for example, an oven, a vacuum dryer, etc. can be used, but in the case of natural drying, a drying means (device) is not particularly required.
- a base material having a mottled structure containing silicone on its surface can be produced.
- Step of forming a coat layer In this step, a solution containing polyalkylene glycol is applied to a substrate having a patchy structure containing silicone on its surface.
- polyalkylene glycol is omitted because it is the same as the form of the above-mentioned medical device in the coat layer containing the polyalkylene glycol.
- the method for preparing the solution is not particularly limited, and for example, it can be prepared by dissolving polyalkylene glycol in a solvent.
- the solvent is not particularly limited as long as it can dissolve polyethylene glycol.
- the solvent used is water, alcohol such as methanol, ethanol, isopropyl alcohol, acetone, tetrahydrofuran, dichloropentafluoropropane, methylene chloride, hydrochlorofluoroolefin, trans-1,2. -Dichloroethylene, chloroform, etc. can be used.
- the concentration of the polyalkylene glycol in the solution is appropriately adjusted according to the weight average molecular weight of the polyalkylene glycol used, and is, for example, 0.1 to 40 w / v%.
- the content of the component in the solution is appropriately adjusted so as to be, for example, more than 0% by mass and 50% by mass or less with respect to the total mass of the coat layer. it can.
- the method of applying the solution to a base material having a mottled structure containing silicone on the surface is not particularly limited, and the coating / printing method is the same as the step of producing the base material having a mottled structure containing silicone on the surface.
- Conventionally known methods such as a dipping method (dip method, dip coating method), a spray method (spray method), a spin coating method, and a mixed solution impregnated sponge coating method can be used.
- the method of applying the solution to a substrate having a mottled structure containing silicone on the surface is a dipping method.
- the immersion temperature is not particularly limited, and is, for example, 10 to 50 ° C, preferably 15 to 40 ° C.
- the immersion time is not particularly limited, and is, for example, 10 seconds to 30 minutes.
- the base material After immersing a base material having a mottled structure containing silicone on the surface in the solution, the base material is taken out and dried.
- the speed at which the base material is pulled up is not particularly limited, and is, for example, 5 to 50 mm / sec.
- the drying conditions (temperature, time, etc.) are not particularly limited as long as the coat layer can be formed on the surface of the base material.
- the drying temperature is preferably 20 to 150 ° C.
- the drying time is preferably 20 minutes to 2 hours, more preferably 30 minutes to 1 hour.
- the pressure condition at the time of drying is not limited at all, and it can be performed under normal pressure (atmospheric pressure), or it may be performed under pressurization or depressurization.
- drying means for example, an oven, a vacuum dryer, etc. can be used, but in the case of natural drying, a drying means (device) is not particularly required.
- a coat layer containing polyalkylene glycol can be formed.
- Example 1 A PEG solution was prepared by dissolving polyethylene glycol (PEG) (weight average molecular weight 4000) in Asahiclin AK225 so as to have a weight average of 30 w / v%. Using a Robocylinder manufactured by IAI Co., Ltd., a base material having a patchy structure on the surface was immersed in this PEG solution, pulled up at a speed of 5 mm / sec, and dried at 60 ° C. for 30 minutes to prepare a catheter. did.
- PEG polyethylene glycol
- Example 2 A PEG solution was prepared by dissolving polyethylene glycol (PEG) (weight average molecular weight 50,000) in Asahiclin AK225 so as to have a weight average of 1 w / v%. Using a Robocylinder manufactured by IAI Co., Ltd., a base material having a patchy structure on the surface was immersed in this PEG solution, pulled up at a speed of 5 mm / sec, and dried at 60 ° C. for 30 minutes to prepare a catheter. did.
- PEG polyethylene glycol
- Example 3 A PEG solution was prepared by dissolving polyethylene glycol (PEG) (weight average molecular weight 350,000) in Asahiclin AK225 so as to have a weight average of 0.5 w / v%. Using a Robocylinder manufactured by IAI Co., Ltd., a base material having a patchy structure on the surface was immersed in this PEG solution, pulled up at a speed of 5 mm / sec, and dried at 60 ° C. for 30 minutes to prepare a catheter. did.
- PEG polyethylene glycol
- a PEG solution was prepared by dissolving polyethylene glycol (PEG) (weight average molecular weight 4000) in Asahiclin AK225 so as to have a weight average of 30 w / v%.
- PEG polyethylene glycol
- Asahiclin AK225 weight average molecular weight 4000
- the catheter base material prepared above was immersed in this PEG solution using a Robocylinder manufactured by IAI Co., Ltd., pulled up at a speed of 5 mm / sec, and dried at 60 ° C. for 30 minutes to prepare a catheter.
- a PEG solution was prepared by dissolving polyethylene glycol (PEG) (weight average molecular weight 50,000) in Asahiclin AK225 so as to have a weight average of 1 w / v%.
- PEG polyethylene glycol
- Asahiclin AK225 weight average molecular weight 50,000
- the catheter base material prepared above was immersed in this PEG solution using a Robocylinder manufactured by IAI Co., Ltd., pulled up at a speed of 5 mm / sec, and dried at 60 ° C. for 30 minutes to prepare a catheter.
- a PEG solution was prepared by dissolving polyethylene glycol (PEG) (weight average molecular weight 350,000) in Asahiclin AK225 so as to have a weight average of 0.5 w / v%.
- PEG polyethylene glycol
- Asahiclin AK225 weight average molecular weight 350,000
- the catheter base material prepared above was immersed in this PEG solution using a Robocylinder manufactured by IAI Co., Ltd., pulled up at a speed of 5 mm / sec, and dried at 60 ° C. for 30 minutes to prepare a catheter.
- the puncture resistance (body resistance) was measured for the catheters of Examples 1 to 3 and the comparative catheters of Comparative Examples 1 to 3. Specifically, an inner needle is incorporated into a catheter having an outer diameter of 0.8 mm and an inner diameter of 1.1 mm, and a small tabletop tester EZ-1 manufactured by Shimadzu Corporation is used to form a polyethylene film with a thickness of 50 ⁇ m at an angle of 90 degrees. The puncture was performed while dripping water at a speed of 30 mm / min, and the maximum resistance value after passing 10 mm from the needle tip was measured. The results are shown in Table 1.
- the catheter of the example has excellent slipperiness, specifically, piercing property, and exhibits excellent antithrombotic property as compared with the comparative catheter of the comparative example. ..
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heart & Thoracic Surgery (AREA)
- Surgery (AREA)
- Vascular Medicine (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Wood Science & Technology (AREA)
- Hematology (AREA)
- Biophysics (AREA)
- Pulmonology (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Materials For Medical Uses (AREA)
Abstract
【課題】優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮できる医療器具を提供する。 【解決手段】シリコーンを含む斑状構造を表面に有する基材と、前記基材の表面にポリアルキレングリコールを含むコート層と、を有する、医療器具。
Description
本発明は、医療器具および医療器具の製造方法に関する。
カテーテル、留置針等生体内に挿入される医療器具は、輸液や輸血等を目的として使用されている。このような医療器具として、潤滑性を付与し、穿刺時の摩擦を低減するために、表面をシリコーンで処理したものが知られている。例えば、特公昭61-35870号公報には、アミノ基含有シランとエポキシ基含有シランの反応生成物と、シラノール基を含有するポリジオルガノシロキサンとの反応生成物を主成分とする組成物で表面処理された注射針が開示されている。
特公昭61-35870号公報に記載の注射針は、確かに表面をシリコーンでコーティングすることにより、優れた刺通特性を有している。
しかし、特公昭61-35870号公報に記載の組成物で血管内に留置される医療器具(例えば、留置カテーテル)の表面をコーティングした場合、優れた刺通特性を示すが、留置時間(例えば、24時間以上)によっては、抗血栓性が十分でないという問題があった。
したがって、本発明は、上記事情を鑑みてなされたものであり、優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮する医療器具を提供することを目的とする。
本発明者は、上記の問題を解決すべく、鋭意研究を行った。その結果、シリコーンを含む斑状構造を表面に有する基材と、前記基材の表面にポリアルキレングリコールを含むコート層と、を有する、医療器具により上記課題が解決することを見出した。
以下、本発明の一形態に係る実施の形態を説明する。本発明は、以下の実施の形態のみには限定されない。
本明細書において、範囲を示す「X~Y」は「X以上Y以下」を意味する。また、特記しない限り、操作および物性等の測定は室温(25±1℃)/相対湿度40~50%RHの条件で行う。
<医療器具>
本発明の一形態は、シリコーンを含む斑状構造を表面に有する基材と、前記基材の表面にポリアルキレングリコールを含むコート層と、を有する、医療器具である。医療器具が、シリコーンを含む斑状構造を表面に有する基材と前記基材の表面にポリアルキレングリコールを含むコート層とを有することにより、優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮することができる。
本発明の一形態は、シリコーンを含む斑状構造を表面に有する基材と、前記基材の表面にポリアルキレングリコールを含むコート層と、を有する、医療器具である。医療器具が、シリコーンを含む斑状構造を表面に有する基材と前記基材の表面にポリアルキレングリコールを含むコート層とを有することにより、優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮することができる。
本明細書において、基材の「表面」とは、医療器具が使用される際に血液などが接触する側の表面および基材内の孔の表面部分をいう。例えば、医療器具が留置カテーテルである場合、表面は、外表面および/または内表面を意味する。
[シリコーンを含む斑状構造を表面に有する基材]
本形態に係る基材は、シリコーンを含む斑状構造を表面に有する。
本形態に係る基材は、シリコーンを含む斑状構造を表面に有する。
(基材)
基材本体の材料(斑状構造形成前の基材の材料)としては、特に制限されず、例えばポリエチレン、ポリプロピレン、エチレン-α-オレフィン共重合体等のポリオレフィンや変性ポリオレフィン;ポリアミド;ポリイミド;ポリウレタン;ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリシクロヘキサンテレフタレート、ポリエチレン-2,6-ナフタレート等のポリエステル;ポリ塩化ビニル;ポリ塩化ビニリデン(PVDC);ポリテトラフルオロエチレン(PTFE)、エチレン-テトラフルオロエチレン共重合体(ETFE)等のフッ素樹脂等の各種高分子材料、金属、セラミック、カーボン、およびこれらの複合材料等が例示できる。上記の高分子材料は延伸処理がなされたもの(例えば、ePTFE)であっても良い。
基材本体の材料(斑状構造形成前の基材の材料)としては、特に制限されず、例えばポリエチレン、ポリプロピレン、エチレン-α-オレフィン共重合体等のポリオレフィンや変性ポリオレフィン;ポリアミド;ポリイミド;ポリウレタン;ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリシクロヘキサンテレフタレート、ポリエチレン-2,6-ナフタレート等のポリエステル;ポリ塩化ビニル;ポリ塩化ビニリデン(PVDC);ポリテトラフルオロエチレン(PTFE)、エチレン-テトラフルオロエチレン共重合体(ETFE)等のフッ素樹脂等の各種高分子材料、金属、セラミック、カーボン、およびこれらの複合材料等が例示できる。上記の高分子材料は延伸処理がなされたもの(例えば、ePTFE)であっても良い。
基材の形状は医療器具の用途等に応じて適宜選択され、例えば、チューブ状、シート状、ロッド状等の形状をとりうる。基材の形態は、上記のような材料を単独で用いた成形体に限定されず、ブレンド成形物、アロイ化成形物、多層化成形物などでも使用可能である。基材は単層であっても、積層されていてもよい。この際、基材が積層されている場合には、各層の基材は同じものであっても、異なるものであってもよい。
(斑状構造)
本形態に係る発明において、医療器具を構成する基材の表面は、斑状構造にて構成されている。前記基材の表面は、凹凸状に形成されている。すなわち、一実施形態では、斑状構造は、前記表面に形成される凸部と、前記表面に形成される凹部とを含む。表面に形成される凸部は、シリコーンを含む。表面に形成される凹部は、実質的に被覆されておらず、基材の表面が露出している。凸部は平面視で粒状のものがランダムに複数繋がって曲がりくねった線状体を形成している部分を有する。凹部は平面視でその凸部の周りを取り巻いて凸部の線状体を比較的分散させた状態にしている。このように凸部と凹部が入り混じった状態を斑状という。斑状構造は、レーザー顕微鏡(対物レンズ150倍)で観察することにより確認できる。
本形態に係る発明において、医療器具を構成する基材の表面は、斑状構造にて構成されている。前記基材の表面は、凹凸状に形成されている。すなわち、一実施形態では、斑状構造は、前記表面に形成される凸部と、前記表面に形成される凹部とを含む。表面に形成される凸部は、シリコーンを含む。表面に形成される凹部は、実質的に被覆されておらず、基材の表面が露出している。凸部は平面視で粒状のものがランダムに複数繋がって曲がりくねった線状体を形成している部分を有する。凹部は平面視でその凸部の周りを取り巻いて凸部の線状体を比較的分散させた状態にしている。このように凸部と凹部が入り混じった状態を斑状という。斑状構造は、レーザー顕微鏡(対物レンズ150倍)で観察することにより確認できる。
図2は、実施例で作製した斑状構造を表面に有する基材の表面構造を示す画像である。色の濃い部分が凸部に該当し、色の薄い部分が凹部に該当する。凸部に該当する色の濃い部分がランダムな方向に延びて他の部分と連なり、複数の箇所にて繋がっている。色の薄い凹部は、凸部の周りを囲んで他の凹部と連なっている。基材の表面は、このように凸部と凹部が入り混じった状態になっている。色の濃い部分が他の部分と複数の箇所にて繋がっているものは網目構造とも表現できる。
なお、凸部部分にシリコーンが含まれることは、元素分析によって確認できる。
本形態の医療器具は、基材の表面がシリコーンを含む斑状構造と、前記基材の表面にポリアルキレングリコールを含むコート層と、を有することにより、優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮することができる。
基材の表面において、シリコーンを含む斑状構造として適度なサイズと分布により斑状を構成することにより、抗血栓性および滑り性を奏すると考えられる。シリコーンが斑状になるメカニズムは、第2成分として例えばポリエチレングリコール等のポリアルキレングリコール、基材およびシリコーンとの相互作用が関係していると考えられる。
好ましい実施形態において、本発明の効果をより発現できるとの観点から、斑状構造の平均凸部幅は、好ましくは0.1~10μmであり、より好ましくは0.5~3μmである。また、斑状構造の平均凹部幅は、好ましくは0.1~10μmであり、より好ましくは0.5~3μmである。
好ましい実施形態において、本発明の効果をより発現できるとの観点から、斑状構造の平均凸部幅と平均凹部幅との比(平均凸部幅/平均凹部幅)は、好ましくは0.1~5であり、より好ましくは0.3~3であり、さらに好ましくは0.4~2である。
斑状構造の平均凸部幅および平均凹部幅は、以下の方法により測定することができる。
まず、斑状構造を有する医療器具の表面をレーザー顕微鏡(VKX-100、キーエンス社製、対物レンズ150倍、モニター倍率3000倍)で観察し、画像を撮影する。撮影した画像を画像解析ソフトで解析する。具体的には、画像に任意の直線(第1の直線)を引き、また前記第1の直線に直交する第2の直線を引く。各直線と交差する凸部の部分を凸部幅とし、凹部部分を凹部幅とする。平均凸部幅は、少なくとも9点から得られた凸部幅を相加平均することで求める。また、平均凹部幅は、少なくとも9点から得られた凹部幅とし、得られた凹部幅を相加平均することで求める。X方向の測定値である凸部幅a、凹部幅b、Y方向の測定値である凸部幅a’、凹部幅b’に対し、b<b’のときa、bを採用し、b>b’のとき、a’、b’を採用する。
・シリコーン
本形態に係るシリコーンとしては、特に制限されず、生体適合性のシリコーンを適宜使用できる。前記シリコーンとしては、形態の安定性の観点から、好ましくは架橋型シリコーンを使用する。
本形態に係るシリコーンとしては、特に制限されず、生体適合性のシリコーンを適宜使用できる。前記シリコーンとしては、形態の安定性の観点から、好ましくは架橋型シリコーンを使用する。
架橋型シリコーンは、三次元の結合を含むシリコーン類である。架橋型シリコーンの具体例としては、特公昭61-35870号公報または特公昭62-52796号公報に記載のアミノ基含有シランとエポキシ基含有シランとの反応生成物と、シラノール基を含有するポリジオルガノシロキサンとの反応生成物、特公昭46-3627号公報に記載のアミノアルキルシロキサンとジメチルシロキサンとの共重合体などが挙げられる。
アミノ基含有シランとしては、γ-アミノプロピルトリエトキシシラン、γ-アミノプロピルメチルジエトキシシラン、N-(β-アミノエチル)アミノメチルトリメトキシシラン、γ-(β-アミノエチル)アミノプロピルトリメトキシシラン、γ-(N-(β-アミノエチル)アミノ)プロピルメチルジメトキシシラン、N-(β-アミノエチル)アミノメチルトリブトキシシラン、γ-(N-(β-(N-(β-アミノエチル)アミノ)エチル)アミノ)プロピルトリメトキシシランなどが例示される。
エポキシ基含有シランとしては、γ-グリシドキシプロピルトリメトキシシラン、γ-グリシドキシプロピルメチルジメトキシシラン、β-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、β-(3,4-エポキシシクロヘキシル)エチルメチルジメトキシシラン、β-(3,4-エポキシシクロヘキシル)エチルトリエトキシシラン、β-(3,4-エポキシシクロヘキシル)エチルメチルジエトキシシランなどが例示される。
シラノール基を含有するポリジオルガノシロキサンは、1分子中に少なくとも1個のシラノール基を有する。シラノール基を含有するポリジオルガノシロキサンの粘度は、25℃において、0.00002~1m2/sであり、好ましくは0.0001~0.1m2/sである。粘度が0.00002m2/s以上であると、十分な刺通性を得ることができる。粘度が1m2/s以下であると、硬化前の取り扱いが容易となる。シラノール基のケイ素原子に結合する有機基としては、メチル基等のアルキル基、フェニル基、ビニル基などが挙げられる。前記有機基は、ポリジオルガノシロキサンの合成の容易さの観点から、好ましくはメチル基またはフェニル基であり、より好ましくはメチル基である。シラノール基を含有するポリジオルガノシロキサンの具体例としては、片末端がシラノール基で閉塞され、もう一方の末端がトリメチルシリル基で閉塞されたポリジメチルシロキサン、両末端がシラノール基で閉塞されたポリジメチルシロキサン、両末端がシラノール基で閉塞されたポリメチルフェニルシロキサンなどが挙げられる。
アミノ基含有シランとエポキシ基含有シランとの反応生成物は、アミノ基含有シランとエポキシ基含有シランとを撹拌しながら加熱して反応させることで得ることができる。
アミノ基含有シランとエポキシ基含有シランとの反応比は、アミノ基含有シラン1モルに対し、エポキシ基含有シラン0.5~3.0モル、好ましくは0.75~1.5モルである。
アミノ基含有シランとエポキシ基含有シランとの反応生成物(A成分)と、シラノール基を含有するポリジオルガノシロキサン(B成分)との反応生成物は、A成分とB成分とを、必要に応じて溶媒を使用して、加熱しながら反応させることで得ることができる。A成分とB成分との配合比は、A成分とB成分との合計に対して、A成分が0.1~10質量%であり、B成分が90~99.9質量%である。前記配合比は、好ましくはA成分が1~5質量%であり、B成分が95~99質量%である。
また、架橋型シリコーンとして、市販品を使用することができる。使用可能な市販品としては、MDX4-4159(ダウケミカル社製)などが挙げられる。
・その他の成分
本形態に係る斑状構造は、シリコーン以外の成分をさらに含むことができる。その他の成分としては、ポリアルキレングリコール、シリコーンと共通の溶媒に溶解可能なポリメトキシエチルアクリレート(PMEA)などの親水性高分子、薬理作用もしくは抗菌作用がある有機化合物などが挙げられる。
本形態に係る斑状構造は、シリコーン以外の成分をさらに含むことができる。その他の成分としては、ポリアルキレングリコール、シリコーンと共通の溶媒に溶解可能なポリメトキシエチルアクリレート(PMEA)などの親水性高分子、薬理作用もしくは抗菌作用がある有機化合物などが挙げられる。
一実施形態において、斑状構造は、シリコーンに加えてポリアルキレングリコールを含む。斑状構造がポリアルキレングリコールを含むことにより、滑り性、具体的には刺通特性を向上させることができる。刺通中にポリアルキレングリコールが溶出して抵抗を下げることができる。また、ポリアルキレングリコールの分子量(重量平均分子量)が高いほど滑り性を向上することができる。
ポリアルキレングリコールは、刺通特性を向上させるとの観点から、好ましくはポリエチレングリコール、ポリプロピレングリコールおよびポリブチレングリコールから選択され、より好ましくはポリエチレングリコールである。
ポリアルキレングリコールの重量平均分子量は、例えば100~10000000であり、好ましくは200~4000000であり、より好ましくは400~500000である。重量平均分子量は、標準物質としてポリスチレン、移動相としてテトラヒドロフラン(THF)を用いたゲル浸透クロマトグラフィー(Gel Permeation Chromatography、GPC)により測定した値を採用する。
[ポリアルキレングリコールを含むコート層]
本形態の医療器具は、上記基材の表面にポリアルキレングリコールを含むコート層を有する。これにより、基材表面の斑状構造による効果のうち、刺通特性をより向上させることができる。
本形態の医療器具は、上記基材の表面にポリアルキレングリコールを含むコート層を有する。これにより、基材表面の斑状構造による効果のうち、刺通特性をより向上させることができる。
コート層は、基材の表面全体がコート層により完全に覆われている形態であってもよく、基材の表面の一部のみがコート層により覆われている形態、すなわち基材表面の一部のみにコート層が付着した形態であってもよい。
ポリアルキレングリコールは、刺通特性を向上させるとの観点から、好ましくはポリエチレングリコール、ポリプロピレングリコールおよびポリブチレングリコールから選択され、より好ましくはポリエチレングリコールである。
ポリアルキレングリコールの重量平均分子量は、例えば400~10000000であり、好ましくは1000~4000000であり、より好ましくは2000~500000である。ポリアルキレングリコールの重量平均分子量が大きくなるにつれて、刺通特性をより向上させることができる。
重量平均分子量は、標準物質としてポリスチレン、移動相としてテトラヒドロフラン(THF)を用いたゲル浸透クロマトグラフィー(Gel Permeation Chromatography、GPC)により測定した値を採用する。
コート層は、ポリアルキレングリコールのみから形成されていてもよく、また本発明の効果を損なわない限り、ポリアルキレングリコール以外の成分を含んでいてもよい。ポリアルキレングリコール以外の成分としては、グリセリン、薬理作用もしくは抗菌作用がある水溶性の化合物などが挙げられる。
コート層がポリアルキレングリコール以外の成分を含む場合、当該成分の含有量は、コート層の合計質量に対して、例えば0質量%を超えて50質量%以下である。
[医療器具]
本形態の医療器具としては、体液や血液などと接触して用いる器具が挙げられる。上述のとおり、医療器具の表面がシリコーンを含む斑状構造と前記基材の表面にポリアルキレングリコールを含むコート層とを有することにより、優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮することができる。そのため、本形態の医療器具は、刺通特性および/または抗血栓性を要求されるものであれば、いずれの用途で使用されてもよい。例えば、カテーテル、シース、カニューレ、針、三方活栓、ガイドワイヤなどが挙げられる。また、他の例としては、血液回路、人工透析器、人工(補助)心臓、人工肺、留置針、人工腎臓、ステントなどが挙げられる。血管などの体腔に挿入や留置をする医療器具の場合は、体腔と接触する際に滑り性を向上させるために当該器具の少なくとも一部の外表面に上記構造を有することができる。カテーテル、シースなど、内部空間に他の器具を挿入する医療器具の場合は、他の器具を挿入する際の滑り性を向上させるために、内部空間の少なくとも一部の表面に上記構造を有することができる。特に、本形態の医療器具は、滑り性、特に刺通特性と抗血栓性とを両立できるため、留置カテーテルとして好適に使用される。
本形態の医療器具としては、体液や血液などと接触して用いる器具が挙げられる。上述のとおり、医療器具の表面がシリコーンを含む斑状構造と前記基材の表面にポリアルキレングリコールを含むコート層とを有することにより、優れた滑り性(特に、刺通特性)を有し、かつ優れた抗血栓性を発揮することができる。そのため、本形態の医療器具は、刺通特性および/または抗血栓性を要求されるものであれば、いずれの用途で使用されてもよい。例えば、カテーテル、シース、カニューレ、針、三方活栓、ガイドワイヤなどが挙げられる。また、他の例としては、血液回路、人工透析器、人工(補助)心臓、人工肺、留置針、人工腎臓、ステントなどが挙げられる。血管などの体腔に挿入や留置をする医療器具の場合は、体腔と接触する際に滑り性を向上させるために当該器具の少なくとも一部の外表面に上記構造を有することができる。カテーテル、シースなど、内部空間に他の器具を挿入する医療器具の場合は、他の器具を挿入する際の滑り性を向上させるために、内部空間の少なくとも一部の表面に上記構造を有することができる。特に、本形態の医療器具は、滑り性、特に刺通特性と抗血栓性とを両立できるため、留置カテーテルとして好適に使用される。
<医療器具の製造方法>
本発明の別の形態は、シリコーンおよびポリアルキレングリコールを含む混合溶液を基材に塗布して、シリコーンを含む斑状構造を表面に有する基材を作製することと、
ポリアルキレングリコールを含む溶液を、シリコーンを含む斑状構造を表面に有する基材に塗布して、コート層を形成することと、を有する、医療器具の製造方法である。
本発明の別の形態は、シリコーンおよびポリアルキレングリコールを含む混合溶液を基材に塗布して、シリコーンを含む斑状構造を表面に有する基材を作製することと、
ポリアルキレングリコールを含む溶液を、シリコーンを含む斑状構造を表面に有する基材に塗布して、コート層を形成することと、を有する、医療器具の製造方法である。
[シリコーンを含む斑状構造を表面に有する基材を作製する工程]
本工程では、シリコーンおよびポリアルキレングリコールを含む混合溶液を基材に塗布する。
本工程では、シリコーンおよびポリアルキレングリコールを含む混合溶液を基材に塗布する。
シリコーン、ポリアルキレングリコールおよび基材については、上記医療器具のシリコーンを含む斑状構造を表面に有する基材における形態と同様であるため、説明を省略する。
混合溶液の調製方法は、特に制限されず、例えば溶媒にシリコーンおよびポリアルキレングリコールを溶解して作製することができる。溶媒としては、シリコーンおよびポリアルキレングリコールを溶解できるものであれば特に制限されない。例えば、上記架橋型シリコーンおよびポリアルキレングリコールに対する溶媒としては、ジクロロペンタフルオロプロパン、塩化メチレン、ハイドロクロロフルオロオレフィン、トランス-1,2-ジクロロエチレン、クロロホルムなどを使用できる。
混合溶液中のシリコーンの濃度は、基材の表面に斑状構造を形成できる濃度であれば特に制限されないが、例えば0.1~20v/v%であり、好ましくは1~10v/v%である。
混合溶液中のポリアルキレングリコールの濃度は、基材の表面に斑状構造を形成できる濃度であれば特に制限されないが、例えば0.1w/v%以上2.0w/v%未満であり、好ましくは0.1~1.0w/v%である。
一実施形態において、本形態の製造方法に係る混合溶液は、1~10v/v%のシリコーンおよび0.1~1.0w/v%のポリアルキレングリコールを含む。
使用するシリコーンおよびポリアルキレングリコールの種類、ならびに混合溶液中のシリコーンおよびポリアルキレングリコールの濃度を適宜調整することにより、医療器具の表面に形成される斑状構造の平均凸部幅および平均凹部幅を調整することができる。
混合溶液を基材に塗布する方法は、特に制限されず、塗布・印刷法、浸漬法(ディッピング法、ディップコート法)、噴霧法(スプレー法)、スピンコート法、混合溶液含浸スポンジコート法など、従来公知の方法を使用できる。
本形態の好ましい実施形態では、混合溶液を基材に塗布する方法は、浸漬法(ディッピング法)である。浸漬温度は、特に制限されず、例えば10~50℃であり、好ましくは、15~40℃である。浸漬時間は、特に制限されず、例えば10秒~30分である。
なお、カテーテル、ガイドワイヤ、注射針等の細く狭い内面に斑状構造を形成させる場合、混合溶液中に基材を浸漬して、系内を減圧にして脱泡させてもよい。減圧にして脱泡させることにより、細く狭い内面に素早く溶液を浸透させ、斑状構造の形成を促進できる。
混合溶液中に基材を浸漬した後は、基材を取り出して、乾燥処理を行う。基材を引き上げる際の速度は、特に制限されず、例えば5~50mm/secである。乾燥条件(温度、時間など)は、基材の表面に斑状構造を形成できる条件であれば、特に制限されない。具体的には、乾燥温度は、好ましくは20~150℃である。乾燥時間は、好ましくは20分~2時間、より好ましくは30分~1時間である。
乾燥時の圧力条件も何ら制限されるものではなく、常圧(大気圧)下で行うことができるほか、加圧ないし減圧下で行ってもよい。
乾燥手段(装置)としては、例えば、オーブン、減圧乾燥機などを利用することができるが、自然乾燥の場合には、特に乾燥手段(装置)は不要である。
上記方法により、シリコーンを含む斑状構造を表面に有する基材を製造できる。
[コート層を形成する工程]
本工程では、ポリアルキレングリコールを含む溶液を、シリコーンを含む斑状構造を表面に有する基材に塗布する。
本工程では、ポリアルキレングリコールを含む溶液を、シリコーンを含む斑状構造を表面に有する基材に塗布する。
ポリアルキレングリコールについては、上記医療器具のポリアルキレングリコールを含むコート層における形態と同様であるため、説明を省略する。
溶液の調製方法は、特に制限されず、例えば溶媒にポリアルキレングリコールを溶解して作製することができる。溶媒としては、ポリエチレングリコールを溶解できるものであれば特に制限されない。例えば、ポリアルキレングリコールがポリエチレングリコールである場合、溶媒としては、水、メタノール、エタノール、イソプロピルアルコール等のアルコール、アセトン、テトラヒドロフラン、ジクロロペンタフルオロプロパン、塩化メチレン、ハイドロクロロフルオロオレフィン、トランス-1,2-ジクロロエチレン、クロロホルムなどを使用できる。
溶液中のポリアルキレングリコールの濃度は、使用するポリアルキレングリコールの重量平均分子量に応じて適宜調整されるが、例えば0.1~40w/v%である。
コート層がポリアルキレングリコール以外の成分を含む場合、溶液中の当該成分の含有量は、コート層の合計質量に対して、例えば0質量%を超えて50質量%以下となるように、適宜調整できる。
溶液を、シリコーンを含む斑状構造を表面に有する基材に塗布する方法は、特に制限されず、上記シリコーンを含む斑状構造を表面に有する基材を作製する工程と同様に、塗布・印刷法、浸漬法(ディッピング法、ディップコート法)、噴霧法(スプレー法)、スピンコート法、混合溶液含浸スポンジコート法など、従来公知の方法を使用できる。
本形態の好ましい実施形態では、溶液をシリコーンを含む斑状構造を表面に有する基材に塗布する方法は、浸漬法(ディッピング法)である。浸漬温度は、特に制限されず、例えば10~50℃であり、好ましくは、15~40℃である。浸漬時間は、特に制限されず、例えば10秒~30分である。
溶液中にシリコーンを含む斑状構造を表面に有する基材を浸漬した後は、当該基材を取り出して、乾燥処理を行う。基材を引き上げる際の速度は、特に制限されず、例えば5~50mm/secである。乾燥条件(温度、時間など)は、基材の表面にコート層を形成できる条件であれば、特に制限されない。具体的には、乾燥温度は、好ましくは20~150℃である。乾燥時間は、好ましくは20分~2時間、より好ましくは30分~1時間である。
乾燥時の圧力条件も何ら制限されるものではなく、常圧(大気圧)下で行うことができるほか、加圧ないし減圧下で行ってもよい。
乾燥手段(装置)としては、例えば、オーブン、減圧乾燥機などを利用することができるが、自然乾燥の場合には、特に乾燥手段(装置)は不要である。
上記方法により、ポリアルキレングリコールを含むコート層を形成することができる。
本発明の効果を、以下の実施例および比較例を用いて説明する。ただし、本発明の技術的範囲が以下の実施例のみに制限されるわけではない。特記しない限り、操作は室温(25℃)で行った。また、特記しない限り、「%」および「部」は、それぞれ、「重量%」および「重量部」を意味する。
(カテーテル基材の作製)
ポリウレタン樹脂(日本ミラクトラン株式会社製)を用いて押出成型を行い、その後100℃で1時間アニール処理を行い、カテーテル基材を作製した。
ポリウレタン樹脂(日本ミラクトラン株式会社製)を用いて押出成型を行い、その後100℃で1時間アニール処理を行い、カテーテル基材を作製した。
(斑状構造を表面に有する基材の作製)
ポリエチレングリコール(PEG)(重量平均分子量4000)と特公昭61-35870号公報に記載のコーティング剤調製例1に基づいて作られた架橋型シリコーンとをそれぞれ0.5w/v%と3v/v%とになるようアサヒクリンAK225(ジクロロペンタフルオロプロパン;旭硝子株式会社)に溶解して、混合溶液を作製した。この混合溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を10秒間浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥した。その後、RO水に浸漬して、斑状構造を表面に有する基材を作製した。作製した基材をレーザー顕微鏡(対物レンズ150倍)を用いて確認したところ、表面に斑状構造が形成されていた(図2)。
ポリエチレングリコール(PEG)(重量平均分子量4000)と特公昭61-35870号公報に記載のコーティング剤調製例1に基づいて作られた架橋型シリコーンとをそれぞれ0.5w/v%と3v/v%とになるようアサヒクリンAK225(ジクロロペンタフルオロプロパン;旭硝子株式会社)に溶解して、混合溶液を作製した。この混合溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を10秒間浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥した。その後、RO水に浸漬して、斑状構造を表面に有する基材を作製した。作製した基材をレーザー顕微鏡(対物レンズ150倍)を用いて確認したところ、表面に斑状構造が形成されていた(図2)。
(実施例1)
ポリエチレングリコール(PEG)(重量平均分子量4000)を30w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製した斑状構造を表面に有する基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
ポリエチレングリコール(PEG)(重量平均分子量4000)を30w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製した斑状構造を表面に有する基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
(実施例2)
ポリエチレングリコール(PEG)(重量平均分子量50000)を1w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製した斑状構造を表面に有する基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
ポリエチレングリコール(PEG)(重量平均分子量50000)を1w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製した斑状構造を表面に有する基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
(実施例3)
ポリエチレングリコール(PEG)(重量平均分子量350000)を0.5w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製した斑状構造を表面に有する基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
ポリエチレングリコール(PEG)(重量平均分子量350000)を0.5w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製した斑状構造を表面に有する基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
(比較例1)
ポリエチレングリコール(PEG)(重量平均分子量4000)を30w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
ポリエチレングリコール(PEG)(重量平均分子量4000)を30w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
(比較例2)
ポリエチレングリコール(PEG)(重量平均分子量50000)を1w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
ポリエチレングリコール(PEG)(重量平均分子量50000)を1w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
(比較例3)
ポリエチレングリコール(PEG)(重量平均分子量350000)を0.5w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
ポリエチレングリコール(PEG)(重量平均分子量350000)を0.5w/v%になるようアサヒクリンAK225に溶解して、PEG溶液を作製した。このPEG溶液に、株式会社アイエイアイ製ロボシリンダーを用いて、上記で作製したカテーテル基材を浸漬し、速度5mm/secで引き上げ、60℃で30分乾燥して、カテーテルを作製した。
<評価>
[刺通抵抗評価]
実施例1~3のカテーテルおよび比較例1~3の比較カテーテルについて、刺通抵抗(胴部抵抗)を測定した。具体的には、外径0.8mm、内径1.1mmのカテーテルに内針を組み込み、株式会社島津製作所製小型卓上試験機EZ-1を用いて、厚さ50μmのポリエチレンフィルムに角度90度、速度30mm/minで水を垂らしながら穿刺し、針先から10mm通過後の最大抵抗値を測定した。結果を表1に示す。
[刺通抵抗評価]
実施例1~3のカテーテルおよび比較例1~3の比較カテーテルについて、刺通抵抗(胴部抵抗)を測定した。具体的には、外径0.8mm、内径1.1mmのカテーテルに内針を組み込み、株式会社島津製作所製小型卓上試験機EZ-1を用いて、厚さ50μmのポリエチレンフィルムに角度90度、速度30mm/minで水を垂らしながら穿刺し、針先から10mm通過後の最大抵抗値を測定した。結果を表1に示す。
[抗血栓性評価]
実施例1~3のカテーテルおよび比較例1~3の比較カテーテルについて、図1に示す系にて3時間の血液循環実験を行った。循環後、トロンビン-アンチトロンビン複合体(TAT)産生量を測定した。TAT産生量は、EIA法によって測定した。結果を表1に示す。
実施例1~3のカテーテルおよび比較例1~3の比較カテーテルについて、図1に示す系にて3時間の血液循環実験を行った。循環後、トロンビン-アンチトロンビン複合体(TAT)産生量を測定した。TAT産生量は、EIA法によって測定した。結果を表1に示す。
[斑状構造の測定]
上記で作製した斑状構造を表面に有する基材について、レーザー顕微鏡(対物レンズ150倍)で観察し、画像を撮影した。撮影画像を画像解析ソフトで解析した。X方向(カテーテル軸方向)で斑状構造の凸部幅aと斑状構造の凹部幅bとをそれぞれ9点測定し、同じくX方向と直交するY方向についても斑状構造の凸部幅a’と斑状構造の凹部幅b’とをそれぞれ9点測定した(図3および4参照)。得られた凸部幅および凹部幅を相加平均することで、平均凸部幅および平均凹部幅を算出した。結果を表1に示す。
上記で作製した斑状構造を表面に有する基材について、レーザー顕微鏡(対物レンズ150倍)で観察し、画像を撮影した。撮影画像を画像解析ソフトで解析した。X方向(カテーテル軸方向)で斑状構造の凸部幅aと斑状構造の凹部幅bとをそれぞれ9点測定し、同じくX方向と直交するY方向についても斑状構造の凸部幅a’と斑状構造の凹部幅b’とをそれぞれ9点測定した(図3および4参照)。得られた凸部幅および凹部幅を相加平均することで、平均凸部幅および平均凹部幅を算出した。結果を表1に示す。

表1に示すように、実施例のカテーテルは、比較例の比較カテーテルに比べて、優れた滑り性、具体的には刺通特性を有し、かつ優れた抗血栓性を発揮することが分かる。
本出願は、2019年9月17日に出願された日本国特許出願第2019-168674号に基づいており、その開示内容は、参照により全体として引用されている。
Claims (7)
- シリコーンを含む斑状構造を表面に有する基材と、前記基材の表面にポリアルキレングリコールを含むコート層と、を有する、医療器具。
- 前記コート層に含まれるポリアルキレングリコールがポリエチレングリコールである、請求項1に記載の医療器具。
- 前記斑状構造がポリアルキレングリコールをさらに含む、請求項1または2に記載の医療器具。
- 前記斑状構造が前記基材の表面に形成される凸部と前記基材の表面に形成される凹部とを含む、請求項1~3のいずれか1項に記載の医療器具。
- 前記斑状構造の平均凸部幅が0.1~10μmであり、前記斑状構造の平均凹部幅が0.1~10μmである、請求項4に記載の医療器具。
- シリコーンおよびポリアルキレングリコールを含む混合溶液を基材に塗布して、シリコーンを含む斑状構造を表面に有する基材を作製することと、
ポリアルキレングリコールを含む溶液を、シリコーンを含む斑状構造を表面に有する基材に塗布して、コート層を形成することと、
を有する、医療器具の製造方法。 - 前記混合溶液が1~10v/v%のシリコーンおよび0.1~1.0w/v%のポリアルキレングリコールを含む、請求項6に記載の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021546543A JP7550776B2 (ja) | 2019-09-17 | 2020-08-07 | 医療器具および医療器具の製造方法 |
| US17/695,790 US20220202998A1 (en) | 2019-09-17 | 2022-03-15 | Medical device and method for producing medical device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019168674 | 2019-09-17 | ||
| JP2019-168674 | 2019-09-17 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/695,790 Continuation US20220202998A1 (en) | 2019-09-17 | 2022-03-15 | Medical device and method for producing medical device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021053996A1 true WO2021053996A1 (ja) | 2021-03-25 |
Family
ID=74883472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/030403 WO2021053996A1 (ja) | 2019-09-17 | 2020-08-07 | 医療器具および医療器具の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20220202998A1 (ja) |
| JP (1) | JP7550776B2 (ja) |
| WO (1) | WO2021053996A1 (ja) |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05184666A (ja) * | 1992-01-10 | 1993-07-27 | Kato Hatsujo Kaisha Ltd | ガイドワイヤー及びその製造法 |
| JPH0751356A (ja) * | 1993-08-20 | 1995-02-28 | Ube Ind Ltd | 抗血栓性医療用具及び抗血栓性付与方法 |
| WO1999018891A1 (en) * | 1997-10-10 | 1999-04-22 | Usbiomaterials Corporation | Percutaneous biofixed medical implants |
| JP2001104486A (ja) * | 1999-10-06 | 2001-04-17 | Nippon Sherwood Medical Industries Ltd | ダブルルーメンカテーテル |
| WO2006050806A1 (en) * | 2004-11-05 | 2006-05-18 | Bayer Innovation Gmbh | Antimicroboial active ingredient-containing silicone elastomers |
| JP2006320400A (ja) * | 2005-05-17 | 2006-11-30 | Air Water Inc | カテーテルの製造方法 |
| JP2008000287A (ja) * | 2006-06-21 | 2008-01-10 | Terumo Corp | 医療用具コーティング用摺動性組成物および摺動性被膜保有医療用具 |
| WO2009119761A1 (ja) * | 2008-03-26 | 2009-10-01 | 株式会社カネカ | 抗血栓性表面 |
| JP2013146504A (ja) * | 2012-01-23 | 2013-08-01 | Terumo Corp | 医療用具およびその製造方法 |
| JP2013192885A (ja) * | 2012-03-22 | 2013-09-30 | Terumo Corp | 医療用具およびその製造方法 |
| JP2014200974A (ja) * | 2013-04-03 | 2014-10-27 | テルモ株式会社 | 構造体およびこれを用いてなる内視鏡 |
| JP2016202912A (ja) * | 2015-04-21 | 2016-12-08 | 富士フィルター工業株式会社 | 金属成形体、及び金属成形体の製造方法 |
| US20170130096A1 (en) * | 2015-10-28 | 2017-05-11 | The Texas A&M University System | Amphiphilic siloxane materials to reduce adhesion events in medical, marine and industrial applications |
| WO2017145842A1 (ja) * | 2016-02-22 | 2017-08-31 | オリンパス株式会社 | 医療機器用付着防止膜および医療機器 |
| JP2018023758A (ja) * | 2016-08-02 | 2018-02-15 | 日立金属株式会社 | ケーブル及び医療用中空管 |
-
2020
- 2020-08-07 JP JP2021546543A patent/JP7550776B2/ja active Active
- 2020-08-07 WO PCT/JP2020/030403 patent/WO2021053996A1/ja active Application Filing
-
2022
- 2022-03-15 US US17/695,790 patent/US20220202998A1/en active Pending
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05184666A (ja) * | 1992-01-10 | 1993-07-27 | Kato Hatsujo Kaisha Ltd | ガイドワイヤー及びその製造法 |
| JPH0751356A (ja) * | 1993-08-20 | 1995-02-28 | Ube Ind Ltd | 抗血栓性医療用具及び抗血栓性付与方法 |
| WO1999018891A1 (en) * | 1997-10-10 | 1999-04-22 | Usbiomaterials Corporation | Percutaneous biofixed medical implants |
| JP2001104486A (ja) * | 1999-10-06 | 2001-04-17 | Nippon Sherwood Medical Industries Ltd | ダブルルーメンカテーテル |
| WO2006050806A1 (en) * | 2004-11-05 | 2006-05-18 | Bayer Innovation Gmbh | Antimicroboial active ingredient-containing silicone elastomers |
| JP2006320400A (ja) * | 2005-05-17 | 2006-11-30 | Air Water Inc | カテーテルの製造方法 |
| JP2008000287A (ja) * | 2006-06-21 | 2008-01-10 | Terumo Corp | 医療用具コーティング用摺動性組成物および摺動性被膜保有医療用具 |
| WO2009119761A1 (ja) * | 2008-03-26 | 2009-10-01 | 株式会社カネカ | 抗血栓性表面 |
| JP2013146504A (ja) * | 2012-01-23 | 2013-08-01 | Terumo Corp | 医療用具およびその製造方法 |
| JP2013192885A (ja) * | 2012-03-22 | 2013-09-30 | Terumo Corp | 医療用具およびその製造方法 |
| JP2014200974A (ja) * | 2013-04-03 | 2014-10-27 | テルモ株式会社 | 構造体およびこれを用いてなる内視鏡 |
| JP2016202912A (ja) * | 2015-04-21 | 2016-12-08 | 富士フィルター工業株式会社 | 金属成形体、及び金属成形体の製造方法 |
| US20170130096A1 (en) * | 2015-10-28 | 2017-05-11 | The Texas A&M University System | Amphiphilic siloxane materials to reduce adhesion events in medical, marine and industrial applications |
| WO2017145842A1 (ja) * | 2016-02-22 | 2017-08-31 | オリンパス株式会社 | 医療機器用付着防止膜および医療機器 |
| JP2018023758A (ja) * | 2016-08-02 | 2018-02-15 | 日立金属株式会社 | ケーブル及び医療用中空管 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021053996A1 (ja) | 2021-03-25 |
| JP7550776B2 (ja) | 2024-09-13 |
| US20220202998A1 (en) | 2022-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DK1979016T3 (en) | A method for applying a hydrophilic coating on a substrate, and substrates having a hydrophilic coating | |
| JP6330161B2 (ja) | 重合基体およびシリコーンポリマーの層を含む物品 | |
| CN1250382A (zh) | 用于医疗装置表面涂层的结合层 | |
| US11724008B2 (en) | Hydrophilic medical device | |
| JP2009515604A (ja) | 潤滑化合物及びそれから作られる医療装置 | |
| AU2007307719A1 (en) | Compositions and devices comprising silicone and specific polyphosphazenes | |
| WO2019142710A1 (ja) | 医療用コーティング材料および該医療用コーティング材料を利用した医療用具 | |
| WO2021053996A1 (ja) | 医療器具および医療器具の製造方法 | |
| EP1765427A2 (en) | Preparation of hydrophilic coatings utilizing a 1,3-dioxolane compound | |
| WO2021059780A1 (ja) | 医療器具および医療器具の製造方法 | |
| JP6397889B2 (ja) | 医療材料、および該医療材料を利用した医療用具 | |
| WO2019188598A1 (ja) | 医療器具および医療用具の製造方法 | |
| WO2016119586A1 (zh) | 一种医疗器械润滑剂系统及其应用方法 | |
| JPWO2019187860A1 (ja) | 医療器具および医療器具の製造方法 | |
| JP4744189B2 (ja) | カテーテルの製造方法 | |
| JP7365830B2 (ja) | 医療器具および医療器具の製造方法 | |
| JP6456196B2 (ja) | 抗血栓性接着用組成物、ならびに該抗血栓性接着用組成物を利用した医療用具およびその製造方法 | |
| JP2014147639A (ja) | 医療用具 | |
| US9694117B2 (en) | Antithrombotic medical materials and medical apparatus using the same materials | |
| JP6426625B2 (ja) | 抗血栓性医療材料、および該医療材料を利用した医療用具 | |
| US20220002571A1 (en) | Hydrophilic coating composition for double-layer coating and hydrophilic coating method using same | |
| WO2014123077A1 (ja) | 医療用コーティング材料および医療用具 | |
| JP2018149270A (ja) | 抗血栓性コーティング材 | |
| JP2019189754A (ja) | 潤滑性基材及びその製造方法、並びに潤滑性基材を用いた医療材料 | |
| JP2017136166A (ja) | 医療用具およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20865419 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021546543 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20865419 Country of ref document: EP Kind code of ref document: A1 |