WO2021039877A1 - 粘着テ-プ - Google Patents
粘着テ-プ Download PDFInfo
- Publication number
- WO2021039877A1 WO2021039877A1 PCT/JP2020/032266 JP2020032266W WO2021039877A1 WO 2021039877 A1 WO2021039877 A1 WO 2021039877A1 JP 2020032266 W JP2020032266 W JP 2020032266W WO 2021039877 A1 WO2021039877 A1 WO 2021039877A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive tape
- styrene
- mass
- base material
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
- C09J7/243—Ethylene or propylene polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F293/00—Macromolecular compounds obtained by polymerisation on to a macromolecule having groups capable of inducing the formation of new polymer chains bound exclusively at one or both ends of the starting macromolecule
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/062—Copolymers with monomers not covered by C09J133/06
- C09J133/066—Copolymers with monomers not covered by C09J133/06 containing -OH groups
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/245—Vinyl resins, e.g. polyvinyl chloride [PVC]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/003—Additives being defined by their diameter
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/50—Additional features of adhesives in the form of films or foils characterized by process specific features
- C09J2301/502—Additional features of adhesives in the form of films or foils characterized by process specific features process for debonding adherents
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2409/00—Presence of diene rubber
- C09J2409/001—Presence of diene rubber in the barrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/04—Presence of homo or copolymers of ethene
- C09J2423/041—Presence of homo or copolymers of ethene in the barrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/10—Presence of homo or copolymers of propene
- C09J2423/101—Presence of homo or copolymers of propene in the barrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2425/00—Presence of styrenic polymer
- C09J2425/001—Presence of styrenic polymer in the barrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
- C09J2453/001—Presence of block copolymer in the barrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
- C09J2453/006—Presence of block copolymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Definitions
- the present invention relates to an adhesive tape.
- Adhesive tape has excellent workability and high adhesive reliability, so it can be used as a joining means in various industrial fields such as OA equipment, IT / home appliances, and automobiles for fixing parts and temporarily fixing parts. , Widely used in label applications for displaying product information (for example, Patent Document 1).
- an object of the present invention is to provide an adhesive tape that can be removed from an adherend more easily and more quickly.
- An adhesive tape provided with a base material layer and adhesive layers on both sides of the base material layer.
- the base material layer has a thickness of 10 to 100 ⁇ m, a breaking strength of 20 to 90 MPa, a breaking elongation of 400 to 1500%, and a 100% modulus of 1 to 5 MPa.
- the pressure-sensitive adhesive composition forming the pressure-sensitive adhesive layer is characterized by containing 1 to 40% by mass of filler particles having an average particle size of 0.1 to 40 ⁇ m with respect to 100% by mass of the pressure-sensitive adhesive composition.
- Tape [2] The adhesive tape according to the above [1], wherein the rubber hardness of the base material layer is 60 to 90 A.
- the base material layer contains a hydrogenated block copolymer composed of at least a hard segment X and a soft segment Y, and the soft segment Y in the hydrogenated material has a linear structure.
- the base material layer contains at least a hydrogenated block copolymer composed of a polymer block (A) and a polymer block (B).
- the polymer block (A) is mainly composed of a structural unit derived from a styrene compound.
- the polymer block (B) is a block composed of a random copolymer of a linear hydrogenated butadiene structural unit (b1) and a hydrogenated isoprene structural unit (b2) having a side chain.
- the adhesive tape according to any one of [5].
- the present invention can provide an adhesive tape that can be removed from an adherend more easily and more quickly.
- the pressure-sensitive adhesive tape of the present embodiment is a pressure-sensitive adhesive tape provided with a base material layer and pressure-sensitive adhesive layers on both sides of the base material layer.
- the base material layer of the pressure-sensitive adhesive tape of the present embodiment has a thickness of 10 to 100 ⁇ m, a breaking strength of 20 to 90 MPa, a breaking elongation of 400 to 1500%, and a 100% modulus of 1 to 5 MPa.
- the pressure-sensitive adhesive composition forming the pressure-sensitive adhesive layer of the pressure-sensitive adhesive tape of the present embodiment filler particles having an average particle size of 0.1 to 40 ⁇ m are added from 1 to 40 with respect to 100% by mass of the pressure-sensitive adhesive composition. Contains% by mass.
- the adhesive tape of the present embodiment can be removed more easily and more quickly from the adherend (the object to which the adhesive tape is attached).
- the base material layer of the adhesive tape of the present embodiment has a breaking strength of 20 to 90 MPa, a breaking elongation of 400 to 1500%, and a 100% modulus of 1 to 5 MPa.
- the operator can pull with a relatively light force, and the operator can perform the adhesive tape at a relatively high speed through the peeling process.
- the adhesive tape can be peeled off (can be peeled off again) from the adherend without tearing even if it is pulled with.
- the base material layer of the adhesive tape of the present embodiment has a thickness of 10 to 100 ⁇ m, it is possible to secure the strength of the adhesive tape and the pullability of the adhesive tape.
- the pressure-sensitive adhesive layer of the pressure-sensitive adhesive tape of the present embodiment is formed from a pressure-sensitive adhesive composition containing 1 to 40% by mass of filler particles having an average particle size of 0.1 to 40 ⁇ m.
- the adhesive tape when the adhesive tape is pulled to be peeled off from the adherend, the filler particles are exposed from the adhesive layer thinned by the elongation of the adhesive tape, and the adhesive force of the adhesive layer to the adherend is reduced.
- the adhesive tape can be easily peeled off. Therefore, according to the adhesive tape of the present embodiment, the adhesive tape can be removed from the adherend more easily and more quickly.
- the adhesive tape is provided with a base material layer between the pressure-sensitive adhesive layers on both sides, and the base material layer has a thickness of 10 to 100 ⁇ m, a breaking strength of 20 to 90 MPa, and a breaking elongation of 400 to. 1500% and 100% modulus is 1-5 MPa.
- the base material layer is not particularly limited as long as it has the above characteristics, and can be appropriately selected from known materials that can be used for the adhesive tape.
- the following base material materials can be used. It is preferable to contain it, and other components may be further contained if necessary.
- the base material layer may have a single-layer structure, or may have a multi-layer structure of two layers, three layers, or more.
- the substrate layer has a breaking strength of 20 to 90 MPa, preferably 30 to 90 MPa, and more preferably 40 to 90 MPa. Since the breaking strength is 20 MPa or more, when the adhesive tape is peeled off from the adherend, the adhesive tape is peeled off from the adherend without being torn even if the operator pulls it at a relatively high speed. be able to. Further, when the breaking strength is 90 MPa or less, it is possible to prevent the operator from excessively increasing the stress when pulling the adhesive tape.
- the breaking strength of the base material layer in the adhesive tape is such that the base material layer is punched into a dumbbell shape with a marked line length of 20 mm and a width of 5 mm, and the measurement atmosphere is 23 ° C.
- the breaking strength can be adjusted by appropriately selecting a material and stretching the base material layer in the manufacturing process.
- the substrate layer has a breaking elongation of 400 to 1500%, preferably 400 to 1200%, and more preferably 400 to 1000%.
- the breaking elongation at break is 400% or more, even when the adhesive tape is firmly adhered to the adherend, the stress when peeling the adhesive tape does not become too large. Further, since the breaking elongation is 1500% or less, when the adhesive tape is peeled off, the stretching distance does not become too long and the work can be performed in a small space.
- the breaking elongation of the base material layer in the adhesive tape is such that the base material layer is punched into a dumbbell shape with a marked line length of 20 mm and a width of 5 mm, and the measurement atmosphere is 23 ° C. and 50% RH.
- Model: RTF-1210, manufactured by A & D Co., Ltd. is used to pull in the length direction at a tensile speed of 500 mm / min, and refers to the tensile elongation measured when the product breaks.
- the elongation at break can be adjusted by appropriately selecting a material and stretching the base material layer in the manufacturing process.
- the base material layer has a 100% modulus of 1 to 5 MPa, preferably 1 to 4.5 MPa, and more preferably 1 to 4 MPa.
- the 100% modulus is 1 MPa or more, it is possible to suppress defects due to shape deformation such as displacement when a load is applied to the adhesive tape or the adherend. Further, since the 100% modulus is 5 MPa or less, the operator can pull with a relatively light force in the initial stage of peeling the adhesive tape from the adherend.
- the 100% modulus of the base material layer in the adhesive tape punches the base material layer into a dumbbell shape with a marked line length of 20 mm and a width of 5 mm, and a Tensilon tensile tester under the conditions of a measurement atmosphere of 23 ° C.
- the base material layer preferably has a rubber hardness of 60 to 90 A, more preferably 60 to 85 A, and further preferably 65 to 85 A.
- the rubber hardness is 60 A or more, it is possible to effectively prevent the adhesive tape from being torn when the adhesive tape is stretched and peeled off.
- the rubber hardness is 90 A or less, the base material layer becomes soft, and for example, when the adherend to which the adhesive tape is attached is dropped, the adhesive tape easily absorbs the impact. The adherend can be protected from impact (the impact resistance of the adhesive tape can be improved).
- the rubber hardness of the base material layer in the adhesive tape is Shore A hardness, and it conforms to JIS K 6253 using a durometer (spring type rubber hardness tester) (model: GS-719G, manufactured by TECLOCK Co., Ltd.). Refers to the value measured in Further, the rubber hardness should be adjusted by appropriately selecting a material, such as changing the molecular weight of the resin or changing the monomer unit when the styrene monomer unit is contained. Can be done.
- the base material layer has a thickness of 10 to 300 ⁇ m, preferably 20 to 250 ⁇ m, and more preferably 30 to 200 ⁇ m.
- the thickness is 10 ⁇ m or more, the strength of the adhesive tape can be ensured, and when the thickness is 300 ⁇ m or less, the thickness is too thick and it becomes difficult to pull the adhesive tape. Can be avoided.
- the "thickness of the base material layer” refers to the thickness of any five points in the base material layer as a thickness measuring machine for TH-104 paper / film (manufactured by Tester Sangyo Co., Ltd.). Measured using, and refers to the average value of those measured values.
- the ratio of the thickness of the adhesive layer to the base material layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is represented by [thickness of the adhesive layer / thickness of the base material layer].
- the ratio of the thickness of the adhesive layer to the thickness of the base material layer is preferably 1/5 to 5/1, more preferably 1/3 to 3/1, and 1/2 to 2 / 2. It is more preferably 1.
- excellent adhesiveness and removability (easiness of peeling) of the adhesive tape can be obtained.
- the ratio is larger than 5/1, only the adhesive layer may remain on the adherend in the process of re-peeling the adhesive tape. Further, if the ratio is smaller than 1/5, there is a concern that the adhesive layer cannot follow the surface of the adherend and the adhesive strength is lowered when the surface of the adherend has an uneven shape or the like.
- the material for the base material is not particularly limited as long as the base material layer having the above specific physical properties can be obtained, and for example, polystyrene, styrene-isoprene copolymer, styrene-isoprene-styrene copolymer, styrene-isoprene.
- styrene resin examples include styrene-isoprene copolymer, styrene-isoprene-styrene copolymer, styrene-isoprene-butadiene-styrene copolymer, styrene-butadiene-styrene copolymer, and styrene-butadiene-isoprene copolymer.
- the copolymer block (A) mainly composed of a structural unit derived from a styrene-based compound (hereinafter, abbreviated as a styrene-based compound unit) and a structural unit derived from isoprene (hereinafter, isoprene) are preferable.
- the isoprene unit, the butadiene unit, and the isoprene and the butadiene unit in the polymer block (B) constituting the styrene-based block copolymer are generally structural units or conjugated diene units derived from the conjugated diene. It may be called.
- the hydrogenated product of the block copolymer may be referred to as a hydrogenated block copolymer or a hydrogenated block copolymer, and the hydrogen in the polymer block (B) in the hydrogenated block copolymer.
- Structural units derived from the added conjugated diene may be referred to as hydrogenated conjugated diene units.
- the polymer block (A) mainly composed of a styrene-based compound unit is a hard segment
- the polymer block (A) is mainly composed of a styrene compound unit.
- the term "mainly" as used herein means that the polymer block (A) contains 50% by mass or more of styrene units based on the total mass.
- the content of the styrene-based compound unit in the polymer block (A) is more preferably 70% by mass or more, and more preferably 90% by mass or more, based on the total mass of the polymer block (A). More preferably, it is 95% by mass or more, and it may be substantially 100% by mass.
- Examples of the styrene-based compound that is the raw material constituting the polymer block (A) include styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, 1,3-dimethylstyrene, and diphenylethylene. , 1-Vinylnaphthalene, 4-propylstyrene, 4-cyclohexylstyrene, 4-dodecylstyrene, 2-ethyl-4-benzylstyrene, 4- (phenylbutyl) styrene and the like.
- aromatic vinyl compounds may be used alone or in combination of two or more.
- styrene, ⁇ -methylstyrene, and a mixture thereof are preferable, and styrene is more preferable, from the viewpoint of production cost and physical property balance.
- the polymer block (A) is a structural unit derived from an unsaturated monomer other than the styrene compound (hereinafter, referred to as another unsaturated monomer unit). (Abbreviated) may be contained in a proportion of 10% by mass or less.
- the other unsaturated monomer include butadiene, isoprene, 2,3-dimethylbutadiene, 1,3-pentadiene, 1,3-hexadiene, isobutylene, methyl methacrylate, methylvinyl ether, and N-vinylcarbazol.
- the bonding form is not particularly limited and may be random or tapered.
- the styrene resin may have at least one polymer block (A).
- the polymer blocks (A) may be the same or different.
- “different polymer blocks” means the monomer units constituting the polymer block, the weight average molecular weight, the molecular weight distribution, the stereoregularity, and the monomer units when having a plurality of monomer units. It means that at least one of the ratio and the form of copolymerization (random, gradient, block) is different.
- the weight average molecular weight of at least one polymer block (A) is preferably 3,000 to 15,000, preferably 3,000 to 12,000. Is more preferable.
- the mechanical strength of the styrene resin containing the styrene resin is further improved.
- the total weight average molecular weight of the polymer block (A) contained in the styrene resin is preferably 3,500 to 15,000, preferably 4,500 to 15,000, from the viewpoint of mechanical strength. Is more preferable, it is more preferably 4,500 to 12,000, particularly preferably 5,000 to 11,000, and most preferably 8,000 to 11,000.
- all the "weight average molecular weights" described in this specification and claims are standard polystyrene-equivalent weight average molecular weights obtained by gel permeation chromatography- (GPC) measurement, and are described in more detail in Examples. It is a value measured according to the method of.
- the weight average molecular weight of each polymer block (A) contained in the styrene resin can be determined by measuring the sampled liquid each time the polymerization of each polymer block is completed in the manufacturing process. Further, for example, in the case of a triblock copolymer having an ABA structure, the weight average molecular weights of the first polymer block A and the polymer block B are determined by the above method, and they are obtained from the weight average molecular weight of the styrene resin. By subtracting, the weight average molecular weight of the second polymer block A can be obtained.
- the total weight average molecular weight of the polymer blocks (A) is the weight average molecular weight of the styrene resin and 1 H-NMR. Calculated from the total content of the polymer block (A) confirmed by measurement, calculate the weight average molecular weight of the first deactivated polymer block A by GPC measurement, and subtract this to calculate the second polymer. The weight average molecular weight of block A can also be determined.
- the content of the polymer block (A) of the styrene resin (the total content of the polymer blocks (A) when they are present) is 5 to 75% by mass with respect to the total amount of the styrene resin. It is preferably, more preferably 5 to 50% by mass, and even more preferably 10 to 40% by mass. When the content of the polymer block (A) is within the above range, the obtained styrene-based resin becomes more excellent in flexibility.
- the content of the polymer block (A) in the styrene resin is a value determined by 1 1 HNMR spectrum.
- the polymer block (B) is mainly composed of isoprene units, butadiene units, or isoprene and butadiene units.
- the term "mainly” as used herein means that the structural unit is contained in an amount of 50% by mass or more based on the total mass of the polymer blocks (B).
- the content of the structural unit derived from isoprene and / or butadiene in the polymer block (B) is more preferably 70% by mass or more, more preferably 90% by mass, based on the total mass of the polymer block (B). It is more preferably% or more, particularly preferably 95% by mass or more, and may be substantially 100% by mass.
- the polymer block (B) is selected from, for example, 2,3-dimethylbutadiene, 1,3-pentadiene, 1,3-hexadiene and the like as a structural unit derived from a conjugated diene compound other than isoprene and butadiene. It may contain a structural unit derived from one type.
- the polymer block (B) is mainly composed of isoprene unit, butadiene unit, or isoprene and butadiene unit, but when butadiene unit or isoprene and butadiene unit are mainly used, the mechanical strength of the styrene resin ( Particularly, it is preferable because it is excellent in rubber elasticity).
- the polymer block (B) is mainly composed of isoprene and butadiene units
- the bonding form thereof is not particularly limited, and is random, taper, completely alternating, partially blocked, blocked, or the like. Or it can consist of two or more combinations thereof.
- the bond forms of isoprene and butadiene constituting the polymer block (B) are 1,2-bond and 1,4-bond in the case of butadiene, and 1,2-bond and 3, in the case of isoprene. 4-bond and 1,4-bond can be taken.
- the total content of 1,2-bonds and 3,4-bonds in the polymer block (B) is preferably 40 mol% or more, more preferably 60 mol% or more. It is more preferably 80 mol% or more, still more preferably 85 mol% or more, and most preferably 90 mol% or more. Further, it is preferably 95 mol% or less.
- the above-mentioned “total content of 1,2-bonds and 3,4-bonds” should be read as "content of 1,2-bonds”. And apply.
- the contents of 1,2-bond and 3,4-bond are values calculated by 1 1 H-NMR measurement.
- the polymer block (B) contains an isoprene unit
- the total amount of the 1,2-bonding amount and the 3,4-bonding amount is referred to as a vinyl bond amount
- the polymer block (B) is referred to as a vinyl bond amount.
- the 1,2-bonding amount may be referred to as a vinyl bonding amount.
- the polymer block (B) is usually preferably 30% by mass or less, more preferably 10% by mass or less, based on the total mass of the polymer block (B), as long as it does not interfere with the object and effect of the present invention.
- Isoprene unit, butadiene unit may contain structural units derived from other polymerizable monomers.
- the other polymerizable monomer include styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, pt-butylstyrene, 2,4-dimethylstyrene, and vinyl.
- Consists of aromatic vinyl compounds such as naphthalene and vinylanthracene, as well as methyl methacrylate, methylvinyl ether, N-vinylcarbazol, ⁇ -pinene, 8,9-p-mentene, dipentene, methylenenorbornene, 2-methylene tetrahydrofuran and the like. At least one compound selected from the group is preferably mentioned.
- the polymer block (B) contains a structural unit derived from a monomer of a polymer other than the isoprene unit and the butadiene unit, the bonding form thereof is not particularly limited and may be random or tapered.
- the styrene resin may have at least one polymer block (B).
- the polymer blocks (B) may be the same or different.
- the hydrogenation rate of the polymer block (B) is preferably 50 mol% or more, more preferably 75 mol% or more, still more preferably 95 mol% or more.
- the hydrogenation rate is a value obtained by calculating the amount of carbon-carbon double bond in the structural unit derived from the conjugated diene compound in the polymer (B) using a 1 H-NMR spectrum. The detailed conditions are as described in the examples.
- the styrene resin is not limited in its bonding form, and is linear, branched, radial, or two or more of them. It may be any of the combined forms of combination.
- the bonding form of the polymer block (A) and the polymer block (B) is preferably linear, and as an example, the polymer block (A) is A and the polymer block (B) is.
- B the diblock copolymer represented by AB
- the triblock copolymer represented by ABA the tetrablock copolymer represented by ABAB, A.
- Pentablock copolymers represented by ⁇ BABA, (AB) nX type copolymers (X represents a coupling agent residue, n represents an integer of 3 or more) and the like. be able to.
- a linear triblock copolymer or a diblock copolymer is preferable, and an ABA type triblock copolymer is preferably used.
- the entire bonded polymer blocks are treated as one polymer block. Is done.
- the polymer block which should be strictly described as YXY (X represents a coupling residue), including the above examples, needs to be particularly distinguished from the single polymer block Y. Except in some cases, it is displayed as Y as a whole.
- this type of polymer block containing the coupling agent residue is treated as described above, for example, it contains the coupling agent residue and is strictly ABXXBA (The block copolymer to be described as (X represents a coupling agent residue) is described as ABA and is treated as an example of a triblock copolymer.
- the styrene resin has a polymer block (C) made of other polymerizable monomers other than the polymer block (A) and the polymer block (B) within a range that does not impair the object of the present invention. May be present.
- the polymer block (C) is represented by C
- the structure of the block copolymer is as follows: ABC type triblock copolymer, ABCA type tetrablock copolymer. , ABC type tetrablock copolymer and the like.
- the polymer block (B) present in the styrene resin and / or the polymer block (C) that can be optionally present has a structural unit having crystallinity such as an ethylene unit and a propylene unit. Is preferable. Further, the polymer block (B) and / or the polymer block (C) which can be optionally present has side chains at the same time in order to prevent the crystallinity from becoming too high. Styrene-based resins having these structural units exhibit excellent breaking strength.
- the weight average molecular weight of the styrene resin is preferably 50,000 to 500,000, more preferably 60,000 to 400,000, still more preferably 65,000 to 300,000, and particularly preferably 70,000 to 115,000.
- the styrene-based resin has one or more functional groups such as a carboxyl group, a hydroxyl group, an acid anhydride group, an amino group, and an epoxy group in the molecular chain and / or at the molecular terminal as long as the object and effect of the present invention are not impaired. It may have two or more kinds, or may have no functional group.
- the fluidity of the styrene resin is preferably such that the melt flow rate measured at 230 ° C. and 21.6 N is 0.01 to 300 g / 10 minutes.
- the melt flow rate measured at 230 ° C. and 21.6 N is 0.01 to 300 g / 10 minutes.
- it is more preferably 0.01 to 100 g / 10 minutes, and when tube forming or injection molding by the extrusion method, 0.1 to 100 g / 10 minutes. Is more preferable.
- All "melt flow rates" in the present specification are values measured in accordance with JIS K7210 (1999).
- the styrene-based resin is a hydrogenated block copolymer such as styrene ethylene ethylene / propylene styrene block copolymer (SEEPS) or styrene- (ethylene-butylene) -styrene block copolymer (SEBS). ) Etc.
- SEEPS styrene ethylene ethylene / propylene styrene block copolymer
- SEBS styrene- (ethylene-butylene) -styrene block copolymer
- the hydrogenated additive of a block copolymer in which the base material layer is composed of at least a hard segment X and a soft segment Y (both hydrogenated blocks).
- the soft segment Y in the hydrogenated product is composed of a random copolymer of a linear structural unit and a structural unit having a side chain, which may be referred to as a polymer.
- the base material layer is mainly composed of a hydrogenated block copolymer containing the above-mentioned hard segment X and a soft segment Y composed of a random copolymer of a linear structural unit and a structural unit having a side chain.
- a linear structural unit that contributes to crystallinity and a structural unit having a side chain that contributes to extensibility are randomly present to obtain extensibility. It becomes easier to achieve both improvement in breaking strength. That is, it can be exerted without impairing extensibility due to steric hindrance of the structural unit having a side chain in the soft segment Y, while it is stretched due to the presence of the linear structural unit in the soft segment Y.
- the cohesive force can be increased and the breaking strength can be increased.
- the main component in the base material layer means a component contained in an amount of more than 50% by mass in the base material (polymer component) constituting the base material layer.
- the block copolymer which is a precursor of the hydrogenated block copolymer, tends to exert the effect of the hard segment X and the effect of the soft segment Y in the hydrogenated block copolymer. It is preferably a polymer, and a triblock copolymer is preferable. Further, as the block copolymer which is a precursor of the hydrogenated block copolymer having the above-mentioned soft segment, for example, a styrene-based block copolymer, a urethane-based block copolymer, an acrylic-based block copolymer, or the like is used. be able to.
- the hard segment and soft segment of the styrene-based block copolymer before hydrogenation are the same as those of the polymer blocks (A) and (B) described above.
- the hard segment and soft segment of urethane block copolymers and acrylic block copolymers before hydrogenation the hard segment and soft segment of general urethane block copolymers and acrylic block copolymers. Can be similar to.
- the soft segment Y is composed of a linear structural unit and a structural unit having a side chain by adding hydrogen to the soft segment in the block copolymer which is a precursor. Consists of random copolymers.
- the soft segment Y in the hydrogenated block copolymer may contain a structural unit other than a linear structural unit and a structural unit having a side chain.
- the hydrogenation rate of the soft segment Y is preferably 50 mol% or more, more preferably 75 mol% or more, still more preferably 95 mol% or more.
- the hydrogenated block copolymer can exhibit the above-mentioned functions if it has a hard segment X and a soft segment Y composed of a random copolymer of a linear structural unit and a structural unit having a side chain.
- the type is not particularly limited, and for example, a hydrogenated additive of a styrene block copolymer having the hard segment X and the soft segment Y, and a urethane block copolymer having the hard segment X and the soft segment Y.
- the hydrogenated product of Acrylic block copolymer having the hard segment X and the soft segment Y can be used.
- Hydrogenated styrene-based block copolymers are preferred.
- it is a hydrogenated additive of a block copolymer composed of at least a polymer block (A) mainly composed of a styrene compound unit and a polymer block (B) mainly composed of a conjugated diene unit.
- the polymer block (B) in the hydrogenated product of the block copolymer is a random copolymer of a linear hydrogenated butadiene structural unit (b1) and a hydrogenated isoprene structural unit having a side chain (b2). It is more preferable that the block is composed.
- the base material layer contains a hydrogenated product of a block copolymer composed of at least a polymer block (A) and a polymer block (B), and the polymer block (A) is styrene-based.
- the polymer block (B) is mainly composed of a structural unit derived from a compound, and the polymer block (B) is composed of a random copolymer of a linear hydrogenated butadiene structural unit (b1) and a hydrogenated isoprene structural unit having a side chain (b2). It is preferable that the block is a polymer.
- the hydrogenated styrene block copolymer having the above-mentioned structure can easily form a base material layer having specific physical properties, and has a linear hydrogenated butadiene structural unit (b1) and a side chain as soft segments Y. This is because it has a polymer block (B) composed of a random copolymer with the hydrogenated isoprene structural unit (b2), so that the effect of the above-mentioned hydrogenated block copolymer can be easily exerted.
- the details of the polymer block (A) which is the hard segment X and the polymer block (B) which is the soft segment Y in the hydrogenated styrene block copolymer are as described above.
- a block copolymer composed of the polymer block (B) specifically, styrene-ethylene / butylene-styrene block copolymer (SEBS), styrene-ethylene-ethylene / Examples thereof include a propylene-styrene block copolymer (SEEPS).
- Styrene-ethylene-ethylene / propylene-styrene block copolymer is a hydrogenated additive of a block copolymer formed of styrene-butadiene-isoprene-styrene.
- Commercially available products can be used as SEEPS, and examples thereof include Septon 4044, Septon 4055, Septon 4077, and Septon 4099 manufactured by Kuraray.
- the styrene-ethylene / butylene-styrene block copolymer is a hydrogenated additive of the styrene-isoprene / butadiene-styrene block copolymer.
- Commercially available products can be used as the styrene-isoprene / butadiene-styrene block copolymer, and examples thereof include Septon 8004, 8006, 8007 manufactured by Kuraray.
- the base material layer contains styrene-ethylene-ethylene / propylene-styrene block copolymer (SEEPS) or styrene- (ethylene-butylene) -styrene block copolymer (SEBS) as a main component. It is more preferable to contain a styrene-ethylene-ethylene / propylene-styrene block copolymer (SEEPS) as a main component. Since SEEPS has a side chain having a smaller volume than SEBS in the polymer block (B), the interaction of entanglement between molecules is likely to be exhibited. Therefore, the base material layer containing SEEPS as a main component can have a higher effect of suppressing a decrease in breaking strength due to thermal embrittlement.
- SEEPS styrene-ethylene-ethylene / propylene-styrene block copolymer
- SEEPS styrene- (ethylene-butylene) -styrene block copolymer
- the styrene resin can be produced by a solution polymerization method, an emulsion polymerization method, a solid phase polymerization method, or the like.
- the solution polymerization method is preferable, and for example, known methods such as an ionic polymerization method such as anionic polymerization and cationic polymerization, and a radical polymerization method can be applied.
- the anion polymerization method is preferable.
- an aromatic vinyl compound and a conjugated diene compound are sequentially added in the presence of a solvent, an anionic polymerization initiator, and if necessary, a Lewis base to obtain a block copolymer, and if necessary, coupling.
- a styrene-based resin can be obtained by adding an agent and reacting the mixture, and then hydrogenating the block copolymer.
- organolithium compound that can be used as the polymerization initiator in the above method examples include methyllithium, ethyllithium, n-butyllithium, sec-butyllithium, tert-butyllithium, and pentyllithium.
- dilithium compound that can be used as the polymerization initiator examples include naphthalenedilithium and dilithiohexylbenzene.
- the coupling agent include dichloromethane, dibromomethane, dichloroethane, dibromoethane, dibromobenzene, phenylbenzoate and the like.
- the amount of these polymerization initiators and coupling agents used is appropriately determined by the desired weight average molecular weight of the target styrene resin.
- the initiator such as an alkyllithium compound or a dilithium compound is used at a ratio of 0.01 to 0.2 parts by mass per 100 parts by mass of a total of styrene compounds, butadiene, isoprene and other monomers used for polymerization.
- a coupling agent it is preferably used at a ratio of 0.001 to 0.8 parts by mass per 100 parts by mass of the total monomer.
- the solvent is not particularly limited as long as it does not adversely affect the anion polymerization reaction.
- aliphatic hydrocarbons such as cyclohexane, methylcyclohexane, n-hexane and n-pentane; aromatic hydrocarbons such as benzene, toluene and xylene. And so on.
- the polymerization reaction is usually carried out at a temperature of 0 to 100 ° C., preferably 10 to 70 ° C. for 0.5 to 50 hours, preferably 1 to 30 hours.
- the 1,2-bonding amount and 3,4-bonding amount of the unhydrogenated block copolymer can be increased, and the addition amount of the organic Lewis base can be increased.
- the 1,2-bonding amount and the 3,4-binding amount can be controlled by.
- the organic Lewis base that can be used include amines such as triethylamine, N, N, N', N'-tetramethylethylenediamine (TMEDA) and N-methylmorpholin; nitrogen-containing heterocyclic aromatic compounds such as pyridine.
- Amides such as dimethylacetamide; Ethers such as dimethylether, diethylether, tetrahydrofuran (THF), dioxane; Glycoluethers such as ethyleneglycoldimethylether and diethyleneglycoldimethyleter; dimethylsulfoxide and the like. Sulfoxide; Examples thereof include ketones such as acetone and methyl ethyl ketone.
- organic Lewis bases can be used alone or in combination of two or more. The amount of the organic Lewis base added is determined by how much the vinyl bond amount of the isoprene unit and / or the butadiene unit constituting the polymer block (B) is controlled.
- the amount of Lewis base added is not strictly limited, but is usually 0.1 to 1,000 mol per gram atom of lithium contained in the alkyllithium compound or dilithium compound used as the polymerization initiator. It is preferably used in the range of 1 to 100 mol.
- an active hydrogen compound such as alcohols, carboxylic acids and water is added to stop the polymerization reaction, and the hydrogenation reaction is carried out in the presence of a hydrogenation catalyst in an inert organic solvent.
- the hydrogen pressure is 0.1 to 20 MPa, preferably 0.5 to 15 MPa, more preferably 0.5 to 5 MPa
- the reaction temperature is 20 to 250 ° C., preferably 50 to 180 ° C., more preferably 70.
- the reaction can be carried out at ⁇ 180 ° C. and the reaction time is usually 0.1 to 100 hours, preferably 1 to 50 hours.
- Examples of the hydrogenated catalyst include lane-nickel; a heterogeneous catalyst in which a metal such as Pt, Pd, Ru, Rh, or Ni is supported on a single substance such as carbon, alumina, or diatomaceous earth; a transition metal compound and alkylaluminum.
- a sequencer-based catalyst composed of a combination with a compound, an alkyllithium compound, or the like; a metallocene-based catalyst or the like can be mentioned.
- the styrene-based resin thus obtained is solidified by pouring the polymerization reaction solution into a metall or the like, and then heated or dried under reduced pressure, or the polymerization reaction solution is poured into hot water together with a steam. It can be obtained by subjecting so-called styrene stripping, in which the solvent is azeotropically removed, and then heating or drying under reduced pressure.
- the other components in the base material layer are not particularly limited and may be appropriately selected as long as the characteristics of the pressure-sensitive tape are not impaired.
- a tackifier resin for example, a tackifier resin; a polymer component other than the base material; a cross-linking agent.
- Anti-aging agents UV absorbers, fillers, polymerization inhibitors, surface conditioners, antistatic agents, defoaming agents, viscosity modifiers, light-resistant stabilizers, weather-resistant stabilizers, heat-resistant stabilizers, antioxidants, leveling agents , Organic pigments, inorganic pigments, pigment dispersants, silica beads, organic beads and the like; inorganic fillers such as silicon oxide, aluminum oxide, titanium oxide, zirconia and antimony pentoxide. These may be used alone or in combination of two or more. The content of other components in the base material layer can be appropriately selected as long as the characteristics of the adhesive tape are not impaired.
- the tackifier resin can be used for the purpose of enhancing the adhesion between the adhesive layer of the adhesive tape and the base material layer and enhancing the heat resistance.
- the tackifier resin is not particularly limited and may be appropriately selected depending on the intended purpose.
- the softening point is preferably 80 ° C. or higher, more preferably 90 ° C. or higher, and 100 ° C. or higher. Further preferably, the temperature of 110 ° C. or higher is particularly preferable.
- tackifier resin for example, those described in the item "-Rubber-based pressure-sensitive adhesive resin-" described later can be used, and the preferred embodiment is also the same.
- the anti-aging agent is not particularly limited and may be appropriately selected from known ones according to the purpose.
- a phenol-based anti-aging agent and a phosphorus-based anti-aging agent referred to as "processing stabilizer"
- processing stabilizer a phenol-based anti-aging agent and a phosphorus-based anti-aging agent
- amine-based anti-aging agents, imidazole-based anti-aging agents, and the like may be used alone or in combination of two or more.
- a phenol-based anti-aging agent and a phosphorus-based anti-aging agent are preferable, and the combined use of these can effectively improve the heat-resistant stability of the base material, and as a result, It is preferable because it is possible to obtain an adhesive tape having good initial adhesiveness and even more excellent thermal durability.
- the amount used should be determined in consideration of the balance between initial adhesiveness, thermal durability, and discoloration prevention. It is preferable to set it appropriately.
- a phenol-based compound having a steric hindrance group can be generally used, and monophenol type, bisphenol type, and polyphenol type are typical. Specific examples include 2,6-di-t-butyl-4-methylphenol, 2,2'-methylenebis (4-methyl-6-t-butylphenol), and 2,2'-methylenebis (4-).
- Ethyl-6-t-butylphenol 4,4'-thiobis (6-t-butyl-3-methylphenol), 4,4'-butylidenebis- (3-methyl-6-t-butylphenol) ), Tetrax- [methylene-3- (3'5'-di-t-butyl-4-hydroxyphenyl) propionate] methane, n-octadecyl-3- (4'-hydroxy-3'5'-di -T-Butylphenyl) propionate and the like can be mentioned. These may be used alone or in combination of two or more.
- the amount of the phenol-based antiaging agent used is not particularly limited and may be appropriately selected depending on the intended purpose, but is 0.1 part by mass to 5 parts by mass with respect to 100 parts by mass of the base material. It is preferably used in a range of 0.5 parts by mass to 3 parts by mass, which can effectively improve the heat-resistant stability of the base material, and as a result, good initial adhesion. It is possible to obtain an adhesive tape that maintains its properties and has even better thermal durability.
- the adhesive tape is provided with an adhesive layer for exerting adhesive strength on both sides of the base material layer.
- the pressure-sensitive adhesive layer in the present invention is formed from a pressure-sensitive adhesive composition, and contains 1 to 40% by mass of filler particles having an average particle size of 0.1 to 40 ⁇ m with respect to 100% by mass of the pressure-sensitive adhesive composition. To do.
- the pressure-sensitive adhesive composition in the present invention preferably contains filler particles and a pressure-sensitive adhesive resin. In addition to the filler particles and the pressure-sensitive adhesive resin, the pressure-sensitive adhesive composition may further contain other components, if necessary.
- the stress at 25% elongation of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 0.04 MPa to 0.4 MPa, more preferably 0.05 MPa to 0.1 MPa.
- an adhesive strength suitable for the adhesive tape can be obtained, and the adhesive layer can be relatively easily peeled off even when stretched and peeled off.
- the stress at 25% elongation of the adhesive layer is less than 0.04 MPa, the adhesive tape is applied when a load is generated in the shearing direction of the adhesive tape while fixing the hard adherends to each other.
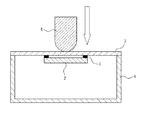
- the 25% elongation stress of the adhesive layer is obtained by punching the adhesive layer into a dumbbell shape with a marked line length of 20 mm and a width of 10 mm, and under the conditions of a measurement atmosphere of 23 ° C. and 50% RH, a Tensilon tensile tester (model: RTF-1210) , A & D Co., Ltd.), and refers to the stress value measured when the material is pulled in the length direction at a tensile speed of 300 mm / min and stretched by 25%.
- the breaking strength of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 0.5 MPa to 2.1 MPa, more preferably 1.0 MPa to 2.1 MPa.
- the breaking strength of the adhesive layer is within the above-mentioned preferable range, it is possible to prevent the adhesive tape from being torn even when the adhesive tape is stretched and peeled off, and the adhesive tape can be prevented from being torn. Since the load for stretching does not become excessive, the re-peeling work by peeling becomes easy.
- the breaking strength of the adhesive layer is less than 0.5 MPa, adhesive residue may occur due to cohesive failure of the adhesive layer when the adhesive tape is stretched and peeled off, and if it exceeds 2.1 MPa, it is sufficient. It may not be possible to obtain a good adhesiveness.
- the force required to stretch and deform the adhesive tape also depends on the thickness of the adhesive tape. For example, the adhesive tape is thick and has high breaking strength. Even when the tape is stretched and tried to be peeled off, it may not be stretched sufficiently and cannot be peeled off.
- the breaking strength of the adhesive layer in the adhesive tape is that the adhesive layer is punched into a dumbbell shape with a marked line length of 20 mm and a width of 10 mm, and the measurement atmosphere is 23 ° C.
- Tensilon tensile tester (model: model: RTF-1210, manufactured by A & D Co., Ltd.) is used to pull in the length direction at a tensile speed of 300 mm / min and refers to the stress value measured when the material breaks.
- the elongation at break of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 450% to 1,300%, more preferably 500% to 1,200%, and 600% to 1 , 100% is more preferable.
- the breaking elongation of the adhesive layer is within the above-mentioned preferable range, it is possible to achieve both suitable adhesiveness and re-peelability (easiness of peeling).
- the breaking elongation of the adhesive layer in the adhesive tape is such that the adhesive layer is punched into a dumbbell shape with a marked line length of 20 mm and a width of 10 mm, and the measurement atmosphere is 23 ° C. and 50% RH. : RTF-1210, manufactured by A & D Co., Ltd.), which is pulled in the length direction at a tensile speed of 300 mm / min and refers to the tensile elongation measured when it breaks.
- the thickness of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 5 ⁇ m to 150 ⁇ m, more preferably 20 ⁇ m to 120 ⁇ m, and 40 ⁇ m to 110 ⁇ m. Is more preferable, and 50 ⁇ m to 100 ⁇ m is particularly preferable.
- Thiickness of adhesive layer means the thickness of the adhesive layer on one side of the adhesive tape. When the adhesive tape has adhesive layers on both sides, the average thickness of the adhesive layer on one surface and the average thickness of the adhesive layer on the other surface may be the same or different. It is preferably the same thickness. In this specification, the thickness of the adhesive layer can be measured by the following method.
- the adhesive tape is bent and split in liquid nitrogen using tweezers with the width direction of the adhesive tape as a crease, and the adhesive tape is divided in the thickness direction of the adhesive tape.
- the thickness of the adhesive layer is a length measured from the surface on one side to the surface on the other side along the stacking direction.
- the pressure-sensitive adhesive layer in the present embodiment is formed of a pressure-sensitive adhesive composition containing at least an amount of filler particles within a predetermined range having an average particle size within a predetermined range and a pressure-sensitive adhesive resin.
- a pressure-sensitive adhesive composition containing at least an amount of filler particles within a predetermined range having an average particle size within a predetermined range and a pressure-sensitive adhesive resin.
- the pressure-sensitive adhesive composition which is a precursor of the pressure-sensitive adhesive layer contains filler particles having an average particle size of 0.1 to 40 ⁇ m.
- the pressure-sensitive adhesive composition, which is a precursor of the pressure-sensitive adhesive layer contains the filler particles, the filler particles are exposed from the pressure-sensitive adhesive layer when the pressure-sensitive adhesive tape is stretched, whereby the pressure-sensitive adhesive layer and the adherend are combined.
- the bonding area becomes smaller. Therefore, the extension direction of the adhesive tape may be at a relatively large angle with respect to the attachment surface of the adherend (hereinafter, also referred to as “adhesive surface”), for example, the vertical direction (also referred to as “90 ° direction”).
- the adhesive tape can be peeled off more easily and more quickly, even when the adhesive tape is stretched at a high speed.
- the type of the filler particles is not particularly limited and may be appropriately selected as long as the effects of the present invention are not impaired, and may be inorganic filler particles or organic filler particles. These may be used alone or in combination of two or more.
- the inorganic filler particles include aluminum hydroxide, magnesium hydroxide, aluminum oxide, silicon oxide, magnesium oxide, zinc oxide, titanium oxide, zirconium oxide, iron oxide, silicon carbide, boron nitride, aluminum nitride, titanium nitride, and the like.
- the inorganic filler may be subjected to a surface treatment such as a silane coupling treatment or a stearic acid treatment in order to improve the dispersibility in the pressure-sensitive adhesive resin.
- organic filler particles include polystyrene-based fillers, benzoguanamine-based fillers, polyethylene-based fillers, polypropylene-based fillers, silicone-based fillers, urea-formalin-based fillers, styrene / methacrylic acid copolymers, fluorine-based fillers, and acrylic-based fillers.
- the silicone-based filler is specifically a silicone rubber particle obtained by three-dimensionally cross-linking a linear organopolysiloxane (Japanese Patent Laid-Open No. 63-77942, JP-A-3-). 93834 (see JP-A-04-198324), powdered silicone rubber (see US Pat. No. 3,843,601, JP-A-62-270660, JP-A-59-96,122). ) Etc. can be used. Furthermore, the surface of the silicone rubber particles obtained by the above method is formed into a three-dimensional network represented by (R'SiO 3/2 ) n (R'represents a substituted or unsubstituted monovalent hydrocarbon group).
- Silicone composite particles having a structure coated with a silicone resin, which is a cured product of polyorganosylsesquioxane having a crosslinked structure can also be used.
- silicone particles include Trefil E-500, Trefil E-600, Trefil E-601, and Trefil E-850, respectively, from Toray Doukoning Silicone Co., Ltd. under the above trade names, and KMP-600. , KMP-601, KMP-602, KMP-605 and the like commercially available from Shin-Etsu Chemical Co., Ltd. can be used.
- Acrylic-modified silicone particles can be used as another silicone-based filler.
- the acrylic-modified silicone particles include a polyorganosiloxane represented by the following general formula (1), an acrylic acid ester monomer and / or a methacrylic acid ester monomer, and a functional group-containing monomer copolymerizable therewith. And the emulsified graft polymer.
- R 1 and R 2 independently represent substituted or unsubstituted alkyl groups having 1 to 20 carbon atoms or allyl groups having 6 to 20 carbon atoms
- X 1 , X 2, X 3, X 4 , X 5, and X 6 are each independently a substituted or unsubstituted alkyl group having 1 to 20 carbon atoms, ants having 6 to 20 carbon atoms - group, a C1- Representing 20 alkoxy or hydroxyl groups
- Y 1 and Y 2 independently represent the group represented by X 1 or-[O-Si (X 7 ) (X 8 )] c- X 9
- X 7 , X 8 and X 9 are independently substituted or unsubstituted alkyl groups having 1 to 20 carbon atoms, allyl groups having 6 to 20 carbon atoms, alkoxy groups having 1 to 20 carbon atoms or hydroxyl groups.
- the alkyl group having 1 to 20 carbon atoms represented by R 1 or R 2 may be linear, branched chain, or cyclic. Specifically, methyl group, ethyl group, propyl group, butyl group, pentyl group, hexyl group, heptyl group, octyl group, nonyl group, decyl group, dodecyl group, tetradecyl group, hexadecyl group, octadecyl group, cyclopentyl group, Examples thereof include a cyclohexyl group and a cycloheptyl group.
- alkyl groups may be substituted with a halogen atom, an acryloxy group, a metharoxy group, a carboxy group, an alkoxy group, an alkenyloxy group, an amino group, an alkyl, an alkoxy or a (meth) acryloxy-substituted amino group.
- aryl group having 6 to 20 carbon atoms represented by R 1 or R 2 include a phenyl group, a tolyl group, and a naphthyl group.
- R 1 or R 2 is preferably a methyl group.
- the alkyl group having 1 to 20 carbon atoms and the aryl group having 6 to 20 carbon atoms represented by X 1 to X 9 include the alkyl group and the aryl group exemplified by R 1 or R 2. -The same groups as the alkyl groups can be mentioned.
- Examples of the alkoxy group having 1 to 20 carbon atoms represented by X 1 to X 9 include a methoxy group, an ethoxy group, a propoxy group, a butoxy group, a hexyloxy group, a heptyloxy group, an octyloxy group, a decyloxy group, and a tetradecyloxy group. The group etc. can be mentioned.
- a, b and c are positive numbers of 0 ⁇ a ⁇ 1,000, 100 ⁇ b ⁇ 10,000, and 1 ⁇ c ⁇ 1,000. Is preferably a positive number from 0 to 200. When a becomes larger than 1,000, the strength of the obtained film becomes insufficient.
- b is preferably a positive number from 1,000 to 5,000. If b is less than 100, the flexibility of the film becomes poor, and if it is larger than 10,000, it becomes difficult to become a solid like particles.
- c is preferably a positive number from 1 to 200.
- the polyorganosiloxane represented by the general formula (1) has at least two, preferably 2 to 4 hydroxyl groups in one molecule from the viewpoint of crosslinkability, and the hydroxyl groups are located at both ends of the molecular chain. It is preferable to have.
- acrylic acid ester monomer or methacrylic acid ester monomer examples include methyl acrylate, ethyl acrylate, isopropyl acrylate, n-butyl acrylate, methyl methacrylate, ethyl methacrylate, isopropyl methacrylate, cyclohexyl methacrylate and the like. Can be mentioned.
- an unsaturated bond containing a carboxyl group, an amide group, a hydroxyl group, a vinyl group, an allyl group and the like is formed.
- examples thereof include monomers having.
- the acrylic-modified silicone powder contains 10 to 100 parts by mass of an acrylic acid ester monomer and / or a methacrylic acid ester monomer with respect to 100 parts by mass of the polyorganosiloxane represented by the above general formula (1). It is preferable that 0.01 to 20 parts by mass of a copolymerizable functional group-containing monomer is mixed and obtained by emulsifying graft polymerization.
- the conditions for emulsified graft polymerization are not particularly limited, and a known radical initiator usually used for acrylic polymers can be used as the initiator used during the polymerization. Further, as the emulsifier, a known anionic surfactant or nonionic surfactant can be used.
- Acrylic-modified silicone particles are granulated and powdered by the methods listed below. That is, spray-dry drying, airflow-type drying, and the like can be mentioned, but a spray dryer is preferable in consideration of productivity.
- the powdering is preferably hot-dried and preferably treated at 80 to 150 ° C.
- acrylic-modified silicone particles for example, commercially available products such as Charine R-170S and Charine R-200 (all manufactured by Nissin Chemical Industry Co., Ltd.) can be used.
- the shape of the filler particles is not particularly limited and may be appropriately selected depending on the intended purpose, and may be a regular shape or an irregular shape. Specific examples of the shape of the filler particles include a polygonal shape, a cubic shape, an elliptical shape, a spherical shape, a needle shape, a flat plate shape, and a scale shape. The filler particles having these shapes may be used alone or in combination of two or more. Further, the filler particles having these shapes may be aggregated. Among these, the shape of the filler particles is preferably elliptical, spherical, or polygonal.
- the shape of the filler particles is an elliptical shape, a spherical shape, a polygonal shape, or the like
- the adhesive tape when the adhesive tape is stretched, the adhesive layer slides well to the adherend, and the adhesive tape becomes easier and faster. -Can be peeled off.
- the particle size distribution (D90 / D10) of the filler particles is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 2.5 to 20, and 2.5 to 15 in terms of impact resistance. Is more preferable, and 2.5 to 5 is even more preferable.
- the adhesive tape can be peeled off more easily and more quickly, and the thickness of the base material of the adhesive tape is thin. It is hard to tear, and has excellent impact resistance, shear adhesive strength, and split adhesive strength.
- the particle size distribution (D90 / D10) of the filler particles is less than 2.5, the elongation peeling property may be impaired, and if it exceeds 20, adhesion such as impact resistance, shear adhesive force, split adhesive force, etc. may be impaired. Performance may be impaired.
- the particle size distribution (D90 / D10) of the filler particles can be obtained by, for example, measuring the average particle size of the filler particles by using a measuring machine (microtrack) using a laser diffraction / scattering method and converting it into a particle size distribution. can get.
- the average particle size of the filler particles is 0.1 to 40 ⁇ m, preferably 5 to 40 ⁇ m, more preferably 10 to 35 ⁇ m, still more preferably 10 to 30 ⁇ m, and particularly preferably 10 to 25 ⁇ m. ..
- the adhesive tape can be peeled off more easily and more quickly, and even if the thickness of the base material of the adhesive tape is thin, the adhesive tape is torn. It is difficult and has excellent impact resistance, shear adhesive strength, and split adhesive strength.
- the average particle size of the filler particles refers to the volume average particle size, and can be measured by using, for example, a measuring machine (microtrack) using a laser diffraction / scattering method.
- the average particle size of the silicone rubber particles or the silicone composite particles is preferably 0.1 to 40 ⁇ m, more preferably 5 to 40 ⁇ m. Is. If the average particle size is less than 0.1 ⁇ m, the effect of reducing the adhesive area by the filler particles when the adhesive tape is extended tends to decrease, and if it is larger than 40 ⁇ m, the adhesive strength of the adhesive tape tends to decrease. Tends to decrease.
- the average particle size of the acrylic-modified silicone particles is preferably 0.1 to 40 ⁇ m, more preferably 5 to 40 ⁇ m, and 5 to 30 ⁇ m.
- the average particle size is less than 0.1 ⁇ m, the effect of reducing the adhesive area by the filler particles when the adhesive tape is extended tends to decrease, and if it is larger than 40 ⁇ m, the adhesive strength of the adhesive tape tends to decrease. Tends to decrease.
- the ratio of the average particle size of the filler particles to the average thickness of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose.
- [Volume average particle size of filler particles / average thickness of adhesive layer] The ratio of the average particle size of the filler particles to the average thickness of the adhesive layer represented by [] is preferably 5/100 or more, and more preferably 5/100 to 95/100. / 100 to 75/100 is more preferable, and 20/100 to 60/100 is particularly preferable.
- the ratio is 5/100 or more, the adhesive tape can be peeled off more easily and more quickly, and even when the thickness of the base material of the adhesive tape is thin, it is difficult to tear. Further, it is advantageous in that the ratio is 95/100 or less, and the adhesive performance such as impact resistance, shear adhesive force, and split adhesive force is more excellent.
- the content of the filler particles in the pressure-sensitive adhesive layer is 1 to 40% by mass, preferably 3.5 to 40% by mass, and 5 to 37% by mass with respect to 100% by mass of the pressure-sensitive adhesive composition. It is preferably 15 to 35% by mass, and more preferably 15 to 35% by mass.
- the content of the filler particles with respect to 100% by mass of the pressure-sensitive adhesive composition is 1% by mass or more, the pressure-sensitive adhesive tape can be peeled off more easily and more quickly.
- the content of the filler particles with respect to 100% by mass of the pressure-sensitive adhesive composition is 40% by mass or less, the pressure-sensitive adhesive composition remains on the adherend, the impact resistance is deteriorated, and shear adhesion is performed. It is possible to prevent the force and the split adhesive force from becoming weak.
- the content of the filler particles in the pressure-sensitive adhesive layer can be appropriately adjusted when preparing the pressure-sensitive adhesive composition.
- the content of the silicone rubber particles or the silicone composite particles is 15 to 35% by mass with respect to 100% by mass of the pressure-sensitive adhesive composition. Is preferable.
- the content of the acrylic-modified silicone particles is preferably 1.0 to 20% by mass with respect to 100% by mass of the pressure-sensitive adhesive composition.
- the volume ratio of the filler particles to the total volume of the adhesive layer is preferably 4 to 40%, more preferably 5 to 30%, further preferably 5 to 20%, and most preferably 5 to 15%.
- the volume ratio of the filler particles is 4% or more, the adhesive tape can be peeled off more easily and more quickly.
- the volume ratio of the filler particles is 40% or less, the pressure-sensitive adhesive composition remains on the adherend, the impact resistance is deteriorated, and the shear adhesive force and the split adhesive force are weakened. It can be prevented from doing so.
- the volume ratio of the filler particles to the adhesive layer can be calculated from the following formulas (1) to (3).
- the pressure-sensitive adhesive resin represented by * 1 in the above formulas (1) and (3) may contain other components described later.
- the density is a value measured according to JIS Z 8804.
- the pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected from known materials.
- the acrylic pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected depending on the intended purpose.
- a resin containing an acrylic polymer and, if necessary, an additive such as a pressure-imparting resin or a cross-linking agent. can be mentioned.
- the acrylic polymer can be produced, for example, by polymerizing a (meth) acrylic monomer.
- a (meth) acrylic monomer for example, an alkyl (meth) acylate having an alkyl group having 1 to 12 carbon atoms can be used.
- Specific examples of the alkyl (meth) acrylic having an alkyl group having 1 to 12 carbon atoms include methyl (meth) acrylic, ethyl (meth) acrylic, n-butyl (meth) acrylic, and the like.
- examples thereof include acrylicate, cyclohexyl (meth) acylate, and 2-ethylhexyl (meth) acrylicate. These may be used alone or in combination of two or more.
- alkyl (meth) acrylic having an alkyl group having 1 to 12 carbon atoms it is preferable to use an alkyl (meth) acrylic having an alkyl group having 4 to 12 carbon atoms, and it is preferable to use an alkyl (meth) acrylic having 4 carbon atoms. It is more preferable to use an alkyl (meth) acylate having an alkyl group of about 8, and it is particularly preferable to use an n-butyl acrylicate in order to secure excellent adhesion to the adherend.
- Alkyl (meth) acylates having an alkyl group having 1 to 12 carbon atoms should be used in the range of 80 to 98.5% by mass with respect to the total amount of the monomers used for producing the acrylic polymer. Is preferable, and it is more preferable to use it in the range of 90 to 98.5% by mass.
- a highly polar vinyl monomer can be used, if necessary, in addition to the above-mentioned ones.
- the highly polar vinyl monomer include (meth) acrylic monomers having a hydroxyl group, (meth) acrylic monomers having a carboxyl group, and (meth) acrylic monomers having an amide group.
- vinyl monomer having a hydroxyl group examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, and 6-hydroxyhexyl.
- vinyl monomer having a hydroxyl group examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, and 6-hydroxyhexyl.
- acrylic monomers such as (meth) acrylic.
- the vinyl monomer having a hydroxyl group is preferably used when a pressure-sensitive adhesive resin containing an isocyanate-based cross-linking agent is used.
- a pressure-sensitive adhesive resin containing an isocyanate-based cross-linking agent is used.
- the vinyl monomer having a hydroxyl group 2-hydroxyethyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, and 6-hydroxyhexyl (meth) acrylate are used. Is preferable.
- the vinyl monomer having a hydroxyl group is preferably used in the range of 0.01 to 1.0% by mass with respect to the total amount of the monomers used in the production of the acrylic polymer, and is 0.03 to 0. It is more preferable to use it in the range of 3% by mass.
- vinyl monomer having a carboxyl group examples include (meth) acrylic acid, methacrylic acid, itaconic acid, maleic acid, (meth) acrylic acid dimer, crotonic acid, ethylene oxide-modified succinic acid acetate and the like. ) Acrylic monomer and the like can be mentioned. Of these, acrylic acid is preferable.
- vinyl monomer having an amide group examples include (meth) acrylic monomers such as N-vinylpyrrolidone, N-vinylcaprolactam, acryloylmorpholine, acrylamide, and N, N-dimethylacrylamide.
- the highly polar vinyl monomer is preferably used in the range of 1.5% by mass to 20% by mass, and 1.5% by mass to 10% by mass, based on the total amount of the monomers used in the production of the acrylic polymer. It is more preferable to use it in the range of mass%, and it is more preferable to use it in the range of 2% by mass to 8% by mass because an adhesive layer having a good balance in terms of cohesive force, holding power and adhesiveness can be formed. ..
- the method for producing the acrylic polymer is not particularly limited, and can be appropriately selected from known methods according to the intended purpose.
- the monomer can be selected from a solution polymerization method, a massive polymerization method, and a suspension polymerization method.
- a method of polymerizing by a polymerization method such as an emulsion polymerization method.
- the acrylic polymer is preferably produced by a solution polymerization method or a bulk polymerization method.
- a peroxide-based thermal polymerization initiator such as benzoyl peroxide or lauroyl peroxide, an azo thermal polymerization initiator such as azobisisobutylnitrile, an acetophenone-based photopolymerization initiator, or a benzoiner -Tell-based photopolymerization initiators, benzyl-ketal-based photopolymerization initiators, acylphosphine oxide-based photopolymerization initiators, benzoin-based photopolymerization initiators, benzophenone-based photopolymerization initiators, and the like can be used.
- a peroxide-based thermal polymerization initiator such as benzoyl peroxide or lauroyl peroxide, an azo thermal polymerization initiator such as azobisisobutylnitrile, an acetophenone-based photopolymerization initiator, or a benzoiner -Tell-based photopolymerization initiators, benzy
- a gel permeation chromatograph having a weight average molecular weight of 300,000 to 3 million measured in terms of standard polystyrene shall be used. It is preferable to use one having a value of 500,000 to 2.5 million.
- the measurement of the weight average molecular weight of the acrylic polymer by the GPC method is a standard polystyrene-equivalent value measured using a GPC apparatus (HLC-8329GPC, manufactured by Toso Co., Ltd.), and the measurement conditions are as follows. That's right. [Measurement condition] -Sample concentration: 0.5% by mass (tetrahydrofuran (THF) solution) -Sample injection volume: 100 ⁇ L -Eluent: THF ⁇ Flow velocity: 1.0 mL / min ⁇ Measurement temperature: 40 ° C ⁇ Main column: TSKgel GMHHR-H (20) 2 pcs. ⁇ Guard column: TSKgel HXL-H ⁇ Detector: Differential refractometer ⁇ Standard polystyrene molecular weight: 10,000 to 20 million (manufactured by Toso Co., Ltd.)
- acrylic pressure-sensitive adhesive resin it is preferable to use a resin containing a pressure-sensitive adhesive resin in order to improve the adhesion to the adherend and the surface adhesive strength.
- the tackifier resin contained in the acrylic pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected depending on the intended purpose.
- the softening point is preferably 30 ° C. to 180 ° C., and 70 ° C. to 140 ° C. Is more preferable for forming an adhesive layer having high adhesive performance.
- the glass transition temperature thereof is preferably 30 ° C. to 200 ° C., more preferably 50 ° C. to 160 ° C.
- the tackifier resin contained in the acrylic pressure-sensitive adhesive resin include a rosin-based tackifier resin, a polymerized rosin-based tackifier resin, a polymerized rosin ester-based tackifier resin, a rosin phenol-based tackifier resin, and a stabilized rosin ester.
- Adhesive-imparting resin disproportionate rosin ester-based adhesive-imparting resin, hydrogenated rosin ester-based adhesive-imparting resin, terpen-based adhesive-imparting resin, terpenphenol-based adhesive-imparting resin, petroleum resin-based adhesive-imparting resin, (meth) Acryle -Examples include rosin-based adhesive-imparting resin. These may be used alone or in combination of two or more.
- the tackifier resins are polymerized rosin ester-based tackifier resins, rosin phenol-based tackifier resins, disproportionate rosin ester-based tackifier resins, hydrogenated rosin ester-based tackifier resins, and terpene phenol-based resins.
- (Meta) acrylic resin is preferable.
- the amount of the tackifier resin used is not particularly limited and may be appropriately selected depending on the intended purpose, but it may be used in the range of 5 parts by mass to 65 parts by mass with respect to 100 parts by mass of the acrylic polymer. It is preferable to use it in the range of 8 parts by mass to 55 parts by mass because it is easy to secure the adhesion with the adherend.
- acrylic pressure-sensitive adhesive resin it is preferable to use a resin containing a cross-linking agent in order to further improve the cohesive force of the pressure-sensitive adhesive layer.
- the cross-linking agent is not particularly limited and may be appropriately selected depending on the intended purpose. Examples thereof include isocyanate-based cross-linking agent, epoxy-based cross-linking agent, metal chelate-based cross-linking agent, and aziridine-based cross-linking agent. Be done. These may be used alone or in combination of two or more.
- the cross-linking agent is preferably a type of cross-linking agent that is mixed after the production of the acrylic polymer to allow the cross-linking reaction to proceed, and isocyanate-based cross-linking agents and epoxy-based cross-linking agents that are highly reactive with the acrylic polymer. It is more preferable to use it.
- Examples of the isocyanate-based cross-linking agent include tolylene diisocyanate, triphenylmethane isocyanate, naphthylene-1,5-diisocyanate, hexamethylene diisocyanate, and diphenylmethane diisocyanate. , Xylylene diisocyanate, trimethylol propane-modified tolylene diisocyanate and the like. These may be used alone or in combination of two or more. Among these, tolylene diisocyanate, which is a trifunctional polyisocyanate compound, trimethylolpropane adducts thereof, and triphenylmethane isocyanate are particularly preferable.
- the value of the gel fraction for measuring the insoluble content after immersing the adhesive layer in toluene for 24 hours is used.
- the gel content of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 10% by mass to 70% by mass, more preferably 25% by mass to 65% by mass, and 35% by mass. ⁇ 60% by mass is more preferable for obtaining an adhesive layer having good cohesiveness and adhesiveness.
- the gel fraction refers to a value measured by the following method. An adhesive composition was applied onto the peeling sheet so that the thickness after drying was 50 ⁇ m, dried at 100 ° C. for 3 minutes, aged at 40 ° C. for 2 days, and cut into 50 mm squares. Is used as a sample. Next, the mass (G1) of the sample before immersion in toluene was measured in advance, and the toluene-insoluble component of the sample after being immersed in a toluene solution at 23 ° C. for 24 hours was separated by filtering with a 300 mesh wire net. , The mass (G2) of the residue after drying at 110 ° C. for 1 hour is measured, and the gel fraction is determined according to the following formula (4).
- the mass (G3) of the filler particles in the sample is calculated from the mass (G1) of the sample and the composition of the pressure-sensitive adhesive composition.
- Gel fraction (mass%) (G2-G3) / (G1-G3) x 100 ... Equation (4)
- the rubber-based pressure-sensitive adhesive resin is not particularly limited, and includes rubber materials that can be generally used as pressure-sensitive adhesive resins such as synthetic rubber-based pressure-sensitive adhesive resins and natural rubber-based pressure-sensitive adhesive resins, and, if necessary, tack-imparting resins and the like. Examples include those containing additives.
- the rubber material examples include a block copolymer of an aromatic vinyl compound and a conjugated diene compound, specifically, a styrene-isoprene copolymer, a styrene-isoprene-styrene copolymer, and a styrene-isoprene-butadiene-styrene.
- styrene-based resins such as copolymers, styrene-butadiene-styrene copolymers, styrene-ethylene-butylene copolymers, styrene-ethylene-propylene copolymers and their hydrogenated additives.
- styrene-based resins may be used alone or in combination of two or more.
- the styrene resin for example, a single structure having a linear structure, a branched structure, or a multi-branched structure may be used, or a mixture of different structures may be used.
- a styrene resin having abundant linear structures is used for the adhesive layer, excellent adhesive performance can be given to the adhesive tape.
- a branched structure or a multi-branched structure in which a styrene block is arranged at the molecular end can have a pseudo-crosslinked structure and can give an excellent cohesive force, so that a high holding force can be given. it can. Therefore, it is preferable to mix and use the styrene resin according to the required characteristics.
- styrene-based resin As the styrene-based resin, it is preferable to use a styrene-based resin having a structural unit represented by the following chemical formula (2) in the range of 10% by mass to 80% by mass with respect to the total mass of the styrene-based resin. It is more preferable to use one having a mass in the range of 60% by mass to 60% by mass, further preferably to use one having a range of 15% by mass to 40% by mass, and having a range of 17% by mass to 35% by mass. It is particularly preferable to use one. Thereby, excellent adhesiveness and heat resistance can be obtained.
- * in the following chemical formula (2) is a bond representing a bond with another atom.
- styrene-isoprene copolymer and a styrene-isoprene-styrene copolymer are used in combination as a styrene resin, styrene with respect to the total mass of the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer.
- the content of the isoprene copolymer is preferably 0% by mass to 80% by mass, more preferably 0% by mass to 77% by mass, still more preferably 0% by mass to 75% by mass. It is particularly preferably 0% by mass to 70% by mass.
- styrene-isoprene copolymer it is preferable to use a styrene-isoprene copolymer having a weight average molecular weight in the range of 10,000 to 800,000 measured in terms of standard polystyrene using a gel permeation chromatograph (GPC). It is more preferable to use the one in the range of 30,000 to 500,000, and further preferably to use the one in the range of 50,000 to 300,000.
- GPC gel permeation chromatograph
- the weight average molecular weight of the styrene-isoprene copolymer is within the above-mentioned preferable range, the heat fluidity and the compatibility at the time of solvent dilution can be ensured, so that the workability in the manufacturing process is good and the thermal durability is improved. It is preferable because the provided adhesive tape can be obtained.
- the measurement of the weight average molecular weight of the styrene-isoprene copolymer by the GPC method is a standard polystyrene-equivalent value measured using a GPC apparatus (SC-8020, manufactured by Toso Co., Ltd.), and is a measurement condition. Is as follows.
- the method for producing the styrene resin is not particularly limited and can be appropriately selected from conventionally known production methods.
- a block copolymer is obtained by the anion living polymerization method, and a coupling agent is added as necessary.
- a styrene-based resin can be obtained by reacting with the above.
- the method for producing the styrene-isoprene copolymer is not particularly limited and may be appropriately selected from conventionally known production methods.
- the styrene block and the isoprene block are sequentially produced by the anion living polymerization method. Examples include a method of polymerization.
- the method for producing the styrene-isoprene-styrene copolymer is not particularly limited and may be appropriately selected from conventionally known production methods.
- the styrene block and the isoprene block are sequentially polymerized by an anion living polymerization method. Examples thereof include a method of producing a block copolymer having a living active terminal and then reacting with a coupling agent to produce a coupled block copolymer.
- the method for producing a mixture of the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer is not particularly limited and may be appropriately selected from conventionally known production methods.
- the method is used for production. Examples thereof include a method of mixing the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer.
- a method for producing a mixture of a styrene-isoprene copolymer and a styrene-isoprene-styrene copolymer it is also possible to produce the mixture as a mixture at the same time in one polymerization step.
- a polystyrene block having a living active terminal is formed by polymerizing a styrene monomer in a polymerization solvent using an anionic polymerization initiator by an anionic living polymerization method. ..
- isoprene is polymerized from the living-active terminal of the polystyrene block to obtain a styrene-isoprene block copolymer having the living-active terminal.
- a part of the styrene-isoprene block copolymer having a living active terminal is reacted with the coupling agent to form a coupled styrene-isoprene-styrene block copolymer.
- the rest of the styrene-isoprene block copolymer having a living active end is deactivated by using a polymerization inhibitor to deactivate the living active end of the styrene-isoprene block copolymer. To form.
- the tackifier resin contained in the rubber-based pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected depending on the intended purpose, but it is preferable to use a tackifier resin having a softening point of 80 ° C. or higher. As a result, an adhesive tape having excellent initial adhesiveness and thermal durability can be obtained.
- the tackifying resin is preferably solid at room temperature (23 ° C.), and specific examples thereof include C5 type petroleum resin, C9 type petroleum resin, C5 type / C9 type petroleum resin, and alicyclic petroleum resin. Examples thereof include petroleum resins, polymerized rosin resins, turpen resins, rosin resins, terpen-phenol resins, styrene resins, kumaron-inden resins, xylene resins, and phenol resins. These may be used alone or in combination of two or more. Among these, it is preferable to use a C5-based petroleum resin and a polymerized rosin-based resin in combination as the tackifier resin in order to achieve both excellent initial adhesiveness and thermal durability.
- the petroleum resin is easily compatible with the structural unit represented by the chemical formula (1) constituting the styrene resin, and as a result, the initial adhesive strength and thermal durability of the adhesive tape can be further improved. it can.
- C5 petroleum resins examples include Escolets 1202, Escolets 1304, Escolets 1401 (all manufactured by Exxon Mobile), Wing Tuck 95 (manufactured by Goodyear Tire and Rubber Company), Quinton K100, and Quinton. Examples thereof include R100, Quinton F100 (manufactured by Nippon Zeon Corporation), Picotack 95, and PicoPale 100 (manufactured by Rika Hercules Co., Ltd.).
- C9 petroleum resin examples include Nisseki Neopolymer L-90, Nisseki Neopolymer 120, Nisseki Neopolymer 130, Nisseki Neopolymer 140, Nisseki Neopolymer 150, Nisseki Neopolymer 170S, and Nisseki Neo.
- Polymer 160 Nisseki Neopolymer E-100, Nisseki Neopolymer E-130, Nisseki Neopolymer 130S, Nisseki Neopolymer S (all manufactured by JX Nikko Nisseki Energy Co., Ltd.), Petcol (registered trademark) ) (Manufactured by Toso Co., Ltd.) and the like.
- C5 / C9 petroleum resin a copolymer of a C5 petroleum resin and a C9 petroleum resin can be used.
- Escolets 2101 manufactured by Exxon Mobile
- Quinton G115 Japan Zeon Co., Ltd.
- Hercotac 1149 manufactured by Rika Hercules Co., Ltd.
- the alicyclic petroleum resin can be obtained by hydrogenating a C9 petroleum resin, for example, Escolets 5300 (manufactured by Exxon Mobile), Archon P-100 (manufactured by Arakawa Chemical Industry Co., Ltd.), Rigalite R101. (Manufactured by Rika Hercules Co., Ltd.) and the like.
- the amount of the tackifier resin used is not particularly limited and may be appropriately selected depending on the intended purpose, but is in the range of 0% by mass to 100% by mass with respect to the total amount of the components constituting the rubber-based pressure-sensitive adhesive resin. It is preferable to use in the range of 0% by mass to 70% by mass, further preferably to use in the range of 0% by mass to 50% by mass, and in the range of 0% by mass to 30% by mass. It is particularly preferable to use in.
- the tackifier resin within the above-mentioned preferable range, it becomes easy to achieve both excellent breaking elongation and thermal durability of the pressure-sensitive adhesive tape while enhancing the interfacial adhesion between the pressure-sensitive adhesive layer and the base material layer.
- the amount of the tackifier resin having a softening point of 80 ° C. or higher is not particularly limited and may be appropriately selected depending on the intended purpose, but is 3% by mass to 100% by mass with respect to the total amount of the styrene resin. It is preferably used in the range, more preferably in the range of 5% by mass to 80% by mass, and even more excellent in adhesiveness and excellent heat when used in the range of 5% by mass to 80% by mass. It is particularly preferable to obtain an adhesive tape that has both durability.
- a tackifier resin having a softening point of ⁇ 5 ° C. or lower can be used in combination with a tackifier resin having a softening point of 80 ° C. or higher.
- the tackifier resin having a softening point of ⁇ 5 ° C. or lower is not particularly limited and may be appropriately selected from known tackifier resins according to the purpose, but a tackifier resin liquid at room temperature should be used. Is preferable.
- the tackifier resin having a softening point of -5 ° C or less include process oil, polyester, liquid rubber such as polybutene, and the like. These may be used alone or in combination of two or more. Among these, it is preferable to use polybutene for the tackifier resin having a softening point of ⁇ 5 ° C. or lower in order to exhibit even more excellent initial adhesiveness.
- the tackifier resin having a softening point of ⁇ 5 ° C. or lower is preferably used in the range of 0% by mass to 40% by mass, and is used in the range of 0% by mass to 30% by mass, based on the total amount of the tackifier resin. Is more preferable.
- the tackifier resin having a softening point of ⁇ 5 ° C. or lower is preferably used in the range of 0% by mass to 40% by mass, and in the range of 0% by mass to 30% by mass, based on the total amount of the styrene resin. It is more preferable to use in the above because the initial adhesive strength can be improved, good adhesion can be obtained, and sufficient thermal durability can be obtained.
- the mass ratio of the tackifier resin having a softening point of 80 ° C. or higher and the tackifier resin having a softening point of -5 ° C. or lower is not particularly limited and may be appropriately selected depending on the intended purpose.
- the mass ratio of the styrene resin to the tackifier resin is not particularly limited and may be appropriately selected depending on the intended purpose.
- the mass ratio [styrene resin / adhesive resin] is larger than 1, for example, to prevent peeling due to the repulsive force of the adhesive tape when it is attached to the curved surface portion of the adherend (for example). It is preferable for (repulsion resistance).
- Urethane-based pressure-sensitive adhesive resin refers to a pressure-sensitive adhesive resin containing a urethane-based polymer as a base polymer.
- the urethane-based pressure-sensitive adhesive resin is typically made of a urethane-based resin containing a urethane-based polymer obtained by reacting a polyol and a polyisocyanate compound as a base polymer, and if necessary, a tackifier resin or the like. Examples thereof include those containing the above additives.
- the urethane-based polymer is not particularly limited, and an appropriate urethane-based polymer (ether-based polyurethane, ester-based polyurethane, carbonate-based polyurethane, etc.) that can function as an adhesive can be adopted.
- the polyol include polyether polyol, polyester polyol, polycarbonate polyol, polycaprolactone polyol and the like.
- the polyisocyanate compound include diphenylmethane diisocyanate, tolylene diisocyanate, hexamethylene diisocyanate and the like.
- the tackifier resin that can be contained in the urethane-based pressure-sensitive adhesive resin the tack-imparting resin exemplified by the above-mentioned acrylic-based adhesive resin or styrene-based adhesive resin can be used.
- the pressure-sensitive adhesive composition constituting the pressure-sensitive adhesive layer in the present embodiment may optionally further contain other components in addition to the filler particles and the pressure-sensitive adhesive resin, if necessary.
- the other components in the pressure-sensitive adhesive layer are not particularly limited and may be appropriately selected as long as the characteristics of the pressure-sensitive adhesive tape are not impaired.
- a polymer component other than the pressure-sensitive adhesive resin, a cross-linking agent, an antiaging agent, and ultraviolet rays for example, a polymer component other than the pressure-sensitive adhesive resin, a cross-linking agent, an antiaging agent, and ultraviolet rays.
- the pressure-sensitive adhesive composition forming the pressure-sensitive adhesive layer may contain a cross-linking agent, if necessary, in addition to the pressure-sensitive adhesive resin described above. This is because the cohesive force of the adhesive layer can be enhanced by including the cross-linking agent.
- the type of the cross-linking agent is not particularly limited, and a conventionally known cross-linking agent can be appropriately selected and used. Examples of such a cross-linking agent include isocyanate-based cross-linking agents, epoxy-based cross-linking agents, oxazoline-based cross-linking agents, aziridine-based cross-linking agents, melamine-based cross-linking agents, peroxide-based cross-linking agents, metal chelate-based cross-linking agents and the like. Be done.
- the cross-linking agent may be used alone or in combination of two or more. Of these, from the viewpoint of improving the cohesive force, it is preferable to use an isocyanate-based cross-linking agent and an epoxy-based cross-linking agent.
- the specific isocyanate-based cross-linking agent is as described above.
- the amount of the cross-linking agent used is not particularly limited, and is, for example, from 10 parts by mass or less, for example, about 0.005 to 10 parts by mass, preferably about 0.01 to 5 parts by mass with respect to 100 parts by mass of the pressure-sensitive adhesive resin. You can choose.
- the pressure-sensitive adhesive composition for forming the pressure-sensitive adhesive layer may be foamable or may be in a foamed state.
- the pressure-sensitive adhesive composition can provide a foaming agent in the formulation.
- a foaming agent an inflatable or expandable microbalun is used.
- chemical foaming agents can be used alone or in combination with other foaming agents.
- the pressure-sensitive adhesive composition may or may be foamed physically, ie, by blending a gaseous or supercritical liquid substance or mixture of substances.
- the above foaming is performed by blending a microballoon and then inflating it.
- Microbalun is understood to be microhollow beads with an expandable thermoplastic polymer shell. These beads are filled with a low boiling point liquid or liquefied gas.
- the shell material in particular, polyacrylonitrile, PVDC, PVC or polyacrylonitrile is used.
- Low boiling point liquids are particularly suitable of lower alkane hydrocarbons such as isobutane or isopentane, which are encapsulated in a polymer shell under pressure as a liquefied gas.
- the outer polymer shell becomes soft by acting on the microbalun by the action of heat.
- the liquid foaming agent gas present in the shell changes to its gaseous state.
- the micro balun expands irreversibly and expands three-dimensionally. Expansion ends when the internal pressure and the external pressure become equal. Since the polymer shell is maintained, a closed cell type foam is obtained.
- microbalnes are commercially available and are distinguished by their size (6 to 45 ⁇ m in diameter in the unexpanded state) and the starting temperature required for their expansion (75 to 220 ° C).
- the unexpanded microbaluns are also available as solids or aqueous dispersions with a microbalun content of about 40-45% by weight, as well as polymer-bound microbalnes (master batches) such as, for example. It is also available as a polymer-bound microbalne with a microbalne concentration of about 65% by weight in ethyl vinyl acetate. Both the microbalun dispersion and the master batch are suitable as manufacturing methods for foaming the pressure-sensitive adhesive composition.
- the foamed pressure-sensitive adhesive composition can also be produced by using a so-called pre-expanding microbalne.
- pre-expanding microbalne In this category, expansion is already done before it is mixed into the polymer matrix.
- Pre-expanded microburns are commercially available, for example, under the name Dualite® or under Akzo Nobel's typology Expancel xxx DE (dry expanded product).
- the pressure-sensitive adhesive composition contains micro-baluns
- at least 90% of the total hollow space formed by the micro-balnes in the pressure-sensitive adhesive layer is preferably 20 to 75 ⁇ m, more preferably 25 to 65 ⁇ m.
- the "maximum diameter” is understood to be the maximum extension of the microbalne in any spatial direction.
- the diameter can be determined by observing the edge of the adhesive tape when it is frozen and cut at a magnification of 500 times with a scanning electron microscope (REM). The diameter is visually determined from each individual microbalun.
- REM scanning electron microscope
- the microbaln When foaming with a microbaln, the microbaln can be supplied to the formulation as a batch, paste or as uncut or cut powder. In addition, the microbalun can be present suspended in a solvent.
- the proportion of the microbalun in the pressure-sensitive adhesive composition is preferably 0.5% by mass to 2.5% by mass, preferably 1.0% by mass to 2.0% by mass, based on the entire pressure-sensitive adhesive composition. Is more preferable.
- the above values are the values of unexpanded microbaluns.
- the pressure-sensitive adhesive composition may contain expandable micro-hollow beads in addition to the above-mentioned filler particles, and may be non-expandable unlike the above-mentioned filler particles regardless of the inclusion of expandable micro-hollow beads.
- Microhollow beads may be included. Microhollow beads need only have almost all cavities containing gas permanently closed by a dense membrane, the shell membrane consisting only of an elastic and thermoplastic extensible polymer mixture, or, for example, elastic. -In the range of temperatures possible in plastic processing-It does not matter whether it consists of non-thermoplastic glass.
- beads that can be contained in the pressure-sensitive adhesive composition include, for example, polymer solid beads, hollow glass beads, solid glass beads, hollow ceramic beads, solid ceramic beads and / or solid carbon beads (“Carbon Micro”. Balun ").
- the relative density of the pressure-sensitive adhesive composition (adhesive layer) when foamed is preferably 450 to 950 kg / m 3 , preferably 600 to 800 kg / m 3 .
- the relative density describes the ratio of the density of the foamed pressure-sensitive adhesive composition to the density of the unfoamed pressure-sensitive adhesive composition having the same formulation.
- the relative density of the pressure-sensitive adhesive composition is preferably 0.20 to 0.99, more preferably 0.30 to 0.90, and particularly 0.50 to 0.85.
- the pressure-sensitive adhesive layer can be formed by using a pressure-sensitive adhesive such as a water-based pressure-sensitive adhesive containing the above-mentioned pressure-sensitive adhesive composition, a solvent-type pressure-sensitive adhesive, a hot-melt type pressure-sensitive adhesive, and an active energy-ray-curable pressure-sensitive adhesive.
- a pressure-sensitive adhesive such as a water-based pressure-sensitive adhesive containing the above-mentioned pressure-sensitive adhesive composition, a solvent-type pressure-sensitive adhesive, a hot-melt type pressure-sensitive adhesive, and an active energy-ray-curable pressure-sensitive adhesive.
- the water-based pressure-sensitive adhesive refers to a pressure-sensitive adhesive in which a pressure-sensitive adhesive composition (sticking agent layer-forming component) is contained in a solvent containing water as a main component (water-based solvent), and is typically a water-dispersible pressure-sensitive adhesive. It includes what is called an agent (a form in which at least a part of the pressure-sensitive adhesive composition is dispersed in water) and the
- the solvent-type pressure-sensitive adhesive refers to a form in which the pressure-sensitive adhesive composition is contained in an organic solvent.
- the pressure-sensitive adhesive layer in the pressure-sensitive adhesive tape of the present embodiment is preferably formed by using a solvent-type pressure-sensitive adhesive from the viewpoint of preferably realizing adhesive properties such as shear adhesive strength.
- the adhesive tape of the present embodiment is not particularly limited, and other layers may be appropriately provided depending on the intended purpose.
- a primer layer an antistatic layer, a non-combustible layer, a decorative layer, a conductive layer, and heat.
- examples include a conductive layer and a release layer.
- the shape and dimensions of the pressure-sensitive adhesive tape of the present embodiment are not particularly limited as long as it includes a base material layer and pressure-sensitive adhesive layers on both sides of the base material layer, and for example, to a predetermined adherend.
- Adhesive tapes with a shape and dimensions suitable for sticking for example, adhesive tapes in the state after punching
- sheet-shaped long adhesive tapes for example, to a specific shape
- Adhesive tape before processing is also included.
- a non-adhesive gripping region can be arbitrarily provided for, for example, attachment to an adherend or peeling from the adherend.
- the thickness of the adhesive tape is not particularly limited and may be appropriately selected depending on the thickness of the adhesive layer and the base material layer, but is preferably 15 ⁇ m to 800 ⁇ m, preferably 30 ⁇ m to 540 ⁇ m. More preferably, it is more preferably 60 ⁇ m to 320 ⁇ m, and particularly preferably 70 ⁇ m to 250 ⁇ m.
- the “adhesive tape thickness” refers to the thickness of any five points in the adhesive tape as TH-104, a thickness measuring machine for paper / film (Tester Sangyo Co., Ltd.). (Made), and refers to the average value of those measured values.
- the hardness of the adhesive tape (type A hardness (shore A hardness)) is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 10 to 90, more preferably 20 to 85, and 64 to 64. 85 is more preferred.
- the Shore A hardness of the adhesive tape is within the above-mentioned preferable range, the re-peeling operation by peeling the adhesive tape becomes easy.
- the Shore A hardness is less than 10, the adhesive tape may be torn when the adhesive tape is stretched and peeled off, and if it exceeds 90, the adhesive tape is stretched and re-stretched. When trying to peel off, it may not be possible to peel off again because the stress for stretching becomes too high.
- the rubber hardness of the adhesive tape is Shore A hardness, which is a value measured in accordance with JIS K 6253 using a durometer (spring type rubber hardness tester) (model: GS-719G, manufactured by TECLOCK Co., Ltd.). Point to.
- the stress at 25% elongation of the adhesive tape is preferably 0.15 MPa to 82 MPa, more preferably 0.15 MPa to 10 MPa, further preferably 0.15 MPa to 5 MPa, and most preferably 0.15 MPa to 4.5 MPa. preferable.
- the stress at 25% elongation of the adhesive tape is 0.15 MPa to 82 MPa, it is possible to obtain an adhesive strength suitable for the adhesive tape, and it is possible to peel it off relatively easily even when the adhesive tape is stretched and peeled off. Become.
- the stress at 25% elongation of the adhesive tape is less than 0.15 MPa, the adhesive tape is applied in the shearing direction while the hard adherends are fixed to each other. -There is a risk of peeling.
- the 25% elongation stress of the adhesive tape is obtained by punching the adhesive tape into a dumbbell shape with a marked line length of 20 mm and a width of 5 mm, and under the conditions of a measurement atmosphere of 23 ° C. and 50% RH, a Tensilon tensile tester (model). : RTF-1210, manufactured by A & D Co., Ltd.), and refers to the stress value measured when pulled in the length direction at a tensile speed of 500 mm / min and stretched by 25%.
- the breaking strength of the adhesive tape is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 20 MPa to 100.0 MPa, more preferably 20 MPa to 90.0 MPa, and further 30 MPa to 85.0 MPa. It is preferable, and 40 MPa to 85.0 MPa is particularly preferable.
- the breaking strength of the adhesive tape is within the above-mentioned preferable range, it is possible to prevent the adhesive tape from being torn even when the adhesive tape is quickly stretched and peeled off, and the adhesive tape can be prevented from being torn. -Since the load for extending the pipe is not excessive, the re-peeling work by peeling becomes easy.
- the breaking strength of the adhesive tape is less than 20 MPa, the adhesive tape may be torn when the adhesive tape is stretched and peeled off quickly, and if it exceeds 100.0 MPa, the adhesive tape is adhered. When the tape is stretched and an attempt is made to peel it off again, it may not be sufficiently stretched and peeled off again.
- the force required to stretch and deform the adhesive tape also depends on the thickness of the adhesive tape. For example, the adhesive tape is thick and has high breaking strength. Even when the tape is stretched and attempted to be peeled off again, it may not be sufficiently stretched and peeled off again.
- the breaking strength of the adhesive tape is as follows: The adhesive tape is punched into a dumbbell shape with a marked line length of 20 mm and a width of 5 mm, and the Tensilon tensile tester (model: RTF-) is used under the conditions of a measurement atmosphere of 23 ° C. and 50% RH. 1210, manufactured by A & D Co., Ltd.), which refers to the stress value measured when the material is pulled in the length direction at a tensile speed of 500 mm / min and fractured.
- the elongation at break of the adhesive tape is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 400% to 1500%, more preferably 400% to 1300%, and 400% to 1000%. More preferred.
- breaking elongation of the adhesive tape is 400% or more, even if the adhesive tape is firmly adhered to the adherend, when the adhesive tape is peeled off again, the adherend The stress for stretching in the horizontal direction to the vertical direction with respect to the sticking surface does not become too large, and the adhesive tape can be easily peeled off without being excessively stretched.
- the breaking elongation is 1500% or less
- the adhesive tape is peeled off again, the stretching distance in the horizontal direction to the vertical direction with respect to the sticking surface of the adherend does not become too long, and a small space is used. It is possible to work in the horizontal.
- the elongation at break is less than 400%, the adhesive tape is peeled off with breakage when it is stretched from the horizontal direction to the vertical direction with respect to the sticking surface of the adherend when the adhesive tape is peeled off again. If it exceeds 1500%, when the adhesive tape is peeled off again, the stretching distance from the horizontal direction to the vertical direction becomes too long with respect to the sticking surface of the adherend, resulting in poor workability. May become.
- the breaking elongation of the adhesive tape is determined by punching the adhesive tape into a dumbbell shape with a marked line length of 20 mm and a width of 5 mm, and under the conditions of a measurement atmosphere of 23 ° C. and 50% RH, a Tensilon tensile tester (model: RTF). -1210, manufactured by A & D Co., Ltd.), which is pulled in the length direction at a tensile speed of 500 mm / min and refers to the tensile elongation measured when it breaks.
- the adhesive tape of the present embodiment can be peeled off even if it is pulled in a direction perpendicular to the attachment surface of the adherend (90 ° direction) under predetermined conditions. Specifically, the adhesive tape of the present embodiment is evaluated according to the "evaluation of 90 ° stretch peeling (high speed)" described in the column of Examples described later, and the evaluation result is "cutting of the adhesive tape”. Occurrence was 0 out of 3 times, or "the occurrence of adhesive tape breakage was 1 out of 3 times, and / or the adhesive composition remaining on the adherend. The area of the object is less than 1/5 of the initial sticking area. " Since the adhesive tape has such physical characteristics, it can be removed from the adherend more easily and more quickly.
- the adhesive tape also has excellent impact resistance.
- the impact resistance can be confirmed, for example, by the method described in "Evaluation of impact resistance" in the column of Examples described later.
- the height of the striking core at which the adhesive tape is peeled off or broken can be appropriately selected as long as the effect of the present invention is not impaired, but is preferably 30 cm or more. It is more preferably 40 cm or more, further preferably 50 cm or more, and particularly preferably 60 cm or more. If the height is less than 30 cm, sufficient impact resistance tends not to be obtained.
- the 180 ° peel adhesive strength of the adhesive tape is not particularly limited and can be appropriately selected depending on the intended purpose, but is preferably 10N / 20mm to 50N / 20mm, more preferably 15N / 20mm to 45N / 20mm. It is preferable, and 20N / 20mm to 40N / 20mm is more preferable.
- the 180 ° peel adhesive force is within the above-mentioned preferable range, the adhesive tape is applied to the attachment surface of the adherend while having an appropriate adhesive force without causing peeling or deviation from the adherend. On the other hand, it can be easily peeled off when it is stretched in the horizontal direction to the vertical direction and peeled off again.
- the 180 ° peel adhesive strength of the adhesive tape refers to the value measured and measured in accordance with JIS Z 0237.
- the method for producing the adhesive tape is not particularly limited, and can be appropriately selected from known methods.
- the method for producing an adhesive tape of the present embodiment preferably includes an adhesive layer forming step, a base material layer forming step, and a laminating step, and further includes other layer forming steps, if necessary. Further, it can also be produced by a multi-layer simultaneous forming step in which the adhesive layer forming step and the base material layer forming step are performed at the same time.
- the pressure-sensitive adhesive layer forming step is not particularly limited as long as the pressure-sensitive adhesive layer can be formed, and can be appropriately selected depending on the intended purpose.
- the surface of the peeling sheet is subjected to a heat press method or extrusion molding.
- a method of forming an adhesive layer by a method such as a casting method, a uniaxial stretching method, a sequential secondary stretching method, a simultaneous biaxial stretching method, an inflation method, a tube method, a calendar method, and a solution method.
- the casting method and the solution method by extrusion molding are preferable.
- the peeling sheet is not particularly limited and may be appropriately selected depending on the intended purpose.
- paper such as kraft paper, glassin paper, high-quality paper; polyethylene, polypropylene (biaxially stretched polypropylene (OPP), uniaxial).
- Resin film such as stretched polypropylene (CPP)), polyethylene terephthalate (PET); laminated paper in which the paper and the resin film are laminated, and the paper is sealed with clay, polyvinyl alcohol, or the like. Examples thereof include those in which one side or both sides of the material are peeled off from a silicone-based resin or the like. These may be used alone or in combination of two or more.
- the base material layer forming step is not particularly limited as long as the base material layer can be formed, and can be appropriately selected depending on the intended purpose.
- a heat press method for example, a calendar method by extrusion molding, and a uniaxial stretching method.
- the cast method by extrusion molding, the inflation method, the tube method, the calendar method, and the solution method are preferable in order to impart suitable flexibility and extensibility to the base material layer.
- the base material layer may be surface-treated for the purpose of further improving the adhesion to the adhesive layer.
- the surface treatment method is not particularly limited and can be appropriately selected from known methods as long as the characteristics of the adhesive tape are not impaired.
- a sandblast method, a surface polishing / friction method, and a corona discharge treatment can be selected. Examples thereof include a method, a chromic acid treatment method, a flame treatment method, a hot air treatment method, an ozone treatment method, an ultraviolet irradiation treatment method, and an oxidation treatment method.
- the laminating step is a step of laminating the base material layer and the adhesive layer.
- the method of laminating the base material layer and the adhesive layer is not particularly limited and may be appropriately selected from known methods.
- the method of laminating the base material layer and the adhesive layer is in a state of being attached to the peeling sheet formed in the adhesive layer forming step. Examples thereof include a method of pressurizing and laminating the adhesive layer and the base material layer.
- Adhesive tapes are used for fixing sheets that make up relatively large electronic devices such as flat-screen TVs, home appliances, and OA devices, fixing exterior parts and housings, and relatively for portable electronic terminals, cameras, personal computers, etc. It can be suitably used for fixing parts in various industrial fields such as fixing exterior parts and rigid parts such as batteries to small electronic devices, temporarily fixing the parts, and labels for displaying product information.
- the adhesive tape of the present invention is not limited to the above example, and can be appropriately modified.
- the thickness of the adhesive layer in the adhesive tape was measured at 10 points, and the arithmetic mean value was taken as the thickness of the adhesive layer.
- the thickness of the adhesive layer is a length measured from the surface on one side to the surface on the other side along the stacking direction. The results are shown in Tables 1 and 2 below.
- a clean and smooth acrylic plate (length 150 mm, width 50 mm, thickness 2 mm, Acrylite L, color tone: colorless , Mitsubishi Rayon Co., Ltd.), and pressurize the laminated structure of the aluminum plate, the adhesive tape, and the acrylic plate once with a roller while applying a load of 5 kg.
- the test piece was allowed to stand for 3 days under the conditions of an atmosphere of 23 ° C. and 50% RH. Under the conditions of an atmosphere of 23 ° C. and 50% RH, the grip portion of the adhesive tape on the test piece is on the acrylic plate side with respect to the sticking surface of the adhesive tape in the 90 ° direction (vertical direction).
- the load limiter was set to -15N using a Tensilon tensile tester (model: RTF-1210, manufactured by A & D Co., Ltd.), and the material was stretched at a tensile speed of 1000 mm / min. At this time, the degree of breakage of the adhesive tape and the residual degree of the adhesive composition on the adherend (at least one of the aluminum plate and the acrylic plate) after the adhesive tape is peeled off is visually confirmed. did.
- the test by the above method was carried out three times, and the re-peelability (vertical stretch peeling) was evaluated based on the following evaluation criteria. The results are shown in Tables 1 and 2 below.
- (Hue: natural, no grain) 3 is affixed to the central part, and a roller is applied to the laminated structure of the acrylic plate 2, the adhesive tape 1, and the ABS plate 3 while applying a load of 2 kg.
- a test piece was prepared by pressurizing the sample with ⁇ for one reciprocation and crimping it, and then allowing it to stand for 24 hours under the conditions of an atmosphere of 40 ° C. and 50% RH.
- a U-shaped measuring table (length 150 mm, width 100 mm, height 45 mm, thickness 5 mm made of aluminum) is placed on the pedestal of the DuPont impact tester (manufactured by Tester Sangyo Co., Ltd.).
- each adhesive tape was cut into a length of 150 mm and a width of 20 mm, and one surface of the adhesive tape was lined with a PET film having a thickness of 25 ⁇ m.
- the other surface of the adhesive tape was attached to a stainless steel plate (length 100 mm, width 30 mm, thickness 3 mm) under the conditions of an atmosphere of 23 ° C. and 50% RH, and the adhesive tape was combined with the adhesive tape.
- the laminated structure with the stainless steel plate was pressed back and forth with a roller while applying a load of 2 kg to be crimped, and then allowed to stand for 1 hour under the conditions of an atmosphere of 23 ° C. and 50% RH. It was used as a test piece.
- the adhesive tape on the test piece was subjected to a Tensilon tensile tester (model: RTF-1210, manufactured by A & D Co., Ltd.) in the 180 ° direction under the conditions of an atmosphere of 23 ° C. and 50% RH.
- the adhesive tape was peeled off at a tensile speed of 300 mm / min, and the 180 ° peel adhesive force of the adhesive tape was measured. The results are shown in Tables 1 and 2 below.
- the laminated structure of the stainless steel plate 1, the adhesive tape, and the stainless steel plate 2 is pressure-bonded by applying a load of 5 kg to the laminated structure with a roller for one reciprocation, and then the atmosphere is 200 ° C.
- the test piece was left standing for 10 minutes. After allowing to cool to a sufficient room temperature under the conditions of an atmosphere of 23 ° C. and 50% RH, the gripper portion of the adhesive tape on the test piece is grasped by hand to the surface to which the adhesive tape is attached. And stretched it horizontally. At this time, it was confirmed whether the stainless plate 1 and the stainless plate 2 could be removed. The results are shown in Tables 1 and 2 below. [Evaluation criteria] ⁇ : The stainless plate 1 and the stainless plate 2 could be removed. X: The adhesive tape was cut and the stainless plate 1 and the stainless plate 2 could not be removed.
- ⁇ Material for base material> -Material for base material (1) SEEPS 3,000 mL of cyclohexane as a solvent and 9.2 mL of sec-butyllithium (cyclohexane solution) having a concentration of 10.5 mass% as an initiator are charged in a pressure vessel which has been replaced with nitrogen and dried, and the temperature is raised to 60 ° C. 100 mL of styrene was added and polymerized for 60 minutes. Then, at the same temperature, 270 mL of isoprene and 350 mL of butadiene were added, and then the reaction was carried out for 90 minutes.
- SEEPS 3,000 mL of cyclohexane as a solvent and 9.2 mL of sec-butyllithium (cyclohexane solution) having a concentration of 10.5 mass% as an initiator are charged in a pressure vessel which has been replaced with nitrogen and dried, and the temperature is raised to 60 ° C. 100 mL of
- the obtained substrate material (1) has a styrene-ethylene-ethylene / propylene-styrene block having a styrene content of 30% by mass, a weight average molecular weight of 98,000, a molecular weight distribution of 1.03, and a hydrogenation rate of 98%. It was a copolymer (SEEPS). Further, the base material (1) was dissolved in toluene to adjust the solid content to 20% to obtain a toluene solution of the base material (1).
- SEEPS copolymer
- SEEPS -Material for base material (2)
- 3,000 mL of cyclohexane as a solvent and 9.2 mL of sec-butyllithium (cyclohexane solution) having a concentration of 10.5 mass% as an initiator are charged in a pressure vessel which has been replaced with nitrogen and dried, and the temperature is raised to 60 ° C. 100 mL of styrene was added and polymerized for 60 minutes. Then, at the same temperature, 300 mL of isoprene and 300 mL of butadiene were added, and then the reaction was carried out for 90 minutes.
- the obtained substrate material (2) has a styrene-ethylene-ethylene / propylene-styrene block having a styrene content of 30% by mass, a weight average molecular weight of 98,000, a molecular weight distribution of 1.02, and a hydrogenation rate of 98%. It was a copolymer (SEEPS). Further, the base material (2) was dissolved in toluene to adjust the solid content to 20% to obtain a toluene solution of the base material (2).
- SEEPS copolymer
- SIS styrene-isoprene-styrene block copolymer
- SIS styrene-isoprene-styrene block copolymer
- PET polyethylene terephthalate
- Limira-S10 manufactured by Toray Industries, Inc.
- SEBS styrene-ethylene-butadiene-styrene copolymer
- SEBS styrene-ethylene-butadiene-styrene copolymer
- the base material (7) had a styrene content of 31% by mass. Further, the solid content of the base material (7) was adjusted to 20% with toluene to obtain a toluene solution of the base material (7).
- ⁇ Adhesive composition> The following filler particles were used as the filler particles contained in the pressure-sensitive adhesive composition in the present invention.
- Filler particles >> -Filler particles (1) (silicone-based filler)
- a silicone composite powder KMP-601 manufactured by Shin-Etsu Chemical Co., Ltd., average particle size 12 ⁇ m
- -Filler particles (2) (aluminum hydroxide)
- aluminum hydroxide manufactured by Nippon Light Metal Co., Ltd., BW153, average particle size 18 ⁇ m was used.
- -Filler particles (3) silicone-based filler
- a silicone composite powder KMP-602 manufactured by Shin-Etsu Chemical Co., Ltd., average particle size 30 ⁇ m
- -Filler particles (4) silicone-based filler
- a silicone composite powder KMP-600 manufactured by Shin-Etsu Chemical Co., Ltd., average particle size 5 ⁇ m
- Adhesive Composition >> -Adhesive composition (1)
- a reaction vessel equipped with a stirrer, a reflux condenser, a nitrogen introduction tube, a thermometer, and a dropping funnel 75.94 parts by mass of n-butylacrylate, 5 parts by mass of 2-ethylhexyl acetate, cyclohexyl acetate. 15 parts by mass, 4 parts by mass of acrylic acid, 0.06 parts by mass of 4-hydroxybutylacryllate, and 200 parts by mass of ethyl acetate were charged, and the mixture was heated to 65 ° C. while blowing nitrogen under stirring (1). ) Was obtained.
- a pressure-sensitive adhesive resin solution (1) having a solid content of 35% by mass was obtained by mixing and stirring 6125 (trademark) and 15 parts by mass of Mitsui Kagaku Co., Ltd., and then adding ethyl acetate.
- 30 parts by mass of the filler particles (1) was added to 100 parts by mass of the solid content of the obtained pressure-sensitive adhesive resin solution (1).
- the solution containing the filler particles (1) was mixed with a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). (% by mass, 40% by mass of non-volatile content) was added in an amount of 1.3 parts by mass based on 100 parts by mass of the pressure-sensitive adhesive resin solution (1), and the mixture was stirred and mixed so as to be uniform, and then ethyl acetate was added to solidify the solution. A pressure-sensitive adhesive composition (1) of 40% by mass was obtained.
- a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7).
- -Adhesive composition (2) 50 parts by mass of the filler particles (2) was added to 100 parts by mass of the solid content of the pressure-sensitive adhesive resin solution (1). Subsequently, the solution containing the filler particles (2) was mixed with a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). (% by mass, 40% by mass of non-volatile content) was added in an amount of 1.3 parts by mass based on 100 parts by mass of the pressure-sensitive adhesive resin solution (1), and the mixture was stirred and mixed so as to be uniform. A pressure-sensitive adhesive composition (2) of 40% by mass was obtained.
- a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). (% by mass, 40% by mass of non-vol
- -Adhesive composition (3) 30 parts by mass of the filler particles 3 was added to 100 parts by mass of the solid content of the pressure-sensitive adhesive resin solution (1). Subsequently, the solution containing the filler particles (3) was mixed with a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). (% by mass, 40% by mass of non-volatile content) was added by 1.3 parts by mass based on 100 parts by mass of the pressure-sensitive adhesive resin solution (1), and the mixture was stirred and mixed so as to be uniform, and then ethyl acetate was added to solidify the solution. A pressure-sensitive adhesive composition (3) of 40% by mass was obtained.
- a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group
- -Adhesive composition (4) 30 parts by mass of the filler particles 4 was added to 100 parts by mass of the solid content of the pressure-sensitive adhesive resin solution (1). Subsequently, the solution containing the filler particles (4) was mixed with a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). By adding 1.3 parts by mass based on 100 parts by mass of the pressure-sensitive adhesive resin solution (1), stirring and mixing to make it uniform, and then adding ethyl acetate. A pressure-sensitive adhesive composition (4) having a solid content of 40% by mass was obtained.
- a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7).
- -Adhesive composition (5) 50 parts by mass of the filler particles 1 was added to 100 parts by mass of the solid content of the pressure-sensitive adhesive resin solution (1). Subsequently, the solution containing the filler particles (1) was mixed with a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). (% by mass, 40% by mass of non-volatile content) was added in an amount of 1.3 parts by mass based on 100 parts by mass of the pressure-sensitive adhesive resin solution (1), and the mixture was stirred and mixed so as to be uniform, and then ethyl acetate was added to solidify the solution. A pressure-sensitive adhesive composition (5) of 40% by mass was obtained.
- a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate,
- -Adhesive composition (6) 75 parts by mass of the filler particles 1 was added to 100 parts by mass of the solid content of the pressure-sensitive adhesive resin solution (1). Subsequently, the solution containing the filler particles (1) was mixed with a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyanate group content 7). (% by mass, 40% by mass of non-volatile content) was added by 1.3 parts by mass based on 100 parts by mass of the pressure-sensitive adhesive resin solution (1), and the mixture was stirred and mixed so as to be uniform, and then ethyl acetate was added to solidify the solution. A pressure-sensitive adhesive composition (6) of 40% by mass was obtained.
- a cross-linking agent (Bernock D-40, manufactured by DIC Co., Ltd .; trimethylol propan adduct of tolylene isosocyanate, isocyan
- Example 1 The pressure-sensitive adhesive composition (1) is applied on a release liner (film binar 75E-0010GT, manufactured by Fujimori Kogyo Co., Ltd., the same applies hereinafter) so that the thickness after drying becomes 50 ⁇ m by an appliquer, and 80 An adhesive layer was prepared by drying at ° C. for 3 minutes. Next, the toluene solution of the base material (1) is applied on a release liner with an appliqué so that the thickness after drying becomes 50 ⁇ m, and dried at 60 ° C. for 5 minutes. A material layer was prepared.
- the adhesive tape (1) was produced by pressurizing and laminating at 0.2 MPa. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 2 In the production of the pressure-sensitive adhesive tape (1) of Example 1, the pressure-sensitive adhesive tape (1) was changed to the pressure-sensitive adhesive composition (2) in the same manner as in Example 1. 2) was manufactured. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 3 In the production of the adhesive tape (1) of Example 1, except that the toluene solution of the base material (1) was changed to the toluene solution of the base material (2) to prepare the base material layer.
- the adhesive tape (3) was produced in the same manner as in Example 1. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 4 In the production of the adhesive tape (1) of Example 1, except that the toluene solution of the base material (1) was changed to the toluene solution of the base material (3) to prepare the base material layer.
- the adhesive tape (4) was produced in the same manner as in Example 1. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 5 In the production of the pressure-sensitive adhesive tape (1) of Example 1, the pressure-sensitive adhesive tape (1) is produced in the same manner as in Example 1 except that the pressure-sensitive adhesive composition (1) is changed to the pressure-sensitive adhesive composition (3). 5) was manufactured. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 6 In the production of the pressure-sensitive adhesive tape (1) of Example 1, the pressure-sensitive adhesive tape (1) is produced in the same manner as in Example 1 except that the pressure-sensitive adhesive composition (1) is changed to the pressure-sensitive adhesive composition (4). 6) was manufactured. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 7 In the production of the pressure-sensitive adhesive tape (1) of Example 1, the pressure-sensitive adhesive tape (1) is produced in the same manner as in Example 1 except that the pressure-sensitive adhesive composition (1) is changed to the pressure-sensitive adhesive composition (5). 7) was manufactured. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 8 In the production of the adhesive tape (1) of Example 1, except that the toluene solution of the base material (1) was changed to the toluene solution of the base material (7) to prepare the base layer.
- the adhesive tape (8) was produced in the same manner as in Example 1. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 1.
- Example 5 In the production of the pressure-sensitive adhesive tape (1) of Example 1, the pressure-sensitive adhesive tape (1) is produced in the same manner as in Example 1 except that the pressure-sensitive adhesive composition (1) is changed to the pressure-sensitive adhesive composition (6). 13) was manufactured. The obtained adhesive tape was evaluated by the above method, and the results are shown in Table 2.
- Adhesive tape 2 Acrylic plate 3: ABS plate 4: U-shaped measuring table 5: Strike core
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Inorganic Chemistry (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Graft Or Block Polymers (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021542984A JP7140289B2 (ja) | 2019-08-30 | 2020-08-27 | 粘着テ-プ |
| CN202080052098.9A CN114127213B (zh) | 2019-08-30 | 2020-08-27 | 粘合带 |
| US17/629,891 US12065597B2 (en) | 2019-08-30 | 2020-08-27 | Adhesive tape |
| JP2022139112A JP2022169785A (ja) | 2019-08-30 | 2022-09-01 | 粘着テ-プ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-159016 | 2019-08-30 | ||
| JP2019159016 | 2019-08-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021039877A1 true WO2021039877A1 (ja) | 2021-03-04 |
Family
ID=74685933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/032266 Ceased WO2021039877A1 (ja) | 2019-08-30 | 2020-08-27 | 粘着テ-プ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12065597B2 (https=) |
| JP (2) | JP7140289B2 (https=) |
| CN (1) | CN114127213B (https=) |
| WO (1) | WO2021039877A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022094761A (ja) * | 2020-12-15 | 2022-06-27 | Dic株式会社 | 粘着テ-プ |
| JP2023013067A (ja) * | 2021-07-15 | 2023-01-26 | Dic株式会社 | 粘着テープ |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20250074832A1 (en) * | 2023-08-29 | 2025-03-06 | Ii-Vi Delaware, Inc. | Dry preform bonding for internal channeled reaction bonded ceramics |
| CN120966378A (zh) * | 2024-05-17 | 2025-11-18 | Dic株式会社 | 临时固定用胶带以及使用该临时固定用胶带的部件的制造方法 |
| KR20250165196A (ko) * | 2024-05-17 | 2025-11-25 | 디아이씨 가부시끼가이샤 | 가고정용 테이프, 및 당해 가고정용 테이프를 이용한 부품의 제조 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002105217A (ja) * | 2000-09-28 | 2002-04-10 | Teraoka Seisakusho:Kk | オレフィン系樹脂フィルム及び粘着テープ |
| JP2004099758A (ja) * | 2002-09-10 | 2004-04-02 | Nitto Denko Corp | 両面粘着テープおよび接着方法 |
| WO2012081561A1 (ja) * | 2010-12-13 | 2012-06-21 | 積水化学工業株式会社 | 衝撃吸収材及びこれを用いたシール材 |
| JP2017226757A (ja) * | 2016-06-22 | 2017-12-28 | Dic株式会社 | 粘着テープ及びその製造方法、ならびに、物品及び携帯電子端末 |
| WO2019003933A1 (ja) * | 2017-06-26 | 2019-01-03 | Dic株式会社 | 両面粘着テープ |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19938693A1 (de) | 1999-08-14 | 2001-02-22 | Beiersdorf Ag | Klebfolienstreifen und seine Verwendung |
| JP5362790B2 (ja) * | 2004-08-30 | 2013-12-11 | 株式会社クラレ | 耐熱性に優れる重合体の製造方法 |
| JP5143352B2 (ja) * | 2005-11-14 | 2013-02-13 | 電気化学工業株式会社 | フィルム基材及び粘着テープ |
| KR101133001B1 (ko) * | 2006-10-20 | 2012-04-09 | 덴끼 가가꾸 고교 가부시키가이샤 | 필름 기재 및 점착 테이프 |
| JP5393024B2 (ja) * | 2007-12-14 | 2014-01-22 | 株式会社ニトムズ | 延伸剥離テープ |
| JP5172747B2 (ja) * | 2009-03-10 | 2013-03-27 | 株式会社コスモ計器 | 指紋採取用シート |
| JP2011006527A (ja) * | 2009-06-24 | 2011-01-13 | Dainippon Printing Co Ltd | 粘着テープ、及びその製造及び使用方法 |
| JP5541939B2 (ja) * | 2010-02-01 | 2014-07-09 | 日東電工株式会社 | アクリル系粘着剤樹脂組成物およびそれを用いた粘着シート又は粘着テープ |
| KR20120068751A (ko) * | 2010-07-26 | 2012-06-27 | 히다치 가세고교 가부시끼가이샤 | 접착제 조성물, 접속 구조체, 접속 구조체의 제조 방법 및 접착제 조성물의 용도 |
| JP2013100465A (ja) * | 2011-10-20 | 2013-05-23 | Nitto Denko Corp | 両面接着テープ |
| JP6168347B2 (ja) * | 2013-02-21 | 2017-07-26 | Dic株式会社 | 粘着テープ |
| JP6168350B2 (ja) * | 2013-03-08 | 2017-07-26 | Dic株式会社 | 粘着テープ |
| JP2015163690A (ja) * | 2014-01-31 | 2015-09-10 | 日東電工株式会社 | 両面粘着シート |
| JP6367648B2 (ja) * | 2014-08-20 | 2018-08-01 | 旭化成株式会社 | 自着性粘着用組成物及びそれを用いた自着性粘着テープ |
| JP6289319B2 (ja) * | 2014-09-10 | 2018-03-07 | 株式会社クラレ | ホットメルト粘着剤組成物 |
| JP6691749B2 (ja) * | 2014-09-24 | 2020-05-13 | 日東電工株式会社 | 粘着シート |
| WO2016047436A1 (ja) * | 2014-09-24 | 2016-03-31 | 日東電工株式会社 | 粘着シート |
| JP6786221B2 (ja) * | 2016-01-28 | 2020-11-18 | 日東電工株式会社 | 粘着シート |
| JP7157047B2 (ja) * | 2017-12-19 | 2022-10-19 | 積水化学工業株式会社 | 両面粘着テープ |
| CN113015774A (zh) | 2018-12-13 | 2021-06-22 | Dic株式会社 | 粘合片 |
-
2020
- 2020-08-27 JP JP2021542984A patent/JP7140289B2/ja active Active
- 2020-08-27 US US17/629,891 patent/US12065597B2/en active Active
- 2020-08-27 CN CN202080052098.9A patent/CN114127213B/zh active Active
- 2020-08-27 WO PCT/JP2020/032266 patent/WO2021039877A1/ja not_active Ceased
-
2022
- 2022-09-01 JP JP2022139112A patent/JP2022169785A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002105217A (ja) * | 2000-09-28 | 2002-04-10 | Teraoka Seisakusho:Kk | オレフィン系樹脂フィルム及び粘着テープ |
| JP2004099758A (ja) * | 2002-09-10 | 2004-04-02 | Nitto Denko Corp | 両面粘着テープおよび接着方法 |
| WO2012081561A1 (ja) * | 2010-12-13 | 2012-06-21 | 積水化学工業株式会社 | 衝撃吸収材及びこれを用いたシール材 |
| JP2017226757A (ja) * | 2016-06-22 | 2017-12-28 | Dic株式会社 | 粘着テープ及びその製造方法、ならびに、物品及び携帯電子端末 |
| WO2019003933A1 (ja) * | 2017-06-26 | 2019-01-03 | Dic株式会社 | 両面粘着テープ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022094761A (ja) * | 2020-12-15 | 2022-06-27 | Dic株式会社 | 粘着テ-プ |
| JP7679623B2 (ja) | 2020-12-15 | 2025-05-20 | Dic株式会社 | 粘着テ-プ |
| JP2023013067A (ja) * | 2021-07-15 | 2023-01-26 | Dic株式会社 | 粘着テープ |
| JP7729090B2 (ja) | 2021-07-15 | 2025-08-26 | Dic株式会社 | 粘着テープ |
Also Published As
| Publication number | Publication date |
|---|---|
| US12065597B2 (en) | 2024-08-20 |
| JPWO2021039877A1 (https=) | 2021-03-04 |
| US20220251423A1 (en) | 2022-08-11 |
| CN114127213A (zh) | 2022-03-01 |
| JP2022169785A (ja) | 2022-11-09 |
| CN114127213B (zh) | 2024-05-28 |
| JP7140289B2 (ja) | 2022-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7140289B2 (ja) | 粘着テ-プ | |
| TWI427131B (zh) | 黏著劑組成物及其製造方法,以及黏著物 | |
| CN110741057B (zh) | 双面粘着带 | |
| CN111788273B (zh) | 粘合带 | |
| JP7099641B2 (ja) | 粘着テープ | |
| JP7631779B2 (ja) | 粘着テープ、接合体、および接合体の解体方法 | |
| JP7598544B2 (ja) | 電子部品 | |
| JP7597986B2 (ja) | 粘着テープ | |
| JP6601459B2 (ja) | 両面粘着テープ | |
| JP7201108B2 (ja) | 粘着テープ | |
| KR20210101223A (ko) | 점착 시트 | |
| WO2021149567A1 (ja) | 粘着テープ | |
| JP6593658B2 (ja) | 両面粘着テープ | |
| JP7197028B2 (ja) | 粘着テープ | |
| JP7679623B2 (ja) | 粘着テ-プ | |
| JP2024095874A (ja) | 粘着テープ、粘着テープの剥離方法および粘着テープを用いた加工物の製造方法 | |
| JP2023013067A (ja) | 粘着テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20858668 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021542984 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20858668 Country of ref document: EP Kind code of ref document: A1 |