WO2020121605A1 - 粘着シート - Google Patents
粘着シート Download PDFInfo
- Publication number
- WO2020121605A1 WO2020121605A1 PCT/JP2019/033872 JP2019033872W WO2020121605A1 WO 2020121605 A1 WO2020121605 A1 WO 2020121605A1 JP 2019033872 W JP2019033872 W JP 2019033872W WO 2020121605 A1 WO2020121605 A1 WO 2020121605A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- sensitive adhesive
- adhesive sheet
- weight
- resin
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0862—Nickel
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
- C09J2453/006—Presence of block copolymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
- C09J2475/006—Presence of polyurethane in the substrate
Definitions
- the present invention relates to an adhesive sheet.
- Adhesive sheets are widely used in the fixing of components that make up electronic devices because they are bonding means with excellent workability and high adhesive reliability.
- the pressure-sensitive adhesive tape is used for fixing sheet metals to each other or for fixing relatively large electronic devices such as flat-screen televisions, home electric appliances, and office automation equipment, fixing exterior parts to a housing, portable electronic terminals, cameras, personal computers.
- fixing exterior parts and rigid parts such as batteries to relatively small electronic devices such as etc.
- temporary fixing of the parts and labeling applications for displaying product information, etc. But it is still used.
- the extension direction be extended and peeled in the parallel direction (horizontal direction) with respect to the attachment surface of the attachment target, but it can also be easily extended and peeled even in the vertical direction, and the adhesive tape base material may be thin.
- the adhesive tape base material may be thin.
- the present invention aims to solve the above-mentioned conventional problems and achieve the following objects. That is, the present invention can be easily stretched and peeled even if the stretching direction is perpendicular to the sticking surface of the sticking target, and is difficult to tear even when the thickness of the base material of the adhesive sheet is small, and An object of the present invention is to provide a pressure-sensitive adhesive sheet having excellent impact resistance, shear adhesive strength, and split adhesive strength.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer and a base material layer, wherein the pressure-sensitive adhesive layer contains filler particles and a pressure-sensitive adhesive resin, and the content of the filler particles in the pressure-sensitive adhesive layer is 100 parts by weight of the pressure-sensitive adhesive resin.
- the volume ratio of the filler particles to the adhesive layer is 4% to 40%, and the stress at 25% elongation of the adhesive sheet is 0.15 Mpa to 82 Mpa. It is an adhesive sheet characterized by being present.
- the present invention it is possible to solve the above-mentioned problems in the related art and achieve the above-mentioned object, and easily stretch and peel even if the stretching direction is perpendicular to the sticking surface of the sticking target. It is possible to provide a pressure-sensitive adhesive sheet that is hard to be torn even when the material is thin and has excellent impact resistance, shear adhesive strength, and split adhesive strength.
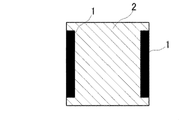
- FIG. 1 is a schematic explanatory diagram of a method for sticking the pressure-sensitive adhesive sheet 1 to the acrylic plate 2 when evaluating impact resistance in Examples.
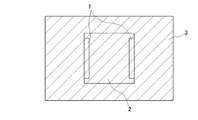
- FIG. 2 is a schematic explanatory view of a test piece produced when evaluating impact resistance in Examples.
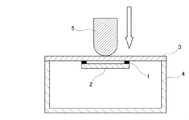
- FIG. 3 is a schematic explanatory diagram regarding a method of installing a test piece on a U-shaped measuring table when evaluating impact resistance in Examples.
- the pressure-sensitive adhesive sheet of the present invention has at least a pressure-sensitive adhesive layer and a base material layer, and further has other layers as necessary.
- the adhesive layer contains at least filler particles and an adhesive resin, and further contains other components as necessary.
- the components constituting these adhesive layers are not particularly limited as long as they are contained in the adhesive layer, but are preferably contained in the adhesive composition.
- the pressure-sensitive adhesive composition contains at least the filler particles and the pressure-sensitive adhesive resin, and further contains other components as necessary.
- the pressure-sensitive adhesive layer contains the filler particles, the filler particles are exposed from the pressure-sensitive adhesive layer when the pressure-sensitive adhesive sheet is stretched, and thus the adhesive area between the pressure-sensitive adhesive layer and the adherend is reduced,
- the extension direction of the pressure-sensitive adhesive sheet is perpendicular to the sticking surface (hereinafter, also referred to as “adhesive surface”) of the sticking target (hereinafter, also referred to as “adherent”) (“90° direction”). (Sometimes referred to)), however, it can be easily stretched and peeled.
- the type of the filler particles is not particularly limited and may be appropriately selected within a range that does not impair the effects of the present invention, and may be inorganic filler particles or organic filler particles. These may be used alone or in combination of two or more.
- the inorganic filler particles include aluminum hydroxide, magnesium hydroxide, aluminum oxide, silicon oxide, magnesium oxide, zinc oxide, titanium oxide, zirconium oxide, iron oxide, silicon carbide, boron nitride, aluminum nitride, titanium nitride.
- organic filler particles include polystyrene type filler, benzoguanamine type filler, polyethylene type filler, polypropylene type filler, silicone type filler, urea-formalin type filler, styrene/methacrylic acid copolymer, fluorine type filler, acrylic type filler.
- examples thereof include fillers, polycarbonate fillers, polyurethane fillers, polyamide fillers, epoxy resin fillers, and thermosetting resin hollow fillers.
- the shape of the filler particles is not particularly limited and may be appropriately selected depending on the purpose.
- the shape may be regular or irregular.
- Specific examples of the shape of the filler particles include polygonal shape, cubic shape, elliptical shape, spherical shape, needle shape, flat plate shape, and scale shape.
- the filler particles having these shapes may be used alone or in combination of two or more.
- filler particles of these shapes may be aggregated.
- the shape of the filler particles is preferably elliptical, spherical, or polygonal.
- the particle size distribution (D 90 /D 10 ) of the filler particles is appropriately selected depending on the intended purpose without any limitation, but it is preferably 2.5 to 20 and has an impact resistance of 1. It is more preferably 5 to 15, and even more preferably 2.5 to 5.
- the particle size distribution (D 90 /D 10 ) of the filler particles is within the preferable range, the pressure-sensitive adhesive sheet can be easily stretched and peeled even if the stretching direction is 90° with respect to the attaching surface of the adherend. Even when the thickness of the base material of the pressure-sensitive adhesive sheet is small, it is difficult to be torn and is excellent in impact resistance, shear adhesive strength, and split adhesive strength.
- the particle size distribution (D 90 /D 10 ) of the filler particles is less than 2.5, the extension and peeling in the case where the extension direction of the pressure-sensitive adhesive sheet is 90° with respect to the attaching surface of the adherend. If it exceeds 20, the adhesive properties such as impact resistance, shear adhesive strength and split adhesive strength may be impaired.
- the particle size distribution (D 90 /D 10 ) of the filler particles is converted into a particle size distribution by measuring the particle size of the filler particles by using a measuring machine (Microtrac) using a laser diffraction scattering method. It is obtained by doing.
- the volume average particle diameter of the filler particles is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 3 ⁇ m to 25 ⁇ m, more preferably 5 ⁇ m to 20 ⁇ m, still more preferably 5 ⁇ m to 14 ⁇ m.
- the volume average particle diameter of the filler particles is within the preferable range, the pressure-sensitive adhesive sheet can be easily stretched and peeled even if the stretching direction is 90° with respect to the sticking surface of the adherend, and thus the pressure-sensitive adhesive sheet Even when the base material is thin, it is not easily torn, and is excellent in impact resistance, shear adhesive strength, and split adhesive strength.
- volume average particle diameter of the filler particles when the volume average particle diameter of the filler particles is less than 3 ⁇ m, it may be difficult to elongate and peel when the extending direction of the pressure-sensitive adhesive sheet is 90° to the attaching surface of the adherend, If it exceeds 25 ⁇ m, the adhesive performance such as impact resistance, shear adhesive strength and split adhesive strength may be impaired.
- the volume average particle diameter of the filler particles can be measured, for example, by using a measuring machine (Microtrac) using a laser diffraction scattering method.
- the ratio between the volume average particle diameter of the filler particles and the average thickness of the adhesive layer described below is not particularly limited and may be appropriately selected according to the purpose.
- the average thickness of the layer], the ratio of the volume average particle diameter of the filler particles to the average thickness of the adhesive layer is preferably 5/100 or more, and 5/100 to 95/100. Is more preferable, 10/100 to 75/100 is further preferable, and 20/100 to 60/100 is particularly preferable.
- the ratio is within the preferred range, the pressure-sensitive adhesive sheet can be easily stretched and peeled even when the stretched direction is 90° with respect to the attaching surface of the adherend, and the thickness of the base material of the pressure-sensitive adhesive sheet is thin. Even if it is difficult to tear.
- the adhesive sheet can be easily stretched and peeled even when the stretched direction is 90° with respect to the sticking surface of the adherend, and Even if the thickness is thin, it is difficult to be torn, and the adhesive performance such as impact resistance, shear adhesive strength, split adhesive strength, etc. is superior, which is advantageous.
- the ratio is less than 5/100, the stretch releasability may be impaired when the stretching direction of the pressure-sensitive adhesive sheet is in the 90° direction with respect to the attaching surface of the adherend, and exceeds 95/100. If so, the adhesive performance such as impact resistance, shear adhesive strength, and split adhesive strength may be impaired.
- the content of the filler particles in the adhesive layer is 10 to 90 parts by weight, preferably 15 to 50 parts by weight, and 20 parts by weight, with respect to 100 parts by weight of the adhesive resin. More preferably, it is from 40 parts by mass.
- the adhesive sheet cannot be extended and peeled when the extending direction is 90° with respect to the attaching surface of the adherend. Moreover, the adhesive sheet is torn and the adhesive sheet does not stretch and cannot be peeled again.
- the content of the filler particles with respect to 100 parts by weight of the pressure-sensitive adhesive resin exceeds 90 parts by weight, the pressure-sensitive adhesive sheet does not expand, the pressure-sensitive adhesive composition remains on the adherend, and impact resistance is improved. It may worsen, and the shear adhesive strength and split adhesive strength may be weakened.
- the content of the filler particles relative to 100 parts by weight of the pressure-sensitive adhesive resin is 10 parts by weight to 90 parts by weight, the stretching direction of the pressure-sensitive adhesive sheet is 90° with respect to the sticking surface of the adherend. Even when the base material of the pressure-sensitive adhesive sheet is thin, it is not easily torn, and is excellent in impact resistance, shear adhesive strength, and split adhesive strength.
- the content of the filler particles in the pressure-sensitive adhesive layer can be appropriately adjusted when the pressure-sensitive adhesive composition is prepared.
- the volume ratio of the filler particles to the volume of the entire adhesive layer is 4% to 40%, preferably 5% to 30%, more preferably 5% to 20%, and further preferably 5% to 15%. Yes. If the volume ratio of the filler particles is less than 4%, the pressure-sensitive adhesive sheet cannot be stretched and peeled when the stretching direction is 90° with respect to the sticking surface of the adherend, and the pressure-sensitive adhesive sheet is shredded. Occurs, and the pressure-sensitive adhesive sheet does not stretch and cannot be peeled again. When the volume ratio of the filler particles exceeds 40%, the pressure-sensitive adhesive sheet does not expand, the pressure-sensitive adhesive composition remains on the adherend, the impact resistance deteriorates, and the shear adhesive strength and The split adhesive strength may be weakened.
- the volume ratio of the filler particles is 4% to 40%, the pressure-sensitive adhesive sheet can be easily stretched and peeled even when the stretching direction of the pressure-sensitive adhesive sheet is 90° with respect to the sticking surface of the adherend. Even if the base material is thin, it is not easily torn, and is excellent in impact resistance, shear adhesive strength, and split adhesive strength.
- the volume ratio of the filler particles to the adhesive layer can be calculated by the following formulas (1) to (3).
- Adhesive resin * 1 Weight A (g) / adhesive resin * 1 Density A (g / cm 3) adhesive resin * 1 volume A (cm 3) ⁇ ⁇ ⁇ Equation (1)
- Filler particle weight B (g)/filler particle density B (g/cm 3 ) filler particle volume B (cm 3 )...
- Formula (2) Volume B of filler particles (cm 3 )/(Volume A of adhesive resin * 1 (cm 3 )+Volume B of filler particles B (cm 3 )) ⁇ 100 Volume ratio of filler particles (%) Equation ( 3)
- the pressure-sensitive adhesive resin represented by *1 may include other components described in paragraph [0079] described later.
- the density is a value measured according to JIS Z 8804.
- the pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected from known ones, for example, acrylic pressure-sensitive adhesive resin, rubber pressure-sensitive adhesive resin, urethane pressure-sensitive adhesive resin, silicone pressure-sensitive adhesive resin. And so on. These may be used alone or in combination of two or more. Among these, the acrylic adhesive resin is preferable as the adhesive resin.
- the acrylic pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected depending on the purpose.
- the acrylic polymer can be produced, for example, by polymerizing a monomer mixture containing a (meth)acrylic monomer.
- a (meth)acrylic monomer for example, an alkyl(meth)acrylate having an alkyl group having 1 to 12 carbon atoms can be used.
- Specific examples of the alkyl(meth)acrylate having an alkyl group having 1 to 12 carbon atoms include methyl(meth)acrylate, ethyl(meth)acrylate, n-butyl(meth)acrylate, isobutyl(meth)acrylate, and t.
- alkyl (meth)acrylate having an alkyl group having 1 to 12 carbon atoms it is preferable to use an alkyl (meth)acrylate having an alkyl group having 4 to 12 carbon atoms, which has 4 to 8 carbon atoms. It is more preferable to use an alkyl(meth)acrylate having an alkyl group, and it is particularly preferable to use n-butyl acrylate in order to ensure excellent adhesion to an adherend.
- the alkyl (meth)acrylate having an alkyl group having 1 to 12 carbon atoms is used in the range of 80% by weight to 98.5% by weight based on the total amount of the monomers used for producing the acrylic polymer. It is preferable to use it, and it is more preferable to use it in the range of 90% by weight to 98.5% by weight.
- a high polar vinyl monomer can be used, if necessary, in addition to the above-mentioned monomers.
- the highly polar vinyl monomer include (meth)acrylic monomers having a hydroxyl group, (meth)acrylic monomers having a carboxyl group, and (meth)acrylic monomers having an amide group. )
- vinyl monomer having a hydroxyl group examples include 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate and 6-hydroxyhexyl (meth)acrylate.
- the vinyl monomer having a hydroxyl group is preferably used when the adhesive resin containing an isocyanate crosslinking agent is used. Specifically, it is preferable to use 2-hydroxyethyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, or 6-hydroxyhexyl (meth)acrylate as the vinyl monomer having a hydroxyl group.
- the vinyl monomer having a hydroxyl group is preferably used in the range of 0.01% by weight to 1.0% by weight based on the total amount of the monomers used in the production of the acrylic polymer. More preferably, it is used in the range of 03% by weight to 0.3% by weight.
- vinyl monomer having a carboxyl group examples include acrylic acid, methacrylic acid, itaconic acid, maleic acid, (meth)acrylic acid dimer, crotonic acid, ethylene oxide-modified succinic acid acrylate (meth) Examples include acrylic monomers. Of these, acrylic acid is preferred.
- vinyl having an amide group examples include (meth)acrylic monomers such as N-vinylpyrrolidone, N-vinylcaprolactam, acryloylmorpholine, acrylamide, and N,N-dimethylacrylamide.
- the highly polar vinyl monomer is preferably used in the range of 1.5% by weight to 20% by weight, and preferably 1.5% by weight, based on the total amount of the monomers used in the production of the acrylic polymer. It is more preferable to use in the range of up to 10% by weight, and it is preferable to use in the range of 2% to 8% by weight because it is possible to form a pressure-sensitive adhesive layer that is well-balanced in terms of cohesive force, holding power and adhesiveness. More preferable.
- the method for producing the acrylic polymer is not particularly limited and may be appropriately selected from known methods according to the purpose.
- the monomer may be a solution polymerization method, a bulk polymerization method, or a suspension polymerization method. Examples thereof include a method of polymerizing by a polymerization method such as a suspension polymerization method and an emulsion polymerization method.
- the acrylic polymer is preferably produced by a solution polymerization method or a bulk polymerization method.
- a peroxide-based thermal polymerization initiator such as benzoyl peroxide and lauroyl peroxide, an azo thermal polymerization initiator such as azobisisobutylnitrile, an acetophenone-based photopolymerization initiator, A benzoin ether photopolymerization initiator, a benzyl ketal photopolymerization initiator, an acylphosphine oxide photopolymerization initiator, a benzoin photopolymerization initiator, a benzophenone photopolymerization initiator, or the like can be used.
- the weight average molecular weight of the acrylic polymer obtained by the above method use one having a weight average molecular weight of 300,000 to 3,000,000 measured by gel permeation chromatography (GPC) in terms of standard polystyrene. Is preferable, and it is more preferable to use one having a viscosity of 500,000 to 2,500,000.
- GPC gel permeation chromatography
- the measurement of the weight average molecular weight of the acrylic polymer by the GPC method is a standard polystyrene conversion value measured using a GPC device (HLC-8329GPC, manufactured by Tosoh Corporation), and the measurement conditions are as follows. Is.
- acrylic pressure-sensitive adhesive resin it is preferable to use a resin containing a tackifying resin in order to improve the adhesion to the adherend and the surface adhesion strength.
- the tackifying resin contained in the acrylic pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected depending on the intended purpose, but preferably has a softening point of 30° C. to 180° C., and 70° C. Those having a temperature of 140° C. are more preferable for forming a pressure-sensitive adhesive layer having high adhesion performance.
- a (meth)acrylate-based tackifying resin is used, its glass transition temperature is preferably 30°C to 200°C, more preferably 50°C to 160°C.
- the tackifying resin contained in the acrylic pressure-sensitive adhesive resin include rosin-based tackifying resin, polymerized rosin-based tackifying resin, polymerized rosin ester-based tackifying resin, rosin phenol-based tackifying resin, and stabilized rosin ester.
- -Based tackifier resin disproportionated rosin ester-based tackifier resin, hydrogenated rosin ester-based tackifier resin, terpene-based tackifier resin, terpene phenol-based tackifier resin, petroleum resin-based tackifier resin, (meth)acrylate-based tackifier
- An example is a resin to be applied.
- the tackifying resin is a polymerized rosin ester tackifying resin, a rosin phenol tackifying resin, a disproportionated rosin ester tackifying resin, a hydrogenated rosin ester tackifying resin, a terpene phenolic resin, ( A (meth)acrylate resin is preferable.
- the amount of the tackifying resin used is not particularly limited and may be appropriately selected depending on the intended purpose. It is used in the range of 5 parts by weight to 65 parts by weight with respect to 100 parts by weight of the acrylic polymer. It is preferable to use it in the range of 8 parts by weight to 55 parts by weight, and it is more preferable to use it in the range of easy adherence to the adherend.
- acrylic pressure-sensitive adhesive resin it is preferable to use a resin containing a crosslinking agent in order to further improve the cohesive force of the pressure-sensitive adhesive layer.
- the cross-linking agent is not particularly limited and may be appropriately selected depending on the intended purpose. Examples thereof include isocyanate cross-linking agents, epoxy cross-linking agents, metal chelate cross-linking agents and aziridine cross-linking agents. These may be used alone or in combination of two or more.
- the cross-linking agent is preferably a type of cross-linking agent that is mixed after the production of the acrylic polymer to proceed the cross-linking reaction, and an isocyanate-based cross-linking agent and an epoxy-based cross-linking agent that are highly reactive with the acrylic polymer are used. More preferably.
- Examples of the above-mentioned isocyanate-based cross-linking agent include tolylene diisocyanate, triphenylmethane isocyanate, naphthylene-1,5-diisocyanate, hexamethylene diisocyanate, diphenylmethane diisocyanate, xylylene diisocyanate, and trimethylolpropane-modified tolylene diisocyanate. These may be used alone or in combination of two or more. Among these, tolylene diisocyanate, which is a trifunctional polyisocyanate compound, adducts of these trimethylolpropanes, and triphenylmethane isocyanate are particularly preferable.
- a gel fraction value for measuring the insoluble matter after the adhesive layer is immersed in toluene for 24 hours is used.
- the gel fraction of the adhesive layer is appropriately selected depending on the intended purpose without any limitation, but it is preferably 10% by weight to 70% by weight, more preferably 25% by weight to 65% by weight, and 35% by weight. % To 60% by weight is more preferable for obtaining an adhesive layer having good cohesiveness and adhesiveness.
- the gel fraction refers to the value measured by the following method.
- the pressure-sensitive adhesive resin containing the above-mentioned pressure-sensitive adhesive resin and, if necessary, the above-mentioned additive is further coated so as to have a thickness after drying of 50 ⁇ m, and dried at 100° C. for 3 minutes, and then at 40° C. What was aged for 2 days was cut into a 50 mm square and used as a sample.
- the weight (G1) of the sample before being immersed in toluene was measured in advance, and the toluene-insoluble content of the sample after being immersed in the toluene solution at 23° C. for 24 hours was separated by filtering with a 300 mesh wire mesh.
- the weight (G2) of the residue after drying at 110° C. for 1 hour is measured, and the gel fraction is obtained according to the following formula (4).
- the weight (G3) of the conductive fine particles in the sample is calculated from the weight (G1) of the sample and the composition of the pressure-sensitive adhesive composition.
- Gel fraction (% by weight) (G2-G3)/(G1-G3) ⁇ 100 Formula (4)
- the rubber-based pressure-sensitive adhesive resin is not particularly limited, and a rubber material that can be generally used as a pressure-sensitive adhesive resin such as a synthetic rubber-based pressure-sensitive adhesive resin or a natural rubber-based pressure-sensitive adhesive resin, and a tackifying resin if necessary. And the like containing the additive.
- the rubber material examples include block copolymers of polyaromatic vinyl compounds and conjugated diene compounds; styrene-isoprene copolymers, styrene-isoprene-styrene copolymers, styrene-butadiene-styrene copolymers, styrene.
- examples thereof include styrene-based resins such as ethylene-butylene copolymer and styrene-ethylene-propylene copolymer. These may be used alone or in combination of two or more.
- the styrene-based resin is preferable, and it is more preferable to use two or more kinds of the styrene-based resins in combination, since the adhesive sheet can have excellent adhesive properties and holding power, and the styrene-isoprene copolymer It is particularly preferable to use the combination of the polymer and the styrene-isoprene-styrene copolymer.
- the styrene-based resin may have, for example, a single structure having a linear structure, a branched structure, or a multi-branched structure, or a mixture of different structures.
- the pressure-sensitive adhesive sheet can be provided with excellent adhesive performance.
- a structure having a branched structure or a multi-branched structure with a styrene block arranged at the terminal of the molecule can have a pseudo cross-linking structure and can give excellent cohesive force, and thus can give high holding power. it can. For this reason, it is preferable that the styrene-based resin is mixed and used according to the required characteristics.
- the styrene resin it is preferable to use one having a structural unit represented by the following chemical formula (1) in the range of 10% by weight to 80% by weight based on the total weight of the styrene resin, It is more preferable to use the one having a range of 12% to 60% by weight, further preferable to use the one having a range of 15% to 40% by weight, and the range of 17% to 35% by weight. It is particularly preferable to use one that has. Thereby, excellent adhesiveness and heat resistance can be obtained.
- the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer are used in combination as the styrene-based resin, the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer are combined.
- the content of the styrene-isoprene copolymer with respect to the total weight is preferably 0% by weight to 80% by weight, more preferably 0% by weight to 77% by weight, and 0% by weight to 75% by weight. It is more preferable that the amount is 0% to 70% by weight.
- the adhesive sheet can have both excellent adhesive performance and thermal durability.
- the styrene-isoprene copolymer it is preferable to use one having a weight average molecular weight measured by gel permeation chromatography (GPC) in terms of standard polystyrene in the range of 10,000 to 800,000. The range of 30,000 to 500,000 is more preferable, and the range of 50,000 to 300,000 is more preferable.
- GPC gel permeation chromatography
- the weight average molecular weight of the styrene-isoprene copolymer is within the above-mentioned preferred range, heat fluidity and compatibility at the time of solvent dilution can be ensured, so that the workability in the manufacturing process is good and the heat durability is good. It is preferable because the pressure-sensitive adhesive sheet having the above can be obtained.
- the measurement of the weight average molecular weight of the styrene-isoprene copolymer by the GPC method is a standard polystyrene conversion value measured using a GPC device (SC-8020, manufactured by Tosoh Corporation), and the measurement conditions are It is as follows.
- the method for producing the styrene-isoprene copolymer is not particularly limited and may be appropriately selected from conventionally known production methods. For example, a method of sequentially polymerizing a styrene block and an isoprene block by anion living polymerization method. And so on.
- the method for producing the styrene-isoprene-styrene copolymer is not particularly limited and may be appropriately selected from conventionally known production methods.
- a styrene block and an isoprene block are sequentially polymerized by an anion living polymerization method.
- a method of producing a block copolymer having a living active terminal and then reacting it with a coupling agent to produce a coupled block copolymer are sequentially polymerized by an anion living polymerization method.
- a method of producing a block copolymer having a living active terminal and then reacting it with a coupling agent to produce a coupled block copolymer are sequentially polymerized by an anion living polymerization method.
- the method for producing the mixture of the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer is not particularly limited and may be appropriately selected from conventionally known production methods. And a method of mixing the styrene-isoprene copolymer produced in (3) and the styrene-isoprene-styrene copolymer.
- a method for producing a mixture of the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer it is also possible to produce the mixture simultaneously in one polymerization step.
- a styrene monomer is polymerized in a polymerization solvent using an anionic polymerization initiator to form a polystyrene block having a living active terminal. ..
- isoprene is polymerized from the living active end of the polystyrene block to obtain a styrene-isoprene diene block copolymer having a living active end.
- a part of the styrene-isoprene diene block copolymer having a living active terminal is reacted with a coupling agent to form a coupled styrene-isoprene-styrene block copolymer.
- the rest of the styrene-isoprene diene block copolymer having a living active end is deactivated with a polymerization terminator to obtain a styrene-isoprene diene block copolymer.
- a polymerization terminator to obtain a styrene-isoprene diene block copolymer.
- the tackifying resin contained in the rubber-based pressure-sensitive adhesive resin is not particularly limited and may be appropriately selected depending on the purpose, but it is preferable to use a tackifying resin having a softening point of 80° C. or higher. This makes it possible to obtain the pressure-sensitive adhesive sheet having excellent initial adhesiveness and thermal durability.
- the tackifying resin is preferably solid at room temperature (23° C.), and specific examples thereof include C 5 petroleum resin, C 9 petroleum resin, C 5 /C 9 petroleum resin, alicyclic ring.
- Examples thereof include petroleum resins such as group petroleum resins, polymerized rosin resins, terpene resins, rosin resins, terpene-phenol resins, styrene resins, coumarone-indene resins, xylene resins, and phenol resins. These may be used alone or in combination of two or more. Among these, it is preferable to use the C 5 petroleum resin and the polymerized rosin resin in combination as the tackifying resin in order to achieve both excellent initial adhesiveness and thermal durability.
- the petroleum resin is easily compatible with the structural unit represented by the chemical formula (1) that constitutes the styrene resin, and as a result, the initial adhesive strength and thermal durability of the pressure-sensitive adhesive sheet are further improved. You can
- Examples of the C 5 petroleum resin include Escoletz 1202, Escoletz 1304, Escoletz 1401 (all manufactured by ExxonMobil), Wing Tack 95 (manufactured by Goodyear Tire and Rubber Company), Quinton K100, Quinton R100, Examples include Quinton F100 (above, manufactured by Nippon Zeon Co., Ltd.), PicoTac 95, PicoPale 100 (manufactured by Rika Hercules Co., Ltd.) and the like.
- Examples of the C 9 petroleum resin include Nisseki Neopolymer L-90, Nisseki Neopolymer 120, Nisseki Neopolymer 130, Nisseki Neopolymer 140, Nisseki Neopolymer 150, Nisseki Neopolymer 170S and Nisseki Neopolymer 170S.
- Stone Neopolymer 160 Nisseki Neopolymer E-100, Nisseki Neopolymer E-130, Nisseki Neopolymer 130S, Nisseki Neopolymer S (above, JX Nikko Nisseki Energy Co., Ltd.), Petcoal (registered trademark) (Manufactured by Tosoh Corporation) and the like.
- C 5 series/C 9 series petroleum resin a copolymer of the C 5 series petroleum resin and the C 9 series petroleum resin can be used, and for example, Escoletz 2101 (manufactured by ExxonMobil), Quinton G115 (manufactured by Nippon Zeon Co., Ltd.), HercoTack 1149 (manufactured by Rika Hercules Co., Ltd.) and the like can be used.
- the alicyclic petroleum resin can be obtained by hydrogenating the C 9 petroleum resin, and examples thereof include Escoletz 5300 (manufactured by ExxonMobil), Alcon P-100 (manufactured by Arakawa Chemical Industry Co., Ltd.), Rigalite R101 (manufactured by Rika Hercules Co., Ltd.) and the like can be mentioned.
- the amount of the tackifying resin used is not particularly limited and may be appropriately selected depending on the intended purpose. It is 0% by weight to 100% by weight based on the total amount of the components constituting the rubber-based adhesive resin. Is preferably used in the range of 0% by weight to 70% by weight, more preferably 0% by weight to 50% by weight, still more preferably 0% by weight to 30% by weight. It is particularly preferable to use the above range.
- the tackifier resin in the preferred range, it is easy to achieve both excellent elongation at break and thermal durability of the pressure-sensitive adhesive sheet while increasing the interfacial adhesion between the pressure-sensitive adhesive layer and the base material layer. Become.
- the amount of the tackifying resin having a softening point of 80° C. or higher is appropriately selected depending on the intended purpose without any limitation, but it is 3% by weight to 100% by weight based on the total amount of the styrene resin. %, preferably in the range of 5% to 80% by weight, and more preferably in the range of 5% to 80% by weight. It is particularly preferable in order to obtain the pressure-sensitive adhesive sheet having both excellent heat durability.
- a tackifying resin having a softening point of ⁇ 5° C. or lower can be used in combination with the tackifying resin having a softening point of 80° C. or higher. ..
- the tackifying resin having a softening point of ⁇ 5° C. or lower is not particularly limited and may be appropriately selected from the known tackifying resins according to the purpose, but a tackifying resin that is liquid at room temperature is used. Preferably.
- the tackifying resin having a softening point of ⁇ 5° C. or lower include process oil, liquid rubber such as polyester and polybutene. These may be used alone or in combination of two or more. Among these, it is preferable to use polybutene as the tackifying resin having a softening point of ⁇ 5° C. or lower in order to exhibit even more excellent initial adhesiveness.
- the tackifying resin having a softening point of ⁇ 5° C. or lower is preferably used in the range of 0% by weight to 40% by weight, and the range of 0% by weight to 30% by weight based on the total amount of the tackifying resin. It is more preferable to use.
- the tackifying resin having a softening point of ⁇ 5° C. or lower is preferably used in the range of 0% by weight to 40% by weight, and 0% by weight to 30% by weight based on the total amount of the styrene resin. It is more preferable to use it within the range since the initial adhesive strength can be improved, good adhesion can be achieved, and sufficient thermal durability can be obtained.
- the weight ratio of the tackifying resin having a softening point of 80° C. or higher and the tackifying resin having a softening point of ⁇ 5° C. or lower is not particularly limited and may be appropriately selected depending on the purpose.
- the weight of the tackifying resin having a point of 80° C. or higher/the weight of the tackifying resin having a softening point of ⁇ 5° C. or lower], and the softening point of the tackifying resin having a softening point of ⁇ 5° C. or lower is 80° C.
- the above tackifying resin in a weight ratio range of 5 to 50, and it is preferable to use it in a range of 10 to 30 to achieve both excellent initial adhesiveness and excellent holding power. It is more preferable for obtaining an adhesive sheet.
- the weight ratio of the styrene resin and the tackifying resin is not particularly limited and may be appropriately selected depending on the purpose, but is represented by [styrene resin/tackifying resin]
- the weight ratio of the styrene resin to the resin is preferably in the range of 0.5 to 10.0, and is used in the range of 0.6 to 9.0 to improve the initial adhesive strength. It is more preferable because it is possible to obtain excellent thermal durability.
- the weight ratio [styrene resin/tackifier resin] is larger than 1 to prevent peeling due to the repulsive force of the pressure-sensitive adhesive sheet when the pressure-sensitive adhesive sheet is attached to a curved surface portion of an adherend ( It is preferable in terms of resistance to repulsion.
- the other components in the pressure-sensitive adhesive layer are not particularly limited and can be appropriately selected within a range that does not impair the properties of the pressure-sensitive adhesive sheet.
- UV absorbers fillers, polymerization inhibitors, surface modifiers, antistatic agents, defoamers, viscosity modifiers, light stabilizers, weather stabilizers, heat stabilizers, antioxidants, leveling agents, organic pigments, Additives such as inorganic pigments, pigment dispersants, plasticizers, softeners, flame retardants, metal deactivators, silica beads, organic beads; inorganic fillers such as silicon oxide, aluminum oxide, titanium oxide, zirconia, antimony pentoxide Agents and the like. These may be used alone or in combination of two or more. The content of the other components in the pressure-sensitive adhesive layer can be appropriately selected within a range that does not impair the characteristics of the pressure-sensitive adhesive sheet.
- the pressure-sensitive adhesive layer is not particularly limited as long as it is arranged on the surface of the base material layer, and can be appropriately selected according to the purpose of use, and is arranged on only one surface of the base material layer. It may be arranged on both surfaces, but it is preferably arranged on both surfaces.
- the 25% elongation stress of the pressure-sensitive adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 0.04 MPa to 0.4 MPa, more preferably 0.05 MPa to 0.1 MPa.
- the 25% elongation stress of the pressure-sensitive adhesive layer is within the above-mentioned preferred range, it is possible to obtain a suitable adhesive strength as the pressure-sensitive adhesive sheet, and it is possible to relatively easily peel off even when stretched and peeled.
- the pressure-sensitive adhesive sheet is formed when a load is generated in the shearing direction of the pressure-sensitive adhesive sheet while fixing hard adherends to each other.
- the force required to extend the pressure-sensitive adhesive sheet may become excessive when the pressure-sensitive adhesive sheet is peeled off.
- the adhesive layer was punched out into a dumbbell shape with a marked line length of 20 mm and a width of 10 mm, and a Tensilon tensile tester (model: RTF) was used under the conditions of a measurement atmosphere of 23° C. and 50% RH. -1210, manufactured by A&D Co., Ltd.) is used to indicate the stress value measured when stretched by 25% by pulling in the length direction at a pulling rate of 300 mm/min.
- the stress at break of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 0.5 MPa to 2.1 MPa, more preferably 1.0 MPa to 2.1 MPa.
- the stress at break of the pressure-sensitive adhesive layer is within the preferred range, it is possible to prevent the pressure-sensitive adhesive sheet from being torn even when the pressure-sensitive adhesive sheet is stretched and peeled off, so that the pressure-sensitive adhesive sheet is elongated. Since the load of is not excessive, the re-peeling work by peeling can be facilitated.
- the pressure-sensitive adhesive sheet may be torn when stretched and peeled off, and if it exceeds 2.1 MPa, the pressure-sensitive adhesive sheet may be broken. When it is attempted to re-stretch by stretching, it may not be able to be sufficiently stretched and re-stripping may be impossible.
- the force required for stretching and deforming the pressure-sensitive adhesive sheet also depends on the thickness of the pressure-sensitive adhesive sheet, and for example, stretching the pressure-sensitive adhesive sheet with a large thickness of the pressure-sensitive adhesive sheet and high stress at breakage Even if peeling is attempted, it may not be possible to sufficiently stretch and it may not be possible to peel again.
- the stress at break of the pressure-sensitive adhesive layer was obtained by punching the pressure-sensitive adhesive layer into a dumbbell shape having a marked line length of 20 mm and a width of 10 mm under a measurement atmosphere of 23° C. and 50% RH under a Tensilon tensile tester (model: RTF-1210). (Manufactured by A&D Co., Ltd.) is used to indicate the stress value measured at the time of breaking by pulling in the length direction at a pulling speed of 300 mm/min.
- the elongation at break of the adhesive layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 450% to 1,300%, more preferably 500% to 1,200%, and 600 % To 1,100% is more preferable.
- the elongation at break of the pressure-sensitive adhesive layer was obtained by punching the pressure-sensitive adhesive layer into a dumbbell shape having a marked line length of 20 mm and a width of 10 mm under a measurement atmosphere of 23° C.
- the average thickness of the adhesive layer is appropriately selected depending on the intended purpose without any limitation, but it is preferably 5 ⁇ m to 150 ⁇ m, more preferably 20 ⁇ m to 120 ⁇ m, and even more preferably 40 ⁇ m to 110 ⁇ m. It is more preferable that the thickness is 50 ⁇ m to 100 ⁇ m.
- the "average thickness of the adhesive layer” means the average thickness of the adhesive layer on one surface of the adhesive sheet. When the pressure-sensitive adhesive sheet has the pressure-sensitive adhesive layer on both sides thereof, the average thickness of the pressure-sensitive adhesive layer on the one surface and the average thickness of the pressure-sensitive adhesive layer on the other surface may be the same or different. However, it is preferable that they have the same thickness.
- the "average thickness of the adhesive layer” means that the adhesive sheet is cut in the length direction at intervals of 100 mm at five locations in the width direction, and in each of the cut surfaces, at an interval of 100 mm in the width direction.
- the total thickness of the adhesive layers at the points is an average value of the total thickness of 25 points measured by using a TH-104 paper/film thickness measuring machine (manufactured by Tester Sangyo Co., Ltd.).
- the method for forming the pressure-sensitive adhesive layer is not particularly limited and can be appropriately selected from known methods according to the purpose.
- at least one surface of the base material layer is a heat press method, Examples thereof include a cast method by extrusion molding, a uniaxial stretching method, a sequential secondary stretching method, a simultaneous biaxial stretching method, an inflation method, a tube method, a calender method, a solution method and the like to form the adhesive layer.
- the cast method by extrusion and the solution method are preferable.
- Examples of the solution method include a method of directly applying a solution containing the pressure-sensitive adhesive composition to the base material layer using a roll coater or the like, a method of forming the pressure-sensitive adhesive layer on a release sheet, and then peeling the solution and using the solution. Can be mentioned.
- the release sheet is not particularly limited and may be appropriately selected depending on the intended purpose.
- Examples thereof include paper such as kraft paper, glassine paper, and fine paper; polyethylene, polypropylene (biaxially oriented polypropylene (OPP), uniaxially oriented).
- Resin film such as polypropylene (CPP) and polyethylene terephthalate (PET); laminated paper in which the paper and the resin film are laminated, silicone on one side or both sides of the paper which is subjected to sealing treatment with clay or polyvinyl alcohol Examples include those that have been subjected to a peeling treatment with a resin or the like. These may be used alone or in combination of two or more.
- the base material layer is not particularly limited and can be appropriately selected from known materials that can be used for the pressure-sensitive adhesive sheet, as long as the characteristics of the pressure-sensitive adhesive sheet are not impaired. It is preferable to contain, and if necessary, other components may be further contained.
- the base material layer may have a single-layer structure or a multi-layer structure having two layers, three layers, or more layers.
- Substrate material examples include styrene-isoprene copolymer, styrene-isoprene-styrene copolymer, styrene-butadiene-styrene copolymer, styrene-ethylene-butylene copolymer, styrene-ethylene-propylene copolymer.
- Styrene resins such as polymers; polyurethane resins such as ester polyurethane and ether polyurethane; polyolefin resins such as polyethylene and polypropylene; polyester resins such as polyethylene terephthalate, polybutylene terephthalate and polyethylene naphthalate; polystyrene; polycarbonate; polymethylpentene Polysulfone; polyetheretherketone; polyethersulfone; polyetherimide; polyimide film; fluorine resin; nylon; acrylic resin and the like. These may be used alone or in combination of two or more, but preferably in combination of two or more.
- the styrene resin and the polyurethane resin are preferable because they easily obtain suitable elongation at break and stress at break, and the styrene resin is more preferable, and the styrene-isoprene copolymer and the styrene-isoprene- It is particularly preferable to use it in combination with a styrene copolymer.
- the styrene-based resin is a resin that exhibits thermoplasticity, it has excellent moldability such as extrusion molding and injection molding, and the base material layer can be easily molded.
- the styrene-based resin easily obtains a particularly excellent elongation at break among the resin group generally called thermoplastic resin, and can be suitably used as a base material of the pressure-sensitive adhesive sheet.
- the ratio of the styrene resin to the total resin component in the base material is preferably 50% to 100%, more preferably 60% to 100%, further preferably 65% to 100%. , 70% to 100% is particularly preferable.
- the ratio of the styrene resin is within the preferable range, it is possible to obtain a base material layer having excellent elongation at break and stress at break.
- the styrene-based resin may have, for example, a single structure having a linear structure, a branched structure, or a multi-branched structure, or a mixture of different structures.
- the styrene-based resin rich in the linear structure can give the base material layer an excellent elongation at break.
- those having a branched structure or a multi-branched structure with a styrene block arranged at the terminal of the molecule can have a pseudo cross-linked structure and can give excellent cohesive force. Therefore, it is preferable that the styrene-based resin is mixed and used according to the required mechanical characteristics.
- the styrene resin it is preferable to use one having the structural unit represented by the chemical formula (1) in the range of 13% by weight to 60% by weight, based on the total weight of the styrene resin. It is more preferable to use the one having the range of 50% by weight to 50% by weight, further preferable to use the one having the range of 15% to 45% by weight, and the range of 15% to 35% by weight. It is particularly preferable to use one.
- the ratio of the structural unit represented by the following chemical formula (1) to the total weight of the styrene-based resin is within the preferable range, the elongation at break and the stress at break can be easily obtained in a preferable range.
- the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer are used in combination as the styrene-based resin, the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer are combined.
- the content of the styrene-isoprene copolymer based on the total weight is preferably 0% by weight to 80% by weight, more preferably 0% by weight to 70% by weight, and 0% by weight to 50% by weight. More preferably, it is 0% by weight to 30% by weight.
- the content of the styrene-isoprene copolymer is within the preferable range, it becomes possible to achieve both thermal durability and excellent elongation at break and stress at break.
- the styrene-isoprene copolymer it is preferable to use one having a weight average molecular weight measured by gel permeation chromatography (GPC) in terms of standard polystyrene in the range of 10,000 to 800,000. The range of 30,000 to 500,000 is more preferable, and the range of 50,000 to 300,000 is more preferable.
- GPC gel permeation chromatography
- the weight average molecular weight of the styrene-isoprene copolymer is within the above-mentioned preferred range, heat fluidity and compatibility at the time of solvent dilution can be ensured, so that the workability in the manufacturing process is good and the heat durability is good.
- the substrate layer having has The measurement of the weight average molecular weight of the styrene-isoprene copolymer by the GPC method is the same as the method described in the item of "-rubber adhesive resin-".
- the method for producing the styrene-isoprene copolymer, the styrene-isoprene-styrene copolymer, and the mixture of the styrene-isoprene copolymer and the styrene-isoprene-styrene copolymer is not particularly limited, It can be appropriately selected from conventionally known production methods, and examples thereof include the same method as the method described in the above-mentioned item “—Rubber adhesive resin—”.
- the polyurethane resin is not particularly limited and may be appropriately selected depending on the intended purpose. However, those having a softening point of 40° C. or higher are preferable, and those having a softening point of 50° C. or higher are more preferable.
- the upper limit of the softening point is preferably 100°C or lower.
- the softening point refers to a value measured according to JIS K 2207 (dry bulb type) (hereinafter, the same applies to the softening point).
- a reaction product of a polyol (b1-1) and a polyisocyanate (b1-2) can be preferably used.
- the polyol (b1-1) is appropriately selected depending on the intended purpose without any limitation, and examples thereof include polyester polyol, polyether polyol, polycarbonate polyol, and acrylic polyol. These may be used alone or in combination of two or more. Among these, as the polyol (b1-1), polyester polyol and polyether polyol are preferable because the mechanical properties of the base material layer can be obtained. In the base material layer, polyester polyol is preferably used when heat resistance is required, and polyether polyol is preferably used when water resistance or biodegradation resistance is required.
- polyester polyol examples include polyester obtained by esterification reaction of low molecular weight polyol and polycarboxylic acid, polyester obtained by ring-opening polymerization reaction of cyclic ester compound such as ⁇ -caprolactone, and copolymerization thereof. Examples include polyester.
- Examples of the low molecular weight polyol that can be used for producing the polyester polyol include, for example, ethylene glycol, propylene glycol, 1,4-butanediol, 1,6-hexanediol having a weight average molecular weight of about 50 to 300.
- Aliphatic alkylene glycols such as diethylene glycol, neopentyl glycol and 1,3-butanediol, cyclohexanedimethanol and the like can be used.
- polycarboxylic acid examples include aliphatic dicarboxylic acids such as succinic acid, adipic acid, sebacic acid, and dodecanedicarboxylic acid; aromatic dicarboxylic acids such as terephthalic acid, isophthalic acid, phthalic acid, and naphthalenedicarboxylic acid; Examples thereof include anhydrides and esterified products.
- polyether polyol examples include those obtained by addition-polymerizing alkylene oxide with one or more compounds having two or more active hydrogen atoms as an initiator.
- polycarbonate polyol for example, one obtained by reacting a carbonic acid ester and/or phosgene with a low molecular weight polyol described later can be used.
- Examples of the carbonic acid ester include methyl carbonate, dimethyl carbonate, ethyl carbonate, diethyl carbonate, cyclocarbonate, diphenyl carbonate and the like.
- Examples of the low molecular weight polyol which can react with the carbonic acid ester and/or phosgene that can be used for producing the polycarbonate polyol include, for example, ethylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, 1,2-propanediol, 1,3-propanediol, dipropylene glycol, tripropylene glycol, 1,2-butanediol, 1,3-butanediol, 1,4-butanediol, 2,3-butanediol, 1,5-pentanediol, 1,5-hexanediol, 1,6-hexanediol, 2,5-hexanediol, 1,7-heptanediol, 1,8-octanediol, 1,9-nonanediol, 1,10-decanediol, 1 ,11-Undecanedio
- the polyisocyanate (b1-2) is not particularly limited and may be appropriately selected according to the purpose.
- alicyclic polyisocyanate, aliphatic polyisocyanate, aromatic polyisocyanate and the like may be used.
- examples thereof include alicyclic polyisocyanates. These may be used alone or in combination of two or more.
- alicyclic polyisocyanate examples include isophorone diisocyanate, 1,3-bis(isocyanatomethyl)cyclohexane, 4,4′-dicyclohexylmethane diisocyanate, 2,4-methylcyclohexane diisocyanate and 2,6-methylcyclohexane diisocyanate.
- Cyclohexylene diisocyanate methyl cyclohexylene diisocyanate, bis(2-isocyanatoethyl)-4-cyclohexylene-1,2-dicarboxylate, 2,5-norbornane diisocyanate, 2,6-norbornane diisocyanate, dimer acid diisocyanate, Examples thereof include bicycloheptane triisocyanate. These may be used alone or in combination of two or more.
- the method for producing the polyurethane resin (b1) by reacting the polyol (b1-1) with the polyisocyanate (b1-2) is not particularly limited and may be appropriately selected from conventionally known production methods.
- the polyol (b1-1) charged in a reaction vessel is heated under normal pressure or reduced pressure to remove water, and then the polyisocyanate (b1-2) is collectively or divided. Examples include a method of supplying and reacting.
- the reaction condition of the polyol (b1-1) and the polyisocyanate (b1-2) is not particularly limited and may be appropriately selected in consideration of various conditions such as safety, quality and cost.
- the temperature is preferably 70°C to 120°C, and the reaction time is preferably 30 minutes to 5 hours.
- a tertiary amine catalyst or an organometallic catalyst can be used as a catalyst. ..
- the reaction may be carried out in a solvent-free environment or in the presence of an organic solvent.
- the organic solvent is not particularly limited and may be appropriately selected depending on the intended purpose. Examples thereof include ester solvents such as methyl acetate, ethyl acetate, propyl acetate and butyl acetate; acetone, methyl ethyl ketone, methyl butyl ketone and cyclohexanone. And the like; ether solvent such as methyl cellosolve acetate and butyl cellosolve acetate; aromatic hydrocarbon solvent such as toluene and xylene; amide solvent such as dimethylformamide and dimethylacetamide. These may be used alone or in combination of two or more.
- the organic solvent may be removed during the production of the polyurethane resin (b1) or after the production of the polyurethane (b1) by an appropriate method such as heating under reduced pressure or drying under normal pressure.
- the other components in the base material layer are not particularly limited and may be appropriately selected within a range that does not impair the properties of the pressure-sensitive adhesive sheet.
- a tackifying resin for example, a tackifying resin; a polymer component other than the base material; Cross-linking agent, anti-aging agent, ultraviolet absorber, filler, polymerization inhibitor, surface modifier, antistatic agent, defoamer, viscosity modifier, light resistance stabilizer, weather resistance stabilizer, heat resistance stabilizer, antioxidant, Examples include additives such as leveling agents, organic pigments, inorganic pigments, pigment dispersants, silica beads, and organic beads; inorganic fillers such as silicon oxide, aluminum oxide, titanium oxide, zirconia, and antimony pentoxide. These may be used alone or in combination of two or more.
- the content of the other components in the base material layer can be appropriately selected within a range that does not impair the characteristics of the pressure-sensitive adhesive sheet.
- the tackifying resin can be used for the purpose of enhancing the adhesiveness between the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet and the base material layer and heat resistance.
- the tackifying resin is not particularly limited and may be appropriately selected depending on the intended purpose, but has a softening point of preferably 80° C. or higher, more preferably 90° C. or higher, more preferably 100° C. or higher. Is more preferable, and one having a temperature of 110° C. or higher is particularly preferable.
- tackifying resin for example, those described in the above item “—Rubber adhesive resin—” can be used, and the preferred embodiments are also the same.
- the antiaging agent is not particularly limited and may be appropriately selected from known ones according to the purpose.
- a phenolic antiaging agent a phosphorus antiaging agent (referred to as “processing stabilizer”). A), an amine anti-aging agent, an imidazole anti-aging agent, and the like. These may be used alone or in combination of two or more.
- the phenolic anti-aging agent, the phosphorus anti-aging agent is preferable, it is possible to effectively improve the heat stability of the material for the substrate, as a result of using them in combination, as a result, This is preferable because it is possible to obtain a pressure-sensitive adhesive sheet that maintains good initial adhesiveness and further has excellent thermal durability.
- the phosphorus-based antiaging agent may slightly change color (yellowing) with time in a high temperature environment, the amount used should be such that the balance between the initial adhesiveness, thermal durability and discoloration prevention. It is preferable to set it in consideration.
- a phenolic compound having a sterically hindering group can be generally used, and a monophenol type, a bisphenol type and a polyphenol type are typical. Specific examples include 2,6-di-t-butyl-4-methylphenol, 2,2'-methylenebis(4-methyl-6-t-butylphenol), 2,2'-methylenebis(4-ethyl-6).
- the amount of the phenol-based antioxidant used is not particularly limited and may be appropriately selected depending on the intended purpose. It is 0.1 to 5 parts by weight per 100 parts by weight of the base material. It is preferable to use it in the range of 0.5 to 3 parts by weight, and it is possible to effectively improve the heat resistance stability of the material for a substrate, and as a result, it is possible to improve the initial stability. It is possible to obtain a pressure-sensitive adhesive sheet that maintains adhesiveness and has further excellent heat durability.
- the stress at 25% elongation of the base material layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 0.2 MPa to 10.0 MPa, more preferably 0.2 MPa to 5.0 MPa. , 0.2 MPa to 3.0 MPa are more preferable, and 0.2 MPa to 2.0 MPa are particularly preferable.
- the adhesive strength suitable as the pressure-sensitive adhesive sheet can be obtained, and the adhesive sheet can be peeled off relatively easily even when stretched and peeled. ..
- the pressure-sensitive adhesive sheet is subjected to a load in the shearing direction of the pressure-sensitive adhesive sheet while fixing hard adherends to each other.
- the force necessary for stretching the pressure-sensitive adhesive sheet may become excessive when the pressure-sensitive adhesive sheet is peeled off.
- the base material layer was punched out into a dumbbell shape having a marked line length of 20 mm and a width of 6 mm under a measurement atmosphere of 23° C.
- the stress at break of the base material layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 1.5 MPa to 100.0 MPa, more preferably 7.0 MPa to 50.0 MPa, 0.0 MPa to 40.0 MPa is more preferable, and 8.0 MPa to 35.0 MPa is particularly preferable.
- the stress at break of the base material layer is within the preferable range, it is possible to prevent the pressure-sensitive adhesive sheet from being torn even when the pressure-sensitive adhesive sheet is stretched and peeled off, and the pressure-sensitive adhesive sheet is elongated. Since the load for this is not excessive, the re-peeling work by peeling is facilitated.
- the adhesive sheet when the stress at break of the base material layer is less than 1.5 MPa, the adhesive sheet may be torn when the adhesive sheet is stretched and peeled off. When the sheet is stretched to be re-peeled, it may not be able to be sufficiently stretched and re-peeled in some cases.
- the force required for stretching and deforming the pressure-sensitive adhesive sheet also depends on the thickness of the pressure-sensitive adhesive sheet, and for example, stretching the pressure-sensitive adhesive sheet with a large thickness of the pressure-sensitive adhesive sheet and high stress at breakage Even if peeling is attempted, it may not be possible to sufficiently stretch and it may not be possible to peel again.
- the stress at break of the base material layer is obtained by punching out the base material layer into a dumbbell shape having a marked line length of 20 mm and a width of 6 mm under a measurement atmosphere of 23° C. and 50% RH under a Tensilon tensile tester (type: RTF). -1210, manufactured by A&D Co., Ltd.) is used to indicate the stress value measured when the film is ruptured by pulling in the length direction at a tensile speed of 500 mm/min.
- the elongation at break of the base material layer is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 200% to 1,300%, more preferably 400% to 1,300%, It is more preferably 700% to 1,300%.
- the elongation at break of the base material layer is 200% or more, even when the pressure-sensitive adhesive sheet is firmly adhered to the adherend, when the pressure-sensitive adhesive sheet is re-peeled, the adherend is attached. The stress for stretching in the horizontal direction to the vertical direction with respect to the surface does not become too large, and even when peeling, the pressure-sensitive adhesive sheet can be easily peeled without excessive stretching.
- the stretching distance in the horizontal direction to the vertical direction with respect to the attaching surface of the adherend becomes too long. Instead, work in a small space is possible.
- the elongation at break is less than 200%, when repeeling the pressure-sensitive adhesive sheet, a break occurs when the adhesive sheet is stretched in a horizontal direction to a vertical direction with respect to the attaching surface of the adherend and peeled off. If it exceeds 1300%, the stretching distance in the horizontal direction to the vertical direction with respect to the pasting surface of the adherend becomes too long when the adhesive sheet is removed again. Workability may deteriorate.
- the elongation at break of the base material layer is obtained by punching out the base material layer into a dumbbell shape having a marked line length of 20 mm and a width of 6 mm, under a measurement atmosphere of 23° C. and 50% RH under a Tensilon tensile tester (model: RTF-1210 (manufactured by A&D Co., Ltd.) is used to indicate the tensile elongation percentage measured when the film is pulled at a tensile speed of 500 mm/min in the longitudinal direction and ruptured.
- a Tensilon tensile tester model: RTF-1210 (manufactured by A&D Co., Ltd.
- the average thickness of the base material layer is not particularly limited and may be appropriately selected depending on the intended use, etc., but is preferably 10 ⁇ m to 500 ⁇ m, more preferably 10 ⁇ m to 300 ⁇ m, and more preferably 20 ⁇ m to The thickness is more preferably 200 ⁇ m, particularly preferably 20 ⁇ m to 100 ⁇ m.
- the pressure-sensitive adhesive sheet easily follows the strain of the adherend and easily obtains high adhesive strength, and the pressure-sensitive adhesive sheet having the base material layer It is preferable because the stress required for re-peeling while stretching in the horizontal direction to the vertical direction with respect to the sticking surface of the body does not become too large.
- the “average thickness of the base material layer” means the base material layer at five positions at intervals of 100 mm in a direction perpendicular to the length direction (hereinafter referred to as “width direction”). 25" in total, and the thickness was measured at 5 points at 100 mm intervals in the width direction on each of the cut surfaces using a TH-104 paper/film thickness measuring machine (manufactured by Tester Sangyo Co., Ltd.). Refers to the average thickness of the dots.
- the thickness ratio of the pressure-sensitive adhesive layer and the base material layer is not particularly limited and may be appropriately selected depending on the purpose, and is represented by [average thickness of pressure-sensitive adhesive layer/average thickness of base material layer].
- the ratio of the average thickness of the adhesive layer to the average thickness of the base material layer is preferably 1/5 to 5/1, more preferably 1/3 to 3/1, and 1/1 More preferably, it is ⁇ 2/1.
- the ratio of the average thickness of the pressure-sensitive adhesive layer to the average thickness of the base material layer is within the preferable range, excellent adhesiveness and removability of the pressure-sensitive adhesive sheet can be obtained.
- the ratio when the ratio is larger than 5/1, only the pressure-sensitive adhesive layer may remain on the adherend in the re-peeling step of the pressure-sensitive adhesive sheet. On the other hand, if the ratio is less than 1/5, there is a concern that the adhesive layer will not be able to follow when the surface of the adherend is uneven and the adhesive strength will be significantly reduced.
- the method for forming the base material layer is not particularly limited and may be appropriately selected from known methods according to the mechanical strength required for the pressure-sensitive adhesive sheet, for example, a heat press method, extrusion.
- Casting method by molding, uniaxial stretching method, sequential secondary stretching method, simultaneous biaxial stretching method, inflation method, tube method, calender method, solution method and the like can be mentioned. These methods may be used alone or in combination of two or more.
- the cast method by extrusion molding, the inflation method, the tube method, the calender method, and the solution method are preferable for imparting suitable flexibility and extensibility to the base material layer.
- the base material layer may be surface-treated for the purpose of further improving the adhesiveness with the adhesive layer.
- the surface treatment method is not particularly limited and can be appropriately selected from known methods within a range that does not impair the properties of the pressure-sensitive adhesive sheet, for example, a sandblast method, a surface polishing/friction method, a corona discharge treatment. Method, chromic acid treatment method, flame treatment method, hot air treatment method, ozone treatment method, ultraviolet irradiation treatment method, oxidation treatment method and the like.
- the other layer in the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the purpose, for example, a primer layer, an antistatic layer, a nonflammable layer, a decorative layer, a conductive layer, a heat conductive layer, Examples include a release layer.
- the pressure-sensitive adhesive sheet having at least the pressure-sensitive adhesive layer and the base material layer as described above, and further having the other layers as necessary, preferably has the following characteristics.
- the hardness (Shore A hardness) of the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 10 to 90, more preferably 20 to 85, and further preferably 64 to 85.
- Shore A hardness of the pressure-sensitive adhesive sheet is within the preferable range, the re-peeling operation by peeling off the pressure-sensitive adhesive sheet becomes easy.
- Shore A hardness is less than 10
- the pressure-sensitive adhesive sheet may be torn when stretched and peeled off, and when it exceeds 90, the pressure-sensitive adhesive sheet is stretched and re-peeled.
- the Shore A hardness of the pressure-sensitive adhesive sheet refers to a value measured according to JIS K 6253 using a durometer (spring type rubber hardness meter) (model: GS-719G, manufactured by Teclock Co., Ltd.).
- the stress at 25% elongation of the pressure-sensitive adhesive sheet is 0.15 Mpa to 82 Mpa, preferably 0.15 Mpa to 10 Mpa, more preferably 0.15 Mpa to 5 Mpa, and further preferably 0.15 Mpa to 2 Mpa.
- the stress at 25% elongation of the pressure-sensitive adhesive sheet is 0.15 Mpa to 82 Mpa, the adhesive strength suitable for the pressure-sensitive adhesive sheet can be obtained, and the adhesive sheet can be peeled off relatively easily even when stretched and peeled.
- the stress at 25% elongation of the pressure-sensitive adhesive sheet is less than 0.15 Mpa, the pressure-sensitive adhesive sheet will be formed when a load is generated in the shearing direction of the pressure-sensitive adhesive sheet while fixing hard adherends to each other. It will come off. If the stress at 25% elongation of the pressure-sensitive adhesive sheet exceeds 82 Mpa, the force necessary for stretching the pressure-sensitive adhesive sheet becomes too large when the pressure-sensitive adhesive sheet is peeled off.
- the stress at 25% elongation of the pressure-sensitive adhesive sheet was obtained by punching out the pressure-sensitive adhesive sheet into a dumbbell shape having a marked line length of 20 mm and a width of 6 mm under a measurement atmosphere of 23° C.
- the stress at break of the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 1.5 MPa to 100.0 MPa, more preferably 5.0 MPa to 50.0 MPa, and more preferably 5. MPa. 0 MPa to 40.0 MPa is more preferable, and 5.0 MPa to 35.0 MPa is particularly preferable.
- the stress at break of the pressure-sensitive adhesive sheet if it is within the preferred range, it is possible to prevent the pressure-sensitive adhesive sheet from being torn even when the pressure-sensitive adhesive sheet is stretched and peeled off, so that the pressure-sensitive adhesive sheet is elongated. Since the load of is not excessive, the re-peeling work by peeling can be facilitated.
- the stress at break of the pressure-sensitive adhesive sheet is less than 1.5 MPa, the pressure-sensitive adhesive sheet may be torn when stretched and peeled off, and if it exceeds 100.0 MPa, the pressure-sensitive adhesive sheet When it is attempted to re-stretch by stretching, it may not be able to be sufficiently stretched and re-stripping may be impossible.
- the force required for stretching and deforming the pressure-sensitive adhesive sheet also depends on the thickness of the pressure-sensitive adhesive sheet, and for example, stretching the pressure-sensitive adhesive sheet with a large thickness of the pressure-sensitive adhesive sheet and high stress at breakage Even if peeling is attempted, it may not be possible to sufficiently stretch and it may not be possible to peel again.
- the stress at break of the pressure-sensitive adhesive sheet was obtained by punching the pressure-sensitive adhesive sheet into a dumbbell shape having a marked line length of 20 mm and a width of 6 mm under a measurement atmosphere of 23° C. and 50% RH under a Tensilon tensile tester (model: RTF-1210). (Manufactured by A & D Co., Ltd.), and the stress value measured when the film is ruptured by pulling in the length direction at a tensile speed of 500 mm/min.
- the elongation at break of the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 500% to 2,000%, more preferably 600% to 1,800%, and 800 % To 1,800% is more preferable.
- the elongation at break of the pressure-sensitive adhesive sheet is 500% or more, even when the pressure-sensitive adhesive sheet is firmly adhered to the adherend, when the pressure-sensitive adhesive sheet is removed again, the sticking surface of the adherend On the other hand, the stress for stretching in the horizontal direction to the vertical direction does not become too large, and even when peeling, the pressure-sensitive adhesive sheet can be easily peeled without excessive stretching.
- the elongation at break when the elongation at break is 2,000% or less, when the adhesive sheet is re-peeled, the stretching distance in the horizontal direction to the vertical direction becomes too long with respect to the attaching surface of the adherend. Instead, work in a small space is possible.
- the elongation at break when the elongation at break is less than 500%, when the pressure-sensitive adhesive sheet is peeled again, a break occurs when the adhesive sheet is stretched in a horizontal direction to a vertical direction with respect to the attachment surface of the adherend and peeled off. If it exceeds 1300%, the stretching distance in the horizontal direction to the vertical direction with respect to the pasting surface of the adherend becomes too long when the adhesive sheet is removed again. Workability may deteriorate.
- the elongation at break of the pressure-sensitive adhesive sheet was obtained by punching out the pressure-sensitive adhesive sheet into a dumbbell shape having a marked line length of 20 mm and a width of 6 mm under a measurement atmosphere of 23° C. and 50% RH under a Tensilon tensile tester (model: RTF- 1210, manufactured by A&D Co., Ltd.), and the tensile elongation percentage measured when the film was broken by pulling in the length direction at a tensile speed of 500 mm/min.
- ⁇ Removability of adhesive sheet (stretch peeling in vertical direction)>
- the pressure-sensitive adhesive sheet can be easily stretched and peeled even if the stretching direction is a direction (90° direction) perpendicular to the attaching surface of the adherend.
- the peeling property when the pressure-sensitive adhesive sheet is stretched and peeled in the direction perpendicular to the attaching surface of the adherend is referred to as "removability (vertical stretch peeling)”.
- the removability (vertical stretch peeling) can be confirmed, for example, by the method described in ⁇ Evaluation of removability (vertical stretch peeling)>> in Examples described later.
- the pressure-sensitive adhesive sheet In the evaluation of the removability (vertical stretch release), the pressure-sensitive adhesive sheet is hard to be torn, and the one having less adhesive composition remaining on the adherend after peeling the pressure-sensitive adhesive sheet has removability (vertical stretch release). ) Is a pressure-sensitive adhesive sheet which is excellent in removability (vertical stretch peeling) and is one in which the pressure-sensitive adhesive sheet does not shred and there is no residue of the pressure-sensitive adhesive composition on the adherend after peeling the pressure-sensitive adhesive sheet. is there.
- the pressure-sensitive adhesive sheet also has excellent impact resistance.
- the impact resistance can be confirmed, for example, by the method described in ⁇ Evaluation of Impact Resistance>> in Examples described later.
- the height of the impact core at which the pressure-sensitive adhesive sheet peels or breaks can be appropriately selected within a range that does not impair the effects of the present invention, but is preferably 30 cm or more, and 40 cm It is more preferably not less than 50 cm, further preferably not less than 50 cm, particularly preferably not less than 60 cm. If the height is less than 30 cm, sufficient impact resistance cannot be obtained.
- the 180° peel adhesive strength of the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the intended purpose, but is preferably 3 N/20 mm to 35 N/20 mm, more preferably 4 N/20 mm to 30 N/20 mm, It is more preferably 5 N/20 mm to 25 N/20 mm.
- the pressure-sensitive adhesive sheet is attached to the adherend surface of the adherend while having a suitable adhesive strength without causing peeling or deviation from the adherend. It can be easily peeled off when it is stretched in the horizontal direction to the vertical direction and peeled again.
- the 180° peel adhesive strength of the pressure-sensitive adhesive sheet refers to a value measured according to JIS Z 0237.
- the pressure-sensitive adhesive sheet does not easily peel off even when a load is applied in the shearing direction of the pressure-sensitive adhesive sheet, and has excellent shear adhesive strength.
- the shearing direction is not particularly limited as long as it is a direction perpendicular to the thickness direction of the pressure-sensitive adhesive sheet.
- the shear adhesive strength of the pressure-sensitive adhesive sheet can be appropriately selected within a range that does not impair the effects of the present invention, but is preferably 100 N/4 cm 2 or more, more preferably 120 N/4 cm 2 or more, and 150 N/4 cm 2 or more. More preferably, 200 N/4 cm 2 or more is particularly preferable.
- shear adhesive force When the shear adhesive force is within the preferable range, it is possible to suppress the displacement when stress is applied in the shear direction to the adherend fixed with the adhesive sheet.
- the shear adhesive strength of the pressure-sensitive adhesive sheet can be confirmed, for example, by the method described in ⁇ Evaluation of Shear Adhesive Strength>> in Examples described later.
- the pressure-sensitive adhesive sheet does not easily peel off even when a load is applied to the pressure-sensitive adhesive sheet in the splitting direction (also referred to as “thickness direction”), and has excellent splitting adhesive strength.
- the split adhesive strength of the pressure-sensitive adhesive sheet can be appropriately selected within a range that does not impair the effects of the present invention, but is preferably 80 N/4 cm 2 or more, more preferably 100 N/4 cm 2 or more, and 120 N/4 cm 2 or more. More preferable. When the split adhesive force is within the preferable range, peeling can be suppressed when stress is applied in the split direction to the adherend fixed with the pressure-sensitive adhesive sheet.
- the split adhesive force of the pressure-sensitive adhesive sheet can be confirmed, for example, by the method described in ⁇ Evaluation of split adhesive force>> in Examples described later.
- the average thickness of the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the average thickness of the pressure-sensitive adhesive layer and the base material layer, but is preferably 15 ⁇ m to 800 ⁇ m, and preferably 30 ⁇ m to 540 ⁇ m. More preferably, it is more preferably 60 ⁇ m to 320 ⁇ m, still more preferably 70 ⁇ m to 250 ⁇ m.
- the "average thickness of the adhesive layer” means that the adhesive sheet is cut in the length direction at intervals of 100 mm at five locations in the width direction, and in each of the cut surfaces, at an interval of 100 mm in the width direction.
- the thickness of the adhesive layer at each point is an average value of 25 points in total, which is measured using a TH-104 paper/film thickness measuring machine (manufactured by Tester Sangyo Co., Ltd.).
- the average width of the pressure-sensitive adhesive sheet is not particularly limited and may be appropriately selected depending on the intended use, etc., but is preferably 1 mm to 3,000 mm, more preferably 50 mm to 2,500 mm. And more preferably 400 mm to 2,500 mm.
- the average width of the pressure-sensitive adhesive sheet may be appropriately adjusted depending on the application target when the pressure-sensitive adhesive sheet is used for fixing or the like.
- the "average width of the base material layer” means the width of the base material layer at five positions at 100 mm intervals in the length direction, which is a known value such as a straight scale (scale), a tape measure, or a convex. It refers to the average value of the width of a total of 5 points measured using a measure.
- the method for producing the pressure-sensitive adhesive sheet is not particularly limited as long as it has the pressure-sensitive adhesive layer and the base material layer, and can be appropriately selected from known methods, but the pressure-sensitive adhesive layer forming step and the base material layer It preferably includes a forming step and a laminating step, and further includes other layer forming steps as necessary. It can also be manufactured by a multi-layer simultaneous formation step in which the adhesive layer formation step and the base material layer formation step are performed simultaneously.
- the pressure-sensitive adhesive layer forming step is not particularly limited as long as the pressure-sensitive adhesive layer can be formed, and can be appropriately selected according to the purpose.
- the method described in " ⁇ Method of forming pressure-sensitive adhesive layer>>" is described. The same method as the above method can be mentioned, and the preferred embodiments are also the same.
- the base material layer forming step is not particularly limited as long as the base material layer can be formed, and can be appropriately selected according to the purpose.
- the above-mentioned “ ⁇ Method of forming base material layer>>» The method similar to the method described in “,” and the like are also preferable.
- the laminating step is a step of laminating the base material layer and the adhesive layer.
- the method for laminating the base material layer and the adhesive layer is not particularly limited and may be appropriately selected from known methods.
- the base material layer and the adhesive layer are laminated under pressure. There is a method of doing so.
- the pressure-sensitive adhesive sheet can be easily stretched and peeled even when the stretching direction is perpendicular to the sticking surface of the sticking target, and it is hard to be torn even when the thickness of the base material of the sticky sheet is small, and the shock resistance is high. Since it has excellent adhesiveness, shear adhesive strength, and split adhesive strength, it is used to fix sheet metal parts that compose relatively large electronic devices such as flat-screen TVs, home electric appliances, and OA devices, and to fix exterior parts and housings, and portable electronic terminals. , Fixing parts in various industrial fields such as fixing exterior parts and rigid parts such as batteries to relatively small electronic devices such as cameras and personal computers, and temporarily fixing the parts, and labels for displaying product information, etc. Can be suitably used for
- the resin compositions (1) to (5) in the base material layer and the pressure-sensitive adhesive compositions (1) to ( 12) used the following.
- the resin composition (1) is a mixture of a styrene-isoprene copolymer and a styrene-isoprene-styrene copolymer (hereinafter, may be referred to as “SIS”), and is represented by the following chemical formula (1). 25% by weight of the structural unit derived from styrene, and the ratio of the styrene-isoprene copolymer to the total amount of the resin composition (1) was 17% by weight.
- SIS styrene-isoprene copolymer
- the resin composition (3) is a mixture of styrene-isoprene copolymer and styrene-isoprene-styrene copolymer (SIS), and the structural unit derived from styrene represented by the chemical formula (1) is 15% by weight. , And the ratio of the styrene-isoprene copolymer to the total amount of the resin composition (3) was 12% by weight.
- SIS styrene-isoprene copolymer
- the resin composition (4) is a mixture of styrene-isoprene copolymer and styrene-isoprene-styrene copolymer (SIS), and contains 15% by weight of the structural unit derived from styrene represented by the chemical formula (1). And the ratio of the styrene-isoprene copolymer to the total amount of the resin composition (4) was 80% by weight.
- SIS styrene-isoprene copolymer
- ⁇ Resin composition (5) As the resin composition (5), a PET film (Lumirror (registered trademark) S10, thickness 100 ⁇ m, manufactured by Toray Industries, Inc.) was used.
- a PET film Limirror (registered trademark) S10, thickness 100 ⁇ m, manufactured by Toray Industries, Inc.
- the acrylic copolymer solution (1) 100 parts by weight of the acrylic copolymer solution (1), 5 parts by weight of a polymerized rosin ester-based tackifying resin (D-125, Arakawa Chemical Industry Co., Ltd.) and a petroleum-based tackifying resin (FTR (registered) (Trademark) 6125, manufactured by Mitsui Chemicals, Inc.) and 15 parts by weight were mixed and stirred, and ethyl acetate was added to obtain an adhesive resin solution (1) having a solid content of 31% by weight.
- a polymerized rosin ester-based tackifying resin D-125, Arakawa Chemical Industry Co., Ltd.
- FTR petroleum-based tackifying resin
- filler 1 aluminum hydroxide, polygonal shape, BW153, manufactured by Nippon Light Metal Co., Ltd., volume average particle diameter: 18 ⁇ m, particle size distribution
- a crosslinking agent (Bernock D-40, manufactured by DIC Corporation; tolylene diisocyanate) was added to 100 parts by weight of the adhesive resin solution (1).
- trimethylolpropane adduct 7% by weight of isocyanate group, and 40% by weight of non-volatile content
- 1.3 parts by weight of the mixture were mixed with stirring to obtain an adhesive composition (1). ..
- the particle size distribution (D 90 /D 10 ) of the filler particles is converted into a particle size distribution by measuring the particle size of the filler particles by using a measuring machine (Microtrac) using a laser diffraction scattering method. It is the value obtained by doing.
- the “preparation of pressure-sensitive adhesive composition (1)” is the same as the above-mentioned “preparation of pressure-sensitive adhesive composition (1)” except that the type and addition amount of filler are changed to those shown in Table 1 below.
- Adhesive composition (2) was prepared in the same manner.
- the filler 2 is nickel powder (Type 123, manufactured by Inco, polygonal shape, volume average particle diameter: 11.9 ⁇ m), and the particle size distribution (D 90 /D 10 ) measured by the same method as the filler 1 is 4.2.
- the pressure-sensitive adhesive was prepared in the same manner as in “preparation of pressure-sensitive adhesive composition (1)” except that the kind of the filler was changed to the kind shown in Table 2 below.
- Composition (3) was prepared.
- the filler 3 is aluminum hydroxide (B303, manufactured by Nippon Light Metal Co., Ltd., polygonal shape, volume average particle diameter: 23 ⁇ m), and the particle size distribution (D 90 /D 10 ) measured by the same method as the filler 1 is used. Is 18.5.
- the pressure-sensitive adhesive was prepared in the same manner as in “preparation of pressure-sensitive adhesive composition (1)” except that the kind of the filler was changed to the kind shown in Table 2 below.
- Composition (4) was prepared.
- the filler 4 is aluminum hydroxide (BE033, manufactured by Nippon Light Metal Co., Ltd., polygonal shape, volume average particle diameter: 3 ⁇ m), and the particle size distribution (D 90 /D 10 ) measured by the same method as the filler 1 is used. Is 5.8.
- ⁇ Preparation of adhesive composition (7)> In a reaction vessel equipped with a stirrer, a reflux condenser, a nitrogen inlet tube, a thermometer, and a dropping funnel, 97.97 parts by weight of n-butyl acrylate, 2.0 parts by weight of acrylic acid, 0.03 part by weight of 4-hydroxybutyl acrylate. Parts and 0.1 parts by weight of 2,2′-azobisisobutyronitrile as a polymerization initiator are dissolved in a solvent consisting of 100 parts by weight of ethyl acetate and polymerized at 70° C. for 12 hours to obtain a weight average molecular weight. To obtain an acrylic copolymer solution (2) of 2,000,000 (in terms of polystyrene).
- filler 1 aluminum hydroxide, BW153, manufactured by Nippon Light Metal Co., Ltd., volume average particle diameter: 18 ⁇ m, particle size distribution (D 90 /D 10 ):12.3
- an isocyanate crosslinking agent Coronate L-45, manufactured by Nippon Polyurethane Industry Co., Ltd., non-volatile
- the pressure-sensitive adhesive was prepared in the same manner as in “preparation of pressure-sensitive adhesive composition (1)” except that the kind of the filler was changed to the kind shown in Table 2 below.
- Composition (12) was prepared.
- the filler 5 is silicone particles (KMP-601, manufactured by Shin-Etsu Chemical Co., Ltd., spherical, volume average particle diameter: 12 ⁇ m), and the particle size distribution (D 90 /D) measured by the same method as the filler 1 is used. 10 ) is 4.4.
- Example 1 Production of adhesive sheet (1)
- the pressure-sensitive adhesive composition (1) was applied onto a release liner (Film Vina 75E-0010GT, manufactured by Fujimori Industry Co., Ltd., the same applies below) with an applicator so that the thickness after drying was 50 ⁇ m, and the coating was performed at 80° C. for 3 days.
- An adhesive layer was prepared by drying for minutes.
- toluene is added to the resin composition (1), and the mixture is stirred so as to be uniform, coated on a release liner with an applicator so that the thickness after drying is 50 ⁇ m, and the temperature is 60° C. for 5 minutes.
- the base material layer was produced by drying.
- the pressure-sensitive adhesive sheet (1) was manufactured by applying a pressure of 0.2 MPa for lamination.
- Example 2 Production of adhesive sheet (2)
- the pressure-sensitive adhesive sheet (2) was prepared in the same manner as in Example 1 except that the thickness of the base material layer and the thickness of the pressure-sensitive adhesive layer were changed to the conditions shown in Table 1. Was manufactured.
- Example 3 Production of adhesive sheet (3)
- the thickness of the base material layer, the type of the pressure-sensitive adhesive composition, and the thickness of the pressure-sensitive adhesive layer were changed to the conditions described in Table 1.
- Adhesive sheet (3) was manufactured by the method of.
- Example 4 Production of adhesive sheet (4)
- the type of the resin composition in the substrate layer, the thickness of the substrate layer, and the thickness of the adhesive layer were changed to the conditions described in Table 1
- Examples A pressure-sensitive adhesive sheet (4) was produced in the same manner as in 1.
- Example 5 Production of adhesive sheet (5)
- the pressure-sensitive adhesive sheet (5) was prepared in the same manner as in Example 1 except that the kind of the resin composition in the base material layer was changed to the conditions shown in Table 1. Manufactured.
- Example 6 Production of adhesive sheet (6)
- the thickness of the base material layer, the type of the pressure-sensitive adhesive composition, and the thickness of the pressure-sensitive adhesive layer were changed to the conditions shown in Table 2.
- Adhesive sheet (6) was manufactured by the method of.
- Example 7 Production of adhesive sheet (7)
- a pressure-sensitive adhesive sheet (7) was produced in the same manner as in Example 1 except that the kind of the pressure-sensitive adhesive composition was changed to the conditions shown in Table 2.
- Example 8 Production of adhesive sheet (8)
- the pressure-sensitive adhesive sheet (8) was prepared in the same manner as in Example 1 except that the kind of the pressure-sensitive adhesive composition and the thickness of the pressure-sensitive adhesive layer were changed to the conditions shown in Table 2. ) was manufactured.
- Example 9 Production of adhesive sheet (9)
- the pressure-sensitive adhesive sheet (9) was prepared in the same manner as in Example 1 except that the kind of the pressure-sensitive adhesive composition and the thickness of the pressure-sensitive adhesive layer were changed to the conditions shown in Table 2. ) was manufactured.
- Example 10 Production of adhesive sheet (10)
- the pressure-sensitive adhesive sheet (10) was prepared in the same manner as in Example 1 except that the type of the pressure-sensitive adhesive composition and the thickness of the pressure-sensitive adhesive layer were changed to those shown in Table 2. Was manufactured.
- Example 11 Production of adhesive sheet (11)
- the pressure-sensitive adhesive sheet (11) was prepared in the same manner as in Example 1 except that the kind of the pressure-sensitive adhesive composition and the thickness of the pressure-sensitive adhesive sheet were changed to the conditions shown in Table 2. ) was manufactured.
- the pressure-sensitive adhesive composition (1) was applied onto a release liner with an applicator so that the thickness after drying was 25 ⁇ m, and dried at 80° C. for 3 minutes to prepare a pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive layer from which the release liner has been peeled off is adhered to both surfaces of the PET film (the resin composition (5)) as the base material layer, and the laminated structure of the base material layer and the pressure-sensitive adhesive layer is 0.
- a pressure-sensitive adhesive sheet (12) was manufactured by laminating under pressure of 0.2 MPa.
- the pressure-sensitive adhesive sheets (1) to (17) of Examples 1 to 11 and Comparative Examples 1 to 6 and the stresses at 25% elongation, stress at break, and elongation at break of these base material layers and pressure-sensitive adhesive layers were Each was measured by the following method.
- the hardness (Shore A) of each of the pressure-sensitive adhesive sheets (1) to (17) of Examples 1 to 11 and Comparative Examples 1 to 6 was also measured by the following method.
- the volume ratio of the filler was also measured by the following method.
- the volume ratio of the filler of the adhesive layer was calculated from the following formulas (1) to (3).
- Pressure-sensitive adhesive resin weight A (g)/pressure-sensitive adhesive resin density A (g/cm 3 ) pressure-sensitive adhesive resin volume A (cm 3 ).
- Filler particle weight B (g)/filler particle density B (g/cm 3 ) filler particle volume B (cm 3 )...
- Each adhesive sheet was cut into a length of 60 mm and a width of 10 mm. Of these, a length of 10 mm and a width of 10 mm were extruded as a grip, and under an atmosphere of 23° C. and 50% RH, one surface of the pressure-sensitive adhesive sheet was a clean and smooth aluminum plate (length). It was affixed to 150 mm, width 50 mm, thickness 2 mm, alloy number A1050).
- a clean and smooth acrylic plate (length 150 mm, width 50 mm, thickness 2 mm, Acrylite L, color tone: colorless, Mitsubishi Rayon Co., Ltd.) is attached to the laminated structure of the aluminum plate, the pressure-sensitive adhesive sheet, and the acrylic plate while applying a load of 5 kg and pressurizing the roller 1 reciprocating pressure, and then the atmosphere 23 A test piece was allowed to stand for 3 days under conditions of °C and 50% RH. Under an atmosphere of 23° C.
- the gripping part of the pressure-sensitive adhesive sheet in the test piece is moved in a 90° direction (vertical direction) with respect to the sticking surface of the pressure-sensitive adhesive sheet by a Tensilon tensile tester (model: RTF- 1210, manufactured by A&D Co., Ltd.) was stretched at a pulling speed of 300 mm/min.
- a Tensilon tensile tester model: RTF- 1210, manufactured by A&D Co., Ltd.
- ⁇ When the impact core 5 was dropped from a height of 30 cm to 50 cm, the adhesive sheet was not peeled or broken.
- ⁇ When the impact core 5 was dropped from a height of 10 cm or more and less than 30 cm, peeling or breakage of the adhesive sheet occurred.
- X At the time when the height of the impact core 5 was 10 cm, the adhesive sheet was peeled or broken.
- ⁇ and ⁇ indicate that there is no problem in use.
- each pressure-sensitive adhesive sheet was cut into a length of 150 mm and a width of 20 mm, and one surface of the pressure-sensitive adhesive sheet was lined with a PET film having a thickness of 25 ⁇ m.
- the other surface of the pressure-sensitive adhesive sheet was attached to a stainless steel plate (length 100 mm, width 30 mm, thickness 3 mm) under the conditions of an atmosphere of 23° C. and 50% RH, and the pressure-sensitive adhesive sheet and the stainless steel plate were adhered to each other.
- the roller After applying a load of 2 kg to the laminated structure of 1 above, the roller was reciprocally pressed once for pressure bonding, and then left standing for 1 hour under the conditions of an atmosphere of 23° C. and 50% RH to obtain a test piece.
- the pressure-sensitive adhesive sheet in the test piece was used in an atmosphere of 23° C. and 50% RH in a 180° direction (horizontal direction) using a Tensilon tensile tester (model: RTF-1210, manufactured by A&D Co., Ltd.).
- the adhesive sheet was stretched at a pulling rate of 300 mm/min to measure the 180° peel adhesive strength of the pressure-sensitive adhesive sheet.
- Each adhesive sheet was cut into a length of 20 mm and a width of 20 mm.
- a clean stainless steel plate A (100 mm in length, 30 mm in width, and 30 mm in thickness), which is hairline-polished with water-resistant abrasive paper (No. 360) on one surface of the pressure-sensitive adhesive sheet under the conditions of an atmosphere of 23° C. and 50% RH. (3 mm) surface so that the application area was 20 mm ⁇ 20 mm.
- a clean and smooth stainless steel plate B (100 mm in length) having a hairline polishing treatment with a water-resistant polishing paper (No. 360) on the surface of the pressure-sensitive adhesive sheet opposite to the surface on which the stainless steel plate A is attached.
- a clean and smooth aluminum plate (alloy number A1050, length 50 mm, width 40 mm, thickness 3 mm) is attached to the surface of the adhesive sheet opposite to the surface on which the aluminum plate is attached.
- the roller was pressed back and forth once to make a pressure bond, and then under an atmosphere of 23° C. and 50% RH for 24 hours. What was left still was used as a test piece.
- the aluminum plate B constituting the test piece was stretched in the splitting direction (thickness direction) of the pressure-sensitive adhesive sheet at a pulling speed of 50 mm/min to measure the split adhesive force.
- Tables 1 to 3 The results are shown in Tables 1 to 3 below.
- Examples of aspects of the present invention include the following.
- An adhesive sheet having an adhesive layer and a base material layer The pressure-sensitive adhesive layer contains filler particles and a pressure-sensitive adhesive resin, and the content of the filler particles in the pressure-sensitive adhesive layer is 10 parts by weight to 90 parts by weight with respect to 100 parts by weight of the pressure-sensitive adhesive resin.
- the volume ratio of the filler particles to 4% to 40% The pressure-sensitive adhesive sheet is characterized in that the stress at 25% elongation of the pressure-sensitive adhesive sheet is 0.15 Mpa to 82 Mpa.
- ⁇ 3> The pressure-sensitive adhesive sheet according to any one of ⁇ 1> to ⁇ 2>, wherein the Shore A hardness of the pressure-sensitive adhesive sheet is 10 to 90.
- ⁇ 4> The pressure-sensitive adhesive sheet according to any one of ⁇ 1> to ⁇ 3>, wherein the elongation at break (MD) of the pressure-sensitive adhesive sheet is 1,000% to 1,800%.
- the pressure-sensitive adhesive sheet can be easily stretched and peeled even when the stretching direction is perpendicular to the sticking surface of the sticking target, and it is hard to be torn even when the thickness of the base material of the sticky sheet is small, and the shock resistance is high. Since it has excellent adhesiveness, shear adhesive strength, and split adhesive strength, it is used to fix sheet metal parts that compose relatively large electronic devices such as flat-screen TVs, home electric appliances, and OA devices, and to fix exterior parts and housings, and portable electronic terminals. , Fixing parts in various industrial fields such as fixing exterior parts and rigid parts such as batteries to relatively small electronic devices such as cameras and personal computers, and temporarily fixing the parts, and labels for displaying product information, etc. Can be suitably used for
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
本発明は、伸長方向が貼付対象の貼付面に対して垂直方向であっても容易に伸長剥離でき、粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる粘着シートを提供する。 本発明は、粘着層及び基材層を有し、前記粘着層が、フィラー粒子及び粘着剤樹脂を含有し、前記粘着層における前記フィラー粒子の含有量が、前記粘着剤樹脂100重量部に対して10重量部~90重量部であり、前記粘着層に対する前記フィラー粒子の体積比が、4%~40%であり、前記粘着シートの25%伸長時応力が、0.15Mpa~82Mpaである粘着シートに関する。
Description
本発明は、粘着シートに関する。
粘着シート(「粘着テープ」と称することもある)は、作業性に優れる接着信頼性の高い接合手段であることから、電子機器を構成する部品の固定などの場面で広く使用されている。具体的には、前記粘着テープは、薄型テレビ、家電製品、OA機器等の比較的大型の電子機器を構成する板金同士の固定や外装部品と筐体との固定、携帯電子端末、カメラ、パソコン等の比較的小型の電子機器への外装部品や電池等の剛体部品の固定などのような各産業分野での部品固定用途、該部品の仮固定用途の他、製品情報を表示するラベル用途等でも使用されている。
近年、前記各産業分野において、地球環境保護の観点から省資源等を目的として、製品に使用されている再利用又は再使用可能な部品については、使用後に分解して再利用又は再使用することが多くなってきている。この際、粘着テープを使用している場合には、部品に貼付された粘着テープを剥離する必要があるが、前記粘着テープは、通常、接着力が大きく、かつ、製品中の多くの箇所に貼付されているため、それらを剥離する作業は、相当の労力を伴うものであった。そのため、前記再利用又は再使用の際に比較的容易に剥離及び除去可能な粘着テープが求められている。
容易に剥離及び除去可能な粘着テープとして、接着部及びタブ部を備え、前記接着部の両面に貼着された被着体から、タブ部を挟持し、接着面とほぼ平行な方向に引き伸ばして剥離することができる粘着テープが提案されている(特許文献1参照)。しかしながら、前記小型の電子機器においては、該電子機器の中の部材間のスペースが狭いため、前記スペースに貼付した粘着テープを、接着面と平行な方向に伸長剥離することが困難であるという問題がある。
これに対し、接着面に対して30°方向に伸張させることによって再び取り外すことが可能な粘着テープも提案されている(特許文献2参照)。しかしながら、狭いスペースに貼付した粘着テープを伸長剥離するためには、より角度をもって伸長剥離することが望まれている。
また、粘着テープの柔軟性を確保するために、粘着テープの基材の厚みを薄くした場合、伸長剥離により千切れやすいという問題がある。一方、粘着テープの柔軟性が低いと、使用する製品、特に小型の電子機器を使用中に落下させてしまうなどの衝撃により粘着テープが剥がれてしまう問題がある。このような問題に対し、引張り操作により千切れる等の損傷がなく、耐衝撃性も有する粘着テープが提案されている(特許文献3参照)。しかしながら、この提案の粘着テープは、角度をもって伸長剥離することができるものではないという問題がある。
したがって、伸長方向が貼付対象の貼付面に対して平行方向(水平方向)に伸長剥離できるだけでなく、垂直方向であっても容易に伸長剥離でき、粘着テープの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる粘着テープの提供が強く求められている。
本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、伸長方向が貼付対象の貼付面に対して垂直方向であっても容易に伸長剥離でき、粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる粘着シートを提供することを目的とする。
前記課題を解決するための手段としては、以下の通りである。
即ち、粘着層及び基材層を有する粘着シートであって、前記粘着層が、フィラー粒子及び粘着剤樹脂を含有し、前記粘着層における前記フィラー粒子の含有量が、前記粘着剤樹脂100重量部に対して10重量部~90重量部であり、前記粘着層に対する前記フィラー粒子の体積比が、4%~40%であり、前記粘着シートの25%伸長時応力が、0.15Mpa~82Mpaであることを特徴とする粘着シートである。
即ち、粘着層及び基材層を有する粘着シートであって、前記粘着層が、フィラー粒子及び粘着剤樹脂を含有し、前記粘着層における前記フィラー粒子の含有量が、前記粘着剤樹脂100重量部に対して10重量部~90重量部であり、前記粘着層に対する前記フィラー粒子の体積比が、4%~40%であり、前記粘着シートの25%伸長時応力が、0.15Mpa~82Mpaであることを特徴とする粘着シートである。
本発明によると、従来における前記諸問題を解決し、前記目的を達成することができ、伸長方向が貼付対象の貼付面に対して垂直方向であっても容易に伸長剥離でき、粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる粘着シートを提供することができる。
(粘着シート)
本発明の粘着シートは、粘着層及び基材層を少なくとも有し、必要に応じて、更にその他の層を有する。
本発明の粘着シートは、粘着層及び基材層を少なくとも有し、必要に応じて、更にその他の層を有する。
<粘着層>
前記粘着層は、フィラー粒子及び粘着剤樹脂を少なくとも含み、必要に応じて更にその他の成分を含む。
これらの粘着層を構成する成分は、前記粘着層に含まれる限り、特に制限はないが、粘着剤組成物に含まれることが好ましい。
前記粘着層は、フィラー粒子及び粘着剤樹脂を少なくとも含み、必要に応じて更にその他の成分を含む。
これらの粘着層を構成する成分は、前記粘着層に含まれる限り、特に制限はないが、粘着剤組成物に含まれることが好ましい。
<<粘着剤組成物>>
前記粘着剤組成物は、前記フィラー粒子及び前記粘着剤樹脂を少なくとも含み、必要に応じて更にその他の成分を含む。
前記粘着剤組成物は、前記フィラー粒子及び前記粘着剤樹脂を少なくとも含み、必要に応じて更にその他の成分を含む。
-フィラー粒子-
前記粘着層が前記フィラー粒子を含むことにより、前記粘着シートを伸長した際に前記フィラー粒子が該粘着層から露出し、これにより前記粘着層と被着体との接着面積が小さくなるため、前記粘着シートの伸長方向が貼付対象(以下、「被着体」と称することもある)の貼付面(以下、「接着面」と称することもある)に対して垂直方向(「90°方向」と称することもある)であっても容易に伸長剥離することができる。
前記粘着層が前記フィラー粒子を含むことにより、前記粘着シートを伸長した際に前記フィラー粒子が該粘着層から露出し、これにより前記粘着層と被着体との接着面積が小さくなるため、前記粘着シートの伸長方向が貼付対象(以下、「被着体」と称することもある)の貼付面(以下、「接着面」と称することもある)に対して垂直方向(「90°方向」と称することもある)であっても容易に伸長剥離することができる。
前記フィラー粒子の種類としては、特に制限はなく、本発明の効果を損なわない範囲で適宜選択することができ、無機フィラー粒子であってもよく、有機フィラー粒子であってもよい。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記無機フィラー粒子の具体例としては、水酸化アルミニウム、水酸化マグネシウム、酸化アルミニウム、酸化ケイ素、酸化マグネシウム、酸化亜鉛、酸化チタン、酸化ジルコニウム、酸化鉄、炭化ケイ素、窒化ホウ素、窒化アルミニウム、窒化チタン、窒化ケイ素、ホウ素化チタン、カーボン、ニッケル、銅、アルミニウム、チタン、金、銀、水酸化ジルコニウム、塩基性炭酸マグネシウム、ドロマイト、ハイドロタルサイト、水酸化カルシウム、水酸化バリウム、酸化スズ、酸化スズの水和物、硼砂、ホウ酸亜鉛、メタホウ酸亜鉛、メタホウ酸バリウム、炭酸亜鉛、炭酸マグネシウム-カルシウム、炭酸カルシウム、炭酸バリウム、酸化モリブデン、酸化アンチモン、赤リン、マイカ、クレイ、カオリン、タルク、ゼオライト、ウォラストナイト、スメクタイト、シリカ(石英、ヒュームドシリカ、沈降性シリカ、無水ケイ酸、溶融シリカ、結晶性シリカ、超微粉無定型シリカ等)、チタン酸カリウム、硫酸マグネシウム、セピオライト、ゾノライト、ホウ酸アルミニウム、硫酸バリウム、チタン酸バリウム、酸化ジルコニア、セリウム、錫、インジウム、炭素、イオウ、テリウム、コバルト、モリブデン、ストロンチウム、クロム、バリウム、鉛、酸化錫、酸化インジウム、ダイヤモンド、マグネシウム、白金、亜鉛、マンガン、ステンレスなどが挙げられる。これらの中でも、水酸化アルミニウム、ニッケルなどが好ましい。
また、前記無機フィラーは、前記粘着剤樹脂への分散性向上のため、シランカップリング処理、ステアリン酸処理などの表面処理を施したものであってもよい。
また、前記無機フィラーは、前記粘着剤樹脂への分散性向上のため、シランカップリング処理、ステアリン酸処理などの表面処理を施したものであってもよい。
前記有機フィラー粒子の具体例としては、ポリスチレン系フィラー、ベンゾグアナミン系フィラー、ポリエチレン系フィラー、ポリプロピレン系フィラー、シリコーン系フィラー、尿素-ホルマリン系フィラー、スチレン/メタクリル酸共重合体、フッ素系フィラー、アクリル系フィラー、ポリカーボネート系フィラー、ポリウレタン系フィラー、ポリアミド系フィラー、エポキシ樹脂系フィラー、熱硬化樹脂系中空フィラーなどが挙げられる。
前記フィラー粒子の形状としては、特に制限はなく、目的に応じて適宜選択することができ、規則的な形状であってもよく、不規則な形状であってもよい。前記フィラー粒子の形状の具体例としては、多角形状、立方体状、楕円状、球状、針状、平板状、鱗片状などが挙げられる。これらの形状の前記フィラー粒子は、1種単独で使用してもよく、2種以上を併用してもよい。また、これらの形状のフィラー粒子が凝集したものであってもよい。これらの中でも、前記フィラー粒子の形状としては、楕円状、球状、多角形状が好ましい。前記フィラー粒子形状が、楕円状、球状、多角形状などの形状であると、前記粘着シートを伸長した際に、前記粘着層の前記被着体に対する滑りが良好であり、前記粘着シートの伸長方向が該被着体の貼付面に対して90°方向であっても容易に伸長剥離することができる。
前記フィラー粒子の粒度分布(D90/D10)としては、特に制限はなく、目的に応じて適宜選択することができるが、2.5~20が好ましく、耐衝撃性の点で、2.5~15がより好ましく、2.5~5が更に好ましい。前記フィラー粒子の粒度分布(D90/D10)が前記好ましい範囲内であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる。一方、前記フィラー粒子の粒度分布(D90/D10)が、2.5未満であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向である場合の伸長剥離性を損なうことがあり、20を超えると、耐衝撃性、せん断接着力、割裂接着力等の接着性能を損なうことがある。
前記フィラー粒子の粒度分布(D90/D10)は、例えば、レーザー回折散乱法を用いた測定機(マイクロトラック)を使用することにより前記フィラー粒子の粒子径を測定して、粒度分布に換算することで得られる。
前記フィラー粒子の粒度分布(D90/D10)は、例えば、レーザー回折散乱法を用いた測定機(マイクロトラック)を使用することにより前記フィラー粒子の粒子径を測定して、粒度分布に換算することで得られる。
前記フィラー粒子の体積平均粒径としては、特に制限はなく、目的に応じて適宜選択することができるが、3μm~25μmが好ましく、5μm~20μmがより好ましく、5μm~14μmが更に好ましい。前記フィラー粒子の体積平均粒径が前記好ましい範囲内であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる。一方、前記フィラー粒子の体積平均粒径が、3μm未満であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向である場合に伸長剥離し難くなることがあり、25μmを超えると、耐衝撃性、せん断接着力、割裂接着力等の接着性能を損なうことがある。
前記フィラー粒子の体積平均粒径は、例えば、レーザー回折散乱法を用いた測定機(マイクロトラック)を使用することにより測定することができる。
前記フィラー粒子の体積平均粒径は、例えば、レーザー回折散乱法を用いた測定機(マイクロトラック)を使用することにより測定することができる。
前記フィラー粒子の体積平均粒径と、後述する粘着層の平均厚みとの比率としては、特に制限はなく、目的に応じて適宜選択することができるが、[フィラー粒子の体積平均粒径/粘着層の平均厚み]で表される、前記粘着層の平均厚みに対する前記フィラー粒子の体積平均粒径との比率が、5/100以上であることが好ましく、5/100~95/100であることがより好ましく、10/100~75/100が更に好ましく、20/100~60/100が特に好ましい。前記比率が前記好ましい範囲内にあると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくい。また、前記比率が前記特に好ましい範囲内にあると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、割裂接着力等の接着性能もより優れる点で有利である。一方、前記比率が5/100未満であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向である場合の伸長剥離性を損なうことがあり、95/100を超えると、耐衝撃性、せん断接着力、割裂接着力等の接着性能を損なうことがある。
前記粘着層における前記フィラー粒子の含有量は、前記粘着剤樹脂100重量部に対して、10重量部~90重量部であるが、15質量部~50質量部であることが好ましく、20質量部~40質部であることがより好ましい。前記粘着剤樹脂100重量部に対する前記フィラー粒子の含有量が10重量部未満であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向である場合に伸長剥離できず、また前記粘着シートの千切れが生じ、前記粘着シートが伸長せず再剥離することができない。また、前記粘着剤樹脂100重量部に対する前記フィラー粒子の含有量が90重量部を超えると、前記粘着シートが伸長せず、前記被着体に前記粘着剤組成物が残留し、耐衝撃性が悪くなり、また、せん断接着力や割裂接着力が弱くなることがある。一方、前記粘着剤樹脂100重量部に対する前記フィラー粒子の含有量が10重量部~90重量部であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる。
前記粘着層における前記フィラー粒子の含有量は、前記粘着剤組成物を調製する際に、適宜調製することができる。
前記粘着層における前記フィラー粒子の含有量は、前記粘着剤組成物を調製する際に、適宜調製することができる。
前記粘着層全体の体積に対する前記フィラー粒子の体積比は、4%~40%であるが、5%~30%が好ましく、5%~20%がより好ましく、5%~15%が更に好ましい。
い。前記フィラー粒子の体積比が、4%未満であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向である場合に伸長剥離できず、また前記粘着シートの千切れが生じ、前記粘着シートが伸長せず再剥離することができない。また、前記フィラー粒子の体積比が、40%を超えると、前記粘着シートが伸長せず、被着体に前記粘着剤組成物が残留し、耐衝撃性が悪くなり、また、せん断接着力や割裂接着力が弱くなることがある。一方、前記フィラー粒子の体積比が4%~40%であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる。
前記粘着層に対する前記フィラー粒子の体積比は、下記式(1)~(3)より算出することができる。
粘着剤樹脂*1の重量A(g)/粘着剤樹脂*1の密度A(g/cm3)=粘着剤樹脂*1の体積A(cm3) ・・・式(1)
フィラー粒子の重量B(g)/フィラー粒子の密度B(g/cm3)=フィラー粒子の体積B(cm3) ・・・式(2)
フィラー粒子の体積B(cm3)/(粘着剤樹脂*1の体積A(cm3)+フィラー粒子の体積B(cm3))×100=フィラー粒子の体積比(%) ・・・式(3)
なお、上記式(1)及び(3)において、*1で表される粘着剤樹脂は、後述する段落[0079]に記載のその他の成分を含んでいてもよい。
前記密度は、JIS Z 8804に準拠して測定した値である。
い。前記フィラー粒子の体積比が、4%未満であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向である場合に伸長剥離できず、また前記粘着シートの千切れが生じ、前記粘着シートが伸長せず再剥離することができない。また、前記フィラー粒子の体積比が、40%を超えると、前記粘着シートが伸長せず、被着体に前記粘着剤組成物が残留し、耐衝撃性が悪くなり、また、せん断接着力や割裂接着力が弱くなることがある。一方、前記フィラー粒子の体積比が4%~40%であると、前記粘着シートの伸長方向が被着体の貼付面に対して90°方向であっても容易に伸長剥離でき、前記粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れる。
前記粘着層に対する前記フィラー粒子の体積比は、下記式(1)~(3)より算出することができる。
粘着剤樹脂*1の重量A(g)/粘着剤樹脂*1の密度A(g/cm3)=粘着剤樹脂*1の体積A(cm3) ・・・式(1)
フィラー粒子の重量B(g)/フィラー粒子の密度B(g/cm3)=フィラー粒子の体積B(cm3) ・・・式(2)
フィラー粒子の体積B(cm3)/(粘着剤樹脂*1の体積A(cm3)+フィラー粒子の体積B(cm3))×100=フィラー粒子の体積比(%) ・・・式(3)
なお、上記式(1)及び(3)において、*1で表される粘着剤樹脂は、後述する段落[0079]に記載のその他の成分を含んでいてもよい。
前記密度は、JIS Z 8804に準拠して測定した値である。
-粘着剤樹脂-
前記粘着剤樹脂としては、特に制限はなく、公知の物の中から適宜選択することができ、例えば、アクリル系粘着剤樹脂、ゴム系粘着剤樹脂、ウレタン系粘着剤樹脂、シリコーン系粘着剤樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記粘着剤樹脂としては、アクリル系粘着剤樹脂が好ましい。
前記粘着剤樹脂としては、特に制限はなく、公知の物の中から適宜選択することができ、例えば、アクリル系粘着剤樹脂、ゴム系粘着剤樹脂、ウレタン系粘着剤樹脂、シリコーン系粘着剤樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記粘着剤樹脂としては、アクリル系粘着剤樹脂が好ましい。
--アクリル系粘着剤樹脂--
前記アクリル系粘着剤樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、アクリル重合体と、必要に応じて粘着付与樹脂や架橋剤等の添加剤を含有するものなどが挙げられる。
前記アクリル系粘着剤樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、アクリル重合体と、必要に応じて粘着付与樹脂や架橋剤等の添加剤を含有するものなどが挙げられる。
前記アクリル重合体は、例えば、(メタ)アクリル単量体を含有する単量体混合物を重合させることによって製造することができる。
前記(メタ)アクリル単量体としては、例えば、炭素原子数1~12のアルキル基を有するアルキル(メタ)アクリレートなどを使用することができる。
前記炭素原子数1~12のアルキル基を有するアルキル(メタ)アクリレートの具体例としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、n-ヘキシル(メタ)アクリレート、n-オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレートなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記(メタ)アクリル単量体としては、例えば、炭素原子数1~12のアルキル基を有するアルキル(メタ)アクリレートなどを使用することができる。
前記炭素原子数1~12のアルキル基を有するアルキル(メタ)アクリレートの具体例としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、n-ヘキシル(メタ)アクリレート、n-オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレートなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記炭素原子数1~12のアルキル基を有するアルキル(メタ)アクリレートとしては、炭素原子数4~12のアルキル基を有するアルキル(メタ)アクリレートを使用することが好ましく、炭素原子数4~8のアルキル基を有するアルキル(メタ)アクリレートを使用することがより好ましく、n-ブチルアクリレートを使用することが、被着体に対する優れた密着性を確保する上で特に好ましい。
前記炭素原子数1~12のアルキル基を有するアルキル(メタ)アクリレートは、前記アクリル重合体の製造に使用する単量体の全量に対して、80重量%~98.5重量%の範囲で使用することが好ましく、90重量%~98.5重量%の範囲で使用することがより好ましい。
前記アクリル重合体の製造に使用可能な単量体としては、上述のものの他に、必要に応じて高極性ビニル単量体を使用することができる。
前記高極性ビニル単量体としては、例えば、水酸基を有する(メタ)アクリル単量体、カルボキシル基を有する(メタ)アクリル単量体、アミド基を有する(メタ)アクリル単量体等の(メタ)アクリル単量体、酢酸ビニル、エチレンオキサイド変性琥珀酸アクリレート、2-アクリルアミド-2-メチルプロパンスルフォン酸等のスルホン酸基含有単量体などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記高極性ビニル単量体としては、例えば、水酸基を有する(メタ)アクリル単量体、カルボキシル基を有する(メタ)アクリル単量体、アミド基を有する(メタ)アクリル単量体等の(メタ)アクリル単量体、酢酸ビニル、エチレンオキサイド変性琥珀酸アクリレート、2-アクリルアミド-2-メチルプロパンスルフォン酸等のスルホン酸基含有単量体などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記水酸基を有するビニル単量体の具体例としては、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、6-ヒドロキシヘキシル(メタ)アクリレート等の(メタ)アクリル単量体などが挙げられる。
前記水酸基を有するビニル単量体は、前記粘着剤樹脂としてイソシアネート系架橋剤を含有するものを使用する場合に使用することが好ましい。具体的には、前記水酸基を有するビニル単量体としては、2-ヒドロキシエチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、6-ヒドロキシヘキシル(メタ)アクリレートを使用することが好ましい。
前記水酸基を有するビニル単量体は、前記アクリル重合体の製造に使用する単量体の全量に対して、0.01重量%~1.0重量%の範囲で使用することが好ましく、0.03重量%~0.3重量%の範囲で使用することがより好ましい。
前記カルボキシル基を有するビニル単量体の具体例としては、アクリル酸、メタクリル酸、イタコン酸、マレイン酸、(メタ)アクリル酸2量体、クロトン酸、エチレンオキサイド変性琥珀酸アクリレート等の(メタ)アクリル単量体などが挙げられる。これらの中でも、アクリル酸が好ましい。
前記アミド基を有するビニルの具体例としては、N-ビニルピロリドン、N-ビニルカプロラクタム、アクリロイルモルホリン、アクリルアミド、N,N-ジメチルアクリルアミド等の(メタ)アクリル単量体などが挙げられる。
前記高極性ビニル単量体は、前記アクリル重合体の製造に使用する単量体の全量に対して、1.5重量%~20重量%の範囲で使用することが好ましく、1.5重量%~10重量%の範囲で使用することがより好ましく、2重量%~8重量%の範囲で使用することが、凝集力、保持力、接着性の点でバランスのとれた粘着層を形成できるため更に好ましい。
前記アクリル重合体の製造方法としては、特に制限はなく、公知の方法の中から、目的に応じて適宜選択することができ、例えば、前記単量体を、溶液重合法、塊状重合法、懸濁重合法、乳化重合法等の重合方法で重合させる方法などが挙げられる。これらの中でも、前記アクリル重合体は、溶液重合法、塊状重合法で製造することが好ましい。
前記重合の際には、必要に応じて、過酸化ベンゾイルや過酸化ラウロイル等の過酸化物系熱重合開始剤、アゾビスイソブチルニトリル等のアゾの熱重合開始剤、アセトフェノン系光重合開始剤、ベンゾインエーテル系光重合開始剤、ベンジルケタール系光重合開始剤、アシルフォスフィンオキシド系光重合開始剤、ベンゾイン系光重合開始剤、ベンゾフェノン系光重合開始剤などを使用することができる。
前記方法で得られたアクリル重合体の重量平均分子量は、ゲルパーミエーションクロマトグラフ(GPC)を用い、標準ポリスチレン換算で測定された重量平均分子量が、30万~300万であるものを使用することが好ましく、50万~250万であるものを使用することがより好ましい。
ここで、GPC法による前記アクリル重合体の重量平均分子量の測定は、GPC装置(HLC-8329GPC、東ソー株式会社製)を用いて測定される、標準ポリスチレン換算値であり、測定条件は以下のとおりである。
[測定条件]
・ サンプル濃度:0.5重量%(テトラヒドロフラン(THF)溶液)
・ サンプル注入量:100μL
・ 溶離液:THF
・ 流速:1.0mL/分
・ 測定温度:40℃
・ 本カラム:TSKgel GMHHR-H(20)2本
・ ガードカラム:TSKgel HXL-H
・ 検出器:示差屈折計
・ 標準ポリスチレン分子量:1万~2,000万(東ソー株式会社製)
[測定条件]
・ サンプル濃度:0.5重量%(テトラヒドロフラン(THF)溶液)
・ サンプル注入量:100μL
・ 溶離液:THF
・ 流速:1.0mL/分
・ 測定温度:40℃
・ 本カラム:TSKgel GMHHR-H(20)2本
・ ガードカラム:TSKgel HXL-H
・ 検出器:示差屈折計
・ 標準ポリスチレン分子量:1万~2,000万(東ソー株式会社製)
前記アクリル系粘着剤樹脂としては、被着体との密着性や面接着強度を向上させるため、粘着付与樹脂を含有するものを使用することが好ましい。
前記アクリル系粘着剤樹脂が含有する前記粘着付与樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、軟化点が、30℃~180℃のものが好ましく、70℃~140℃のものが、高い接着性能を備えた粘着層を形成するうえでより好ましい。なお、(メタ)アクリレート系の粘着付与樹脂を使用する場合には、そのガラス転移温度が30℃~200℃のものが好ましく、50℃~160℃のものがより好ましい。
前記アクリル系粘着剤樹脂が含有する粘着付与樹脂の具体例としては、ロジン系粘着付与樹脂、重合ロジン系粘着付与樹脂、重合ロジンエステル系粘着付与樹脂、ロジンフェノール系粘着付与樹脂、安定化ロジンエステル系粘着付与樹脂、不均化ロジンエステル系粘着付与樹脂、水添ロジンエステル系粘着付与樹脂、テルペン系粘着付与樹脂、テルペンフェノール系粘着付与樹脂、石油樹脂系粘着付与樹脂、(メタ)アクリレート系粘着付与樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記粘着付与樹脂は、重合ロジンエステル系粘着付与樹脂、ロジンフェノール系粘着付与樹脂、不均化ロジンエステル系粘着付与樹脂、水添ロジンエステル系粘着付与樹脂、テルペンフェノール系樹脂、(メタ)アクリレート系樹脂が好ましい。
前記粘着付与樹脂の使用量としては、特に制限はなく、目的に応じて適宜選択することができるが、前記アクリル重合体100重量部に対して、5重量部~65重量部の範囲で使用することが好ましく、8重量部~55重量部の範囲で使用することが、被着体との密着性を確保しやすくいためより好ましい。
前記アクリル系粘着剤樹脂としては、前記粘着層の凝集力をより一層向上させるうえで、架橋剤を含有するものを使用することが好ましい。
前記架橋剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、金属キレート系架橋剤、アジリジン系架橋剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記架橋剤は、アクリル重合体の製造後に混合し、架橋反応を進行させるタイプの架橋剤が好ましく、アクリル重合体との反応性に富むイソシアネート系架橋剤及びエポキシ系架橋剤を使用することがより好ましい。
前記イソシアネート系架橋剤としては、例えば、トリレンジイソシアネート、トリフェニルメタンイソシアネート、ナフチレン-1,5-ジイソシアネート、ヘキサメチレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、トリメチロールプロパン変性トリレンジイソシアネートなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、3官能のポリイソシアネート系化合物である、トリレンジイソシアネート及びこれらのトリメチロールプロパン付加体、トリフェニルメタンイソシアネートが特に好ましい。
架橋度合いの指標として、前記粘着層をトルエンに24時間浸漬した後の不溶分を測定するゲル分率の値が用いられる。前記粘着層の前記ゲル分率としては、特に制限はなく、目的に応じて適宜選択することができるが、10重量%~70重量%が好ましく、25重量%~65重量%がより好ましく、35重量%~60重量%が、凝集性と接着性がともに良好な粘着層を得るうえで更に好ましい。
なお、ゲル分率は、下記方法で測定された値を指す。剥離シート上に、乾燥後の厚みが50μmになるように前記粘着剤樹脂、更に必要に応じて前記添加剤を含有する粘着剤組成物を塗工し、100℃で3分間乾燥し、40℃で2日間エージングしたものを50mm角に切り取り、これを試料とする。次に、予め前記試料のトルエン浸漬前の重量(G1)を測定しておき、トルエン溶液中に23℃で24時間浸漬した後の試料のトルエン不溶解分を300メッシュ金網で濾過することにより分離し、110℃で1時間乾燥した後の残渣の重量(G2)を測定し、下記式(4)に従ってゲル分率が求められる。なお、試料中の導電性微粒子の重量(G3)は、試料の重量(G1)と粘着剤組成物の組成から算出する。
ゲル分率(重量%)=(G2-G3)/(G1-G3)×100 ・・・式(4)
ゲル分率(重量%)=(G2-G3)/(G1-G3)×100 ・・・式(4)
--ゴム系粘着剤樹脂--
前記ゴム系粘着剤樹脂としては、特に制限はなく、合成ゴム系粘着剤樹脂や天然ゴム系粘着剤樹脂等の一般的に粘着剤樹脂として使用できるゴム材料と、必要に応じて粘着付与樹脂等の添加剤を含有するものなどが挙げられる。
前記ゴム系粘着剤樹脂としては、特に制限はなく、合成ゴム系粘着剤樹脂や天然ゴム系粘着剤樹脂等の一般的に粘着剤樹脂として使用できるゴム材料と、必要に応じて粘着付与樹脂等の添加剤を含有するものなどが挙げられる。
前記ゴム材料としては、例えば、ポリ芳香族ビニル化合物と共役ジエン化合物とのブロック共重合体;スチレン-イソプレン共重合体、スチレン-イソプレン-スチレン共重合体、スチレン-ブタジエン-スチレン共重合体、スチレン-エチレン-ブチレン共重合体、スチレン-エチレン-プロピレン共重合体等のスチレン系樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記スチレン系樹脂が好ましく、前記スチレン系樹脂を2種以上併用することが、前記粘着シートに優れた接着物性と保持力を与えることができるためより好ましく、前記スチレン-イソプレン共重合体とスチレン-イソプレン-スチレン共重合体とを組み合わせて使用することが特に好ましい。
前記スチレン系樹脂は、例えば、線状構造、分岐構造、又は多分岐構造の単一構造のものを使用してもよく、異なる構造のものを混合して使用してもよい。前記線状構造が豊富なスチレン系樹脂を前記粘着層に使用した場合は、前記粘着シートに優れた接着性能を与えることができる。一方、分岐構造や多分岐構造でありながら分子末端にスチレンブロックを配したものは、擬似的架橋構造を取ることができ、優れた凝集力を与えることができるため、高い保持力を与えることができる。このため、前記スチレン系樹脂は、必要な特性にあわせて混合して使用することが好ましい。
前記スチレン系樹脂としては、該スチレン系樹脂の全重量に対して、下記化学式(1)で表される構造単位を、10重量%~80重量%の範囲で有するものを使用することが好ましく、12重量%~60重量%の範囲で有するものを使用することがより好ましく、15重量%~40重量%の範囲で有するものを使用することが更に好ましく、17重量%~35重量%の範囲で有するものを使用することが特に好ましい。これにより、優れた接着性と耐熱性を得ることができる。

前記スチレン系樹脂として、前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体とを組み合わせて使用する場合、前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体との合計重量に対する、前記スチレン-イソプレン共重合体の含有量が、0重量%~80重量であることが好ましく、0重量%~77重量%であることがより好ましく、0重量%~75重量%であることが更に好ましく、0重量%~70重量%であることが特に好ましい。前記スチレン-イソプレン共重合体の含有量が前記好ましい範囲内であると、前記粘着シートに優れた接着性能と熱耐久性とを両立させることができる。
また、前記スチレン-イソプレン共重合体としては、ゲルパーミエーションクロマトグラフ(GPC)を用い、標準ポリスチレン換算で測定された重量平均分子量が、1万~80万の範囲であるものを使用することが好ましく、3万~50万の範囲であるものを使用することがより好ましく、5万~30万の範囲であるものを使用することが更に好ましい。前記スチレン-イソプレン共重合体の重量平均分子量が前記好ましい範囲内であることで、加熱流動性や溶剤希釈時の相溶性を確保できるため、製造工程における作業性が良好でありながら、熱耐久性を備えた前記粘着シートを得ることができるため好ましい。
ここで、GPC法による前記スチレン-イソプレン共重合体の重量平均分子量の測定は、GPC装置(SC-8020、東ソー株式会社製)を用いて測定される、標準ポリスチレン換算値であり、測定条件は以下のとおりである。
-測定条件-
・ サンプル濃度:0.5重量%(テトラヒドロフラン溶液)
・ サンプル注入量:100μL
・ 溶離液:テトラヒドロフラン
・ 流速:1.0mL/分
・ 測定温度:40℃
・ 本カラム:TSKgel(登録商標) GMHHR-H(20) 2本
・ ガードカラム:TSKgel HXL-H
・ 検出器:示差屈折計
・ 標準ポリスチレン分子量:1万~2,000万(東ソー株式会社製)
-測定条件-
・ サンプル濃度:0.5重量%(テトラヒドロフラン溶液)
・ サンプル注入量:100μL
・ 溶離液:テトラヒドロフラン
・ 流速:1.0mL/分
・ 測定温度:40℃
・ 本カラム:TSKgel(登録商標) GMHHR-H(20) 2本
・ ガードカラム:TSKgel HXL-H
・ 検出器:示差屈折計
・ 標準ポリスチレン分子量:1万~2,000万(東ソー株式会社製)
前記スチレン-イソプレン共重合体の製造方法としては、特に制限はなく、従来公知の製造方法の中から適宜選択することができ、例えば、アニオンリビング重合法によりスチレンブロック及びイソプレンブロックを逐次重合する方法などが挙げられる。
前記スチレン-イソプレン-スチレン共重合体の製造方法としては、特に制限はなく、従来公知の製造方法の中から適宜選択することができ、例えば、アニオンリビング重合法によりスチレンブロック及びイソプレンブロックを逐次重合する方法、リビング性活性末端を有するブロック共重合体を製造した後にカップリング剤と反応させてカップリングしたブロック共重合体を製造する方法などが挙げられる。
前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体との混合物の製造方法としては、特に制限はなく、従来公知の製造方法の中から適宜選択することができ、例えば、前記方法で製造した前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体とを混合する方法などが挙げられる。
また、前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体との混合物の製造方法としては、ひとつの重合工程で同時に前記混合物として製造することも可能である。
より具体的な一態様としては、アニオンリビング重合法により、第一に、重合溶媒中、アニオン重合開始剤を用いてスチレン単量体を重合し、リビング性の活性末端を有するポリスチレンブロックを形成する。第二に、ポリスチレンブロックのリビング性の活性末端からイソプレンを重合し、リビング性の活性末端を有するスチレン-イソプレンジブロック共重合体を得る。第三に、前記リビング性の活性末端を有するスチレン-イソプレンジブロック共重合体の一部とカップリング剤とを反応させ、カップリングしたスチレン-イソプレン-スチレンブロック共重合体を形成する。第四に、前記リビング性の活性末端を有するスチレン-イソプレンジブロック共重合体の残部を、重合停止剤を用いて、そのリビング性の活性末端を失活させ、スチレン-イソプレンジブロック共重合体を形成させる。
より具体的な一態様としては、アニオンリビング重合法により、第一に、重合溶媒中、アニオン重合開始剤を用いてスチレン単量体を重合し、リビング性の活性末端を有するポリスチレンブロックを形成する。第二に、ポリスチレンブロックのリビング性の活性末端からイソプレンを重合し、リビング性の活性末端を有するスチレン-イソプレンジブロック共重合体を得る。第三に、前記リビング性の活性末端を有するスチレン-イソプレンジブロック共重合体の一部とカップリング剤とを反応させ、カップリングしたスチレン-イソプレン-スチレンブロック共重合体を形成する。第四に、前記リビング性の活性末端を有するスチレン-イソプレンジブロック共重合体の残部を、重合停止剤を用いて、そのリビング性の活性末端を失活させ、スチレン-イソプレンジブロック共重合体を形成させる。
前記ゴム系粘着剤樹脂が含有する前記粘着付与樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、軟化点が80℃以上の粘着付与樹脂を使用することが好ましい。これにより、優れた初期接着性と熱耐久性とを備えた前記粘着シートを得ることができる。
前記粘着付与樹脂としては、常温(23℃)で固体状のものが好ましく、その具体例としては、C5系石油樹脂、C9系石油樹脂、C5系/C9系石油樹脂、脂環族系石油樹脂等の石油樹脂や、重合ロジン系樹脂、テルペン系樹脂、ロジン系樹脂、テルペン-フェノール樹脂、スチレン樹脂、クマロン-インデン樹脂、キシレン樹脂、フェノール樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記粘着付与樹脂としては、前記C5系石油樹脂と重合ロジン系樹脂とを組み合わせて使用することが、より一層優れた初期接着性と熱耐久性とを両立するうえで好ましい。
前記石油樹脂は、前記スチレン系樹脂を構成する前記化学式(1)で表される構造単位と相溶しやすく、その結果、前記粘着シートの初期接着力と熱耐久性とをより一層向上させることができる。
前記C5系石油樹脂としては、例えば、エスコレッツ1202、エスコレッツ1304、エスコレッツ1401(以上、エクソンモービル社製)、ウイングタック95(グッドイヤー・タイヤ・アンド・ラバー・カンパニー製)、クイントンK100、クイントンR100、クイントンF100(以上、日本ゼオン株式会社製)、ピコタック95、ピコペール100(理化ハーキュレス株式会社製)などが挙げられる。
前記C9系石油樹脂としては、例えば、日石ネオポリマーL-90、日石ネオポリマー120、日石ネオポリマー130、日石ネオポリマー140、日石ネオポリマー150、日石ネオポリマー170S、日石ネオポリマー160、日石ネオポリマーE-100、日石ネオポリマーE-130、日石ネオポリマー130S、日石ネオポリマーS(以上、JX日鉱日石エネルギー株式会社製)、ペトコール(登録商標)(東ソー株式会社製)などが挙げられる。
前記C5系/C9系石油樹脂としては、前記C5系石油樹脂と、前記C9系石油樹脂との共重合体を使用することができ、例えば、エスコレッツ2101(エクソンモービル社製)、クイントンG115(日本ゼオン株式会社製)、ハーコタック1149(理化ハーキュレス株式会社製)等を使用することができる。
前記脂環族系石油樹脂としては、前記C9系石油樹脂に水素添加して得ることができ、例えば、エスコレッツ5300(エクソンモービル社製)、アルコンP-100(荒川化学工業株式会社製)、リガライトR101(理化ハーキュレス株式会社製)などが挙げられる。
前記粘着付与樹脂の使用量としては、特に制限はなく、目的に応じて適宜選択することができるが、前記ゴム系粘着剤樹脂を構成する成分の全量に対して、0重量%~100重量%の範囲で使用することが好ましく、0重量%~70重量%の範囲で使用することがより好ましく、0重量%~50重量%の範囲で使用することが更に好ましく、0重量%~30重量%の範囲で使用することが特に好ましい。前記粘着付与樹脂を前記好ましい範囲内で使用することで、前記粘着層と前記基材層との界面密着性を高めながら前記粘着シートの優れた破断点伸度や熱耐久性とを両立させ易くなる。
前記軟化点が80℃以上の粘着付与樹脂の使用量としては、特に制限はなく、目的に応じて適宜選択することができるが、前記スチレン系樹脂の全量に対して、3重量%~100重量%の範囲で使用することが好ましく、5重量%~80重量%の範囲で使用することがより好ましく、5重量%~80重量%の範囲で使用することが、より一層優れた接着性と優れた熱耐久性とを両立した前記粘着シートを得るうえで特に好ましい。
また、定温環境での貼付性や初期接着性を得る目的で、前記軟化点が80℃以上の粘着付与樹脂と組み合わせて、前記軟化点が-5℃以下の粘着付与樹脂を使用することもできる。
前記軟化点が-5℃以下の粘着付与樹脂としては、特に制限はなく、公知の前記粘着付与樹脂の中から目的に応じて適宜選択することができるが、室温で液状の粘着付与樹脂を使用することが好ましい。
前記軟化点が-5℃以下の粘着付与樹脂の具体例としては、プロセスオイル、ポリエステル、ポリブテン等の液状ゴムなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記軟化点が-5℃以下の粘着付与樹脂は、ポリブテンを使用することが、より一層優れた初期接着性を発現させるうえで好ましい。
前記軟化点が-5℃以下の粘着付与樹脂は、前記粘着付与樹脂の全量に対して、0重量%~40重量%の範囲で使用することが好ましく、0重量%~30重量%の範囲で使用することがより好ましい。
また、前記軟化点が-5℃以下の粘着付与樹脂としては、前記スチレン系樹脂の全量に対して、0重量%~40重量%の範囲で使用することが好ましく、0重量%~30重量%の範囲で使用することが、初期接着力を向上させ良好に接着することができ、かつ、十分な熱耐久性を得ることができるためより好ましい。
前記軟化点が80℃以上の粘着付与樹脂と前記軟化点が-5℃以下の粘着付与樹脂との重量比としては、特に制限はなく、目的に応じて適宜選択することができるが、[軟化点が80℃以上の粘着付与樹脂の重量/軟化点が-5℃以下の粘着付与樹脂の重量]で表される、前記軟化点が-5℃以下の粘着付与樹脂に対する前記軟化点が80℃以上の粘着付与樹脂の重量比が、5~50となる範囲で使用することが好ましく、10~30となる範囲で使用することが、優れた初期接着性と優れた保持力とを両立した前記粘着シートを得るうえでより好ましい。
前記スチレン系樹脂と前記粘着付与樹脂との重量比としては、特に制限はなく、目的に応じて適宜選択することができるが、[スチレン系樹脂/粘着付与樹脂]で表される、前記粘着付与樹脂に対する前記スチレン系樹脂の重量比が、0.5~10.0となる範囲で使用することが好ましく、0.6~9.0となる範囲で使用することが、初期接着力を向上することができ、かつ、優れた熱耐久性を得ることができるためより好ましい。また、前記重量比[スチレン系樹脂/粘着付与樹脂]は、1よりも大きいことが、例えば、被着体の曲面部等に貼付した際に前記粘着シートの反発力に起因した剥がれを防止(耐反発性)するうえで好ましい。
-その他の成分-
前記粘着層における前記その他の成分としては、特に制限はなく、前記粘着シートの特性を損なわない範囲で適宜選択することができ、例えば、前記粘着剤樹脂以外のポリマー成分、架橋剤、老化防止剤、紫外線吸収剤、充填剤、重合禁止剤、表面調整剤、帯電防止剤、消泡剤、粘度調整剤、耐光安定剤、耐候安定剤、耐熱安定剤、酸化防止剤、レベリング剤、有機顔料、無機顔料、顔料分散剤、可塑剤、軟化剤、難燃剤、金属不活性剤、シリカビーズ、有機ビーズ等の添加剤;酸化ケイ素、酸化アルミニウム、酸化チタン、ジルコニア、五酸化アンチモン等の無機系充填剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記粘着層における前記その他の成分の含有量としては、前記粘着シートの特性を損なわない範囲で適宜選択することができる。
前記粘着層における前記その他の成分としては、特に制限はなく、前記粘着シートの特性を損なわない範囲で適宜選択することができ、例えば、前記粘着剤樹脂以外のポリマー成分、架橋剤、老化防止剤、紫外線吸収剤、充填剤、重合禁止剤、表面調整剤、帯電防止剤、消泡剤、粘度調整剤、耐光安定剤、耐候安定剤、耐熱安定剤、酸化防止剤、レベリング剤、有機顔料、無機顔料、顔料分散剤、可塑剤、軟化剤、難燃剤、金属不活性剤、シリカビーズ、有機ビーズ等の添加剤;酸化ケイ素、酸化アルミニウム、酸化チタン、ジルコニア、五酸化アンチモン等の無機系充填剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記粘着層における前記その他の成分の含有量としては、前記粘着シートの特性を損なわない範囲で適宜選択することができる。
前記粘着層は、前記基材層の表面に配されている限り、特に制限はなく、使用目的などに応じて適宜選択することができ、前記基材層の一方の面のみに配されていてもよく、両方の面に配されていてもよいが、両方の面に配されていることが好ましい。
<<粘着層の25%伸長時応力>>
前記粘着層の25%伸長時応力としては、特に制限はなく、目的に応じて適宜選択することができるが、0.04MPa~0.4MPaが好ましく、0.05MPa~0.1MPaがより好ましい。前記粘着層の25%伸長時応力が、前記好ましい範囲内であると、前記粘着シートとして好適な接着強度を得ることができ、伸長剥離する際でも比較的容易に引き剥がすことが可能となる。一方、前記粘着層の25%伸長時応力が、0.04MPa未満であると、硬質な被着体同士を固定していながら前記粘着シートのせん断方向への荷重が生じた場合に前記粘着シートが剥がれてしまうことがあり、0.4MPaを超えると、前記粘着シートを引き剥がす際、該粘着シートを伸長させるために必要な力が過大となってしまうことがある。
前記粘着層の25%伸長時応力は、前記粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張り、25%伸長したときに測定した応力値を指す。
前記粘着層の25%伸長時応力としては、特に制限はなく、目的に応じて適宜選択することができるが、0.04MPa~0.4MPaが好ましく、0.05MPa~0.1MPaがより好ましい。前記粘着層の25%伸長時応力が、前記好ましい範囲内であると、前記粘着シートとして好適な接着強度を得ることができ、伸長剥離する際でも比較的容易に引き剥がすことが可能となる。一方、前記粘着層の25%伸長時応力が、0.04MPa未満であると、硬質な被着体同士を固定していながら前記粘着シートのせん断方向への荷重が生じた場合に前記粘着シートが剥がれてしまうことがあり、0.4MPaを超えると、前記粘着シートを引き剥がす際、該粘着シートを伸長させるために必要な力が過大となってしまうことがある。
前記粘着層の25%伸長時応力は、前記粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張り、25%伸長したときに測定した応力値を指す。
<<粘着層の破断点応力>>
前記粘着層の破断点応力としては、特に制限はなく、目的に応じて適宜選択することができるが0.5MPa~2.1MPaが好ましく、1.0MPa~2.1MPaがより好ましい。前記粘着層の破断点応力が、前記好ましい範囲内であると、前記粘着シートを引き伸ばして剥がす際にも該粘着シートが千切れてしまうことを抑制することができ、該粘着シートを伸長させるための荷重が過剰になり過ぎないため引き剥がしによる再剥離作業が容易になる。一方、前記粘着層の破断点応力が、0.5MPa未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、2.1MPaを超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、十分に引き伸ばすことができず再剥離することができないことがある。なお、前記粘着シートを引き伸ばして変形させる際に必要な力は、該粘着シートの厚みにも依存することになり、例えば、前記粘着シートの厚みが厚く破断点応力が高い粘着シートを引き伸ばして再剥離しようとした場合にも、十分に引き伸ばすことができず再剥離することができないことがある。
前記粘着層の破断点応力は、前記粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張り、破断したときに測定した応力値を指す。
前記粘着層の破断点応力としては、特に制限はなく、目的に応じて適宜選択することができるが0.5MPa~2.1MPaが好ましく、1.0MPa~2.1MPaがより好ましい。前記粘着層の破断点応力が、前記好ましい範囲内であると、前記粘着シートを引き伸ばして剥がす際にも該粘着シートが千切れてしまうことを抑制することができ、該粘着シートを伸長させるための荷重が過剰になり過ぎないため引き剥がしによる再剥離作業が容易になる。一方、前記粘着層の破断点応力が、0.5MPa未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、2.1MPaを超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、十分に引き伸ばすことができず再剥離することができないことがある。なお、前記粘着シートを引き伸ばして変形させる際に必要な力は、該粘着シートの厚みにも依存することになり、例えば、前記粘着シートの厚みが厚く破断点応力が高い粘着シートを引き伸ばして再剥離しようとした場合にも、十分に引き伸ばすことができず再剥離することができないことがある。
前記粘着層の破断点応力は、前記粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張り、破断したときに測定した応力値を指す。
<<粘着層の破断点伸度>>
前記粘着層の破断点伸度としては、特に制限はなく、目的に応じて適宜選択することができるが、450%~1,300%が好ましく、500%~1,200%がより好ましく、600%~1,100%が更に好ましい。前記粘着層の破断点伸度が前記好ましい範囲内にあることで、好適な接着性と再剥離性を両立することができる。
前記粘着層の破断点伸度は、前記粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張り、破断したときに測定した引張伸び率を指す。
前記粘着層の破断点伸度としては、特に制限はなく、目的に応じて適宜選択することができるが、450%~1,300%が好ましく、500%~1,200%がより好ましく、600%~1,100%が更に好ましい。前記粘着層の破断点伸度が前記好ましい範囲内にあることで、好適な接着性と再剥離性を両立することができる。
前記粘着層の破断点伸度は、前記粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張り、破断したときに測定した引張伸び率を指す。
<<粘着層の平均厚み>>
前記粘着層の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、5μm~150μmであることが好ましく、20μm~120μmであることがより好ましく、40μm~110μmであることが更に好ましく、50μm~100μmであることが特に好ましい。前記「粘着層の平均厚み」は、前記粘着シートにおける一方の面の粘着層の平均厚みを意味する。前記粘着シートの両面に前記粘着層を有する場合、前記一方の面の粘着層の平均厚みと、他方の面の粘着層の平均厚みとは、同じ厚みであってもよく、異なる厚みであってもよいが、同じ厚みであることが好ましい。
なお、本明細書において、「粘着層の平均厚み」とは、前記粘着シートを、長さ方向に100mm間隔で5箇所、幅方向に切断し、前記各切断面において幅方向に100mm間隔で5点の前記粘着層の合計厚みをTH-104 紙・フィルム用厚さ測定機(テスター産業株式会社製)を用いて測定した、合計25点の厚みの平均値を指す。
前記粘着層の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、5μm~150μmであることが好ましく、20μm~120μmであることがより好ましく、40μm~110μmであることが更に好ましく、50μm~100μmであることが特に好ましい。前記「粘着層の平均厚み」は、前記粘着シートにおける一方の面の粘着層の平均厚みを意味する。前記粘着シートの両面に前記粘着層を有する場合、前記一方の面の粘着層の平均厚みと、他方の面の粘着層の平均厚みとは、同じ厚みであってもよく、異なる厚みであってもよいが、同じ厚みであることが好ましい。
なお、本明細書において、「粘着層の平均厚み」とは、前記粘着シートを、長さ方向に100mm間隔で5箇所、幅方向に切断し、前記各切断面において幅方向に100mm間隔で5点の前記粘着層の合計厚みをTH-104 紙・フィルム用厚さ測定機(テスター産業株式会社製)を用いて測定した、合計25点の厚みの平均値を指す。
<<粘着層の形成方法>>
前記粘着層を形成する方法としては、特に制限はなく、公知の方法の中から、目的に応じて適宜選択することができ、例えば、前記基材層の少なくとも一方の面に、ヒートプレス法、押し出し成型によるキヤスト法、一軸延伸法、逐次二次延伸法、同時二軸延伸法、インフレーション法、チューブ法、カレンダー法、溶液法などの方法により前記粘着層を形成する方法などが挙げられる。これらの中でも、押し出し成型によるキヤスト法、溶液法が好ましい。
前記粘着層を形成する方法としては、特に制限はなく、公知の方法の中から、目的に応じて適宜選択することができ、例えば、前記基材層の少なくとも一方の面に、ヒートプレス法、押し出し成型によるキヤスト法、一軸延伸法、逐次二次延伸法、同時二軸延伸法、インフレーション法、チューブ法、カレンダー法、溶液法などの方法により前記粘着層を形成する方法などが挙げられる。これらの中でも、押し出し成型によるキヤスト法、溶液法が好ましい。
前記溶液法としては、例えば、ロールコーター等で直接前記基材層に前記粘着剤組成物を含む溶液を塗布する方法、剥離シート上に前記粘着層を形成後、剥離して使用する方法などが挙げられる。
前記剥離シートとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、クラフト紙、グラシン紙、上質紙等の紙;ポリエチレン、ポリプロピレン(二軸延伸ポリプロピレン(OPP)、一軸延伸ポリプロピレン(CPP))、ポリエチレンテレフタレート(PET)等の樹脂フィルム;前記紙と樹脂フィルムとを積層したラミネート紙、前記紙にクレーやポリビニルアルコールなどで目止め処理を施したものの片面若しくは両面に、シリコーン系樹脂等の剥離処理を施したものなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
<基材層>
前記基材層としては、特に制限はなく、前記粘着シートの特性を損なわない範囲で、粘着シートに使用し得る公知の材料の中から適宜選択することができるが、以下の基材用材料を含むことが好ましく、必要に応じて、更にその他の成分を含んでいてもよい。
前記基材層は、単層構造であってもよく、2層、3層、又はそれ以上の複層構造であってもよい。
前記基材層としては、特に制限はなく、前記粘着シートの特性を損なわない範囲で、粘着シートに使用し得る公知の材料の中から適宜選択することができるが、以下の基材用材料を含むことが好ましく、必要に応じて、更にその他の成分を含んでいてもよい。
前記基材層は、単層構造であってもよく、2層、3層、又はそれ以上の複層構造であってもよい。
<<基材用材料>>
前記基材用材料としては、例えば、スチレン-イソプレン共重合体、スチレン-イソプレン-スチレン共重合体、スチレン-ブタジエン-スチレン共重合体、スチレン-エチレン-ブチレン共重合体、スチレン-エチレン-プロピレン共重合体等のスチレン系樹脂;エステル系ポリウレタン、エーテル系ポリウレタン等のポリウレタン樹脂;ポリエチレン、ポリプロピレン等のポリオレフィン樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂;ポリスチレン;ポリカーボネート;ポリメチルペンテン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリエーテルイミド;ポリイミドフィルム;フッソ樹脂;ナイロン;アクリル樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよいが、2種以上併用することが好ましい。
これらの中でも、前記スチレン系樹脂や、前記ポリウレタン樹脂は、好適な破断点伸度や破断点応力を得易いため好ましく、前記スチレン系樹脂がより好ましく、スチレン-イソプレン共重合体とスチレン-イソプレン-スチレン共重合体とを組み合わせて使用することが特に好ましい。
前記基材用材料としては、例えば、スチレン-イソプレン共重合体、スチレン-イソプレン-スチレン共重合体、スチレン-ブタジエン-スチレン共重合体、スチレン-エチレン-ブチレン共重合体、スチレン-エチレン-プロピレン共重合体等のスチレン系樹脂;エステル系ポリウレタン、エーテル系ポリウレタン等のポリウレタン樹脂;ポリエチレン、ポリプロピレン等のポリオレフィン樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂;ポリスチレン;ポリカーボネート;ポリメチルペンテン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリエーテルイミド;ポリイミドフィルム;フッソ樹脂;ナイロン;アクリル樹脂などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよいが、2種以上併用することが好ましい。
これらの中でも、前記スチレン系樹脂や、前記ポリウレタン樹脂は、好適な破断点伸度や破断点応力を得易いため好ましく、前記スチレン系樹脂がより好ましく、スチレン-イソプレン共重合体とスチレン-イソプレン-スチレン共重合体とを組み合わせて使用することが特に好ましい。
-スチレン系樹脂-
前記スチレン系樹脂は、熱可塑性を示す樹脂であるため、押出成形や射出成形等の成形性に優れ、前記基材層を成形し易い。また、前記スチレン系樹脂は、一般的に熱可塑性樹脂と呼ばれる樹脂群の中でも特に優れた破断点伸度が得られ易く、前記粘着シートの基材として好適に使用できる。
前記スチレン系樹脂は、熱可塑性を示す樹脂であるため、押出成形や射出成形等の成形性に優れ、前記基材層を成形し易い。また、前記スチレン系樹脂は、一般的に熱可塑性樹脂と呼ばれる樹脂群の中でも特に優れた破断点伸度が得られ易く、前記粘着シートの基材として好適に使用できる。
したがって、前記基材用材料において、全樹脂成分に対して前記スチレン系樹脂が占める割合としては、50%~100%が好ましく、60%~100%がより好ましく、65%~100%が更に好ましく、70%~100%が特に好ましい。前記スチレン系樹脂の割合が前記好ましい範囲内であることで、破断点伸度や破断点応力が優れた基材層を得ることができる。
前記スチレン系樹脂は、例えば、線状構造、分岐構造、又は多分岐構造の単一構造のものを使用してもよく、異なる構造のものを混合して使用してもよい。前記線状構造が豊富なスチレン系樹脂は、前記基材層に優れた破断点伸度を与えることができる。一方、分岐構造や多分岐構造でありながら分子末端にスチレンブロックを配したものは、擬似的架橋構造を取ることができ、優れた凝集力を与えることができる。このため、前記スチレン系樹脂は、必要な機械特性にあわせて混合して使用することが好ましい。
前記スチレン系樹脂としては、該スチレン系樹脂の全重量に対して、前記化学式(1)で表される構造単位を13重量%~60重量%の範囲で有するものを使用することが好ましく、15重量%~50重量%の範囲で有するものを使用することがより好ましく、15重量%~45重量%の範囲で有するものを使用することが更に好ましく、15重量%~35重量%の範囲で有するものを使用することが特に好ましい。前記スチレン系樹脂の全重量に対する下記化学式(1)で表される構造単位の割合が前記好ましい範囲内であることで、破断点伸度や破断点応力が好適な範囲で得られ易くなる。
前記スチレン系樹脂として、前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体とを組み合わせて使用する場合、前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体との合計重量に対する、前記スチレン-イソプレン共重合体の含有量が、0重量%~80重量%であることが好ましく、0重量%~70重量%の範囲であることがより好ましく、0重量%~50重量%であることが更に好ましく、0重量%~30重量%であることが特に好ましい。前記スチレン-イソプレン共重合体の含有量が前記好ましい範囲内であると、優れた破断点伸度や破断点応力を維持しながら熱耐久性との両立が可能となる。
また、前記スチレン-イソプレン共重合体としては、ゲルパーミエーションクロマトグラフ(GPC)を用い、標準ポリスチレン換算で測定された重量平均分子量が、1万~80万の範囲であるものを使用することが好ましく、3万~50万の範囲であるものを使用することがより好ましく、5万~30万の範囲であるものを使用することが更に好ましい。前記スチレン-イソプレン共重合体の重量平均分子量が前記好ましい範囲内であることで、加熱流動性や溶剤希釈時の相溶性を確保できるため、製造工程における作業性が良好でありながら、熱耐久性を備えた前記基材層を得ることができるため好ましい。
前記GPC法による前記スチレン-イソプレン共重合体の重量平均分子量の測定は、前記「-ゴム系粘着剤樹脂-」の項目で記載した方法と同様である。
前記GPC法による前記スチレン-イソプレン共重合体の重量平均分子量の測定は、前記「-ゴム系粘着剤樹脂-」の項目で記載した方法と同様である。
前記スチレン-イソプレン共重合体、前記スチレン-イソプレン-スチレン共重合体、及び前記スチレン-イソプレン共重合体と前記スチレン-イソプレン-スチレン共重合体との混合物の製造方法としては、特に制限はなく、従来公知の製造方法の中から適宜選択することができ、例えば、前記「-ゴム系粘着剤樹脂-」の項目で記載した方法と同様の方法などが挙げられる。
-ポリウレタン樹脂-
前記ポリウレタン樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、40℃以上の軟化点を有するものが好ましく、50℃以上の軟化点を有するものがより好ましい。また、前記軟化点の上限としては、100℃以下であることが好ましい。前記軟化点は、JIS K 2207(乾球式)に準拠して測定した値を指す(以下、軟化点については同様である)。
前記ポリウレタン樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、40℃以上の軟化点を有するものが好ましく、50℃以上の軟化点を有するものがより好ましい。また、前記軟化点の上限としては、100℃以下であることが好ましい。前記軟化点は、JIS K 2207(乾球式)に準拠して測定した値を指す(以下、軟化点については同様である)。
前記ポリウレタン樹脂としては、ポリオール(b1-1)とポリイソシアネート(b1-2)との反応物を好適に使用することができる。
前記ポリオール(b1-1)としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、アクリルポリオールなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記ポリオール(b1-1)としては、ポリエステルポリオール、ポリエーテルポリオールが、前記基材層の機械特性を得ることができるため好ましい。前記基材層において、耐熱性が必要となる場合はポリエステルポリオールを使用することが好ましく、耐水性や耐生分解性が必要な場合はポリエーテルポリオールを使用することが好ましい。
前記ポリエステルポリオールとしては、例えば、低分子量のポリオールとポリカルボン酸とをエステル化反応して得られるポリエステル、ε-カプロラクトン等の環状エステル化合物を開環重合反応して得られるポリエステル、これらの共重合ポリエステルなどが挙げられる。
前記ポリエステルポリオールの製造に使用可能な前記低分子量のポリオールとしては、例えば、概ね重量平均分子量が50~300程度である、エチレングリコール、プロピレングリコール、1,4-ブタンジオール、1,6-ヘキサンジオール、ジエチレングリコール、ネオペンチルグリコール、1,3-ブタンジオール等の脂肪族アルキレングリコールや、シクロヘキサンジメタノールなどを使用することができる。
前記ポリカルボン酸としては、例えば、コハク酸、アジピン酸、セバシン酸、ドデカンジカルボン酸等の脂肪族ジカルボン酸;テレフタル酸、イソフタル酸、フタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸;及びそれらの無水物又はエステル化物などが挙げられる。
前記ポリエーテルポリオールとしては、例えば、活性水素原子を2個以上有する化合物の1種又は2種以上を開始剤として、アルキレンオキサイドを付加重合させたものなどが挙げられる。
前記ポリカーボネートポリオールとしては、例えば、炭酸エステル及び/又はホスゲンと、後述する低分子量のポリオールとを反応させて得られるものを使用することができる。
前記炭酸エステルとしては、例えば、メチルカーボネート、ジメチルカーボネート、エチルカーボネート、ジエチルカーボネート、シクロカーボネート、ジフェニルカーボネートなどが挙げられる。
前記ポリカーボネートポリオールの製造に使用可能な、前記炭酸エステル及び/又はホスゲンと反応しうる低分子量のポリオールとしては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、ジプロピレングリコール、トリプロピレングリコール、1,2-ブタンジオール、1,3-ブタンジオール、1,4-ブタンジオール、2,3-ブタンジオール、1,5-ペンタンジオール、1,5-ヘキサンジオール、1,6-ヘキサンジオール、2,5-ヘキサンジオール、1,7-ヘプタンジオール、1,8-オクタンジオール、1,9-ノナンジオール、1,10-デカンジオール、1,11-ウンデカンジオール、1,12-ドデカンジオール、2-メチル-1,3-プロパンジオール、ネオペンチルグリコール、2-ブチル-2-エチル-1,3-プロパンジオール、3-メチル-1,5-ペンタンジオール、2-エチル-1,3-ヘキサンジオール、2-メチル-1,8-オクタンジオール、1,4-シクロヘキサンジメタノール、ハイドロキノン、レゾルシン、ビスフェノールA、ビスフェノールF、4,4’-ビフェノールなどが挙げられる。
前記ポリイソシアネート(b1-2)としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、脂環式ポリイソシアネート、脂肪族ポリイソシアネート、芳香族ポリイソシアネート等を使用することができ、脂環式ポリイソシアネートなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記脂環式ポリイソシアネートとしては、例えば、イソホロンジイソシアネート、1,3-ビス(イソシアナートメチル)シクロヘキサン、4,4’-ジシクロヘキシルメタンジイソシアネート、2,4-メチルシクロヘキサンジイソシアネート、2,6-メチルシクロヘキサンジイソシアネート、シクロヘキシレンジイソシアネート、メチルシクロヘキシレンジイソシアネート、ビス(2-イソシアナトエチル)-4-シクロヘキシレン-1,2-ジカルボキシレート、2,5-ノルボルナンジイソシアネート、2,6-ノルボルナンジイソシアネート、ダイマー酸ジイソシアネート、ビシクロヘプタントリイソシアネートなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記ポリオール(b1-1)と前記ポリイソシアネート(b1-2)とを反応させてポリウレタン樹脂(b1)を製造する方法としては、特に制限はなく、従来公知の製造方法の中から適宜選択することができ、例えば、反応容器に仕込んだ前記ポリオール(b1-1)を、常圧又は減圧条件下で加熱することにより水分を除去した後、前記ポリイソシアネート(b1-2)を一括又は分割して供給し反応させる方法などが挙げられる。
前記ポリオール(b1-1)と前記ポリイソシアネート(b1-2)との反応は、前記ポリイソシアネート(b1-2)が有するイソシアネート基(NCO)と、前記ポリオール(b1-1)が有する水酸基(OH)との当量比(NCO/OH当量比)が、1.0~20.0の範囲で行うことが好ましく、1.1~13.0の範囲で行うことがより好ましく、1.2~5.0の範囲で行うことが更に好ましく、1.5~3.0の範囲で行うことが特に好ましい。
前記ポリオール(b1-1)と前記ポリイソシアネート(b1-2)との反応条件としては、特に制限はなく、安全、品質、コスト等の諸条件を考慮して適宜選択することができるが、反応温度としては70℃~120℃が好ましく、反応時間としては30分間~5時間が好ましい。
前記ポリオール(b1-1)と前記ポリイソシアネート(b1-2)とを反応させる際には、必要に応じて、触媒として、例えば、三級アミン触媒、有機金属系触媒などを使用することができる。
また、前記反応は、無溶剤の環境下で行ってもよく、有機溶剤の存在下で行ってもよい。
前記有機溶剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、酢酸メチル、酢酸エチル、酢酸プロピル、酢酸ブチル等のエステル系溶剤;アセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等のケトン系溶剤;メチルセロソルブアセテート、ブチルセロソルブアセテート等のエーテルエステル系溶剤;トルエン、キシレン等の芳香族炭化水素系溶剤;ジメチルホルムアミド、ジメチルアセトアミド等のアミド系溶剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記有機溶剤は、前記ポリウレタン樹脂(b1)の製造途中又は前記ポリウレタン(b1)を製造した後、減圧加熱、常圧乾燥等の適切な方法により除去してもよい。
前記有機溶剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、酢酸メチル、酢酸エチル、酢酸プロピル、酢酸ブチル等のエステル系溶剤;アセトン、メチルエチルケトン、メチルブチルケトン、シクロヘキサノン等のケトン系溶剤;メチルセロソルブアセテート、ブチルセロソルブアセテート等のエーテルエステル系溶剤;トルエン、キシレン等の芳香族炭化水素系溶剤;ジメチルホルムアミド、ジメチルアセトアミド等のアミド系溶剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記有機溶剤は、前記ポリウレタン樹脂(b1)の製造途中又は前記ポリウレタン(b1)を製造した後、減圧加熱、常圧乾燥等の適切な方法により除去してもよい。
-その他の成分-
前記基材層における前記その他の成分としては、特に制限はなく、前記粘着シートの特性を損なわない範囲で適宜選択することができ、例えば、粘着付与樹脂;前記基材用材料以外のポリマー成分;架橋剤、老化防止剤、紫外線吸収剤、充填剤、重合禁止剤、表面調整剤、帯電防止剤、消泡剤、粘度調整剤、耐光安定剤、耐候安定剤、耐熱安定剤、酸化防止剤、レベリング剤、有機顔料、無機顔料、顔料分散剤、シリカビーズ、有機ビーズ等の添加剤;酸化ケイ素、酸化アルミニウム、酸化チタン、ジルコニア、五酸化アンチモン等の無機系充填剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記基材層における前記その他の成分の含有量としては、前記粘着シートの特性を損なわない範囲で適宜選択することができる。
前記基材層における前記その他の成分としては、特に制限はなく、前記粘着シートの特性を損なわない範囲で適宜選択することができ、例えば、粘着付与樹脂;前記基材用材料以外のポリマー成分;架橋剤、老化防止剤、紫外線吸収剤、充填剤、重合禁止剤、表面調整剤、帯電防止剤、消泡剤、粘度調整剤、耐光安定剤、耐候安定剤、耐熱安定剤、酸化防止剤、レベリング剤、有機顔料、無機顔料、顔料分散剤、シリカビーズ、有機ビーズ等の添加剤;酸化ケイ素、酸化アルミニウム、酸化チタン、ジルコニア、五酸化アンチモン等の無機系充填剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記基材層における前記その他の成分の含有量としては、前記粘着シートの特性を損なわない範囲で適宜選択することができる。
前記粘着付与樹脂は、前記粘着シートにおける前記粘着層と、前記基材層との密着性を高めることや耐熱性を高める目的で使用することができる。
前記粘着付与樹脂としては、特に制限はなく、目的に応じて適宜選択することができるが、軟化点が、80℃以上のものが好ましく、90℃以上のものがより好ましく、100℃以上のものが更に好ましく、110℃以上のものが特に好ましい。
前記粘着付与樹脂としては、例えば、前記「-ゴム系粘着剤樹脂-」の項目で記載したものなどを使用することができ、好ましい態様等も同様である。
前記老化防止剤としては、特に制限はなく、公知のものの中から目的に応じて適宜選択することができ、例えば、フェノール系老化防止剤、リン系老化防止剤(「加工安定剤」と称することもある)、アミン系老化防止剤、イミダゾール系老化防止剤などが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、前記フェノール系老化防止剤、リン系老化防止剤が好ましく、これらを組み合わせて使用することが、前記基材用材料の耐熱安定性を効果的に向上させることができ、その結果、良好な初期接着性を維持し、かつ、より一層優れた熱耐久性を備えた粘着シートを得ることができるため好ましい。なお、前記リン系老化防止剤は、高温環境下において経時的にわずかに変色(黄変)する場合があるため、その使用量は、前記初期接着性と熱耐久性と変色防止とのバランスを考慮し適宜設定することが好ましい。
前記フェノール系老化防止剤としては、一般に立体障害性基を有するフェノール系化合物を使用することができ、モノフェノール型、ビスフェノール型、ポリフェノール型が代表的である。具体例としては、2,6-ジ-t-ブチル-4-メチルフェノール、2,2’-メチレンビス(4-メチル-6-t-ブチルフェノール)、2,2’-メチレンビス(4-エチル-6-t-ブチルフェノール)、4,4’-チオビス(6-t-ブチル-3-メチルフェノール)、4,4’-ブチリデンビス-(3-メチル-6-t-ブチルフェノール)、テトラキス-[メチレン-3-(3’5’-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート]メタン、n-オクタデシル-3-(4’-ヒドロキシ-3’5’-ジ-t-ブチルフェニル)プロピオネートなどが挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
前記フェノール系老化防止剤の使用量としては、特に制限はなく、目的に応じて適宜選択することができるが、前記基材用材料100重量部に対し、0.1重量部~5重量部の範囲で使用することが好ましく、0.5重量部~3重量部の範囲で使用することが、前記基材用材料の耐熱安定性を効果的に向上させることができ、その結果、良好な初期接着性を維持し、かつ、より一層優れた熱耐久性を備えた粘着シートを得ることができる。
<<基材層の25%伸長時応力>>
前記基材層の25%伸長時応力としては、特に制限はなく、目的に応じて適宜選択することができるが、0.2MPa~10.0MPaが好ましく、0.2MPa~5.0MPaがより好ましく、0.2MPa~3.0MPaが更に好ましく、0.2MPa~2.0MPa特に好ましい。前記基材層の25%伸長時応力が、前記好ましい範囲内であると、前記粘着シートとして好適な接着強度を得ることができ、伸長剥離する際でも比較的容易に引き剥がすことが可能となる。一方、前記基材層の25%伸長時応力が、0.2MPa未満であると、硬質な被着体同士を固定していながら前記粘着シートのせん断方向への荷重が生じた場合に前記粘着シートが剥がれてしまうことがあり、10.0MPaを超えると、前記粘着シートを引き剥がす際、該粘着シートを伸長させるために必要な力が過大となってしまうことがある。
前記基材層の25%伸長時応力は、前記基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、25%伸長したときに測定した応力値を指す。
前記基材層の25%伸長時応力としては、特に制限はなく、目的に応じて適宜選択することができるが、0.2MPa~10.0MPaが好ましく、0.2MPa~5.0MPaがより好ましく、0.2MPa~3.0MPaが更に好ましく、0.2MPa~2.0MPa特に好ましい。前記基材層の25%伸長時応力が、前記好ましい範囲内であると、前記粘着シートとして好適な接着強度を得ることができ、伸長剥離する際でも比較的容易に引き剥がすことが可能となる。一方、前記基材層の25%伸長時応力が、0.2MPa未満であると、硬質な被着体同士を固定していながら前記粘着シートのせん断方向への荷重が生じた場合に前記粘着シートが剥がれてしまうことがあり、10.0MPaを超えると、前記粘着シートを引き剥がす際、該粘着シートを伸長させるために必要な力が過大となってしまうことがある。
前記基材層の25%伸長時応力は、前記基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、25%伸長したときに測定した応力値を指す。
<<基材層の破断点応力>>
前記基材層の破断点応力としては、特に制限はなく、目的に応じて適宜選択することができるが、1.5MPa~100.0MPaが好ましく、7.0MPa~50.0MPaがより好ましく、7.0MPa~40.0MPaが更に好ましく、8.0MPa~35.0MPaが特に好ましい。前記基材層の破断点応力が、前記好ましい範囲内であると、前記粘着シートを引き伸ばして剥がす際にも該粘着シートが千切れてしまうことを抑制することができ、該粘着シートを伸長させるための荷重が過剰になり過ぎないため引き剥がしによる再剥離作業が容易になる。一方、前記基材層の破断点応力が、1.5MPa未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、100.0MPaを超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、十分に引き伸ばすことができず再剥離することができないことがある。なお、前記粘着シートを引き伸ばして変形させる際に必要な力は、該粘着シートの厚みにも依存することになり、例えば、前記粘着シートの厚みが厚く破断点応力が高い粘着シートを引き伸ばして再剥離しようとした場合にも、十分に引き伸ばすことができず再剥離することができないことがある。
前記基材層の破断点応力は、前記基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した応力値を指す。
前記基材層の破断点応力としては、特に制限はなく、目的に応じて適宜選択することができるが、1.5MPa~100.0MPaが好ましく、7.0MPa~50.0MPaがより好ましく、7.0MPa~40.0MPaが更に好ましく、8.0MPa~35.0MPaが特に好ましい。前記基材層の破断点応力が、前記好ましい範囲内であると、前記粘着シートを引き伸ばして剥がす際にも該粘着シートが千切れてしまうことを抑制することができ、該粘着シートを伸長させるための荷重が過剰になり過ぎないため引き剥がしによる再剥離作業が容易になる。一方、前記基材層の破断点応力が、1.5MPa未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、100.0MPaを超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、十分に引き伸ばすことができず再剥離することができないことがある。なお、前記粘着シートを引き伸ばして変形させる際に必要な力は、該粘着シートの厚みにも依存することになり、例えば、前記粘着シートの厚みが厚く破断点応力が高い粘着シートを引き伸ばして再剥離しようとした場合にも、十分に引き伸ばすことができず再剥離することができないことがある。
前記基材層の破断点応力は、前記基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した応力値を指す。
<<基材層の破断点伸度>>
前記基材層の破断点伸度としては、特に制限はなく、目的に応じて適宜選択することができるが、200%~1,300%が好ましく、400%~1,300%がより好ましく、700%~1,300%が更に好ましい。前記基材層の破断点伸度が200%以上であると、前記粘着シートが強固に被着体に接着している場合でも、該粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばすための応力が大きくなり過ぎず、引き剥がす際においても該粘着シートが過剰に伸びすぎることなく容易に引き剥がすことができる。また、前記破断点伸度が1,300%以下であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎず小スペースでの作業が可能となる。一方、前記破断点伸度が、200%未満であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばして剥がす際に破断を伴って剥がせないことがあり、1,300%を超えると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎるため作業性が悪くなることがある。
前記基材層の破断点伸度は、前記基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した引張伸び率を指す。
前記基材層の破断点伸度としては、特に制限はなく、目的に応じて適宜選択することができるが、200%~1,300%が好ましく、400%~1,300%がより好ましく、700%~1,300%が更に好ましい。前記基材層の破断点伸度が200%以上であると、前記粘着シートが強固に被着体に接着している場合でも、該粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばすための応力が大きくなり過ぎず、引き剥がす際においても該粘着シートが過剰に伸びすぎることなく容易に引き剥がすことができる。また、前記破断点伸度が1,300%以下であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎず小スペースでの作業が可能となる。一方、前記破断点伸度が、200%未満であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばして剥がす際に破断を伴って剥がせないことがあり、1,300%を超えると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎるため作業性が悪くなることがある。
前記基材層の破断点伸度は、前記基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した引張伸び率を指す。
<<基材層の平均厚み>>
前記基材層の平均厚みとしては、特に制限はなく、使用目的等に応じて適宜選択することができるが、10μm~500μmであることが好ましく、10μm~300μmであることがより好ましく、20μm~200μmであることが更に好ましく、20μm~100μmであることが特に好ましい。前記基材層の平均厚みが前記好ましい範囲内であると、被着体の歪みに対して粘着シートが追従し易く高い接着強度を得易く、前記基材層を有する粘着シートを、前記被着体の貼付面に対して水平方向~垂直方向に引き伸ばしながら再剥離する際に必要な応力が大きくなりすぎないため好ましい。
なお、本明細書において、「基材層の平均厚み」とは、前記基材層を、長さ方向に100mm間隔で5箇所、長さ方向に対して垂直な方向(「幅方向と称することもある」)に切断し、前記各切断面において幅方向に100mm間隔で5点の厚みをTH-104 紙・フィルム用厚さ測定機(テスター産業株式会社製)を用いて測定した、合計25点の厚みの平均値を指す。
前記基材層の平均厚みとしては、特に制限はなく、使用目的等に応じて適宜選択することができるが、10μm~500μmであることが好ましく、10μm~300μmであることがより好ましく、20μm~200μmであることが更に好ましく、20μm~100μmであることが特に好ましい。前記基材層の平均厚みが前記好ましい範囲内であると、被着体の歪みに対して粘着シートが追従し易く高い接着強度を得易く、前記基材層を有する粘着シートを、前記被着体の貼付面に対して水平方向~垂直方向に引き伸ばしながら再剥離する際に必要な応力が大きくなりすぎないため好ましい。
なお、本明細書において、「基材層の平均厚み」とは、前記基材層を、長さ方向に100mm間隔で5箇所、長さ方向に対して垂直な方向(「幅方向と称することもある」)に切断し、前記各切断面において幅方向に100mm間隔で5点の厚みをTH-104 紙・フィルム用厚さ測定機(テスター産業株式会社製)を用いて測定した、合計25点の厚みの平均値を指す。
<<粘着層の平均厚み/基材層の平均厚み>>
前記粘着層と前記基材層との厚みの比率としては、特に制限はなく、目的に応じて適宜選択することができるが、[粘着層の平均厚み/基材層の平均厚み]で表される、前記基材層の平均厚みに対する前記粘着層の平均厚みの比率が、1/5~5/1であることが好ましく、1/3~3/1であることがより好ましく、1/1~2/1であることが更に好ましい。前記基材層の平均厚みに対する前記粘着層の平均厚みの比率が前記好ましい範囲内にあると、前記粘着シートの優れた接着性と再剥離性を得ることができる。一方、前記比率が5/1より大きいと、前記粘着シートの再剥離工程で前記粘着層のみが被着体に残存してしまう可能性がある。また、前記比率が1/5より小さいと、被着体の表面が凹凸形状などの場合に粘着層が追従できずに顕著に接着強度が低下してしまう懸念がある。
前記粘着層と前記基材層との厚みの比率としては、特に制限はなく、目的に応じて適宜選択することができるが、[粘着層の平均厚み/基材層の平均厚み]で表される、前記基材層の平均厚みに対する前記粘着層の平均厚みの比率が、1/5~5/1であることが好ましく、1/3~3/1であることがより好ましく、1/1~2/1であることが更に好ましい。前記基材層の平均厚みに対する前記粘着層の平均厚みの比率が前記好ましい範囲内にあると、前記粘着シートの優れた接着性と再剥離性を得ることができる。一方、前記比率が5/1より大きいと、前記粘着シートの再剥離工程で前記粘着層のみが被着体に残存してしまう可能性がある。また、前記比率が1/5より小さいと、被着体の表面が凹凸形状などの場合に粘着層が追従できずに顕著に接着強度が低下してしまう懸念がある。
<<基材層の形成方法>>
前記基材層を形成する方法としては、特に制限はなく、公知の方法の中から、前記粘着シートに必要な機械的強度などに応じて適宜選択することができ、例えば、ヒートプレス法、押し出し成型によるキヤスト法、一軸延伸法、逐次二次延伸法、同時二軸延伸法、インフレーション法、チューブ法、カレンダー法、溶液法などが挙げられる。これらの方法は、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、押し出し成型によるキヤスト法、インフレーション法、チューブ法、カレンダー法、溶液法が、前記基材層に好適な柔軟性や伸張性を付与する上で好ましい。
前記基材層を形成する方法としては、特に制限はなく、公知の方法の中から、前記粘着シートに必要な機械的強度などに応じて適宜選択することができ、例えば、ヒートプレス法、押し出し成型によるキヤスト法、一軸延伸法、逐次二次延伸法、同時二軸延伸法、インフレーション法、チューブ法、カレンダー法、溶液法などが挙げられる。これらの方法は、1種単独で使用してもよく、2種以上を併用してもよい。これらの中でも、押し出し成型によるキヤスト法、インフレーション法、チューブ法、カレンダー法、溶液法が、前記基材層に好適な柔軟性や伸張性を付与する上で好ましい。
なお、前記基材層は、前記粘着層との密着性をより一層向上させることを目的として、表面処理が施されたものであってもよい。
前記表面処理法としては、特に制限はなく、公知の方法の中から、前記粘着シートの特性を損なわない範囲で適宜選択することができ、例えば、サンドブラスト法、表面研磨・摩擦法、コロナ放電処理法、クロム酸処理法、火炎処理法、熱風処理法、オゾン処理法、紫外線照射処理法、酸化処理法などが挙げられる。
前記表面処理法としては、特に制限はなく、公知の方法の中から、前記粘着シートの特性を損なわない範囲で適宜選択することができ、例えば、サンドブラスト法、表面研磨・摩擦法、コロナ放電処理法、クロム酸処理法、火炎処理法、熱風処理法、オゾン処理法、紫外線照射処理法、酸化処理法などが挙げられる。
<その他の層>
前記粘着シートにおける前記その他の層としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、プライマー層、帯電防止層、不燃層、加飾層、導電層、熱伝導層、離型層などが挙げられる。
前記粘着シートにおける前記その他の層としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、プライマー層、帯電防止層、不燃層、加飾層、導電層、熱伝導層、離型層などが挙げられる。
上記したような粘着層及び基材層を少なくとも有し、必要に応じて更に前記その他の層を有する前記粘着シートは、以下のような特性を有することが好ましい。
<粘着シートの硬度(ショアA硬度)>
前記粘着シートの硬度(ショアA硬度)としては、特に制限はなく、目的に応じて適宜選択することができるが、10~90が好ましく、20~85がより好ましく、64~85が更に好ましい。前記粘着シートのショアA硬度が前記好ましい範囲内であると、前記粘着シートの引き剥がしによる再剥離作業が容易になる。一方、前記ショアA硬度が、10未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、90を超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、引き伸ばすための応力が高くなりすぎることで再剥離することができないことがある。
前記粘着シートのショアA硬度は、デュロメータ(スプリング式ゴム硬度計)(型式:GS-719G、株式会社テクロック製)を用い、JIS K 6253に準拠して測定した値を指す。
前記粘着シートの硬度(ショアA硬度)としては、特に制限はなく、目的に応じて適宜選択することができるが、10~90が好ましく、20~85がより好ましく、64~85が更に好ましい。前記粘着シートのショアA硬度が前記好ましい範囲内であると、前記粘着シートの引き剥がしによる再剥離作業が容易になる。一方、前記ショアA硬度が、10未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、90を超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、引き伸ばすための応力が高くなりすぎることで再剥離することができないことがある。
前記粘着シートのショアA硬度は、デュロメータ(スプリング式ゴム硬度計)(型式:GS-719G、株式会社テクロック製)を用い、JIS K 6253に準拠して測定した値を指す。
<粘着シートの25%伸長時応力>
前記粘着シートの25%伸長時応力としては、0.15Mpa~82Mpaであるが、0.15Mpa~10Mpaが好ましく、0.15Mpa~5Mpaがより好ましく、0.15Mpa~2Mpaが更に好ましい。前記粘着シートの25%伸長時応力が0.15Mpa~82Mpaであると、前記粘着シートとして好適な接着強度を得ることができ、伸長剥離する際でも比較的容易に引き剥がすことが可能となる。一方、前記粘着シートの25%伸長時応力が、0.15Mpa未満であると、硬質な被着体同士を固定していながら前記粘着シートのせん断方向への荷重が生じた場合に前記粘着シートが剥がれてしまう。また、前記粘着シートの25%伸長時応力が、82Mpaを超えると、前記粘着シートを引き剥がす際、該粘着シートを伸長させるために必要な力が過大となってしまう。
前記粘着シートの25%伸長時応力は、前記粘着シートを、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、25%伸長したときに測定した応力値を指す。
前記粘着シートの25%伸長時応力としては、0.15Mpa~82Mpaであるが、0.15Mpa~10Mpaが好ましく、0.15Mpa~5Mpaがより好ましく、0.15Mpa~2Mpaが更に好ましい。前記粘着シートの25%伸長時応力が0.15Mpa~82Mpaであると、前記粘着シートとして好適な接着強度を得ることができ、伸長剥離する際でも比較的容易に引き剥がすことが可能となる。一方、前記粘着シートの25%伸長時応力が、0.15Mpa未満であると、硬質な被着体同士を固定していながら前記粘着シートのせん断方向への荷重が生じた場合に前記粘着シートが剥がれてしまう。また、前記粘着シートの25%伸長時応力が、82Mpaを超えると、前記粘着シートを引き剥がす際、該粘着シートを伸長させるために必要な力が過大となってしまう。
前記粘着シートの25%伸長時応力は、前記粘着シートを、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、25%伸長したときに測定した応力値を指す。
<粘着シートの破断点応力>
前記粘着シートの破断点応力としては、特に制限はなく、目的に応じて適宜選択することができるが、1.5MPa~100.0MPaが好ましく、5.0MPa~50.0MPaがより好ましく、5.0MPa~40.0MPaが更に好ましく、5.0MPa~35.0MPaが特に好ましい。前記粘着シートの破断点応力が、前記好ましい範囲内であると、前記粘着シートを引き伸ばして剥がす際にも該粘着シートが千切れてしまうことを抑制することができ、該粘着シートを伸長させるための荷重が過剰になり過ぎないため引き剥がしによる再剥離作業が容易になる。一方、前記粘着シートの破断点応力が、1.5MPa未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、100.0MPaを超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、十分に引き伸ばすことができず再剥離することができないことがある。なお、前記粘着シートを引き伸ばして変形させる際に必要な力は、該粘着シートの厚みにも依存することになり、例えば、前記粘着シートの厚みが厚く破断点応力が高い粘着シートを引き伸ばして再剥離しようとした場合にも、十分に引き伸ばすことができず再剥離することができないことがある。
前記粘着シートの破断点応力は、前記粘着シートを、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した応力値を指す。
前記粘着シートの破断点応力としては、特に制限はなく、目的に応じて適宜選択することができるが、1.5MPa~100.0MPaが好ましく、5.0MPa~50.0MPaがより好ましく、5.0MPa~40.0MPaが更に好ましく、5.0MPa~35.0MPaが特に好ましい。前記粘着シートの破断点応力が、前記好ましい範囲内であると、前記粘着シートを引き伸ばして剥がす際にも該粘着シートが千切れてしまうことを抑制することができ、該粘着シートを伸長させるための荷重が過剰になり過ぎないため引き剥がしによる再剥離作業が容易になる。一方、前記粘着シートの破断点応力が、1.5MPa未満であると、前記粘着シートを引き伸ばして剥がす際に該粘着シートが千切れてしまうことがあり、100.0MPaを超えると、前記粘着シートを引き伸ばして再剥離しようとした場合に、十分に引き伸ばすことができず再剥離することができないことがある。なお、前記粘着シートを引き伸ばして変形させる際に必要な力は、該粘着シートの厚みにも依存することになり、例えば、前記粘着シートの厚みが厚く破断点応力が高い粘着シートを引き伸ばして再剥離しようとした場合にも、十分に引き伸ばすことができず再剥離することができないことがある。
前記粘着シートの破断点応力は、前記粘着シートを、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した応力値を指す。
<粘着シートの破断点伸度>
前記粘着シートの破断点伸度としては、特に制限はなく、目的に応じて適宜選択することができるが、500%~2,000%が好ましく、600%~1,800%がより好ましく、800%~1,800%が更に好ましい。前記粘着シートの破断点伸度が500%以上であると、前記粘着シートが強固に被着体に接着している場合でも、該粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばすための応力が大きくなり過ぎず、引き剥がす際においても該粘着シートが過剰に伸びすぎることなく容易に引き剥がすことができる。また、前記破断点伸度が2,000%以下であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎず小スペースでの作業が可能となる。一方、前記破断点伸度が、500%未満であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばして剥がす際に破断を伴って剥がせないことがあり、1,300%を超えると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎるため作業性が悪くなることがある。
前記粘着シートの破断点伸度は、前記粘着シートを、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した引張伸び率を指す。
前記粘着シートの破断点伸度としては、特に制限はなく、目的に応じて適宜選択することができるが、500%~2,000%が好ましく、600%~1,800%がより好ましく、800%~1,800%が更に好ましい。前記粘着シートの破断点伸度が500%以上であると、前記粘着シートが強固に被着体に接着している場合でも、該粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばすための応力が大きくなり過ぎず、引き剥がす際においても該粘着シートが過剰に伸びすぎることなく容易に引き剥がすことができる。また、前記破断点伸度が2,000%以下であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎず小スペースでの作業が可能となる。一方、前記破断点伸度が、500%未満であると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばして剥がす際に破断を伴って剥がせないことがあり、1,300%を超えると、前記粘着シートを再剥離する際に、前記被着体の貼付面に対して水平方向~垂直方向への引き伸ばし距離が長くなりすぎるため作業性が悪くなることがある。
前記粘着シートの破断点伸度は、前記粘着シートを、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張り、破断したときに測定した引張伸び率を指す。
<粘着シートの再剥離性(垂直方向伸張剥離)>
前記粘着シートは、伸長方向が被着体の貼付面に対して垂直方向(90°方向)であっても容易に伸長剥離できるものである。本明細書において、前記粘着シートを被着体の貼付面に対して垂直方向に伸長剥離した場合の張剥性を、「再剥離性(垂直方向伸張剥離)」と称する。前記再剥離性(垂直方向伸張剥離)は、例えば、後述する実施例における<<再剥離性(垂直方向伸張剥離)の評価>>に記載の方法で確認することができる。前記再剥離性(垂直方向伸張剥離)の評価において、前記粘着シートが千切れにくく、前記粘着シート剥離後の被着体における粘着剤組成物の残留が少ないものが再剥離性(垂直方向伸張剥離)に優れる粘着シートであり、前記粘着シートが千切れず、前記粘着シート剥離後の被着体における粘着剤組成物の残留がないものが再剥離性(垂直方向伸張剥離)により優れる粘着シートである。
前記粘着シートは、伸長方向が被着体の貼付面に対して垂直方向(90°方向)であっても容易に伸長剥離できるものである。本明細書において、前記粘着シートを被着体の貼付面に対して垂直方向に伸長剥離した場合の張剥性を、「再剥離性(垂直方向伸張剥離)」と称する。前記再剥離性(垂直方向伸張剥離)は、例えば、後述する実施例における<<再剥離性(垂直方向伸張剥離)の評価>>に記載の方法で確認することができる。前記再剥離性(垂直方向伸張剥離)の評価において、前記粘着シートが千切れにくく、前記粘着シート剥離後の被着体における粘着剤組成物の残留が少ないものが再剥離性(垂直方向伸張剥離)に優れる粘着シートであり、前記粘着シートが千切れず、前記粘着シート剥離後の被着体における粘着剤組成物の残留がないものが再剥離性(垂直方向伸張剥離)により優れる粘着シートである。
<粘着シートの耐衝撃性>
前記粘着シートは、耐衝撃性も優れるものである。前記耐衝撃性は、例えば、後述する実施例における<<耐衝撃性の評価>>に記載の方法で確認することができる。前記耐衝撃性の評価において、粘着シートの剥がれ又は破壊が生じる撃芯の高さとしては、本発明の効果を損なわない範囲で適宜選択することができるが、30cm以上であることが好ましく、40cm以上であることがより好ましく、50cm以上であることが更に好ましく、60cm以上であることが特に好ましい。前記高さが30cm未満であると、十分な耐衝撃性を得ることができない。
前記粘着シートは、耐衝撃性も優れるものである。前記耐衝撃性は、例えば、後述する実施例における<<耐衝撃性の評価>>に記載の方法で確認することができる。前記耐衝撃性の評価において、粘着シートの剥がれ又は破壊が生じる撃芯の高さとしては、本発明の効果を損なわない範囲で適宜選択することができるが、30cm以上であることが好ましく、40cm以上であることがより好ましく、50cm以上であることが更に好ましく、60cm以上であることが特に好ましい。前記高さが30cm未満であると、十分な耐衝撃性を得ることができない。
<粘着シートの180°ピール接着力>
前記粘着シートの180°ピール接着力としては、特に制限はなく、目的に応じて適宜選択することができるが、3N/20mm~35N/20mmが好ましく、4N/20mm~30N/20mmがより好ましく、5N/20mm~25N/20mmが更に好ましい。前記180°ピール接着力が、前記好ましい範囲内であると、被着体からの剥がれやズレを引き起こさず適度な接着力を有しながら、該粘着シートを前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばして再剥離する際に、容易に引き剥がすことができる。
前記粘着シートの180°ピール接着力は、JIS Z 0237に準拠して測定して測定した値を指す。
前記粘着シートの180°ピール接着力としては、特に制限はなく、目的に応じて適宜選択することができるが、3N/20mm~35N/20mmが好ましく、4N/20mm~30N/20mmがより好ましく、5N/20mm~25N/20mmが更に好ましい。前記180°ピール接着力が、前記好ましい範囲内であると、被着体からの剥がれやズレを引き起こさず適度な接着力を有しながら、該粘着シートを前記被着体の貼付面に対して水平方向~垂直方向へ引き伸ばして再剥離する際に、容易に引き剥がすことができる。
前記粘着シートの180°ピール接着力は、JIS Z 0237に準拠して測定して測定した値を指す。
<粘着シートのせん断接着力>
前記粘着シートは、該粘着シートのせん断方向への荷重が生じた場合であっても剥がれにくく、優れたせん断接着力を有するものである。なお、前記せん断方向とは、前記粘着シートの厚み方向に対して垂直な方向であれば特に制限はない。
前記粘着シートのせん断接着力としては、本発明の効果を損なわない範囲で適宜選択することができるが、100N/4cm2以上が好ましく、120N/4cm2以上がより好ましく、150N/4cm2以上が更に好ましく、200N/4cm2以上が特に好ましい。前記せん断接着力が、前記好ましい範囲内であると、前記粘着シートで固定する被着体にせん断方向の応力が掛かった場合のズレを抑制することができる。
前記粘着シートのせん断接着力は、例えば、後述する実施例における<<せん断接着力の評価>>に記載の方法で確認することができる。
前記粘着シートは、該粘着シートのせん断方向への荷重が生じた場合であっても剥がれにくく、優れたせん断接着力を有するものである。なお、前記せん断方向とは、前記粘着シートの厚み方向に対して垂直な方向であれば特に制限はない。
前記粘着シートのせん断接着力としては、本発明の効果を損なわない範囲で適宜選択することができるが、100N/4cm2以上が好ましく、120N/4cm2以上がより好ましく、150N/4cm2以上が更に好ましく、200N/4cm2以上が特に好ましい。前記せん断接着力が、前記好ましい範囲内であると、前記粘着シートで固定する被着体にせん断方向の応力が掛かった場合のズレを抑制することができる。
前記粘着シートのせん断接着力は、例えば、後述する実施例における<<せん断接着力の評価>>に記載の方法で確認することができる。
<粘着シートの割裂接着力>
前記粘着シートは、該粘着シートの割裂方向(「厚み方向」と称することもある)への荷重が生じた場合であっても剥がれにくく、優れた割裂接着力を有するものである。前記粘着シートの割裂接着力としては、本発明の効果を損なわない範囲で適宜選択することができるが、80N/4cm2以上が好ましく、100N/4cm2以上がより好ましく、120N/4cm2以上が更に好ましい。前記割裂接着力が、前記好ましい範囲内であると、前記粘着シートで固定する被着体に割裂方向の応力が掛かった場合の剥がれを抑制することができる。
前記粘着シートの割裂接着力は、例えば、後述する実施例における<<割裂接着力の評価>>に記載の方法で確認することができる。
前記粘着シートは、該粘着シートの割裂方向(「厚み方向」と称することもある)への荷重が生じた場合であっても剥がれにくく、優れた割裂接着力を有するものである。前記粘着シートの割裂接着力としては、本発明の効果を損なわない範囲で適宜選択することができるが、80N/4cm2以上が好ましく、100N/4cm2以上がより好ましく、120N/4cm2以上が更に好ましい。前記割裂接着力が、前記好ましい範囲内であると、前記粘着シートで固定する被着体に割裂方向の応力が掛かった場合の剥がれを抑制することができる。
前記粘着シートの割裂接着力は、例えば、後述する実施例における<<割裂接着力の評価>>に記載の方法で確認することができる。
<粘着シートの平均厚み>
前記粘着シートの平均厚みとしては、特に制限はなく、前記粘着層及び前記基材層の平均厚みなどに応じて適宜選択することができるが、15μm~800μmであることが好ましく、30μm~540μmであることがより好ましく、60μm~320μmであることが更に好ましく、70μm~250μmであることが特に好ましい。
なお、本明細書において、「粘着層の平均厚み」とは、前記粘着シートを、長さ方向に100mm間隔で5箇所、幅方向に切断し、前記各切断面において幅方向に100mm間隔で5点の前記粘着層の厚みをTH-104 紙・フィルム用厚さ測定機(テスター産業株式会社製)を用いて測定した、合計25点の厚みの平均値を指す。
前記粘着シートの平均厚みとしては、特に制限はなく、前記粘着層及び前記基材層の平均厚みなどに応じて適宜選択することができるが、15μm~800μmであることが好ましく、30μm~540μmであることがより好ましく、60μm~320μmであることが更に好ましく、70μm~250μmであることが特に好ましい。
なお、本明細書において、「粘着層の平均厚み」とは、前記粘着シートを、長さ方向に100mm間隔で5箇所、幅方向に切断し、前記各切断面において幅方向に100mm間隔で5点の前記粘着層の厚みをTH-104 紙・フィルム用厚さ測定機(テスター産業株式会社製)を用いて測定した、合計25点の厚みの平均値を指す。
<粘着シートの平均幅>
前記粘着シートの平均幅としては、特に制限はなく、使用目的等に応じて適宜選択することができるが、1mm~3,000mmであることが好ましく、50mm~2,500mmであることがより好ましく、400mm~2,500mmであることが更に好ましい。前記粘着シートの平均幅は、該粘着シートが固定などに使用される際は、貼付対象などに応じて適宜調整してもよい。
なお、本明細書において、「基材層の平均幅」とは、前記基材層を、長さ方向に100mm間隔で5箇所の幅を、直尺(スケール)、巻尺、コンベックス等の公知のメジャーを用いて測定した、合計5点の幅の平均値を指す。
前記粘着シートの平均幅としては、特に制限はなく、使用目的等に応じて適宜選択することができるが、1mm~3,000mmであることが好ましく、50mm~2,500mmであることがより好ましく、400mm~2,500mmであることが更に好ましい。前記粘着シートの平均幅は、該粘着シートが固定などに使用される際は、貼付対象などに応じて適宜調整してもよい。
なお、本明細書において、「基材層の平均幅」とは、前記基材層を、長さ方向に100mm間隔で5箇所の幅を、直尺(スケール)、巻尺、コンベックス等の公知のメジャーを用いて測定した、合計5点の幅の平均値を指す。
<粘着シートの製造方法>
前記粘着シートを製造する方法としては、前記粘着層及び前記基材層を有する限り、特に制限はなく、公知の方法の中から適宜選択することができるが、粘着層形成工程と、基材層形成工程と、積層工程とを含むことが好ましく、更に必要に応じて、その他の層形成工程を含む。また、前記粘着層形成工程と、前記基材層形成工程とを同時に行う多層同時形成工程により製造することもできる。
前記粘着シートを製造する方法としては、前記粘着層及び前記基材層を有する限り、特に制限はなく、公知の方法の中から適宜選択することができるが、粘着層形成工程と、基材層形成工程と、積層工程とを含むことが好ましく、更に必要に応じて、その他の層形成工程を含む。また、前記粘着層形成工程と、前記基材層形成工程とを同時に行う多層同時形成工程により製造することもできる。
<<粘着層形成工程>>
前記粘着層形成工程は、前記粘着層を形成することができる限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記「<<粘着層の形成方法>>」に記載した方法と同様の方法などが挙げられ、好ましい態様も同様である。
前記粘着層形成工程は、前記粘着層を形成することができる限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記「<<粘着層の形成方法>>」に記載した方法と同様の方法などが挙げられ、好ましい態様も同様である。
<<基材層形成工程>>
前記基材層形成工程は、前記基材層を形成することができる限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記「<<基材層の形成方法>>」に記載した方法と同様の方法などが挙げられ、好ましい態様も同様である。
前記基材層形成工程は、前記基材層を形成することができる限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記「<<基材層の形成方法>>」に記載した方法と同様の方法などが挙げられ、好ましい態様も同様である。
<<積層工程>>
前記積層工程は、前記基材層と、前記粘着層とを積層する工程である。前記基材層と前記粘着層とを積層する方法としては、特に制限はなく、公知の方法の中から適宜選択することができ、例えば、前記基材層と前記粘着層とを加圧してラミネートする方法などが挙げられる。
前記積層工程は、前記基材層と、前記粘着層とを積層する工程である。前記基材層と前記粘着層とを積層する方法としては、特に制限はなく、公知の方法の中から適宜選択することができ、例えば、前記基材層と前記粘着層とを加圧してラミネートする方法などが挙げられる。
前記粘着シートは、伸長方向が貼付対象の貼付面に対して垂直方向であっても容易に伸長剥離でき、粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れるため、薄型テレビ、家電製品、OA機器等の比較的大型の電子機器を構成する板金同士の固定や外装部品と筐体との固定、携帯電子端末、カメラ、パソコン等の比較的小型の電子機器への外装部品や電池等の剛体部品の固定などのような各産業分野での部品固定や該部品の仮固定、並びに製品情報を表示するラベルなどの用途に好適に使用できる。
以下に実施例及び比較例を挙げて本発明を具体的に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
以下の実施例1~11及び比較例1~6の粘着シート1~16の製造において、基材層における樹脂組成物(1)~(5)及び粘着層における粘着剤組成物(1)~(12)は、以下のものを使用した。
<樹脂組成物(1)>
前記樹脂組成物(1)としては、スチレン-イソプレン共重合体及びスチレン-イソプレン-スチレン共重合体の混合物(以下、「SIS」と称することがある)であり、下記化学式(1)で表されるスチレン由来の構造単位25重量%、及び前記樹脂組成物(1)の全量に対するスチレン-イソプレン共重合体の割合が17重量%のものを使用した。
前記樹脂組成物(1)としては、スチレン-イソプレン共重合体及びスチレン-イソプレン-スチレン共重合体の混合物(以下、「SIS」と称することがある)であり、下記化学式(1)で表されるスチレン由来の構造単位25重量%、及び前記樹脂組成物(1)の全量に対するスチレン-イソプレン共重合体の割合が17重量%のものを使用した。

<樹脂組成物(2)>
前記樹脂組成物(2)としては、エステル系ポリウレタン化合物(モビロンフィルムMF100T、日清紡テキスタイル株式会社製)を使用した。
前記樹脂組成物(2)としては、エステル系ポリウレタン化合物(モビロンフィルムMF100T、日清紡テキスタイル株式会社製)を使用した。
<樹脂組成物(3)>
前記樹脂組成物(3)としては、スチレン-イソプレン共重合体及びスチレン-イソプレン-スチレン共重合体の混合物(SIS)であり、前記化学式(1)で表されるスチレン由来の構造単位15重量%、及び前記樹脂組成物(3)の全量に対するスチレン-イソプレン共重合体の割合が12重量%のものを使用した。
前記樹脂組成物(3)としては、スチレン-イソプレン共重合体及びスチレン-イソプレン-スチレン共重合体の混合物(SIS)であり、前記化学式(1)で表されるスチレン由来の構造単位15重量%、及び前記樹脂組成物(3)の全量に対するスチレン-イソプレン共重合体の割合が12重量%のものを使用した。
<樹脂組成物(4)>
前記樹脂組成物(4)としては、スチレン-イソプレン共重合体及びスチレン-イソプレン-スチレン共重合体の混合物(SIS)であり、前記化学式(1)で表されるスチレン由来の構造単位15重量%、及び前記樹脂組成物(4)の全量に対するスチレン-イソプレン共重合体の割合が80重量%のものを使用した。
前記樹脂組成物(4)としては、スチレン-イソプレン共重合体及びスチレン-イソプレン-スチレン共重合体の混合物(SIS)であり、前記化学式(1)で表されるスチレン由来の構造単位15重量%、及び前記樹脂組成物(4)の全量に対するスチレン-イソプレン共重合体の割合が80重量%のものを使用した。
<樹脂組成物(5)>
前記樹脂組成物(5)としては、PETフィルム(ルミラー(登録商標)S10、厚み100μm、東レ株式会社製)を使用した。
前記樹脂組成物(5)としては、PETフィルム(ルミラー(登録商標)S10、厚み100μm、東レ株式会社製)を使用した。
<粘着剤組成物(1)の調製>
攪拌機、還流冷却管、窒素導入管、温度計、及び滴下漏斗を備えた反応容器に、n-ブチルアクリレート75.94重量部、2-エチルヘキシルアクリレート5重量部、シクロヘキシルアクリレート15重量部、アクリル酸4重量部、4-ヒドロキシブチルアクリレート0.06重量部、及び酢酸エチル200重量部を仕込み、攪拌下、窒素を吹き込みながら65℃まで昇温させて混合物(1)を得た。次に、前記混合物(1)に、予め酢酸エチルに溶解した2,2’-アゾビスイソブチロニトリル溶液4重量部(固形分2.5重量%)を添加し、攪拌下、65℃で10時間ホールドして混合物(2)を得た。次に、前記混合物(2)を酢酸エチル98重量部で希釈し、200メッシュ金網でろ過することによって、重量平均分子量160万(ポリスチレン換算)のアクリル共重合体溶液(1)溶液を得た。次に、前記アクリル共重合体溶液(1)100重量部に対して、重合ロジンエステル系粘着付与樹脂(D-125、荒川化学工業株式会社)5重量部と石油系粘着付与樹脂(FTR(登録商標)6125、三井化学株式会社製)15重量部使用とを混合攪拌したのち、酢酸エチルを加えることによって固形分31重量%の粘着剤樹脂溶液(1)を得た。
次に、得られた粘着剤樹脂溶液(1)の固形分100重量部に対して、フィラー1(水酸化アルミニウム、多角形状、BW153、日本軽金属株式会社製、体積平均粒径:18μm、粒度分布(D90/D10):12.3)を30重量部添加した後、前記粘着剤樹脂溶液(1)100重量部に対し、架橋剤(バーノックD-40、DIC株式会社製;トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7重量%、不揮発分40重量%)1.3重量部を添加して均一になるよう攪拌混合したことで、粘着剤組成物(1)を得た。
なお、前記フィラー粒子の粒度分布(D90/D10)は、レーザー回折散乱法を用いた測定機(マイクロトラック)を使用することにより前記フィラー粒子の粒子径を測定して、粒度分布に換算することで得られた値である。
攪拌機、還流冷却管、窒素導入管、温度計、及び滴下漏斗を備えた反応容器に、n-ブチルアクリレート75.94重量部、2-エチルヘキシルアクリレート5重量部、シクロヘキシルアクリレート15重量部、アクリル酸4重量部、4-ヒドロキシブチルアクリレート0.06重量部、及び酢酸エチル200重量部を仕込み、攪拌下、窒素を吹き込みながら65℃まで昇温させて混合物(1)を得た。次に、前記混合物(1)に、予め酢酸エチルに溶解した2,2’-アゾビスイソブチロニトリル溶液4重量部(固形分2.5重量%)を添加し、攪拌下、65℃で10時間ホールドして混合物(2)を得た。次に、前記混合物(2)を酢酸エチル98重量部で希釈し、200メッシュ金網でろ過することによって、重量平均分子量160万(ポリスチレン換算)のアクリル共重合体溶液(1)溶液を得た。次に、前記アクリル共重合体溶液(1)100重量部に対して、重合ロジンエステル系粘着付与樹脂(D-125、荒川化学工業株式会社)5重量部と石油系粘着付与樹脂(FTR(登録商標)6125、三井化学株式会社製)15重量部使用とを混合攪拌したのち、酢酸エチルを加えることによって固形分31重量%の粘着剤樹脂溶液(1)を得た。
次に、得られた粘着剤樹脂溶液(1)の固形分100重量部に対して、フィラー1(水酸化アルミニウム、多角形状、BW153、日本軽金属株式会社製、体積平均粒径:18μm、粒度分布(D90/D10):12.3)を30重量部添加した後、前記粘着剤樹脂溶液(1)100重量部に対し、架橋剤(バーノックD-40、DIC株式会社製;トリレンジイソシアネートのトリメチロールプロパンアダクト体、イソシアネート基含有率7重量%、不揮発分40重量%)1.3重量部を添加して均一になるよう攪拌混合したことで、粘着剤組成物(1)を得た。
なお、前記フィラー粒子の粒度分布(D90/D10)は、レーザー回折散乱法を用いた測定機(マイクロトラック)を使用することにより前記フィラー粒子の粒子径を測定して、粒度分布に換算することで得られた値である。
<粘着剤組成物(2)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの種類及び添加量を下記表1に示す種類及び添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(2)を調製した。
なお、フィラー2は、ニッケルパウダー(Type123、インコ社製、多角形状、体積平均粒径:11.9μm)であり、前記フィラー1と同様の方法で測定した粒度分布(D90/D10)は、4.2である。
前記「粘着剤組成物(1)の調製」において、フィラーの種類及び添加量を下記表1に示す種類及び添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(2)を調製した。
なお、フィラー2は、ニッケルパウダー(Type123、インコ社製、多角形状、体積平均粒径:11.9μm)であり、前記フィラー1と同様の方法で測定した粒度分布(D90/D10)は、4.2である。
<粘着剤組成物(3)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの種類を下記表2に示す種類に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(3)を調製した。
なお、フィラー3は、水酸化アルミニウム(B303、日本軽金属株式会社製、多角形状、体積平均粒径:23μm)であり、前記フィラー1と同様の方法で測定した粒度分布(D90/D10)は、18.5である。
前記「粘着剤組成物(1)の調製」において、フィラーの種類を下記表2に示す種類に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(3)を調製した。
なお、フィラー3は、水酸化アルミニウム(B303、日本軽金属株式会社製、多角形状、体積平均粒径:23μm)であり、前記フィラー1と同様の方法で測定した粒度分布(D90/D10)は、18.5である。
<粘着剤組成物(4)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの種類を下記表2に示す種類に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(4)を調製した。
なお、フィラー4は、水酸化アルミニウム(BE033、日本軽金属株式会社製、多角形状、体積平均粒径:3μm)であり、前記フィラー1と同様の方法で測定した粒度分布(D90/D10)は、5.8である。
前記「粘着剤組成物(1)の調製」において、フィラーの種類を下記表2に示す種類に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(4)を調製した。
なお、フィラー4は、水酸化アルミニウム(BE033、日本軽金属株式会社製、多角形状、体積平均粒径:3μm)であり、前記フィラー1と同様の方法で測定した粒度分布(D90/D10)は、5.8である。
<粘着剤組成物(5)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表2に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(5)を調製した。
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表2に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(5)を調製した。
<粘着剤組成物(6)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表2に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(6)を調製した。
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表2に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(6)を調製した。
<粘着剤組成物(7)の調製>
攪拌機、還流冷却管、窒素導入管、温度計、及び滴下漏斗を備えた反応容器に、n-ブチルアクリレート97.97重量部、アクリル酸2.0重量部、4-ヒドロキシブチルアクリレート0.03重量部、及び重合開始剤としての2,2’-アゾビスイソブチロニトリル0.1重量部を、酢酸エチル100重量部からなる溶剤に溶解し、70℃で12時間重合して、重量平均分子量が200万(ポリスチレン換算)のアクリル共重合体溶液(2)を得た。次に、前記アクリル共重合体溶液(2)100重量部に対して、不均化ロジンのグリセリンエステル(スーパーエステルA100、荒川化学工業株式会社)25重量部と、重合ロジンのペンタエリスリトールエステル(ペンセルD135、荒川化学工業株式会社製、)5重量部と、スチレン系石油樹脂(FTR(登録商標)6100、三井化学株式会社製)20重量部とを添加し、酢酸エチルを加えて均一に混合し、固形分31重量%の粘着剤溶液(2)を得た。
次に、得られた粘着剤樹脂溶液(2)の固形分100重量部に対して、フィラー1(水酸化アルミニウム、BW153、日本軽金属株式会社製、体積平均粒径:18μm、粒度分布(D90/D10):12.3)を30重量部添加した後で、前記粘着剤樹脂溶液(2)100重量部に対し、イソシアネート系架橋剤(コロネートL-45、日本ポリウレタン工業株式会社製、不揮発分45重量%)1.3重量部を添加し、均一になるよう攪拌混合することで粘着剤組成物(7)を得た。
攪拌機、還流冷却管、窒素導入管、温度計、及び滴下漏斗を備えた反応容器に、n-ブチルアクリレート97.97重量部、アクリル酸2.0重量部、4-ヒドロキシブチルアクリレート0.03重量部、及び重合開始剤としての2,2’-アゾビスイソブチロニトリル0.1重量部を、酢酸エチル100重量部からなる溶剤に溶解し、70℃で12時間重合して、重量平均分子量が200万(ポリスチレン換算)のアクリル共重合体溶液(2)を得た。次に、前記アクリル共重合体溶液(2)100重量部に対して、不均化ロジンのグリセリンエステル(スーパーエステルA100、荒川化学工業株式会社)25重量部と、重合ロジンのペンタエリスリトールエステル(ペンセルD135、荒川化学工業株式会社製、)5重量部と、スチレン系石油樹脂(FTR(登録商標)6100、三井化学株式会社製)20重量部とを添加し、酢酸エチルを加えて均一に混合し、固形分31重量%の粘着剤溶液(2)を得た。
次に、得られた粘着剤樹脂溶液(2)の固形分100重量部に対して、フィラー1(水酸化アルミニウム、BW153、日本軽金属株式会社製、体積平均粒径:18μm、粒度分布(D90/D10):12.3)を30重量部添加した後で、前記粘着剤樹脂溶液(2)100重量部に対し、イソシアネート系架橋剤(コロネートL-45、日本ポリウレタン工業株式会社製、不揮発分45重量%)1.3重量部を添加し、均一になるよう攪拌混合することで粘着剤組成物(7)を得た。
<粘着剤組成物(8)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの種類を下記表2に示す種類に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(12)を調製した。
なお、フィラー5は、シリコーン粒子(KMP-601、信越化学工業株式会社製、球状、体積平均粒径:12μm)であり、前記フィラー1と同様の方法で測定した、粒度分布(D90/D10)は4.4である。
前記「粘着剤組成物(1)の調製」において、フィラーの種類を下記表2に示す種類に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(12)を調製した。
なお、フィラー5は、シリコーン粒子(KMP-601、信越化学工業株式会社製、球状、体積平均粒径:12μm)であり、前記フィラー1と同様の方法で測定した、粒度分布(D90/D10)は4.4である。
<粘着剤組成物(9)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーを添加しなかったこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(9)を調製した。
前記「粘着剤組成物(1)の調製」において、フィラーを添加しなかったこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(9)を調製した。
<粘着剤組成物(10)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表3に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(10)を調製した。
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表3に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(10)を調製した。
<粘着剤組成物(11)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表3に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(11)を調製した。
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表3に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(11)を調製した。
<粘着剤組成物(12)の調製>
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表3に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(12)を調製した。
前記「粘着剤組成物(1)の調製」において、フィラーの添加量を下記表3に示す添加量に変更したこと以外は、前記「粘着剤組成物(1)の調製」と同様の方法で粘着剤組成物(12)を調製した。
(実施例1:粘着シート(1)の製造)
前記粘着剤組成物(1)をアプリケーターにより乾燥後の厚みが50μmになるように離型ライナー(フィルムバイナ75E‐0010GT、藤森工業株式会社製、以下同様)上に塗布し、80℃にて3分間乾燥させることによって粘着層を作製した。
次に、前記樹脂組成物(1)にトルエンを添加して均一になる様に攪拌し、アプリケーターにより乾燥後の厚みが50μmになるように離型ライナー上に塗布し、60℃にて5分間乾燥させることによって基材層を作製した。
前記基材層の離型ライナーを剥離後、該基材層の両面に、離型ライナーを剥離した前記粘着層を貼り合わせ、前記基材層と前記粘着層との積層構造物に対して0.2MPaで加圧してラミネートすることによって、粘着シート(1)を製造した。
前記粘着剤組成物(1)をアプリケーターにより乾燥後の厚みが50μmになるように離型ライナー(フィルムバイナ75E‐0010GT、藤森工業株式会社製、以下同様)上に塗布し、80℃にて3分間乾燥させることによって粘着層を作製した。
次に、前記樹脂組成物(1)にトルエンを添加して均一になる様に攪拌し、アプリケーターにより乾燥後の厚みが50μmになるように離型ライナー上に塗布し、60℃にて5分間乾燥させることによって基材層を作製した。
前記基材層の離型ライナーを剥離後、該基材層の両面に、離型ライナーを剥離した前記粘着層を貼り合わせ、前記基材層と前記粘着層との積層構造物に対して0.2MPaで加圧してラミネートすることによって、粘着シート(1)を製造した。
(実施例2:粘着シート(2)の製造)
実施例1の粘着シート(1)の製造において、基材層の厚み及び粘着層の厚みを表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(2)を製造した。
実施例1の粘着シート(1)の製造において、基材層の厚み及び粘着層の厚みを表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(2)を製造した。
(実施例3:粘着シート(3)の製造)
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(3)を製造した。
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(3)を製造した。
(実施例4:粘着シート(4)の製造)
実施例1の粘着シート(1)の製造において、基材層における樹脂組成物の種類、基材層の厚み、及び粘着層の厚みを表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(4)を製造した。
実施例1の粘着シート(1)の製造において、基材層における樹脂組成物の種類、基材層の厚み、及び粘着層の厚みを表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(4)を製造した。
(実施例5:粘着シート(5)の製造)
実施例1の粘着シート(1)の製造において、基材層における樹脂組成物の種類を表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(5)を製造した。
実施例1の粘着シート(1)の製造において、基材層における樹脂組成物の種類を表1に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(5)を製造した。
(実施例6:粘着シート(6)の製造)
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(6)を製造した。
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(6)を製造した。
(実施例7:粘着シート(7)の製造)
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類を表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(7)を製造した。
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類を表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(7)を製造した。
(実施例8:粘着シート(8)の製造)
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(8)を製造した。
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(8)を製造した。
(実施例9:粘着シート(9)の製造)
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(9)を製造した。
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(9)を製造した。
(実施例10:粘着シート(10)の製造)
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚み表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(10)を製造した。
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚み表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(10)を製造した。
(実施例11:粘着シート(11)の製造)
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着シートの厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(11)を製造した。
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着シートの厚みを表2に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(11)を製造した。
(比較例1:粘着シート(12)の製造)
前記粘着剤組成物(1)をアプリケーターにより乾燥後の厚みが25μmになるように離型ライナー上に塗布し、80℃にて3分間乾燥させることによって粘着層を作製した。
基材層としてのPETフィルム(前記樹脂組成物(5))の両面に、離型ライナーを剥離した前記粘着層を貼り合わせ、前記基材層と前記粘着層との積層構造物に対して0.2MPaで加圧してラミネートすることによって、粘着シート(12)を製造した。
前記粘着剤組成物(1)をアプリケーターにより乾燥後の厚みが25μmになるように離型ライナー上に塗布し、80℃にて3分間乾燥させることによって粘着層を作製した。
基材層としてのPETフィルム(前記樹脂組成物(5))の両面に、離型ライナーを剥離した前記粘着層を貼り合わせ、前記基材層と前記粘着層との積層構造物に対して0.2MPaで加圧してラミネートすることによって、粘着シート(12)を製造した。
(比較例2:粘着シート(13)の製造)
実施例1の粘着シート(1)の製造において、基材層における樹脂組成物の種類、基材層の厚み、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(13)を製造した。
実施例1の粘着シート(1)の製造において、基材層における樹脂組成物の種類、基材層の厚み、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(13)を製造した。
(比較例3:粘着シート(14)の製造)
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(14)を製造した。
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(14)を製造した。
(比較例4:粘着シート(15)の製造)
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(15)を製造した。
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(15)を製造した。
(比較例5:粘着シート(16)の製造)
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(16)を製造した。
実施例1の粘着シート(1)の製造において、基材層の厚み、粘着剤組成物の種類、及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(16)を製造した。
(比較例5:粘着シート(17)の製造)
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(17)を製造した。
実施例1の粘着シート(1)の製造において、粘着剤組成物の種類及び粘着層の厚みを表3に記載の条件に変更したこと以外は、実施例1と同様の方法で粘着シート(17)を製造した。
実施例1~11及び比較例1~6の粘着シート(1)~(17)、並びに、これらの基材層及び粘着層の25%伸長時応力、破断点応力、及び破断点伸度は、それぞれ以下の方法で測定した。また、実施例1~11及び比較例1~6の粘着シート(1)~(17)については、硬度(ショアA)も以下の方法で測定した。また、実施例1~11及び比較例1~6の粘着シート(1)~(17)における粘着層については、フィラーの体積比も以下の方法で測定した。
<<粘着シート又は基材層の25%伸長時応力、破断点応力、及び破断点伸度の測定>>
各粘着シート又は各基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張ることで、各粘着シート又は各基材層の25%伸長時応力、破断点応力、及び破断点伸度を測定した。結果を下記表1~3に示す。
各粘着シート又は各基材層を、標線長さ20mm、幅6mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度500mm/分間で長さ方向に引っ張ることで、各粘着シート又は各基材層の25%伸長時応力、破断点応力、及び破断点伸度を測定した。結果を下記表1~3に示す。
<<粘着層の25%伸長時応力、破断点応力、及び破断点伸度の測定>>
各粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張ることで、各粘着層の25%伸長時応力、破断点応力、及び破断点伸度を測定した。結果を下記表1~3に示す。
各粘着層を、標線長さ20mm、幅10mmのダンベル状に打ち抜き、測定雰囲気23℃、50%RHの条件で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、引張速度300mm/分間で長さ方向に引っ張ることで、各粘着層の25%伸長時応力、破断点応力、及び破断点伸度を測定した。結果を下記表1~3に示す。
<<硬度の測定>>
デュロメータ(スプリング式ゴム硬度計)(型式:GS-719G、株式会社テクロック製)を用い、JIS K 6253に準拠して各粘着シートのショアA硬度を測定した。
デュロメータ(スプリング式ゴム硬度計)(型式:GS-719G、株式会社テクロック製)を用い、JIS K 6253に準拠して各粘着シートのショアA硬度を測定した。
<<粘着層のフィラー粒子の体積比の測定>>
粘着層のフィラーの体積比は、下記式(1)~(3)より算出した。
粘着剤樹脂の重量A(g)/粘着剤樹脂の密度A(g/cm3)=粘着剤樹脂の体積A(cm3) ・・・式(1)
フィラー粒子の重量B(g)/フィラー粒子の密度B(g/cm3)=フィラー粒子の体積B(cm3) ・・・式(2)
[フィラー粒子の体積B(cm3)/(粘着剤樹脂の体積A(cm3)+フィラー粒子の体積B(cm3))]×100=フィラー粒子の体積比(%) ・・・式(3)
なお、粘着剤樹脂の密度Aは1.2g/cm3、フィラー粒子の密度Bとして、水酸化アルミニウムの密度は2.42g/cm3、ニッケルの密度は8.90g/cm3、シリコーン粒子の密度は0.98g/cm3として算出した。
粘着層のフィラーの体積比は、下記式(1)~(3)より算出した。
粘着剤樹脂の重量A(g)/粘着剤樹脂の密度A(g/cm3)=粘着剤樹脂の体積A(cm3) ・・・式(1)
フィラー粒子の重量B(g)/フィラー粒子の密度B(g/cm3)=フィラー粒子の体積B(cm3) ・・・式(2)
[フィラー粒子の体積B(cm3)/(粘着剤樹脂の体積A(cm3)+フィラー粒子の体積B(cm3))]×100=フィラー粒子の体積比(%) ・・・式(3)
なお、粘着剤樹脂の密度Aは1.2g/cm3、フィラー粒子の密度Bとして、水酸化アルミニウムの密度は2.42g/cm3、ニッケルの密度は8.90g/cm3、シリコーン粒子の密度は0.98g/cm3として算出した。
また、実施例1~11及び比較例1~6の粘着シート(1)~(17)の再剥離性(垂直方向伸張剥離)、耐衝撃性、180°ピール接着力、せん断接着力、及び割裂接着力について、以下の方法で試験及び評価した。評価結果を下記表1~3に示す。
<<再剥離性(垂直方向伸張剥離)の評価>>
各粘着シートを、長さ60mm、幅10mmに切断した。このうち、長さ10mm、幅10mmを掴み手としてはみ出させた状態で、雰囲気23℃、50%RHの条件下で、前記粘着シートの一方の面に清潔で表面が平滑なアルミ板(長さ150mm、幅50mm、厚さ2mm、合金番号A1050)に貼付した。次に、前記粘着シートにおける前記アルミ板を貼付した面とは反対側の面に、清潔で表面平滑なアクリル板(長さ150mm、幅50mm、厚さ2mm、アクリライトL、色調:無色、三菱レイヨン株式会社製)を貼付し、前記アルミ板と、前記粘着シートと、前記アクリル板との積層構造物に対して5kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で3日間静置したものを試験片とした。
雰囲気23℃、50%RHの条件下で、前記試験片における前記粘着シートの掴み手部分を該粘着シートの貼付面に対して90°方向(垂直方向)にテンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用いて引張速度300mm/分間の速度で引き伸ばした。この際、粘着シートの切れの発生及び粘着シート剥離後の被着体(前記アルミ板及び前記アクリル板の少なくともいずれか)への粘着剤組成物の残留の程度を目視にて確認した。
上記方法による試験を3回行い、下記評価基準に基づき再剥離性(垂直方向伸張剥離)を評価した。結果を下記表1~3に示す。
[評価基準]
◎:粘着シートの切れの発生が、3回中、0回であった。
○:粘着シートの切れの発生が、3回中、1回であった、及び/又は、被着体に残留した粘着剤組成物の面積が初期貼付面積に対して1/5以下未満であった。
△:粘着シートの切れの発生が、3回中、1回であり、かつ、粘着シートが伸長せず、被着体に残留した粘着シートの面積が初期貼付面積に対して4/5以上であった。
×:粘着シートの切れの発生が、3回中、2回以上であった、及び/又は、粘着シートが伸長せず、再剥離できなかった。
なお、◎及び○が、使用上問題がないものである。
各粘着シートを、長さ60mm、幅10mmに切断した。このうち、長さ10mm、幅10mmを掴み手としてはみ出させた状態で、雰囲気23℃、50%RHの条件下で、前記粘着シートの一方の面に清潔で表面が平滑なアルミ板(長さ150mm、幅50mm、厚さ2mm、合金番号A1050)に貼付した。次に、前記粘着シートにおける前記アルミ板を貼付した面とは反対側の面に、清潔で表面平滑なアクリル板(長さ150mm、幅50mm、厚さ2mm、アクリライトL、色調:無色、三菱レイヨン株式会社製)を貼付し、前記アルミ板と、前記粘着シートと、前記アクリル板との積層構造物に対して5kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で3日間静置したものを試験片とした。
雰囲気23℃、50%RHの条件下で、前記試験片における前記粘着シートの掴み手部分を該粘着シートの貼付面に対して90°方向(垂直方向)にテンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用いて引張速度300mm/分間の速度で引き伸ばした。この際、粘着シートの切れの発生及び粘着シート剥離後の被着体(前記アルミ板及び前記アクリル板の少なくともいずれか)への粘着剤組成物の残留の程度を目視にて確認した。
上記方法による試験を3回行い、下記評価基準に基づき再剥離性(垂直方向伸張剥離)を評価した。結果を下記表1~3に示す。
[評価基準]
◎:粘着シートの切れの発生が、3回中、0回であった。
○:粘着シートの切れの発生が、3回中、1回であった、及び/又は、被着体に残留した粘着剤組成物の面積が初期貼付面積に対して1/5以下未満であった。
△:粘着シートの切れの発生が、3回中、1回であり、かつ、粘着シートが伸長せず、被着体に残留した粘着シートの面積が初期貼付面積に対して4/5以上であった。
×:粘着シートの切れの発生が、3回中、2回以上であった、及び/又は、粘着シートが伸長せず、再剥離できなかった。
なお、◎及び○が、使用上問題がないものである。
<<耐衝撃性の評価>>
各粘着シートを、長さ20mm、幅5mmに切断したものを、それぞれ2枚用意した。図1に示すように、アクリル板(長さ50mm、幅50mm、厚さ2mm、アクリライトL、色調:無色、三菱レイヨン株式会社製)2に、前記粘着シート1を40mmの間隔をあけて平行に貼付した。次に、図2に示すように、前記粘着シート1を貼付したアクリル板2を、ABS板(長さ150mm、幅100mm、厚さ2mm、タフエースR、住友ベークライト社製、色相:ナチュラル、シボなし)3の中央部に貼付し、前記アクリル板2と、前記粘着シート1と、前記ABS板3との積層構造物に対して2kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気40℃、50%RHの条件下で24時間静置したものを試験片とした。
デュポン衝撃試験機(テスター産業株式会社製)の台座の上に、図3に示すように、コの字型測定台(長さ150mm、幅100mm、高さ45mm、厚さ5mmのアルミ製)4を設置し、その上に前記試験片を、該試験片におけるアクリル板2が下向きになるようにして載せた(図3)。雰囲気23℃、50%RHの条件下で、ステンレス製の撃芯(直径25mm、重量300g)5を、ABS板3側からABS板3の中心部分に落下させた。このとき、撃芯5の高さを10cmから開始して10cmずつ変化させながら、高さ毎に10秒間隔で撃芯5を5回落下させ、前記試験片における粘着シートの剥がれ又は破壊が認められた時の高さを測定し、下記評価基準に基づき耐衝撃性を評価した。結果を下記表1~3に示す。
[評価基準]
◎:撃芯5を高さ60cm以上から落下させた場合に、粘着シートの剥がれ又は破壊がなかった。
○:撃芯5を高さ30cm~50cmから落下させた場合に、粘着シートの剥がれ又は破壊がなかった。
△:撃芯5を高さ10cm以上30cm未満から落下させた場合に、粘着シートの剥がれ又は破壊が生じた。
×:撃芯5の高さが10cmの時点で、粘着シートの剥がれ又は破壊が生じた。
なお、◎及び○が、使用上問題がないものである。
各粘着シートを、長さ20mm、幅5mmに切断したものを、それぞれ2枚用意した。図1に示すように、アクリル板(長さ50mm、幅50mm、厚さ2mm、アクリライトL、色調:無色、三菱レイヨン株式会社製)2に、前記粘着シート1を40mmの間隔をあけて平行に貼付した。次に、図2に示すように、前記粘着シート1を貼付したアクリル板2を、ABS板(長さ150mm、幅100mm、厚さ2mm、タフエースR、住友ベークライト社製、色相:ナチュラル、シボなし)3の中央部に貼付し、前記アクリル板2と、前記粘着シート1と、前記ABS板3との積層構造物に対して2kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気40℃、50%RHの条件下で24時間静置したものを試験片とした。
デュポン衝撃試験機(テスター産業株式会社製)の台座の上に、図3に示すように、コの字型測定台(長さ150mm、幅100mm、高さ45mm、厚さ5mmのアルミ製)4を設置し、その上に前記試験片を、該試験片におけるアクリル板2が下向きになるようにして載せた(図3)。雰囲気23℃、50%RHの条件下で、ステンレス製の撃芯(直径25mm、重量300g)5を、ABS板3側からABS板3の中心部分に落下させた。このとき、撃芯5の高さを10cmから開始して10cmずつ変化させながら、高さ毎に10秒間隔で撃芯5を5回落下させ、前記試験片における粘着シートの剥がれ又は破壊が認められた時の高さを測定し、下記評価基準に基づき耐衝撃性を評価した。結果を下記表1~3に示す。
[評価基準]
◎:撃芯5を高さ60cm以上から落下させた場合に、粘着シートの剥がれ又は破壊がなかった。
○:撃芯5を高さ30cm~50cmから落下させた場合に、粘着シートの剥がれ又は破壊がなかった。
△:撃芯5を高さ10cm以上30cm未満から落下させた場合に、粘着シートの剥がれ又は破壊が生じた。
×:撃芯5の高さが10cmの時点で、粘着シートの剥がれ又は破壊が生じた。
なお、◎及び○が、使用上問題がないものである。
<<180°ピール接着力の評価>>
180°ピール接着力は、JIS Z 0237に準拠して測定した。具体的には、各粘着シートを、長さ150mm、幅20mmに切断し、該粘着シートの一方の面に、厚さ25μmのPETフィルムで裏打ちした。次に、前記粘着シートの他方の面を、雰囲気23℃、50%RHの条件下でステンレス板(長さ100mm、幅30mm、厚さ3mm)に貼付し、前記粘着シートと、前記ステンレス板との積層構造物に対して2kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で1時間静置したものを試験片とした。
前記試験片における粘着シートを、雰囲気23℃、50%RHの条件下で、180°方向(水平方向)にテンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用いて引張速度300mm/分間の速度で引き伸ばし、前記粘着シートの180°ピール接着力を測定した。
180°ピール接着力は、JIS Z 0237に準拠して測定した。具体的には、各粘着シートを、長さ150mm、幅20mmに切断し、該粘着シートの一方の面に、厚さ25μmのPETフィルムで裏打ちした。次に、前記粘着シートの他方の面を、雰囲気23℃、50%RHの条件下でステンレス板(長さ100mm、幅30mm、厚さ3mm)に貼付し、前記粘着シートと、前記ステンレス板との積層構造物に対して2kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で1時間静置したものを試験片とした。
前記試験片における粘着シートを、雰囲気23℃、50%RHの条件下で、180°方向(水平方向)にテンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用いて引張速度300mm/分間の速度で引き伸ばし、前記粘着シートの180°ピール接着力を測定した。
<<せん断接着力の評価>>
各粘着シートを、長さ20mm、幅20mmに切断した。雰囲気23℃、50%RHの条件下で、前記粘着シートの一方の面に、耐水研磨紙(360番)でヘアライン研磨処理を施した清潔なステンレス板A(長さ100mm、幅30mm、厚さ3mm)の表面に、貼付面積が20mm×20mmになるように貼付した。次に、前記粘着シートにおける前記ステンレス板Aを貼付した面とは反対側の面に、耐水研磨紙(360番)でヘアライン研磨処理を施した清潔で表面が平滑なステンレス板B(長さ100mm、幅30mm、厚さ3mm)を貼付し、前記ステンレス板Aと、前記粘着シートと、前記ステンレス板Bとの積層構造物に対して5kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で24時間静置したものを試験片とした。
雰囲気23℃、50%RHの条件下で、前記試験片を構成するステンレス板Aを固定した状態で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、前記試験片を構成するステンレス板Bを粘着シートのせん断方向に、引張速度50mm/分間の速度で引き伸ばし、せん断接着力を測定した。結果を下記表1~3に示す。
各粘着シートを、長さ20mm、幅20mmに切断した。雰囲気23℃、50%RHの条件下で、前記粘着シートの一方の面に、耐水研磨紙(360番)でヘアライン研磨処理を施した清潔なステンレス板A(長さ100mm、幅30mm、厚さ3mm)の表面に、貼付面積が20mm×20mmになるように貼付した。次に、前記粘着シートにおける前記ステンレス板Aを貼付した面とは反対側の面に、耐水研磨紙(360番)でヘアライン研磨処理を施した清潔で表面が平滑なステンレス板B(長さ100mm、幅30mm、厚さ3mm)を貼付し、前記ステンレス板Aと、前記粘着シートと、前記ステンレス板Bとの積層構造物に対して5kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で24時間静置したものを試験片とした。
雰囲気23℃、50%RHの条件下で、前記試験片を構成するステンレス板Aを固定した状態で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、前記試験片を構成するステンレス板Bを粘着シートのせん断方向に、引張速度50mm/分間の速度で引き伸ばし、せん断接着力を測定した。結果を下記表1~3に示す。
<<割裂接着力の評価>>
各粘着シートを、長さ20mm、幅20mmに切断した。雰囲気23℃、50%RHの条件下で、前記粘着シートの一方の面に、清潔で表面平滑なアルミ板(合金番号A1050、長さ50mm、幅40mm、厚さ3mm)の表面に、貼付面積が20mm×20mmになるように貼付した。次に、前記粘着シートにおける前記アルミ板を貼付した面とは反対側の面に、清潔で表面が平滑なアルミ板(合金番号A1050、長さ50mm、幅40mm、厚さ3mm)を貼付し、前記2枚のアルミ板と、前記粘着シートとの積層構造物に対して5kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で24時間静置したものを試験片とした。
雰囲気23℃、50%RHの条件下で、前記試験片を構成するアルミ板Aを固定した状態で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、前記試験片を構成するアルミ板Bを粘着シートの割裂方向(厚み方向)に、引張速度50mm/分間の速度で引き伸ばし、割裂接着力を測定した。結果を下記表1~3に示す。
各粘着シートを、長さ20mm、幅20mmに切断した。雰囲気23℃、50%RHの条件下で、前記粘着シートの一方の面に、清潔で表面平滑なアルミ板(合金番号A1050、長さ50mm、幅40mm、厚さ3mm)の表面に、貼付面積が20mm×20mmになるように貼付した。次に、前記粘着シートにおける前記アルミ板を貼付した面とは反対側の面に、清潔で表面が平滑なアルミ板(合金番号A1050、長さ50mm、幅40mm、厚さ3mm)を貼付し、前記2枚のアルミ板と、前記粘着シートとの積層構造物に対して5kgの荷重を加えながらローラーで1往復加圧して圧着させた後、雰囲気23℃、50%RHの条件下で24時間静置したものを試験片とした。
雰囲気23℃、50%RHの条件下で、前記試験片を構成するアルミ板Aを固定した状態で、テンシロン引張試験機(型式:RTF-1210、株式会社エー・アンド・デイ製)を用い、前記試験片を構成するアルミ板Bを粘着シートの割裂方向(厚み方向)に、引張速度50mm/分間の速度で引き伸ばし、割裂接着力を測定した。結果を下記表1~3に示す。



上記表1~3の結果より、実施例1~11の粘着シートは、いずれも伸長方向が貼付対象の貼付面に対して垂直方向であっても容易に伸長剥離でき、粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れることがわかった。
一方、比較例1~6の粘着シートは、いずれも伸長方向が貼付対象の貼付面に対して垂直方向の場合に伸長剥離できず、更に比較例1、5、及び6においては耐衝撃性も悪く、比較例1においては、せん断接着力も悪いものであった。
一方、比較例1~6の粘着シートは、いずれも伸長方向が貼付対象の貼付面に対して垂直方向の場合に伸長剥離できず、更に比較例1、5、及び6においては耐衝撃性も悪く、比較例1においては、せん断接着力も悪いものであった。
本発明の態様としては、例えば、以下のものなどが挙げられる。
<1> 粘着層及び基材層を有する粘着シートであって、
前記粘着層が、フィラー粒子及び粘着剤樹脂を含有し、前記粘着層における前記フィラー粒子の含有量が、前記粘着剤樹脂100重量部に対して10重量部~90重量部であり、前記粘着層に対する前記フィラー粒子の体積比が、4%~40%であり、
前記粘着シートの25%伸長時応力が、0.15Mpa~82Mpaであることを特徴とする粘着シートである。
<2> 前記フィラー粒子の粒度分布(D90/D10)が2.5~20である前記<1>に記載の粘着シートである。
<3> 前記粘着シートのショアA硬度が10~90である前記<1>から<2>のいずれかに記載の粘着シートである。
<4> 前記粘着シートの破断点伸度(MD)が1,000%~1,800%である前記<1>から<3>のいずれかに記載の粘着シートである。
<1> 粘着層及び基材層を有する粘着シートであって、
前記粘着層が、フィラー粒子及び粘着剤樹脂を含有し、前記粘着層における前記フィラー粒子の含有量が、前記粘着剤樹脂100重量部に対して10重量部~90重量部であり、前記粘着層に対する前記フィラー粒子の体積比が、4%~40%であり、
前記粘着シートの25%伸長時応力が、0.15Mpa~82Mpaであることを特徴とする粘着シートである。
<2> 前記フィラー粒子の粒度分布(D90/D10)が2.5~20である前記<1>に記載の粘着シートである。
<3> 前記粘着シートのショアA硬度が10~90である前記<1>から<2>のいずれかに記載の粘着シートである。
<4> 前記粘着シートの破断点伸度(MD)が1,000%~1,800%である前記<1>から<3>のいずれかに記載の粘着シートである。
前記粘着シートは、伸長方向が貼付対象の貼付面に対して垂直方向であっても容易に伸長剥離でき、粘着シートの基材の厚みが薄い場合であっても千切れにくく、かつ、耐衝撃性、せん断接着力、及び割裂接着力に優れるため、薄型テレビ、家電製品、OA機器等の比較的大型の電子機器を構成する板金同士の固定や外装部品と筐体との固定、携帯電子端末、カメラ、パソコン等の比較的小型の電子機器への外装部品や電池等の剛体部品の固定などのような各産業分野での部品固定や該部品の仮固定、並びに製品情報を表示するラベルなどの用途に好適に使用できる。
1 粘着シート
2 アクリル板
3 ABS板
4 コの字型測定台
5 撃芯
2 アクリル板
3 ABS板
4 コの字型測定台
5 撃芯
Claims (4)
- 粘着層及び基材層を有する粘着シートであって、
前記粘着層が、フィラー粒子及び粘着剤樹脂を含有し、前記粘着層における前記フィラー粒子の含有量が、前記粘着剤樹脂100重量部に対して10重量部~90重量部であり、前記粘着層に対する前記フィラー粒子の体積比が、4%~40%であり、
前記粘着シートの25%伸長時応力が、0.15Mpa~82Mpaであることを特徴とする粘着シート。 - 前記フィラー粒子の粒度分布(D90/D10)が2.5~20である請求項1に記載の粘着シート。
- 前記粘着シートのショアA硬度が10~90である請求項1から2のいずれかに記載の粘着シート。
- 前記粘着シートの破断点伸度(MD)が1,000%~1,800%である請求項1から3のいずれかに記載の粘着シート。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/311,807 US20220049133A1 (en) | 2018-12-13 | 2019-08-29 | Adhesive sheet |
| DE112019006170.4T DE112019006170T5 (de) | 2018-12-13 | 2019-08-29 | Klebefolie |
| CN201980075281.8A CN113015774A (zh) | 2018-12-13 | 2019-08-29 | 粘合片 |
| KR1020217017214A KR20210101223A (ko) | 2018-12-13 | 2019-08-29 | 점착 시트 |
| JP2020559716A JP7392656B2 (ja) | 2018-12-13 | 2019-08-29 | 粘着シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018233488 | 2018-12-13 | ||
| JP2018-233488 | 2018-12-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020121605A1 true WO2020121605A1 (ja) | 2020-06-18 |
Family
ID=71076560
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/033872 WO2020121605A1 (ja) | 2018-12-13 | 2019-08-29 | 粘着シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220049133A1 (ja) |
| JP (1) | JP7392656B2 (ja) |
| KR (1) | KR20210101223A (ja) |
| CN (1) | CN113015774A (ja) |
| DE (1) | DE112019006170T5 (ja) |
| WO (1) | WO2020121605A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021039877A1 (ja) * | 2019-08-30 | 2021-03-04 | ||
| JP2022087211A (ja) * | 2019-08-30 | 2022-06-09 | Dic株式会社 | 粘着テープ |
| WO2023282008A1 (ja) * | 2021-07-06 | 2023-01-12 | 日東電工株式会社 | 両面粘着シート |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001500548A (ja) * | 1996-09-04 | 2001-01-16 | ザ・ダウ・ケミカル・カンパニー | 少なくとも1種のアルファ―オレフィンと少なくとも1種のビニリデン芳香族モノマーもしくはヒンダード脂肪族ビニリデンモノマーから作られた実質的にランダムのインターポリマーを含んで成る組成物 |
| JP2015124289A (ja) * | 2013-12-26 | 2015-07-06 | スリーエム イノベイティブ プロパティズ カンパニー | 接着テープ及びそれに用いるテープ基材 |
| JP2016504449A (ja) * | 2012-12-19 | 2016-02-12 | テーザ・ソシエタス・ヨーロピア | 再度取り外し可能な感圧接着ストリップ |
| JP2017171772A (ja) * | 2016-03-23 | 2017-09-28 | 日東電工株式会社 | 粘着シート |
| JP2018083917A (ja) * | 2016-11-25 | 2018-05-31 | Dic株式会社 | 粘着テープ |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5142218B2 (ja) * | 2006-05-26 | 2013-02-13 | 電気化学工業株式会社 | テ−プ基材及び粘着テープ |
| US9786541B2 (en) * | 2011-09-30 | 2017-10-10 | Lintec Corporation | Dicing sheet with protective film forming layer and chip fabrication method |
| EP2771427B1 (de) * | 2011-10-24 | 2016-07-06 | Basf Se | Verfahren zur erdölförderung unter verwendung von tensiden auf basis eines gemisches von c20-guerbet-, c22-guerbet-, c24-guerbet-haltigen kohlenwasserstoff-alkoxylaten |
| JP6336288B2 (ja) * | 2014-02-03 | 2018-06-06 | 日東電工株式会社 | 熱伝導性両面粘着シート |
| WO2016047435A1 (ja) * | 2014-09-24 | 2016-03-31 | 日東電工株式会社 | 粘着シート |
| JP6412411B2 (ja) * | 2014-11-11 | 2018-10-24 | ダイヤプラスフィルム株式会社 | 半導体製造工程用粘着フィルムに使用する基材フィルム |
| JP2017141328A (ja) * | 2016-02-08 | 2017-08-17 | 日本碍子株式会社 | 透明導電性接着剤、積層体、及び基板の接合方法 |
-
2019
- 2019-08-29 CN CN201980075281.8A patent/CN113015774A/zh active Pending
- 2019-08-29 JP JP2020559716A patent/JP7392656B2/ja active Active
- 2019-08-29 WO PCT/JP2019/033872 patent/WO2020121605A1/ja active Application Filing
- 2019-08-29 DE DE112019006170.4T patent/DE112019006170T5/de active Pending
- 2019-08-29 KR KR1020217017214A patent/KR20210101223A/ko unknown
- 2019-08-29 US US17/311,807 patent/US20220049133A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001500548A (ja) * | 1996-09-04 | 2001-01-16 | ザ・ダウ・ケミカル・カンパニー | 少なくとも1種のアルファ―オレフィンと少なくとも1種のビニリデン芳香族モノマーもしくはヒンダード脂肪族ビニリデンモノマーから作られた実質的にランダムのインターポリマーを含んで成る組成物 |
| JP2016504449A (ja) * | 2012-12-19 | 2016-02-12 | テーザ・ソシエタス・ヨーロピア | 再度取り外し可能な感圧接着ストリップ |
| JP2015124289A (ja) * | 2013-12-26 | 2015-07-06 | スリーエム イノベイティブ プロパティズ カンパニー | 接着テープ及びそれに用いるテープ基材 |
| JP2017171772A (ja) * | 2016-03-23 | 2017-09-28 | 日東電工株式会社 | 粘着シート |
| JP2018083917A (ja) * | 2016-11-25 | 2018-05-31 | Dic株式会社 | 粘着テープ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021039877A1 (ja) * | 2019-08-30 | 2021-03-04 | ||
| JP2022087211A (ja) * | 2019-08-30 | 2022-06-09 | Dic株式会社 | 粘着テープ |
| JP7140289B2 (ja) | 2019-08-30 | 2022-09-21 | Dic株式会社 | 粘着テ-プ |
| JP7228108B2 (ja) | 2019-08-30 | 2023-02-24 | Dic株式会社 | 粘着テープ |
| WO2023282008A1 (ja) * | 2021-07-06 | 2023-01-12 | 日東電工株式会社 | 両面粘着シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7392656B2 (ja) | 2023-12-06 |
| US20220049133A1 (en) | 2022-02-17 |
| KR20210101223A (ko) | 2021-08-18 |
| DE112019006170T5 (de) | 2021-09-23 |
| JPWO2020121605A1 (ja) | 2021-10-21 |
| CN113015774A (zh) | 2021-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6886598B2 (ja) | 粘着テープ | |
| JP6798638B2 (ja) | 粘着テープ | |
| WO2020121605A1 (ja) | 粘着シート | |
| JP2023181243A (ja) | 電子部品 | |
| JP7264285B2 (ja) | 粘着テープ | |
| JP2022087211A (ja) | 粘着テープ | |
| JP7201108B2 (ja) | 粘着テープ | |
| JP7197028B2 (ja) | 粘着テープ | |
| JP6912020B2 (ja) | 粘着テープおよび接着体 | |
| JP6593658B2 (ja) | 両面粘着テープ | |
| JPWO2020179465A1 (ja) | 積層フィルム、粘着テープおよび接着体 | |
| JP7119813B2 (ja) | 粘着シート基材及びその製造方法、並びに、粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19894573 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020559716 Country of ref document: JP Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19894573 Country of ref document: EP Kind code of ref document: A1 |