WO2021039431A1 - サワー環境での使用に適した鋼材 - Google Patents
サワー環境での使用に適した鋼材 Download PDFInfo
- Publication number
- WO2021039431A1 WO2021039431A1 PCT/JP2020/030828 JP2020030828W WO2021039431A1 WO 2021039431 A1 WO2021039431 A1 WO 2021039431A1 JP 2020030828 W JP2020030828 W JP 2020030828W WO 2021039431 A1 WO2021039431 A1 WO 2021039431A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel material
- steel
- test
- tempering
- precipitates
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 562
- 239000010959 steel Substances 0.000 title claims abstract description 562
- 239000000463 material Substances 0.000 title claims abstract description 390
- 239000002244 precipitate Substances 0.000 claims abstract description 256
- 239000000203 mixture Substances 0.000 claims abstract description 82
- 239000000126 substance Substances 0.000 claims abstract description 81
- 239000012535 impurity Substances 0.000 claims abstract description 16
- 239000003129 oil well Substances 0.000 claims description 24
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 21
- 229910052742 iron Inorganic materials 0.000 claims description 3
- 238000012360 testing method Methods 0.000 description 244
- 238000005496 tempering Methods 0.000 description 222
- 238000000034 method Methods 0.000 description 110
- 239000011651 chromium Substances 0.000 description 82
- 229910001567 cementite Inorganic materials 0.000 description 69
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 69
- 238000010438 heat treatment Methods 0.000 description 55
- 238000010791 quenching Methods 0.000 description 55
- 230000000171 quenching effect Effects 0.000 description 53
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 38
- 230000008569 process Effects 0.000 description 29
- 238000004519 manufacturing process Methods 0.000 description 27
- 230000000694 effects Effects 0.000 description 26
- 239000007789 gas Substances 0.000 description 20
- 239000011572 manganese Substances 0.000 description 19
- 238000009864 tensile test Methods 0.000 description 19
- 238000001816 cooling Methods 0.000 description 18
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 18
- 238000005096 rolling process Methods 0.000 description 18
- 239000010955 niobium Substances 0.000 description 17
- 230000007423 decrease Effects 0.000 description 16
- 230000000007 visual effect Effects 0.000 description 16
- 239000011575 calcium Substances 0.000 description 15
- 239000010949 copper Substances 0.000 description 15
- 239000011777 magnesium Substances 0.000 description 15
- 239000010936 titanium Substances 0.000 description 14
- 238000009863 impact test Methods 0.000 description 13
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 12
- 229910001563 bainite Inorganic materials 0.000 description 12
- 229910000734 martensite Inorganic materials 0.000 description 12
- 150000001247 metal acetylides Chemical class 0.000 description 12
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 11
- 238000004364 calculation method Methods 0.000 description 11
- 239000012085 test solution Substances 0.000 description 10
- 238000005259 measurement Methods 0.000 description 9
- 238000002360 preparation method Methods 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 8
- 229910052799 carbon Inorganic materials 0.000 description 7
- 238000005336 cracking Methods 0.000 description 7
- 239000010408 film Substances 0.000 description 7
- 229910001566 austenite Inorganic materials 0.000 description 6
- 229910052804 chromium Inorganic materials 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 150000004767 nitrides Chemical class 0.000 description 6
- 229920006395 saturated elastomer Polymers 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 229910000851 Alloy steel Inorganic materials 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 230000001133 acceleration Effects 0.000 description 5
- 238000000605 extraction Methods 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 229910052750 molybdenum Inorganic materials 0.000 description 5
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- 238000003303 reheating Methods 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 238000005275 alloying Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 238000007872 degassing Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 229910052758 niobium Inorganic materials 0.000 description 4
- 229910052698 phosphorus Inorganic materials 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 229910052710 silicon Inorganic materials 0.000 description 4
- 239000011780 sodium chloride Substances 0.000 description 4
- 229910052721 tungsten Inorganic materials 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 229910052791 calcium Inorganic materials 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 238000009776 industrial production Methods 0.000 description 3
- 229910052749 magnesium Inorganic materials 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000000427 thin-film deposition Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 2
- 229910052765 Lutetium Inorganic materials 0.000 description 2
- VMHLLURERBWHNL-UHFFFAOYSA-M Sodium acetate Chemical compound [Na+].CC([O-])=O VMHLLURERBWHNL-UHFFFAOYSA-M 0.000 description 2
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Chemical compound CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- OHSVLFRHMCKCQY-UHFFFAOYSA-N lutetium atom Chemical compound [Lu] OHSVLFRHMCKCQY-UHFFFAOYSA-N 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000004439 roughness measurement Methods 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 239000001632 sodium acetate Substances 0.000 description 2
- 235000017281 sodium acetate Nutrition 0.000 description 2
- 230000001502 supplementing effect Effects 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/02—Hardening by precipitation
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
- C21D8/105—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
Definitions
- This disclosure relates to steel materials, and more particularly to steel materials suitable for use in a sour environment.
- oil wells and gas wells By deepening wells in oil wells and gas wells (hereinafter, oil wells and gas wells are collectively referred to as "oil wells"), it is required to increase the strength of steel materials for oil wells represented by steel pipes for oil wells.
- 80 ksi class yield strength less than 80 to 95 ksi, that is, less than 552 to 655 MPa
- 95 ksi class yield strength less than 95 to 110 ksi, that is, less than 655 to 758 MPa
- oil well steel pipes are widely used.
- 110 ksi class yield strength is less than 110 to 125 ksi, that is, less than 758 to 862 MPa
- 125 ksi class yield strength is less than 125 to 140 ksi, that is, less than 862 to 965 MPa
- 140 ksi or more steel pipes for oil wells (yield strength of 140 ksi or more, that is, 965 MPa or more) are beginning to be sought.
- the sour environment means an environment containing hydrogen sulfide and acidified.
- carbon dioxide may be contained.
- Steel pipes for oil wells used in such a sour environment are required to have not only high strength but also sulfide stress cracking resistance (Sulfide Stress Cracking resistance: hereinafter referred to as SSC resistance).
- SSC resistance sulfide Stress Cracking resistance
- Patent Document 1 JP-A-2000-297344
- Patent Document 2 JP-A-2001-2711134
- Patent Document 3 International. It is proposed in Publication No. 2008/123422
- the steel for oil wells disclosed in Patent Document 1 has a mass% of C: 0.15 to 0.3%, Cr: 0.2 to 1.5%, Mo: 0.1 to 1%, V: It contains 0.05 to 0.3% and Nb: 0.003 to 0.1%.
- the total amount of precipitated carbide is 1.5 to 4% by mass
- the ratio of MC type carbide to the total amount of carbide is 5 to 45% by mass
- the ratio of M 23 C 6 type carbide is the product.
- the wall thickness is t (mm)
- it is (200 / t) mass% or less. It is described in Patent Document 1 that this steel for oil wells is excellent in toughness and SSC resistance.
- the low alloy steel material disclosed in Patent Document 2 has a mass% of C: 0.2 to 0.35%, Si: 0.05 to 0.5%, Mn: 0.1 to 1%, P: 0.025% or less, S: 0.01% or less, Cr: 0.1 to 1.2%, Mo: 0.1 to 1%, B: 0.0001 to 0.005%, Al: 0.005 Contains ⁇ 0.1%, N: 0.01% or less, V: 0.05 to 0.5%, Ni: 0.1% or less, W: 1.0% or less, O: 0.01% or less It is composed of the balance Fe and impurities, satisfies the formula (0.03 ⁇ Mo ⁇ V ⁇ 0.3) and the formula (0.5 ⁇ Mo ⁇ V + GS / 10 ⁇ 1), and has a yield strength of 1060 MPa or more. ..
- the GS in the formula means the ASTM particle size number of the old austenite grains. It is described in Patent Document 2 that this low alloy steel material is excellent in SSC resistance and toughness.
- P 0.025% or less
- S 0.010% or less
- N 0.007% or less
- B less than 0.0003%.
- This low alloy steel has 0.1 M 23 C 6 type precipitates having a particle size of 1 ⁇ m or more and 0.1 pieces / mm 2 or less.
- Patent Document 3 describes that this low alloy steel has ensured toughness and improved SSC resistance.
- An object of the present disclosure is to provide a steel material having a yield strength of 862 MPa or more (125 ksi or more), excellent low temperature toughness, and excellent SSC resistance.
- the steel materials according to this disclosure are By mass% C: Over 0.20 to 0.35%, Si: 0.05 to 1.00%, Mn: 0.02 to 1.00%, P: 0.025% or less, S: 0.0100% or less, Al: 0.005 to 0.100%, Cr: 0.40 to 1.50%, Mo: 0.30 to 1.50%, Ti: 0.002 to 0.050%, B: 0.0001 to 0.0050%, N: 0.0100% or less, O: 0.0100% or less, V: 0 to 0.60%, Nb: 0 to 0.030%, Ca: 0-0.0100%, Mg: 0 to 0.0100%, Zr: 0-0.0100%, Rare earth elements: 0-0.0100%, Co: 0 to 0.50%, W: 0 to 0.50%, Ni: 0 to 0.10%, Cu: 0 to 0.50%, and The chemical composition of the balance consisting of Fe and impurities, It has a yield strength of 862 MPa or more.
- the number ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm is 0.85 or more among the precipitates having a circle-equivalent diameter of 20 nm or more. (0.157 x C-0.0006 x Cr-0.0098 x Mo-0.0482 x V + 0.0006) / ⁇ Cr ⁇ 0.300 (1) (1 + 263 ⁇ C-Cr-16 ⁇ Mo-80 ⁇ V) / (98-358 ⁇ C + 159 ⁇ Cr + 15 ⁇ Mo + 96 ⁇ V) ⁇ 0.355 (2)
- the content of the corresponding element is substituted in mass% (mass%) for the element symbol in the formulas (1) and (2). If the corresponding element is not contained, "0" is substituted for the element symbol.
- the Cr concentration in the precipitate having a circle-equivalent diameter of 20 nm or more is substituted by a mass fraction.
- the steel material according to the present disclosure has a yield strength of 862 MPa or more (125 ksi or more), excellent low temperature toughness, and excellent SSC resistance.
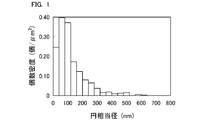
- FIG. 1 is a schematic view showing the relationship between the circle-equivalent diameter of the precipitate and the number density of an example of the steel material having the chemical composition of the present embodiment.
- FIG. 2 is a schematic view showing the relationship between the circle-equivalent diameter of the precipitate and the number density of another example of the steel material having the chemical composition of the present embodiment.
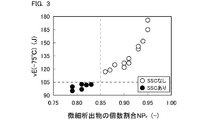
- FIG. 3 is a diagram showing the relationship between the number ratio NP F of fine precipitates, low temperature toughness, and SSC resistance of a steel material having a yield strength of 125 ksi class.
- FIG. 4 is a diagram showing the relationship between the number ratio NP F of fine precipitates, low temperature toughness, and SSC resistance for a steel material having a yield strength of 140 ksi or more.
- FIG. 1 is a schematic view showing the relationship between the circle-equivalent diameter of the precipitate and the number density of an example of the steel material having the chemical composition of the present embodiment.
- FIG. 2 is a schematic view showing the relationship between the circle-
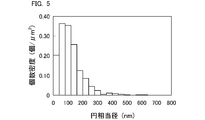
- FIG. 5 is a schematic view showing the relationship between the circle-equivalent diameter of the precipitate and the number density of another example of the steel material having the chemical composition of the present embodiment, which is different from FIGS. 1 and 2.
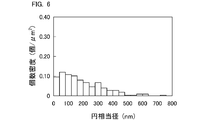
- FIG. 6 is a schematic view showing the relationship between the circle-equivalent diameter of the precipitate and the number density of a steel material having the chemical composition of the present embodiment, which is different from FIGS. 1, 2, and 5. Is.
- the present inventors have investigated and investigated a method for obtaining a yield strength of 862 MPa or more (125 ksi or more), excellent low temperature toughness, and excellent SSC resistance in a steel material expected to be used in a sour environment. , The following findings were obtained.
- the present inventors focused on the chemical composition and examined in detail a steel material having a yield strength of 125 ksi or more, excellent low temperature toughness, and excellent SSC resistance.
- C more than 0.20 to 0.35%
- Si 0.05 to 1.00%
- Mn 0.02 to 1.00%
- P 0.025% or less
- S 0.0100% or less
- Al 0.005 to 0.100%
- Cr 0.40 to 1.50%
- Mo 0.30 to 1.50%
- B 0.0001 to 0.0050%
- N 0.0100% or less
- Nb 0 to 0.030%
- Ca 0 to 0.0100%
- Mg 0 to 0.0100%
- Zr 0 to 0.0100%
- rare earth elements 0 to 0.0100%
- Co 0 to 0.50%
- W 0 to 0.50%
- Ni Ni:
- the present inventors have studied various factors that reduce low temperature toughness and SSC resistance in steel materials having the above-mentioned chemical composition. As a result, it was found that coarse carbides are likely to precipitate in the steel material having the above-mentioned chemical composition. When a large number of coarse precipitates (including carbides) are deposited in the steel material, stress concentration is likely to occur at the interface between the coarse precipitates and the base metal. As a result, the low temperature toughness and SSC resistance of the steel material may decrease.
- FIG. 1 is a histogram showing the relationship between the circle-equivalent diameter of the precipitates contained in the steel material and the number density of the steel material having the above-mentioned chemical composition.
- FIG. 2 is a histogram showing the relationship between the circle-equivalent diameter and the number density of the precipitates contained in the steel material for another example of the steel material having the above-mentioned chemical composition.
- the circle-equivalent diameter means the diameter of a circle when the area of the observed precipitate is converted into a circle having the same area in the visual field surface in the tissue observation.
- the circle-equivalent diameter and the number density of the precipitates in FIGS. 1 and 2 were determined by the method described later. Specifically, the circle-equivalent diameter and the number density of the precipitates were determined by using the area ratio S (%) of the precipitates obtained by the thermodynamic calculation described later and the three-dimensional roughness profile described later. The precipitates for which the circle-equivalent diameter and the number density were to be obtained were those having a circle-equivalent diameter of 20 nm or more.
- the histograms shown in FIGS. 1 and 2 were created with the class width set to 40 nm.
- the distribution state of the precipitate of the steel material having the above-mentioned chemical composition is as follows.
- the number density of precipitates having a circle-equivalent diameter of 20 nm or more is the highest when the circle-equivalent diameter is 40 to 80 nm.
- the equivalent circle diameter increases, the number density of precipitates gradually decreases. Further, in the region where the equivalent circle diameter is large, when the equivalent circle diameter is 500 nm or more, almost no precipitate is confirmed.
- the steel material shown in FIG. 2 has a higher density of coarse precipitates than the steel material shown in FIG.
- no significant change is confirmed in the number density of coarse precipitates having a circle equivalent diameter of more than 300 nm.
- the number density of coarse precipitates increases, the number density of precipitates having a circle-equivalent diameter of 300 nm or less decreases remarkably. Revealed by.
- the present inventors can use it as an index of coarse precipitates in steel materials by focusing on the distribution state of precipitates in steel materials, and can determine the low temperature toughness and SSC resistance of steel materials. I thought it could be enhanced. Therefore, the present inventors paid attention not to the number density of the precipitates but to the ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm to the number of precipitates having a circle-equivalent diameter of 20 nm or more.
- the proportion of the precipitates having a circle-equivalent diameter of 20 to 300 nm in the number of precipitates having a circle-equivalent diameter of 20 nm or more in the steel material having the above-mentioned chemical composition is increased, the precipitates having a circle-equivalent diameter of more than 300 nm.
- the number density of the steel material is sufficiently reduced and the low temperature toughness and SSC resistance of the steel material can be improved.
- the present inventors have a ratio of the number of precipitates having a circle-equivalent diameter of 20 to 300 nm among the precipitates having a circle-equivalent diameter of 20 nm or more in the steel material having the above-mentioned chemical composition (hereinafter, “number of fine precipitates”).
- ratio NP F ratio of the number of precipitates having a circle-equivalent diameter of 20 to 300 nm among the precipitates having a circle-equivalent diameter of 20 nm or more in the steel material having the above-mentioned chemical composition
- ratio NP F ratio of the number of precipitates having a circle-equivalent diameter of 20 to 300 nm among the precipitates having a circle-equivalent diameter of 20 nm or more in the steel material having the above-mentioned chemical composition
- ratio NP F ratio of the number of precipitates having a circle-equivalent diameter of 20 to 300 nm among the precipitates having a circle-equivalent diameter of 20 nm or more in the
- FIG. 3 is a diagram showing the relationship between the number ratio NP F of fine precipitates, low temperature toughness, and SSC resistance of a steel material having a yield strength of 125 ksi class (862 to less than 965 MPa) in the examples described later. Is. FIG. 3 was obtained by the following method. Among the examples described later, for a steel material having the above-mentioned chemical composition and a yield strength of less than 862 to 965 MPa (125 ksi class), the number ratio NP F of the obtained fine precipitates and an index of low temperature toughness-. FIG. 3 was created using the absorbed energy vE ( ⁇ 75 ° C.) (J) at 75 ° C. and the evaluation result of SSC resistance evaluated by the method described later.
- the number ratio NP F of the fine precipitates was determined by the method described later.
- the low temperature toughness it was judged to have excellent low temperature toughness when the absorbed energy vE ( ⁇ 75 ° C.) at ⁇ 75 ° C. obtained in the Charpy impact test described later was 105 J or more.
- “ ⁇ ” in FIG. 3 indicates a steel material having excellent SSC resistance.
- “ ⁇ ” in FIG. 3 indicates a steel material that did not exhibit excellent SSC resistance.
- the steel material having the above-mentioned chemical composition and the yield strength of 125 ksi class (862 to less than 965 MPa) is excellent if the number ratio NP F of fine precipitates is 0.85 or more. It has been clarified that both low temperature toughness and excellent SSC resistance can be achieved. On the other hand, in a steel material having the above-mentioned chemical composition and a yield strength of 125 ksi class , if the number ratio NP F of fine precipitates is less than 0.85, either excellent low temperature toughness or excellent SSC resistance. I can't get it.
- FIG. 4 is a diagram showing the relationship between the number ratio NP F of fine precipitates, low temperature toughness, and SSC resistance of a steel material having a yield strength of 140 ksi or more (965 MPa or more) in the examples described later. ..
- FIG. 4 was obtained by the following method. Among the examples described later, for a steel material having the above-mentioned chemical composition and a yield strength of 965 MPa or more (140 ksi or more), the number ratio NP F of the obtained fine precipitates and an index of low temperature toughness of ⁇ 60 ° C.
- FIG. 4 was created using the absorbed energy vE (-60 ° C.) (J) in 1) and the evaluation result of the SSC resistance evaluated by the method described later.
- the number ratio NP F of the fine precipitates was determined by the method described later.
- the low temperature toughness it was judged that the low temperature toughness was excellent when the absorbed energy vE (-60 ° C.) at -60 ° C. obtained in the Charpy impact test described later was 70 J or more.
- “ ⁇ ” in FIG. 4 indicates a steel material having excellent SSC resistance.
- “ ⁇ ” in FIG. 4 indicates a steel material that did not exhibit excellent SSC resistance.
- the steel material according to the present embodiment has the above-mentioned chemical composition, and the number ratio NP F of fine precipitates is 0.85 or more.
- the present inventors have studied various methods for stably setting the number ratio NP F of fine precipitates to 0.85 or more in a steel material having the above-mentioned chemical composition.
- a chromium (Cr) concentration of the precipitates and the chemical composition of the steel material satisfies the formula (1), increased the number ratio NP F of fine precipitates. (0.157 x C-0.0006 x Cr-0.0098 x Mo-0.0482 x V + 0.0006) / ⁇ Cr ⁇ 0.300 (1)
- the content of the corresponding element is substituted in mass% for the element symbol in the formula (1). If the corresponding element is not contained, "0" is substituted for the element symbol.
- ⁇ Cr in the equation (1) the Cr concentration in the precipitate having a circle-equivalent diameter of 20 nm or more is substituted by the mass fraction.
- Fn1 (0.157 ⁇ C-0.0006 ⁇ Cr-0.0098 ⁇ Mo-0.0482 ⁇ V + 0.0006) / ⁇ Cr .
- the molecule of Fn1 is an index of the total amount of cementite precipitated.
- the denominator ⁇ Cr of Fn1 is the Cr concentration (unit: mass fraction) in the precipitate having a circle-equivalent diameter of 20 nm or more.
- the Cr concentration ⁇ Cr in the precipitate having a circle-equivalent diameter of 20 nm or more, which is the denominator of Fn1 is an index showing the difficulty of Ostwald growth of cementite.
- Fn1 is an index relating to the number ratio NP F of fine precipitates in the steel material. If the other conditions of the present embodiment are satisfied and Fn1 is 0.300 or less, the number ratio NP F of fine precipitates in the steel material can be increased to 0.85 or more. Therefore, in the steel material according to the present embodiment, Fn1 is 0.300 or less.
- the present inventors have investigated a method for increasing the Cr concentration ⁇ Cr in a precipitate having a circle-equivalent diameter of 20 nm or more.
- the Cr concentration ⁇ Cr in the precipitate having a circle-equivalent diameter of 20 nm or more can be increased.
- the content of the corresponding element is substituted in% by mass for the element symbol in the formula (2). If the corresponding element is not contained, "0" is substituted for the element symbol.
- Fn2 (1 + 263 ⁇ C-Cr-16 ⁇ Mo-80 ⁇ V) / (98-358 ⁇ C + 159 ⁇ Cr + 15 ⁇ Mo + 96 ⁇ V).
- Fn2 is an index showing the difficulty of concentrating Cr in the precipitate. When Fn2 is 0.355 or less, Cr is sufficiently concentrated in the precipitate, and the Ostwald growth of cementite is likely to be suppressed. Therefore, in the steel material according to this embodiment, Fn2 is 0.355 or less.
- the steel material according to the present embodiment has the above-mentioned chemical composition, Fn1 is 0.300 or less, Fn2 is 0.355 or less, and the number ratio NP F of fine precipitates is 0.85. That is all.
- the steel material according to the present embodiment has a yield strength of 125 ksi or more, excellent low temperature toughness, and excellent SSC resistance.
- the gist of the steel material according to this embodiment completed based on the above knowledge is as follows.
- the number ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm is 0.85 or more.
- Steel material. (0.157 x C-0.0006 x Cr-0.0098 x Mo-0.0482 x V + 0.0006) / ⁇ Cr ⁇ 0.300 (1)
- the content of the corresponding element is substituted in mass% (mass%) for the element symbol in the formulas (1) and (2). If the corresponding element is not contained, "0" is substituted for the element symbol.
- the Cr concentration in the precipitate having a circle-equivalent diameter of 20 nm or more is substituted by a mass fraction.
- the chemical composition is Ca: 0.0001-0.0100%, Mg: 0.0001-0.0100%, Zr: 0.0001 to 0.0100%, and Rare earth element: Contains one or more elements selected from the group consisting of 0.0001 to 0.0100%. Steel material.
- the steel material according to any one of [1] to [3].
- the chemical composition is Co: 0.02 to 0.50%, and W: Contains one or more elements selected from the group consisting of 0.02 to 0.50%. Steel material.
- the steel material according to any one of [1] to [4].
- the chemical composition is Ni: 0.01 to 0.10% and Cu: Contains one or more elements selected from the group consisting of 0.01-0.50%, Steel material.
- the steel material according to any one of [1] to [5].
- the steel material is a steel material which is a steel pipe for an oil well.
- the steel pipe for oil wells may be a steel pipe for line pipes or an oil well pipe.
- the steel pipe for an oil well may be a seamless steel pipe or a welded steel pipe.
- the well pipe is, for example, a steel pipe used for casing and tubing applications.
- the steel pipe for oil wells according to this embodiment is preferably a seamless steel pipe. If the steel pipe for an oil well according to the present embodiment is a seamless steel pipe, it has a yield strength of 862 MPa or more (125 ksi or more), excellent low temperature toughness, and excellent SSC resistance even if the wall thickness is 15 mm or more. ..
- Carbon (C) enhances the hardenability of the steel material and enhances the strength of the steel material. C further promotes spheroidization of carbides during tempering during the manufacturing process and enhances the SSC resistance of the steel material. If the carbides are dispersed, the strength of the steel material is further increased. If the C content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the C content is too high, even if the content of other elements is within the range of the present embodiment, the amount of carbide becomes too large and the low temperature toughness of the steel material is lowered.
- the C content is more than 0.20 to 0.35%.
- the lower limit of the C content is preferably 0.22%, more preferably 0.24%, still more preferably 0.26%.
- the preferable upper limit of the C content is 0.32%.
- Si 0.05 to 1.00% Silicon (Si) deoxidizes steel. If the Si content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Si content is too high, the SSC resistance of the steel material is lowered even if the content of other elements is within the range of the present embodiment. Therefore, the Si content is 0.05 to 1.00%.
- the lower limit of the Si content is preferably 0.15%, more preferably 0.20%.
- the preferred upper limit of the Si content is 0.85%, more preferably 0.70%.
- Mn 0.02 to 1.00%
- Manganese (Mn) deoxidizes steel. Mn further enhances the hardenability of steel materials. If the Mn content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Mn content is too high, Mn segregates at the grain boundaries together with impurities such as P and S. As a result, the SSC resistance and / or low temperature toughness of the steel material is lowered even if the content of other elements is within the range of the present embodiment. If the Mn content is too high, the number ratio NP F of fine precipitates in the steel material may further decrease, and the SSC resistance and / or low temperature toughness of the steel material may decrease.
- the Mn content is 0.02 to 1.00%.
- the preferred lower limit of the Mn content is 0.03%, more preferably 0.05%.
- the preferred upper limit of the Mn content is 0.90%, more preferably 0.80%, still more preferably 0.70%, still more preferably 0.60%.
- Phosphorus (P) is an impurity. That is, the lower limit of the P content is more than 0%. If the P content is too high, even if the content of other elements is within the range of the present embodiment, P segregates at the grain boundaries, and the low temperature toughness and SSC resistance of the steel material are lowered. Therefore, the P content is 0.025% or less.
- the preferred upper limit of the P content is 0.020%, more preferably 0.015%. It is preferable that the P content is as low as possible. However, an extreme reduction in P content significantly increases manufacturing costs. Therefore, when industrial production is taken into consideration, the preferable lower limit of the P content is 0.0001%, more preferably 0.0003%, further preferably 0.001%, still more preferably 0.003%. Is.
- S 0.0100% or less Sulfur (S) is an impurity. That is, the lower limit of the S content is more than 0%. If the S content is too high, even if the content of other elements is within the range of the present embodiment, S segregates at the grain boundaries, and the low temperature toughness and SSC resistance of the steel material are lowered. Therefore, the S content is 0.0100% or less.
- the preferred upper limit of the S content is 0.0050%, more preferably 0.0030%. It is preferable that the S content is as low as possible. However, an extreme reduction in S content significantly increases manufacturing costs. Therefore, when industrial production is taken into consideration, the preferable lower limit of the S content is 0.0001%, more preferably 0.0002%, still more preferably 0.0003%.
- Al 0.005 to 0.100%
- Aluminum (Al) deoxidizes steel. If the Al content is too low, even if the content of other elements is within the range of the present embodiment, the above effect cannot be sufficiently obtained, and the SSC resistance of the steel material is lowered. On the other hand, if the Al content is too high, coarse oxide-based inclusions are generated even if the other element content is within the range of the present embodiment, and the SSC resistance of the steel material is lowered. Therefore, the Al content is 0.005 to 0.100%.
- the lower limit of the Al content is preferably 0.015%, more preferably 0.020%.
- the preferred upper limit of the Al content is 0.080%, more preferably 0.060%.
- the "Al" content as used herein means "acid-soluble Al", that is, the content of "sol.Al".
- Chromium (Cr) enhances the hardenability of steel materials. Cr is further concentrated in cementite in the steel material and suppresses Ostwald growth of cementite. As a result, the ratio of the number of precipitates having a circle-equivalent diameter of 20 to 300 nm among the precipitates having a circle-equivalent diameter of 20 nm or more in the steel material increases, and the low-temperature toughness and SSC resistance of the steel material increase. Cr further increases the temper softening resistance of the steel material, enabling high temperature tempering. As a result, the low temperature toughness and SSC resistance of the steel material are enhanced.
- the Cr content is 0.40 to 1.50%.
- the lower limit of the Cr content is preferably 0.50%, more preferably 0.51%.
- the preferred upper limit of the Cr content is 1.30%, more preferably 1.25%.
- Mo 0.30 to 1.50% Molybdenum (Mo) enhances the hardenability of steel materials. Mo further increases the temper softening resistance of steel materials and enables high temperature tempering. As a result, the low temperature toughness and SSC resistance of the steel material are enhanced. If the Mo content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Mo content is too high, the above effect is saturated. Therefore, the Mo content is 0.30 to 1.50%.
- the lower limit of the Mo content is preferably 0.40%, more preferably 0.50%.
- the preferred upper limit of the Mo content is 1.40%, more preferably 1.30%, still more preferably 1.25%.
- Titanium (Ti) combines with N to form a nitride, and the crystal grains of the steel material are refined by the pinning effect. As a result, the strength of the steel material is increased. If the Ti content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the Ti content is too high, even if the content of other elements is within the range of the present embodiment, the Ti nitride becomes coarse and the SSC resistance of the steel material is lowered. Therefore, the Ti content is 0.002 to 0.050%.
- the preferred lower limit of the Ti content is 0.003%, more preferably 0.005%.
- the preferred upper limit of the Ti content is 0.030%, more preferably 0.020%.
- B Boron (B) dissolves in steel to enhance the hardenability of the steel material and enhance the strength of the steel material. If the B content is too low, the above effect cannot be sufficiently obtained even if the content of other elements is within the range of the present embodiment. On the other hand, if the B content is too high, even if the content of other elements is within the range of the present embodiment, coarse nitrides are generated and the SSC resistance of the steel material is lowered. Therefore, the B content is 0.0001 to 0.0050%.
- the lower limit of the B content is preferably 0.0003%, more preferably 0.0007%.
- the preferred upper limit of the B content is 0.0030%, more preferably 0.0025%, still more preferably 0.0020%, still more preferably 0.0015%.
- N Nitrogen (N) is inevitably contained. That is, the lower limit of the N content is more than 0%. N combines with Ti to form a nitride, and the crystal grains of the steel material are refined by the pinning effect. As a result, the strength of the steel material is increased. However, if the N content is too high, coarse nitrides are formed even if the content of other elements is within the range of the present embodiment, and the low temperature toughness and SSC resistance of the steel material are lowered. Therefore, the N content is 0.0100% or less. The preferred upper limit of the N content is 0.0050%, more preferably 0.0045%. The preferable lower limit of the N content for more effectively obtaining the above effect is 0.0005%, more preferably 0.0010%, further preferably 0.0015%, still more preferably 0.0020%. Is.
- Oxygen (O) is an impurity. That is, the lower limit of the O content is more than 0%. If the O content is too high, coarse oxides are formed even if the content of other elements is within the range of this embodiment, and the low temperature toughness and SSC resistance of the steel material are lowered. Therefore, the O content is 0.0100% or less.
- the preferred upper limit of the O content is 0.0050%, more preferably 0.0030%, still more preferably 0.0020%.
- the O content is preferably as low as possible. However, an extreme reduction in O content significantly increases manufacturing costs. Therefore, when industrial production is taken into consideration, the preferable lower limit of the O content is 0.0001%, more preferably 0.0002%, still more preferably 0.0003%.
- the rest of the chemical composition of the steel material according to this embodiment consists of Fe and impurities.
- the impurities are those mixed from ore, scrap, or the manufacturing environment as a raw material when the steel material is industrially manufactured, and are within a range that does not adversely affect the steel material according to the present embodiment. Means what is acceptable.
- the chemical composition of the above-mentioned steel material may further contain one or more elements selected from the group consisting of V and Nb instead of a part of Fe. All of these elements are optional elements and enhance the low temperature toughness and SSC resistance of steel materials.
- V 0 to 0.60%
- Vanadium (V) is an optional element and may not be contained. That is, the V content may be 0%.
- V combines with C or N to form carbides, nitrides, or carbonitrides (hereinafter referred to as "carbonitrides, etc.”). Carbonitrides and the like refine the crystal grains of the steel material by the pinning effect, and enhance the low temperature toughness and SSC resistance of the steel material. V further forms fine carbides during tempering to increase the tempering softening resistance of the steel material and increase the strength of the steel material. If even a small amount of V is contained, the above effect can be obtained to some extent.
- the V content is 0 to 0.60%.
- the preferable lower limit of the V content is more than 0%, more preferably 0.01%, still more preferably 0.02%, still more preferably 0.04%, still more preferably 0.06%. Is.
- the preferred upper limit of the V content is 0.40%, more preferably 0.30%, and even more preferably 0.20%.
- Niobium (Nb) is an optional element and may not be contained. That is, the Nb content may be 0%. When contained, Nb forms carbonitrides and the like. Carbonitrides and the like refine the crystal grains of the steel material by the pinning effect, and enhance the low temperature toughness and SSC resistance of the steel material. Nb further forms fine carbides during tempering to increase the tempering softening resistance of the steel material and increase the strength of the steel material. If even a small amount of Nb is contained, the above effect can be obtained to some extent.
- the Nb content is 0 to 0.030%.
- the preferable lower limit of the Nb content is more than 0%, more preferably 0.002%, still more preferably 0.003%, still more preferably 0.007%.
- the preferred upper limit of the Nb content is 0.025%, more preferably 0.020%.
- the chemical composition of the steel material described above may further contain one or more elements selected from the group consisting of Ca, Mg, Zr, and rare earth elements, instead of a part of Fe. All of these elements are arbitrary elements, and S in the steel material is detoxified as sulfide. As a result, these elements enhance the low temperature toughness and SSC resistance of the steel.
- Ca 0 to 0.0100%
- Ca is an optional element and may not be contained. That is, the Ca content may be 0%.
- Ca detoxifies S in the steel material as a sulfide and enhances the low temperature toughness and SSC resistance of the steel material. If even a small amount of Ca is contained, the above effect can be obtained to some extent. However, if the Ca content is too high, even if the content of other elements is within the range of the present embodiment, the oxide in the steel material becomes coarse, and the low temperature toughness and SSC resistance of the steel material deteriorate. Therefore, the Ca content is 0 to 0.0100%.
- the preferable lower limit of the Ca content is more than 0%, more preferably 0.0001%, further preferably 0.0003%, still more preferably 0.0006%, still more preferably 0.0010%. Is.
- the preferred upper limit of the Ca content is 0.0040%, more preferably 0.0025%, still more preferably 0.0020%.
- Mg 0 to 0.0100%
- Mg Magnesium (Mg) is an optional element and may not be contained. That is, the Mg content may be 0%.
- Mg detoxifies S in the steel material as sulfide and enhances the low temperature toughness and SSC resistance of the steel material. If even a small amount of Mg is contained, the above effect can be obtained to some extent. However, if the Mg content is too high, even if the content of other elements is within the range of the present embodiment, the oxide in the steel material becomes coarse, and the low temperature toughness and SSC resistance of the steel material deteriorate. Therefore, the Mg content is 0 to 0.0100%.
- the preferable lower limit of the Mg content is more than 0%, more preferably 0.0001%, further preferably 0.0003%, still more preferably 0.0006%, still more preferably 0.0010%. Is.
- the preferred upper limit of the Mg content is 0.0040%, more preferably 0.0025%, still more preferably 0.0020%.
- Zr Zirconium
- Zr Zirconium
- the Zr content may be 0%.
- Zr detoxifies S in the steel as a sulfide and enhances the low temperature toughness and SSC resistance of the steel. If even a small amount of Zr is contained, the above effect can be obtained to some extent. However, if the Zr content is too high, even if the content of other elements is within the range of the present embodiment, the oxide in the steel material becomes coarse, and the low temperature toughness and SSC resistance of the steel material deteriorate. Therefore, the Zr content is 0-0.0100%.
- the preferable lower limit of the Zr content is more than 0%, more preferably 0.0001%, further preferably 0.0003%, still more preferably 0.0006%, still more preferably 0.0010%. Is.
- the preferred upper limit of the Zr content is 0.0040%, more preferably 0.0025%, still more preferably 0.0020%.
- Rare earth element 0-0.0100%
- Rare earth elements are optional elements and may not be contained. That is, the REM content may be 0%.
- REM detoxifies S in the steel as sulfide and enhances the SSC resistance of the steel.
- REM further binds to P in the steel material and suppresses segregation of P at the grain boundaries. Therefore, the decrease in low temperature toughness and SSC resistance of the steel material due to the segregation of P is suppressed. If even a small amount of REM is contained, the above effect can be obtained to some extent even if the content of other elements is within the range of the present embodiment.
- the REM content is 0-0.0100%.
- the preferable lower limit of the REM content is more than 0%, more preferably 0.0001%, still more preferably 0.0003%, still more preferably 0.0006%.
- the preferred upper limit of the REM content is 0.0040%, more preferably 0.0025%.
- the REM in the present specification refers to scandium (Sc) having an atomic number of 21, lutetium (Y) having an atomic number of 39, and lanthanum (La) to having an atomic number of 71, which are lanthanoids. It means one or more elements selected from the group consisting of lutetium (Lu). Further, the REM content in the present specification means the total content of these elements.
- the chemical composition of the steel material described above may further contain one or more elements selected from the group consisting of Co and W instead of a part of Fe. All of these elements are optional elements and form a protective corrosion coating in a sour environment, suppressing the invasion of hydrogen into steel materials. As a result, these elements enhance the SSC resistance of the steel material.
- Co is an optional element and may not be contained. That is, the Co content may be 0%. When contained, Co forms a protective corrosive coating in a sour environment and suppresses the ingress of hydrogen into the steel. This enhances the SSC resistance of the steel material. If even a small amount of Co is contained, the above effect can be obtained to some extent. However, if the Co content is too high, the hardenability of the steel material is lowered and the strength of the steel material is lowered even if the content of other elements is within the range of the present embodiment. Therefore, the Co content is 0 to 0.50%.
- the lower limit of the Co content is preferably more than 0%, more preferably 0.02%, still more preferably 0.03%, still more preferably 0.05%.
- the preferred upper limit of the Co content is 0.45%, more preferably 0.40%.
- W 0 to 0.50%
- Tungsten (W) is an optional element and may not be contained. That is, the W content may be 0%. When contained, W forms a protective corrosive coating in a sour environment and suppresses the ingress of hydrogen into the steel material. This enhances the SSC resistance of the steel material. If even a small amount of W is contained, the above effect can be obtained to some extent. However, if the W content is too high, coarse carbides are generated in the steel material even if the content of other elements is within the range of the present embodiment, and the low temperature toughness and SSC resistance of the steel material are lowered. Therefore, the W content is 0 to 0.50%.
- the lower limit of the W content is more than 0%, more preferably 0.02%, still more preferably 0.03%, still more preferably 0.05%.
- the preferred upper limit of the W content is 0.45%, more preferably 0.40%.
- the chemical composition of the steel material described above may further contain one or more elements selected from the group consisting of Ni and Cu instead of a part of Fe. All of these elements are optional elements and enhance the hardenability of steel materials.
- Nickel (Ni) is an optional element and may not be contained. That is, the Ni content may be 0%. When contained, Ni enhances the hardenability of the steel and enhances the strength of the steel. Ni also dissolves in steel to increase the low temperature toughness of the steel. If even a small amount of Ni is contained, these effects can be obtained to some extent. However, if the Ni content is too high, even if the content of other elements is within the range of this embodiment, local corrosion is promoted and the SSC resistance of the steel material is lowered. Therefore, the Ni content is 0 to 0.10%.
- the lower limit of the Ni content is preferably more than 0%, more preferably 0.01%, still more preferably 0.02%.
- the preferred upper limit of the Ni content is 0.09%, more preferably 0.08%, still more preferably 0.06%.
- Cu 0 to 0.50% Copper (Cu) is an optional element and may not be contained. That is, the Cu content may be 0%. When contained, Cu enhances the hardenability of the steel and enhances the strength of the steel. If even a small amount of Cu is contained, the above effect can be obtained to some extent. However, if the Cu content is too high, the hardenability of the steel material becomes too high and the SSC resistance of the steel material deteriorates even if the content of other elements is within the range of the present embodiment. Therefore, the Cu content is 0 to 0.50%.
- the lower limit of the Cu content is more than 0%, more preferably 0.01%, still more preferably 0.02%, still more preferably 0.05%.
- the preferred upper limit of the Cu content is 0.35%, more preferably 0.25%.
- Cr can be concentrated in cementite and suppress the Ostwald growth of cementite. Specifically, by concentrating Cr in cementite, dissolution of fine cementite in the matrix can be suppressed in the tempering step during the manufacturing process described later. As a result, it is possible to suppress the coarsening of cementite due to Ostwald growth.
- the circle equivalent diameter of the precipitates of less than 20 nm may contain a MC type carbide and M 2 C type carbides. Therefore, in the formula (1) of the steel material according to the present embodiment, the Cr concentration ⁇ Cr in the precipitate having a circle-equivalent diameter of 20 nm or more is defined. As a result, in the formula (1) of the steel material according to the present embodiment, the Cr concentration in cementite can be substantially defined.
- the Cr concentration ⁇ Cr in the precipitate having a circle-equivalent diameter of 20 nm or more, which is the denominator of Fn1 is an index indicating the difficulty of Ostwald growth of cementite.
- Increasing ⁇ Cr , which is the denominator of Fn1 may suppress the coarsening of cementite and increase the number ratio NP F of fine precipitates.
- the molecule of Fn1 is an index of the total amount of cementite precipitated. In a steel material having the above-mentioned chemical composition, the larger the total amount of cementite precipitated, the easier it is for coarse cementite to be formed. That is, if the number of Fn1 molecules is reduced, the number ratio NP F of fine precipitates may be increased.
- Fn1 is an index relating to the number ratio NP F of fine precipitates. If the other conditions of the present embodiment are satisfied and Fn1 is 0.300 or less, the number ratio NP F of fine precipitates in the steel material can be increased to 0.85 or more. Therefore, in the steel material according to the present embodiment, Fn1 is 0.300 or less.
- the preferred upper limit of Fn1 is 0.295, more preferably 0.290, even more preferably 0.285, even more preferably 0.280, even more preferably 0.260, even more preferably. It is 0.240. If Fn1 is 0.240 or less, the SSC resistance of the steel material may be further enhanced.
- the lower limit of Fn1 is not particularly limited. The lower limit of Fn1 is, for example, 0.
- the Cr concentration ⁇ Cr in the precipitate having a circle-equivalent diameter of 20 nm or more can be obtained by the following method.
- a micro test piece for making an extraction replica is prepared from the steel material according to the present embodiment.
- the steel material is a steel plate
- a micro test piece is produced from the central portion of the plate thickness.
- the steel material is a steel pipe
- a micro test piece is prepared from the central part of the wall thickness. After the surface of the micro test piece is mirror-polished, the micro test piece is immersed in a 3% nital corrosive solution for 10 minutes to corrode the surface. The corroded surface is covered with a carbon vapor deposition film.
- the micro test piece whose surface is covered with a thin-film deposition film is immersed in a 5% nital corrosive solution for 20 minutes.
- the vapor deposition film is peeled off from the immersed micro test piece.
- the vapor-deposited film peeled from the micro test piece is washed with ethanol, scooped with a sheet mesh, and dried.
- This thin-film deposition film (replica film) is observed with a transmission electron microscope (TEM: Transmission Electron Microscope). Specifically, an arbitrary position is specified from the thin-film deposition film, and observation is performed with an observation magnification of 10,000 times and an acceleration voltage of 200 kV.
- the number of specified positions may be at least 3 or more, and is not particularly limited.
- the observation field of view is, for example, 8 ⁇ m ⁇ 8 ⁇ m.
- 20 precipitates having a circle-equivalent diameter of 20 nm or more are specified in total in the entire field of view, and are defined as “specific precipitates”. It should be noted that the precipitate can be identified from the contrast. Further, the equivalent circle diameter of the precipitate can be obtained by image analysis of the observation image in the TEM observation.
- Point analysis is performed on a specific precipitate (precipitate having a circle equivalent diameter of 20 nm or more) by an energy dispersive X-ray spectroscopy (EDS: Energy Dispersive X-ray Spectrometry).
- EDS Energy Dispersive X-ray Spectrometry
- the Cr concentration is quantified in units of mass% when the total of alloying elements excluding carbon contained in each precipitate is 100%.
- the Cr concentration is quantified for 20 specific precipitates, and the arithmetic mean value is defined as the Cr concentration ⁇ Cr (unit is mass fraction) in the specific precipitate.
- the preferable upper limit of Fn2 is 0.350, more preferably 0.340, further preferably 0.330, still more preferably 0.320, still more preferably 0.310, still more preferably. It is 0.300. If Fn2 is 0.300 or less, Fn1 is 0.240 or less, and the SSC resistance of the steel material may be further enhanced.
- the lower limit of Fn2 is not particularly limited. The lower limit of Fn2 is, for example, 0.
- the microstructure of the steel material according to this embodiment mainly consists of tempered martensite and tempered bainite. More specifically, in the microstructure, the total volume fraction of tempered martensite and tempered bainite is 90% or more. The rest of the microstructure is, for example, ferrite or pearlite. If the microstructure of the steel material having the above chemical composition contains 90% or more of the total volume fractions of tempered martensite and tempered bainite, the yield strength of the steel material is satisfied, provided that the other provisions of the present embodiment are satisfied. Is 862 MPa or more (125 ksi or more). That is, in the present embodiment, if the yield strength of the steel material is 862 MPa or more, it is determined that the total volume fraction of tempered martensite and tempered bainite is 90% or more in the microstructure.
- the volume fraction of tempered martensite and tempered bainite is determined by observation, it can be determined by the following method.
- the steel material is a steel plate
- a test piece having an observation surface of 10 mm in the rolling direction and 10 mm in the plate thickness direction is produced from the central portion of the plate thickness.
- the steel material is a steel pipe
- a test piece having an observation surface of 10 mm in the pipe axis direction and 8 mm in the wall thickness (tube diameter) direction is prepared from the central portion of the wall thickness.
- the observation surface of the test piece After polishing the observation surface of the test piece to a mirror surface, it is immersed in a nital corrosive solution for about 10 seconds to reveal the structure by etching.
- the etched observation surface is observed in 10 fields with a secondary electron image using a scanning electron microscope (SEM: Scanning Electron Microscope).
- SEM Scanning Electron Microscope
- the visual field area is, for example, 400 ⁇ m 2 (magnification 5000 times).
- tempered martensite and tempered bainite are identified from the contrast.
- the method for obtaining the area ratio is not particularly limited, and a well-known method may be used.
- the area ratio of tempered martensite and tempered bainite can be obtained by image analysis.
- the arithmetic mean value of the area ratio of tempered martensite and tempered bainite obtained in all viewpoints is defined as the volume ratio of tempered marten
- the number ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm is 0.85 or more among the precipitates having a circle-equivalent diameter of 20 nm or more.
- the number ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm is also referred to as “the number ratio of fine precipitates NP F”.
- the circle-equivalent diameter in the present specification means the diameter of a circle when the area of the observed precipitate is converted into a circle having the same area in the visual field surface in the tissue observation.
- FIGS. 1 and 2 show the relationship between the circle-equivalent diameter of the precipitate contained in the steel material and the number density of the steel material having the above-mentioned chemical composition and the yield strength of 125 ksi class (862 to less than 965 MPa). It is a histogram showing. That is, with reference to FIGS.
- FIG. 5 is a histogram showing the relationship between the circle-equivalent diameter of the precipitate and the number density for another example of the steel material having the above-mentioned chemical composition, which is different from FIGS. 1 and 2.
- FIG. 6 is a histogram created by using the circle-equivalent diameter and the number density of the precipitates for another example of the steel material having the above-mentioned chemical composition, which is different from FIGS. 1, 2, and 5. .. More specifically, FIGS. 5 and 6 show the circle-equivalent diameter of the precipitate contained in the steel material and the number density of the steel material having the above-mentioned chemical composition and the yield strength of 140 ksi class (965 to 1069 MPa). The histogram created by using is shown.
- the steel material having the above-mentioned chemical composition has not only a yield strength of 125 ksi class but also a yield strength of 140 ksi class.
- the number density of coarse precipitates increases, the number density of coarse precipitates having a circle equivalent diameter of more than 300 nm does not change so much, but the number density of precipitates having a circle equivalent diameter of 300 nm or less is remarkable. Decreases to.
- the number ratio NP F of fine precipitates is 0.85 or more, the yield strength of 862 MPa or more and excellent low temperature toughness are obtained. , Excellent SSC resistance can be obtained. Therefore, in the steel material according to the present embodiment, the number ratio of the precipitates having a circle equivalent diameter of 20 to 300 nm (the number ratio of fine precipitates NP F ) is set to 0.85 or more among the precipitates having a circle equivalent diameter of 20 nm or more. ..
- the preferred lower limit of the number ratio NP F of fine precipitates is 0.87, more preferably 0.89, still more preferably 0.92, and even more preferably 0.94.
- the number ratio NP F of fine precipitates may be further increased. More specifically, when the yield strength is less than 862 to 965 MPa, the number ratio NP F of fine precipitates is 0.92 or more, and the SSC resistance of the steel material is further enhanced. Further, when the yield strength is 965 MPa or more, the number ratio NP F of fine precipitates is 0.94 or more, and the SSC resistance of the steel material is further enhanced.
- the upper limit of the number ratio NP F of fine precipitates is not particularly limited. That is, the number ratio NP F of the fine precipitates may be 1.00.
- the number ratio NP F of the fine precipitates of the steel material according to the present embodiment can be obtained by the following method.
- a test piece is prepared from the steel material according to the present embodiment.
- the test piece is prepared in the same manner as the test piece used for the above-mentioned microstructure observation. Specifically, when the steel material is a steel plate, a test piece having an observation surface of 10 mm in the rolling direction and 10 mm in the plate thickness direction is produced from the central portion of the plate thickness.
- the steel material is a steel pipe
- a test piece having an observation surface of 10 mm in the pipe axis direction and 8 mm in the wall thickness (tube diameter) direction is prepared from the central portion of the wall thickness.
- the test piece After polishing the observation surface of the test piece to a mirror surface, the test piece is immersed in a picral corrosive solution (2.0 mass% picric acid-ethanol solution) for 60 seconds to reveal the structure by etching.
- the etched observation surface is measured for three-dimensional roughness using SEM to obtain a three-dimensional roughness profile for each field of view.
- the observation field of view is 3 or more and the total area of the observation field is 300 ⁇ m 2 or more, the reproducibility of the number ratio NP F of fine precipitates is enhanced. Therefore, in the present embodiment, the observation field of view is 3 or more.
- the visual field area is, for example, 108 ⁇ m 2 (magnification 10000 times) of 12 ⁇ m ⁇ 9 ⁇ m.
- the number of pixels that divide the visual field area is not particularly limited, but in order to obtain stable measurement accuracy, it is preferable that one pixel is 0.020 ⁇ m ⁇ 0.020 ⁇ m or less.
- one pixel is 0.020 ⁇ m ⁇ 0.020 ⁇ m, that is, 20 nm ⁇ 20 nm, it is possible to detect a precipitate of 20 nm or more by three-dimensional roughness measurement.
- the visual field area is divided into 270,000 pixels of 600 ⁇ 450.
- the method for carrying out the three-dimensional roughness measurement is not particularly limited, and a well-known method may be used.
- a well-known method may be used.
- the SEM four secondary electron detectors may be installed and the detection results may be combined to obtain a three-dimensional roughness profile.
- the direction of the depth of focus for SEM observation is defined as the "height direction”.
- a plane perpendicular to the height direction is further defined as an "observation surface”.
- the direction from the observation surface toward the electron radiation source is defined as a positive direction (direction in which the height increases).
- the area ratio Z h (%) occupied by the steel material in the visual field area of the observation surface at the position h ( ⁇ m) in the height direction is obtained.
- the resolution in the height direction is, for example, 1 nm.
- the area ratio S (%) of the precipitate in each observation field of view is obtained.
- the volume fraction (%) of the precipitate in the steel material is obtained, and the area fraction S (%) of the precipitate in each observation field of view is used.
- the area ratio S (%) of the precipitate in each observation field of view means the volume fraction (%) of the precipitate having a circle equivalent diameter of 20 nm or more.
- the volume fraction S (%) of the precipitate in each observation field of view can be approximated to the volume fraction V ⁇ (%) of cementite in the steel material according to the present embodiment. From the above, in the present embodiment, the volume fraction V ⁇ (%) of cementite is determined as the area fraction S (%) of the precipitate in each observation field of view.
- the method for determining the volume fraction V ⁇ of cementite is not particularly limited, and a well-known method may be used.
- V ⁇ may be obtained, for example, by thermodynamic calculation.
- cementite is the whole system including the whole system (matrix, cementite, and other precipitates, inclusions, etc.).
- the thermodynamic calculation it may be performed using well-known thermodynamic calculation software. In this way, it is sufficiently possible for those skilled in the art to obtain the volume fraction V ⁇ (%) of cementite by thermodynamic calculation.
- the volume fraction V ⁇ of cementite may be further determined by capturing the extraction residue. In this case, it can be obtained by the following method.
- a cylindrical test piece is produced from the steel material according to the present embodiment.
- the steel material is a steel plate
- a cylindrical test piece is produced from the central portion of the plate thickness.
- the steel material is a steel pipe
- a cylindrical test piece is prepared from the central part of the wall thickness.
- the size of the cylindrical test piece is, for example, 6 mm in diameter and 50 mm in length.
- the surface of the prepared cylindrical test piece is polished by preliminary electropolishing to about 50 ⁇ m to obtain a new surface.
- test piece obtained with a new surface is electrolyzed with an electrolytic solution (10% acetylacetone + 1% tetraammonium + methanol).
- electrolytic solution 10% acetylacetone + 1% tetraammonium + methanol.
- the electrolytic solution after electrolysis is passed through a 0.2 ⁇ m filter to capture the residue.
- the obtained residue is acid-decomposed, and ICP (inductively coupled plasma) emission analysis is performed to quantify the concentration of alloying elements excluding carbon in cementite in units of mass%.
- the volume fraction V ⁇ (%) of cementite is obtained from the concentration of the alloying element excluding carbon in the obtained cementite and the following formula (A).
- V ⁇ (sum of mole fractions of each alloy element in cementite) ⁇ (1/3) ⁇ (V m ⁇ / V m ) (A)
- the "molar fraction of each alloy element in cementite" in the formula (A) can be obtained by the following method. By analyzing the extraction residue, the amount of each alloying element dissolved in cementite can be obtained. By dividing the obtained amount of each alloy element by the total amount of electrolysis, the mole fraction of each alloy element in cementite can be obtained.
- V m ⁇ in the formula (A) is the molar volume (m 3 / mol) of cementite.
- Vm in the formula (A) is the molar volume (m 3 / mol) of the entire system (total including the matrix, cementite, and other precipitates, inclusions, etc.). Both V m ⁇ and V m can be obtained by well-known thermodynamic calculation software.
- a method for determining the volume ratio V theta of cementite is not particularly limited, it may be used the method according to the aforementioned thermodynamic calculations, be a method for capturing the extraction residue above Good. Further, in the steel material according to the present embodiment having the above-mentioned chemical composition, the area fraction S of the precipitate obtained by the method by thermodynamic calculation and the method of capturing the extraction residue (that is, the volume fraction of cementite V ⁇ ). There is almost no difference. Therefore, whichever method is used, the area ratio S (%) of the precipitate in each visual field area can be obtained.
- the two-dimensional information on the distribution of the steel material in the observation field of view includes the area occupied by the steel material and the voids. At this time, the region occupied by the steel material is, that is, the region occupied by the precipitate. Therefore, by analyzing the acquired two-dimensional information, the equivalent circle diameter of the precipitate in the observation field of view can be obtained. In this way, the equivalent circle diameter of all the precipitates in the observation field of view is obtained. From the circle-equivalent diameter of each of the obtained precipitates, the number of precipitates having a circle-equivalent diameter of 20 nm or more and the number of precipitates having a circle-equivalent diameter of 20 to 300 nm are counted.
- the above method is carried out in each observation field of view, and the number of precipitates having a circle-equivalent diameter of 20 nm or more and the number of precipitates having a circle-equivalent diameter of 20 to 300 nm in each observation field of view are counted. From the total number of precipitates with a circle-equivalent diameter of 20 nm or more and the total number of precipitates with a circle-equivalent diameter of 20 to 300 nm in all observation fields, the circle-equivalent diameter of 20 for the precipitates with a circle-equivalent diameter of 20 nm or more The number ratio of precipitates having a diameter of about 300 nm can be determined.
- the steel material according to this embodiment further preferably satisfies the following formula (3).
- NP F / ND C ⁇ 4.25
- the number ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm (the number ratio of fine precipitates) among the precipitates having a circle-equivalent diameter of 20 nm or more is substituted into "NP F " in the formula (3).
- the number density of precipitates having a circle-equivalent diameter of 300 nm or more (number density of coarse precipitates) (pieces / ⁇ m 2 ) is substituted into “ND C ” in the formula (3).
- Fn3 NP F / ND C.
- Fn3 is an index showing the total number of cementites. When Fn3 is 4.25 or more, the total number of cementites is reduced, and the low temperature toughness of the steel material is further increased. Therefore, in the steel material according to the present embodiment, the number ratio NP F of fine precipitates is preferably 0.85 or more, and Fn3 is preferably 4.25 or more. A more preferable lower limit of Fn3 is 4.30, still more preferably 4.50. The upper limit of Fn3 is not particularly limited, but is, for example, 330.00.
- the number density of precipitates having a circle-equivalent diameter of 300 nm or more (number density of coarse precipitates ND C ) (pieces / ⁇ m 2 ) can be obtained at the same time as the number ratio NP F of fine precipitates. ..
- the number density ND C of coarse precipitates can be determined by the following method. Using the circle-equivalent diameters of all the precipitates in each observation field of view obtained when determining the number ratio NP F of the above-mentioned fine precipitates, the number of precipitates having a circle-equivalent diameter of 300 nm or more in each observation field of view was determined. Count.
- the number density of the equivalent circle diameter 300nm or more precipitate (number density ND C of coarse precipitates) (Piece / ⁇ m 2 ) can be obtained.
- the shape of the steel material according to this embodiment is not particularly limited.
- the steel material is, for example, a steel pipe or a steel plate.
- the steel material is preferably a seamless steel pipe.
- the wall thickness is not particularly limited, and is, for example, 9 to 60 mm.
- the steel material according to this embodiment is particularly suitable for use as a thick-walled seamless steel pipe. More specifically, even if the steel material according to the present embodiment is a seamless steel pipe having a thickness of 15 mm or more and a thickness of 20 mm or more, it exhibits excellent strength, excellent low temperature toughness, and excellent SSC resistance.
- the yield strength of the steel material according to this embodiment is 862 MPa or more (125 ksi or more). Yield strength as used herein means 0.2% proof stress obtained in a tensile test according to ASTM E8 / E8M (2013).
- the upper limit of the yield strength of the steel material according to the present embodiment is not particularly limited. However, it has been proved by Examples described later that the steel material according to this embodiment has excellent low temperature toughness and excellent SSC resistance, at least in the range of yield strength of 862 to 1069 MPa. Therefore, the yield strength of the steel material according to the present embodiment includes at least 862 to 1069 MPa (125 to 155 ksi). That is, the yield strength of the steel material according to the present embodiment includes at least 862 to less than 965 MPa (125 ksi class) and 965 to 1069 MPa (140 ksi class).
- the yield strength of the steel material according to this embodiment can be obtained by the following method. Specifically, a tensile test is performed by a method conforming to ASTM E8 / E8M (2013). A round bar test piece is produced from the steel material according to the present embodiment. When the steel material is a steel plate, a round bar test piece is produced from the central portion of the plate thickness. When the steel material is a steel pipe, a round bar test piece is prepared from the central part of the wall thickness. The size of the round bar test piece is, for example, a parallel portion diameter of 4 mm and a parallel portion length of 35 mm. The axial direction of the round bar test piece is parallel to the rolling direction of the steel material. A tensile test is carried out in the air at room temperature (25 ° C.) using a round bar test piece, and the 0.2% proof stress obtained is defined as the yield strength (MPa).
- MPa yield strength
- the low temperature toughness of the steel material according to this embodiment can be evaluated by the Charpy impact test according to JIS Z 2242 (2005).
- the low temperature toughness of the steel material according to this embodiment is specifically defined as follows.
- a test piece is prepared from the steel material according to the present embodiment.
- the steel material is a steel plate
- a test piece is prepared from the center of the plate thickness.
- the steel material is a steel pipe
- a test piece is prepared from the central part of the wall thickness.
- a V-notch test piece having a width of 10 mm and a length of 55 mm is used.
- the longitudinal direction of the test piece is parallel to the rolling direction of the steel material and the direction orthogonal to the rolling direction of the steel material.
- the notch surface of the test piece is perpendicular to the rolling direction of the steel material.
- a Charpy impact test conforming to JIS Z 2242 (2005) is carried out on a test piece cooled to ⁇ 75 ° C. to determine the absorbed energy vE ( ⁇ 75 ° C.) (J) at ⁇ 75 ° C.
- the steel material according to the present embodiment is evaluated to have excellent low temperature toughness when the yield strength is less than 862 to 965 MPa and the absorbed energy vE ( ⁇ 75 ° C.) at ⁇ 75 ° C. is 105 J or more.
- the more preferable lower limit of the absorbed energy vE ( ⁇ 75 ° C.) of the steel material according to the present embodiment is 110 J, and further preferably 115 J.
- the upper limit of the absorbed energy vE ( ⁇ 75 ° C.) of the steel material according to the present embodiment is not particularly limited, but is, for example, 300 J.
- a test piece is prepared from the steel material according to the present embodiment.
- the steel material is a steel plate
- a test piece is prepared from the center of the plate thickness.
- the steel material is a steel pipe
- a test piece is prepared from the central part of the wall thickness.
- a V-notch test piece having a width of 10 mm and a length of 55 mm is used.
- the longitudinal direction of the test piece is parallel to the rolling direction of the steel material and the direction orthogonal to the rolling direction of the steel material.
- the notch surface of the test piece is perpendicular to the rolling direction of the steel material.
- a Charpy impact test conforming to JIS Z 2242 (2005) is carried out on a test piece cooled to -60 ° C to determine the absorbed energy vE (-60 ° C) (J) at -60 ° C.
- the steel material according to this embodiment is evaluated to have excellent low temperature toughness when the yield strength is 965 MPa or more and the absorbed energy vE (-60 ° C.) at -60 ° C is 70 J or more.
- a more preferable lower limit of the absorbed energy vE (-60 ° C.) of the steel material according to the present embodiment is 71 J, and even more preferably 72 J.
- the upper limit of the absorbed energy vE (-60 ° C.) of the steel material according to the present embodiment is not particularly limited, but is, for example, 300 J.
- the SSC resistance of the steel material according to the present embodiment can be evaluated by a method based on NACE TM0177-2005 Method A.
- the SSC resistance of the steel material according to the present embodiment is specifically defined as follows.
- a round bar test piece is produced from the steel material according to the present embodiment.
- the steel material is a steel plate
- a round bar test piece is produced from the central portion of the plate thickness.
- the steel material is a steel pipe
- a round bar test piece is prepared from the central part of the wall thickness.
- the size of the round bar test piece is, for example, 6.35 mm in diameter and 25.4 mm in length of the parallel portion.
- the axial direction of the round bar test piece is parallel to the rolling direction of the steel material.
- the test solution is a mixed aqueous solution (NACE solution A) of 5.0% by mass sodium chloride and 0.5% by mass acetic acid.
- the temperature of the test solution is 24 ° C.
- a stress corresponding to 90% (90% AYS) of the actual yield stress is applied to the round bar test piece.
- a test solution at 24 ° C. is injected into the test container so that the stressed round bar test piece is immersed, and the test bath is used. After degassing the test bath is blown with H 2 S gas 1atm to the test bath to saturate the test bath.
- the test bath is kept at 24 ° C. for 720 hours (30 days).
- the yield strength of the steel material according to the present embodiment is less than 862 to 965 MPa, it is said that the steel material has excellent SSC resistance if no crack is confirmed after 720 hours (30 days) in the above Method A-compliant method. evaluate.
- "no crack is confirmed” means that crack is not confirmed in the test piece when the test piece after the test is observed with the naked eye and a projector having a magnification of 10 times.
- the steel material according to the present embodiment has further excellent SSC resistance when the yield strength is less than 862 to 965 MPa and the number ratio NP F of fine precipitates is 0.92 or more.
- the yield strength is less than 862 to 965 MPa
- the more excellent SSC resistance is specifically that the stress applied to the round bar test piece is 95% (95% AYS) of the actual yield stress.
- a round bar test piece is produced from the steel material according to the present embodiment.
- the steel material is a steel plate
- a round bar test piece is produced from the central portion of the plate thickness.
- the steel material is a steel pipe
- a round bar test piece is prepared from the central part of the wall thickness.
- the size of the round bar test piece is, for example, 6.35 mm in diameter and 25.4 mm in length of the parallel portion.
- the axial direction of the round bar test piece is parallel to the rolling direction of the steel material.
- the test solution is a mixed aqueous solution (NACE solution B) of 5.0% by mass sodium chloride and 0.4% by mass sodium acetate adjusted to pH 3.5 with acetic acid.
- the temperature of the test solution is 24 ° C.
- a stress corresponding to 90% (90% AYS) of the actual yield stress is applied to the round bar test piece.
- a test solution at 24 ° C. is injected into the test container so that the stressed round bar test piece is immersed, and the test bath is used. After degassing the test bath, blowing a mixed gas of CO 2 gas H 2 S gas and 0.9atm of 0.1atm the test bath to saturate the test bath.
- the test bath is kept at 24 ° C. for 720 hours (30 days).
- the steel material according to the present embodiment is evaluated to have excellent SSC resistance when the yield strength is 965 MPa or more and no crack is confirmed after 720 hours (30 days) in the method based on the above Method A. ..
- "no crack is confirmed” means that crack is not confirmed in the test piece when the test piece after the test is observed with the naked eye and a projector having a magnification of 10 times.
- the steel material according to the present embodiment has further excellent SSC resistance when the yield strength is 965 MPa or more and the number ratio NP F of fine precipitates is 0.94 or more.
- the more excellent SSC resistance is specifically that the mixed gas blown into the test bath is a mixture of 0.2 atm H 2 S gas and 0.8 atm CO 2 gas.
- a method for manufacturing a steel material according to this embodiment will be described.
- a method for manufacturing a seamless steel pipe will be described as an example of the steel material according to the present embodiment.
- the method for manufacturing a seamless steel pipe includes a step of preparing a raw pipe (preparation step) and a step of quenching and tempering the raw pipe to make a seamless steel pipe (quenching step and tempering step).
- the manufacturing method according to the present embodiment is not limited to the manufacturing method described below. Hereinafter, each step will be described in detail.
- an intermediate steel material having the above-mentioned chemical composition is prepared.
- the method for producing the intermediate steel material is not particularly limited.
- the intermediate steel material referred to here is a plate-shaped steel material when the final product is a steel plate, and is a raw pipe when the final product is a steel pipe.
- the preparation process may include a process of preparing the material (material preparation process) and a process of hot-working the material to produce an intermediate steel material (hot-working process).
- material preparation process a process of preparing the material
- hot-working process a process of hot-working the material to produce an intermediate steel material
- a material is produced using molten steel having the above-mentioned chemical composition.
- the method for producing the material is not particularly limited, and a well-known method may be used. Specifically, slabs (slabs, blooms, or billets) may be produced by a continuous casting method using molten steel. Ingots may be produced by the ingot method using molten steel. If necessary, slabs, blooms or ingots may be block-rolled to produce billets. The material (slab, bloom, or billet) is manufactured by the above steps.
- the prepared material is hot-worked to produce an intermediate steel material.
- the intermediate steel material corresponds to a raw pipe.
- the billet is heated in a heating furnace.
- the heating temperature is not particularly limited, but is, for example, 1100-1300 ° C.
- Hot working is performed on the billets extracted from the heating furnace to manufacture raw pipes (seamless steel pipes).
- the method of hot working is not particularly limited, and a well-known method may be used.
- the Mannesmann method may be carried out as hot working to manufacture a bare tube.
- the round billet is drilled and rolled by a drilling machine.
- the drilling ratio is not particularly limited, but is, for example, 1.0 to 4.0.
- the perforated round billet is further hot-rolled with a mandrel mill, reducer, sizing mill or the like to form a raw pipe.
- the cumulative surface reduction rate in the hot working process is, for example, 20 to 70%.
- raw pipes from billets.
- the raw pipe may be manufactured by forging such as the Erhard method.
- a bare tube is manufactured by the above process.
- the wall thickness of the raw tube is not particularly limited, but is, for example, 9 to 60 mm.
- the raw tube manufactured by hot working may be air-cooled (As-Rolled).
- the raw tube produced by hot working may be directly hardened after hot working without being cooled to room temperature, or may be hardened after reheating (reheating) after hot working. Good.
- cooling may be stopped or slow cooling may be performed during quenching. In this case, it is possible to prevent the raw pipe from being cracked.
- stress relief annealing SR may be performed after quenching and before heat treatment in the next step. In this case, the residual stress of the raw pipe is removed.
- the intermediate steel material is prepared in the preparation process.
- the intermediate steel material may be manufactured by the above-mentioned preferable process, and may be manufactured by an intermediate steel material manufactured by a third party, or at a factory other than the factory where the quenching process and the tempering process described later are performed, or at another business establishment. You may prepare the intermediate steel material manufactured by the above. The quenching process will be described in detail below.
- quenching means to quench the three or more points A of the intermediate steel.
- the preferred quenching temperature is 800-1000 ° C. If the quenching temperature is too high, the crystal grains of the old ⁇ grains become coarse, and the SSC resistance of the steel material may decrease. Therefore, the quenching temperature is preferably 800 to 1000 ° C.
- the quenching temperature refers to the surface temperature of the intermediate steel material measured by a thermometer installed on the outlet side of the apparatus for performing the final hot working when the quenching is performed directly after the hot working. Equivalent to.
- the quenching temperature further corresponds to the temperature of the furnace in which the reheating or reheating is performed when the quenching is performed after the heat processing or reheating is performed after the hot working.
- the quenching method is, for example, to continuously cool the intermediate steel material (raw pipe) from the quenching start temperature and continuously lower the surface temperature of the raw pipe.
- the method of continuous cooling treatment is not particularly limited, and a well-known method may be used.
- the method of continuous cooling treatment is, for example, a method of immersing the raw pipe in a water tank to cool it, or a method of accelerating cooling the raw pipe by shower water cooling or mist cooling.
- the microstructure will not be mainly composed of martensite and bainite, and the mechanical properties (yield strength of 125 ksi or more) specified in this embodiment cannot be obtained. In this case, further, excellent low temperature toughness and excellent SSC resistance cannot be obtained.
- the intermediate steel material is rapidly cooled at the time of quenching.
- the average cooling rate in the range where the surface temperature of the intermediate steel material (bare pipe) during quenching is in the range of 800 to 500 ° C. is defined as the quenching cooling rate CR 800-500.
- the quenching cooling rate CR 800-500 is the slowest cooling part in the cross section of the intermediate steel to be hardened (for example, the center of the intermediate steel thickness when both surfaces are forcibly cooled). Determined from the temperature measured in.
- a preferred quenching cooling rate CR 800-500 is 300 ° C./min or higher.
- the lower limit of the more preferable quenching cooling rate CR 800-500 is 450 ° C./min, and even more preferably 600 ° C./min.
- the upper limit of the quenching cooling rate CR 800-500 is not particularly specified, but is, for example, 60,000 ° C./min.
- the raw tube is heated in the austenite region multiple times and then quenched.
- the SSC resistance of the steel material is enhanced. Heating in the austenite region may be repeated a plurality of times by performing quenching a plurality of times, or heating in the austenite region may be repeated a plurality of times by performing normalizing and quenching.
- quenching and tempering described later may be combined and carried out a plurality of times. That is, quenching and tempering may be performed a plurality of times. In this case, the SSC resistance of the steel material is further enhanced.
- the tempering process will be described in detail below.
- tempering In the tempering step, after performing the above-mentioned quenching, tempering is performed.
- tempering means that the intermediate steel material after quenching is reheated and held at a temperature of less than 1 Acc.
- the tempering temperature corresponds to the temperature of the furnace when the intermediate steel material after quenching is heated and held.
- the tempering time means the time from when the temperature of the intermediate steel material reaches a predetermined tempering temperature to when it is extracted from the heat treatment furnace.
- the precipitates having a circle-equivalent diameter of 20 nm or more are cementite.
- cementite tends to coarsen due to Ostwald growth in tempering retention.
- the tempering temperature is set to 600 to 730 ° C. for the purpose of improving low temperature toughness and SSC resistance. At such high temperature tempering, cementite tends to be more coarsened by Ostwald growth.
- tempering at a high temperature is performed for a short time to form a large number of cementite nuclei in advance.
- tempering at a temperature slightly lower than that of high-temperature tempering (hereinafter, also referred to as "medium-temperature tempering") is performed to grow the above-mentioned large number of formed cementite nuclei.
- intermediate-temperature tempering is performed to grow the above-mentioned large number of formed cementite nuclei.
- the steel material according to the present embodiment can form a large number of fine cementites. That is, in the tempering step according to the present embodiment, tempering is carried out in two stages in the order of high temperature tempering and medium temperature tempering.
- the number ratio of the precipitates having a circle-equivalent diameter of 20 to 300 nm is increased to 0.85 or more in the steel material. be able to.
- the hardened intermediate steel material (bare pipe) is heated from room temperature to the tempering temperature, and then held at the tempering temperature for the tempering time.
- the tempering temperature As a result, a large number of cementite nuclei are formed in the microstructure of the intermediate steel material after the high temperature tempering process.
- the heating rate from room temperature to the tempering temperature in the high-temperature tempering process is too slow, carbides may precipitate from the grain boundaries during heating.
- the carbides precipitated from the grain boundaries tend to be coarser than the carbides precipitated from the crystal grains. Therefore, in the high-temperature tempering step according to the present embodiment, the heating rate from room temperature to the tempering temperature is increased.
- the heating rate in the range of 100 to 650 ° C. is defined as the heating rate during tempering HR 100-650 (° C./min). More specifically, the tempering heating rate HR 100-650 is the slowest heating site in the cross section of the intermediate steel to be heated (eg, the center of the intermediate steel thickness when heated from both sides of the steel). ) Is determined from the temperature measured.
- the preferable tempering heating rate HR 100-650 is 5 ° C./min or more.
- a more preferable lower limit of the tempering heating rate HR 100-650 is 8 ° C./min, and even more preferably 10 ° C./min.
- the upper limit of the heating rate HR 100-650 during tempering is not particularly limited, but is, for example, 60,000 ° C./min.
- the tempering temperature in the high-temperature tempering step is too low, the cementite nuclei will not be sufficiently precipitated during the holding of the tempering, and the cementite will be coarsened by the medium-temperature tempering step described later.
- the number ratio NP F of fine precipitates is less than 0.85, and the low temperature toughness and SSC resistance of the steel material are lowered.
- the tempering temperature in the high-temperature tempering step is too high, the tempering temperature may exceed AC1 point. In this case, austenite is mixed in the microstructure of the intermediate steel material. As a result, the microstructure of the steel material after the medium-temperature tempering step, which will be described later, is not mainly composed of tempered martensite and tempered bainite, and the mechanical properties specified in the present embodiment cannot be obtained. Therefore, in the high temperature tempering step according to the present embodiment, the preferable tempering temperature is 695 to 720 ° C. A more preferable lower limit of the tempering temperature in the high temperature tempering step is 700 ° C. A more preferable upper limit of the tempering temperature in the high temperature tempering step is 715 ° C.
- the tempering time is too short, the cementite nuclei will not be sufficiently precipitated during the holding of the tempering, and the cementite will be coarsened by the medium temperature tempering step described later.
- the number ratio NP F of fine precipitates is less than 0.85, and the low temperature toughness and SSC resistance of the steel material are lowered.
- the tempering time in the high-temperature tempering step is too long, cementite may become coarse during the holding of tempering.
- the number ratio NP F of fine precipitates is less than 0.85, and the low temperature toughness and SSC resistance of the steel material are lowered. If the tempering time is too long, the yield strength may further decrease.
- the preferable tempering time is less than 2 to 20 minutes.
- a more preferable upper limit of the tempering time in the high temperature tempering step is 15 minutes.
- the more preferable lower limit of the tempering time in the high temperature tempering step is 3 minutes, more preferably 5 minutes.
- the medium temperature tempering process will be described in detail below.
- the intermediate steel material (bare pipe) subjected to the high-temperature tempering step is held at a tempering temperature in a temperature range slightly lower than that of the high-temperature tempering step for the tempering time.
- the yield strength of the steel material is adjusted to 862 MPa or more (125 ksi or more).
- the tempering temperature in the medium temperature tempering process is too low, the yield strength of the steel material after tempering may become too high. As a result, the strength becomes too high, and the low temperature toughness and SSC resistance of the steel material decrease. On the other hand, if the tempering temperature in the medium temperature tempering step is too high, the yield strength of the steel material after tempering may become too low. As a result, the yield strength is less than 862 MPa, and a yield strength of 125 ksi or more cannot be obtained.
- the preferable tempering temperature is 600 to 690 ° C.
- a more preferable upper limit of the tempering temperature in the medium temperature tempering step is less than 690 ° C, more preferably 685 ° C.
- a more preferable lower limit of the tempering temperature in the medium temperature tempering step is 620 ° C, and even more preferably 640 ° C.
- the tempering time in the medium temperature tempering process is too short, the yield strength of the steel material after tempering may become too high. As a result, the strength becomes too high, and the low temperature toughness and SSC resistance of the steel material decrease. On the other hand, if the tempering time is too long, the above effect is saturated.
- the preferable tempering time in the medium temperature tempering step is 10 to 180 minutes.
- a more preferable upper limit of the tempering time is 120 minutes, more preferably 90 minutes.
- the more preferable lower limit of the tempering time is 15 minutes, more preferably 20 minutes.
- the tempering time is preferably 15 to 180 minutes.
- the tempering temperature and the tempering time are adjusted to obtain a steel material having a yield strength of 125 ksi or more.
- the yield strength is increased to 125 ksi or more (862 MPa or more) by performing medium-temperature tempering in which the tempering temperature and the tempering time are appropriately adjusted for the intermediate steel material (bare pipe) having the chemical composition of the present embodiment. It is quite possible for those skilled in the art to do so.
- the above-mentioned high-temperature tempering step and medium-temperature tempering step may be carried out as continuous heat treatment. That is, the intermediate steel material on which the high temperature tempering step has been carried out may be subjected to the medium temperature tempering step without being cooled to room temperature. At this time, the high-temperature tempering step and the medium-temperature tempering step may be carried out in the same heat treatment furnace.
- a temperature gradient may be formed in the heat treatment furnace to control the temperature of the intermediate steel material.
- the time from the end of the high-temperature tempering step to the start of the medium-temperature tempering step is too long, the holding time at high temperature becomes too long, and the yield strength of the steel material after tempering may decrease. In this case, the number ratio NP F of fine precipitates may not be further increased.
- the time from the end of the high temperature tempering process to the adjustment of the temperature of the intermediate steel material to the tempering temperature of the medium temperature tempering process is It is preferably within 10 minutes, more preferably within 5 minutes.
- the intermediate steel material is extracted from the heat treatment furnace, and then the intermediate steel material is inserted into the same heat treatment furnace again. Good.
- the heat treatment furnace is lowered to the tempering temperature of the medium temperature tempering step, and then the intermediate steel material is inserted into the heat treatment furnace.
- the high temperature tempering process and the medium temperature tempering process are carried out as continuous heat treatment, they may be carried out in different heat treatment furnaces.
- the intermediate steel material extracted from the heat treatment furnace used in the high temperature tempering step may be allowed to cool in the atmosphere until it is charged into the heat treatment furnace used in the medium temperature tempering step.
- the time from when the intermediate steel material is extracted from the heat treatment furnace where the high temperature tempering process is performed to when it is charged into the heat treatment furnace where the medium temperature tempering process is performed is preferably 5 minutes or less. It is more preferable to be within.
- the above-mentioned high-temperature tempering step and medium-temperature tempering step can also be carried out as discontinuous heat treatment. That is, the intermediate steel material subjected to the high temperature tempering step may be cooled to room temperature, and then the medium temperature tempering step may be carried out. As described above, whether the high temperature tempering step and the medium temperature tempering step are carried out as continuous heat treatment or discontinuous heat treatment, the effects obtained by the high temperature tempering step and the medium temperature tempering step are not lost.
- a steel material according to this embodiment can be manufactured.
- the steel material according to the present embodiment can be manufactured.
- a method for manufacturing a seamless steel pipe has been described as an example.
- the steel material according to the present embodiment may have a steel plate or another shape.
- a method for manufacturing a steel plate or another shape also includes, for example, a preparation step, a quenching step, and a tempering step.
- the above-mentioned production method is an example, and may be produced by another production method.
- the present disclosure will be described in more detail with reference to Examples.
- Example 1 a steel material having a yield strength of 125 ksi class (862 to less than 965 MPa) was investigated. Specifically, 180 kg of molten steel having the chemical composition shown in Table 1 was produced. Further, Table 1 shows Fn2 obtained from the obtained chemical composition and the formula (2). In addition, "-" in Table 1 means that the content of each element is an impurity level.
- Ingots were manufactured using molten steel of test numbers 1-1 to 1-24.
- the produced ingot was hot-rolled to produce a steel plate having a plate thickness of 15 mm.
- the steel sheets of test numbers 1-1 to 1-24 after hot rolling were allowed to cool, and the temperature of the steel sheets was set to room temperature (25 ° C.).
- the steel sheets of test numbers 1-1 to 1-24 after allowing to cool were held at the quenching temperature (920 ° C.) for 20 minutes, and then the steel sheets were immersed in a water tank for quenching.
- the cooling rate during quenching (CR 800-500 ) was 600 ° C./min.
- the quenching temperature and the quenching cooling rate CR 800-500 were measured with a sheath-type K thermocouple preliminarily charged in the central portion of the steel plate thickness.
- tempering was performed on the steel sheets of test numbers 1-1 to 1-24.
- the first tempering and the second tempering were performed on the steel sheets of each test number except for test numbers 1-14 to 1-16.
- the steel sheets of test numbers 1-14 to 1-16 were tempered once.
- the tempering temperature and tempering time of the first tempering and the second tempering performed on the steel sheets of test numbers 1-1 to 1-24 are as shown in Table 2, respectively.
- "-" in the "second tempering” column means that the second tempering was not performed.
- the heating rate at the time of tempering (HR 100-650 ) in the first tempering was 10 ° C./min.
- the heating rate HR 100-650 during tempering was measured with a sheath-type K thermocouple charged in the center of the thickness of the steel sheet in advance.
- the tempering temperature is the temperature of the heat treatment furnace in which the tempering is performed.
- the tempering time is defined as the time from when the temperature of the steel sheet of each test number reaches a predetermined tempering temperature to when it is extracted from the heat treatment furnace.
- the first tempering and the second tempering were carried out using different heat treatment furnaces for the steel sheets of each test number except for test numbers 1-14 to 1-16. Specifically, the steel sheets of each test number except for test numbers 1-14 to 1-16 were extracted from the heat treatment furnace after the first tempering was performed. The steel sheets of each test number except the extracted test numbers 1-14 to 1-16 were allowed to cool in the atmosphere, and immediately after reaching the second tempering temperature, the temperature was adjusted for the second tempering separately. It was charged into the heat treatment furnace of No. 1 and tempered for the second time. Here, the time until the steel sheets of each test number except test numbers 1-14 to 1-16 are extracted from the heat treatment furnace of the first tempering and charged into the heat treatment furnace of the second tempering is 5 in each case. It was within minutes.
- Test test Tensile tests were carried out on the steel sheets of test numbers 1-1 to 1-24 by the above method. Specifically, the tensile test was performed in accordance with ASTM E8 / E8M (2013). A round bar tensile test piece having a parallel portion diameter of 4 mm and a parallel portion length of 35 mm was prepared from the center of the thickness of the steel plates of test numbers 1-1 to 1-24. The axial direction of the round bar tensile test piece was parallel to the rolling direction of the steel sheet. Tensile tests were carried out at room temperature (25 ° C.) in the air using round bar test pieces with test numbers 1-1 to 1-24, and the yield strength of the steel sheets with test numbers 1-1 to 1-24 ( MPa) was obtained. In this example, the 0.2% offset proof stress obtained in the tensile test was defined as the yield strength of each test number. The yield strengths obtained in the steel sheets of Test Nos. 1-1 to 1-24 are shown in Table 2 as "YS (MPa)".
- the observation field of view was 12 ⁇ m ⁇ 9 ⁇ m (magnification 10000 times), and three fields of view were observed.
- the area fraction S (%) of the precipitate in the observation field is the volume fraction V ⁇ of cementite obtained by thermodynamic calculation using the chemical composition of the steel sheet of each test number and the tempering temperatures of the first and second times. Obtained as (%).
- the thermodynamic calculation software Thermo-Calc manufactured by Thermo-CalC Software, version: 2017a was used for the thermodynamic calculation, and TCFE8 was used as the database.
- the arithmetic mean value of the absorbed energy obtained was defined as the absorbed energy vE (-75 ° C.) (J).
- Table 2 shows the absorbed energy vE (-75 ° C.) (J) in the steel sheets of test numbers 1-1 to 1-24.
- SSC resistance test The SSC resistance of the steel sheets of test numbers 1-1 to 1-24 was evaluated by a method conforming to NACE TM0177-2005 Method A. Specifically, a round bar test piece having a diameter of 6.35 mm and a parallel portion having a length of 25.4 mm was prepared from the central portion of the thickness of the steel plate of test numbers 1-1 to 1-24. The round bar test piece was produced so that the axial direction was parallel to the rolling direction of the steel sheet. Tensile stress was applied in the axial direction of the round bar test piece of each test number. At this time, the applied stress was adjusted to be 90% (90% AYS) of the actual yield stress of the steel sheet having the corresponding test number.
- test solution a mixed aqueous solution (NACE solution A) of 5.0% by mass sodium chloride and 0.5% by mass acetic acid was used.
- a test solution at 24 ° C. was injected into three test containers to prepare a test bath.
- the three stressed round bar test pieces were immersed in the test baths of different test containers one by one. After degassing each test bath is blown with H 2 S gas 1atm to the test bath was saturated.
- the test bath saturated with the mixed gas was kept at 24 ° C. for 720 hours.
- SSC sulfide stress cracking
- the chemical composition of the steel sheets of Test Nos. 1-1 to 1-12 was appropriate, and the yield strength was less than 862 to 965 MPa (125 ksi class). Further, Fn1 was 0.300 or less and Fn2 was 0.355 or less. Further, the number ratio NP F of the fine precipitates was 0.85 or more. As a result, the absorbed energy vE (-75 ° C.) was 105 J or more, and excellent low temperature toughness was exhibited. Furthermore, in the SSC resistance test in which the applied stress was 90% (90% AYS) of the actual yield stress, excellent SSC resistance was exhibited.
- the steel sheets of test numbers 1-2, 1-4, 1-6, 1-7, and 1-9 further have Fn2 of 0.300 or less, Fn1 of 0.240 or less, and fine precipitates.
- the number ratio NP F was 0.92 or more.
- the tempering temperature of the first tempering was too low. Furthermore, the tempering time of the first tempering was too long. In addition, the second temper was not performed. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness. Furthermore, in the 90% AYS SSC resistance test, it did not show excellent SSC resistance.
- the tempering time of the first tempering was too long.
- the second temper was not performed.
- the number ratio NP F of the fine precipitates was less than 0.85.
- the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness.
- the 90% AYS SSC resistance test it did not show excellent SSC resistance.
- the tempering time of the first tempering was too long.
- the number ratio NP F of the fine precipitates was less than 0.85.
- the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness.
- the 90% AYS SSC resistance test it did not show excellent SSC resistance.
- the Cr content of the steel sheet of Test No. 1-20 was too low. Furthermore, Fn1 exceeded 0.300. Furthermore, Fn2 exceeded 0.355. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness. Furthermore, in the 90% AYS SSC resistance test, it did not show excellent SSC resistance.
- the Mo content of the steel sheet of Test No. 1-21 was too low. Furthermore, Fn1 exceeded 0.300. Furthermore, Fn2 exceeded 0.355. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness. Furthermore, in the 90% AYS SSC resistance test, it did not show excellent SSC resistance.
- the Mn content of the steel sheet of Test No. 1-22 was too high. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness. Furthermore, in the 90% AYS SSC resistance test, it did not show excellent SSC resistance.
- the N content of the steel sheet of test number 1-23 was too high.
- the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness.
- the 90% AYS SSC resistance test it did not show excellent SSC resistance.
- the P content of the steel sheet of test number 1-24 was too high.
- the absorbed energy vE (-75 ° C.) was less than 105 J, and did not show excellent low temperature toughness.
- the 90% AYS SSC resistance test it did not show excellent SSC resistance.
- Example 2 a steel material for obtaining a yield strength of 140 ksi class (965 to 1069 MPa) was investigated. Specifically, 180 kg of molten steel having the chemical composition shown in Table 3 was produced. Further, Table 3 shows Fn2 obtained from the obtained chemical composition and the formula (2). In addition, "-" in Table 3 means that the content of each element is an impurity level.
- Ingots were manufactured using molten steel of test numbers 2-1 to 2-24.
- the produced ingot was hot-rolled to produce a steel plate having a plate thickness of 15 mm.
- the steel sheets of test numbers 2-1 to 2-24 after hot rolling were allowed to cool, and the temperature of the steel sheets was set to room temperature (25 ° C.).
- the steel sheets of test numbers 2-1 to 2-24 after allowing to cool were held at the quenching temperature (920 ° C.) for 20 minutes, and then the steel sheets were immersed in a water tank for quenching.
- the cooling rate during quenching (CR 800-500 ) was 600 ° C./min.
- the quenching temperature and the quenching cooling rate CR 800-500 were measured with a sheath-type K thermocouple preliminarily charged in the central portion of the steel plate thickness.
- tempering was performed on the steel sheets of test numbers 2-1 to 2-24.
- the first tempering and the second tempering were performed on the steel sheets of each test number except for test numbers 2-14 to 2-16.
- the steel sheets of test numbers 2-14 to 2-16 were tempered once.
- the tempering temperature and tempering time of the first tempering and the second tempering performed on the steel sheets of Test Nos. 2-1 to 2-24 are as shown in Table 4, respectively.
- "-" in the "second tempering” column means that the second tempering was not performed.
- the heating rate at the time of tempering (HR 100-650 ) in the first tempering was 10 ° C./min.
- the tempering temperature and the tempering heating rate HR 100-650 were measured with a sheath-type K thermocouple charged in the central portion of the steel plate thickness in advance.
- the tempering temperature is the temperature of the heat treatment furnace in which the tempering is performed.
- the tempering time is defined as the time from when the temperature of the steel sheet of each test number reaches a predetermined tempering temperature to when it is extracted from the heat treatment furnace.
- the first tempering and the second tempering were carried out using different heat treatment furnaces. Specifically, the steel sheets of each test number except test numbers 2-14 to 2-16 were extracted from the heat treatment furnace after the first tempering was performed. The extracted steel sheets of each test number are allowed to cool in the atmosphere, and immediately after reaching the second tempering temperature, they are placed in another heat treatment furnace whose temperature has been adjusted for the second tempering, and the second time. Tempering was carried out.
- the time until the steel sheets of each test number except test numbers 2-14 to 2-16 are extracted from the heat treatment furnace of the first tempering and charged into the heat treatment furnace of the second tempering is 5 in each case. It was within minutes.
- Test test Tensile tests were carried out on the steel sheets of test numbers 2-1 to 2-24 by the above method. Specifically, the tensile test was performed in accordance with ASTM E8 / E8M (2013). A round bar tensile test piece having a parallel portion diameter of 4 mm and a parallel portion length of 35 mm was prepared from the center of the thickness of the steel plates of test numbers 2-1 to 2-24. The axial direction of the round bar tensile test piece was parallel to the rolling direction of the steel sheet. Tensile tests were carried out at room temperature (25 ° C) in the air using round bar test pieces with test numbers 2-1 to 2-24, and the yield strength of the steel sheets with test numbers 2-1 to 2-24 ( MPa) was obtained. In this example, the 0.2% offset proof stress obtained in the tensile test was defined as the yield strength of each test number. The yield strengths obtained in the steel sheets of Test Nos. 2-1 to 2-24 are shown in Table 4 as "YS (MPa)".
- the observation field of view was 12 ⁇ m ⁇ 9 ⁇ m (magnification 10000 times), and three fields of view were observed.
- the area fraction S (%) of the precipitate in the observation field is the volume fraction V ⁇ of cementite obtained by thermodynamic calculation using the chemical composition of the steel sheet of each test number and the tempering temperatures of the first and second times. Obtained as (%).
- the thermodynamic calculation software Thermo-Calc manufactured by Thermo-CalC Software, version: 2017a was used for the thermodynamic calculation, and TCFE8 was used as the database.
- the arithmetic mean value of the absorbed energy obtained was defined as the absorbed energy vE (-60 ° C.) (J).
- Table 4 shows the absorbed energy vE (-60 ° C.) (J) in the steel sheets of test numbers 2-1 to 2-24.
- SSC resistance test The SSC resistance of the steel sheets of test numbers 2-1 to 2-24 was evaluated by a method according to NACE TM0177-2005 Method A. Specifically, a round bar test piece having a diameter of 6.35 mm and a parallel portion having a length of 25.4 mm was prepared from the central portion of the thickness of the steel plates of test numbers 2-1 to 2-24. The round bar test piece was produced so that the axial direction was parallel to the rolling direction of the steel sheet. Tensile stress was applied in the axial direction of the round bar test piece of each test number. At this time, the applied stress was adjusted to be 90% of the actual yield stress of the steel sheet having the corresponding test number.
- test solution a mixed aqueous solution (NACE solution B) of 5.0% by mass sodium chloride and 0.4% by mass sodium acetate adjusted to pH 3.5 with acetic acid was used.
- a test solution at 24 ° C. was injected into three test containers to prepare a test bath.
- the three stressed round bar test pieces were immersed in the test baths of different test containers one by one. After degassing each test bath, blowing a mixed gas of CO 2 gas H 2 S gas and 0.9atm of 0.1atm the test bath was saturated.
- the test bath saturated with the mixed gas was kept at 24 ° C. for 720 hours.
- SSC sulfide stress cracking
- Test No. 2-1 to further the steel sheet 2-12 similar NACE TM0177-2005 Method
- the test according to A the mixed gas blown into the test bath, 0.2 atm of H 2 S gas and 0.8atm of CO It was carried out by using a mixed gas with 2 gases. Similar to the method described above, it was held at 24 ° C. for 720 hours.
- the presence or absence of sulfide stress cracking (SSC) was observed in the round bar test pieces of each test number after holding for 720 hours.
- the test piece after holding for 720 hours was observed with the naked eye and a projector having a magnification of 10 times.
- those in which no crack was confirmed in all three test pieces were judged as "E”.
- those in which cracks were confirmed in at least one test piece were judged as "NA”.
- the chemical composition of the steel sheets of Test Nos. 2-1 to 2-12 was appropriate, and the yield strength was 965 to 1069 MPa (140 ksi class). Further, Fn1 was 0.300 or less and Fn2 was 0.355 or less. Further, the number ratio NP F of the fine precipitates was 0.85 or more. As a result, the absorbed energy vE (-60 ° C.) was 70 J or more, and excellent low temperature toughness was exhibited. Furthermore, in the SSC resistance test of 0.1 atmH 2 S, it showed excellent SSC resistance.
- the steel sheets of test numbers 2-6, 2-9, and 2-12 further have Fn2 of 0.300 or less, Fn1 of 0.240 or less, and the number ratio NP F of fine precipitates of 0.94. That was all. As a result, it showed excellent SSC resistance even in the SSC resistance test of 0.2 atmH 2 S.
- the tempering temperature of the first tempering was too low. Furthermore, the tempering time of the first tempering was too long. In addition, the second temper was not performed. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-60 ° C.) was less than 70 J, and did not show excellent low temperature toughness. Furthermore, in the SSC resistance test of 0.1 atmH 2 S, it did not show excellent SSC resistance.
- the tempering time of the first tempering was too long.
- the second temper was not performed.
- the yield strength was less than 965 MPa. That is, a yield strength of 140 ksi class could not be obtained.
- the number ratio NP F of the fine precipitates was less than 0.85.
- the absorbed energy vE (-60 ° C.) was less than 70 J, and did not show excellent low temperature toughness.
- the tempering time of the first tempering was too long.
- the yield strength was less than 965 MPa. That is, a yield strength of 140 ksi class could not be obtained.
- the number ratio NP F of the fine precipitates was less than 0.85.
- the absorbed energy vE (-60 ° C.) was less than 70 J, and did not show excellent low temperature toughness.
- the Cr content of the steel sheet of Test No. 2-20 was too low. Furthermore, Fn1 exceeded 0.300. Furthermore, Fn2 exceeded 0.355. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-60 ° C.) was less than 70 J, and did not show excellent low temperature toughness. Furthermore, in the SSC resistance test of 0.1 atmH 2 S, it did not show excellent SSC resistance.
- the Mo content was too low in the steel sheet of test number 2-21. Furthermore, Fn1 exceeded 0.300. Furthermore, Fn2 exceeded 0.355. As a result, the number ratio NP F of the fine precipitates was less than 0.85. As a result, the absorbed energy vE (-60 ° C.) was less than 70 J, and did not show excellent low temperature toughness. Furthermore, in the SSC resistance test of 0.1 atmH 2 S, it did not show excellent SSC resistance.
- the steel material according to the present disclosure can be widely applied to a steel material used in a harsh environment such as a polar region, preferably can be used as a steel material used in an oil well environment, and more preferably a casing, tubing, line pipe, etc. It can be used as a steel material.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
質量%で、
C:0.20超~0.35%、
Si:0.05~1.00%、
Mn:0.02~1.00%、
P:0.025%以下、
S:0.0100%以下、
Al:0.005~0.100%、
Cr:0.40~1.50%、
Mo:0.30~1.50%、
Ti:0.002~0.050%、
B:0.0001~0.0050%、
N:0.0100%以下、
O:0.0100%以下、
V:0~0.60%、
Nb:0~0.030%、
Ca:0~0.0100%、
Mg:0~0.0100%、
Zr:0~0.0100%、
希土類元素:0~0.0100%、
Co:0~0.50%、
W:0~0.50%、
Ni:0~0.10%、
Cu:0~0.50%、及び、
残部がFe及び不純物からなる化学組成と、
862MPa以上の降伏強度とを有し、
式(1)及び式(2)を満たし、
鋼材中において、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合が0.85以上である。
(0.157×C-0.0006×Cr-0.0098×Mo-0.0482×V+0.0006)/θCr≦0.300 (1)
(1+263×C-Cr-16×Mo-80×V)/(98-358×C+159×Cr+15×Mo+96×V)≦0.355 (2)
ここで、式(1)及び式(2)中の元素記号には、対応する元素の含有量が質量%(mass%)で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。また、式(1)中のθCrには、円相当径20nm以上の析出物中のCr濃度が質量分率(mass fraction)で代入される。
(0.157×C-0.0006×Cr-0.0098×Mo-0.0482×V+0.0006)/θCr≦0.300 (1)
ここで、式(1)中の元素記号には、対応する元素の含有量が質量%で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。また、式(1)中のθCrには、円相当径20nm以上の析出物中のCr濃度が質量分率で代入される。
(1+263×C-Cr-16×Mo-80×V)/(98-358×C+159×Cr+15×Mo+96×V)≦0.355 (2)
ここで、式(2)中の元素記号には、対応する元素の含有量が質量%で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。
質量%で、
C:0.20超~0.35%、
Si:0.05~1.00%、
Mn:0.02~1.00%、
P:0.025%以下、
S:0.0100%以下、
Al:0.005~0.100%、
Cr:0.40~1.50%、
Mo:0.30~1.50%、
Ti:0.002~0.050%、
B:0.0001~0.0050%、
N:0.0100%以下、
O:0.0100%以下、
V:0~0.60%、
Nb:0~0.030%、
Ca:0~0.0100%、
Mg:0~0.0100%、
Zr:0~0.0100%、
希土類元素:0~0.0100%、
Co:0~0.50%、
W:0~0.50%、
Ni:0~0.10%、
Cu:0~0.50%、及び、
残部がFe及び不純物からなる化学組成と、
862MPa以上の降伏強度とを有し、
式(1)及び式(2)を満たし、
鋼材中において、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合が0.85以上である、
鋼材。
(0.157×C-0.0006×Cr-0.0098×Mo-0.0482×V+0.0006)/θCr≦0.300 (1)
(1+263×C-Cr-16×Mo-80×V)/(98-358×C+159×Cr+15×Mo+96×V)≦0.355 (2)
ここで、式(1)及び式(2)中の元素記号には、対応する元素の含有量が質量%(mass%)で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。また、式(1)中のθCrには、円相当径20nm以上の析出物中のCr濃度が質量分率(mass fraction)で代入される。
[1]に記載の鋼材であって、
前記化学組成は、
V:0.01~0.60%、及び、
Nb:0.002~0.030%からなる群から選択される1種以上の元素を含有する、
鋼材。
[1]又は[2]に記載の鋼材であって、
前記化学組成は、
Ca:0.0001~0.0100%、
Mg:0.0001~0.0100%、
Zr:0.0001~0.0100%、及び、
希土類元素:0.0001~0.0100%からなる群から選択される1種以上の元素を含有する、
鋼材。
[1]~[3]のいずれか1項に記載の鋼材であって、
前記化学組成は、
Co:0.02~0.50%、及び、
W:0.02~0.50%からなる群から選択される1種以上の元素を含有する、
鋼材。
[1]~[4]のいずれか1項に記載の鋼材であって、
前記化学組成は、
Ni:0.01~0.10%、及び、
Cu:0.01~0.50%からなる群から選択される1種以上の元素を含有する、
鋼材。
[1]~[5]のいずれか1項に記載の鋼材であって、
前記鋼材は、油井用鋼管である、鋼材。
本実施形態による鋼材の化学組成は、次の元素を含有する。
炭素(C)は鋼材の焼入れ性を高め、鋼材の強度を高める。Cはさらに、製造工程中の焼戻しにおいて、炭化物の球状化を促進し、鋼材の耐SSC性を高める。炭化物が分散されればさらに、鋼材の強度が高まる。C含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、C含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、炭化物が多くなりすぎ、鋼材の低温靭性が低下する。C含有量が高すぎればさらに、製造工程中の焼入れにおいて、焼割れが発生しやすくなる場合がある。したがって、C含有量は0.20超~0.35%である。C含有量の好ましい下限は0.22%であり、さらに好ましくは0.24%であり、さらに好ましくは0.26%である。C含有量の好ましい上限は0.32%である。
シリコン(Si)は鋼を脱酸する。Si含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Si含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の耐SSC性が低下する。したがって、Si含有量は0.05~1.00%である。Si含有量の好ましい下限は0.15%であり、さらに好ましくは0.20%である。Si含有量の好ましい上限は0.85%であり、さらに好ましくは0.70%である。
マンガン(Mn)は鋼を脱酸する。Mnはさらに、鋼材の焼入れ性を高める。Mn含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mn含有量が高すぎれば、Mnは、P及びS等の不純物とともに、結晶粒界に偏析する。その結果、他の元素含有量が本実施形態の範囲内であっても、鋼材の耐SSC性及び/又は低温靭性が低下する。Mn含有量が高すぎればさらに、鋼材中の微細析出物の個数割合NPFが低下し、鋼材の耐SSC性及び/又は低温靭性が低下する場合がある。したがって、Mn含有量は0.02~1.00%である。Mn含有量の好ましい下限は0.03%であり、さらに好ましくは0.05%である。Mn含有量の好ましい上限は0.90%であり、さらに好ましくは0.80%であり、さらに好ましくは0.70%であり、さらに好ましくは0.60%である。
燐(P)は不純物である。すなわち、P含有量の下限は0%超である。P含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、Pが粒界に偏析し、鋼材の低温靭性及び耐SSC性が低下する。したがって、P含有量は0.025%以下である。P含有量の好ましい上限は0.020%であり、さらに好ましくは0.015%である。P含有量はなるべく低い方が好ましい。ただし、P含有量の極端な低減は、製造コストを大幅に高める。したがって、工業生産を考慮した場合、P含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.001%であり、さらに好ましくは0.003%である。
硫黄(S)は不純物である。すなわち、S含有量の下限は0%超である。S含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、Sが粒界に偏析し、鋼材の低温靭性及び耐SSC性が低下する。したがって、S含有量は0.0100%以下である。S含有量の好ましい上限は0.0050%であり、さらに好ましくは0.0030%である。S含有量はなるべく低い方が好ましい。ただし、S含有量の極端な低減は、製造コストを大幅に高める。したがって、工業生産を考慮した場合、S含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0002%であり、さらに好ましくは0.0003%である。
アルミニウム(Al)は鋼を脱酸する。Al含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られず、鋼材の耐SSC性が低下する。一方、Al含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物系介在物が生成して、鋼材の耐SSC性が低下する。したがって、Al含有量は0.005~0.100%である。Al含有量の好ましい下限は0.015%であり、さらに好ましくは0.020%である。Al含有量の好ましい上限は0.080%であり、さらに好ましくは0.060%である。本明細書にいう「Al」含有量は「酸可溶Al」、つまり、「sol.Al」の含有量を意味する。
クロム(Cr)は鋼材の焼入れ性を高める。Crはさらに、鋼材中のセメンタイトに濃化して、セメンタイトのオストワルド成長を抑制する。その結果、鋼材中の円相当径が20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合が高まり、鋼材の低温靭性及び耐SSC性が高まる。Crはさらに、鋼材の焼戻し軟化抵抗を高め、高温焼戻しを可能にする。その結果、鋼材の低温靭性及び耐SSC性が高まる。Cr含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Cr含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の低温靭性及び耐SSC性が低下する。したがって、Cr含有量は0.40~1.50%である。Cr含有量の好ましい下限は0.50%であり、さらに好ましくは0.51%である。Cr含有量の好ましい上限は1.30%であり、さらに好ましくは1.25%である。
モリブデン(Mo)は鋼材の焼入れ性を高める。Moはさらに、鋼材の焼戻し軟化抵抗を高め、高温焼戻しを可能にする。その結果、鋼材の低温靭性及び耐SSC性が高まる。Mo含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Mo含有量が高すぎれば、上記効果が飽和する。したがって、Mo含有量は0.30~1.50%である。Mo含有量の好ましい下限は0.40%であり、さらに好ましくは0.50%である。Mo含有量の好ましい上限は1.40%であり、さらに好ましくは1.30%であり、さらに好ましくは1.25%である。
チタン(Ti)はNと結合して窒化物を形成し、ピンニング効果により、鋼材の結晶粒を微細化する。その結果、鋼材の強度が高まる。Ti含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、Ti含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、Ti窒化物が粗大化して、鋼材の耐SSC性が低下する。したがって、Ti含有量は0.002~0.050%である。Ti含有量の好ましい下限は0.003%であり、さらに好ましくは0.005%である。Ti含有量の好ましい上限は0.030%であり、さらに好ましくは0.020%である。
ホウ素(B)は鋼に固溶して鋼材の焼入れ性を高め、鋼材の強度を高める。B含有量が低すぎれば、他の元素含有量が本実施形態の範囲内であっても、上記効果が十分に得られない。一方、B含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な窒化物が生成して、鋼材の耐SSC性が低下する。したがって、B含有量は0.0001~0.0050%である。B含有量の好ましい下限は0.0003%であり、さらに好ましくは0.0007%である。B含有量の好ましい上限は0.0030%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%であり、さらに好ましくは0.0015%である。
窒素(N)は不可避に含有される。すなわち、N含有量の下限は0%超である。NはTiと結合して窒化物を形成し、ピンニング効果により、鋼材の結晶粒を微細化する。その結果、鋼材の強度が高まる。しかしながら、N含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な窒化物が形成され、鋼材の低温靭性及び耐SSC性が低下する。したがって、N含有量は0.0100%以下である。N含有量の好ましい上限は0.0050%であり、さらに好ましくは0.0045%である。上記効果をより有効に得るためのN含有量の好ましい下限は0.0005%であり、さらに好ましくは0.0010%であり、さらに好ましくは0.0015%であり、さらに好ましくは0.0020%である。
酸素(O)は不純物である。すなわち、O含有量の下限は0%超である。O含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、粗大な酸化物が形成し、鋼材の低温靭性及び耐SSC性が低下する。したがって、O含有量は0.0100%以下である。O含有量の好ましい上限は0.0050%であり、さらに好ましくは0.0030%であり、さらに好ましくは0.0020%である。O含有量はなるべく低い方が好ましい。ただし、O含有量の極端な低減は、製造コストを大幅に高める。したがって、工業生産を考慮した場合、O含有量の好ましい下限は0.0001%であり、さらに好ましくは0.0002%であり、さらに好ましくは0.0003%である。
上述の鋼材の化学組成はさらに、Feの一部に代えて、V、及び、Nbからなる群から選択される1種以上の元素を含有してもよい。これらの元素はいずれも任意元素であり、鋼材の低温靭性及び耐SSC性を高める。
バナジウム(V)は任意元素であり、含有されなくてもよい。すなわち、V含有量は0%であってもよい。含有される場合、VはC又はNと結合して、炭化物、窒化物、又は、炭窒化物(以下、「炭窒化物等」という)を形成する。炭窒化物等は、ピンニング効果により、鋼材の結晶粒を微細化し、鋼材の低温靭性及び耐SSC性を高める。Vはさらに、焼戻し時に微細な炭化物を形成して鋼材の焼戻し軟化抵抗を高め、鋼材の強度を高める。Vが少しでも含有されれば、上記効果がある程度得られる。しかしながら、V含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の低温靭性が低下する。したがって、V含有量は0~0.60%である。V含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.02%であり、さらに好ましくは0.04%であり、さらに好ましくは0.06%である。V含有量の好ましい上限は0.40%であり、さらに好ましくは0.30%であり、さらに好ましくは0.20%である。
ニオブ(Nb)は任意元素であり、含有されなくてもよい。すなわち、Nb含有量は0%であってもよい。含有される場合、Nbは炭窒化物等を形成する。炭窒化物等はピンニング効果により、鋼材の結晶粒を微細化し、鋼材の低温靭性及び耐SSC性を高める。Nbはさらに、焼戻し時に微細な炭化物を形成して鋼材の焼戻し軟化抵抗を高め、鋼材の強度を高める。Nbが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Nb含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、炭窒化物等が過剰に生成して、鋼材の低温靭性及び耐SSC性が低下する。したがって、Nb含有量は0~0.030%である。Nb含有量の好ましい下限は0%超であり、さらに好ましくは0.002%であり、さらに好ましくは0.003%であり、さらに好ましくは0.007%である。Nb含有量の好ましい上限は0.025%であり、さらに好ましくは0.020%である。
カルシウム(Ca)は任意元素であり、含有されなくてもよい。すなわち、Ca含有量は0%であってもよい。含有される場合、Caは鋼材中のSを硫化物として無害化し、鋼材の低温靭性及び耐SSC性を高める。Caが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Ca含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の低温靭性及び耐SSC性が低下する。したがって、Ca含有量は0~0.0100%である。Ca含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%であり、さらに好ましくは0.0010%である。Ca含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
マグネシウム(Mg)は任意元素であり、含有されなくてもよい。すなわち、Mg含有量は0%であってもよい。含有される場合、Mgは鋼材中のSを硫化物として無害化し、鋼材の低温靭性及び耐SSC性を高める。Mgが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Mg含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の低温靭性及び耐SSC性が低下する。したがって、Mg含有量は0~0.0100%である。Mg含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%であり、さらに好ましくは0.0010%である。Mg含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
ジルコニウム(Zr)は任意元素であり、含有されなくてもよい。すなわち、Zr含有量は0%であってもよい。含有される場合、Zrは鋼材中のSを硫化物として無害化し、鋼材の低温靭性及び耐SSC性を高める。Zrが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Zr含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の低温靭性及び耐SSC性が低下する。したがって、Zr含有量は0~0.0100%である。Zr含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%であり、さらに好ましくは0.0010%である。Zr含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%であり、さらに好ましくは0.0020%である。
希土類元素(REM)は任意元素であり、含有されなくてもよい。すなわち、REM含有量は0%であってもよい。含有される場合、REMは鋼材中のSを硫化物として無害化し、鋼材の耐SSC性を高める。REMはさらに、鋼材中のPと結合して、結晶粒界におけるPの偏析を抑制する。そのため、Pの偏析に起因した鋼材の低温靭性及び耐SSC性の低下が抑制される。REMが少しでも含有されれば、他の元素含有量が本実施形態の範囲内であっても、上記効果がある程度得られる。しかしながら、REM含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中の酸化物が粗大化して、鋼材の低温靭性及び耐SSC性が低下する。したがって、REM含有量は0~0.0100%である。REM含有量の好ましい下限は0%超であり、さらに好ましくは0.0001%であり、さらに好ましくは0.0003%であり、さらに好ましくは0.0006%である。REM含有量の好ましい上限は0.0040%であり、さらに好ましくは0.0025%である。
コバルト(Co)は任意元素であり、含有されなくてもよい。すなわち、Co含有量は0%であってもよい。含有される場合、Coはサワー環境において、保護性の腐食被膜を形成し、鋼材への水素の侵入を抑制する。これにより、鋼材の耐SSC性を高める。Coが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Co含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が低下して、鋼材の強度が低下する。したがって、Co含有量は0~0.50%である。Co含有量の好ましい下限は0%超であり、さらに好ましくは0.02%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。Co含有量の好ましい上限は0.45%であり、さらに好ましくは0.40%である。
タングステン(W)は任意元素であり、含有されなくてもよい。すなわち、W含有量は0%であってもよい。含有される場合、Wはサワー環境において、保護性の腐食被膜を形成し、鋼材への水素の侵入を抑制する。これにより、鋼材の耐SSC性を高める。Wが少しでも含有されれば、上記効果がある程度得られる。しかしながら、W含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材中に粗大な炭化物が生成して、鋼材の低温靭性及び耐SSC性が低下する。したがって、W含有量は0~0.50%である。W含有量の好ましい下限は0%超であり、さらに好ましくは0.02%であり、さらに好ましくは0.03%であり、さらに好ましくは0.05%である。W含有量の好ましい上限は0.45%であり、さらに好ましくは0.40%である。
ニッケル(Ni)は任意元素であり、含有されなくてもよい。すなわち、Ni含有量は0%であってもよい。含有される場合、Niは鋼材の焼入れ性を高め、鋼材の強度を高める。Niはさらに、鋼に固溶して、鋼材の低温靭性を高める。Niが少しでも含有されれば、これらの効果がある程度得られる。しかしながら、Ni含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、局部的な腐食が促進され、鋼材の耐SSC性が低下する。したがって、Ni含有量は0~0.10%である。Ni含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.02%である。Ni含有量の好ましい上限は0.09%であり、さらに好ましくは0.08%であり、さらに好ましくは0.06%である。
銅(Cu)は任意元素であり、含有されなくてもよい。すなわち、Cu含有量は0%であってもよい。含有される場合、Cuは鋼材の焼入れ性を高め、鋼材の強度を高める。Cuが少しでも含有されれば、上記効果がある程度得られる。しかしながら、Cu含有量が高すぎれば、他の元素含有量が本実施形態の範囲内であっても、鋼材の焼入れ性が高くなりすぎ、鋼材の耐SSC性が低下する。したがって、Cu含有量は0~0.50%である。Cu含有量の好ましい下限は0%超であり、さらに好ましくは0.01%であり、さらに好ましくは0.02%であり、さらに好ましくは0.05%である。Cu含有量の好ましい上限は0.35%であり、さらに好ましくは0.25%である。
本実施形態による鋼材は、次の式(1)を満たす。
(0.157×C-0.0006×Cr-0.0098×Mo-0.0482×V+0.0006)/θCr≦0.300 (1)
ここで、式(1)中の元素記号には、対応する元素の含有量が質量%で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。また、式(1)中のθCrには、円相当径20nm以上の析出物中のCr濃度が質量分率で代入される。
本実施形態による鋼材は次の式(2)を満たす。
(1+263×C-Cr-16×Mo-80×V)/(98-358×C+159×Cr+15×Mo+96×V)≦0.355 (2)
ここで、式(2)中の元素記号には、対応する元素の含有量が質量%で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。
本実施形態による鋼材のミクロ組織は、主として焼戻しマルテンサイト及び焼戻しベイナイトからなる。より具体的には、ミクロ組織は、焼戻しマルテンサイト及び焼戻しベイナイトの体積率の合計が90%以上である。ミクロ組織の残部はたとえば、フェライト、又は、パーライトである。上述の化学組成を有する鋼材のミクロ組織が、焼戻しマルテンサイト及び焼戻しベイナイトの体積率の合計が90%以上を含有すれば、本実施形態の他の規定を満たすことを条件に、鋼材の降伏強度が862MPa以上(125ksi以上)となる。すなわち、本実施形態では、鋼材の降伏強度が862MPa以上であれば、ミクロ組織は焼戻しマルテンサイト及び焼戻しベイナイトの体積率の合計が90%以上であると判断する。
本実施形態による鋼材は、鋼材中において、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合が0.85以上である。上述のとおり、鋼材中の円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合を「微細析出物の個数割合NPF」ともいう。なお、上述のとおり、本明細書において円相当径とは、組織観察における視野面において、観察された析出物の面積を、同じ面積を有する円に換算した場合の円の直径を意味する。
Vθ=(セメンタイト中の各合金元素のモル分率の和)×(1/3)×(Vmθ/Vm) (A)
本実施形態による鋼材はさらに、好ましくは次の式(3)を満たす。
NPF/NDC≧4.25 (3)
ここで、式(3)中の「NPF」には、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合(微細析出物の個数割合)が代入される。さらに式(3)中の「NDC」には、円相当径300nm以上の析出物の個数密度(粗大析出物の個数密度)(個/μm2)が代入される。
本実施形態による鋼材の形状は、特に限定されない。鋼材はたとえば鋼管、鋼板である。鋼材が油井用鋼管である場合、好ましくは、鋼材は継目無鋼管である。本実施形態による鋼材が継目無鋼管である場合、肉厚は特に限定されず、たとえば、9~60mmである。本実施形態による鋼材は特に、厚肉の継目無鋼管としての使用に適する。より具体的には、本実施形態による鋼材が15mm以上、さらに、20mm以上の厚肉の継目無鋼管であっても、優れた強度、優れた低温靭性及び優れた耐SSC性を示す。
本実施形態による鋼材の降伏強度は862MPa以上(125ksi以上)である。本明細書でいう降伏強度は、ASTM E8/E8M(2013)に準拠した引張試験で得られた0.2%オフセット耐力を意味する。なお、本実施形態による鋼材の降伏強度の上限は、特に限定されない。しかしながら、少なくとも降伏強度が862~1069MPaの範囲において、本実施形態による鋼材が優れた低温靭性と優れた耐SSC性とを有することは、後述する実施例によって証明されている。したがって、本実施形態による鋼材の降伏強度は、少なくとも862~1069MPa(125~155ksi)を含む。すなわち、本実施形態による鋼材の降伏強度は、少なくとも、862~965MPa未満(125ksi級)と、965~1069MPa(140ksi級)とを含む。
本実施形態による鋼材の低温靭性は、JIS Z 2242(2005)に準拠したシャルピー衝撃試験によって評価できる。本実施形態による鋼材の低温靭性は、具体的に、以下のとおりに定義される。
本実施形態による鋼材から、試験片を作製する。鋼材が鋼板である場合、板厚中央部から試験片を作製する。鋼材が鋼管である場合、肉厚中央部から試験片を作製する。試験片は、幅10mm、長さ55mmのVノッチ試験片を用いる。なお、試験片の長手方向は、鋼材の圧延方向及び鋼材の圧下方向に直交する方向と平行である。試験片のノッチ面は、鋼材の圧延方向と垂直である。
本実施形態による鋼材から、試験片を作製する。鋼材が鋼板である場合、板厚中央部から試験片を作製する。鋼材が鋼管である場合、肉厚中央部から試験片を作製する。試験片は、幅10mm、長さ55mmのVノッチ試験片を用いる。なお、試験片の長手方向は、鋼材の圧延方向及び鋼材の圧下方向に直交する方向と平行である。試験片のノッチ面は、鋼材の圧延方向と垂直である。
本実施形態による鋼材の耐SSC性は、NACE TM0177-2005 Method Aに準拠した方法によって評価できる。本実施形態による鋼材の耐SSC性は、具体的に、以下のとおりに定義される。
本実施形態による鋼材から、丸棒試験片を作製する。鋼材が鋼板である場合、板厚中央部から丸棒試験片を作製する。鋼材が鋼管である場合、肉厚中央部から丸棒試験片を作製する。丸棒試験片の大きさは、たとえば、径6.35mm、平行部の長さ25.4mmである。なお、丸棒試験片の軸方向は、鋼材の圧延方向と平行である。
本実施形態による鋼材から、丸棒試験片を作製する。鋼材が鋼板である場合、板厚中央部から丸棒試験片を作製する。鋼材が鋼管である場合、肉厚中央部から丸棒試験片を作製する。丸棒試験片の大きさは、たとえば、径6.35mm、平行部の長さ25.4mmである。なお、丸棒試験片の軸方向は、鋼材の圧延方向と平行である。
本実施形態による鋼材の製造方法を説明する。以下、本実施形態による鋼材の一例として、継目無鋼管の製造方法を説明する。継目無鋼管の製造方法は、素管を準備する工程(準備工程)と、素管に対して焼入れ及び焼戻しを実施して、継目無鋼管とする工程(焼入れ工程及び焼戻し工程)とを備える。なお、本実施形態による製造方法は、以下に説明する製造方法に限定されない。以下、各工程について詳述する。
準備工程では、上述の化学組成を有する中間鋼材を準備する。中間鋼材が上記化学組成を有していれば、中間鋼材の製造方法は特に限定されない。ここでいう中間鋼材は、最終製品が鋼板の場合は、板状の鋼材であり、最終製品が鋼管の場合は素管である。
素材準備工程では、上述の化学組成を有する溶鋼を用いて素材を製造する。素材の製造方法は特に限定されず、周知の方法でよい。具体的には、溶鋼を用いて連続鋳造法により鋳片(スラブ、ブルーム、又は、ビレット)を製造してもよい。溶鋼を用いて造塊法によりインゴットを製造してもよい。必要に応じて、スラブ、ブルーム又はインゴットを分塊圧延して、ビレットを製造してもよい。以上の工程により素材(スラブ、ブルーム、又は、ビレット)を製造する。
熱間加工工程では、準備された素材を熱間加工して中間鋼材を製造する。鋼材が継目無鋼管である場合、中間鋼材は素管に相当する。始めに、ビレットを加熱炉で加熱する。加熱温度は特に限定されないが、たとえば、1100~1300℃である。加熱炉から抽出されたビレットに対して熱間加工を実施して、素管(継目無鋼管)を製造する。熱間加工の方法は、特に限定されず、周知の方法でよい。
焼入れ工程では、準備された中間鋼材(素管)に対して、焼入れを実施する。本明細書において、「焼入れ」とは、A3点以上の中間鋼材を急冷することを意味する。好ましい焼入れ温度は800~1000℃である。焼入れ温度が高すぎれば、旧γ粒の結晶粒が粗大になり、鋼材の耐SSC性が低下する場合がある。したがって、焼入れ温度は800~1000℃であるのが好ましい。
焼戻し工程では、上述の焼入れを実施した後、焼戻しを実施する。本明細書において、「焼戻し」とは、焼入れ後の中間鋼材をAc1点未満の温度で再加熱して、保持することを意味する。ここで、焼戻し温度とは、焼入れ後の中間鋼材を加熱して、保持する際の炉の温度に相当する。焼戻し時間とは、中間鋼材の温度が所定の焼戻し温度に到達してから、熱処理炉から抽出されるまでの時間を意味する。
高温焼戻し工程では、焼入れされた中間鋼材(素管)を室温から焼戻し温度まで加熱した後、焼戻し温度で焼戻し時間だけ保持する。その結果、高温焼戻し工程後の中間鋼材のミクロ組織では、セメンタイトの核が多数形成される。
中温焼戻し工程では、高温焼戻し工程が実施された中間鋼材(素管)を、高温焼戻し工程よりも少し低い温度域の焼戻し温度で焼戻し時間だけ保持する。中温焼戻し工程では、鋼材の降伏強度を862MPa以上(125ksi以上)に調整する。


焼戻しが実施された試験番号1-1~1-24の鋼板に対して、以下に説明する引張試験、円相当径が20nm以上の析出物中のCr濃度測定試験、析出物の円相当径測定試験、シャルピー衝撃試験、及び、耐SSC性試験を実施した。
試験番号1-1~1-24の鋼板について、上述の方法により、引張試験を実施した。具体的に、引張試験はASTM E8/E8M(2013)に準拠して行った。試験番号1-1~1-24の鋼板の板厚中央から、平行部直径4mm、平行部長さ35mmの丸棒引張試験片を作製した。丸棒引張試験片の軸方向は、鋼板の圧延方向と平行であった。試験番号1-1~1-24の丸棒試験片を用いて、常温(25℃)、大気中にて引張試験を実施して、試験番号1-1~1-24の鋼板の降伏強度(MPa)を得た。なお、本実施例では、引張試験で得られた0.2%オフセット耐力を、各試験番号の降伏強度と定義した。試験番号1-1~1-24の鋼板における、得られた降伏強度を「YS(MPa)」として表2に示す。
試験番号1-1~1-24の鋼板について、上述の測定方法により、円相当径が20nm以上の析出物中のCr濃度を測定及び算出した。なお、TEMは日本電子(株)製JEM-2010で、加速電圧は200kVとした。試験番号1-1~1-24の鋼板における、円相当径が20nm以上の析出物中のCr濃度を「θCr(質量分率)」として表2に示す。さらに、試験番号1-1~1-24の化学組成と、θCrとから求めたFn1を、表2に示す。
試験番号1-1~1-24の鋼板について、上述の測定方法により、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合(微細析出物の個数割合NPF)、及び、円相当径300nm以上の析出物の個数密度(粗大析出物の個数密度NDC)(個/μm2)を算出した。なお、SEMはELIONIX社製ERA-8900FEを用いて、加速電圧は5kV、ワーキングディスタンスは15mmとした。観察視野は12μm×9μm(倍率10000倍)とし、3視野観察した。観察視野中の析出物の面積率S(%)は、各試験番号の鋼板の化学組成と、1回目及び2回目の焼戻し温度とを用いた熱力学計算によって得られたセメンタイトの体積率Vθ(%)として求めた。なお、熱力学計算には熱力学計算ソフトウエアThermo-Calc(Thermo-Calc Software社製、バージョン:2017a)を用い、データベースはTCFE8を使用した。
試験番号1-1~1-24の鋼板について、JIS Z 2242(2005)に準拠したシャルピー衝撃試験を実施して、低温靭性を評価した。具体的には、試験番号1-1~1-24の鋼板の板厚中央部から、幅10mm、厚さ10mm、長さ55mmのVノッチ試験片を作製した。試験片の長手方向は、板幅方向に平行であった。試験片のノッチ面は、鋼板の圧延方向と垂直であった。作製した5本の試験片を、-75℃に冷却した。冷却された試験片に対して、JIS Z 2242(2005)に準拠したシャルピー衝撃試験を実施して、吸収エネルギー(J)を求めた。求めた吸収エネルギーの算術平均値を、吸収エネルギーvE(-75℃)(J)と定義した。試験番号1-1~1-24の鋼板における、吸収エネルギーvE(-75℃)(J)を表2に示す。
試験番号1-1~1-24の鋼板について、NACE TM0177-2005 Method Aに準拠した方法によって、耐SSC性を評価した。具体的には、試験番号1-1~1-24の鋼板の板厚中央部から、径6.35mm、平行部の長さ25.4mmの丸棒試験片を作製した。丸棒試験片は、軸方向が鋼板の圧延方向と平行になるように作製した。各試験番号の丸棒試験片の軸方向に引張応力を負荷した。このとき、与えられる応力が、対応する試験番号の鋼板の実降伏応力の90%(90%AYS)になるように調整した。
表2に試験結果を示す。


焼戻しが実施された試験番号2-1~2-24の鋼板に対して、以下に説明する引張試験、円相当径が20nm以上の析出物中のCr濃度測定試験、析出物の円相当径測定試験、シャルピー衝撃試験、及び、耐SSC性試験を実施した。
試験番号2-1~2-24の鋼板について、上述の方法により、引張試験を実施した。具体的に、引張試験はASTM E8/E8M(2013)に準拠して行った。試験番号2-1~2-24の鋼板の板厚中央から、平行部直径4mm、平行部長さ35mmの丸棒引張試験片を作製した。丸棒引張試験片の軸方向は、鋼板の圧延方向と平行であった。試験番号2-1~2-24の丸棒試験片を用いて、常温(25℃)、大気中にて引張試験を実施して、試験番号2-1~2-24の鋼板の降伏強度(MPa)を得た。なお、本実施例では、引張試験で得られた0.2%オフセット耐力を、各試験番号の降伏強度と定義した。試験番号2-1~2-24の鋼板における、得られた降伏強度を「YS(MPa)」として表4に示す。
試験番号2-1~2-24の鋼板について、上述の測定方法により、円相当径が20nm以上の析出物中のCr濃度を測定及び算出した。なお、TEMは日本電子(株)製JEM-2010で、加速電圧は200kVとした。試験番号2-1~2-24の鋼板における、円相当径が20nm以上の析出物中のCr濃度をθCr(質量分率)として表4に示す。さらに、試験番号2-1~2-24の化学組成と、θCrとから求めたFn1を、表4に示す。
試験番号2-1~2-24の鋼板について、上述の測定方法により、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合(微細析出物の個数割合NPF)、及び、円相当径300nm以上の析出物の個数密度(粗大析出物の個数密度NDC)(個/μm2)を算出した。なお、SEMはELIONIX社製ERA-8900FEを用いて、加速電圧は5kV、ワーキングディスタンスは15mmとした。観察視野は12μm×9μm(倍率10000倍)とし、3視野観察した。観察視野中の析出物の面積率S(%)は、各試験番号の鋼板の化学組成と、1回目及び2回目の焼戻し温度とを用いた熱力学計算によって得られたセメンタイトの体積率Vθ(%)として求めた。なお、熱力学計算には熱力学計算ソフトウエアThermo-Calc(Thermo-Calc Software社製、バージョン:2017a)を用い、データベースはTCFE8を使用した。
試験番号2-1~2-24の鋼板について、JIS Z 2242(2005)に準拠したシャルピー衝撃試験を実施して、低温靭性を評価した。具体的には、試験番号2-1~2-24の鋼板の板厚中央部から、幅10mm、厚さ10mm、長さ55mmのVノッチ試験片を作製した。試験片の長手方向は、板幅方向に平行であった。試験片のノッチ面は、鋼材の圧延方向と垂直であった。作製した5本の試験片を、-60℃に冷却した。冷却された試験片に対して、JIS Z 2242(2005)に準拠したシャルピー衝撃試験を実施して、吸収エネルギー(J)を求めた。求めた吸収エネルギーの算術平均値を、吸収エネルギーvE(-60℃)(J)と定義した。試験番号2-1~2-24の鋼板における、吸収エネルギーvE(-60℃)(J)を表4に示す。
試験番号2-1~2-24の鋼板について、NACE TM0177-2005 Method Aに準拠した方法によって、耐SSC性を評価した。具体的には、試験番号2-1~2-24の鋼板の板厚中央部から、径6.35mm、平行部の長さ25.4mmの丸棒試験片を作製した。丸棒試験片は、軸方向が鋼板の圧延方向と平行になるように作製した。各試験番号の丸棒試験片の軸方向に引張応力を負荷した。このとき、与えられる応力が、対応する試験番号の鋼板の実降伏応力の90%になるように調整した。
表4に試験結果を示す。
Claims (6)
- 質量%で、
C:0.20超~0.35%、
Si:0.05~1.00%、
Mn:0.02~1.00%、
P:0.025%以下、
S:0.0100%以下、
Al:0.005~0.100%、
Cr:0.40~1.50%、
Mo:0.30~1.50%、
Ti:0.002~0.050%、
B:0.0001~0.0050%、
N:0.0100%以下、
O:0.0100%以下、
V:0~0.60%、
Nb:0~0.030%、
Ca:0~0.0100%、
Mg:0~0.0100%、
Zr:0~0.0100%、
希土類元素:0~0.0100%、
Co:0~0.50%、
W:0~0.50%、
Ni:0~0.10%、
Cu:0~0.50%、及び、
残部がFe及び不純物からなる化学組成と、
862MPa以上の降伏強度とを有し、
式(1)及び式(2)を満たし、
鋼材中において、円相当径20nm以上の析出物のうち、円相当径20~300nmの析出物の個数割合が0.85以上である、
鋼材。
(0.157×C-0.0006×Cr-0.0098×Mo-0.0482×V+0.0006)/θCr≦0.300 (1)
(1+263×C-Cr-16×Mo-80×V)/(98-358×C+159×Cr+15×Mo+96×V)≦0.355 (2)
ここで、式(1)及び式(2)中の元素記号には、対応する元素の含有量が質量%で代入される。対応する元素が含有されていない場合、その元素記号には「0」が代入される。また、式(1)中のθCrには、円相当径20nm以上の析出物中のCr濃度が質量分率で代入される。 - 請求項1に記載の鋼材であって、
前記化学組成は、
V:0.01~0.60%、及び、
Nb:0.002~0.030%からなる群から選択される1種以上の元素を含有する、
鋼材。 - 請求項1又は請求項2に記載の鋼材であって、
前記化学組成は、
Ca:0.0001~0.0100%、
Mg:0.0001~0.0100%、
Zr:0.0001~0.0100%、及び、
希土類元素:0.0001~0.0100%からなる群から選択される1種以上の元素を含有する、
鋼材。 - 請求項1~請求項3のいずれか1項に記載の鋼材であって、
前記化学組成は、
Co:0.02~0.50%、及び、
W:0.02~0.50%からなる群から選択される1種以上の元素を含有する、
鋼材。 - 請求項1~請求項4のいずれか1項に記載の鋼材であって、
前記化学組成は、
Ni:0.01~0.10%、及び、
Cu:0.01~0.50%からなる群から選択される1種以上の元素を含有する、
鋼材。 - 請求項1~請求項5のいずれか1項に記載の鋼材であって、
前記鋼材は、油井用鋼管である、鋼材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2022001749A MX2022001749A (es) | 2019-08-27 | 2020-08-13 | Material de acero para uso en ambientes amargos. |
| US17/596,474 US20220325393A1 (en) | 2019-08-27 | 2020-08-13 | Steel material suitable for use in sour environment |
| JP2021542741A JP7173362B2 (ja) | 2019-08-27 | 2020-08-13 | サワー環境での使用に適した鋼材 |
| BR112021026504A BR112021026504A2 (pt) | 2019-08-27 | 2020-08-13 | Material de aço adequado para uso em ambiente ácido |
| EP20858756.8A EP4023778B1 (en) | 2019-08-27 | 2020-08-13 | Steel material suitable for use in sour environment |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019154252 | 2019-08-27 | ||
| JP2019-154252 | 2019-08-27 | ||
| JP2019154359 | 2019-08-27 | ||
| JP2019-154359 | 2019-08-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021039431A1 true WO2021039431A1 (ja) | 2021-03-04 |
Family
ID=74684827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/030828 WO2021039431A1 (ja) | 2019-08-27 | 2020-08-13 | サワー環境での使用に適した鋼材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220325393A1 (ja) |
| EP (1) | EP4023778B1 (ja) |
| JP (1) | JP7173362B2 (ja) |
| BR (1) | BR112021026504A2 (ja) |
| MX (1) | MX2022001749A (ja) |
| WO (1) | WO2021039431A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023157897A1 (ja) * | 2022-02-17 | 2023-08-24 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
| JP7486012B1 (ja) | 2023-01-05 | 2024-05-17 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
| WO2024147238A1 (ja) * | 2023-01-05 | 2024-07-11 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61227129A (ja) * | 1985-03-30 | 1986-10-09 | Sumitomo Metal Ind Ltd | 耐硫化物応力腐食割れ性に優れた高強度鋼の製造方法 |
| JPH0250913A (ja) * | 1988-08-11 | 1990-02-20 | Nippon Steel Corp | 細粒化組織の低合金高張力シームレス鋼管の製造法 |
| JP2000297344A (ja) | 1999-04-09 | 2000-10-24 | Sumitomo Metal Ind Ltd | 靭性と耐硫化物応力腐食割れ性に優れる油井用鋼およびその製造方法 |
| JP2001271134A (ja) | 2000-03-24 | 2001-10-02 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性と靱性に優れた低合金鋼材 |
| WO2008123422A1 (ja) | 2007-03-30 | 2008-10-16 | Sumitomo Metal Industries, Ltd. | 低合金鋼、油井用継目無鋼管および継目無鋼管の製造方法 |
| JP2012026030A (ja) * | 2010-06-21 | 2012-02-09 | Jfe Steel Corp | 耐硫化物応力割れ性に優れた油井用鋼管及びその製造方法 |
| US20130264123A1 (en) * | 2012-04-10 | 2013-10-10 | Tenaris Connections Limited | Methods of manufacturing steel tubes for drilling rods with improved mechanical properties, and rods made by the same |
| CN104532149A (zh) * | 2014-12-22 | 2015-04-22 | 江阴兴澄特种钢铁有限公司 | 一种高强韧、抗硫化氢应力腐蚀钻具用圆钢及其制造方法 |
| WO2016059763A1 (ja) * | 2014-10-17 | 2016-04-21 | 新日鐵住金株式会社 | 低合金油井用鋼管 |
| JP2019112679A (ja) * | 2017-12-25 | 2019-07-11 | 日本製鉄株式会社 | 鋼材、油井用鋼管、及び、鋼材の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3562353B2 (ja) * | 1998-12-09 | 2004-09-08 | 住友金属工業株式会社 | 耐硫化物応力腐食割れ性に優れる油井用鋼およびその製造方法 |
| AR101200A1 (es) * | 2014-07-25 | 2016-11-30 | Nippon Steel & Sumitomo Metal Corp | Tubo de acero de baja aleación para pozo de petróleo |
| JP5943164B1 (ja) * | 2014-12-24 | 2016-06-29 | Jfeスチール株式会社 | 油井用高強度継目無鋼管およびその製造方法 |
-
2020
- 2020-08-13 WO PCT/JP2020/030828 patent/WO2021039431A1/ja unknown
- 2020-08-13 JP JP2021542741A patent/JP7173362B2/ja active Active
- 2020-08-13 BR BR112021026504A patent/BR112021026504A2/pt active Search and Examination
- 2020-08-13 EP EP20858756.8A patent/EP4023778B1/en active Active
- 2020-08-13 US US17/596,474 patent/US20220325393A1/en active Pending
- 2020-08-13 MX MX2022001749A patent/MX2022001749A/es unknown
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61227129A (ja) * | 1985-03-30 | 1986-10-09 | Sumitomo Metal Ind Ltd | 耐硫化物応力腐食割れ性に優れた高強度鋼の製造方法 |
| JPH0250913A (ja) * | 1988-08-11 | 1990-02-20 | Nippon Steel Corp | 細粒化組織の低合金高張力シームレス鋼管の製造法 |
| JP2000297344A (ja) | 1999-04-09 | 2000-10-24 | Sumitomo Metal Ind Ltd | 靭性と耐硫化物応力腐食割れ性に優れる油井用鋼およびその製造方法 |
| JP2001271134A (ja) | 2000-03-24 | 2001-10-02 | Sumitomo Metal Ind Ltd | 耐硫化物応力割れ性と靱性に優れた低合金鋼材 |
| WO2008123422A1 (ja) | 2007-03-30 | 2008-10-16 | Sumitomo Metal Industries, Ltd. | 低合金鋼、油井用継目無鋼管および継目無鋼管の製造方法 |
| JP2012026030A (ja) * | 2010-06-21 | 2012-02-09 | Jfe Steel Corp | 耐硫化物応力割れ性に優れた油井用鋼管及びその製造方法 |
| US20130264123A1 (en) * | 2012-04-10 | 2013-10-10 | Tenaris Connections Limited | Methods of manufacturing steel tubes for drilling rods with improved mechanical properties, and rods made by the same |
| WO2016059763A1 (ja) * | 2014-10-17 | 2016-04-21 | 新日鐵住金株式会社 | 低合金油井用鋼管 |
| CN104532149A (zh) * | 2014-12-22 | 2015-04-22 | 江阴兴澄特种钢铁有限公司 | 一种高强韧、抗硫化氢应力腐蚀钻具用圆钢及其制造方法 |
| JP2019112679A (ja) * | 2017-12-25 | 2019-07-11 | 日本製鉄株式会社 | 鋼材、油井用鋼管、及び、鋼材の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4023778A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023157897A1 (ja) * | 2022-02-17 | 2023-08-24 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
| JP7406177B1 (ja) | 2022-02-17 | 2023-12-27 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
| JP7486012B1 (ja) | 2023-01-05 | 2024-05-17 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
| WO2024147238A1 (ja) * | 2023-01-05 | 2024-07-11 | 日本製鉄株式会社 | サワー環境での使用に適した鋼材 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2022001749A (es) | 2022-03-11 |
| EP4023778A1 (en) | 2022-07-06 |
| BR112021026504A2 (pt) | 2022-03-03 |
| EP4023778A4 (en) | 2022-11-30 |
| EP4023778B1 (en) | 2024-09-18 |
| JPWO2021039431A1 (ja) | 2021-03-04 |
| US20220325393A1 (en) | 2022-10-13 |
| JP7173362B2 (ja) | 2022-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020067247A1 (ja) | マルテンサイトステンレス鋼材 | |
| JP6172391B2 (ja) | 低合金油井用鋼管 | |
| WO2021039431A1 (ja) | サワー環境での使用に適した鋼材 | |
| JPWO2018066689A1 (ja) | 鋼材、油井用鋼管、及び、鋼材の製造方法 | |
| JP6950518B2 (ja) | 鋼材、油井用鋼管、及び、鋼材の製造方法 | |
| JP7036238B2 (ja) | サワー環境での使用に適した鋼材 | |
| CN115768914B (zh) | 马氏体系不锈钢钢材、以及马氏体系不锈钢钢材的制造方法 | |
| JP6947012B2 (ja) | 鋼材、油井用鋼管、及び、鋼材の製造方法 | |
| JP6958746B2 (ja) | サワー環境での使用に適した鋼材 | |
| WO2018139400A1 (ja) | 鋼材、及び、鋼材の製造方法 | |
| CN117043378A (zh) | 马氏体系不锈钢钢材 | |
| JP6981527B2 (ja) | サワー環境での使用に適した鋼材 | |
| WO2022102441A1 (ja) | サワー環境での使用に適した鋼材 | |
| WO2019188740A1 (ja) | サワー環境での使用に適した鋼材 | |
| JP7088305B2 (ja) | 鋼材、及び、鋼材の製造方法 | |
| WO2021225103A1 (ja) | 二相ステンレス継目無鋼管 | |
| JP7036237B2 (ja) | サワー環境での使用に適した鋼材 | |
| JP6950519B2 (ja) | 鋼材、油井用鋼管、及び、鋼材の製造方法 | |
| WO2019188869A1 (ja) | サワー環境での使用に適した鋼材 | |
| JP7486012B1 (ja) | サワー環境での使用に適した鋼材 | |
| WO2024185411A1 (ja) | サワー環境での使用に適した鋼材 | |
| JP7364993B1 (ja) | 鋼材 | |
| WO2021210655A1 (ja) | 鋼材 | |
| JP7417181B1 (ja) | 鋼材 | |
| JP7417180B1 (ja) | 鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20858756 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021542741 Country of ref document: JP Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112021026504 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112021026504 Country of ref document: BR Kind code of ref document: A2 Effective date: 20211227 |
|
| ENP | Entry into the national phase |
Ref document number: 2020858756 Country of ref document: EP Effective date: 20220328 |