WO2021010033A1 - 段取り替え作業支援方法および段取り替え作業支援装置 - Google Patents
段取り替え作業支援方法および段取り替え作業支援装置 Download PDFInfo
- Publication number
- WO2021010033A1 WO2021010033A1 PCT/JP2020/021202 JP2020021202W WO2021010033A1 WO 2021010033 A1 WO2021010033 A1 WO 2021010033A1 JP 2020021202 W JP2020021202 W JP 2020021202W WO 2021010033 A1 WO2021010033 A1 WO 2021010033A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- feeder
- information
- target
- component
- production
- Prior art date
Links
- 230000008859 change Effects 0.000 title claims abstract description 70
- 238000000034 method Methods 0.000 title claims abstract description 48
- 238000004519 manufacturing process Methods 0.000 claims abstract description 120
- 230000008569 process Effects 0.000 claims description 17
- 238000003860 storage Methods 0.000 description 38
- 238000007726 management method Methods 0.000 description 24
- 239000000758 substrate Substances 0.000 description 19
- 238000012423 maintenance Methods 0.000 description 17
- 230000007246 mechanism Effects 0.000 description 17
- 238000002360 preparation method Methods 0.000 description 14
- 238000012546 transfer Methods 0.000 description 10
- 230000007723 transport mechanism Effects 0.000 description 9
- 238000004891 communication Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- 230000006870 function Effects 0.000 description 6
- 230000032258 transport Effects 0.000 description 6
- 238000011084 recovery Methods 0.000 description 5
- 238000007650 screen-printing Methods 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 101001139126 Homo sapiens Krueppel-like factor 6 Proteins 0.000 description 1
- 101000761576 Homo sapiens Serine/threonine-protein phosphatase 2A 55 kDa regulatory subunit B gamma isoform Proteins 0.000 description 1
- 102100024926 Serine/threonine-protein phosphatase 2A 55 kDa regulatory subunit B gamma isoform Human genes 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004886 head movement Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012905 input function Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
Images














Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0408—Incorporating a pick-up tool
- H05K13/0409—Sucking devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0417—Feeding with belts or tapes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/085—Production planning, e.g. of allocation of products to machines, of mounting sequences at machine or facility level
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32264—Setup time
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50386—Feeder, feeding of workpiece, bar
Definitions
- the present disclosure relates to a setup change work support method and a setup change work support device that support setup change of a feeder arranged in a component supply unit of an electronic component mounting device.
- the electronic component mounting device manufactures a mounting board by mounting multiple types of electronic components on a board (workpiece).
- the plurality of types of electronic components mounted on the board are supplied from a plurality of feeders arranged on a carriage mounted on a component supply unit of the electronic component mounting device.
- a setup change (outer setup) is executed to replace the spare trolley arranged in advance.
- setup change (internal setup) for replacing the feeder arranged on the trolley mounted on the electronic component mounting device is also executed.
- Patent Document 1 Since such setup change is a complicated work, a method of instructing an operator to support the setup change work has been proposed (see, for example, Patent Document 1).
- the work of arranging the electronic components on the feeder and the work of arranging the electronic components on the trolley are displayed side by side in the order in which they should be executed, thereby supporting the setup change work of the operator.
- the setup change work support method of the present disclosure includes a feeder information acquisition process, a production information acquisition process, and a target feeder determination process.
- the feeder information acquisition process can be arranged in the component supply section of the electronic component mounting device that mounts electronic components on the work, and acquires information on the capacity of the feeder that supplies the electronic components.
- the production information acquisition process acquires information related to the production of workpieces.
- the target feeder determination process determines the target feeder that is placed in the parts supply section and is used for the production of the target product based on the information on the capacity of the feeder and the information on the production of the work.
- the setup change work support device of the present disclosure has a feeder information acquisition unit, a production information acquisition unit, and a target feeder determination unit.
- the feeder information acquisition unit can be placed in the component supply unit of the electronic component mounting device that mounts electronic components on the work, and acquires information on the capacity of the feeder that supplies the electronic components.
- the production information acquisition department acquires information related to the production of workpieces.
- the target feeder determination unit determines the target feeder that is placed in the parts supply unit and is used for the production of the target product based on the information on the capacity of the feeder and the information on the production of the work.
- FIG. 1 is a configuration explanatory view of the component mounting system of the embodiment.
- FIG. 2 is a configuration explanatory view of a component mounting line included in the component mounting system of the embodiment.
- FIG. 3 is a plan view of an electronic component mounting device included in the component mounting system of the embodiment.
- FIG. 4 is a partial cross-sectional view of an electronic component mounting device included in the component mounting system of the embodiment.
- FIG. 5 is an explanatory diagram in which an electronic component mounting device included in the component mounting system of the embodiment simultaneously sucks a plurality of electronic components by a plurality of suction nozzles.
- FIG. 6A is a configuration explanatory view of a double feeder used in an electronic component mounting device included in the component mounting system of the embodiment.
- FIG. 6B is a configuration explanatory view of a triple stick feeder used in an electronic component mounting device included in the component mounting system of the embodiment.
- FIG. 7 is a block diagram showing the configuration of the management computer (setup change work support device) of the embodiment.
- FIG. 8 is an explanatory diagram of an example of component information used in the management computer (setup change work support device) of the embodiment.
- FIG. 9 is an explanatory diagram of an example of component arrangement information used in the management computer (setup change work support device) of the embodiment.
- FIG. 10 is an explanatory diagram of an example of feeder information used in the management computer (setup change work support device) of the embodiment.
- FIG. 11 is an explanatory diagram of an example of component location information used in the management computer (setup change work support device) of the embodiment.
- FIG. 12 is an explanatory diagram of an example of setup change component arrangement information created by the management computer (setup change work support device) of the embodiment.
- FIG. 13 is a diagram showing an example of a pickup instruction screen displayed on the touch panel of the mobile terminal included in the component mounting system of the embodiment.
- FIG. 14 is a flow chart of the first setup change work support method of the embodiment.
- FIG. 15 is a flow chart of the second setup change work support method of the embodiment.
- the two axial directions orthogonal to each other in the horizontal plane are the X direction of the substrate transport direction (horizontal direction in FIG. 3) and the Y direction orthogonal to the substrate transport direction (vertical direction in FIG. 3). Is shown.
- the Z direction (vertical direction in FIG. 4) is shown as a height direction orthogonal to the horizontal plane.
- the Z direction is a vertical direction or an orthogonal direction when the electronic component mounting device is installed on a horizontal plane.
- the component mounting system 1 has a configuration in which three component mounting lines L1 to L3 arranged on the floor F are connected by a wired or wireless communication network 2 and managed by a management computer 3.
- the component mounting lines L1 to L3 are arranged in the production area Ap provided on the floor F.
- the component mounting lines L1 to L3 are configured by connecting a plurality of production facilities including a screen printing device and an electronic component mounting device as described later, and electronic components (hereinafter, simply referred to as "component D") are mounted on a substrate. It has a function to produce a mounted mounting board (product).
- the component mounting lines L1 to L3 included in the component mounting system 1 do not have to be three, and may be one, two, or four or more.
- the placement work support device 4 is arranged in the preparation area As, which is different from the production area Ap provided on the floor F.
- the placement work support device 4 is connected to the management computer 3 via the communication network 2.
- the arrangement work support device 4 includes a reader 4a that reads a label 19a (see FIG. 4) on which a bar code, a two-dimensional code, or the like attached to the reel 19 for storing the carrier tape 18 in a wound state is displayed.
- a replacement trolley 5, which is a target of the placement work described later, is connected to the placement work support device 4.
- a plurality of carriages 5 in various states such as before, during, or after the execution of the placement work are stored.
- a feeder maintenance device 6 connected to the management computer 3 via the communication network 2 is arranged.
- the feeder maintenance device 6 performs maintenance such as measuring the state of the attached tape feeder 11 (see FIG. 3) and adjusting the feed stop position.
- the maintenance result of the tape feeder 11 by the feeder maintenance device 6 is transmitted to the management computer 3.
- a storage shelf 7 is arranged for this purpose.
- the placement work support device 4 and the feeder maintenance device 6 arranged in the preparation area need not be one, and may be two or more. Further, the number of storage shelves 7 arranged in the preparation area As does not have to be one, and may be two or more.
- the carriage 5 connected to the placement work support device 4 is subjected to placement work (outer setup work) according to work instructions corresponding to the types of mounting boards to be produced in the component mounting lines L1 to L3. ..
- placement work the worker W removes the tape feeder 11 and the reel 19 for supplying the instructed part D from the carriage 5, the work of removing the carrier tape 18 from the tape feeder 11, and the reel 19 is stored in the tape feeder 11.
- the work of attaching the carrier tape 18 and the work of attaching the tape feeder 11 to the designated position of the trolley 5 are executed.
- the carrier tape 18 (reel 19) may be attached to and detached from the tape feeder 11 by the operator W by a detachable robot (not shown) provided with a parallel link or an articulated mechanism.
- a detachable robot (not shown) provided with a parallel link or an articulated mechanism.
- an automatic transfer robot (not shown) equipped with an articulated mechanism or the like executes attachment / detachment of the tape feeder 11 and the reel 19 to and from the carriage 5 and transportation of the tape feeder 11 and the reel 19 between the carriage 5 and the storage shelf 7. May be good.
- the worker W carries a mobile terminal T used for work.
- the mobile terminal T includes a terminal-side communication unit Ta that wirelessly communicates with the arrangement work support device 4 or the management computer 3 to exchange information, and a touch panel Tb having a display function and an input function. Further, the mobile terminal T is provided with a camera Tc on the surface opposite to the touch panel Tb.
- the mobile terminal T displays and processes various information received from the arrangement work support device 4 and displays it on the touch panel Tb. Further, the mobile terminal T recognizes the information of the label 19a captured by the camera Tc. Further, the mobile terminal T transmits various information input from the touch panel Tb, information on the recognized label 19a, and the like to the arrangement work support device 4 or the management computer 3.
- the tape feeder 11 when the tape feeder 11 is attached to the carriage 5 connected to the arrangement work support device 4, power is supplied from the arrangement work support device 4 to the tape feeder 11 via the carriage 5, and the tape feeder 11
- the built-in feeder control unit (not shown) is in a state of being able to communicate with the arrangement work support device 4.
- the dolly 5 is provided with a plurality of slots for mounting the tape feeder 11.
- the arrangement work support device 4 acquires information (feeder number) for identifying the tape feeder 11 from the feeder control unit of the tape feeder 11 mounted in the slot. Further, the placement work support device 4 acquires information for identifying the carriage 5 (trolley number) and information for identifying the slot in which the tape feeder 11 is mounted (slot number) from the carriage 5.
- the worker W reads the label 19a attached to the reel 19 with the reader 4a and assigns the acquired reel number to the placement work support device 4 or the management computer 3. Collate with the information stored in. Further, when the reel 19 is stored in the storage shelf 7 or when the reel 19 is taken out from the storage shelf 7, the worker W uses the mobile terminal T to read and collate the label 19a of the reel 19. As a result, it is possible to acquire the mounting status of the tape feeder 11 on the carriage 5, the mounting status of the reel 19 on the tape feeder 11, and the like.
- the arrangement work in the carriage 5 in the preparation area As including the carriage 5 connected to the arrangement work support device 4, the arrangement work can be executed in parallel with the production of the mounting boards on the component mounting lines L1 to L3.
- the setup change work for changing the product type outside the component mounting lines L1 to L3, including the arrangement work for the carriage 5, is referred to as an external setup work.
- the worker W moves the trolley 5 for which the placement work has been completed in the preparation area As to the component mounting lines L1 to L3 and mounts it on the electronic component mounting device. Perform the setup change work to replace the dolly 5 that has been installed.
- the worker W conveys the replacement screen mask, tape feeder 11, mounting head 14, suction nozzle 14b, reel 19, etc. stored in the preparation area As to the component mounting lines L1 to L3.
- Exchange the setup change work for changing the product type in the component mounting lines L1 to L3, including the setup change work for replacing the carriage 5, is referred to as an internal setup work.
- the component mounting lines L1 to L3 have the same configuration, and the component mounting lines L1 will be described below.
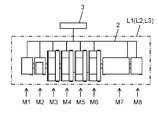
- the component mounting line L1 includes a board supply device M1, a screen printing device M2, electronic component mounting devices M3 to M6, a reflow device M7, and a board from the upstream side (left side of the paper surface) to the downstream side (right side of the paper surface) in the substrate transport direction. It is configured by connecting production equipment such as a recovery device M8 in series.
- the component mounting line L1 is a group of production facilities connected via the communication network 2, and the production facilities may not be physically connected to each other.
- the board supply device M1, the screen printing device M2, the electronic component mounting devices M3 to M6, the reflow device M7, and the board recovery device M8 are connected to the management computer 3 via the communication network 2.
- the board supply device M1 includes a storage unit such as a rack for storing a plurality of boards, and executes a board supply operation of supplying the board taken out from the storage unit to the device on the downstream side.
- the screen printing device M2 executes a solder printing operation of printing solder on a substrate carried in from the upstream side via a screen mask attached to the printing work unit.
- the electronic component mounting devices M3 to M6 execute the component mounting operation of mounting the component D on the board on which the solder is printed by the mounting head 14.
- the component mounting line L1 is not limited to the configuration of four electronic component mounting devices M3 to M6, and the electronic component mounting devices M3 to M6 may be one to three or five or more.
- the reflow device M7 heats the substrate carried into the device by the substrate heating unit, and executes a substrate heating operation of solder-bonding the electrode portion of the substrate and the component D.
- the board recovery device M8 includes a storage unit such as a rack for storing a plurality of boards, and executes a board recovery operation of receiving the boards carried out by the upstream device and collecting them in the storage unit.
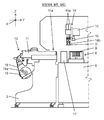
- the electronic component mounting devices M3 to M6 have the same configuration, and the electronic component mounting device M3 will be described here.
- the electronic component mounting device M3 has a function of mounting the component D on the substrate B.
- a substrate transport mechanism 9 is installed in the X direction at the center of the base 8.
- the board transport mechanism 9 transports the board B carried in from the upstream side in the X direction, positions the board B at the mounting work position by the mounting head 14 described below, and holds the board B. Further, the board transfer mechanism 9 carries out the board B for which the component mounting work has been completed to the downstream side.
- Parts supply units 10 are installed on both sides of the board transfer mechanism 9.
- a carriage 5 on which a plurality of tape feeders 11 (feeders) are mounted in parallel in the X direction is attached to the component supply unit 10.
- the mounting head 14 is a component by feeding the carrier tape 18 having a pocket for storing the component D from the outside of the component supply unit 10 in the direction toward the substrate transport mechanism 9 (tape feed direction).
- the component D is supplied to the component supply position 11a from which the D is taken out.
- the tape feeder 11 can be arranged in the component supply unit 10 of the electronic component mounting devices M3 to M6 for mounting the component D (electronic component) on the substrate B (work), and is a feeder that supplies the component D.
- a plurality of tape feeders 11 are provided according to the width (8 mm, 16 mm, etc.) of the carrier tape 18 that can be mounted, the component size (1608, 0402, etc.) of the component D that can be supplied, the type (chip component, deformed component, etc.), and the like. Types are available.
- the feeder mounted on the trolley 5 may be a tray feeder that supplies the component D placed on the tray, a stick feeder that supplies the component D aligned and held on the hollow stick, or the like. ..
- Y-axis tables 12 provided with a linear drive mechanism are arranged at both ends in the X direction on the upper surface of the base 8.
- a beam 13 similarly provided with a linear mechanism is movably coupled to the Y-axis table 12 in the Y direction.
- a mounting head 14 is mounted on the beam 13 so as to be movable in the X direction.
- the mounting head 14 includes a plurality of (here, eight) nozzle units 14a. A plurality of types of mounting heads 14 having different numbers of nozzle units 14a and the like are prepared.
- a suction nozzle 14b that vacuum-sucks and holds the component D is attached to the lower end of each nozzle unit 14a.
- a plurality of types of suction nozzles 14b having different nozzle shapes and the like are prepared according to the size and shape of the component D to be sucked.
- Each nozzle unit 14a raises and lowers the suction nozzle 14b in the vertical direction (Z direction).
- the Y-axis table 12 and the beam 13 constitute a mounting head moving mechanism 15 that moves the mounting head 14 in the horizontal direction (X direction, Y direction).
- the mounting head moving mechanism 15 and the mounting head 14 pick up the component D from the component supply position 11a of the tape feeder 11 mounted on the component supply unit 10 by the suction nozzle 14b. Then, the mounting head moving mechanism 15 executes a component mounting operation that repeats a series of mounting turns in which the mounting head 14 is transferred to the mounting position of the board B held by the board transport mechanism 9 and mounted.
- the beam 13 is equipped with a head camera 16 which is located on the lower surface side of the beam 13 and moves integrally with the mounting head 14.
- the head camera 16 moves above the board B positioned at the mounting work position of the board transport mechanism 9 and images a board mark (not shown) provided on the board B. Recognizes the position of the substrate B.
- a component recognition camera 17 is installed between the component supply unit 10 and the board transfer mechanism 9.
- the component recognition camera 17 takes an image of the component D held by the suction nozzle 14b to recognize the holding position and the like.
- the mounting position is corrected in consideration of the recognition result of the board B by the head camera 16 and the recognition result of the component D by the component recognition camera 17.
- FIG. 4 a reel 19 around which a carrier tape 18 for accommodating a component D is wound is held on the front side of the carriage 5.
- the tape feeder 11 conveys the carrier tape 18 stored in the reel 19 in the tape feed direction and supplies the component D to the component take-out position by the mounting head 14.
- a label 19a is attached to the reel 19.
- FIG. 5 shows four nozzle units 14a arranged in the direction in which the tape feeders 11 are arranged (X direction) among the eight nozzle units 14a included in the mounting head 14.
- the tape feeder 11 and the nozzle unit 14a are installed at the same interval, and the component D is supplied to each component supply position 11a.
- the double feeder 20 (feeder) mounted on the carriage 5 will be described with reference to FIG. 6A.
- the double feeder 20 has two sets of tape transport mechanisms for transporting the carrier tape 18.
- the back surface 20a of the double feeder 20 is formed with an insertion port 20b for inserting the carrier tape 18A stored in the reel 19A and an insertion port 20c for inserting the carrier tape 18B stored in the reel 19B.
- Two component supply positions 20e and 20f are formed on the upper surface 20d of the double feeder 20.
- the two sets of tape transfer mechanisms independently convey the two carrier tapes 18A and 18B. As a result, the component D stored in the carrier tape 18A is supplied to the component supply position 20e, and the component D stored in the carrier tape 18B is supplied to the component supply position 20f.
- the triple stick feeder 21 receives the parts D stored in the stick cases 22A, 22B, and 22C, respectively, and conveys and supplies the parts D to the parts supply positions 21a, 21b, and 21c, respectively, of the three sets of component transfer mechanisms 21d, 21e, and 21f. It has.
- the parts transport mechanism 21d stores the part D stored in the stick case 22A at the parts supply position 21a
- the parts transport mechanism 21e stores the parts D stored in the stick case 22B at the parts supply position 21b
- the parts transport mechanism 21f stores the parts D stored in the stick case 22C.
- the component D to be used is independently supplied to the component supply position 21c.
- the components D supplied by the double feeder 20 to the two component supply positions 20e and 20f may be the same or different. Further, the components D supplied by the triple stick feeder 21 to the three component supply positions 21a, 21b, 21c may be the same or different. As described above, the double feeder 20 and the triple stick feeder 21 are multi-feeders capable of supplying a plurality of types of components D (electronic components).
- the management computer 3 includes a processing unit 30, a storage unit 31 which is a storage device, an input unit 32, and a display unit 33.
- the processing unit 30 is a data processing device such as a CPU (central processing unit), and has a feeder information acquisition unit 34, a component location information acquisition unit 35, a production information acquisition unit 36, a production history acquisition unit 37, and maintenance information as internal processing units. It includes an acquisition unit 38, a feeder evaluation unit 39, a target feeder determination unit 40, and a pickup instruction unit 41.
- the input unit 32 is an input device such as a keyboard, a touch panel, and a mouse, and is used when inputting an operation command or data.
- the display unit 33 is a display device such as a liquid crystal panel, and in addition to displaying various data stored in the storage unit 31, various information such as an operation screen for operation by the input unit 32 is displayed.
- the management computer 3 does not have to be configured by one computer, and may be configured by a plurality of devices. For example, all or part of the storage device may be provided in the cloud via a server.
- the production plan information 42 stores a production plan including information for specifying the number of production sheets, the scheduled production date and time, and the component mounting lines L1 to L3 for producing the mounting board for each type of mounting board to be produced.
- the product type information 43 stores information necessary for component mounting work, such as the component name and mounting position of the component D (electronic component) mounted on the substrate B, for each product type of the mounting board.
- the component information 44 information on electrical characteristics, component size, supply means (information such as carrier tape 18, stick case 22, tray and other supply means, as well as carrier tape width) and the like are provided for each component name of component D. It is remembered.
- the component placement information 45 stores the placement information of the components D in the electronic component mounting devices M3 to M6 for each type of mounting board.
- the component information 44 includes a component name 61, an electrical characteristic 62, a component size 63, and a supply means 64.
- the part name 61 is information that identifies the part D.
- the electrical characteristic 62 in addition to the electrical characteristics such as the resistance and capacitance of the component D, the type (function) of the component D such as a microcomputer and a memory is stored.
- the component size 63 the size of the chip component (0201 or the like) and the size of the QFP (Quad Flat Package) component (20 mm ⁇ 20 mm or the like) are stored.
- the supply means 64 in addition to the method of storing the component D (carrier tape 18, stick case 22, etc.), the tape width (8 mm, 16 mm, etc.) in the case of the carrier tape 18 is stored.
- the component arrangement information 45 stores the arrangement of the component D, which is created in advance based on the product type information 43 and the like.
- the component arrangement information 45 includes a line name 65, a supply position 66, a slot number 67, a component name 61, a supply method 68, and a feeder number 69.
- the line name 65 is information for specifying the component mounting lines L1 to L3, and “L2” indicates the component mounting line L2.
- the supply position 66 is information for specifying the positions (front side or rear side) of the electronic component mounting devices M3 to M6 and the component supply unit 10, and “# 1F” is the component on the front side of the electronic component mounting device M3 (# 1).
- the supply unit 10 is shown.
- Slot number 67 indicates the position of the slot of the carriage 5 on which the tape feeder 11 or the like is mounted.
- the part name 61 is information that identifies the part D supplied from that position, and is the same as the part name 61 of the part information 44. That is, the component arrangement information 45 is associated with the component information 44 via the component name 61.
- the supply method 68 indicates the type of feeder arranged at that position. “Tape” is the tape feeder 11, “double feeder” is the double feeder 20, and “stick” is the stick feeder (triple stick feeder 21). ). Further, “tape (simultaneous)" indicates that the tape feeder 11 is the target of simultaneous adsorption.
- the feeder number 69 indicates information that identifies the feeder to be mounted at that position. In FIG. 9, since the target feeder has not been assigned, all the feeder numbers 69 are blank.
- the feeder information acquisition unit 34 is a component D (electronic component) from the electronic component mounting devices M3 to M6 included in the component mounting lines L1 to L3, the placement work support device 4, the mobile terminal T used by the worker W, and the like.
- Information on the status of the feeder that supplies the feeder is acquired and stored in the storage unit 31 as the feeder information 46.
- the component location information acquisition unit 35 is the location of the component D to be mounted on the mounting board from the electronic component mounting devices M3 to M6 provided in the component mounting lines L1 to L3, the placement work support device 4, the mobile terminal T used by the worker W, and the like.
- Information about the above is acquired and stored in the storage unit 31 as the component location information 47.
- the feeder information 46 and the component location information 47 are updated every time the location of the feeder, the mounting state of the component D, and the location of the component D change due to the external setup work or the internal setup work.
- the feeder information 46 includes a feeder number 69, a feeder type 70, a location 71, a component mounting state 72, a planned use 73, and a feeder capacity 74.
- the feeder number 69 is information for identifying the feeder, and is the same as the feeder number 69 of the component arrangement information 45. That is, the feeder information 46 is associated with the component arrangement information 45 via the feeder number 69.
- the feeder type 70 indicates the type of feeder.
- the "8 mm tape” is a tape feeder 11 that conveys a carrier tape 18 having a width of 8 mm
- the "double feeder” is a double feeder 20
- the "triple stick” is a triple stick. It shows that it is a stick feeder 21.
- Location 71 indicates the location of the feeder.
- the "C42 / L1 / # 1R” is mounted on the trolley 5 having the trolley number "C42” mounted on the component supply unit 10 on the rear side of the electronic component mounting device M3 (# 1) of the component mounting line L1. It shows that it is.
- “C73 / preparation area” indicates that the dolly number in the preparation area As is attached to the dolly 5 of "C73”.
- “storage shelf / S05” indicates that the shelf number 76 (see FIG. 11) of the storage shelf 7 in the preparation area As is stored in the shelf of "S05".
- the tape feeder 11 having the feeder number 69 of "FT0804" is a storage shelf with the carrier tape 18 having the part name 61 stored in the reel 19 having the reel number 75 of "R303" and the carrier tape 18 containing the "PC01" attached. It shows that it is stored in 7. Further, the tape feeder 11 having the feeder number 69 of "FT0805” indicates that the carrier tape 18 is stored in the storage shelf 7 in a removed state.
- the usage schedule 73 is information regarding the usage schedule of the feeder, and the product number of the mounting board is stored when the next reservation is made, and “-” is stored when the next reservation is not made. ing.
- the tape feeder 11 having the feeder number 69 of "FT0802" has a reservation to be used for the production of the mounting board having the product number "B112" next.
- the feeder capacity 74 is information on the capacity of the feeder, and in this example, the accuracy 74a, the speed 74b, and the success rate 74c are displayed as S, A, B, and C.
- the accuracy 74a indicates the variation in the feed stop position when the feeder supplies the component D to the component supply position.
- the speed 74b indicates the effective speed at which the feeder supplies the component D to the component supply position.
- the success rate 74c indicates the probability that the component D supplied by the feeder can be sucked to the suction nozzle 14b (probability of not making a suction error).
- the feeder may have a large variation in stop position, a slow effective speed, and an increase in suction errors.
- the feeder capacity 74 does not necessarily have to be displayed in categories such as S, A, B, and C, and may be specific numerical values such as variation, effective speed, and success rate.
- the feeder information 46 includes information on the location of the feeder (location 71), information on the mounting state of the electronic component (component D) supplied by the feeder (part mounting information 62), and information on the usage schedule of the feeder (use). It contains information about feeder information such as Schedule 73). Further, the feeder information 46 relates to the ability of the feeder such as information on the feed stop position of the feeder (accuracy 74a) and information on whether or not the feeder is a multi-feeder capable of supplying a plurality of types of electronic components (feeder type 70). Contains information.
- the part location information 47 includes a part name 61, a reel number 75, a feeder number 69, and a shelf number 76.
- the part name 61 is the same as the part name 61 of the part information 44.
- the reel number 75 is information for identifying the reel 19 in which the part D of the part name 61 is stored, and is the same as the reel number 75 included in the part mounting state 72 of the feeder information 46.
- the part D having the reel number 75 “ ⁇ ” indicates that the component D is stored in a means other than the reel 19 such as the stick case 22.
- the stick case number is stored in the reel number 75 column.
- the feeder number 69 is the same as the feeder number 69 of the feeder information 46.
- the shelf number 76 is information for specifying the position of the shelf provided on the storage shelf 7 in the preparation area As, and is the same as the shelf number 76 included in the location 71 of the feeder information 46.
- the component D attached to the feeder is associated with the feeder information 46 by the feeder number 69, and the location 71 of the component D is specified by the location 71 included in the feeder information 46. Further, the location of the component D that is not attached to the feeder is specified by the shelf number 76.
- the production information acquisition unit 36 acquires (collects) information related to the production of the work (mounting board) from various information stored in the storage unit 31, and stores it in the storage unit 31 as the production information 48. Specifically, the production information acquisition unit 36 acquires information on the priority for producing the product type (hereinafter, referred to as “target product type”) of the mounting substrate to be produced on the component mounting lines L1 to L3 from the production plan information 42. To do.
- the production information acquisition unit 36 acquires information on the component size 63 of the electronic component (component D) mounted on the target product from the product information 43 and the component information 44. Further, the production information acquisition unit 36 acquires information on the number of electronic components used for producing the target product from the production plan information 42 and the product product information 43. Further, the production information acquisition unit 36 acquires information on the component arrangement of the electronic components used for the production of the target product type from the component arrangement information 45.
- the production history acquisition unit 37 acquires information on various errors generated in the production of the mounting board in the production equipment constituting the component mounting lines L1 to L3, information on the correction value, and the like, and stores the information as the production history information 49.
- the production history acquisition unit 37 detects a suction error in which the suction nozzle 14b could not hold the component D, a mounting error in which the component D could not be mounted on the substrate B, and a component D from the electronic component mounting devices M3 to M6. Acquire the correction value of the mounting position when mounting on the board B.
- the maintenance information acquisition unit 38 acquires information on the state of the tape feeder 11 from the feeder maintenance device 6 and stores it in the storage unit 31 as maintenance information 50.
- the feeder evaluation unit 39 varies in the feed stop position of the feeder (accuracy 74a) and supplies the component D to the component supply position based on the production history information 49 and the maintenance information 50 stored in the storage unit 31. 74b), the feeder capacity (feeder capacity 74) including the success rate (success rate 74c) of normally adsorbing the component D supplied by the feeder is evaluated, and the feeder capacity 74 of the feeder information 46 is updated.
- the feeder evaluation unit 39 determines the feeder capacity 74 based on the frequency of suction errors, the magnitude and variation of the correction value of the mounting position, the frequency of use of the feeder, the elapsed time from maintenance, and the like.
- the target feeder determination unit 40 refers to a feeder used for production of the target product type (hereinafter, referred to as “target feeder”) based on the component arrangement information 45, the feeder information 46, the component location information 47, and the production information 48. ) Is determined, and the arrangement in the component supply unit 10 is determined.
- the target feeder determination unit 40 determines the target feeder and its arrangement, the target feeder determination unit 40 creates the component arrangement information 45 for the setup change work by updating (or newly designating) the feeder number 69 in the component arrangement information 45 of the target product type. It is stored in the storage unit 31 as the setup change component arrangement information 51.
- FIG. 12 shows an example of the setup change part arrangement information 51 created for performing the external setup work on the trolley 5 having the trolley number “C73”, and is attached to the feeder in addition to the information included in the part arrangement information 45.
- the reel number 75 of the reel 19 for storing the carrier tape 18 to be used is also stored.
- the setup change component arrangement information 51 is created not only for each carriage 5 but also for each component mounting line L1 to L3.
- the target feeder includes a reusable feeder in which the feeder on which the component D is mounted is mounted on the trolley 5 as it is, and a component D in which the component D is not mounted or is mounted and a new component D is mounted. There is a newly installed feeder. If there is a reusable feeder available, the target feeder determination unit 40 preferentially allocates the reusable feeder to the target feeder.
- the target feeder determination unit 40 does not have a feeder satisfying the required feeder capacity 74 in the newly installed feeder and is in the reused feeder, the target feeder determination unit 40 does not assign the reused feeder as it is to the target feeder, but uses it as a newly installed feeder. assign. That is, it is determined that the mounted component D is removed from the reuse feeder, and the component D is newly mounted as a newly mounted feeder and mounted on the trolley 5.
- assign that is, it is determined that the mounted component D is removed from the reuse feeder, and the component D is newly mounted as a newly mounted feeder and mounted on the trolley 5.
- the target feeder determination unit 40 includes a first determination unit 40a and a second determination unit 40b as internal processing units.
- the first determination unit 40a determines the target feeder based on the information regarding the location of the feeder (location 71) included in the feeder information 46. Specifically, when there are a plurality of candidate target feeders, the first determination unit 40a preferentially selects from the feeders closest to the place where the worker W performs the work. For example, when performing external setup work on a trolley 5 connected to the placement work support device 4, the trolley 5 has a high priority, and the other trolleys 5, storage shelves 7, and parts mounting in the preparation area As are hereinafter described. The priority is lowered in the order of lines L1 to L3. As a result, the moving distance of the worker W can be shortened.
- the first determination unit 40a determines the target feeder based on the information regarding the mounting state of the electronic component (component D) included in the feeder information 46 (component mounting state 72). Specifically, in the first determination unit 40a, the priority of the reuse feeder is set higher than that of the newly mounted feeder, and the priority of the feeder to which the component D is not mounted is set to the priority of the newly mounted feeder. Make it higher than the feeder you have. As a result, the work of removing the unused component D from the feeder can be reduced.
- the first determination unit 40a determines the target feeder based on the information regarding the feeder usage schedule (usage schedule 73) included in the feeder information 46. Specifically, the first determination unit 40a excludes feeders scheduled to be used in other target varieties from the target feeders. This prevents the reserved feeder from being accidentally used for other productions.
- the part D whose part name 61 is "PR01" supplied from the slot whose slot number 67 is “1” in FIG. 12 is attached to the tape feeder 11 whose feeder number 69 is "FT0802" in FIG. If the tape feeder 11 is installed in the slot "1" as a reuse feeder, work efficiency is good. However, since it is input to the usage schedule 73 that the tape feeder 11 is used for the production of the mounting substrate of the corresponding type "B112", the first determination unit 40a is excluded from the target feeder.
- the second determination unit 40b when determining the target feeder, the second determination unit 40b together determines the target feeders of a plurality of target varieties including the target varieties scheduled to be produced next. That is, the second determination unit 40b produces the target product based on the information on the feeder capacity (feeder capacity 74) included in the feeder information 46 and the information on the priority for producing the target product product included in the production information 48.
- the feeder with the appropriate capacity is preferentially assigned to the production of the target varieties with high priority.
- the second determination unit 40b preferentially assigns a feeder having a high feeder capacity 74 such as a speed 74b and a success rate 74c to a target product having a high priority because there is little margin in production time. As a result, the production capacity of the target varieties with high priority can be increased.
- the second determination unit 40b mounts a large number of electronic components based on the feeder capacity 74 and the information on the number of electronic components (component D) used for the production of the target product product included in the production information 48.
- the feeder with the appropriate capacity is preferentially assigned to the electronic components that are used frequently.
- the second determination unit 40b preferentially allocates a feeder having a high speed 74b to the component D which is frequently used. Thereby, even when one feeder supplies the component D to the plurality of suction nozzles 14b in the same mounting turn, it is possible to prevent the mounting time from increasing by allocating the feeder having a high speed 74b.
- the second determination unit 40b determines that the electronic component having a small component size 63 is based on the feeder capacity 74 and the information regarding the component size 63 of the electronic component (component D) mounted on the target product type included in the production information 48.
- a feeder with a capability suitable for mounting is preferentially assigned to an electronic component having a component size 63.
- the second determination unit 40b preferentially assigns a feeder having a high accuracy 74a to a component D having a small component size 63. As a result, it is possible to suppress the occurrence of a suction error in which the suction nozzle 14b cannot suck the small component D.
- the second determination unit 40b allocates a feeder having an accuracy of 74a of "S” to this component D in FIG.
- the feeder numbers 69 are “FT0802” and “FT0804”, and the accuracy 74a of the two feeders is “S”.
- the second determination unit 40b allocates the "FT0804" to the slot of the "1". Since "FT0804" is a newly mounted feeder, the second determination unit 40b allocates the component D whose reel number 75 is "R801".
- the second determination unit 40b has information on feed stop positions of a plurality of feeders (accuracy 74a) and information on component arrangement of electronic components (component D) used for production of the target product type included in the production information 48. Based on the above, a plurality of feeders having a small difference in feed stop positions are preferentially assigned to a plurality of electronic components that can be simultaneously attracted by the plurality of suction nozzles 14b that suck the electronic components. As a result, when the plurality of suction nozzles 14b simultaneously suck the component D, it is possible to suppress variations in the suction position of the component D and the occurrence of suction errors.
- the second determination unit 40b assigns a feeder having an accuracy of 74a of "S" or "A” as a target feeder to be mounted in the slots "6" to "9".
- the feeder number 69 is “FT0803”
- the part name 61 is “PR02”
- “FT0807” is a reuse feeder equipped with “PR52”
- the accuracy 74a is “A”. Therefore, the second determination unit 40b assigns "FT0803" to the slot "6" and "FT0807” to the slot "7".
- the feeder number 69 “FT0805” is a newly mounted feeder to which the component D is not mounted, but the accuracy 74a is “B”. Therefore, the second determination unit 40b is excluded from the target feeders for simultaneous suction. .. Then, the second determination unit 40b allocates "FT0806" having the accuracy 74a of "A” to the slot of "8” and “FT0808” to the slot of "9". Further, since "FT0806" and "FT0808” are newly installed feeders, the second determination unit 40b allocates the part D of the reel number 75 of the storage shelf 7 to the part D of the reel number "R222" and the part D of the "R662", respectively.
- the second determination unit 40b is a multi-feeder for electronic components to which the multi-feeder can be applied, based on information on whether or not the multi-feeder can supply a plurality of types of electronic components (feeder type 70). Is preferentially assigned.
- the supply method 68 is the “double feeder” for the slots whose slot numbers 67 are “2L” and “2R”
- the second determination unit 40b has the feeder numbers 69 in the slots “2L” and “2R”. Allocates the double feeder 20 of "FD005".
- the supply method 68 is a "stick" for the slots "3" to "5"
- the second determination unit 40b has a triple feeder number 69 of "FS111" in the slots "3" to "5". Allocate the stick feeder 21.
- the target feeder determination unit 40 (first determination unit 40a) is arranged in the parts supply unit 10 and uses the target feeder for the production of the target product product based on the information regarding the status of the feeder (feeder information 46). decide. As a result, it is possible to support the efficient work of setting up the feeder. Further, the target feeder determination unit 40 (second determination unit 40b) relates the target feeder, which is arranged in the parts supply unit 10 and used for the production of the target product type, to information on the feeder capacity (feeder capacity 74) and the production of the work. The decision is made based on the information (production information 48). As a result, it is possible to support the setup change of the feeder so that the work can be performed in consideration of the production plan, production efficiency and quality of the mounted board to be manufactured.
- the pickup instruction unit 41 gives an instruction to pick up the target feeder and the part D (reel 19, stick case 22, etc.) based on the information on the location of the feeder (location 71) and the shelf number 76. Further, the pickup instruction unit 41 is related to work related to removal of the electronic component from the target feeder or attachment of the electronic component to the target feeder based on the information regarding the mounting state of the electronic component (component D) (component mounting state 72). Give instructions including work.
- the pick-up instruction unit 41 causes the work instruction to be displayed on the mobile terminal T carried by the worker W or the display unit of the arrangement work support device 4.
- the pickup instruction unit 41 when the pickup instruction unit 41 gives a work instruction to the robot, the pickup instruction unit 41 transmits the instruction to the robot by using radio or the like. At that time, when the target feeder is picked up by the robot, the pickup instruction unit 41 instructs the target feeder to pick up only the target feeder that can be picked up by the robot. For example, when the target feeder is located on the shelf of the storage shelf 7 that the robot cannot pick up, the target feeder is excluded from the targets picked up by the robot.
- FIG. 13 shows a pickup instruction of the target feeder (feeder number: FT0804) in which the slot number 67 of the setup change component arrangement information 51 shown in FIG. 12 is mounted in “1”.
- a “target product” display frame 81, a “target feeder” display frame 82, a “pickup instruction” display frame 83, and an “OK” button 84 are displayed on the pickup instruction screen 80.
- the product type name (B110) of the mounting board to be set up is displayed.
- the feeder number 69 (FT0804) of the target feeder which is the target of the pickup instruction, is displayed in the “target feeder” display frame 82.
- the pickup instruction is displayed for each process. That is, in the step (1), it is instructed that the target feeder (FT0804) is taken out from the shelf number 76 of the storage shelf 7 from “S05”. In step (2), it is instructed to install the target feeder (FT0804) in the slot where the slot number 67 of the carriage 5 having the carriage number “C73” is “1”. In step (3), it is instructed to remove the component D (part name 61 is “PC01” and reel number 75 is “R303”) currently mounted on the target feeder (FT0804). That is, the step (3) is an instruction of work relating to the removal of the electronic component (component D) from the target feeder.
- step (4) it is instructed that the part D (part name 61 is “PR01” and reel number 75 is “R801”) is taken out from the shelf number 76 of the storage shelf 7 from “S03”. ..
- step (5) it is instructed to attach the component D taken out from the storage shelf 7 to the target feeder (FT0804). That is, the step (5) is an instruction of the work related to the attachment of the electronic component (component D) to the target feeder.
- the worker W operates the "OK" button 84, a pickup instruction for the next target feeder is displayed.
- the feeder information acquisition unit 34 that acquires information on the feeder status (feeder information 46) and the target feeder determination unit 40 (first determination unit 40a) that determines the target feeder based on the information on the feeder status.
- the management computer 3 including the above is a setup change work support device. As a result, it is possible to support the efficient work of setting up the feeder.
- the feeder information acquisition unit 34 for acquiring information on the capacity of the feeder (feeder information 46), the production information acquisition unit 36 for acquiring information on the production of the work (mounting board) (production information 48), and the target feeder as the feeder.
- the management computer 3 including the target feeder determination unit 40 (first determination unit 40a) for determining based on the information regarding the ability of the work and the information regarding the production of the work is a setup change work support device. As a result, it is possible to support the setup change of the feeder so that the work can be performed in consideration of the production plan, production efficiency and quality of the mounted board to be manufactured.
- the processing unit 30 acquires the component placement information 45 (ST1: component placement information acquisition step).
- the feeder information acquisition unit 34 acquires information (feeder information 46) regarding the status of the feeder (ST2: first feeder information acquisition step).
- the component location information acquisition unit 35 acquires the component location information 47 (ST3: component location information acquisition process).
- the first determination unit 40a determines the target feeder used for the production of the target product based on the component arrangement information 45 and the information on the feeder status (feeder information 46) (ST4: first. 1 Target feeder determination process).
- first target feeder determination step information on the location of the feeder included in the feeder information 46 (location 71), information on the mounting state of the electronic component (part D) (part mounting state 72), and the scheduled use of the feeder.
- the target feeder is determined based on the information regarding (planned use 73).
- the pickup instruction unit 41 gives an instruction to pick up the target feeder based on the component location information 47 and the information regarding the location of the feeder (feeder information 46) (ST5: pickup instruction step).
- the pickup instruction process when the target feeder is picked up by the robot, only the target feeders that can be picked up by the robot are instructed to be picked up. Further, in the pickup instruction process, based on the information on the mounting state of the electronic component (part mounting state 72), an instruction including a work related to removing the electronic component from the target feeder or a work related to mounting the electronic component to the target feeder is given. Do. As a result, it is possible to support the efficient work of setting up the feeder.
- the timing for determining the target feeder is such that the manager plans the daily production plan even immediately before the worker W starts the setup change work for the target product. It may be time to decide.
- a plurality of setup change component arrangement information 51 corresponding to the plurality of target varieties produced on that day are created. Then, when the setup change work is started based on the setup change part arrangement information 51 created in advance, if there is a feeder or part D whose location is different from that of the setup change part arrangement information 51, the first feeder information is again obtained.
- the setup change work is finally determined by executing the first target feeder determination step (ST4) from the acquisition process (ST2).
- the second setup change work support method differs from the first setup change work support method in that the target feeder is determined based on the information on the ability of the feeder (feeder ability 74).
- the same steps as those of the first setup change work support method are designated by the same reference numerals, and detailed description thereof will be omitted.
- the component placement information acquisition process (ST1) is executed.
- the feeder information acquisition unit 34 acquires information (feeder information 46) regarding the ability of the feeder (ST11: second feeder information acquisition step).
- the production information acquisition unit 36 acquires information (production information 48) related to the production of the work (mounting board) (ST12: production information acquisition process).
- the component location information acquisition step (ST3) is executed.
- the second determination unit 40b target feeder determination unit 40 sets the target feeder based on the information regarding the capacity of the feeder (feeder capacity 74 included in the feeder information 46) and the information regarding the production of the work (production information 48). Determine (ST13: second target feeder determination step).
- the pickup instruction step (ST5) is executed.
- the feeder having the ability suitable for the production of the target variety is the target variety having a high priority. Priority is given to production. Further, in the second target feeder determination step (ST13), it is suitable for mounting an electronic component having a small component size 63 based on the information regarding the component size 63 of the electronic component mounted on the target product type included in the production information 48. The capacity feeder is preferentially assigned to electronic components with a component size 63. Further, in the second target feeder determination step (ST13), the ability suitable for mounting a large number of electronic components is based on the information on the number of electronic components used for the production of the target product included in the production information 48. Feeder is preferentially assigned to the most used electronic components.
- the second target feeder determination step (ST13) the information regarding the component arrangement of the electronic parts used for the production of the target product included in the production information 48 and the information regarding the feed stop positions of the plurality of feeders included in the feeder information 46 Based on (feeder capacity 74), a plurality of feeders having a small difference in feed stop positions are preferentially assigned to a plurality of electronic components that can be simultaneously sucked by the plurality of suction nozzles 14b that suck the electronic components. Further, in the second target feeder determination step (ST13), information on whether or not the multi-feeder (double feeder 20, triple stick feeder 21) capable of supplying a plurality of types of electronic components included in the feeder information 46 is used. Based on (Feeder type 70), the multi-feeder is preferentially assigned to the electronic components to which the multi-feeder can be applied.
- the multi-feeder double feeder 20, triple stick feeder 21
- the target feeders of a plurality of target varieties including the target varieties scheduled to be produced next are determined together. In this way, it is possible to support the setup change of the feeder so that the work can be performed in consideration of the production plan, production efficiency and quality of the mounted mounting board to be manufactured.
- the feeder information 46 includes information on the feeder status (location 71, component mounting state 72, planned use 73) and information on the feeder capacity (feeder capacity 74).
- the structure of the file is not limited to this.
- information about the status of the feeder and information about the capabilities of the feeder may be in separate files.
- the component information 44 may be combined with the feeder information 46.
- the format of the file stored in the storage unit 31 can be changed as appropriate.
- the setup change work support method and the setup change work support device of the present disclosure have an effect that the setup change of the feeder can be supported so that the work can be performed in consideration of the production plan, production efficiency and quality of the mounting board to be manufactured. It is useful in the field of mounting electronic components on a substrate.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Operations Research (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
段取り替え作業支援方法は、フィーダ情報取得工程と、生産情報取得工程と、対象フィーダ決定工程と、を有する。フィーダ情報取得工程は、ワークに電子部品を実装する電子部品実装装置の部品供給部に配置可能であり、かつ、電子部品を供給するフィーダの、能力に関する情報を取得する。生産情報取得工程は、ワークの生産に関する情報を取得する。対象フィーダ決定工程は、部品供給部に配置されて対象品種の生産に用いられる対象フィーダを、フィーダの能力に関する情報とワークの生産に関する情報とに基づいて決定する。
Description
本開示は、電子部品実装装置の部品供給部に配置するフィーダの段取り替えを支援する段取り替え作業支援方法および段取り替え作業支援装置に関する。
電子部品実装装置は、基板(ワーク)に複数の種類の電子部品を実装して実装基板を製造する。基板に実装される複数の種類の電子部品は、電子部品実装装置の部品供給部に装着された台車上に配置された複数のフィーダからそれぞれ供給される。電子部品実装装置が製造する実装基板の品種を変更する際は、電子部品実装装置に装着されている台車に代わり、変更後の品種の製造に対応するように電子部品を取付けた複数のフィーダを予め配置した予備の台車と入れ替える段取り替え(外段取り)が実行される。また、電子部品実装装置に装着されている台車に配置されているフィーダを入れ替える段取り替え(内段取り)も実行される。
このような段取り替えは複雑な作業となるため、作業者に段取り替え作業を指示して支援する方法が提案されている(例えば特許文献1参照)。特許文献1に記載の方法では、台車からフィーダを取外す作業、フィーダに電子部品を取付けた状態で台車内の空いた位置に移動させる作業、電子部品を取付けた状態で保管していたフィーダを台車に配置する作業、フィーダに新規に電子部品を取付けて台車に配置する作業を、実行されるべき順序に従って並べて表示することで、作業者の段取り替え作業を支援している。
本開示の段取り替え作業支援方法は、フィーダ情報取得工程と、生産情報取得工程と、対象フィーダ決定工程と、を有する。
フィーダ情報取得工程は、ワークに電子部品を実装する電子部品実装装置の部品供給部に配置可能であり、かつ、電子部品を供給するフィーダの、能力に関する情報を取得する。
生産情報取得工程は、ワークの生産に関する情報を取得する。
対象フィーダ決定工程は、部品供給部に配置されて対象品種の生産に用いられる対象フィーダを、フィーダの能力に関する情報とワークの生産に関する情報とに基づいて決定する。
本開示の段取り替え作業支援装置は、フィーダ情報取得部と、生産情報取得部と、対象フィーダ決定部と、を有する。
フィーダ情報取得部は、ワークに電子部品を実装する電子部品実装装置の部品供給部に配置可能であり、かつ、電子部品を供給するフィーダの、能力に関する情報を取得する。
生産情報取得部は、ワークの生産に関する情報を取得する。
対象フィーダ決定部は、部品供給部に配置されて対象品種の生産に用いられる対象フィーダを、フィーダの能力に関する情報とワークの生産に関する情報とに基づいて決定する。
同じ電子部品を供給できるフィーダであっても、異なる型番では電子部品の供給位置の精度や供給速度などのフィーダの能力に違いがあり、要求される実装精度や実装効率などを考慮して適切なフィーダを選択する必要がある。また、同じ型番でも構成部品の消耗具合によってフィーダの能力に差が生じている場合もある。
特許文献1を含む従来技術では、電子部品を取付けた状態のフィーダは現在の所在も含めて具体的に指示することができる。しかし、新規に電子部品を取付けるフィーダの選択は作業者に委ねられていた。そのため、実装精度や実装効率が適切なフィーダが使用されない場合があり、実装基板の生産効率や品質を考慮して適切なフィーダを選択しながら段取り替え作業を実行するためにはさらなる改善の余地があった。
以下に図面を用いて、本開示の一実施の形態を詳細に説明する。以下で述べる構成、形状等は説明のための例示であって、部品実装システム、部品実装ライン、電子部品実装装置、管理コンピュータ(段取り替え作業支援装置)などの仕様に応じ、適宜変更が可能である。以下では、全ての図面において対応する要素には同一符号を付し、重複する説明を省略する。図3、及び後述する一部では、水平面内で互いに直交する2軸方向として、基板搬送方向のX方向(図3における左右方向)、基板搬送方向に直交するY方向(図3における上下方向)が示される。図4では、水平面と直交する高さ方向としてZ方向(図4における上下方向)が示される。Z方向は、電子部品実装装置が水平面上に設置された場合の上下方向または直交方向である。
まず図1を参照して、部品実装システム1の構成を説明する。部品実装システム1は、フロアFに配置された3本の部品実装ラインL1~L3を有線または無線の通信ネットワーク2によって接続し、管理コンピュータ3によって管理する構成となっている。部品実装ラインL1~L3は、フロアFに設けられた生産エリアApに配置されている。部品実装ラインL1~L3は、後述するようにスクリーン印刷装置、電子部品実装装置を含む複数の生産設備を連結して構成され、基板に電子部品(以下、単に「部品D」と称する。)を実装した実装基板(製品)を生産する機能を有している。なお、部品実装システム1が備える部品実装ラインL1~L3は3本である必要はなく、1本、2本または4本以上でも良い。
図1において、フロアFに設けられた生産エリアApとは異なる準備エリアAsには、配置作業支援装置4が配置されている。配置作業支援装置4は、通信ネットワーク2を介して管理コンピュータ3に接続されている。配置作業支援装置4は、キャリアテープ18を巻回状態で収納するリール19に付されたバーコードや2次元コードなどが表示されたラベル19a(図4参照)を読み取るリーダ4aを備えている。配置作業支援装置4には、後述する配置作業の対象となる交換用の台車5が接続される。準備エリアAsには、配置作業の実行前、実行中、または実行後など、多様な状態の複数の台車5が保管されている。
準備エリアAsには、通信ネットワーク2を介して管理コンピュータ3に接続されているフィーダメンテナンス装置6が配置されている。フィーダメンテナンス装置6は、装着されたテープフィーダ11(図3参照)の状態測定、送り停止位置の調整などのメンテナンスを実行する。フィーダメンテナンス装置6によるテープフィーダ11のメンテナンス結果は、管理コンピュータ3に送信される。
準備エリアAsには、フロアFに配置された生産設備で共用される複数のスクリーンマスク、テープフィーダ11、実装ヘッド14、吸着ノズル14b、リール19(図4参照)などの着脱可能な部材を保管するための保管棚7が配置されている。なお、準備エリアAsに配置される配置作業支援装置4、フィーダメンテナンス装置6は1台である必要はなく、2台以上でも良い。また、準備エリアAsに配置される保管棚7は1つである必要はなく、2つ以上でもよい。
図1において、配置作業支援装置4に接続された台車5には、これから部品実装ラインL1~L3において生産する実装基板の品種に対応する作業指示に従った配置作業(外段取り作業)が行われる。作業者Wは配置作業として、指示された部品Dを供給するテープフィーダ11やリール19などを台車5から外す作業、キャリアテープ18をテープフィーダ11から外す作業、テープフィーダ11にリール19が収納するキャリアテープ18を取り付ける作業、テープフィーダ11を台車5の指示された位置に取り付ける作業などを実行する。
また、作業者Wは、取り外したテープフィーダ11やリール19を保管棚7まで搬送して収納する作業、台車5に取り付けるテープフィーダ11やリール19を保管棚7からピックアップして台車5まで搬送する作業を実行する。なお、上記の作業者Wによるテープフィーダ11へのキャリアテープ18(リール19)の着脱を、パラレルリンクや多関節機構を備える着脱ロボット(図示省略)において実行してもよい。また、台車5へのテープフィーダ11やリール19の着脱、台車5と保管棚7間のテープフィーダ11やリール19の搬送を、多関節機構などを備える自動搬送ロボット(図示省略)が実行してもよい。
図1において、作業者Wは、作業で使用する携帯端末Tを携帯している。携帯端末Tは、配置作業支援装置4または管理コンピュータ3と無線で通信して情報の授受を行う端末側通信部Ta、表示機能と入力機能を有するタッチパネルTbを備えている。また、携帯端末Tは、タッチパネルTbとは反対側の面にカメラTcを備えている。携帯端末Tは、配置作業支援装置4から受信した各種情報を表示処理してタッチパネルTbに表示する。また、携帯端末Tは、カメラTcによって撮像されたラベル19aの情報を認識する。また、携帯端末Tは、タッチパネルTbから入力された各種情報、認識したラベル19aの情報などを配置作業支援装置4または管理コンピュータ3に送信する。
図1において、配置作業支援装置4に接続された台車5にテープフィーダ11が装着されると、台車5を介して配置作業支援装置4よりテープフィーダ11に電力が供給されて、テープフィーダ11が内蔵するフィーダ制御部(図示省略)は、配置作業支援装置4と通信可能な状態となる。台車5にはテープフィーダ11を装着する複数のスロットが設けられている。配置作業支援装置4は、スロットに装着されたテープフィーダ11のフィーダ制御部からテープフィーダ11を特定する情報(フィーダ番号)を取得する。また配置作業支援装置4は、台車5から台車5を特定する情報(台車番号)とテープフィーダ11が装着されたスロットを特定する情報(スロット番号)を取得する。
配置作業における、キャリアテープ18をテープフィーダ11に取り付ける作業では、作業者Wは、リーダ4aでリール19に付されたラベル19aを読み取って、取得したリール番号を配置作業支援装置4または管理コンピュータ3に記憶されている情報と照合する。また、リール19を保管棚7に収納する際、または、保管棚7からリール19を取り出す際、作業者Wは携帯端末Tを使用してリール19のラベル19aを読み取って照合する。これにより、台車5へのテープフィーダ11の装着状況、テープフィーダ11へのリール19の取り付け状況などを取得できる。
図1において、配置作業支援装置4に接続された台車5を含む準備エリアAsにある台車5には、部品実装ラインL1~L3における実装基板の生産と並行して配置作業を実行できる。以下、台車5に対する配置作業を含む、部品実装ラインL1~L3外での品種変更のための段取り替え作業を外段取り作業と称する。
部品実装ラインL1~L3において生産する実装基板の品種を変更する際、作業者Wは準備エリアAsにおいて配置作業が終了した台車5を部品実装ラインL1~L3まで移動させ、電子部品実装装置に装着されている台車5と交換する段取り替え作業を実行する。また段取り替え作業では、作業者Wは準備エリアAsに保管されている交換用のスクリーンマスク、テープフィーダ11、実装ヘッド14、吸着ノズル14b、リール19などを部品実装ラインL1~L3まで搬送して交換する。以下、台車5を交換する段取り替え作業を含む、部品実装ラインL1~L3内での品種変更のための段取り替え作業を内段取り作業と称する。
次に図2を参照して、部品実装ラインL1~L3の詳細な構成を説明する。部品実装ラインL1~L3は同様の構成をしており、以下、部品実装ラインL1について説明する。部品実装ラインL1は、基板搬送方向の上流側(紙面左側)から下流側(紙面右側)に向けて、基板供給装置M1、スクリーン印刷装置M2、電子部品実装装置M3~M6、リフロー装置M7、基板回収装置M8などの生産設備を直列に連結して構成されている。なお、部品実装ラインL1は通信ネットワーク2を介して接続される生産設備群であって、物理的に生産設備同士が連結されていなくてもよい。
基板供給装置M1、スクリーン印刷装置M2、電子部品実装装置M3~M6、リフロー装置M7、基板回収装置M8は、通信ネットワーク2を介して管理コンピュータ3に接続されている。基板供給装置M1は、複数の基板を収納するラック等の収納部を備え、収納部から取り出した基板を下流側の装置に供給する基板供給作業を実行する。スクリーン印刷装置M2は、印刷作業部に装着されたスクリーンマスクを介して上流側から搬入された基板に半田を印刷する半田印刷作業を実行する。
電子部品実装装置M3~M6は、半田が印刷された基板に部品Dを実装ヘッド14で実装する部品実装作業を実行する。なお、部品実装ラインL1は、電子部品実装装置M3~M6が4台の構成に限定されることなく、電子部品実装装置M3~M6が1~3台であっても5台以上であってもよい。リフロー装置M7は、装置内に搬入された基板を基板加熱部によって加熱して、基板の電極部と部品Dとを半田接合する基板加熱作業を実行する。基板回収装置M8は、複数の基板を収納するラック等の収納部を備え、上流側の装置が搬出する基板を受け取って収納部に回収する基板回収作業を実行する。
次に図3、図4を参照して、電子部品実装装置M3~M6の構成を説明する。電子部品実装装置M3~M6は同様の構成であり、ここでは電子部品実装装置M3について説明する。電子部品実装装置M3は、部品Dを基板Bに実装する機能を有している。図3において、基台8の中央には、基板搬送機構9がX方向に設置されている。基板搬送機構9は、上流側から搬入された基板BをX方向へ搬送し、以下に説明する実装ヘッド14による実装作業位置に位置決めして保持する。また、基板搬送機構9は、部品実装作業が完了した基板Bを下流側に搬出する。基板搬送機構9の両側方には、部品供給部10が設置されている。
図3、図4において、部品供給部10には、それぞれ複数のテープフィーダ11(フィーダ)がX方向に並列に装着された台車5が取り付けられている。テープフィーダ11は、部品Dを格納するポケットが形成されたキャリアテープ18を部品供給部10の外側から基板搬送機構9に向かう方向(テープ送り方向)にピッチ送りすることにより、実装ヘッド14が部品Dを取り出す部品供給位置11aに部品Dを供給する。
すなわち、テープフィーダ11は、基板B(ワーク)に部品D(電子部品)を実装する電子部品実装装置M3~M6の部品供給部10に配置可能であり、部品Dを供給するフィーダである。テープフィーダ11は、装着可能なキャリアテープ18の幅(8mm、16mmなど)、供給可能な部品Dの部品サイズ(1608、0402など)、種類(チップ部品、異形部品など)などに応じて、複数の種類が用意されている。なお、台車5に装着されるフィーダは、テープフィーダ11の他、トレイに載置した部品Dを供給するトレイフィーダ、中空のスティックに整列保持した部品Dを供給するスティックフィーダなどであってもよい。
図3において、基台8の上面におけるX方向の両端部には、リニア駆動機構を備えたY軸テーブル12が配置されている。Y軸テーブル12には、同様にリニア機構を備えたビーム13がY方向に移動自在に結合されている。ビーム13には、実装ヘッド14がX方向に移動自在に装着されている。実装ヘッド14は、複数(ここでは8つ)のノズルユニット14aを備えている。実装ヘッド14は、ノズルユニット14aの数などが異なる複数の種類が準備されている。
図4において、各々のノズルユニット14aの下端部には、部品Dを真空吸着して保持する吸着ノズル14bが装着されている。吸着ノズル14bは、吸着する部品Dのサイズや形状などに対応して、ノズルの形状などが異なる複数の種類が準備されている。それぞれのノズルユニット14aは、吸着ノズル14bを上下方向(Z方向)に昇降させる。
図3において、Y軸テーブル12およびビーム13は、実装ヘッド14を水平方向(X方向、Y方向)に移動させる実装ヘッド移動機構15を構成する。実装ヘッド移動機構15および実装ヘッド14は、部品供給部10に装着されているテープフィーダ11の部品供給位置11aから部品Dを吸着ノズル14bによって吸着してピックアップする。そして、実装ヘッド移動機構15は、基板搬送機構9に保持された基板Bの実装位置に実装ヘッド14を移送して実装する一連の実装ターンを繰り返す部品実装作業を実行する。
図3、図4において、ビーム13には、ビーム13の下面側に位置して実装ヘッド14とともに一体的に移動するヘッドカメラ16が装着されている。実装ヘッド14が移動することにより、ヘッドカメラ16は基板搬送機構9の実装作業位置に位置決めされた基板Bの上方に移動して、基板Bに設けられた基板マーク(図示せず)を撮像して基板Bの位置を認識する。
部品供給部10と基板搬送機構9との間には、部品認識カメラ17が設置されている。部品認識カメラ17は、部品供給部10から部品Dを取り出した実装ヘッド14が上方を移動する際に、吸着ノズル14bに保持された部品Dを撮像して保持位置などを認識する。実装ヘッド14による部品Dの基板Bへの部品実装作業では、ヘッドカメラ16による基板Bの認識結果と部品認識カメラ17による部品Dの認識結果とを加味して実装位置の補正が行われる。
図4において、台車5の前側には、部品Dを収納するキャリアテープ18が巻回されたリール19が保持されている。テープフィーダ11は、リール19に収納されているキャリアテープ18をテープ送り方向に搬送して実装ヘッド14による部品取り出し位置に部品Dを供給する。リール19には、ラベル19aが付されている。
次に図5を参照して、実装ヘッド14が備える複数の吸着ノズル14bによる部品Dの同時吸着について説明する。図5には、実装ヘッド14が備える8つのノズルユニット14aのうち、テープフィーダ11が並ぶ方向(X方向)に配置された4つのノズルユニット14aを表示している。テープフィーダ11とノズルユニット14aは同じ間隔に設置されており、それぞれの部品供給位置11aには部品Dが供給されている。この状態で4つの吸着ノズル14bを同時に昇降させることにより(矢印a)、部品供給位置11aに供給された4つの部品Dを同時吸着できる。
次に図6Aを参照して、台車5に装着されるダブルフィーダ20(フィーダ)について説明する。ダブルフィーダ20は、キャリアテープ18を搬送するテープ搬送機構を2組内蔵している。ダブルフィーダ20の背面20aには、リール19Aが収納するキャリアテープ18Aを挿入する挿入口20bと、リール19Bが収納するキャリアテープ18Bを挿入する挿入口20cが形成されている。ダブルフィーダ20の上面20dには、2つの部品供給位置20e,20fが形成されている。2組のテープ搬送機構は、2本のキャリアテープ18A、18Bを独立して搬送する。これにより、部品供給位置20eにはキャリアテープ18Aが格納する部品Dが供給され、部品供給位置20fにはキャリアテープ18Bが格納する部品Dが供給される。
次に図6Bを参照して、台車5に装着される3連スティックフィーダ21(フィーダ)について説明する。3連スティックフィーダ21は、それぞれスティックケース22A,22B,22Cに収納された部品Dを受け取って、部品供給位置21a,21b,21cまで搬送して供給する3組の部品搬送機構21d,21e,21fを備えている。部品搬送機構21dはスティックケース22Aが収納する部品Dを部品供給位置21aに、部品搬送機構21eはスティックケース22Bが収納する部品Dを部品供給位置21bに、部品搬送機構21fはスティックケース22Cが収納する部品Dを部品供給位置21cに、それぞれ独立に供給する。
図6A、図6Bにおいて、ダブルフィーダ20が2つの部品供給位置20e,20fに供給する部品Dは、同じであっても違っていてもよい。また、3連スティックフィーダ21が3つの部品供給位置21a,21b,21cに供給する部品Dも、同じであっても違っていてもよい。このように、ダブルフィーダ20と3連スティックフィーダ21は、複数の種類の部品D(電子部品)を供給可能なマルチフィーダである。
次に図7を参照して、管理コンピュータ3の構成について説明する。ここでは、管理コンピュータ3の有する機能のうち電子部品実装装置M3~M6の段取り替えを支援する機能に関する構成について説明する。管理コンピュータ3は、処理部30、記憶装置である記憶部31の他、入力部32、表示部33を備えている。処理部30はCPU(中央演算処理装置)などのデータ処理装置であり、内部処理部としてフィーダ情報取得部34、部品所在情報取得部35、生産情報取得部36、生産履歴取得部37、メンテナンス情報取得部38、フィーダ評価部39、対象フィーダ決定部40、ピックアップ指示部41を備えている。
記憶部31には、生産計画情報42、品種情報43、部品情報44、部品配置情報45、フィーダ情報46、部品所在情報47、生産情報48、生産履歴情報49、メンテナンス情報50、段取り替え部品配置情報51などが記憶されている。入力部32は、キーボード、タッチパネル、マウスなどの入力装置であり、操作コマンドやデータ入力時などに用いられる。表示部33は液晶パネルなどの表示装置であり、記憶部31が記憶する各種データを表示する他、入力部32による操作のための操作画面などの各種情報を表示する。なお、管理コンピュータ3は、ひとつのコンピュータで構成する必要はなく、複数のデバイスで構成してもよい。例えば、記憶装置の全て、もしくは一部を、サーバを介してクラウドに備えてもよい。
図7において、生産計画情報42には、生産される実装基板の品種毎に、生産枚数、生産予定日時、実装基板を生産する部品実装ラインL1~L3を特定する情報などを含む生産計画が記憶されている。品種情報43には、実装基板の品種毎に、基板Bに実装される部品D(電子部品)の部品名、実装位置など部品実装作業に必要な情報が記憶されている。部品情報44には、部品Dの部品名毎に、電気特性、部品サイズ、供給手段に関する情報(キャリアテープ18、スティックケース22、トレイなど供給手段の他、キャリアテープの幅などの情報)などが記憶されている。部品配置情報45には、実装基板の品種毎に、電子部品実装装置M3~M6における部品Dの配置情報が記憶されている。
ここで、図8を参照して、部品情報44の例について説明する。部品情報44には、部品名61、電気特性62、部品サイズ63、供給手段64が含まれている。部品名61は、部品Dを特定する情報である。電気特性62には、部品Dの抵抗、容量などの電気的特性の他、マイコン、メモリなど部品Dの種類(機能)が記憶されている。部品サイズ63には、チップ部品のサイズ(0201など)、QFP(Quad Flat Package)部品のサイズ(20mm×20mmなど)が記憶されている。供給手段64には、部品Dを格納する方法(キャリアテープ18、スティックケース22など)の他、キャリアテープ18の場合はテープ幅(8mm、16mmなど)が記憶されている。
次に、図9を参照して、部品配置情報45の例について説明する。部品配置情報45には、品種情報43などに基づいて予め作成された、部品Dの配置が記憶されている。部品配置情報45には、ライン名65、供給位置66、スロット番号67、部品名61、供給方法68、フィーダ番号69が含まれている。ライン名65は、部品実装ラインL1~L3を特定する情報であり、「L2」は部品実装ラインL2を示している。供給位置66は、電子部品実装装置M3~M6と部品供給部10の位置(前側または後側)を特定する情報であり、「#1F」は電子部品実装装置M3(#1)の前側の部品供給部10を示している。スロット番号67は、テープフィーダ11などが装着される台車5のスロットの位置を示している。
部品名61は、その位置から供給される部品Dを特定する情報であり、部品情報44の部品名61と同じである。すなわち、部品配置情報45は、部品名61を介して部品情報44に関連付けられている。供給方法68は、その位置に配置されるフィーダの種類を示しており、「テープ」はテープフィーダ11を、「ダブルフィーダ」はダブルフィーダ20を、「スティック」はスティックフィーダ(3連スティックフィーダ21)であることを示している。また、「テープ(同時)」は、同時吸着の対象となるテープフィーダ11であることを示している。フィーダ番号69は、その位置に装着されるフィーダを特定する情報を示している。図9では、対象フィーダの割り当て前であるため、フィーダ番号69は全て空欄になっている。
図7において、フィーダ情報取得部34は、部品実装ラインL1~L3が備える電子部品実装装置M3~M6、配置作業支援装置4、作業者Wが使用する携帯端末Tなどから部品D(電子部品)を供給するフィーダの状況に関する情報を取得して、フィーダ情報46として記憶部31に記憶させる。部品所在情報取得部35は、部品実装ラインL1~L3が備える電子部品実装装置M3~M6、配置作業支援装置4、作業者Wが使用する携帯端末Tなどから実装基板に実装する部品Dの所在に関する情報を取得して、部品所在情報47として記憶部31に記憶させる。フィーダ情報46および部品所在情報47は、外段取り作業または内段取り作業によって、フィーダの所在、部品Dの取付状態、部品Dの所在が変わる毎に更新される。
ここで、図10を参照して、フィーダ情報46の例について説明する。フィーダ情報46には、フィーダ番号69、フィーダ種類70、所在71、部品取付状態72、使用予定73、フィーダ能力74が含まれている。フィーダ番号69はフィーダを特定する情報であり、部品配置情報45のフィーダ番号69と同じである。すなわち、フィーダ情報46は、フィーダ番号69を介して部品配置情報45に関連付けられている。フィーダ種類70は、フィーダの種類を示しており、「8mmテープ」は8mm幅のキャリアテープ18を搬送するテープフィーダ11を、「ダブルフィーダ」はダブルフィーダ20を、「3連スティック」は3連スティックフィーダ21であることを示している。
所在71は、フィーダの所在を示している。例えば、「C42/L1/#1R」は、部品実装ラインL1の電子部品実装装置M3(#1)の後側の部品供給部10に装着された台車番号が「C42」の台車5に装着されていることを示している。また、「C73/準備エリア」は、準備エリアAsにある台車番号が「C73」の台車5に装着されていることを示している。また、「保管棚/S05」は、準備エリアAsにある保管棚7の棚番号76(図11参照)が「S05」の棚に収納されていることを示している。
図10において、部品取付状態72は、部品D(電子部品)がフィーダに装着されているか否か、装着されている場合は、その部品Dを特定する情報が記憶されている。例えば、「PR01(R214)」は、リール番号75(図11参照)が「R214」のリール19に収納された部品名61が「PR01」の部品Dがフィーダ番号69が「FT0802」のテープフィーダ11に装着されていることを示している。また、「PM55/PM09/PL06」は、部品名61が「PM55」「PM09」「PL06」の3つの部品Dがフィーダ番号69が「FS111」の3連スティックフィーダ21に装着されていることを示している。
また、「-」は、フィーダに部品Dが装着されていないことを示している。例えば、フィーダ番号69が「FT0804」のテープフィーダ11は、リール番号75が「R303」のリール19に収納された部品名61が「PC01」を収容するキャリアテープ18が装着された状態で保管棚7に保管されていることを示している。また、フィーダ番号69が「FT0805」のテープフィーダ11は、キャリアテープ18が取り外された状態で保管棚7に保管されていることを示している。
図10において、使用予定73は、そのフィーダの使用予定に関する情報であり、次の予約が入っている場合は実装基板の品種番号が記憶され、次の予約が無い場合は「-」が記憶されている。例えば、フィーダ番号69が「FT0802」のテープフィーダ11には、次に品種番号が「B112」に実装基板の生産に使用する予約が入っている。
フィーダ能力74は、そのフィーダの能力に関する情報であり、この例では、精度74a、速度74b、成功率74cがS,A,B,Cで表示されている。精度74aは、フィーダが部品Dを部品供給位置に供給する際の送り停止位置のばらつきを示している。速度74bは、フィーダが部品Dを部品供給位置に供給する際の実効速度を示している。成功率74cは、フィーダが供給する部品Dが吸着ノズル14bに吸着できた確率(吸着ミスしない確率)を示している。フィーダは、使用頻度やメンテナンスからの経過時間によって、停止位置のばらつきが大きくなったり、実効速度が遅くなったり、吸着ミスが増加したりする。なお、フィーダ能力74は、必ずしもS,A,B,Cのような区分で表示する必要はなく、ばらつき、実効速度、成功率などの具体的な数値であってもよい。
このように、フィーダ情報46には、フィーダの所在に関する情報(所在71)、フィーダが供給する電子部品(部品D)の取付状態に関する情報(部品取付情報62)、フィーダの使用予定に関する情報(使用予定73)などのフィーダの情報に関する情報が含まれている。また、フィーダ情報46には、フィーダの送り停止位置に関する情報(精度74a)、複数の種類の電子部品を供給可能なマルチフィーダであるか否かの情報(フィーダ種類70)などのフィーダの能力に関する情報が含まれている。
次に図11を参照して、部品所在情報47の例について説明する。部品所在情報47には、部品名61、リール番号75、フィーダ番号69、棚番号76が含まれている。部品名61は、部品情報44の部品名61と同じである。リール番号75は、部品名61の部品Dが格納されたリール19を特定する情報であり、フィーダ情報46の部品取付状態72に含まれるリール番号75と同じである。リール番号75が「-」の部品Dは、スティックケース22などリール19以外の手段に格納されていることを示している。なお、スティックケース22にスティックケース番号が記憶されたラベルが付されている場合は、リール番号75の欄にスティックケース番号が記憶される。
フィーダ番号69は、フィーダ情報46のフィーダ番号69と同じである。棚番号76は、準備エリアAsにある保管棚7に設けられた棚の位置を特定する情報であり、フィーダ情報46の所在71に含まれる棚番号76と同じである。このように、フィーダに取り付けられた状態の部品Dはフィーダ番号69によってフィーダ情報46と関連付けられ、フィーダ情報46に含まれる所在71によって部品Dの所在が特定される。また、フィーダに取り付けられていない状態の部品Dは、棚番号76によって所在が特定される。
図7において、生産情報取得部36は、記憶部31に記憶された各種情報からワーク(実装基板)の生産に関する情報を取得(収集)して、生産情報48として記憶部31に記憶させる。具体的には、生産情報取得部36は、生産計画情報42から部品実装ラインL1~L3において生産する実装基板の品種(以下、「対象品種」と称する。)を生産する優先度に関する情報を取得する。
また、生産情報取得部36は、品種情報43と部品情報44から対象品種に実装される電子部品(部品D)の部品サイズ63に関する情報を取得する。また、生産情報取得部36は、生産計画情報42と品種情報43から対象品種の生産に使用する電子部品の使用数に関する情報を取得する。また、生産情報取得部36は、部品配置情報45から対象品種の生産に使用する電子部品の部品配置に関する情報を取得する。
図7において、生産履歴取得部37は、部品実装ラインL1~L3を構成する生産設備における実装基板の生産で発生した各種エラーの情報、補正値の情報などを取得して生産履歴情報49として記憶部31に記憶させる。具体的には、生産履歴取得部37は、電子部品実装装置M3~M6から吸着ノズル14bが部品Dを保持できなかった吸着エラー、部品Dを基板Bに実装できなかった実装エラー、部品Dを基板Bに実装する際の実装位置の補正値などを取得する。メンテナンス情報取得部38は、フィーダメンテナンス装置6からテープフィーダ11の状態に関する情報を取得してメンテナンス情報50として記憶部31に記憶させる。
フィーダ評価部39は、記憶部31に記憶された生産履歴情報49、メンテナンス情報50に基づいて、フィーダの送り停止位置のばらつき(精度74a)、部品Dを部品供給位置に供給する実効速度(速度74b)、フィーダが供給した部品Dを正常に吸着した成功率(成功率74c)を含むフィーダの能力(フィーダ能力74)を評価して、フィーダ情報46のフィーダ能力74を更新する。例えば、フィーダ評価部39は、吸着エラーの頻度、実装位置の補正値の大きさ、ばらつき、フィーダの使用頻度、メンテナンスからの経過時間などからフィーダ能力74を決定する。
図7において、対象フィーダ決定部40は、部品配置情報45、フィーダ情報46、部品所在情報47、生産情報48に基づいて、対象品種の生産に用いられるフィーダ(以下、「対象フィーダ」と称する。)を決定し、部品供給部10への配置を決定する。対象フィーダ決定部40は、対象フィーダとその配置を決定すると、対象品種の部品配置情報45におけるフィーダ番号69を更新(または、新規指定)した段取り替え作業用の部品配置情報45を作成して、段取り替え部品配置情報51として記憶部31に記憶させる。
図12は、台車番号が「C73」の台車5に外段取り作業するために作成された段取り替え部品配置情報51の例を示しており、部品配置情報45に含まれる情報の他、フィーダに装着するキャリアテープ18を収納するリール19のリール番号75も記憶されている。なお、段取り替え部品配置情報51は、台車5毎の他、部品実装ラインL1~L3毎にも作成される。
対象フィーダには、部品Dが装着されているフィーダをそのまま台車5に装着する再利用フィーダと、部品Dが装着されていない、もしくは装着されている部品Dを外して新たに部品Dを装着する新規装着フィーダがある。対象フィーダ決定部40は、使用可能な再利用フィーダがある場合は、再利用フィーダを優先的に対象フィーダに割当てる。
また、対象フィーダ決定部40は、要求されるフィーダ能力74を満たすフィーダが新規装着フィーダになくて再利用フィーダにある場合は、その再利用フィーダをそのまま対象フィーダに割当てずに、新規装着フィーダとして割り当てる。すなわち、その再利用フィーダから装着されている部品Dを外させて、新規装着フィーダとして新たに部品Dを装着させて台車5に装着するように決定する。以下、対象フィーダ決定部40による新規装着フィーダの決定を中心に、図8、図10~図12を参照しながら具体的な対象フィーダの決定手順について説明する。
図7において、対象フィーダ決定部40は、内部処理部として第1決定部40aと第2決定部40bを備えている。第1決定部40aは、フィーダ情報46に含まれるフィーダの所在に関する情報(所在71)に基づいて、対象フィーダを決定する。具体的には、第1決定部40aは、候補の対象フィーダが複数ある場合、作業者Wが作業を行う場所に近いフィーダから優先的に選択する。例えば、配置作業支援装置4に接続された台車5に対して外段取り作業を行う場合、その台車5の優先度が高く、以下、準備エリアAsにある他の台車5、保管棚7、部品実装ラインL1~L3の順に優先度が低くなる。これにより、作業者Wの移動距離を短くできる。
また、第1決定部40aは、フィーダ情報46に含まれる電子部品(部品D)の取付状態に関する情報(部品取付状態72)に基づいて、対象フィーダを決定する。具体的には、第1決定部40aは、再利用フィーダの優先度を新規装着フィーダより高くし、新規装着フィーダの中では部品Dが装着されていないフィーダの優先度を部品Dが装着されているフィーダより高くする。これにより、フィーダから使用しない部品Dを取り外す作業を少なくできる。
また、第1決定部40aは、フィーダ情報46に含まれるフィーダの使用予定に関する情報(使用予定73)に基づいて、対象フィーダを決定する。具体的には、第1決定部40aは、他の対象品種で使用が予定されているフィーダは、対象フィーダから除外する。これにより、予約されているフィーダを誤って他の生産に使用することが防止できる。
図12においてスロット番号67が「1」のスロットから供給される部品名61が「PR01」の部品Dは、図10においてフィーダ番号69が「FT0802」のテープフィーダ11に取り付けられている。このテープフィーダ11を再利用フィーダとして「1」のスロットに装着すると作業効率が良い。しかしながら、このテープフィーダ11は対応品種が「B112」の実装基板の生産に使用されることが使用予定73に入力されているため、第1決定部40aは、対象フィーダから除外する。
図7において、第2決定部40bは、対象フィーダを決定するにあたり、次に生産が予定されている対象品種を含む、複数の対象品種の対象フィーダを一緒に決定する。すなわち、第2決定部40bは、フィーダ情報46に含まれるフィーダの能力に関する情報(フィーダ能力74)と、生産情報48に含まれる対象品種を生産する優先度に関する情報に基づいて、対象品種の生産に適した能力のフィーダを、優先度が高い対象品種の生産に優先的に割り当てる。例えば、第2決定部40bは、生産時間に余裕が少ないため優先度が高い対象品種に速度74bや成功率74cなどのフィーダ能力74が高いフィーダを優先的に割り当てる。これにより、優先度が高い対象品種の生産能力を高くすることができる。
また、第2決定部40bは、フィーダ能力74と、生産情報48に含まれる対象品種の生産に使用する電子部品(部品D)の使用数に関する情報に基づいて、使用数が多い電子部品の実装に適した能力のフィーダを、使用数が多い電子部品に優先的に割り当てる。例えば、第2決定部40bは、使用数が多い部品Dに速度74bが高いフィーダを優先的に割り当てる。これにより、同じ実装ターンで1つのフィーダが複数の吸着ノズル14bに部品Dを供給するような場合でも、速度74bが高いフィーダを割り当てることで実装時間が増加することを防止できる。
また、第2決定部40bは、フィーダ能力74と、生産情報48に含まれる対象品種に実装される電子部品(部品D)の部品サイズ63に関する情報に基づいて、部品サイズ63が小さい電子部品の実装に適した能力のフィーダを、部品サイズ63の小さい電子部品に優先的に割り当てる。例えば、第2決定部40bは、部品サイズ63が小さい部品Dに精度74aが高いフィーダを優先的に割り当てる。これにより、吸着ノズル14bが小さい部品Dを吸着できない吸着ミスの発生を抑制できる。
図12においてスロット番号67が「1」のスロットから供給される部品名61が「PR01」の部品Dは、図8において部品サイズ63が「0201」の極小サイズの部品Dである。そこで、第2決定部40bは、この部品Dに図10において精度74aが「S」であるフィーダを割りてる。図10の例では、フィーダ番号69が「FT0802」と「FT0804」の2つフィーダの精度74aが「S」である。しかし、「ST0802」には使用予定73が入っているため、第2決定部40bは、「1」のスロットに「FT0804」を割り当てる。「FT0804」は新規装着フィーダであるため、第2決定部40bは、リール番号75が「R801」の部品Dを割り当てる。
図7において、第2決定部40bは、複数のフィーダの送り停止位置に関する情報(精度74a)と、生産情報48に含まれる対象品種の生産に使用する電子部品(部品D)の部品配置に関する情報に基づいて、送り停止位置の差が小さい複数のフィーダを、電子部品を吸着する複数の吸着ノズル14bによって同時吸着可能な複数の電子部品に優先的に割り当てる。これにより、複数の吸着ノズル14bが部品Dを同時吸着した際に、部品Dの吸着位置のばらつきや吸着ミスの発生を抑制できる。
図12において、スロット番号67が「6」~「9」のスロットから供給される部品Dは同時吸着の対象である。そこで、第2決定部40bは、「6」~「9」のスロットに装着する対象フィーダとして、精度74aが「S」または「A」のフィーダを割り当てる。図10において、フィーダ番号69が「FT0803」は部品名61が「PR02」が、「FT0807」は「PR52」が装着された再利用フィーダであり、精度74aはともに「A」である。そこで、第2決定部40bは、「FT0803」を「6」のスロットに、「FT0807」を「7」のスロットにそれぞれ割り当てる。
図10において、フィーダ番号69が「FT0805」は部品Dが装着されていない新規装着フィーダであるが精度74aが「B」であるため、第2決定部40bは、同時吸着の対象フィーダから除外する。そして、第2決定部40bは、精度74aが「A」である「FT0806」を「8」のスロットに、「FT0808」を「9」のスロットにそれぞれ割当てる。また、「FT0806」と「FT0808」は新規装着フィーダになるため、第2決定部40bは、保管棚7にあるリール番号75が「R222」の部品Dと「R662」の部品Dをそれぞれ割り当てる。
図7において、第2決定部40bは、複数の種類の電子部品を供給可能なマルチフィーダであるか否かの情報(フィーダ種類70)に基づいて、マルチフィーダが適用可能な電子部品にマルチフィーダを優先的に割り当る。図12において、スロット番号67が「2L」と「2R」のスロットは供給方法68が「ダブルフィーダ」であるため、第2決定部40bは、「2L」と「2R」のスロットにフィーダ番号69が「FD005」のダブルフィーダ20を割り当てる。また、「3」~「5」のスロットは供給方法68が「スティック」であるため、第2決定部40bは、「3」~「5」のスロットにフィーダ番号69が「FS111」の3連スティックフィーダ21を割り当てる。
このように、対象フィーダ決定部40(第1決定部40a)は、部品供給部10に配置されて対象品種の生産に用いられる対象フィーダを、フィーダの状況に関する情報(フィーダ情報46)に基づいて決定する。これによって、フィーダの段取り替えを効率良く作業できるように支援できる。また、対象フィーダ決定部40(第2決定部40b)は、部品供給部10に配置されて対象品種の生産に用いられる対象フィーダを、フィーダの能力に関する情報(フィーダ能力74)とワークの生産に関する情報(生産情報48)とに基づいて決定する。これによって、フィーダの段取り替えを製造される実装基板の生産計画、生産効率や品質を考慮して作業できるように支援できる。
図7において、ピックアップ指示部41は、フィーダの所在に関する情報(所在71)と棚番号76に基づいて、対象フィーダと部品D(リール19、スティックケース22など)のピックアップの指示を行う。また、ピックアップ指示部41は、電子部品(部品D)の取付状態に関する情報(部品取付状態72)に基づいて、対象フィーダからの電子部品の取り外しに関する作業、もしくは電子部品の対象フィーダへの取り付けに関する作業を含む指示を行う。ピックアップ指示部41は、作業の指示を作業者Wが携帯する携帯端末T、または、配置作業支援装置4の表示部に表示させる。
また、ピックアップ指示部41は、ロボットに作業指示する場合は、無線などを使用してロボットに指示を送信する。その際、ピックアップ指示部41は、対象フィーダのピックアップがロボットにより行われる場合に、対象フィーダのうち、ロボットがピックアップ可能な対象フィーダのみのピックアップを指示する。例えば、対象フィーダがロボットがピックアップできない保管棚7の棚の位置にある場合は、この対象フィーダをロボットがピックアップする対象から除外する。
ここで図13を参照して、ピックアップ指示部41によって携帯端末TのタッチパネルTbに表示されたピックアップ指示画面80の例について説明する。図13は、図12に示す段取り替え部品配置情報51のスロット番号67が「1」に装着される対象フィーダ(フィーダ番号:FT0804)のピックアップ指示を示している。ピックアップ指示画面80には、「対象品種」表示枠81、「対象フィーダ」表示枠82、「ピックアップ指示」表示枠83、「了解」ボタン84が表示されている。「対象品種」表示枠81には、段取り替え対象の実装基板の品種名(B110)が表示されている。「対象フィーダ」表示枠82には、ピックアップ指示の対象である対象フィーダのフィーダ番号69(FT0804)が表示されている。
「ピックアップ指示」表示枠83には、ピックアップ指示が工程毎に表示されている。すなわち、工程(1)には、対象フィーダ(FT0804)を保管棚7の棚番号76が「S05」から取り出すことが指示されている。工程(2)には、対象フィーダ(FT0804)を台車番号が「C73」の台車5のスロット番号67が「1」のスロットに装着することが指示されている。工程(3)には、対象フィーダ(FT0804)に現在装着されている部品D(部品名61が「PC01」、リール番号75が「R303」)を取り外すことが指示されている。すなわち、工程(3)は、対象フィーダからの電子部品(部品D)の取り外しに関する作業の指示である。
図13において、工程(4)には、部品D(部品名61が「PR01」、リール番号75が「R801」)を保管棚7の棚番号76が「S03」から取り出すことが指示されている。工程(5)には、対象フィーダ(FT0804)に保管棚7から取り出した部品Dを取り付けることが指示されている。すなわち、工程(5)は、電子部品(部品D)の対象フィーダへの取り付けに関する作業の指示である。作業者Wが「了解」ボタン84を操作すると、次の対象フィーダに対するピックアップ指示が表示される。
上記のように、フィーダの状況に関する情報(フィーダ情報46)を取得するフィーダ情報取得部34と、対象フィーダをフィーダの状況に関する情報に基づいて決定する対象フィーダ決定部40(第1決定部40a)と、を備える管理コンピュータ3は、段取り替え作業支援装置である。これによって、フィーダの段取り替えを効率良く作業できるように支援できる。
また、フィーダの能力に関する情報(フィーダ情報46)を取得するフィーダ情報取得部34と、ワーク(実装基板)の生産に関する情報(生産情報48)を取得する生産情報取得部36と、対象フィーダをフィーダの能力に関する情報とワークの生産に関する情報とに基づいて決定する対象フィーダ決定部40(第1決定部40a)と、を備える管理コンピュータ3は、段取り替え作業支援装置である。これによって、フィーダの段取り替えを製造される実装基板の生産計画、生産効率や品質を考慮して作業できるように支援できる。
次に図14のフローに沿って、管理コンピュータ3(段取り替え作業支援装置)によって、段取り替えを支援する第1の段取り替え作業支援方法について説明する。まず、処理部30は、部品配置情報45を取得する(ST1:部品配置情報取得工程)。次いでフィーダ情報取得部34は、フィーダの状況に関する情報(フィーダ情報46)を取得する(ST2:第1のフィーダ情報取得工程)。次いで部品所在情報取得部35は、部品所在情報47を取得する(ST3:部品所在情報取得工程)。
次いで第1決定部40a(対象フィーダ決定部40)は、対象品種の生産に用いられる対象フィーダを、部品配置情報45とフィーダの状況に関する情報(フィーダ情報46)に基づいて決定する(ST4:第1の対象フィーダ決定工程)。第1の対象フィーダ決定工程(ST4)では、フィーダ情報46に含まれるフィーダの所在に関する情報(所在71)、電子部品(部品D)の取付状態に関する情報(部品取付状態72)、フィーダの使用予定に関する情報(使用予定73)に基づいて、対象フィーダが決定される。対象フィーダが決定されると、ピックアップ指示部41は、部品所在情報47とフィーダの所在に関する情報(フィーダ情報46)に基づいて、対象フィーダのピックアップの指示を行う(ST5:ピックアップ指示工程)。
ピックアップ指示工程(ST5)では、対象フィーダのピックアップがロボットにより行われる場合は、対象フィーダのうち、ロボットがピックアップ可能な対象フィーダのみのピックアップを指示する。また、ピックアップ指示工程では、電子部品の取付状態に関する情報(部品取付状態72)に基づいて、対象フィーダからの電子部品の取り外しに関する作業、もしくは電子部品の対象フィーダへの取り付けに関する作業を含む指示を行う。これによって、フィーダの段取り替えを効率良く作業できるように支援できる。
なお、対象フィーダを決めるタイミング(第1の段取り替え作業支援方法を実行するタイミング)は、作業者Wが対象品種の段取り替え作業に着手する直前であっても、管理者が1日の生産計画を決める時であってもよい。1日の生産計画に基づいて対象フィーダを決める際は、その日に生産される複数の対象品種に対応する複数の段取り替え部品配置情報51が作成される。そして、予め作成された段取り替え部品配置情報51に基づいて段取り替え作業に着手する際に、段取り替え部品配置情報51と所在が異なるフィーダや部品Dがある場合は、再度、第1のフィーダ情報取得工程(ST2)から第1の対象フィーダ決定工程(ST4)を実行して、段取り替え作業が最終決定される。
次に図15のフローに沿って、管理コンピュータ3(段取り替え作業支援装置)によって、段取り替えを支援する第2の段取り替え作業支援方法について説明する。第2の段取り替え作業支援方法は、フィーダの能力に関する情報(フィーダ能力74)に基づいて対象フィーダを決定するところが第1の段取り替え作業支援方法と異なる。以下、第1の段取り替え作業支援方法と同じ工程には同じ符号を付して、詳細な説明を省略する。
まず、部品配置情報取得工程(ST1)が実行される。次いでフィーダ情報取得部34は、フィーダの能力に関する情報(フィーダ情報46)を取得する(ST11:第2のフィーダ情報取得工程)。次いで生産情報取得部36は、ワーク(実装基板)の生産に関する情報(生産情報48)を取得する(ST12:生産情報取得工程)。次いで部品所在情報取得工程(ST3)が実行される。次いで第2決定部40b(対象フィーダ決定部40)は、対象フィーダを、フィーダの能力に関する情報(フィーダ情報46に含まれるフィーダ能力74)とワークの生産に関する情報(生産情報48)とに基づいて決定する(ST13:第2の対象フィーダ決定工程)。次いでピックアップ指示工程(ST5)が実行される。
第2の対象フィーダ決定工程(ST13)では、生産情報48に含まれる対象品種を生産する優先度に関する情報に基づいて、対象品種の生産に適した能力のフィーダが、優先度が高い対象品種の生産に優先的に割り当てられる。また、第2の対象フィーダ決定工程(ST13)では、生産情報48に含まれる対象品種に実装される電子部品の部品サイズ63に関する情報に基づいて、部品サイズ63が小さい電子部品の実装に適した能力のフィーダが、部品サイズ63の小さい電子部品に優先的に割り当てられる。また、第2の対象フィーダ決定工程(ST13)では、生産情報48に含まれる対象品種の生産に使用する電子部品の使用数に関する情報に基づいて、使用数が多い電子部品の実装に適した能力のフィーダが、使用数が多い電子部品に優先的に割り当てられる。
また、第2の対象フィーダ決定工程(ST13)では、生産情報48に含まれる対象品種の生産に使用する電子部品の部品配置に関する情報とフィーダ情報46に含まれる複数のフィーダの送り停止位置に関する情報(フィーダ能力74)に基づいて、送り停止位置の差が小さい複数のフィーダが、電子部品を吸着する複数の吸着ノズル14bによって同時吸着可能な複数の電子部品に優先的に割り当てられる。また、第2の対象フィーダ決定工程(ST13)では、フィーダ情報46に含まれる複数の種類の電子部品を供給可能なマルチフィーダ(ダブルフィーダ20、3連スティックフィーダ21)であるか否かの情報(フィーダ種類70)に基づいて、マルチフィーダが適用可能な電子部品にマルチフィーダが優先的に割り当られる。
また、第2の対象フィーダ決定工程(ST13)では、次に生産が予定されている対象品種を含む、複数の対象品種の対象フィーダが一緒に決定される。このように、フィーダの段取り替えを、製造される実装基板の生産計画、生産効率や品質を考慮して作業できるように支援できる。
なお、上記の実施の形態では、フィーダ情報46にフィーダの状況に関する情報(所在71、部品取付状態72、使用予定73)とフィーダの能力に関する情報(フィーダ能力74)が一緒に含まれているが、ファイルの構成はこれに限定されることはない。例えば、フィーダの状況に関する情報とフィーダの能力に関する情報を個別のファイルにしてもよい。また、フィーダ情報46に部品情報44を結合するようにしてもよい。その他、記憶部31に記憶するファイルの形式は適宜変更が可能である。
本開示によれば、フィーダの段取り替えを製造される実装基板の生産計画、生産効率や品質を考慮して作業できるように支援できる。
本開示の段取り替え作業支援方法および段取り替え作業支援装置は、フィーダの段取り替えを製造される実装基板の生産計画、生産効率や品質を考慮して作業できるように支援できるという効果を有し、電子部品を基板に実装する分野において有用である。
1 部品実装システム
2 通信ネットワーク
3 管理コンピュータ(段取り替え作業支援装置)
4 配置作業支援装置
4a リーダ
5 台車
6 フィーダメンテナンス装置
7 保管棚
8 基台
9 基板搬送機構
10 部品供給部
11 テープフィーダ(フィーダ)
11a 部品供給位置
12 軸テーブル
13 ビーム
14 実装ヘッド
14a ノズルユニット
14b 吸着ノズル
15 実装ヘッド移動機構
16 ヘッドカメラ
17 部品認識カメラ
18 キャリアテープ
18A キャリアテープ
18B キャリアテープ
19 リール
19A リール
19B リール
19a ラベル
20 ダブルフィーダ(フィーダ)
20a 背面
20b 挿入口
20c 挿入口
20d 上面
20e 部品供給位置
20f 部品供給位置
21 3連スティックフィーダ(フィーダ)
21a 部品供給位置
21b 部品供給位置
21c 部品供給位置
21d 部品搬送機構
21e 部品搬送機構
21f 部品搬送機構
22 スティックケース
22A スティックケース
22B スティックケース
22C スティックケース
30 処理部
31 記憶部
32 入力部
33 表示部
34 フィーダ情報取得部
35 部品所在情報取得部
36 生産情報取得部
37 生産履歴取得部
38 メンテナンス情報取得部
39 フィーダ評価部
40 対象フィーダ決定部
40a 決定部
40b 決定部
41 ピックアップ指示部
42 生産計画情報
43 品種情報
44 部品情報
45 部品配置情報
46 フィーダ情報
47 部品所在情報
48 生産情報
49 生産履歴情報
50 メンテナンス情報
51 部品配置情報
61 部品名
62 電気特性
63 部品サイズ
64 供給手段
65 ライン名
66 供給位置
68 供給方法
70 フィーダ種類
71 所在
72 部品取付状態
73 使用予定
74 フィーダ能力
74a 精度
74b 速度
74c 成功率
76 棚番号
80 ピックアップ指示画面
81 表示枠
82 表示枠
83 表示枠
84 ボタン
D 部品(電子部品)
M1 基板供給装置
M2 スクリーン印刷装置
M3~M6 電子部品実装装置
M7 リフロー装置
M8 基板回収装置
Ta 端末側通信部
Tb タッチパネル
Tc カメラ
2 通信ネットワーク
3 管理コンピュータ(段取り替え作業支援装置)
4 配置作業支援装置
4a リーダ
5 台車
6 フィーダメンテナンス装置
7 保管棚
8 基台
9 基板搬送機構
10 部品供給部
11 テープフィーダ(フィーダ)
11a 部品供給位置
12 軸テーブル
13 ビーム
14 実装ヘッド
14a ノズルユニット
14b 吸着ノズル
15 実装ヘッド移動機構
16 ヘッドカメラ
17 部品認識カメラ
18 キャリアテープ
18A キャリアテープ
18B キャリアテープ
19 リール
19A リール
19B リール
19a ラベル
20 ダブルフィーダ(フィーダ)
20a 背面
20b 挿入口
20c 挿入口
20d 上面
20e 部品供給位置
20f 部品供給位置
21 3連スティックフィーダ(フィーダ)
21a 部品供給位置
21b 部品供給位置
21c 部品供給位置
21d 部品搬送機構
21e 部品搬送機構
21f 部品搬送機構
22 スティックケース
22A スティックケース
22B スティックケース
22C スティックケース
30 処理部
31 記憶部
32 入力部
33 表示部
34 フィーダ情報取得部
35 部品所在情報取得部
36 生産情報取得部
37 生産履歴取得部
38 メンテナンス情報取得部
39 フィーダ評価部
40 対象フィーダ決定部
40a 決定部
40b 決定部
41 ピックアップ指示部
42 生産計画情報
43 品種情報
44 部品情報
45 部品配置情報
46 フィーダ情報
47 部品所在情報
48 生産情報
49 生産履歴情報
50 メンテナンス情報
51 部品配置情報
61 部品名
62 電気特性
63 部品サイズ
64 供給手段
65 ライン名
66 供給位置
68 供給方法
70 フィーダ種類
71 所在
72 部品取付状態
73 使用予定
74 フィーダ能力
74a 精度
74b 速度
74c 成功率
76 棚番号
80 ピックアップ指示画面
81 表示枠
82 表示枠
83 表示枠
84 ボタン
D 部品(電子部品)
M1 基板供給装置
M2 スクリーン印刷装置
M3~M6 電子部品実装装置
M7 リフロー装置
M8 基板回収装置
Ta 端末側通信部
Tb タッチパネル
Tc カメラ
Claims (10)
- ワークに電子部品を実装する電子部品実装装置の部品供給部に配置可能であり、かつ、前記電子部品を供給するフィーダの、能力に関する情報を取得するフィーダ情報取得工程と、
前記ワークの生産に関する情報を取得する生産情報取得工程と、
前記部品供給部に配置されて対象品種の生産に用いられる対象フィーダを、前記フィーダの能力に関する前記情報と前記ワークの生産に関する前記情報とに基づいて決定する対象フィーダ決定工程と、を備える、
段取り替え作業支援方法。 - 前記ワークの生産に関する前記情報は、前記対象品種を生産する優先度に関する情報を有し、
前記対象フィーダ決定工程では、前記対象品種の生産に適した能力のフィーダを、前記優先度が高い前記対象品種の生産に優先的に割り当てる、
請求項1に記載の段取り替え作業支援方法。 - 前記ワークの生産に関する前記情報は、前記対象品種に実装される電子部品の部品サイズに関する情報を有し、
前記対象フィーダ決定工程では、前記部品サイズが小さい電子部品の実装に適した能力のフィーダを、前記部品サイズの小さい電子部品に優先的に割り当てる、
請求項1または2に記載の段取り替え作業支援方法。 - 前記ワークの生産に関する前記情報は、前記対象品種の生産に使用する電子部品の使用数に関する情報を有し、
前記対象フィーダ決定工程では、前記使用数が多い電子部品の実装に適した能力のフィーダを、前記使用数が多い電子部品に優先的に割り当てる、
請求項1から3のいずれかに記載の段取り替え作業支援方法。 - 前記フィーダの能力に関する前記情報は、複数のフィーダの送り停止位置に関する情報を有し、
前記ワークの生産に関する前記情報は、前記対象品種の生産に使用する電子部品の部品配置に関する情報を有し、
前記対象フィーダ決定工程では、前記送り停止位置の差が小さい複数のフィーダを、電子部品を吸着する複数の吸着ノズルによって同時吸着可能な複数の電子部品に優先的に割り当てる、
請求項1から4のいずれかに記載の段取り替え作業支援方法。 - 前記フィーダの能力に関する前記情報は、複数の種類の電子部品を供給可能なマルチフィーダであるか否かの情報を有し、
前記対象フィーダ決定工程では、前記マルチフィーダが適用可能な電子部品に前記マルチフィーダを優先的に割り当る、
請求項1から5のいずれかに記載の段取り替え作業支援方法。 - 前記対象フィーダ決定工程では、次に生産が予定されている対象品種を含む、複数の対象品種の前記対象フィーダを、一緒に決定する、
請求項1から6のいずれかに記載の段取り替え作業支援方法。 - 前記フィーダ情報取得工程では、前記フィーダの所在に関する情報をさらに取得し、
前記フィーダの所在に関する情報に基づいて、前記対象フィーダのピックアップの指示を行うピックアップ指示工程をさらに有する、
請求項1から7のいずれかに記載の段取り替え作業支援方法。 - 前記対象フィーダのピックアップがロボットにより行われる場合に、
前記ピックアップ指示工程では、前記対象フィーダのうち、前記ロボットがピックアップ可能な対象フィーダのみのピックアップを指示する、
請求項8に記載の段取り替え作業支援方法。 - ワークに電子部品を実装する電子部品実装装置の部品供給部に配置可能であり、かつ、前記電子部品を供給するフィーダの、能力に関する情報を取得するフィーダ情報取得部と、
前記ワークの生産に関する情報を取得する生産情報取得部と、
前記部品供給部に配置されて対象品種の生産に用いられる対象フィーダを、前記フィーダの能力に関する前記情報と前記ワークの生産に関する前記情報とに基づいて決定する対象フィーダ決定部と、
を備える、
段取り替え作業支援装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021532711A JPWO2021010033A1 (ja) | 2019-07-18 | 2020-05-28 | |
| US17/622,906 US20220264778A1 (en) | 2019-07-18 | 2020-05-28 | Setup change work support method and setup change work support device |
| CN202080044794.5A CN114080869B (zh) | 2019-07-18 | 2020-05-28 | 换产调整作业辅助方法以及换产调整作业辅助装置 |
| JP2024098818A JP2024120028A (ja) | 2019-07-18 | 2024-06-19 | 段取り替え作業支援方法および段取り替え作業支援装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-132426 | 2019-07-18 | ||
| JP2019132426 | 2019-07-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021010033A1 true WO2021010033A1 (ja) | 2021-01-21 |
Family
ID=74210502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/021202 WO2021010033A1 (ja) | 2019-07-18 | 2020-05-28 | 段取り替え作業支援方法および段取り替え作業支援装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220264778A1 (ja) |
| JP (2) | JPWO2021010033A1 (ja) |
| CN (1) | CN114080869B (ja) |
| WO (1) | WO2021010033A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023062680A1 (ja) * | 2021-10-11 | 2023-04-20 | 株式会社Fuji | 管理装置、および管理方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03120897A (ja) * | 1989-10-04 | 1991-05-23 | Matsushita Electric Ind Co Ltd | 部品供給ユニットとこれを用いた電子部品実装機 |
| JP2005216965A (ja) * | 2004-01-27 | 2005-08-11 | Yamaha Motor Co Ltd | 実装機における段取り作業支援方法および同装置 |
| WO2014041640A1 (ja) * | 2012-09-12 | 2014-03-20 | 富士機械製造株式会社 | 生産順序最適化方法および生産順序最適化システム |
| JP2017045744A (ja) * | 2015-08-24 | 2017-03-02 | 富士機械製造株式会社 | 基板の生産方法 |
| JP2018056583A (ja) * | 2017-11-29 | 2018-04-05 | 富士機械製造株式会社 | 電子部品装着装置 |
| JP2018110188A (ja) * | 2017-01-05 | 2018-07-12 | パナソニックIpマネジメント株式会社 | 部品実装システムおよび部品供給装置の評価方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6275744B1 (en) * | 1997-08-01 | 2001-08-14 | Kokusai Electric Co., Ltd. | Substrate feed control |
| JP3877501B2 (ja) * | 2000-07-07 | 2007-02-07 | 松下電器産業株式会社 | 部品認識データ作成方法及び作成装置並びに電子部品実装装置及び記録媒体 |
| EP1187524B1 (en) * | 2000-08-29 | 2010-07-21 | Panasonic Corporation | Parts mounting method and parts mounting apparatus |
| JP2005216945A (ja) * | 2004-01-27 | 2005-08-11 | Yamaha Motor Co Ltd | フィーダ配置設定方法および同装置 |
| JP5403465B2 (ja) * | 2009-08-27 | 2014-01-29 | 日東工業株式会社 | 電子部品供給装置 |
| JP5615081B2 (ja) * | 2010-07-26 | 2014-10-29 | 富士機械製造株式会社 | 部品実装装置 |
| JP6091167B2 (ja) * | 2012-11-09 | 2017-03-08 | ヤマハ発動機株式会社 | フィーダ段取支援装置、フィーダ段取支援方法、フィーダ段取支援プログラム、記録媒体 |
| JP6334538B2 (ja) * | 2013-08-21 | 2018-05-30 | 株式会社Fuji | フィーダ部品種決定方法およびフィーダ部品種決定装置 |
| US10394228B2 (en) * | 2014-11-26 | 2019-08-27 | Fuji Corporation | Component mounting line changeover support system and changeover support method |
| WO2016157515A1 (ja) * | 2015-04-03 | 2016-10-06 | ヤマハ発動機株式会社 | 段取り支援装置、部品実装機、段取り支援方法 |
| US10806037B2 (en) * | 2017-01-05 | 2020-10-13 | Panasonic Intellectual Property Management Co., Ltd. | Component mounting system |
| US11617288B2 (en) * | 2017-10-31 | 2023-03-28 | Yamaha Hatsudoki Kabushiki Kaisha | Feeder management device and component-mounting system provided with same |
| JP6767641B2 (ja) * | 2019-02-07 | 2020-10-14 | パナソニックIpマネジメント株式会社 | 部品実装ラインにおける部品補給支援方法および部品補給支援システム |
-
2020
- 2020-05-28 US US17/622,906 patent/US20220264778A1/en active Pending
- 2020-05-28 WO PCT/JP2020/021202 patent/WO2021010033A1/ja active Application Filing
- 2020-05-28 JP JP2021532711A patent/JPWO2021010033A1/ja active Pending
- 2020-05-28 CN CN202080044794.5A patent/CN114080869B/zh active Active
-
2024
- 2024-06-19 JP JP2024098818A patent/JP2024120028A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03120897A (ja) * | 1989-10-04 | 1991-05-23 | Matsushita Electric Ind Co Ltd | 部品供給ユニットとこれを用いた電子部品実装機 |
| JP2005216965A (ja) * | 2004-01-27 | 2005-08-11 | Yamaha Motor Co Ltd | 実装機における段取り作業支援方法および同装置 |
| WO2014041640A1 (ja) * | 2012-09-12 | 2014-03-20 | 富士機械製造株式会社 | 生産順序最適化方法および生産順序最適化システム |
| JP2017045744A (ja) * | 2015-08-24 | 2017-03-02 | 富士機械製造株式会社 | 基板の生産方法 |
| JP2018110188A (ja) * | 2017-01-05 | 2018-07-12 | パナソニックIpマネジメント株式会社 | 部品実装システムおよび部品供給装置の評価方法 |
| JP2018056583A (ja) * | 2017-11-29 | 2018-04-05 | 富士機械製造株式会社 | 電子部品装着装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023062680A1 (ja) * | 2021-10-11 | 2023-04-20 | 株式会社Fuji | 管理装置、および管理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114080869A (zh) | 2022-02-22 |
| JPWO2021010033A1 (ja) | 2021-01-21 |
| US20220264778A1 (en) | 2022-08-18 |
| CN114080869B (zh) | 2024-09-13 |
| JP2024120028A (ja) | 2024-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3830642B2 (ja) | 実装機の部品供給方法 | |
| JP2024120028A (ja) | 段取り替え作業支援方法および段取り替え作業支援装置 | |
| JP4350538B2 (ja) | 実装機における段取り作業支援方法および同装置 | |
| US20160231727A1 (en) | Setup change work instruction method | |
| WO2015037099A1 (ja) | 対基板作業システム、作業方法、およびフィーダ移し替え方法 | |
| JP5623106B2 (ja) | フィーダ管理方法及び部品実装装置 | |
| US10845783B2 (en) | Component mounting system, worker allocation system, and worker allocation method | |
| JP2007103734A (ja) | 電子回路基板の生産方法 | |
| JP4813444B2 (ja) | 部品供給方法、表面実装機、フィーダ及び台車 | |
| JP4372522B2 (ja) | 表面実装機 | |
| US11019760B2 (en) | Feeder management method and feeder management device | |
| JP2024121001A (ja) | 生産計画作成方法および生産計画作成システムならびに生産計画作成プログラム | |
| US10765048B2 (en) | Component mounting system, component sorting method, and component mounter | |
| JP5656522B2 (ja) | 電子部品装着装置及び装着方法 | |
| JP4796462B2 (ja) | 実装機の部品集合体割付方法および部品集合体割付装置、実装機 | |
| WO2016147390A1 (ja) | 部品実装ライン、および部品実装ラインの段取り方法 | |
| US12041726B2 (en) | Management device, moving work device, mounting device, mounting system, and management method | |
| JP3889483B2 (ja) | 実装機の部品供給方法 | |
| WO2021181759A1 (ja) | 保持装置および部品装着システム | |
| WO2021010032A1 (ja) | 段取り替え作業支援方法および段取り替え作業支援装置 | |
| JP2003069289A (ja) | 部品装着装置及び方法 | |
| JP2021111092A (ja) | 生産計画表示方法および生産計画表示システムならびに生産計画表示プログラム | |
| JP2018092971A (ja) | 部品実装システムおよび段取り作業管理システムならびに段取り作業管理方法 | |
| WO2022215312A1 (ja) | メンテナンス支援システムおよびメンテナンス支援方法ならびにメンテナンス支援プログラム | |
| JP7170176B2 (ja) | 生産計画作成方法および生産計画作成装置ならびに生産方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20840494 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021532711 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20840494 Country of ref document: EP Kind code of ref document: A1 |