WO2020196401A1 - 潤滑剤、粉末混合物及び焼結体の製造方法 - Google Patents
潤滑剤、粉末混合物及び焼結体の製造方法 Download PDFInfo
- Publication number
- WO2020196401A1 WO2020196401A1 PCT/JP2020/012708 JP2020012708W WO2020196401A1 WO 2020196401 A1 WO2020196401 A1 WO 2020196401A1 JP 2020012708 W JP2020012708 W JP 2020012708W WO 2020196401 A1 WO2020196401 A1 WO 2020196401A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- lubricant
- acid amide
- mass
- powder mixture
- powder
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/56—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing nitrogen
- C10M105/68—Amides; Imides
Definitions
- the present invention relates to a method for producing a lubricant, a powder mixture and a sintered body.
- Lubricants are usually used for lubrication, for example, to reduce friction between solids in contact.
- examples of the lubricant include liquid lubricating oil, semi-solid grease, solid lubricant and the like.
- a powdery solid lubricant (powdered lubricant) is used.
- the powder mixture is a mixture of an iron-based powder, which is a main raw material powder, an auxiliary raw material powder such as copper powder, graphite powder, and machinability improving powder, and a lubricant powder.
- the lubricant powder By adding a powdery lubricant to the powder mixture, powder characteristics such as fluidity and consolidation in the powder mixture are improved, and the compression-molded green compact can be easily extracted from the mold.
- the lubricant powder include metal soap-based lubricants such as stearic acid and its metal salts, organic lubricants (wax-based lubricants), fatty acid amide-based lubricants, and metal soap-based lubricants and fatty acid amide-based lubricants.
- examples include a mixture with a lubricant (see, for example, Patent Documents 1 and 2).
- the lubricant is compatible with metal powder, powder characteristics when made into a powder mixture, extractability of green compact after compression molding, and dissipative property of lubricant when sintering green compact. Be selected. Among them, zinc stearate is widely used as a lubricant because of its relatively excellent lubricating properties and cost. Such a lubricant is generally used by being mixed in advance with the powder mixture. There is also a method of applying a lubricant to the wall surface of the mold, but since a special device is required, the manufacturing cost of the sintered body becomes relatively high.
- metal soap-based lubricants typified by zinc stearate have a problem of contaminating the product surface, exhaust duct, etc. when sintering green compacts, and are used as organic lubricants (wax-based lubricants). Is desired to be replaced.
- organic lubricant in addition to the lubricants described in Patent Documents 1 and 2, amide compounds having a long-chain alkyl group have been proposed (see, for example, Patent Document 3).
- the powder mixture preferably has high fluidity and preferably has a high density of compaction when formed into a molded product. Further, it is desired that the appearance of the sintered body obtained by sintering the molded body is excellent.
- a lubricant capable of improving the fluidity and compaction of a powder mixture and further producing a sintered body having an excellent appearance, a powder mixture containing the same, and a method for producing a sintered body using the powder mixture.
- the purpose is to provide.
- a lubricant containing a lubricant A which is a compound in which at least one monovalent organic group having at least one hydroxy group is bonded to a nitrogen atom of an amide bond.
- the lubricant A according to ⁇ 1> which contains a compound represented by the following general formula (1).
- R 1 is a monovalent organic group having at least one hydroxy group
- R 2 is a monovalent organic group having at least one hydroxy group or a hydrogen atom
- R 3 is. It is a monovalent organic group.
- R 1 is a hydroxyalkyl group having 1 to 3 carbon atoms
- R 2 is a hydrogen atom
- R 3 is a hydrocarbon group having 10 to 30 carbon atoms or a hydrocarbon group having 10 to 30 carbon atoms substituted with at least one hydroxy group.
- ⁇ 5> The lubricant according to any one of ⁇ 1> to ⁇ 4>, wherein the lubricant A contains at least one of methylolstearic acid amide and methylolbehenic acid amide.
- ⁇ 6> The lubricant according to any one of ⁇ 1> to ⁇ 5>, which contains a lubricant B having a melting point lower than that of the lubricant A.
- ⁇ 7> The lubricant according to ⁇ 6>, wherein the lubricant B has a melting point of 60 ° C. to 85 ° C.
- the lubricant B includes oleic acid amide, erucic acid amide, ricinoleic acid amide, N-oleyl oleic acid amide, N-stearyl oleic acid amide, N-oleyl stealic acid amide, N-stearyl erucate amide, and N.
- the lubricant according to ⁇ 6> above which comprises at least one selected from the group consisting of -oleyl palmitate amide, N-oleyl-hydroxystearic amide, stearic acid, and N-oleyl palmitamide.
- ⁇ 9> The lubricant according to ⁇ 6>, wherein the lubricant B contains at least one of erucic acid amide and N-oleyl palmitoamide.
- the mass ratio of the lubricant A to the lubricant B is one of the above ⁇ 6> to ⁇ 9>, which is 1: 9 to 9: 1.
- ⁇ 11> The lubricant according to any one of ⁇ 6> to ⁇ 10>, wherein the total content of the lubricant A and the lubricant B with respect to the total amount of the lubricant is 50% by mass to 100% by mass. ..
- ⁇ 12> The lubricant according to any one of ⁇ 1> to ⁇ 11> used for powder metallurgy. ⁇ 13> The lubricant according to ⁇ 12>, wherein the lubricant having a melting point of 140 ° C. or higher is not contained, or the content of the lubricant having a melting point of 140 ° C. or higher is 5% by mass or less based on the total amount of the lubricant.
- ⁇ 14> A powder mixture containing a raw material powder and the lubricant according to any one of ⁇ 1> to ⁇ 12>.
- ⁇ 15> The powder mixture according to ⁇ 14>, wherein the content of the lubricant is 0.1 parts by mass to 2.0 parts by mass with respect to 100 parts by mass of the raw material powder.
- ⁇ 16> Described in ⁇ 14> or ⁇ 15>, wherein the lubricant having a melting point of 140 ° C. or higher is not contained, or the content of the lubricant having a melting point of 140 ° C. or higher is 5% by mass or less based on the total amount of the lubricant. Powder mixture.
- ⁇ 17> A method for producing a sintered body, which produces a sintered body by sintering the powder mixture according to any one of ⁇ 14> to ⁇ 16>.
- a lubricant capable of improving the fluidity and compaction of a powder mixture and further producing a sintered body having an excellent appearance, a powder mixture containing the same, and a sintered body using the powder mixture.
- a manufacturing method can be provided.
- the present invention is not limited to the following embodiments.
- the components including element steps and the like are not essential unless otherwise specified.
- the numerical range indicated by using "-" in the present disclosure indicates a range including the numerical values before and after "-" as the minimum value and the maximum value, respectively.
- the upper limit value or the lower limit value described in one numerical range may be replaced with the upper limit value or the lower limit value of another numerical range described stepwise. ..
- each component may contain a plurality of applicable substances.
- the content rate or content of each component means the total content rate or content of the plurality of substances unless otherwise specified.
- a plurality of types of particles corresponding to each component may be contained.
- the particle size of each component means a value for a mixture of the plurality of types of particles unless otherwise specified.
- the hydrocarbon group may be a saturated hydrocarbon group or an unsaturated hydrocarbon group.
- the hydrocarbon group may be linear, branched, or include a ring structure.
- the lubricants of the present disclosure include lubricant A, which is a compound in which at least one monovalent organic group having at least one hydroxy group is bonded to an amide-bonded nitrogen atom.
- lubricant A is a compound in which at least one monovalent organic group having at least one hydroxy group is bonded to an amide-bonded nitrogen atom.
- the lubricant of the present disclosure is preferably used for powder metallurgy, for example.
- the scope of the present invention also includes the use of compounds in which at least one monovalent organic group having at least one hydroxy group is bonded to the nitrogen atom of the amide bond for lubricating the powder mixture.
- the lubricant A may be a compound in which at least one monovalent organic group having at least one hydroxy group is bonded to the nitrogen atom of the amide bond.
- the lubricant A one type may be used alone, or two or more types may be used in combination.
- the monovalent organic group having at least one hydroxy group is preferably a hydroxyalkyl group having 1 to 3 carbon atoms, more preferably a methylol group or an ethylol group, and preferably a methylol group. More preferred.
- Lubricant A is preferably a compound in which a monovalent organic group is bonded to a carbon atom constituting an amide-bonded carbonyl group.
- the monovalent organic group bonded to the carbon atom constituting the carbonyl group of the amide bond is a hydrocarbon group having 10 to 30 carbon atoms or a hydrocarbon group having 10 to 30 carbon atoms substituted with at least one hydroxy group. It is preferably a hydrocarbon group having 10 to 30 carbon atoms, and further preferably a hydrocarbon group having 15 to 25 carbon atoms.
- the monovalent organic group bonded to the carbon atom constituting the carbonyl group of the amide bond is a hydrocarbon group having 10 to 30 carbon atoms, the polarity balance of the lubricant is better when added to the powder mixture. Therefore, the fluidity and compactness of the powder mixture tend to be better.
- Lubricant A preferably contains a compound represented by the following general formula (1).
- R 1 is a monovalent organic group having at least one hydroxy group
- R 2 is a monovalent organic group having at least one hydroxy group or a hydrogen atom
- R 3 is 1. It is a valent organic group.
- the monovalent organic group having at least one hydroxy group in R 1 and R 2 is preferably a monovalent organic group having one hydroxy group independently, preferably carbon. It is more preferably a hydroxyalkyl group of the number 1 to 3, further preferably a methylol group or an ethylol group, and particularly preferably a methylol group.
- R 2 is preferably a hydrogen atom
- R 1 is a hydroxyalkyl group having 1 to 3 carbon atoms
- R 2 is more preferably a hydrogen atom
- R 3 is preferably a hydrocarbon group having 10 to 30 carbon atoms or a hydrocarbon group having 10 to 30 carbon atoms substituted with at least one hydroxy group, and preferably a hydrocarbon group having 10 to 30 carbon atoms. More preferably, it is a hydrocarbon group having 15 to 25 carbon atoms.
- the at least one hydrocarbon group having 10 to 30 carbon atoms hydroxy group is substituted at the R 3, may be a group in which one hydroxy group is substituted, a group in which two or more hydroxy groups substituted May be good.
- the lubricant A preferably contains a methylol fatty acid amide, and more preferably contains a methylol fatty acid amide in which a hydrocarbon group having 11 to 21 carbon atoms is bonded to a carbon atom constituting the carbonyl group of the amide bond. It is more preferable to contain at least one of palmitate amide, methylol stearate amide and methylol bechenic acid amide, and particularly preferably to contain at least one of methylol stearate amide and methylol bechenic acid amide. It is even more preferable to include it.
- the lubricant A may be the above-mentioned methylol fatty acid amide, and at least a monovalent organic group having at least one hydroxy group other than the above-mentioned methylol fatty acid amide and the methylol fatty acid amide is added to the nitrogen atom of the amide bond. It may be a mixture with one bound compound.
- the melting point of the lubricant A is preferably 90 ° C. to 130 ° C., preferably 90 ° C. to 120 ° C., from the viewpoint of enhancing the fluidity of the powder mixture, the extractability, and the appearance of the sintered body. Is more preferable.
- the melting point is a value measured by differential scanning calorimetry (DSC).
- the lubricant of the present disclosure preferably contains a lubricant B having a melting point lower than that of the lubricant A.
- a lubricant B having a melting point lower than that of the lubricant A.
- the melting point of the lubricant B is preferably 60 ° C. to 85 ° C.
- the lubricant B is oleic acid amide, erucic acid amide, ricinoleic acid amide, N-oleyl oleic acid amide, N-stearyl oleic acid amide, N-oleyl stealic acid amide, N-stearyl erucate amide, N-oleyl palmitic acid. It preferably contains at least one selected from the group consisting of amides, N-oleyl-hydroxystearic amides, stearic acids, and N-oleyl palmitoamides, preferably erucic acid amides, ricinolic acid amides, stearic acids, oleic acids.
- it comprises at least one selected from the group consisting of amides and N-oleyl palmitoamides.
- the mass ratio of the lubricant A to the lubricant B (lubricant A: lubricant B) is 1: 9 to 9: 1 from the viewpoint of the balance between the fluidity and compaction of the powder mixture and the extractability of the molded product. It is preferably 2: 8 to 8: 2, and even more preferably 3: 7 to 7: 3.
- the total content of the lubricant A and the lubricant B with respect to the total amount of the lubricant is preferably 50% by mass to 100% by mass. Further, the total content of the lubricant A and the lubricant B may be 60% by mass to 95% by mass, or 80% by mass to 90% by mass.
- the lubricant A is a methylol fatty acid amide and the lubricant B is at least one of an erucic acid amide and an N-oleyl palmitoamide.
- the lubricant of the present disclosure may contain a lubricant other than the lubricant A and the lubricant B.
- examples of other lubricants include amide-based lubricants other than lubricant A and lubricant B.
- one type may be used alone, or two or more types may be used in combination.
- Examples of the amide-based lubricant other than the lubricant A and the lubricant B include fatty acid amide and fatty acid bisamide, which have a higher melting point than the lubricant B.
- fatty acid amide examples include lauric acid amide, partiminic acid amide, stearic acid amide, bechenic acid amide, hydroxystearic acid amide, N-lauryl lauric acid amide, N-palmityl palmitate amide, N-stearyl stealic acid amide, and N-.
- fatty acid amide examples include lauric acid amide, partiminic acid amide, stearic acid amide, bechenic acid amide, hydroxystearic acid amide, N-lauryl lauric acid amide, N-palmityl palmitate amide, N-stearyl stealic acid amide, and N-.
- stearyl-hydroxystearic acid amide examples include lauric acid amide, partiminic acid amide, stearic acid amide, bechenic acid amide, hydroxystearic acid amide, N-lauryl lauric acid amide, N-palmityl palmitate amide, N-stearyl stealic acid
- fatty acid bisamide examples include methylene bisstearic acid amide, methylene bislauric acid amide, methylene bishydroxystearic acid amide, ethylene biscaprylic acid amide, ethylene biscapric acid amide, ethylene bislauric acid amide, and ethylene bisstearic acid amide.
- the content of the other lubricant with respect to the total amount of the lubricant may be more than 0% by mass and 50% by mass or less, 5% by mass to 40% by mass, or 10% by mass to 20% by mass. May be good.
- the lubricant of the present disclosure does not contain a lubricant having a melting point of 140 ° C. or higher, or the content of the lubricant having a melting point of 140 ° C. or higher is 5 with respect to the total amount of the lubricant. It is preferably mass% or less.
- the powder mixture of the present disclosure includes a raw material powder and the above-mentioned lubricant of the present disclosure. This powder mixture is excellent in fluidity and consolidation.
- the powder mixture of the present disclosure is preferably used, for example, for powder metallurgy.
- the raw material powder examples include a main raw material powder containing iron as a main component, an auxiliary raw material powder for improving the characteristics of the sintered body, and the like.
- the fact that iron is contained as a main component means that the iron content in the raw material powder is 50% by mass or more of the total raw material powder.
- the main raw material powder examples include pure iron powder that can contain unavoidable impurities (oxygen, silicon, carbon, manganese, etc.) and iron-based powder such as iron-based alloy powder.
- the main raw material powder one type may be used alone, or two or more types may be used in combination.
- the average particle size of the main raw material powder is preferably 30 ⁇ m to 150 ⁇ m, more preferably 50 ⁇ m to 100 ⁇ m.
- the average particle size is the particle size (D50) when the cumulative amount from the small diameter side is 50% in the volume-based particle size distribution measured by the laser diffraction method.
- the iron-based powder can be produced, for example, by a method in which molten iron or a molten iron alloy is made into fine particles by an atomizing method, reduced, and then pulverized.
- the auxiliary raw material powder is not particularly limited as long as it is a raw material powder that can improve the characteristics of the sintered body, and is a powder that improves mechanical properties such as hardness and toughness of the sintered body, and a cover of the sintered body. Examples include powders that enhance shaving properties.
- auxiliary raw material powder examples include metal powders and inorganic powders other than the main raw material powder.
- the auxiliary raw material powder one type may be used alone, or two or more types may be used in combination.
- metal powder examples include powders of copper, nickel, chromium, molybdenum, tin, vanadium, manganese and the like.
- Examples of the inorganic powder include sulfides such as manganese sulfide and manganese disulfide; nitrides such as boron nitride; oxides such as boric acid, magnesium oxide, potassium oxide and silicon oxide; graphite such as natural graphite and artificial graphite; phosphorus; Examples include powders such as sulfur.
- the average particle size of the auxiliary raw material powder is preferably 2 ⁇ m to 100 ⁇ m, and more preferably 5 ⁇ m to 50 ⁇ m.
- the content of the main raw material powder is preferably 90 parts by mass to 99 parts by mass, and more preferably 95 parts by mass to 98 parts by mass.
- the content of the auxiliary raw material powder is preferably 1 part by mass to 10 parts by mass, and more preferably 2 parts by mass to 5 parts by mass.
- the content of the lubricant is preferably 0.1 part by mass to 2.0 part by mass, and more preferably 0.2 part by mass to 1.5 part by mass with respect to 100 parts by mass of the raw material powder. , 0.3 parts by mass to 1.0 part by mass is more preferable.
- the powder mixture of the present disclosure does not contain a lubricant having a melting point of 140 ° C. or higher, or the content of the lubricant having a melting point of 140 ° C. or higher is 5 with respect to the total amount of the lubricant. It is preferably mass% or less.
- the powder mixture of the present disclosure may contain a raw material powder and other components other than the lubricant of the present disclosure.
- Other components include binders. Since the powder mixture contains a binder, segregation, scattering, etc. of the raw material powder tend to be suppressed.
- the binder is not particularly limited, and examples thereof include polyolefin, acrylic resin, polystyrene, styrene-butadiene rubber, ethylene glycol distearate, epoxy resin, rosin ester, and the like.
- the content of the binder is preferably 0.01 part by mass to 1.0 part by mass, and 0.1 part by mass to 1 part by mass with respect to 100 parts by mass of the raw material powder. More preferably, it is 0.0 parts by mass.
- the powder mixture of the present disclosure is obtained by mixing the raw material powder, the lubricant of the present disclosure, and other components as needed.
- the raw material powder and the lubricant of the present disclosure can be mixed by using a commonly used mixer such as a bladed mixer, a V-shaped mixer, or a bicone mixer (W cone). ..
- the method for producing a sintered body of the present disclosure is a method of producing a sintered body by sintering the powder mixture of the present disclosure.
- the method for producing a sintered body of the present disclosure preferably comprises filling a mold with the powder mixture of the present disclosure, compression molding the powder mixture filled in the mold to obtain a molded product, and the like. It includes sintering the molded product extracted from the mold.
- the powder mixture of the present disclosure is excellent in fluidity, the powder mixture of the present disclosure is excellent in filling property into a mold, and a sintered body can be efficiently produced. Since the powder mixture of the present disclosure is excellent in compactness, the density of the molded product obtained by compression molding can be increased, and a sintered body having excellent mechanical properties such as strength can be produced. Further, in the method for producing a sintered body of the present disclosure, when the powder mixture of the present disclosure contains a lubricant B, the pressure when the molded product of the powder mixture is taken out from the mold can be reduced.
- the powder mixture filled in the mold may be compression molded.
- the molding temperature, molding pressure and the like are not particularly limited, and may be appropriately adjusted depending on the composition of the powder mixture, the amount of addition, the shape in the mold and the like.
- a sintered body is manufactured by sintering a powder mixture, and preferably a sintered body is manufactured by sintering a molded body extracted from a mold.
- the conditions for sintering the powder mixture or the molded product are not particularly limited, and a normal sintering method can be adopted.
- Examples 1 to 50 and Comparative Examples 1 to 120 As the main raw material powder, atomized iron powder for powder metallurgy having an average particle size of 75 ⁇ m, electrolytic copper powder having an average particle size of 30 ⁇ m, and graphite powder having an average particle size of 10 ⁇ m were prepared as auxiliary raw material powders. Next, with respect to 97.5 parts by mass of iron powder, 1.5 parts by mass of copper powder, and 1.0 part by mass of graphite powder, lubricant A or other lubricants shown in Tables 1 to 7 and the following, and lubricants 0.8 parts by mass of the lubricant mixture of B was added.
- Fluidity of powder mixture The fluidity of the powder mixture obtained in each Example and each Comparative Example was evaluated by the fluidity test method specified in JIS Z 2502 (2012).
- the evaluation criteria are as follows. -Evaluation criteria- A powder mixture flowed within 30 seconds. B The powder mixture flowed over 30 seconds and within 35 seconds. C The powder mixture did not flow, or the powder mixture flowed in more than 35 seconds. The results are shown in Tables 1 to 7. If it is evaluation A or evaluation B, the fluidity of the powder mixture is good.
- the extractability of the cylindrical molded product in each of the examples and the comparative examples is based on the following criteria by measuring the extraction pressure when the cylindrical molded product used for evaluating the compaction property of the powder mixture described above is extracted from the mold. Evaluated. -Evaluation criteria- A Extraction pressure was 8 MPa or less. B The extraction pressure was more than 8 MPa and less than 15 MPa. The C extraction pressure was more than 15 MPa. The results are shown in Tables 1 to 7. If the evaluation is A or B, the extraction property of the cylindrical molded product is good.
- the powder mixture of Examples 1 to 50 was superior in fluidity and compaction as compared with the powder mixture of Comparative Examples 1 to 70. Further, the powder mixture of Examples 1 to 50 was also good in extractability. Further, the sintered body obtained by sintering the powder mixture of Examples 1 to 50 was superior in appearance as compared with the sintered body obtained by sintering the powder mixture of Comparative Examples 71 to 120.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Lubricants (AREA)
- Powder Metallurgy (AREA)
Abstract
少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物である潤滑剤Aを含む潤滑剤。
Description
本発明は、潤滑剤、粉末混合物及び焼結体の製造方法に関するものである。
通常、潤滑剤は潤滑のために使用され、例えば、接する固体同士の摩擦を軽減するために用いられる。潤滑剤としては、液体の潤滑油、半固形のグリース、固体の潤滑剤等が挙げられ、例えば、粉末冶金法では、粉末状である固体の潤滑剤(粉末状の潤滑剤)が用いられる。
粉末冶金法のうち、特に金型成形法においては、金型壁面と圧粉体との摩擦を軽減するため、通常、粉末状の潤滑剤を混入させた粉末混合物を用いる。粉末混合物は、主原料粉末である鉄基粉末に、例えば、銅粉末、黒鉛粉末、切削性改善用粉末等の副原料粉末と潤滑剤の粉末とを混合したものである。
粉末状の潤滑剤を粉末混合物に添加することにより、粉末混合物における流動性、圧密性等の粉末特性が改善され、圧縮成形した圧粉体が金型から抜き出し易くなる。潤滑剤の粉末としては、例えば、ステアリン酸及びその金属塩等の金属石鹸系潤滑剤、有機系潤滑剤(ワックス系潤滑剤)、脂肪酸アミド系潤滑剤、並びに金属石鹸系潤滑剤と脂肪酸アミド系潤滑剤との混合物が挙げられる(例えば、特許文献1及び2参照)。
潤滑剤は、金属粉末との混合性、粉末混合物としたときの粉末特性、圧縮成形後の圧粉体の抜き出し性、圧粉体を焼結する際の潤滑剤の逸散性等の点から選択される。中でも、比較的優れた潤滑特性及びコストの点から、ステアリン酸亜鉛が潤滑剤として広く用いられている。このような潤滑剤は、粉末混合物に予め混入させて用いるのが一般的である。なお、潤滑剤を金型壁面に塗布して用いる方法もあるが、特殊な装置が必要となるため、焼結体の製造コストが割高となる。
しかしながら、ステアリン酸亜鉛に代表される金属石鹸系潤滑剤は、圧粉体を焼結する際に製品表面、排気ダクト等を汚染するという問題があり、有機系潤滑剤(ワックス系潤滑剤)への置き換えが望まれている。有機系潤滑剤としては、特許文献1及び2に記載された潤滑剤のほか、長鎖アルキル基を有するアミド系化合物が提案されている(例えば、特許文献3参照)。
有機系潤滑剤を粉末混合物の添加剤として用いる場合であっても、粉末混合物は高い流動性を有することが好ましく、成形体としたときに高密度となる圧密性を有することが好ましい。さらに成形体を焼結してなる焼結体の外観に優れることが望まれる。
本開示は、粉末混合物の流動性及び圧密性を向上させることができ、さらに外観に優れる焼結体を製造可能な潤滑剤、これを含む粉末混合物並びに粉末混合物を用いた焼結体の製造方法を提供することを目的とする。
前記課題を達成するための具体的手段は以下の通りである。
<1> 少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物である潤滑剤Aを含む潤滑剤。
<2> 前記潤滑剤Aは、下記の一般式(1)で表される化合物を含む前記<1>に記載の潤滑剤。
<1> 少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物である潤滑剤Aを含む潤滑剤。
<2> 前記潤滑剤Aは、下記の一般式(1)で表される化合物を含む前記<1>に記載の潤滑剤。

(一般式(1)中、R1は少なくとも1つのヒドロキシ基を有する1価の有機基であり、R2は少なくとも1つのヒドロキシ基を有する1価の有機基又は水素原子であり、R3は1価の有機基である。)
<3> R1は炭素数1~3のヒドロキシアルキル基であり、R2は水素原子である前記<2>に記載の潤滑剤。
<4> R3は、炭素数10~30の炭化水素基又は少なくとも1つのヒドロキシ基が置換した炭素数10~30の炭化水素基である前記<2>又は<3>に記載の潤滑剤。
<5> 前記潤滑剤Aは、メチロールステアリン酸アミド及びメチロールベヘン酸アミドの少なくとも一方を含む前記<1>~<4>のいずれか1つに記載の潤滑剤。
<6> 前記潤滑剤Aよりも融点が低い潤滑剤Bを含む前記<1>~<5>のいずれか1つに記載の潤滑剤。
<7> 前記潤滑剤Bの融点が60℃~85℃である前記<6>に記載の潤滑剤。
<8> 前記潤滑剤Bは、オレイン酸アミド、エルカ酸アミド、リシノール酸アミド、N-オレイルオレイン酸アミド、N-ステアリルオレイン酸アミド、N-オレイルステアリン酸アミド、N-ステアリルエルカ酸アミド、N-オレイルパルミチン酸アミド、N-オレイル-ヒドロキシステアリン酸アミド、ステアリン酸、及びN-オレイルパルミトアミドからなる群より選択される少なくとも1つを含む前記<6>に記載の潤滑剤。
<9> 前記潤滑剤Bは、エルカ酸アミド及びN-オレイルパルミトアミドの少なくとも一方を含む前記<6>に記載の潤滑剤。
<10> 前記潤滑剤Aと前記潤滑剤Bとの質量比(潤滑剤A:潤滑剤B)は、1:9~9:1である前記<6>~<9>のいずれか1つに記載の潤滑剤。
<11> 潤滑剤全量に対する前記潤滑剤A及び前記潤滑剤Bの合計の含有率は、50質量%~100質量%である前記<6>~<10>のいずれか1つに記載の潤滑剤。
<12> 粉末冶金に用いる前記<1>~<11>のいずれか1つに記載の潤滑剤。
<13> 融点が140℃以上の潤滑剤を含まないか、前記融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下である<12>に記載の潤滑剤。
<14> 原料粉末と、前記<1>~<12>のいずれか1つに記載の潤滑剤と、を含む粉末混合物。
<15> 前記原料粉末100質量部に対して、前記潤滑剤の含有量が0.1質量部~2.0質量部である前記<14>に記載の粉末混合物。
<16> 融点が140℃以上の潤滑剤を含まないか、前記融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下である<14>又は<15>に記載の粉末混合物。
<15> 前記原料粉末100質量部に対して、前記潤滑剤の含有量が0.1質量部~2.0質量部である前記<14>に記載の粉末混合物。
<16> 融点が140℃以上の潤滑剤を含まないか、前記融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下である<14>又は<15>に記載の粉末混合物。
<17> 前記<14>~<16>のいずれか1つに記載の粉末混合物を焼結することによって焼結体を製造する焼結体の製造方法。
本開示によれば、粉末混合物の流動性及び圧密性を向上させることができ、さらに外観に優れる焼結体を製造可能な潤滑剤、これを含む粉末混合物並びに粉末混合物を用いた焼結体の製造方法を提供することができる。
以下、本発明の潤滑剤、粉末混合物及び焼結体の製造方法の実施形態について説明する。但し、本発明は以下の実施形態に限定されるものではない。以下の実施形態において、その構成要素(要素ステップ等も含む)は、特に明示した場合を除き、必須ではない。数値及びその範囲についても同様であり、本発明を制限するものではない。
本開示において「~」を用いて示された数値範囲は、「~」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
本開示中に段階的に記載されている数値範囲において、1つの数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本開示中に記載されている数値範囲において、その数値範囲の上限値又は下限値は、実施例に示されている値に置き換えてもよい。
本開示において各成分は該当する物質を複数種含んでいてもよい。各成分に該当する物質が複数種存在する場合、各成分の含有率又は含有量は、特に断らない限り、当該複数種の物質の合計の含有率又は含有量を意味する。
本開示において各成分に該当する粒子は複数種含んでいてもよい。各成分に該当する粒子が複数種存在する場合、各成分の粒子径は、特に断らない限り、当該複数種の粒子の混合物についての値を意味する。
本開示において、炭化水素基は、飽和炭化水素基であってもよく、不飽和炭化水素基であってもよい。炭化水素基は、直鎖であってもよく、分岐であってもよく、環構造を含むものであってもよい。
本開示において「~」を用いて示された数値範囲は、「~」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を示す。
本開示中に段階的に記載されている数値範囲において、1つの数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本開示中に記載されている数値範囲において、その数値範囲の上限値又は下限値は、実施例に示されている値に置き換えてもよい。
本開示において各成分は該当する物質を複数種含んでいてもよい。各成分に該当する物質が複数種存在する場合、各成分の含有率又は含有量は、特に断らない限り、当該複数種の物質の合計の含有率又は含有量を意味する。
本開示において各成分に該当する粒子は複数種含んでいてもよい。各成分に該当する粒子が複数種存在する場合、各成分の粒子径は、特に断らない限り、当該複数種の粒子の混合物についての値を意味する。
本開示において、炭化水素基は、飽和炭化水素基であってもよく、不飽和炭化水素基であってもよい。炭化水素基は、直鎖であってもよく、分岐であってもよく、環構造を含むものであってもよい。
〔潤滑剤〕
本開示の潤滑剤は、少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物である潤滑剤Aを含む。本開示の潤滑剤を粉末混合物の添加剤として用いることにより、粉末混合物の流動性及び圧密性を向上させることができる。この理由は、明らかではないが、極性基であるヒドロキシ基を少なくとも1つ有する1価の有機基がアミド結合の窒素原子に結合していることにより、粉末混合物に添加した際に潤滑剤の極性のバランスが良好であり、粉末混合物の流動性及び圧密性が向上すると考えられる。
さらに、本開示の潤滑剤は潤滑剤Aを含むため、外観に優れる焼結体を得ることができる。
本開示の潤滑剤は、少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物である潤滑剤Aを含む。本開示の潤滑剤を粉末混合物の添加剤として用いることにより、粉末混合物の流動性及び圧密性を向上させることができる。この理由は、明らかではないが、極性基であるヒドロキシ基を少なくとも1つ有する1価の有機基がアミド結合の窒素原子に結合していることにより、粉末混合物に添加した際に潤滑剤の極性のバランスが良好であり、粉末混合物の流動性及び圧密性が向上すると考えられる。
さらに、本開示の潤滑剤は潤滑剤Aを含むため、外観に優れる焼結体を得ることができる。
本開示の潤滑剤は、例えば、粉末冶金用に用いられることが好ましい。また、粉末混合物の潤滑のための、少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物の使用も本発明の範囲に含まれる。
(潤滑剤A)
潤滑剤Aは、少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物であればよい。潤滑剤Aは、1種を単独で用いてもよく、2種以上を併用してもよい。
潤滑剤Aは、少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物であればよい。潤滑剤Aは、1種を単独で用いてもよく、2種以上を併用してもよい。
また、少なくとも1つのヒドロキシ基を有する1価の有機基としては、炭素数1~3のヒドロキシアルキル基であることが好ましく、メチロール基又はエチロール基であることがより好ましく、メチロール基であることがさらに好ましい。
潤滑剤Aは、アミド結合のカルボニル基を構成する炭素原子に1価の有機基が結合した化合物であることが好ましい。また、アミド結合のカルボニル基を構成する炭素原子に結合する1価の有機基は、炭素数10~30の炭化水素基又は少なくとも1つのヒドロキシ基が置換した炭素数10~30の炭化水素基であることが好ましく、炭素数10~30の炭化水素基であることがより好ましく、炭素数15~25の炭化水素基であることがさらに好ましい。アミド結合のカルボニル基を構成する炭素原子に結合する1価の有機基が、炭素数10~30の炭化水素基であることにより、粉末混合物に添加した際に潤滑剤の極性のバランスがより良好であるため、粉末混合物の流動性及び圧密性がより良好となる傾向にある。
潤滑剤Aは、下記の一般式(1)で表される化合物を含むことが好ましい。

一般式(1)中、R1は少なくとも1つのヒドロキシ基を有する1価の有機基であり、R2は少なくとも1つのヒドロキシ基を有する1価の有機基又は水素原子であり、R3は1価の有機基である。
一般式(1)中、R1及びR2における少なくとも1つのヒドロキシ基を有する1価の有機基としては、それぞれ独立に、1つのヒドロキシ基を有する1価の有機基であることが好ましく、炭素数1~3のヒドロキシアルキル基であることがより好ましく、メチロール基又はエチロール基であることがさらに好ましく、メチロール基であることが特に好ましい。
R2は水素原子であることが好ましく、R1は炭素数1~3のヒドロキシアルキル基であり、かつR2は水素原子であることがより好ましい。
R3は、炭素数10~30の炭化水素基又は少なくとも1つのヒドロキシ基が置換した炭素数10~30の炭化水素基であることが好ましく、炭素数10~30の炭化水素基であることがより好ましく、炭素数15~25の炭化水素基であることがさらに好ましい。
R3における少なくとも1つのヒドロキシ基が置換した炭素数10~30の炭化水素基としては、1つのヒドロキシ基が置換した基であってもよく、2つ以上のヒドロキシ基が置換した基であってもよい。
潤滑剤Aとしては、メチロール脂肪酸アミドを含むことが好ましく、アミド結合のカルボニル基を構成する炭素原子に炭素数が11~21の炭化水素基が結合したメチロール脂肪酸アミドを含むことがより好ましく、メチロールパルミチン酸アミド、メチロールステアリン酸アミド及びメチロールベヘン酸アミドの少なくともいずれか1つを含むことがさらに好ましく、メチロールステアリン酸アミド及びメチロールベヘン酸アミドの少なくとも一方を含むことが特に好ましく、メチロールステアリン酸アミドを含むことがより一層好ましい。潤滑剤Aとしては、前述のメチロール脂肪酸アミドであってもよく、前述のメチロール脂肪酸アミドと、メチロール脂肪酸アミド以外の、少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物との混合物であってもよい。
潤滑剤Aの融点は、粉末混合物の流動性を高める点、抜き出し性の点、及び焼結体の外観の観点から、90℃~130℃であることが好ましく、90℃~120℃であることがより好ましい。
本開示において、融点は示差走査熱量測定(DSC)により測定される値である。
本開示において、融点は示差走査熱量測定(DSC)により測定される値である。
(潤滑剤B)
本開示の潤滑剤は、潤滑剤Aよりも融点が低い潤滑剤Bを含むことが好ましい。潤滑剤Bを含むことにより、潤滑剤が添加された粉末混合物を金型を用いて圧縮成形した際に、成形体を金型から抜き出しやすくなる、すなわち、成形体の抜き出し性が向上する傾向にある。潤滑剤Bは、1種を単独で用いてもよく、2種以上を併用してもよい。
本開示の潤滑剤は、潤滑剤Aよりも融点が低い潤滑剤Bを含むことが好ましい。潤滑剤Bを含むことにより、潤滑剤が添加された粉末混合物を金型を用いて圧縮成形した際に、成形体を金型から抜き出しやすくなる、すなわち、成形体の抜き出し性が向上する傾向にある。潤滑剤Bは、1種を単独で用いてもよく、2種以上を併用してもよい。
成形体の抜き出し性の点から、潤滑剤Bの融点は60℃~85℃であることが好ましい。
潤滑剤Bは、オレイン酸アミド、エルカ酸アミド、リシノール酸アミド、N-オレイルオレイン酸アミド、N-ステアリルオレイン酸アミド、N-オレイルステアリン酸アミド、N-ステアリルエルカ酸アミド、N-オレイルパルミチン酸アミド、N-オレイル-ヒドロキシステアリン酸アミド、ステアリン酸、及びN-オレイルパルミトアミドからなる群より選択される少なくとも1つを含むことが好ましく、エルカ酸アミド、リシノール酸アミド、ステアリン酸、オレイン酸アミド及びN-オレイルパルミトアミドからなる群より選択される少なくとも1つを含むことがより好ましい。中でも、粉末混合物の流動性及び圧密性並びに成形体の抜き出し性の点から、エルカ酸アミド及びN-オレイルパルミトアミドの少なくとも一方を含むことがより好ましい。
潤滑剤Aと潤滑剤Bとの質量比(潤滑剤A:潤滑剤B)は、粉末混合物の流動性及び圧密性並びに成形体の抜き出し性のバランスの点から、1:9~9:1であることが好ましく、2:8~8:2であることがより好ましく、3:7~7:3であることがさらに好ましい。
潤滑剤全量に対する潤滑剤A及び潤滑剤Bの合計の含有率は、50質量%~100質量%であることが好ましい。また、潤滑剤A及び潤滑剤Bの合計の含有率は、60質量%~95質量%であってもよく、80質量%~90質量%であってもよい。
本開示の潤滑剤としては、潤滑剤Aはメチロール脂肪酸アミドであり、潤滑剤Bはエルカ酸アミド及びN-オレイルパルミトアミドの少なくとも一方であることが好ましい。これにより、粉末混合物の流動性及び圧密性並びに成形体の抜き出し性のバランスに優れる傾向にある。
(その他の潤滑剤)
本開示の潤滑剤は、潤滑剤A及び潤滑剤B以外のその他の潤滑剤を含んでいてもよい。その他の潤滑剤としては、潤滑剤A及び潤滑剤B以外のアミド系潤滑剤が挙げられる。その他の潤滑剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
本開示の潤滑剤は、潤滑剤A及び潤滑剤B以外のその他の潤滑剤を含んでいてもよい。その他の潤滑剤としては、潤滑剤A及び潤滑剤B以外のアミド系潤滑剤が挙げられる。その他の潤滑剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
潤滑剤A及び潤滑剤B以外のアミド系潤滑剤としては、潤滑剤Bよりも融点の高い、脂肪酸アミド、脂肪酸ビスアミド等が挙げられる。
脂肪酸アミドとしては、ラウリン酸アミド、パルチミン酸アミド、ステアリン酸アミド、ベヘン酸アミド、ヒドロキシステアリン酸アミド、N-ラウリルラウリン酸アミド、N-パルミチルパルミチン酸アミド、N-ステアリルステアリン酸アミド、N-ステアリル-ヒドロキシステアリン酸アミド等が挙げられる。
また、脂肪酸ビスアミドとしては、メチレンビスステアリン酸アミド、メチレンビスラウリン酸アミド、メチレンビスヒドロキシステアリン酸アミド、エチレンビスカプリル酸アミド、エチレンビスカプリン酸アミド、エチレンビスラウリン酸アミド、エチレンビスステアリン酸アミド、エチレンビスイソステアリン酸アミド、エチレンビスヒドロキシステアリン酸アミド、エチレンビスベヘン酸アミド、ヘキサメチレンビスステアリン酸アミド、ヘキサメチレンビスベヘン酸アミド、ヘキサメチレンビスヒドロキシステアリン酸アミド、ブチレンビスヒドロキシステアリン酸アミド、N,N’-ジステアリルアジピン酸アミド、N,N’-ジステアリルセバシン酸アミド、メチレンビスオレイン酸アミド、エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミド、ヘキサメチレンビスオレイン酸アミド、N,N’-ジオレイルアジピン酸アミド、N,N’-ジオレイルセバシン酸アミド、m-キシリレンビスステアリン酸アミド、N,N’-ジステアリルイソフタル酸アミド等が挙げられる。
潤滑剤全量に対するその他の潤滑剤の含有率は、0質量%超50質量%以下であってもよく、5質量%~40質量%であってもよく、10質量%~20質量%であってもよい。
本開示の潤滑剤は、外観に優れる焼結体を得る観点から、融点が140℃以上の潤滑剤を含まないか、融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下であることが好ましい。
〔粉末混合物〕
本開示の粉末混合物は、原料粉末と、前述の本開示の潤滑剤と、を含む。この粉末混合物は、流動性及び圧密性に優れる。
本開示の粉末混合物は、例えば、粉末冶金用に用いられることが好ましい。
本開示の粉末混合物は、原料粉末と、前述の本開示の潤滑剤と、を含む。この粉末混合物は、流動性及び圧密性に優れる。
本開示の粉末混合物は、例えば、粉末冶金用に用いられることが好ましい。
原料粉末としては、鉄を主成分として含む主原料粉末、焼結体の特性を改善する副原料粉末等が挙げられる。
なお、鉄を主成分として含むとは、原料粉末における鉄の含有率が原料粉末全体の50質量%以上であることを意味する。
なお、鉄を主成分として含むとは、原料粉末における鉄の含有率が原料粉末全体の50質量%以上であることを意味する。
主原料粉末としては、不可避不純物(酸素、ケイ素、炭素、マンガン等)を含みうる純鉄粉、鉄基合金粉末等の鉄基粉末が挙げられる。主原料粉末は、1種を単独で用いてもよく、2種以上を併用してもよい。
主原料粉末の平均粒子径は、30μm~150μmであることが好ましく、50μm~100μmであることがより好ましい。
本開示において、平均粒子径は、レーザー回折法により測定される体積基準の粒度分布において小径側からの累積が50%となるときの粒子径(D50)である。
本開示において、平均粒子径は、レーザー回折法により測定される体積基準の粒度分布において小径側からの累積が50%となるときの粒子径(D50)である。
鉄基粉末は、例えば、アトマイズ法によって溶融鉄又は溶融鉄合金を微粒子とした後に還元し、次いで粉砕する方法によって製造できる。
副原料粉末としては、焼結体の特性を改善することができる原料粉末であれば特に限定されず、焼結体の硬さ、靭性等の機械的特性を向上させる粉末、焼結体の被削性を高める粉末等が挙げられる。
副原料粉末としては、例えば、主原料粉末以外の金属粉末及び無機粉末が挙げられる。副原料粉末は、1種を単独で用いてもよく、2種以上を併用してもよい。
金属粉末としては、銅、ニッケル、クロム、モリブデン、スズ、バナジウム、マンガン等の粉末が挙げられる。
無機粉末としては、硫化マンガン、二硫化マンガン等の硫化物;窒化ホウ素等の窒化物;ホウ酸、酸化マグネシウム、酸化カリウム、酸化ケイ素等の酸化物;天然黒鉛、人造黒鉛等のグラファイト;リン;硫黄などの粉末が挙げられる。
副原料粉末の平均粒子径は、2μm~100μmであることが好ましく、5μm~50μmであることがより好ましい。
原料粉末100質量部のうち、主原料粉末の含有量は、90質量部~99質量部であることが好ましく、95質量部~98質量部であることがより好ましい。
原料粉末100質量部のうち、副原料粉末の含有量は、1質量部~10質量部であることが好ましく、2質量部~5質量部であることがより好ましい。
原料粉末100質量部に対して、潤滑剤の含有量は、0.1質量部~2.0質量部であることが好ましく、0.2質量部~1.5質量部であることがより好ましく、0.3質量部~1.0質量部であることがさらに好ましい。
本開示の粉末混合物は、外観に優れる焼結体を得る観点から、融点が140℃以上の潤滑剤を含まないか、融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下であることが好ましい。
(その他の成分)
本開示の粉末混合物は、原料粉末及び本開示の潤滑剤以外のその他の成分を含んでいてもよい。その他の成分としては、バインダーが挙げられる。粉末混合物がバインダーを含むことにより、原料粉末の偏析、飛散等を抑制できる傾向にある。
本開示の粉末混合物は、原料粉末及び本開示の潤滑剤以外のその他の成分を含んでいてもよい。その他の成分としては、バインダーが挙げられる。粉末混合物がバインダーを含むことにより、原料粉末の偏析、飛散等を抑制できる傾向にある。
バインダーとしては、特に限定されず、ポリオレフィン、アクリル樹脂、ポリスチレン、スチレンブタジエンゴム、エチレングリコールジステアレート、エポキシ樹脂、ロジンエステル等が挙げられる。
本開示の粉末混合物がバインダーを含む場合、バインダーの含有量は、原料粉末100質量部に対して、0.01質量部~1.0質量部であることが好ましく、0.1質量部~1.0質量部であることがより好ましい。
本開示の粉末混合物は、原料粉末と、本開示の潤滑剤と、必要に応じてその他の成分とを混合することにより得られる。原料粉末と、本開示の潤滑剤との混合は、羽根付き混合機、V形混合機、二重円錐形混合機(Wコーン)等の通常使用されている混合機を用いて行うことができる。
〔焼結体の製造方法〕
本開示の焼結体の製造方法は、本開示の粉末混合物を焼結することによって焼結体を製造する方法である。
本開示の焼結体の製造方法は、好ましくは、本開示の粉末混合物を金型内に充填すること、金型内に充填された粉末混合物を圧縮成形して成形体とすること、及び、金型内から抜き出した成形体を焼結することを含んでいる。
本開示の焼結体の製造方法は、本開示の粉末混合物を焼結することによって焼結体を製造する方法である。
本開示の焼結体の製造方法は、好ましくは、本開示の粉末混合物を金型内に充填すること、金型内に充填された粉末混合物を圧縮成形して成形体とすること、及び、金型内から抜き出した成形体を焼結することを含んでいる。
本開示の焼結体の製造方法では、本開示の粉末混合物が流動性に優れるため、本開示の粉末混合物は金型内への充填性に優れ、効率よく焼結体を製造でき、さらに、本開示の粉末混合物は圧密性に優れるため、圧縮成形により得られる成形体の密度を高めることができ、強度等の機械的特性に優れる焼結体を製造できる。
また、本開示の焼結体の製造方法では、本開示の粉末混合物が潤滑剤Bを含む場合に粉末混合物の成形体を金型内から抜き出すときの圧力を低減することができる。
また、本開示の焼結体の製造方法では、本開示の粉末混合物が潤滑剤Bを含む場合に粉末混合物の成形体を金型内から抜き出すときの圧力を低減することができる。
本開示の焼結体の製造方法では、金型内に充填された粉末混合物を圧縮成形してもよい。成形温度、成形圧力等は特に限定されず、粉末混合物の組成、添加量、金型内の形状等によって適宜調節してもよい。
本開示の焼結体の製造方法では、粉末混合物を焼結することによって焼結体を製造し、好ましくは金型内から抜き出した成形体を焼結することによって焼結体を製造する。粉末混合物又は成形体を焼結する条件としては、特に限定されず、通常の焼結方法を採用することができる。
以下、実施例に基づき本開示をさらに詳細に説明する。なお、本発明は以下の実施例によって限定されるものではない。
[実施例1~50及び比較例1~120]
主原料粉末として、平均粒子径が75μmの粉末冶金用アトマイズ鉄粉、副原料粉末として平均粒子径が30μmの電解銅粉、及び平均粒子径が10μmの黒鉛粉を用意した。次に、鉄粉97.5質量部、銅粉1.5質量部及び黒鉛粉1.0質量部に対し、表1~表7及び以下に示す潤滑剤A又はその他の潤滑剤、及び潤滑剤Bの潤滑剤混合物を0.8質量部加えた。各実施例及び各比較例にて加えた潤滑剤A又はその他の潤滑剤及び潤滑剤Bの割合は表1~表7に示すとおりである。その後、これらの混合物をV形混合機に投入し、30分混合することで各実施例及び各比較例の粉末混合物を得た。
<潤滑剤A>
メチロールステアリン酸アミド(融点:110℃)
メチロールベヘン酸アミド(融点:113℃)
<潤滑剤B>
N-オレイルパルミトアミド(融点:70℃)
リシノール酸アミド(融点:62℃)
ステアリン酸(融点:69℃)
オレイン酸アミド(融点:75℃)
エルカ酸アミド(融点:78℃~81℃)
<その他の潤滑剤>
ヒドロキシステアリン酸アミド(融点:107℃)
エチレンビスステアリン酸アミド(融点:145℃)
ステアリン酸アミド(融点:101℃)
N-オクタデシル-D-グルコンアミド(融点:150℃)
エチレンビスヒドロキシステアリン酸アミド(融点:180℃)
主原料粉末として、平均粒子径が75μmの粉末冶金用アトマイズ鉄粉、副原料粉末として平均粒子径が30μmの電解銅粉、及び平均粒子径が10μmの黒鉛粉を用意した。次に、鉄粉97.5質量部、銅粉1.5質量部及び黒鉛粉1.0質量部に対し、表1~表7及び以下に示す潤滑剤A又はその他の潤滑剤、及び潤滑剤Bの潤滑剤混合物を0.8質量部加えた。各実施例及び各比較例にて加えた潤滑剤A又はその他の潤滑剤及び潤滑剤Bの割合は表1~表7に示すとおりである。その後、これらの混合物をV形混合機に投入し、30分混合することで各実施例及び各比較例の粉末混合物を得た。
<潤滑剤A>
メチロールステアリン酸アミド(融点:110℃)
メチロールベヘン酸アミド(融点:113℃)
<潤滑剤B>
N-オレイルパルミトアミド(融点:70℃)
リシノール酸アミド(融点:62℃)
ステアリン酸(融点:69℃)
オレイン酸アミド(融点:75℃)
エルカ酸アミド(融点:78℃~81℃)
<その他の潤滑剤>
ヒドロキシステアリン酸アミド(融点:107℃)
エチレンビスステアリン酸アミド(融点:145℃)
ステアリン酸アミド(融点:101℃)
N-オクタデシル-D-グルコンアミド(融点:150℃)
エチレンビスヒドロキシステアリン酸アミド(融点:180℃)
(粉末混合物の流動性)
各実施例及び各比較例で得た粉末混合物の流動性の評価は、JIS Z 2502(2012)に規定された流動度試験方法により行った。評価基準は以下の通りである。
-評価基準-
A 粉末混合物が30秒以内に流れた。
B 粉末混合物が30秒超35秒以内に流れた。
C 粉末混合物が流れない、又は粉末混合物が35秒超で流れた。
結果を表1~表7に示す。評価A又は評価Bであれば、粉末混合物の流動性は良好である。
各実施例及び各比較例で得た粉末混合物の流動性の評価は、JIS Z 2502(2012)に規定された流動度試験方法により行った。評価基準は以下の通りである。
-評価基準-
A 粉末混合物が30秒以内に流れた。
B 粉末混合物が30秒超35秒以内に流れた。
C 粉末混合物が流れない、又は粉末混合物が35秒超で流れた。
結果を表1~表7に示す。評価A又は評価Bであれば、粉末混合物の流動性は良好である。
(粉末混合物の圧密性)
各実施例及び各比較例で得た粉末混合物の圧密性の評価は、粉末混合物7gを金型内に供給した後に、成形圧力700MPaで直径11.3mmの円柱成形体を成形し、以下の基準に基づき行った。
-評価基準-
A 円柱成形体の密度が7.10g/cm3以上であった。
B 円柱成形体の密度が7.06g/cm3以上7.10g/cm3未満であった。
C 円柱成形体の密度が7.06g/cm3未満であった。
結果を表1~表7に示す。評価A又は評価Bであれば、粉末混合物の圧密性は良好である。
各実施例及び各比較例で得た粉末混合物の圧密性の評価は、粉末混合物7gを金型内に供給した後に、成形圧力700MPaで直径11.3mmの円柱成形体を成形し、以下の基準に基づき行った。
-評価基準-
A 円柱成形体の密度が7.10g/cm3以上であった。
B 円柱成形体の密度が7.06g/cm3以上7.10g/cm3未満であった。
C 円柱成形体の密度が7.06g/cm3未満であった。
結果を表1~表7に示す。評価A又は評価Bであれば、粉末混合物の圧密性は良好である。
(円柱成形体の抜き出し性)
各実施例及び各比較例における円柱成形体の抜き出し性は、前述の粉末混合物の圧密性の評価に用いる円柱成形体を金型から抜き出す際に抜出圧力の測定を行い、以下の基準に基づいて評価した。
-評価基準-
A 抜出圧力は8MPa以下であった。
B 抜出圧力は8MPa超15MPa以下であった。
C 抜出圧力は15MPa超であった。
結果を表1~表7に示す。評価A又は評価Bであれば、円柱成形体の抜き出し性は良好である。
各実施例及び各比較例における円柱成形体の抜き出し性は、前述の粉末混合物の圧密性の評価に用いる円柱成形体を金型から抜き出す際に抜出圧力の測定を行い、以下の基準に基づいて評価した。
-評価基準-
A 抜出圧力は8MPa以下であった。
B 抜出圧力は8MPa超15MPa以下であった。
C 抜出圧力は15MPa超であった。
結果を表1~表7に示す。評価A又は評価Bであれば、円柱成形体の抜き出し性は良好である。
(外観の評価)
各実施例及び各比較例における外観の評価は、前述の粉末混合物の圧密性の評価に用いる円柱成形体を窒素中、約1100℃で焼成した焼結体の外観を目視で確認し、以下の基準に基づいて評価した。
-評価基準-
A 焼結体の外観にススが観察されなかった。
C 焼結体の外観にススが観察された。
結果を表1~表7に示す。評価Aであれば、焼結体の外観は良好である。
各実施例及び各比較例における外観の評価は、前述の粉末混合物の圧密性の評価に用いる円柱成形体を窒素中、約1100℃で焼成した焼結体の外観を目視で確認し、以下の基準に基づいて評価した。
-評価基準-
A 焼結体の外観にススが観察されなかった。
C 焼結体の外観にススが観察された。
結果を表1~表7に示す。評価Aであれば、焼結体の外観は良好である。
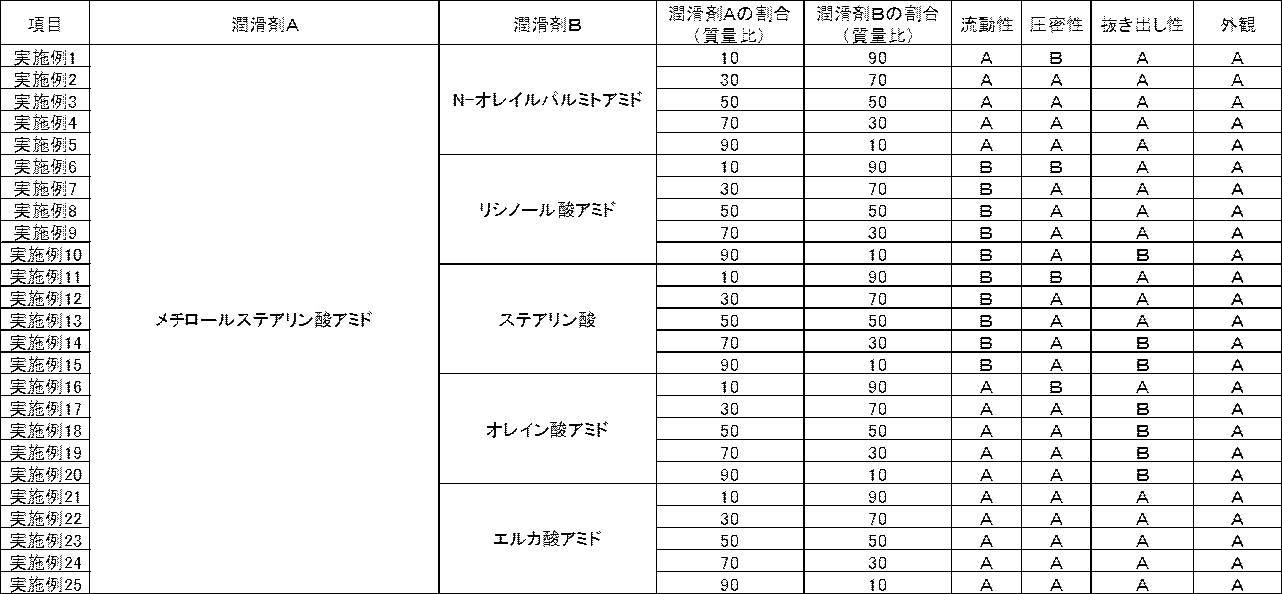




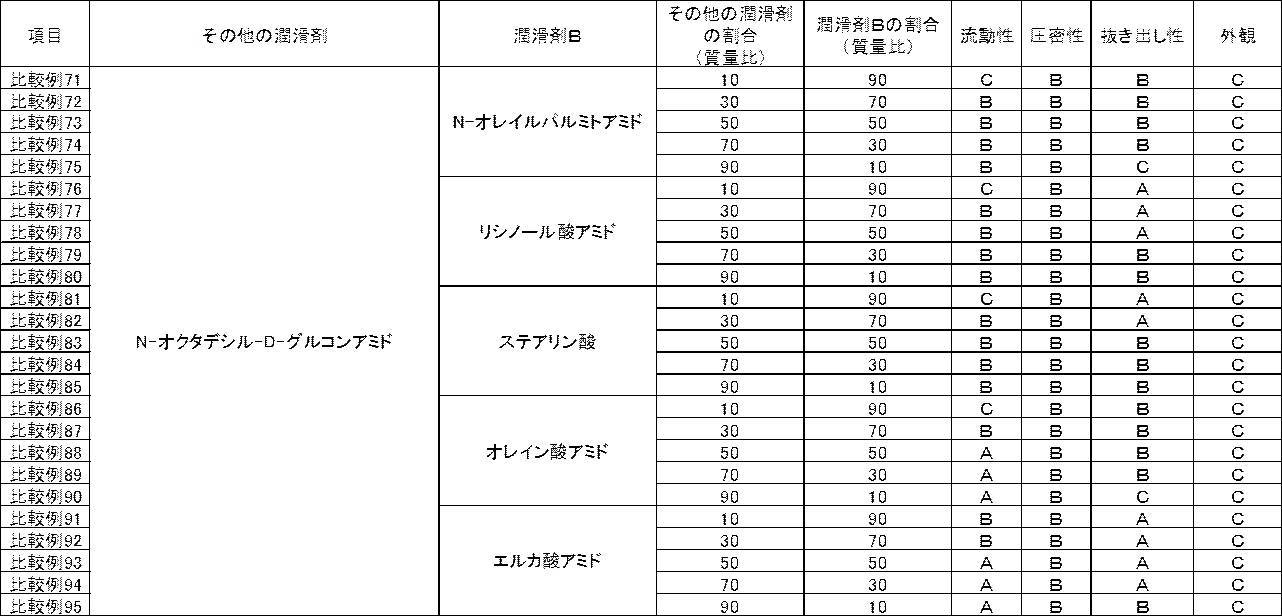

表1~表7に示すように、実施例1~50の粉末混合物は、比較例1~70の粉末混合物と比較して流動性及び圧密性に優れていた。
さらに、実施例1~50の粉末混合物は、抜き出し性についても良好であった。
また、実施例1~50の粉末混合物を焼結してなる焼結体は、比較例71~120の粉末混合物を焼結してなる焼結体と比較して外観に優れていた。
さらに、実施例1~50の粉末混合物は、抜き出し性についても良好であった。
また、実施例1~50の粉末混合物を焼結してなる焼結体は、比較例71~120の粉末混合物を焼結してなる焼結体と比較して外観に優れていた。
2019年3月27日に出願されたPCT/JP2019/013415の開示はその全体が参照により本明細書に取り込まれる。
本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書中に参照により取り込まれる。
本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書中に参照により取り込まれる。
Claims (17)
- 少なくとも1つのヒドロキシ基を有する1価の有機基がアミド結合の窒素原子に少なくとも1つ結合した化合物である潤滑剤Aを含む潤滑剤。
- 前記潤滑剤Aは、下記の一般式(1)で表される化合物を含む請求項1に記載の潤滑剤。

(一般式(1)中、R1は少なくとも1つのヒドロキシ基を有する1価の有機基であり、R2は少なくとも1つのヒドロキシ基を有する1価の有機基又は水素原子であり、R3は1価の有機基である。) - R1は炭素数1~3のヒドロキシアルキル基であり、R2は水素原子である請求項2に記載の潤滑剤。
- R3は、炭素数10~30の炭化水素基又は少なくとも1つのヒドロキシ基が置換した炭素数10~30の炭化水素基である請求項2又は請求項3に記載の潤滑剤。
- 前記潤滑剤Aは、メチロールステアリン酸アミド及びメチロールベヘン酸アミドの少なくとも一方を含む請求項1~請求項4のいずれか1項に記載の潤滑剤。
- 前記潤滑剤Aよりも融点が低い潤滑剤Bを含む請求項1~請求項5のいずれか1項に記載の潤滑剤。
- 前記潤滑剤Bの融点が60℃~85℃である請求項6に記載の潤滑剤。
- 前記潤滑剤Bは、オレイン酸アミド、エルカ酸アミド、リシノール酸アミド、N-オレイルオレイン酸アミド、N-ステアリルオレイン酸アミド、N-オレイルステアリン酸アミド、N-ステアリルエルカ酸アミド、N-オレイルパルミチン酸アミド、N-オレイル-ヒドロキシステアリン酸アミド、ステアリン酸、及びN-オレイルパルミトアミドからなる群より選択される少なくとも1つを含む請求項6に記載の潤滑剤。
- 前記潤滑剤Bは、エルカ酸アミド及びN-オレイルパルミトアミドの少なくとも一方を含む請求項6に記載の潤滑剤。
- 前記潤滑剤Aと前記潤滑剤Bとの質量比(潤滑剤A:潤滑剤B)は、1:9~9:1である請求項6~請求項9のいずれか1項に記載の潤滑剤。
- 潤滑剤全量に対する前記潤滑剤A及び前記潤滑剤Bの合計の含有率は、50質量%~100質量%である請求項6~請求項10のいずれか1項に記載の潤滑剤。
- 粉末冶金に用いる請求項1~請求項11のいずれか1項に記載の潤滑剤。
- 融点が140℃以上の潤滑剤を含まないか、前記融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下である請求項12に記載の潤滑剤。
- 原料粉末と、請求項1~請求項12のいずれか1項に記載の潤滑剤と、を含む粉末混合物。
- 前記原料粉末100質量部に対して、前記潤滑剤の含有量が0.1質量部~2.0質量部である請求項14に記載の粉末混合物。
- 融点が140℃以上の潤滑剤を含まないか、前記融点が140℃以上の潤滑剤の含有率が、潤滑剤全量に対し5質量%以下である請求項14又は請求項15に記載の粉末混合物。
- 請求項14~請求項16のいずれか1項に記載の粉末混合物を焼結することによって焼結体を製造する焼結体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021509391A JPWO2020196401A1 (ja) | 2019-03-27 | 2020-03-23 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPPCT/JP2019/013415 | 2019-03-27 | ||
| PCT/JP2019/013415 WO2020194616A1 (ja) | 2019-03-27 | 2019-03-27 | 潤滑剤、粉末混合物及び焼結体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020196401A1 true WO2020196401A1 (ja) | 2020-10-01 |
Family
ID=72609774
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013415 WO2020194616A1 (ja) | 2019-03-27 | 2019-03-27 | 潤滑剤、粉末混合物及び焼結体の製造方法 |
| PCT/JP2020/012708 WO2020196401A1 (ja) | 2019-03-27 | 2020-03-23 | 潤滑剤、粉末混合物及び焼結体の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013415 WO2020194616A1 (ja) | 2019-03-27 | 2019-03-27 | 潤滑剤、粉末混合物及び焼結体の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2020196401A1 (ja) |
| WO (2) | WO2020194616A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4105301A1 (en) * | 2021-06-15 | 2022-12-21 | Basf Se | New gasoline additive packages |
| CN114589301B (zh) * | 2022-02-21 | 2023-10-27 | 湖南航天磁电有限责任公司 | 粉末成型用润滑剂和包含该润滑剂的一体成型电感粉末 |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09143317A (ja) * | 1995-11-22 | 1997-06-03 | Tonen Chem Corp | ポリプロピレン樹脂組成物 |
| JPH09327979A (ja) * | 1996-04-10 | 1997-12-22 | Oji Paper Co Ltd | 溶融型熱転写記録用受容紙 |
| JP2001288582A (ja) * | 2000-03-31 | 2001-10-19 | Nippon Steel Corp | 耐アブレージョン性および耐プレスかじり性に優れた表面処理金属板 |
| JP2001288584A (ja) * | 2000-03-31 | 2001-10-19 | Nippon Steel Corp | 耐アブレージョン性および耐プレスかじり性に優れた表面処理金属板 |
| JP2002025038A (ja) * | 2000-07-04 | 2002-01-25 | Tdk Corp | 磁気記録媒体 |
| JP2002240424A (ja) * | 2001-02-22 | 2002-08-28 | San Nopco Ltd | インクジェット記録用紙用潤滑剤組成物 |
| JP2003105366A (ja) * | 2001-09-27 | 2003-04-09 | Ntn Corp | グリース組成物およびグリース封入軸受 |
| WO2005068588A1 (ja) * | 2004-01-20 | 2005-07-28 | Kabushiki Kaisha Kobe Seiko Sho | 粉末冶金用潤滑剤、粉末冶金用混合粉末及び焼結体の製造方法 |
| JP2006264123A (ja) * | 2005-03-24 | 2006-10-05 | Mitsubishi Paper Mills Ltd | 感熱記録材料 |
| JP2010285633A (ja) * | 2009-06-09 | 2010-12-24 | Kobe Steel Ltd | 粉末冶金用混合粉末の製造方法、及び焼結体の製造方法 |
| JP2011184708A (ja) * | 2010-03-04 | 2011-09-22 | Kobe Steel Ltd | 粉末冶金用混合粉末 |
| JP2014118603A (ja) * | 2012-12-17 | 2014-06-30 | Diamet:Kk | 粉末冶金用原料粉末 |
| JP2015124408A (ja) * | 2013-12-26 | 2015-07-06 | 株式会社神戸製鋼所 | 軟磁性粉末 |
| JP2016102259A (ja) * | 2014-11-27 | 2016-06-02 | 現代自動車株式会社Hyundai Motor Company | 粉末冶金方法 |
| JP2016124960A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 潤滑剤、粉末冶金用混合粉末及び焼結体の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009251345A (ja) * | 2008-04-08 | 2009-10-29 | Konica Minolta Medical & Graphic Inc | 熱現像感光材料 |
-
2019
- 2019-03-27 WO PCT/JP2019/013415 patent/WO2020194616A1/ja active Application Filing
-
2020
- 2020-03-23 WO PCT/JP2020/012708 patent/WO2020196401A1/ja active Application Filing
- 2020-03-23 JP JP2021509391A patent/JPWO2020196401A1/ja active Pending
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09143317A (ja) * | 1995-11-22 | 1997-06-03 | Tonen Chem Corp | ポリプロピレン樹脂組成物 |
| JPH09327979A (ja) * | 1996-04-10 | 1997-12-22 | Oji Paper Co Ltd | 溶融型熱転写記録用受容紙 |
| JP2001288582A (ja) * | 2000-03-31 | 2001-10-19 | Nippon Steel Corp | 耐アブレージョン性および耐プレスかじり性に優れた表面処理金属板 |
| JP2001288584A (ja) * | 2000-03-31 | 2001-10-19 | Nippon Steel Corp | 耐アブレージョン性および耐プレスかじり性に優れた表面処理金属板 |
| JP2002025038A (ja) * | 2000-07-04 | 2002-01-25 | Tdk Corp | 磁気記録媒体 |
| JP2002240424A (ja) * | 2001-02-22 | 2002-08-28 | San Nopco Ltd | インクジェット記録用紙用潤滑剤組成物 |
| JP2003105366A (ja) * | 2001-09-27 | 2003-04-09 | Ntn Corp | グリース組成物およびグリース封入軸受 |
| WO2005068588A1 (ja) * | 2004-01-20 | 2005-07-28 | Kabushiki Kaisha Kobe Seiko Sho | 粉末冶金用潤滑剤、粉末冶金用混合粉末及び焼結体の製造方法 |
| JP2006264123A (ja) * | 2005-03-24 | 2006-10-05 | Mitsubishi Paper Mills Ltd | 感熱記録材料 |
| JP2010285633A (ja) * | 2009-06-09 | 2010-12-24 | Kobe Steel Ltd | 粉末冶金用混合粉末の製造方法、及び焼結体の製造方法 |
| JP2011184708A (ja) * | 2010-03-04 | 2011-09-22 | Kobe Steel Ltd | 粉末冶金用混合粉末 |
| JP2014118603A (ja) * | 2012-12-17 | 2014-06-30 | Diamet:Kk | 粉末冶金用原料粉末 |
| JP2015124408A (ja) * | 2013-12-26 | 2015-07-06 | 株式会社神戸製鋼所 | 軟磁性粉末 |
| JP2016102259A (ja) * | 2014-11-27 | 2016-06-02 | 現代自動車株式会社Hyundai Motor Company | 粉末冶金方法 |
| JP2016124960A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 潤滑剤、粉末冶金用混合粉末及び焼結体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020194616A1 (ja) | 2020-10-01 |
| JPWO2020196401A1 (ja) | 2020-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101434997B1 (ko) | 분말 야금 조성물용 윤활제 | |
| KR100388434B1 (ko) | 그린강도증진용윤활제를포함하는개선된철-기저파우더조성물및그로부터제작되는금속부품,그리고그제조방법 | |
| JP2010053440A5 (ja) | 粉末冶金用鉄基粉末およびその流動性改善方法 | |
| KR20070027758A (ko) | 유동 강화제로서 탄소 블랙을 포함하는 분말 야금학적조성물 | |
| KR101352883B1 (ko) | 분말 야금용 철기 혼합 분말 | |
| EP0673284A4 (en) | PROCESS FOR PRODUCING A LUBRICATED METALLURGIC POWDER COMPOSITION. | |
| KR100852304B1 (ko) | 윤활제를 포함하는 철계 분말 및 성형품을 만들기 위한방법 | |
| WO2020196401A1 (ja) | 潤滑剤、粉末混合物及び焼結体の製造方法 | |
| KR20080080304A (ko) | 금속 야금학적 분말 조성물 | |
| JP5169605B2 (ja) | 粉末冶金用粉末混合物および成形体の製造方法 | |
| KR101355040B1 (ko) | 분말 야금용 철기 혼합 분말 | |
| KR20060126733A (ko) | 결합제와 윤활제의 조합물을 포함하는 철계 분말 조성물 및상기 조성물의 제조 방법 | |
| CN106660118B (zh) | 新产品 | |
| WO2022260009A1 (ja) | 潤滑剤、潤滑剤の組み合わせ、粉末混合物、粉末混合物用原料の組み合わせ及び焼結体の製造方法 | |
| JP2016035106A (ja) | 鉄粉末冶金用途における改良された寸法制御のための組成物及び方法 | |
| JP6760495B2 (ja) | 粉末冶金用混合粉 | |
| JP6874905B2 (ja) | 粉末冶金用混合粉 | |
| WO2022259548A1 (ja) | 潤滑剤の組み合わせ、粉末混合物、粉末混合物用原料の組み合わせ及び焼結体の製造方法 | |
| JP2004292861A (ja) | 粉末冶金用鉄基混合粉およびその製造方法 | |
| JP3707490B2 (ja) | 流動性に優れ見掛け密度の安定な粉末冶金用鉄基粉末混合物の製造方法 | |
| JP6680422B1 (ja) | 粉末冶金用混合粉および粉末冶金用潤滑剤 | |
| KR101202371B1 (ko) | 유동 강화제로서 탄소 블랙을 포함하는 분말 야금학적 조성물 | |
| KR20230059880A (ko) | 철계 혼합분말 및 그 제조방법 | |
| JP6877375B2 (ja) | 粉末冶金用混合粉 | |
| JP2024036229A (ja) | 粉末冶金用混合粉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20777622 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021509391 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20777622 Country of ref document: EP Kind code of ref document: A1 |