WO2020183768A1 - ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法 - Google Patents
ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法 Download PDFInfo
- Publication number
- WO2020183768A1 WO2020183768A1 PCT/JP2019/040254 JP2019040254W WO2020183768A1 WO 2020183768 A1 WO2020183768 A1 WO 2020183768A1 JP 2019040254 W JP2019040254 W JP 2019040254W WO 2020183768 A1 WO2020183768 A1 WO 2020183768A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- work
- loading member
- rotation
- machining
- changer
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000000034 method Methods 0.000 title claims description 26
- 230000007246 mechanism Effects 0.000 claims abstract description 64
- 238000006073 displacement reaction Methods 0.000 claims abstract description 22
- 238000003754 machining Methods 0.000 claims description 91
- 230000033001 locomotion Effects 0.000 claims description 26
- 230000005540 biological transmission Effects 0.000 claims description 11
- 238000007599 discharging Methods 0.000 claims description 4
- 230000002452 interceptive effect Effects 0.000 abstract description 2
- 230000002093 peripheral effect Effects 0.000 description 18
- 238000012840 feeding operation Methods 0.000 description 14
- 238000005096 rolling process Methods 0.000 description 10
- 230000008859 change Effects 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000010626 work up procedure Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0069—Other grinding machines or devices with means for feeding the work-pieces to the grinding tool, e.g. turntables, transfer means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/10—Making other particular articles parts of bearings; sleeves; valve seats or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/04—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting by means of grippers
- B23Q7/043—Construction of the grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/04—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting by means of grippers
- B23Q7/048—Multiple gripper units
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
- B23Q7/16—Loading work on to conveyors; Arranging work on conveyors, e.g. varying spacing between individual workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/02—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements
- B24B19/06—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements for grinding races, e.g. roller races
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/067—Work supports, e.g. adjustable steadies radially supporting workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/185—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work for internal surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/28—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work for grinding outer surfaces concentrically to bores, involving additional centering means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/18—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centreless means for supporting, guiding, floating or rotating work
- B24B5/307—Means for supporting work
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C11/00—Pivots; Pivotal connections
- F16C11/04—Pivotal connections
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/04—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for radial load mainly
- F16C19/06—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for radial load mainly with a single row or balls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2322/00—Apparatus used in shaping articles
- F16C2322/50—Hand tools, workshop equipment or manipulators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Definitions
- the present invention relates to a work changer, a work transfer device, a processing device, and a ring bearing manufacturing method, a machine manufacturing method, and a vehicle manufacturing method.
- a processing device that grinds a ring-shaped work
- the work transported by the work transfer path is placed at a processing position, and a predetermined processing is performed at the processing position. Then, the work after machining is taken out from the machining position, returned to the work transfer path, and the work is sent to the subsequent process.
- Work changers and loading devices are widely used as a mechanism for transporting the work to such a processing position (for example, Patent Documents 1 to 4).
- holding portions capable of holding the workpiece and the machined finished product are provided at both ends of the swivel arm, and the swivel arm rotates intermittently around the horizontal rotation axis, thereby causing one of them.
- the workpiece held by the holding portion is conveyed from the vicinity of the supply / discharge position to the vicinity of the processing position.
- the processed product held in the other holding portion is conveyed from the vicinity of the processing position to the vicinity of the supply / discharge position.
- Patent Document 2 describes a loading device including a planetary gear device having a planetary gear that can freely move the planet.
- the eccentric connecting portions provided on the planetary gears eccentrically with respect to the center of rotation and connected to the rotating member and the loader member move along the cycloid curve.
- the rotating member is rotated and the loader member is moved in the radial direction, and the work is replaced with respect to the fixed shoe.
- Patent Document 3 describes a loading device including a loader means for supplying a work at a work supply position, grinding the work at a work grinding position, and discharging the work completed by grinding at a work discharging position to the outside. Is described.
- the work holding mechanism is positioned at each position at the same timing.
- Patent Document 4 describes a loading device having a rotatable holder having work support arms extending in opposite directions and a work holding arm rotating coaxially with the holder.
- a workpiece supported by a fixed shoe and processed is sandwiched between one of the holder's workpiece support arms and the workpiece retainer arm, and then the holder and the workpiece retainer arm rotate together to rotate the workpiece after processing. It is designed to take out the work of.
- a work changer, a work transfer device, a processing device, and a ring capable of changing workpieces at high speed, increasing versatility, and reducing the trouble of setup change. It is an object of the present invention to provide a method for manufacturing a bearing, a method for manufacturing a machine, and a method for manufacturing a vehicle.
- the present invention has the following configuration.
- a work changer that replaces the work between the replacement position of the ring-shaped work and the processing position for processing the work.
- a loading member that is rotatably supported around a rotation axis and is provided with a work holding portion that holds the work at at least two radial outer edges.
- a loading member support mechanism that movably supports the loading member in an axially vertical plane of the rotating shaft,
- a rotation drive unit that rotationally drives the loading member around the rotation axis,
- a work set state in which the work holding portion is arranged at the replacement position and the machining position, respectively, and a work retracting state in which the work holding portion is arranged apart from the replacement position and the machining position.
- Also provided with a displacement drive unit that drives and displaces the loading member support mechanism.
- a shoe that supports the outer circumference of the work is arranged at the processing position. Until the loading member support mechanism moves the loading member from the work set state to the work retracted state and returns to the work set state again.
- the displacement drive unit and the rotation drive unit are arranged at the replacement position and an operation of arranging the work holding portion arranged at the processing position at the replacement position in a locus that does not cause the loading member to interfere with the shoe.
- a work changer that performs an operation of arranging the work holding portion that has been moved to the machining position.
- the pick-and-place mechanism A loading operation of transferring the work before machining from the work supply position to the work holding portion arranged at the replacement position of the loading member, and A work transfer device having a function of alternately performing an unloading operation of transferring a processed work held in the work holding portion at the replacement position of the loading member to the work receiving position.
- (6) A vehicle manufacturing method for manufacturing a vehicle using the processing apparatus according to (3).
- the workpieces can be replaced at high speed, the versatility can be enhanced, and the labor of setup replacement can be suppressed.
- FIG. 1 It is a partial cross-sectional perspective view of a rolling bearing. It is a perspective view of the work transfer apparatus provided with the work changer of 1st configuration example. It is sectional drawing which shows the III-III cross section of the work changer shown in FIG. It is a top view of the work changer.
- (A) and (B) are schematic plan views explaining the loading operation by the pick-and-place mechanism.
- (A) to (E) are schematic plan views for explaining the work replacement operation by the work changer.
- (A) and (B) are schematic plan views explaining the unloading operation by the pick-and-place mechanism.
- (A) to (C) are plan views at the machining position for explaining a machining example to the work and a retracting direction of the work.
- FIG. 1 is a partial cross-sectional perspective view of a rolling bearing.
- the rolling bearing (hereinafter, simply referred to as "bearing") 100 has an inner ring 11, an outer ring 13, a plurality of rolling elements 15 provided between the inner ring 11 and the outer ring 13, and a rolling element 15 that can roll freely.
- a cage 17 for holding is provided.
- the inner ring 11 is a metal annular body such as a steel material having a raceway groove (guide surface) 11a of the rolling element 15 on the outer peripheral surface.
- the outer ring 13 is a metal annular body such as a steel material having a raceway groove (guide surface) 13a of the rolling element 15 on the inner peripheral surface.
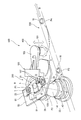
- FIG. 2 is a perspective view of a work transfer device including the work changer of the first configuration example.
- FIG. 3 is a cross-sectional view showing a section III-III of the work changer shown in FIG.
- the work W illustrated here is the outer ring 13 of the annular body shown in FIG.
- the work changer 200 of this configuration example constitutes a work transfer device 500 together with a work transfer unit 300 that transfers the work W and a pick-and-place mechanism 400 that transfers the work W to a machining position.
- the work transfer device 500 transfers the work W before processing supplied from the previous process by the work transfer unit 300 to the processing position P1 of the vertical processing device (not shown) by the pick and place mechanism 400, and is transferred by the processing device.
- the machined work W after processing is discharged from the processing apparatus, returned to the work transfer unit 300, and transferred to the next process by the work transfer unit 300.
- the work changer 200 includes a loading member 21, a loading member support mechanism 23, a rotation drive unit 25, and a displacement drive unit 27.
- the loading member 21 is formed in an elongated plate shape, and the intermediate portion thereof is supported in the vertical direction by a rotating shaft 31 and is rotatable around the rotating shaft 31.
- the loading member 21 is provided with work holding portions 33 for holding the work W at two locations on the outer edge portion in the radial direction.
- the work holding portion 33 is provided at positions equidistant from the rotating shaft 31 at one end and the other end in the longitudinal direction of the loading member 21, respectively.
- the work holding portion 33 is arranged at a machining position P1 at which machining of the work W by the machining apparatus is performed and a replacement position P2 at which the work W is delivered and replaced.
- the positions of these pair of work holding portions 33 are exchanged with each other by reversing (rotating by 180 °) around the rotating shaft 31 of the loading member 21.
- the work holding portion 33 has a hole having a diameter slightly larger than that of the work W, and the work W is taken in and out from the upper side of the work holding portion 33 (upper side of FIG. 3 and front side in the vertical direction of the paper surface of FIG. 4).
- a table 35 is provided below the loading member 21.
- the table 35 is formed with an opening 37 formed of an arc-shaped elongated hole through which the rotating shaft 31 is inserted (see FIG. 4).
- the opening 37 is formed in an arc shape centered on the central axis of the swing drive shaft 51 of the turning portion 43 described later of the loading member support mechanism 23.
- the outer peripheral surface of the work W in the work holding portion 33 is held by the inner peripheral surface of the work holding portion 33 with its lower portion in contact with the table 35.
- the loading member support mechanism 23 supports the loading member 21 with a rotating shaft 31. Further, the loading member support mechanism 23 movably supports the loading member 21 within the axially vertical plane of the rotating shaft 31.
- the loading member support mechanism 23 has an arm 41 and a swivel portion 43.
- the box-shaped arm 41 made up of a pair of opposing members supports the rotating shaft 31 of the loading member 21 at the tip end portion.
- the swivel portion 43 swingably supports the base end portion of the arm 41 on the side opposite to the rotation shaft 31 side.
- the rotating shaft 31 is supported by the shaft supporting portion 45 integrated with the driven pulley 47.
- the rotating shaft 31 has a head and a shaft portion, the shaft portion penetrates the opening 37 of the table 35, is fixed to the shaft support portion 45 on the arm 41 side, and the head portion is in the middle portion of the loading member 21. It is fixed.
- the driven pulley 47 is housed in the arm 41.
- the swivel portion 43 has a swing drive shaft 51 formed in a tubular shape.
- the swing drive shaft 51 is rotatably supported by a support cylinder portion 57 provided on the gantry 55 via a bearing 59.
- the upper end portion of the swing drive shaft 51 is connected to the base end portion of the arm 41, and the swing drive shaft 51 and the arm 41 are integrally formed.
- the base end portion of the arm 41 is swingably supported by the swivel portion 43.
- the loading member support mechanism 23 moves the rotary shaft 31 provided at the tip of the arm 41 in an arc around the swing drive shaft 51 of the swivel portion 43, and the loading member supported by the rotary shaft 31. 21 is moved in the axially vertical plane of the rotating shaft 31. In the case of the vertical shape, the loading member 21 is moved in the horizontal plane, but the axial direction of the rotating shaft 31 is not necessarily limited to the vertical direction and may be inclined from the vertical direction.
- the rotation drive unit 25 includes a rotation drive shaft 61, a rotation transmission member 63, and a rotation motor 65.
- the rotation drive shaft 61 is inserted into the swing drive shaft 51 of the swivel portion 43 and is arranged coaxially with the swing drive shaft 51.
- the rotary drive shaft 61 is rotatably supported by the swing drive shaft 51 by bearings 67 in the vicinity of the upper and lower ends thereof.
- a drive pulley 69 is fixed to the upper end of the rotary drive shaft 61.
- the drive pulley 69 is housed in the arm 41.
- the rotation transmission member 63 is made of, for example, an endless belt, and is hung between the driven pulley 47 of the rotation shaft 31 of the loading member 21 and the drive pulley 69 of the rotation drive shaft 61.
- the rotary motor 65 is composed of a servomotor, and is arranged below the rotary drive shaft 61.
- the rotation drive shaft 61 is connected to the drive shaft 71 of the rotation motor 65.
- the rotation drive shaft 61 is rotationally driven by the rotation motor 65.
- the rotation transmission member 63 transmits the rotation of the rotation drive shaft 61 to the rotation shaft 31 of the loading member 21. As a result, the loading member 21 is rotationally driven integrally with the rotating shaft 31.
- the displacement drive unit 27 includes a swing motor 75, a drive gear 77, and a driven gear 79.
- the rocking motor 75 is composed of an external servomotor, and the drive gear 77 is fixed to the drive shaft 81 of the rocking motor 75.
- the driven gear 79 is fixed to the lower end of the swing drive shaft 51 that constitutes the swivel portion 43.
- the drive gear 77 and the driven gear 79 are meshed with each other, and transmit the rotation of the swing motor 75 to the swing drive shaft 51.
- the arm 41 supported by the swing drive shaft 51 is swung by the drive of the swing motor 75.
- the swing motor 75 may be built in the displacement drive unit 27 in the housing (not shown) as a built-in structure.
- the transmission method of the rotational force of the swing motor 75 to the swing drive shaft 51 is not limited to the transmission method using gears, and may be another method such as a transmission method using a belt.
- the work changer 200 is provided with the swing motor 75 for driving the swing drive shaft 51 and the rotary motor 65 for driving the rotary drive shaft 61 so as to be individually driveable.
- FIG. 4 is a plan view of the work changer.
- the swing drive shaft 51 is rotated by the swing motor 75 to swing the arm 41, so that the loading member 21 is moved between the work set state S1 and the work retract state S2. Displace.
- the work holding portion 33 is arranged at the replacement position P2 and the machining position P1 by the loading member support mechanism 23, respectively, and in the work retract state S2, the work holding portion 33 is separated from the replacement position P2 and the machining position P1. Is placed.
- a plurality of shoes 91 are arranged at the processing position P1 where one of the work holding portions 33 is arranged. As shown in FIG. 2, these shoes 91 are fixed on the support base 93 of the processing apparatus.
- the support base 93 is arranged below the table 35, and the shoe 91 fixed to the support base 93 supports the outer circumference of the work W arranged at the machining position P1.
- the processing apparatus includes, for example, a processing tool such as a grindstone, and the processing tool is provided so as to be movable (cut) in the in-plane direction of the upper surface of the support base 93 and to be vertically moved (feed) in the vertical direction. ..
- the machining tool is machined into the work W by moving relative to the work W arranged at the machining position P1.
- the displacement drive unit 27 and the rotation drive unit are used until the loading member support mechanism 23 changes the loading member 21 from the work set state S1 to the work retract state S2 and returns to the work set state S1 again.
- 25 performs a work replacement operation including a feeding operation and a feeding operation described below, and replaces the work W at the machining position P1.
- the displacement drive unit 27 and the rotation drive unit 25 arrange the work holding unit 33 arranged at the machining position P1 at the replacement position P2 on a trajectory that does not cause the loading member 21 to interfere with the shoe 91. Further, in the feeding operation, the displacement drive unit 27 and the rotation drive unit 25 arrange the work holding unit 33 arranged at the replacement position P2 at the machining position P1.
- the amount of rotation ⁇ that causes the rotating shaft 31 to move (swing) in an arc when the work W is replaced once with respect to the machining position P1 by simultaneously performing the feeding operation and the feeding operation is the rotation amount ⁇ of the loading member 21 around the rotating shaft 31.
- the work transfer unit 300 is composed of, for example, a belt conveyor or the like, and conveys the work W.
- the work transfer unit 300 has a work supply position P3 in which the work W before machining is continuously supplied, and a work receiving position P4 in which the work W after machining is placed.
- the unprocessed work W supplied from the previous process is conveyed toward the work supply position P3 (in the direction of arrow A in FIG. 2). Further, the processed work W placed on the work receiving position P4 is conveyed toward the next process (in the direction of arrow B in FIG. 2).
- the work transfer unit 300 is not limited to a single belt conveyor, but may be a plurality of belt conveyors, and has a function of supplying the work W to the work supply position P3 and transporting the work W from the work receiving position P4 to the subsequent stage. Just do it.
- the pick-and-place mechanism 400 includes a support column 101, a pickup support 103, and a gripping mechanism 105.
- the pickup support 103 is supported so as to be able to swing and move up and down around the support column 101.
- the gripping mechanism 105 is supported by the tip of the pickup support 103.
- the gripping mechanism 105 has a pair of chucks 107, each of which includes a gripping pin 109 that extends downward. The gripping mechanism 105 grips and releases the work W by moving the chuck 107 including the gripping pin 109 in the direction of approaching and separating from each other in the horizontal plane.
- This pick-and-place mechanism 400 brings the pair of gripping pins 109 close to each other, lowers the pickup support 103, and inserts the gripping pins 109 into the ring-shaped work W. Then, by separating the chucks 107 from each other, the work W is gripped from the inner peripheral side by a pair of gripping pins 109 in the work W. Then, by raising the pickup support 103, the work W gripped by the chuck 107 is lifted. Then, the gripped work W is moved horizontally by swinging the pickup support 103. When arranging the work W at the moving destination, the work W is moved to the moving destination by the pickup support 103, and then the pickup support 103 is lowered to bring the chuck 107 of the gripping mechanism 105 closer. As a result, the gripping pin 109 releases the gripping of the work W, and the work W is placed on the moving destination. After that, the pickup support 103 is raised to pull out the gripping pin 109 from the work W.
- the pick-and-place mechanism 400 for moving the work described above has a function of alternately performing a loading operation and an unloading operation of the work W.
- the work W before machining arranged at the work supply position P3 of the work transfer unit 300 is gripped, and the work W is transferred to the work holding unit 33 of the loading member 21 arranged at the replacement position P2 and supplied. Is. Further, in the unloading operation, the processed work W held by the work holding portion 33 of the loading member 21 arranged at the replacement position P2 is gripped, transferred to the work receiving position P4 of the work conveying portion 300, and discharged. It is a discharge operation to be performed. Since the loading operation and the unloading operation by the pick-and-place mechanism 400 are performed during the processing of the work W by the processing apparatus, the tact time is not affected, such as the state of waiting for transportation during the non-machining time.
- 5A and 5B are schematic plan views illustrating a loading operation by the pick-and-place mechanism 400.
- 6 (A) to 6 (E) are schematic plan views for explaining the work replacement operation by the work changer 200,
- FIG. 6 (A) shows the work set state S1
- FIG. 6 (C) shows the work retract state S2.
- 7 (A) and 7 (B) are schematic plan views illustrating an unloading operation by the pick-and-place mechanism 400.
- the swing motor 75 of the displacement drive unit 27 and the rotation motor 65 of the rotation drive unit 25 shown in FIG. 3 are driven.
- the arm 41 swings from the position of the work set state S1 toward the work retracted state S2 (in the direction of the arrow D in FIG. 6 (B)), and the loading member. 21 rotates in the same direction as the arm 41 (direction of arrow E in FIG. 6B) (see also FIG. 4).
- the loading member 21 in the work set state S1 swings around the axis L1 of the swing drive shaft 51 shown in FIG. 3 and rotates about the axis L2 of the rotating shaft 31.
- the work holding portion 33 of the loading member 21 arranged at the machining position P1 is separated from the machining position P1, and the work W held by the work holding portion 33 is moved in a direction away from the shoe 91. ..
- the loading member 21 reaches the work retracted state S2 (see also FIG. 4), and shifts from the feeding operation to the feeding operation.
- 8 (A) to 8 (C) are plan views at a machining position for explaining a machining example to a work and a retracting direction of the work.
- FIG. 8A Inner diameter polishing
- a machining tool T having a grindstone that is rotationally driven and has a circular shaft cross section is arranged at the machining position P1 and supported by a pair of shoes 91. It goes inside the work W that has been made. Then, when the processing tool T comes into contact with the inner peripheral surface of the work W, the inner peripheral surface of the work W is polished.
- the machining tool T moves in the axial direction (depth direction in FIG. 8A) after machining, the work W is separated from each shoe 91 by the feeding operation of the work replacement operation (FIG. 8 (FIG. 8). Move in the direction of arrow H1 in A).
- the detaching directions H1, H2, and H3 of the work W from the processing position P1 are appropriately changed according to the processing site of the work W, the position of the shoe 91 which differs depending on the processing process, and the like.
- the loading member support mechanism 23 shifts and drives the loading member 21 from the work set state S1 to the work retract state S2 and returns to the work set state S1 again.
- the unit 27 and the rotation drive unit 25 simultaneously exchange the work W between the machining position P1 and the exchange position P2 on a locus that does not cause the loading member 21 to interfere with the shoe 91. Therefore, as compared with the case where the loading member 21 is moved and rotated separately, the work W can be replaced at a high speed, and the productivity can be improved. Since all the mechanisms for moving the loading member 21 are rotating mechanisms, the sliding portion can be easily sealed with an O-ring or the like. As a result, it is possible to surely prevent dust and foreign matter from entering the sliding surface, and the degree of freedom for the usage environment is increased.
- the movement of the loading member support mechanism 23 by the displacement drive unit 27 and the rotation timing of the loading member 21 by the rotation drive unit 25 can be adjusted by simply changing the drive program for driving each part of the work changer 200. That is, the movement during the replacement operation of the work W can be adjusted to various paths according to the position of the shoe 91, which differs depending on the processing portion of the work W and the processing process. Therefore, even if the position of the shoe 91 is changed according to the type of the work W, the processing content, etc., there is almost no need to change the structure of the work transfer device or the arrangement of the parts of each part, and the adjustment work can be performed easily and quickly. Can be completed. In this way, the versatility of the work transfer device can be greatly improved.
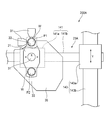
- FIG. 9 is a schematic cross-sectional view taken along the axial direction of the motor for explaining the second configuration example including the two-axis integrated motor.
- the two-axis integrated motor 600 includes a cylindrical base 110, an inner shaft rotor 111 configured on the inner peripheral side of the base 110, and an outer shaft rotor configured on the outer peripheral side of the base 110. It has 113 and.
- the rotary motor 65 has an inner shaft rotor 111
- the swing motor 75 has an outer shaft rotor 113.
- the inner shaft rotor 111 includes a rotor yoke 121 provided inside the base 110, a plurality of magnets 123 arranged in an annular shape along the outer peripheral surface of the rotor yoke 121, and a core 125 provided on the inner peripheral surface of the base 110.
- the rotor yoke 121 is rotatably supported by a rolling bearing 127 at the upper end of the base 110, and a rotary drive shaft 61 is connected to the upper end of the rotor yoke 121.
- the core 125 is composed of an iron core 125a and a coil 125b wound around the iron core 125a.
- the outer shaft rotor 113 includes a rotor yoke 131 provided on the outside of the base 110, a plurality of magnets 133 arranged in an annular shape along the inner peripheral surface of the rotor yoke 131, and a core 135 provided on the outer peripheral surface of the base 110.
- the rotor yoke 131 is rotatably supported by a rolling bearing 137 at the upper end of the base 110, and the swing drive shaft 51 is connected to the upper end of the rotor yoke 121.
- the core 135 is composed of an iron core 135a and a coil 135b wound around the iron core 135a.
- the rotor yoke 121 of the inner shaft rotor 111 is connected to the rotary drive shaft 61 shown in FIG. 3, and the rotor yoke 131 of the outer shaft rotor 113 is connected to the swing drive shaft 51 shown in FIG.
- the inner shaft rotor 111 rotationally drives the rotor yoke 121 with respect to the base 110 by supplying electric power to the coil 125b of the core 125.
- the outer shaft rotor 113 rotationally drives the rotor yoke 131 with respect to the base 110 by supplying electric power to the coil 135b of the core 135.
- the outer shaft rotor 113 rotationally drives the rotor yoke 131 with respect to the base 110 by supplying electric power to the coil 135b of the core 135.
- the swing drive shaft 51 is rotated, the arm 41 is swung, and the loading member 21 is moved.
- the device can be downsized.
- FIG. 10 is a plan view of the work changer of the third configuration example.
- the loading member support mechanism 23A includes a first linear motion stage 141 and a second linear motion stage 143.
- the first linear motion stage 141 has a slider 141a and a moving rail 141b
- the second linear motion stage 143 has a slider 143a and a moving rail 143b.
- the slider 141a of the first linear motion stage 141 supports the rotation shaft 31 of the loading member 21.
- the first linear motion stage 141 moves the loading member 21 in the X direction by moving the slider 141a along the moving rail 141b.
- the slider 143a of the second linear motion stage 143 integrally supports the moving rail 141ba of the first linear motion stage 141.
- the second linear motion stage 143 moves the loading member 21 in the Y direction by moving the slider 143a along the moving rail 143b.
- the loading member 21 can be moved independently in the X direction and the Y direction in the axial vertical plane (horizontal plane) of the rotating shaft 31. Therefore, the work replacement operation of moving the loading member 21 between the work set state S1 and the work retract state S2 can be realized with high efficiency by suppressing restrictions on the moving direction.
- the rotation shaft 31 of the loading member 21 mounted on the slider 141a can be freely moved in an arbitrary direction in the horizontal plane by the first linear motion stage 141 and the second linear motion stage 143. It is possible to move the loading member 21 not only in the arc locus but also in an arbitrary locus. Therefore, the loading member 21 can be efficiently displaced to the work set state S1 and the work retract state S2 while avoiding interference with surrounding members such as the shoe 91.
- FIG. 11 is a plan view of the work changer of the fourth configuration example.
- the work changer 200B having this configuration includes a loading member 21A having a substantially triangular shape in a plan view, and the center thereof is supported by a rotation shaft 31 and rotated.
- the loading member 21A is provided with work holding portions 33 at three corner portions which are radial outer edges of rotation.
- one work holding portion 33 is arranged at the machining position P1, and the other two work holding portions 33 are arranged at different replacement positions P2A and P2B. Therefore, while machining the work W at the machining position P1, the pick-and-place mechanism 400 supplies the work W before machining to the work holding portion 33 at one of the replacement positions P2A by a loading operation. Then, the work W after machining can be discharged to the work holding portion 33 at the other replacement position P2B by the unloading operation.
- the loading operation and the unloading operation can be performed at the same time in this way, for example, when the machining time of the work W is shorter than the total time of the work replacement in which the loading operation and the unloading operation described above are sequentially performed. , It is possible to suppress the waiting state for transportation during the non-processing time, and the tact time can be shortened. As a result, work efficiency can be improved and productivity can be increased.
- the work changer of each configuration example described above is, for example, moving with respect to inner rings 11A, 11B such as bearings 100A and 100B supporting the rotating shaft 163 of the motor 700 shown in FIG. 12 and ring-shaped workpieces such as outer rings 13A and 13B. It can be applied to a work transfer device for transporting, a work processing device equipped with the work transfer device, and a ring bearing manufacturing device for manufacturing a ring bearing.
- the motor 700 illustrated here is a brushless motor and has a cylindrical center housing 165 and a substantially disk-shaped front housing 167 that closes one open end of the center housing 165.
- a rotatable rotating shaft 163 is supported along the axis thereof via bearings 100A and 100B arranged at the bottom of the front housing 167 and the center housing 165.
- a rotor 169 for driving a motor is provided around the rotating shaft 163, and a stator 171 is fixed to the inner peripheral surface of the center housing 165.
- the motor 700 having the above configuration is generally mounted on a machine or a vehicle and rotationally drives a rotary shaft 163 supported by bearings 100A and 100B.
- a machine having a rotating part various manufacturing devices, for example, a screw device such as a ball screw device, and a rotary support of a linear motion device such as an actuator (combination of a linear motion guide bearing and a ball screw, an XY table, etc.) Parts, rotation support parts of steering columns, universal joints, intermediate gears, rack and pinions, electric power steering devices, steering devices such as worm reducers, and rotation support parts of vehicles such as automobiles, motorcycles, and railways. It can be applied when moving, transporting, or processing a ring-shaped workpiece. As described above, any ring-shaped component (work) applied to a portion that rotates relative to each other can be suitably used in each of the above-mentioned devices, and can be produced by manufacturing the component using each device. It can improve productivity and product quality.
- a screw device such as a ball screw device
- a rotary support of a linear motion device such as an actuator (combination of a linear motion guide bearing and a ball screw
- the present invention is not limited to the above-described embodiment, and can be modified or applied by those skilled in the art based on the combination of the configurations of the embodiments with each other, the description of the specification, and the well-known technique. This is also the subject of the present invention and is included in the scope for which protection is sought.
- the above processing equipment was explained with a vertical configuration, but it can also be horizontal.
- a vertical processing device is preferable because it has a higher degree of freedom in arranging the tool drive motor in the vertical direction as compared with the horizontal type, and the entire device can be miniaturized.
- the work since the work is horizontally moved to the machining position of the machining equipment and replaced, it is less affected by gravity than the horizontal work changer that moves the work up and down to replace it, and the degree of freedom in designing the movement path of the work is increased. It gets higher.
- a work changer that replaces the work between the replacement position of the ring-shaped work and the processing position for processing the work.
- a loading member that is rotatably supported around a rotation axis and is provided with a work holding portion that holds the work at at least two radial outer edges.
- a loading member support mechanism that movably supports the loading member in an axially vertical plane of the rotating shaft,
- a rotation drive unit that rotationally drives the loading member around the rotation axis,
- a work set state in which the work holding portion is arranged at the replacement position and the machining position, respectively, and a work retracting state in which the work holding portion is arranged apart from the replacement position and the machining position.
- a displacement drive unit that drives and displaces the loading member support mechanism.
- a shoe that supports the outer circumference of the work is arranged at the processing position. Until the loading member support mechanism moves the loading member from the work set state to the work retracted state and returns to the work set state again.
- the displacement drive unit and the rotation drive unit are arranged at the replacement position and an operation of arranging the work holding portion arranged at the processing position at the replacement position on a locus that does not cause the loading member to interfere with the shoe.
- a work changer that performs an operation of arranging the work holding portion that has been moved to the machining position.
- the displacement drive unit and the rotation drive unit shoe the loading member until the loading member support mechanism moves the loading member from the work set state to the work retracted state and returns to the work set state again.
- the workpiece is exchanged between the machining position and the exchange position at the same time with a trajectory that does not interfere with. Therefore, the work can be replaced at high speed, and the productivity can be improved.
- it is possible to easily and quickly respond to changes in the work and machining contents by simply replacing only the loading member having the work holding portion or changing the drive program, which saves time and effort required for setup change. It can be greatly suppressed.
- the loading member is provided with the work holding portions at one end and the other end in the longitudinal direction at equidistant positions in the radial direction from the rotation axis.
- the work changer according to (1) wherein the pair of the work holding portions are displaced from each other by reversing around the rotation axis. According to this work changer, the work holding portion can be easily replaced between the machining position and the replacement position by rotating the loading member so that the position of the work holding portion is reversed.
- the loading member support mechanism is An arm that supports the rotation axis of the loading member at the tip, and A swivel portion that swingably supports the base end portion of the arm,
- the work changer according to (3) According to this work changer, by swinging the arm supported by the swivel portion, the loading member supported by the tip portion of the arm can be easily and accurately displaced to the work set state and the work retracted state. it can.
- a swing drive shaft that swings the arm and a rotation drive shaft that drives the rotation shaft of the loading member are coaxially arranged.
- the device can be miniaturized by arranging the swing drive shaft that swings the arm and the rotation drive shaft that drives the rotation shaft of the loading member coaxially. Further, by providing the arm with a rotation transmission member that transmits rotation from the rotation drive shaft to the rotation shaft of the loading member, the structure of the loading member support mechanism can be simplified and downsized.
- the speed of movement can be increased by reducing the weight of the arm, as compared with the case where a motor or the like for rotating the rotation shaft is provided at the tip of the arm.
- the structure can be simplified and the cost can be reduced, and reliability can be improved by eliminating the problem of disconnection due to wire fatigue and wear. Can be done.
- the swing motor and the rotation motor are each rotatably provided, and are composed of a two-axis integrated motor having an inner shaft rotor and an outer shaft rotor arranged in the same rotation direction.
- this work changer by using a two-axis integrated motor as a swing motor for driving the swing drive shaft and a rotation motor for driving the rotation drive shaft, the device can be miniaturized and the power can be reduced. Cost reduction can be achieved by simplifying the structure of the transmission member and the like.
- the loading member support mechanism is A slider that supports the rotation axis of the loading member, and A linear motion stage that movably supports the slider in an axially vertical plane of the rotation axis, and The work changer according to any one of (1) to (3). According to this work changer, the loading member can be easily and accurately displaced to the work set state and the work retracted state by moving the slider in the axially vertical plane of the rotation axis by the linear motion stage.
- a pick-and-place mechanism for supplying the work before machining and discharging the work after machining is further provided to the work holding portion arranged at the replacement position of the loading member (1) to (10).
- a work transfer device having a work supply position where a work before machining is continuously supplied and a work receiving position on which the work after machining is placed, and a work transfer unit for transporting the work.
- the pick-and-place mechanism A loading operation of transferring the work before machining from the work supply position to the work holding portion arranged at the replacement position of the loading member, and A work transfer device having a function of alternately performing an unloading operation of transferring a processed work held in the work holding portion at the replacement position of the loading member to the work receiving position.
- the pick-and-place mechanism alternately performs loading and unloading operations to transfer the pre-machined work from the work supply position to the replacement position and to process the work from the replacement position to the work receiving position.
- the completed work is automatically transferred.
- the work can be smoothly transferred between the work transfer unit and the work changer.
- the setup can be easily changed in response to a change in the work simply by changing the work positioning component at the work supply position or the work receiving position in the work transfer unit.
- a processing apparatus comprising the work changer according to any one of (1) to (11) and processing the work. According to this processing apparatus, since the ring-shaped work can be replaced with respect to the processing position at high speed, the processing efficiency for the work can be improved and the productivity can be improved.
- a method for manufacturing a ring bearing which manufactures a ring bearing using the processing apparatus according to (13).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Feeding Of Workpieces (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Turning (AREA)
- Manipulator (AREA)
Abstract
ローディング部材支持機構に支持されたローディング部材をワークセット状態からワーク退避状態にし、再びワークセット状態に戻すまでの間に、変位駆動部と回転駆動部はローディング部材を移動させる。このときローディング部材は、シューと干渉させない軌跡で、加工位置に配置されていたワーク保持部を入れ替え位置に配置させる送り出し動作と、入れ替え位置に配置されていたワーク保持部を加工位置に配置させる送り込み動作とが行われる。
Description
本発明は、ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法に関する。
リング状のワークに研削等を施す加工装置では、ワーク搬送路で搬送されてくるワークを加工位置に配置させ、加工位置にて所定の加工を実施する。そして、加工後のワークを加工位置から取り出してワーク搬送路に戻し、ワークを後段の工程へ送る。このような加工位置へワークを搬送させる機構として、ワークチェンジャやローディング装置が広く用いられている(例えば、特許文献1~4)。
特許文献1に記載のワークチェンジャでは、被加工物及び加工完了品をそれぞれ保持可能な保持部が旋回アームの両端部に設けられ、旋回アームが水平回転軸回りに間欠回転することによって、一方の保持部に保持された被加工物を給排位置近傍から加工位置近傍へ搬送する。また、これと同時に、他方の保持部に保持された加工完了品を加工位置近傍から給排位置近傍へ搬送する。
特許文献2には、遊星運動が自在な遊星歯車を有する遊星歯車装置を備えたローディング装置が記載されている。遊星歯車が遊星運動を行うことによって、遊星歯車に自転中心に対して偏心して設けられて回転部材及びローダ部材に連結される偏心連結部が、サイクロイド曲線に沿う運動を行う。これにより、回転部材の回転及びローダ部材の半径方向の動作を行わせ、固定されたシューに対してワークの入れ替え動作を行っている。
特許文献3には、ワーク供給ポジションでワークが供給され、ワーク研削ポジションでワークに対して研削加工を行い、ワーク排出ポジションで研削加工が終了したワークを外部へ排出するローダ手段を備えたローディング装置が記載されている。このローディング装置では、各ポジションに同一タイミングでワーク保持機構を位置させている。
特許文献4には、互いに反対方向に延びるワーク支えアームを有する回転可能なホルダと、ホルダと同軸で回転するワーク押さえアームとを有するローディング装置が記載されている。このローディング装置では、固定されたシューに支持されて加工されたワークを、ホルダの一方のワーク支えアームとワーク押さえアームで挟持し、その後、ホルダとワーク押さえアームが共に回転することで、加工後のワークを取り出すようになっている。
ところで、大量生産されるワークの加工装置においては、生産性の向上の要求から、ワークの入れ替えに要するローディング時間の短縮が求められている。
しかし、ワーク搬出動作、ワーク定配動作及びワーク搬入動作等の複数の動作を連続して行う上記のようなワークチェンジャやローディング装置では、ローディング時間の短縮に限度があった。また、加工内容の変更や段取り替えの際に、ローディング装置の構造や部品の配置等を変更しなければならず、汎用性に乏しかった。しかも、加工するワークの形状に合わせて複数の部品を交換しなければならず、段取り替えの作業に長い時間を要していた。
このような事情から、立形研削盤用に設けられるローディング装置として、ボールねじとサーボモータによる直進動作を、カム形状の溝に倣った経路の移動に変換して、ワークの入れ替え動作を高速に行うものもある。しかし、このローディング装置であっても、ワークを溝形状に倣って移動させる構造であるため、ワークの移動方向が制限される。したがって、ワーク形状の変更等、段取り替えの作業が依然として煩雑なままであった。
本発明は、高速でワークの入れ替えを行うことができ、また、汎用性を高めることができ、しかも、段取り替えの手間を抑えることが可能なワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法を提供することを目的とする。
本発明は下記の構成からなる。
(1) リング状のワークの入れ替え位置と、前記ワークを加工する加工位置との間で、前記ワークを入れ替えするワークチェンジャであって、
回転軸を中心に回転自在に支持され、少なくとも2箇所の径方向外縁部に、前記ワークを保持するワーク保持部が設けられたローディング部材と、
前記回転軸の軸方向垂直面内で前記ローディング部材を移動自在に支持するローディング部材支持機構と、
前記ローディング部材を前記回転軸回りに回転駆動する回転駆動部と、
前記ローディング部材を、前記ワーク保持部が前記入れ替え位置と前記加工位置にそれぞれ配置されるワークセット状態と、前記ワーク保持部が前記入れ替え位置及び前記加工位置から離間して配置されるワーク退避状態とに、前記ローディング部材支持機構を駆動して変位させる変位駆動部と、を備え、
前記加工位置には、前記ワークの外周を支持するシューが配置され、
前記ローディング部材支持機構が、前記ローディング部材を前記ワークセット状態から前記ワーク退避状態になり、再び前記ワークセット状態に戻るまでの間に、
前記変位駆動部と前記回転駆動部は、前記ローディング部材を前記シューと干渉させない軌跡で、前記加工位置に配置されていた前記ワーク保持部を前記入れ替え位置に配置させる動作と、前記入れ替え位置に配置されていた前記ワーク保持部を前記加工位置に配置させる動作とを行うワークチェンジャ。
(2) (1)のワークチェンジャと、
加工前のワークが連続供給されるワーク供給位置と、加工後の前記ワークが載置されるワーク受取位置とを有し、前記ワークを搬送するワーク搬送部と、を備えるワーク搬送装置であって、
前記ピックアンドプレース機構は、
加工前の前記ワークを、前記ワーク供給位置から前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に移載するローディング動作と、
前記ローディング部材の前記入れ替え位置の前記ワーク保持部に保持された加工済みのワークを、前記ワーク受取位置に移載するアンローディング動作と、を交互に行う機能を有するワーク搬送装置。
(3) (1)に記載のワークチェンジャを備え、前記ワークを加工する加工装置。
(4) (3)に記載の加工装置を用いてリング軸受を製造するリング軸受の製造方法。
(5) (3)に記載の加工装置を用いて機械を製造する機械の製造方法。
(6) (3)に記載の加工装置を用いて車両を製造する車両の製造方法。
(1) リング状のワークの入れ替え位置と、前記ワークを加工する加工位置との間で、前記ワークを入れ替えするワークチェンジャであって、
回転軸を中心に回転自在に支持され、少なくとも2箇所の径方向外縁部に、前記ワークを保持するワーク保持部が設けられたローディング部材と、
前記回転軸の軸方向垂直面内で前記ローディング部材を移動自在に支持するローディング部材支持機構と、
前記ローディング部材を前記回転軸回りに回転駆動する回転駆動部と、
前記ローディング部材を、前記ワーク保持部が前記入れ替え位置と前記加工位置にそれぞれ配置されるワークセット状態と、前記ワーク保持部が前記入れ替え位置及び前記加工位置から離間して配置されるワーク退避状態とに、前記ローディング部材支持機構を駆動して変位させる変位駆動部と、を備え、
前記加工位置には、前記ワークの外周を支持するシューが配置され、
前記ローディング部材支持機構が、前記ローディング部材を前記ワークセット状態から前記ワーク退避状態になり、再び前記ワークセット状態に戻るまでの間に、
前記変位駆動部と前記回転駆動部は、前記ローディング部材を前記シューと干渉させない軌跡で、前記加工位置に配置されていた前記ワーク保持部を前記入れ替え位置に配置させる動作と、前記入れ替え位置に配置されていた前記ワーク保持部を前記加工位置に配置させる動作とを行うワークチェンジャ。
(2) (1)のワークチェンジャと、
加工前のワークが連続供給されるワーク供給位置と、加工後の前記ワークが載置されるワーク受取位置とを有し、前記ワークを搬送するワーク搬送部と、を備えるワーク搬送装置であって、
前記ピックアンドプレース機構は、
加工前の前記ワークを、前記ワーク供給位置から前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に移載するローディング動作と、
前記ローディング部材の前記入れ替え位置の前記ワーク保持部に保持された加工済みのワークを、前記ワーク受取位置に移載するアンローディング動作と、を交互に行う機能を有するワーク搬送装置。
(3) (1)に記載のワークチェンジャを備え、前記ワークを加工する加工装置。
(4) (3)に記載の加工装置を用いてリング軸受を製造するリング軸受の製造方法。
(5) (3)に記載の加工装置を用いて機械を製造する機械の製造方法。
(6) (3)に記載の加工装置を用いて車両を製造する車両の製造方法。
本発明によれば、高速でワークの入れ替えを行うことができ、また、汎用性を高めることができ、しかも、段取り替えの手間を抑えることができる。
以下、本発明の実施形態について、図面を参照して詳細に説明する。ここでは、転がり軸受の外輪をワークとした場合を一例として説明するが、これに限らない。
<ワーク>
図1は転がり軸受の一部断面斜視図である。
転がり軸受(以下、単に「軸受」と記す。)100は、内輪11と、外輪13と、内輪11と外輪13との間に設けられる複数の転動体15と、転動体15を転動自在に保持する保持器17と、を備える。内輪11は、外周面に転動体15の軌道溝(案内面)11aを有する鋼材等の金属製の円環状体である。外輪13は、内周面に転動体15の軌道溝(案内面)13aを有する鋼材等の金属製の円環状体である。
図1は転がり軸受の一部断面斜視図である。
転がり軸受(以下、単に「軸受」と記す。)100は、内輪11と、外輪13と、内輪11と外輪13との間に設けられる複数の転動体15と、転動体15を転動自在に保持する保持器17と、を備える。内輪11は、外周面に転動体15の軌道溝(案内面)11aを有する鋼材等の金属製の円環状体である。外輪13は、内周面に転動体15の軌道溝(案内面)13aを有する鋼材等の金属製の円環状体である。
<ワーク搬送装置>
[第1構成例]
図2は第1構成例のワークチェンジャを備えたワーク搬送装置の斜視図である。図3は図2に示すワークチェンジャのIII-III断面を表す断面図である。ここで例示するワークWは、図1に示す円環状体の外輪13である。
[第1構成例]
図2は第1構成例のワークチェンジャを備えたワーク搬送装置の斜視図である。図3は図2に示すワークチェンジャのIII-III断面を表す断面図である。ここで例示するワークWは、図1に示す円環状体の外輪13である。
図2に示すように、本構成例のワークチェンジャ200は、ワークWを搬送するワーク搬送部300と、ワークWを加工位置に移送するピックアンドプレース機構400と共にワーク搬送装置500を構成する。ワーク搬送装置500は、ワーク搬送部300によって前工程から供給される加工前のワークWを、ピックアンドプレース機構400によって立形の加工装置(図示略)の加工位置P1へ移送し、加工装置によって加工された加工後のワークWを、加工装置から排出してワーク搬送部300に戻し、ワーク搬送部300によって次工程へ搬送させる。
(ワークチェンジャ)
図3に示すように、ワークチェンジャ200は、ローディング部材21と、ローディング部材支持機構23と、回転駆動部25と、変位駆動部27と、を備えている。
図3に示すように、ワークチェンジャ200は、ローディング部材21と、ローディング部材支持機構23と、回転駆動部25と、変位駆動部27と、を備えている。
ローディング部材21は、図4に示すように細長の板状に形成されており、その中間部は、回転軸31によって鉛直方向に支持され、この回転軸31を中心に回転自在となっている。ローディング部材21には、径方向外縁部の2箇所に、ワークWを保持するワーク保持部33が設けられている。具体的には、ワーク保持部33は、ローディング部材21の長手方向の一端部と他端部における回転軸31から径方向に等距離の位置にそれぞれ設けられている。ワーク保持部33は、加工装置によるワークWへの加工が行われる加工位置P1と、ワークWが受け渡されて入れ替えられる入れ替え位置P2とに配置される。これらの一対のワーク保持部33は、ローディング部材21の回転軸31回りの反転(180°回転)によって互いの位置が入れ替わる。
ワーク保持部33は、ワークWよりも僅かに大径の孔部を有し、ワーク保持部33の上方(図3の上方、図4の紙面垂直方向手前)側からワークWが出し入れされる。ローディング部材21の下方には、テーブル35が設けられている。テーブル35には、回転軸31が挿通される円弧状の長孔からなる開口部37が形成されている(図4参照)。この開口部37は、ローディング部材支持機構23の後述する旋回部43の揺動駆動軸51の中心軸を中心とした円弧状に形成されている。ワーク保持部33内のワークWは、その下部がテーブル35に接した状態で外周面がワーク保持部33の内周面で保持される。ローディング部材21が回転軸31回りに回転されると、ワークWは、ワーク保持部33内に収容された状態でテーブル35の上面を滑りながら移動する。
ローディング部材支持機構23は、ローディング部材21を回転軸31で支持する。また、ローディング部材支持機構23は、回転軸31の軸方向垂直面内でローディング部材21を移動自在に支持する。
ローディング部材支持機構23は、アーム41と、旋回部43とを有する。対向する一対の部材で箱状とされたアーム41は、ローディング部材21の回転軸31を先端部で支持する。旋回部43は、アーム41の回転軸31側とは反対側の基端部を揺動自在に支持する。
アーム41の先端部には、従動プーリ47と一体となった軸支持部45に回転軸31が支持される。回転軸31は、頭部と軸部とを有し、軸部がテーブル35の開口部37を貫通し、アーム41側の軸支持部45に固定され、頭部がローディング部材21の中間部に固定される。従動プーリ47は、アーム41内に収容されている。
図3に示すように旋回部43は、筒状に形成された揺動駆動軸51を有する。揺動駆動軸51は、架台55に設けられた支持筒部57に、軸受59を介して回転可能に支持される。揺動駆動軸51の上端部は、アーム41の基端部と連結し、揺動駆動軸51とアーム41とが一体に構成される。これにより、アーム41は、旋回部43によって基端部が揺動自在に支持される。
このように、ローディング部材支持機構23は、アーム41の先端部に設けた回転軸31を、旋回部43の揺動駆動軸51の軸回りに円弧移動させ、回転軸31により支持されたローディング部材21を、回転軸31の軸方向垂直面内で移動させる。なお、立形の場合、ローディング部材21を水平面内で移動させるが、回転軸31の軸方向は必ずしも鉛直方向に限らず、鉛直方向から傾斜していてもよい。
回転駆動部25は、回転駆動軸61と、回転伝達部材63と、回転用モータ65と、を有する。回転駆動軸61は、旋回部43の揺動駆動軸51の内部に挿通されて、揺動駆動軸51と同軸に配置される。回転駆動軸61は、その上下端の近傍部分が軸受67によって揺動駆動軸51に回転可能に支持される。回転駆動軸61には、その上端部に駆動プーリ69が固定されている。この駆動プーリ69は、アーム41内に収容されている。回転伝達部材63は、例えば、無端状のベルトからなるもので、ローディング部材21の回転軸31の従動プーリ47と、回転駆動軸61の駆動プーリ69との間に掛けられている。回転用モータ65は、サーボモータからなるもので、回転駆動軸61の下方に配置されている。回転駆動軸61は、回転用モータ65の駆動軸71に連結される。回転駆動軸61は、回転用モータ65により回転駆動される。回転伝達部材63は、回転駆動軸61の回転をローディング部材21の回転軸31に伝達する。これにより、ローディング部材21が回転軸31と一体となって回転駆動される。
変位駆動部27は、揺動用モータ75と、駆動歯車77と、従動歯車79とを有する。揺動用モータ75は、外付けのサーボモータからなるもので、駆動歯車77は、揺動用モータ75の駆動軸81に固定される。従動歯車79は、旋回部43を構成する揺動駆動軸51の下端部に固定されている。駆動歯車77と従動歯車79は、互いに噛み合わされており、揺動用モータ75の回転を揺動駆動軸51に伝達する。これにより、揺動駆動軸51に支持されたアーム41が、揺動用モータ75の駆動によって揺動される。なお、揺動用モータ75としては、ビルトイン構造として変位駆動部27の筐体内(不図示)に内蔵させてもよい。また、揺動用モータ75の回転力の揺動駆動軸51への伝達方式としては、歯車による伝達方式に限らず、ベルトによる伝達方式等、他の方式であってもよい。
このように、ワークチェンジャ200は、揺動駆動軸51を駆動する揺動用モータ75と、回転駆動軸61を駆動する回転用モータ65とが、それぞれ個別に駆動可能に設けられている。
図4はワークチェンジャの平面図である。
図3に示す変位駆動部27は、揺動用モータ75によって揺動駆動軸51を回転させてアーム41を揺動させることで、ローディング部材21をワークセット状態S1とワーク退避状態S2との間で変位させる。ワークセット状態S1では、ローディング部材支持機構23によってワーク保持部33が入れ替え位置P2と加工位置P1にそれぞれ配置され、ワーク退避状態S2では、ワーク保持部33が入れ替え位置P2及び加工位置P1から離間して配置される。
図3に示す変位駆動部27は、揺動用モータ75によって揺動駆動軸51を回転させてアーム41を揺動させることで、ローディング部材21をワークセット状態S1とワーク退避状態S2との間で変位させる。ワークセット状態S1では、ローディング部材支持機構23によってワーク保持部33が入れ替え位置P2と加工位置P1にそれぞれ配置され、ワーク退避状態S2では、ワーク保持部33が入れ替え位置P2及び加工位置P1から離間して配置される。
ローディング部材21をワークセット状態S1とした場合に、一方のワーク保持部33が配置される加工位置P1には、複数のシュー91が配置されている。これらのシュー91は、図2に示すように、加工装置の支持台93上に固定される。支持台93は、テーブル35の下方に配置されており、支持台93に固定されたシュー91は、加工位置P1に配置されたワークWの外周を支持する。
加工装置は、例えば、砥石等の加工ツールを備え、この加工ツールは、支持台93の上面の面内方向に移動(切り込み)可能に、且つ、垂直方向に上下動(送り)可能に設けられる。加工ツールは、加工位置P1に配置されたワークWに対して相対移動することでワークWへの加工がなされる。
上記構成のワークチェンジャ200では、ローディング部材支持機構23が、ローディング部材21をワークセット状態S1からワーク退避状態S2にし、再びワークセット状態S1に戻すまでの間に、変位駆動部27と回転駆動部25が、以下に説明する送り出し動作と送り込み動作とからなるワーク入れ替え動作を行い、加工位置P1のワークWを入れ替える。
送り出し動作では、変位駆動部27と回転駆動部25が、ローディング部材21をシュー91と干渉させない軌跡で、加工位置P1に配置されていたワーク保持部33を入れ替え位置P2に配置させる。また、送り込み動作では、変位駆動部27と回転駆動部25が、入れ替え位置P2に配置されていたワーク保持部33を加工位置P1に配置させる。
この送り出し動作及び送り込み動作を同時に行って、加工位置P1に対してワークWを1回入れ替えする際に回転軸31を円弧移動(揺動)させる回転量αは、ローディング部材21の回転軸31回りの回転量β(β=180°)より少なくされている。
(ワーク搬送部)
図2に示すように、ワーク搬送部300は、例えば、ベルトコンベア等から構成され、ワークWを搬送する。ワーク搬送部300は、加工前のワークWが連続供給されるワーク供給位置P3と、加工後のワークWが載置されるワーク受取位置P4とを有する。前工程から供給された加工前のワークWは、ワーク供給位置P3へ向かって(図2の矢印A方向へ向かって)搬送される。また、ワーク受取位置P4に載置された加工後のワークWは、次工程へ向かって(図2の矢印B方向へ向かって)搬送される。ワーク搬送部300は、一本のベルトコンベアに限らず、複数のベルトコンベアであってもよく、ワークWをワーク供給位置P3に供給し、ワーク受取位置P4から後段に搬送する機能を有していればよい。
図2に示すように、ワーク搬送部300は、例えば、ベルトコンベア等から構成され、ワークWを搬送する。ワーク搬送部300は、加工前のワークWが連続供給されるワーク供給位置P3と、加工後のワークWが載置されるワーク受取位置P4とを有する。前工程から供給された加工前のワークWは、ワーク供給位置P3へ向かって(図2の矢印A方向へ向かって)搬送される。また、ワーク受取位置P4に載置された加工後のワークWは、次工程へ向かって(図2の矢印B方向へ向かって)搬送される。ワーク搬送部300は、一本のベルトコンベアに限らず、複数のベルトコンベアであってもよく、ワークWをワーク供給位置P3に供給し、ワーク受取位置P4から後段に搬送する機能を有していればよい。
(ピックアンドプレース機構)
ピックアンドプレース機構400は、支柱101と、ピックアップ支持体103と、把持機構105とを備える。ピックアップ支持体103は、支柱101を中心に揺動及び昇降可能に支持される。把持機構105は、ピックアップ支持体103の先端に支持されている。把持機構105は、一対のチャック107を有し、これらチャック107は、それぞれ下方へ延びる把持ピン109を備える。把持機構105は、把持ピン109を備えるチャック107を水平面内で互いに近接及び離間する方向へ移動させることで、ワークWの把持と把持解除を行う。
ピックアンドプレース機構400は、支柱101と、ピックアップ支持体103と、把持機構105とを備える。ピックアップ支持体103は、支柱101を中心に揺動及び昇降可能に支持される。把持機構105は、ピックアップ支持体103の先端に支持されている。把持機構105は、一対のチャック107を有し、これらチャック107は、それぞれ下方へ延びる把持ピン109を備える。把持機構105は、把持ピン109を備えるチャック107を水平面内で互いに近接及び離間する方向へ移動させることで、ワークWの把持と把持解除を行う。
このピックアンドプレース機構400は、一対の把持ピン109を近接させた状態にして、ピックアップ支持体103を下降させて把持ピン109をリング状のワークW内に挿し込む。そして、チャック107を互いに離間させることで、ワークW内で一対の把持ピン109によってワークWを内周側から把持する。そして、ピックアップ支持体103を上昇させることで、チャック107に把持されたワークWを持ち上げる。そして、ピックアップ支持体103を揺動させることで把持したワークWを水平移動させる。移動先にワークWを配置させる際は、ピックアップ支持体103によりワークWを移動先に移動させた後、ピックアップ支持体103を下降させて把持機構105のチャック107を近接させる。これにより、把持ピン109によるワークWの把持を解除し、ワークWを移動先に載置する。その後、ピックアップ支持体103を上昇させてワークWから把持ピン109を抜き取る。
上記のワーク移動を行うピックアンドプレース機構400は、ワークWのローディング動作及びアンローディング動作を交互に行う機能を有している。
ローディング動作は、ワーク搬送部300のワーク供給位置P3に配置された加工前のワークWを把持し、入れ替え位置P2に配置されたローディング部材21のワーク保持部33に移載して供給する供給動作である。また、アンローディング動作は、入れ替え位置P2に配置されたローディング部材21のワーク保持部33に保持された加工済みのワークWを把持し、ワーク搬送部300のワーク受取位置P4に移載して排出する排出動作である。このピックアンドプレース機構400によるローディング動作及びアンローディング動作は、加工装置によるワークWの加工中に行われるため、非加工時間に搬送待ち状態になる等、タクトタイムに影響を及ぼすことはない。
<ワーク搬送装置の動作>
次に、上記のワークチェンジャ200を備えたワーク搬送装置500の具体的な動作について説明する。
図5(A)及び(B)はピックアンドプレース機構400によるローディング動作を説明する概略平面図である。図6(A)~(E)はワークチェンジャ200によるワーク入れ替え動作を説明する概略平面図であり、図6(A)はワークセット状態S1、図6(C)はワーク退避状態S2を示している。図7(A)及び(B)はピックアンドプレース機構400によるアンローディング動作を説明する概略平面図である。
次に、上記のワークチェンジャ200を備えたワーク搬送装置500の具体的な動作について説明する。
図5(A)及び(B)はピックアンドプレース機構400によるローディング動作を説明する概略平面図である。図6(A)~(E)はワークチェンジャ200によるワーク入れ替え動作を説明する概略平面図であり、図6(A)はワークセット状態S1、図6(C)はワーク退避状態S2を示している。図7(A)及び(B)はピックアンドプレース機構400によるアンローディング動作を説明する概略平面図である。
(ローディング動作)
図5(A)に示すように、ワーク搬送部300のワーク供給位置P3に加工前のワークWが搬送されると、ワーク供給位置P3に配置された加工前のワークWがピックアンドプレース機構400のチャック107に把持される。その後、図5(B)に示すように、ピックアップ支持体103が入れ替え位置P2へ向かって(図5(B)の矢印C方向へ向かって)揺動し、入れ替え位置P2に配置されたローディング部材21のワーク保持部33に加工前のワークWが移載される。
図5(A)に示すように、ワーク搬送部300のワーク供給位置P3に加工前のワークWが搬送されると、ワーク供給位置P3に配置された加工前のワークWがピックアンドプレース機構400のチャック107に把持される。その後、図5(B)に示すように、ピックアップ支持体103が入れ替え位置P2へ向かって(図5(B)の矢印C方向へ向かって)揺動し、入れ替え位置P2に配置されたローディング部材21のワーク保持部33に加工前のワークWが移載される。
(ワーク入れ替え動作)
図6(A)に示すように、入れ替え位置P2のワーク保持部33に加工前のワークWが移載され、さらに、加工位置P1のワーク保持部22のワークWに対する加工が終了すると、ワークチェンジャ200による送り出し動作と送り込み動作とからなるワーク入れ替え動作が開始される。
図6(A)に示すように、入れ替え位置P2のワーク保持部33に加工前のワークWが移載され、さらに、加工位置P1のワーク保持部22のワークWに対する加工が終了すると、ワークチェンジャ200による送り出し動作と送り込み動作とからなるワーク入れ替え動作が開始される。
送り出し動作では、まず、図3に示す変位駆動部27の揺動用モータ75及び回転駆動部25の回転用モータ65が駆動する。すると、図6(B)に示すように、アーム41がワークセット状態S1の位置からワーク退避状態S2へ向かって(図6(B)の矢印D方向へ向かって)揺動するとともに、ローディング部材21がアーム41と同一方向(図6(B)の矢印E方向)へ回転する(図4も参照)。これにより、ワークセット状態S1のローディング部材21は、図3に示す揺動駆動軸51の軸線L1を中心として揺動しつつ、回転軸31の軸線L2を中心として回転する。すると、加工位置P1に配置されていたローディング部材21のワーク保持部33が加工位置P1から離脱され、このワーク保持部33に保持されていたワークWが、シュー91から離間する方向へ移動される。その後、図6(C)に示すように、ローディング部材21がワーク退避状態S2(図4も参照)に達し、送り出し動作から送り込み動作に移行する。
送り込み動作では、図3に示す回転駆動部25の回転用モータ65によるローディング部材21の矢印E方向の回転を継続しつつ、変位駆動部27の揺動用モータ75の駆動を逆転させる。これにより、図6(D)に示すように、アーム41がワークセット状態S1の位置へ向かって(図6(D)の矢印F方向へ向かって)揺動する。すると、加工後のワークWを保持しているワーク保持部33が入れ替え位置P2へ向かって移動されるとともに、加工前のワークWを保持しているワーク保持部33が加工位置P1へ向かって移動される。このとき、ワークWのシュー91との干渉を回避するために、アーム41がワークセット状態S1の位置に到達する前に、ローディング部材21を図6(D)から更にE方向に回転させておき、その後、アーム41をワークセット状態S1の位置に到達させるように不図示の制御装置にて制御する。その後、図6(E)に示すように、ローディング部材21がワークセット状態S1(図4も参照)に達すると、加工済みのワークWを保持しているワーク保持部33が入れ替え位置P2に配置されるとともに、加工前のワークWを保持しているワーク保持部33が加工位置P1に配置される。このとき、加工前のワークWは、シュー91に干渉することなく徐々に加工位置P1に配置される。
(アンローディング動作)
図7(A)に示すように、加工済みのワークWを保持したローディング部材21のワーク保持部33が入れ替え位置P2に配置されると、ワーク保持部33に保持されている加工後のワークWがピックアンドプレース機構400のチャック107に把持される。その後、図7(B)に示すように、ピックアップ支持体103がワーク受取位置P4へ向かって(図7(B)の矢印G方向へ向かって)揺動し、ワーク搬送部300のワーク受取位置P4に加工済みのワークWが載置される。
図7(A)に示すように、加工済みのワークWを保持したローディング部材21のワーク保持部33が入れ替え位置P2に配置されると、ワーク保持部33に保持されている加工後のワークWがピックアンドプレース機構400のチャック107に把持される。その後、図7(B)に示すように、ピックアップ支持体103がワーク受取位置P4へ向かって(図7(B)の矢印G方向へ向かって)揺動し、ワーク搬送部300のワーク受取位置P4に加工済みのワークWが載置される。
ここで、加工位置P1におけるワークWへの加工例及びワークWの退避方向について説明する。
図8は(A)~(C)はワークへの加工例及びワークの退避方向を説明する加工位置における平面図である。
図8は(A)~(C)はワークへの加工例及びワークの退避方向を説明する加工位置における平面図である。
(内径研磨)
図8(A)に示すように、ワークWの内周面を研磨する場合、回転駆動され軸断面が円形の砥石を有する加工ツールTが、加工位置P1に配置され、一対のシュー91で支持されたワークWの内側に入り込む。そして、加工ツールTがワークWの内周面に当接することで、ワークWの内周面の研磨加工が行われる。この加工例の場合、加工後に加工ツールTが軸方向(図8(A)の奥行き方向)に移動すると、ワーク入れ替え動作の送り出し動作によってワークWがそれぞれのシュー91から離間する方向(図8(A)の矢印H1方向)に移動する。
図8(A)に示すように、ワークWの内周面を研磨する場合、回転駆動され軸断面が円形の砥石を有する加工ツールTが、加工位置P1に配置され、一対のシュー91で支持されたワークWの内側に入り込む。そして、加工ツールTがワークWの内周面に当接することで、ワークWの内周面の研磨加工が行われる。この加工例の場合、加工後に加工ツールTが軸方向(図8(A)の奥行き方向)に移動すると、ワーク入れ替え動作の送り出し動作によってワークWがそれぞれのシュー91から離間する方向(図8(A)の矢印H1方向)に移動する。
(外径研磨)
図8(B)に示すように、ワークWの外周面を研磨する場合、回転駆動され軸断面が円形の砥石を有する加工ツールTが、加工位置P1に接近して、一対のシュー91で支持されたワークWの外側に配置される。そして、加工ツールTがワークWの外周面に当接することで、ワークWの外周面の研磨加工が行われる。この加工例の場合も、加工後に加工ツールTが退避すると、ワーク入れ替え動作の送り出し動作によってワークWがそれぞれのシュー91から離間する方向(図8(B)の矢印H2方向)へ移動される。
図8(B)に示すように、ワークWの外周面を研磨する場合、回転駆動され軸断面が円形の砥石を有する加工ツールTが、加工位置P1に接近して、一対のシュー91で支持されたワークWの外側に配置される。そして、加工ツールTがワークWの外周面に当接することで、ワークWの外周面の研磨加工が行われる。この加工例の場合も、加工後に加工ツールTが退避すると、ワーク入れ替え動作の送り出し動作によってワークWがそれぞれのシュー91から離間する方向(図8(B)の矢印H2方向)へ移動される。
(その他の加工)
図8(C)に示すように、その他の各種の加工の場合も、ワーク入れ替え動作の送り出し動作によってワークWがそれぞれのシュー91から離間する方向(図8(C)中矢印H3方向)へ移動される。
図8(C)に示すように、その他の各種の加工の場合も、ワーク入れ替え動作の送り出し動作によってワークWがそれぞれのシュー91から離間する方向(図8(C)中矢印H3方向)へ移動される。
このように、加工位置P1からのワークWの離脱方向H1,H2,H3は、ワークWの加工部位や加工工程によって異なるシュー91の位置等に応じて適宜変更される。
以上、説明したように、本構成によれば、ローディング部材支持機構23が、ローディング部材21をワークセット状態S1からワーク退避状態S2になり、再びワークセット状態S1に戻すまでの間に、変位駆動部27と回転駆動部25が、ローディング部材21をシュー91と干渉させない軌跡で、加工位置P1と入れ替え位置P2との間でのワークWの入れ替えを同時に行う。したがって、ローディング部材21の移動と回転とを別々に行う場合と比べ、ワークWの入れ替え動作を高速で行うことができ、生産性を向上できる。そして、ローディング部材21を移動させる機構が全て回転機構であるため、摺動部を、Oリング等によって簡単にシールできる。その結果、粉塵や異物が摺動面に入りこむことを確実に防止でき、使用環境に対する自由度が高められる。
また、変位駆動部27によるローディング部材支持機構23の移動及び回転駆動部25によるローディング部材21の回転のタイミング等を、ワークチェンジャ200の各部を駆動する駆動プログラムを変更するだけで調整できる。つまり、ワークWの入れ替え動作の際の動きを、ワークWの加工部位や加工工程によって異なるシュー91の位置等に応じて様々な経路に調整できる。したがって、ワークWの種類や加工内容等に応じてシュー91の位置等が変更されても、ワーク搬送装置の構造や各部の部品の配置を変更する必要が殆どなく、簡単且つ迅速に調整作業を完了させることができる。このように、ワーク搬送装置の汎用性を大きく向上させることができる。
例えば、従来のカセットローダー等のローディング装置では、インシュートやアウトシュートの交換又は調整、ワークの加工位置への搬入及び搬出を行うガイドプレートの交換、定配ストッパーの交換等の様々な部品の交換が必要であり、段取り替えに多くの手間を要していた。これに対して、本構成のワークチェンジャ200では、ワークWを保持するワーク保持部33を有するローディング部材21だけを交換するだけで、加工対象のワークWの変更に対して簡単且つ迅速に対応することができ、段取り替えの作業を円滑に行うことができる。
[第2構成例]
上記した第1構成例のワークチェンジャでは、回転駆動部25の回転用モータ65と、変位駆動部27の揺動用モータ75とを個別に設けたが、回転駆動部25及び変位駆動部27のモータとして、2軸一体型モータを用いてもよい。
上記した第1構成例のワークチェンジャでは、回転駆動部25の回転用モータ65と、変位駆動部27の揺動用モータ75とを個別に設けたが、回転駆動部25及び変位駆動部27のモータとして、2軸一体型モータを用いてもよい。
図9は2軸一体型モータを備える第2構成例を説明するモータの軸線方向に沿う概略断面図である。
図9に示すように、2軸一体型モータ600は、円筒状のベース110と、ベース110の内周側に構成された内軸ロータ111と、ベース110の外周側に構成された外軸ロータ113とを有する。この2軸一体型モータ600は、回転用モータ65が内軸ロータ111を有し、揺動用モータ75が外軸ロータ113を有している。
図9に示すように、2軸一体型モータ600は、円筒状のベース110と、ベース110の内周側に構成された内軸ロータ111と、ベース110の外周側に構成された外軸ロータ113とを有する。この2軸一体型モータ600は、回転用モータ65が内軸ロータ111を有し、揺動用モータ75が外軸ロータ113を有している。
内軸ロータ111は、ベース110の内側に設けられたロータヨーク121と、ロータヨーク121の外周面に沿って環状に配置された複数の磁石123と、ベース110の内周面に設けられたコア125とを有する。ロータヨーク121は、ベース110の上端部において、転がり軸受127によって回転可能に支持されており、このロータヨーク121の上端部に回転駆動軸61が連結される。コア125は、鉄心125aと、鉄心125aに巻回されたコイル125bとから構成されている。
外軸ロータ113は、ベース110の外側に設けられたロータヨーク131と、ロータヨーク131の内周面に沿って環状に配置された複数の磁石133と、ベース110の外周面に設けられたコア135とを有する。ロータヨーク131は、ベース110の上端部において、転がり軸受137によって回転可能に支持されており、このロータヨーク121の上端部に揺動駆動軸51が連結される。コア135は、鉄心135aと、鉄心135aに巻回されたコイル135bとから構成されている。
この内軸ロータ111のロータヨーク121を図3に示す回転駆動軸61と連結し、外軸ロータ113のロータヨーク131を図3に示す揺動駆動軸51と連結する。
そして、内軸ロータ111は、コア125のコイル125bへの電力供給により、ベース110に対してロータヨーク121を回転駆動する。また、外軸ロータ113は、コア135のコイル135bへの電力供給により、ベース110に対してロータヨーク131を回転駆動する。外軸ロータ113のロータヨーク131が回転することで、回転駆動軸61が回転され、その回転が回転軸31に伝達されて、ローディング部材21が回転される。
また、外軸ロータ113は、コア135のコイル135bへの電力供給により、ベース110に対してロータヨーク131を回転駆動する。外軸ロータ113のロータヨーク131が回転することで、揺動駆動軸51が回転されてアーム41が揺動され、ローディング部材21が移動される。
本構成のように、2軸一体型モータ600を回転駆動部25及び変位駆動部27の駆動用のモータとして用いれば、装置の小型化を図ることができる。
[第3構成例]
次に、ワークチェンジャ200の第3構成例について説明する。
なお、上記構成のワークチェンジャ200と同一の構成部分は同一の符号を付して説明を省略する。
次に、ワークチェンジャ200の第3構成例について説明する。
なお、上記構成のワークチェンジャ200と同一の構成部分は同一の符号を付して説明を省略する。
図10は第3構成例のワークチェンジャの平面図である。
図10に示すように、本構成のワークチェンジャ200Aは、ローディング部材支持機構23Aが、第1直動ステージ141と第2直動ステージ143とを備える。第1直動ステージ141は、スライダ141aと移動レール141bとを有し、第2直動ステージ143は、スライダ143aと移動レール143bとを有する。
図10に示すように、本構成のワークチェンジャ200Aは、ローディング部材支持機構23Aが、第1直動ステージ141と第2直動ステージ143とを備える。第1直動ステージ141は、スライダ141aと移動レール141bとを有し、第2直動ステージ143は、スライダ143aと移動レール143bとを有する。
第1直動ステージ141のスライダ141aは、ローディング部材21の回転軸31を支持する。第1直動ステージ141は、スライダ141aを移動レール141bに沿って移動させることで、ローディング部材21をX方向に移動させる。第2直動ステージ143のスライダ143aは、第1直動ステージ141の移動レール141baを一体に支持する。第2直動ステージ143は、スライダ143aを移動レール143bに沿って移動させることで、ローディング部材21をY方向に移動させる。
これにより、本構成のワークチェンジャ200Aでは、ローディング部材21を回転軸31の軸方向垂直面内(水平面内)でX方向とY方向に独立して移動させることができる。よって、ローディング部材21を、ワークセット状態S1とワーク退避状態S2との間で移動させるワーク入れ替え動作を、移動方向の制約を抑制して高効率で実現できる。
したがって、本構成のワークチェンジャ200Aによれば、第1直動ステージ141と第2直動ステージ143によってスライダ141aに搭載したローディング部材21の回転軸31を、水平面内で任意の方向へ自在に移動させることができ、ローディング部材21を円弧軌跡に限らず、任意の軌跡で移動させることが可能となる。よって、ローディング部材21を、シュー91等の周囲部材との干渉を回避して、ワークセット状態S1及びワーク退避状態S2に効率よく変位させることができる。
[第4構成例]
図11は第4構成例のワークチェンジャの平面図である。
図11に示すように、本構成のワークチェンジャ200Bは、平面視で略三角形のローディング部材21Aを備えており、その中心が回転軸31に支持されて回転される。このローディング部材21Aは、回転の径方向外縁部である3箇所の角部にワーク保持部33が設けられている。
図11は第4構成例のワークチェンジャの平面図である。
図11に示すように、本構成のワークチェンジャ200Bは、平面視で略三角形のローディング部材21Aを備えており、その中心が回転軸31に支持されて回転される。このローディング部材21Aは、回転の径方向外縁部である3箇所の角部にワーク保持部33が設けられている。
本構成のワークチェンジャ200Bでは、一つのワーク保持部33が加工位置P1に配置された状態で、他の二つのワーク保持部33がそれぞれ異なる入れ替え位置P2A,P2Bに配置される。したがって、加工位置P1でワークWに対して加工を行っている最中に、ピックアンドプレース機構400が、一方の入れ替え位置P2Aのワーク保持部33に対してローディング動作によって加工前のワークWを供給し、他方の入れ替え位置P2Bのワーク保持部33に対してアンローディング動作によって加工後のワークWを排出することができる。このようにローディング動作とアンローディング動作とが同時に実施可能となるため、例えば、ワークWの加工時間が、前述したローディング動作とアンローディング動作とを順次に実施するワーク入れ替えの合計時間より短い場合に、非加工時間に搬送待ち状態になることを抑制でき、タクトタイムを短縮できる。これにより、作業効率を向上させて生産性を高められる。
以上説明した各構成例のワークチェンジャは、例えば、図12に示すモータ700の回転軸163を支持する軸受100A,100B等の内輪11A,11Bや外輪13A,13B等のリング状のワークに対する移動、搬送を行うワーク搬送装置、及びこれを備えたワーク加工装置、並びに、リング軸受を製造するリング軸受製造装置等に適用できる。
ここで例示するモータ700は、ブラシレスモータであって、円筒形のセンタハウジング165と、このセンタハウジング165の一方の開口端部を閉塞する略円板状のフロントハウジング167とを有する。センタハウジング165の内側には、その軸心に沿って、フロントハウジング167及びセンタハウジング165の底部に配置された軸受100A,100Bを介して、回転自在な回転軸163が支持される。回転軸163の周囲にはモータ駆動用のロータ169が設けられ、センタハウジング165の内周面にはステータ171が固定される。
上記構成のモータ700は、一般に、機械や車両に搭載され、軸受100A,100Bにより支持された回転軸163を回転駆動する。
この他にも、回転部を有する機械、各種製造装置、例えば、ボールねじ装置等のねじ装置、及びアクチュエータ(直動案内軸受とボールねじの組合せ、XYテーブル等)等の直動装置の回転支持部、また、ステアリングコラム、自在継手、中間ギア、ラックアンドピニオン、電動パワーステアリング装置、及びウォーム減速機等の操舵装置の回転支持部、更に、自動車、オートバイ、鉄道等の車両の回転支持部等のリング状のワークを移動、搬送又は加工する際に適用可能である。このように、相対回転する箇所に適用されるリング状の構成部品(ワーク)であれば、上記した各装置で好適に用いることができ、各装置を用いて構成部品を製造することで、生産性及び製品品質を向上できる。
このように、本発明は上記の実施形態に限定されるものではなく、実施形態の各構成を相互に組み合わせることや、明細書の記載、並びに周知の技術に基づいて、当業者が変更、応用することも本発明の予定するところであり、保護を求める範囲に含まれる。
上記の加工装置は立形の構成で説明したが、横形にすることもできる。立形の加工装置は、横形の場合と比較してツール駆動用モータの上下方向への配置自由度が高くなり、装置全体の小型化が可能となるため好ましい。また、加工装置の加工位置にワークを水平移動させて入れ替えるので、ワークを上下に移動させて入れ替えを行う横形のワークチェンジャと比べて重力の影響を受け辛く、ワークの移動経路の設計自由度が高くなる。
以上の通り、本明細書には次の事項が開示されている。
(1) リング状のワークの入れ替え位置と、前記ワークを加工する加工位置との間で、前記ワークを入れ替えするワークチェンジャであって、
回転軸を中心に回転自在に支持され、少なくとも2箇所の径方向外縁部に、前記ワークを保持するワーク保持部が設けられたローディング部材と、
前記回転軸の軸方向垂直面内で前記ローディング部材を移動自在に支持するローディング部材支持機構と、
前記ローディング部材を前記回転軸回りに回転駆動する回転駆動部と、
前記ローディング部材を、前記ワーク保持部が前記入れ替え位置と前記加工位置にそれぞれ配置されるワークセット状態と、前記ワーク保持部が前記入れ替え位置及び前記加工位置から離間して配置されるワーク退避状態とに、前記ローディング部材支持機構を駆動して変位させる変位駆動部と、を備え、
前記加工位置には、前記ワークの外周を支持するシューが配置され、
前記ローディング部材支持機構が、前記ローディング部材を前記ワークセット状態から前記ワーク退避状態になり、再び前記ワークセット状態に戻るまでの間に、
前記変位駆動部と前記回転駆動部は、前記ローディング部材を前記シューと干渉させない軌跡で、前記加工位置に配置されていた前記ワーク保持部を前記入れ替え位置に配置させる動作と、前記入れ替え位置に配置されていた前記ワーク保持部を前記加工位置に配置させる動作とを行うワークチェンジャ。
このワークチェンジャによれば、ローディング部材支持機構が、ローディング部材をワークセット状態からワーク退避状態になり、再びワークセット状態に戻るまでの間に、変位駆動部と回転駆動部が、ローディング部材をシューと干渉させない軌跡で、加工位置と入れ替え位置との間でのワークの入れ替えを同時に行う。
したがって、ワークの入れ替え動作を高速で行うことができ、生産性が高められる。また、シューの位置等によって装置の構造や部品の配置を変更する必要がなく、汎用性を高めることができる。しかも、ワーク保持部を有するローディング部材だけを交換することや、駆動プログラムを変更するだけで、ワークや加工内容の変更に対して簡単にかつ迅速に対応することができ、段取り替えに要する手間を大幅に抑えることができる。
(1) リング状のワークの入れ替え位置と、前記ワークを加工する加工位置との間で、前記ワークを入れ替えするワークチェンジャであって、
回転軸を中心に回転自在に支持され、少なくとも2箇所の径方向外縁部に、前記ワークを保持するワーク保持部が設けられたローディング部材と、
前記回転軸の軸方向垂直面内で前記ローディング部材を移動自在に支持するローディング部材支持機構と、
前記ローディング部材を前記回転軸回りに回転駆動する回転駆動部と、
前記ローディング部材を、前記ワーク保持部が前記入れ替え位置と前記加工位置にそれぞれ配置されるワークセット状態と、前記ワーク保持部が前記入れ替え位置及び前記加工位置から離間して配置されるワーク退避状態とに、前記ローディング部材支持機構を駆動して変位させる変位駆動部と、を備え、
前記加工位置には、前記ワークの外周を支持するシューが配置され、
前記ローディング部材支持機構が、前記ローディング部材を前記ワークセット状態から前記ワーク退避状態になり、再び前記ワークセット状態に戻るまでの間に、
前記変位駆動部と前記回転駆動部は、前記ローディング部材を前記シューと干渉させない軌跡で、前記加工位置に配置されていた前記ワーク保持部を前記入れ替え位置に配置させる動作と、前記入れ替え位置に配置されていた前記ワーク保持部を前記加工位置に配置させる動作とを行うワークチェンジャ。
このワークチェンジャによれば、ローディング部材支持機構が、ローディング部材をワークセット状態からワーク退避状態になり、再びワークセット状態に戻るまでの間に、変位駆動部と回転駆動部が、ローディング部材をシューと干渉させない軌跡で、加工位置と入れ替え位置との間でのワークの入れ替えを同時に行う。
したがって、ワークの入れ替え動作を高速で行うことができ、生産性が高められる。また、シューの位置等によって装置の構造や部品の配置を変更する必要がなく、汎用性を高めることができる。しかも、ワーク保持部を有するローディング部材だけを交換することや、駆動プログラムを変更するだけで、ワークや加工内容の変更に対して簡単にかつ迅速に対応することができ、段取り替えに要する手間を大幅に抑えることができる。
(2) 前記ローディング部材には、長手方向の一端部と他端部に、前記回転軸から径方向に等距離の位置にそれぞれ前記ワーク保持部が設けられ、
一対の前記ワーク保持部は、前記回転軸回りの反転によって互いの位置が入れ替わる、(1)に記載のワークチェンジャ。
このワークチェンジャによれば、ワーク保持部の位置が反転するようにローディング部材を回転させることで、ワーク保持部を加工位置と入れ替え位置との間で簡単に入れ替えできる。
一対の前記ワーク保持部は、前記回転軸回りの反転によって互いの位置が入れ替わる、(1)に記載のワークチェンジャ。
このワークチェンジャによれば、ワーク保持部の位置が反転するようにローディング部材を回転させることで、ワーク保持部を加工位置と入れ替え位置との間で簡単に入れ替えできる。
(3) 前記ローディング部材支持機構は、前記回転軸を円弧移動させる、(1)又は(2)に記載のワークチェンジャ。
このワークチェンジャによれば、ローディング部材支持機構がローディング部材を支持する回転軸を円弧移動させることで、ローディング部材をワークセット状態及びワーク退避状態に簡単にかつ正確に変位させることができる。
このワークチェンジャによれば、ローディング部材支持機構がローディング部材を支持する回転軸を円弧移動させることで、ローディング部材をワークセット状態及びワーク退避状態に簡単にかつ正確に変位させることができる。
(4) 前記ローディング部材支持機構は、
前記ローディング部材の前記回転軸を先端部で支持するアームと、
前記アームの基端部を揺動自在に支持する旋回部と、
を備える(3)に記載のワークチェンジャ。
このワークチェンジャによれば、旋回部に支持されたアームが揺動されることで、アームの先端部に支持されたローディング部材をワークセット状態及びワーク退避状態に簡単にかつ正確に変位させることができる。
前記ローディング部材の前記回転軸を先端部で支持するアームと、
前記アームの基端部を揺動自在に支持する旋回部と、
を備える(3)に記載のワークチェンジャ。
このワークチェンジャによれば、旋回部に支持されたアームが揺動されることで、アームの先端部に支持されたローディング部材をワークセット状態及びワーク退避状態に簡単にかつ正確に変位させることができる。
(5) 前記ワークを1回入れ替えする際に前記回転軸を円弧移動させる回転量は、前記ローディング部材の前記回転軸回りの回転量より少ない、(3)又は(4)に記載のワークチェンジャ。
このワークチェンジャによれば、ワークの入れ替え動作の際に、回転軸を円弧移動させる回転量をローディング部材の回転軸回りの回転量より少なくすることで、回転軸の円弧駆動が必要最小限の回転量となり、ワークの入れ替え速度を速めることができる。また、モータ等の駆動源をそれぞれ最適なものに選定できる。
このワークチェンジャによれば、ワークの入れ替え動作の際に、回転軸を円弧移動させる回転量をローディング部材の回転軸回りの回転量より少なくすることで、回転軸の円弧駆動が必要最小限の回転量となり、ワークの入れ替え速度を速めることができる。また、モータ等の駆動源をそれぞれ最適なものに選定できる。
(6) 前記旋回部には、前記アームを揺動する揺動駆動軸と、前記ローディング部材の前記回転軸を駆動する回転駆動軸とが同軸に配置され、
前記アームには、前記回転駆動軸から前記ローディング部材の前記回転軸に回転を伝達する回転伝達部材が配置されている、(4)に記載のワークチェンジャ。
このワークチェンジャによれば、アームを揺動する揺動駆動軸と、ローディング部材の回転軸を駆動する回転駆動軸とを同軸に配置することで、装置の小型化を図ることができる。また、回転駆動軸からローディング部材の回転軸に回転を伝達する回転伝達部材をアームに設けることで、ローディング部材支持機構の構造の簡略化及び小型化を図れる。しかも、アームの先端に回転軸を回転させるためのモータ等を設ける場合と比べて、アームの軽量化による移動の高速化が図れる。また、駆動源への給電線やエンコーダケーブル等の電線をアームに設ける必要がなくなり、構造を簡略化して低コスト化でき、電線の疲労や摩耗等による断線の不具合をなくして信頼性を高めることができる。
前記アームには、前記回転駆動軸から前記ローディング部材の前記回転軸に回転を伝達する回転伝達部材が配置されている、(4)に記載のワークチェンジャ。
このワークチェンジャによれば、アームを揺動する揺動駆動軸と、ローディング部材の回転軸を駆動する回転駆動軸とを同軸に配置することで、装置の小型化を図ることができる。また、回転駆動軸からローディング部材の回転軸に回転を伝達する回転伝達部材をアームに設けることで、ローディング部材支持機構の構造の簡略化及び小型化を図れる。しかも、アームの先端に回転軸を回転させるためのモータ等を設ける場合と比べて、アームの軽量化による移動の高速化が図れる。また、駆動源への給電線やエンコーダケーブル等の電線をアームに設ける必要がなくなり、構造を簡略化して低コスト化でき、電線の疲労や摩耗等による断線の不具合をなくして信頼性を高めることができる。
(7) 前記揺動駆動軸を駆動する揺動用モータと、前記回転駆動軸を駆動する回転用モータとが、それぞれ個別に駆動可能に設けられている、(6)に記載のワークチェンジャ。
このワークチェンジャによれば、揺動用モータ及び回転用モータをそれぞれ個別に制御することで、アームの揺動及びローディング部材の回転を個別に制御できる。したがって、ワークの入れ替え動作の動きをきめ細かく調整でき、シューの位置等の干渉防止に円滑に対応することができる。
このワークチェンジャによれば、揺動用モータ及び回転用モータをそれぞれ個別に制御することで、アームの揺動及びローディング部材の回転を個別に制御できる。したがって、ワークの入れ替え動作の動きをきめ細かく調整でき、シューの位置等の干渉防止に円滑に対応することができる。
(8) 前記揺動用モータと前記回転用モータは、それぞれ回転可能に設けられ、回転方向が同一に配置された内軸ロータと外軸ロータとを有する2軸一体型モータで構成され、
前記揺動用モータと前記回転用モータの一方は前記内軸ロータを駆動し、他方は前記外軸ロータを駆動する、(7)に記載のワークチェンジャ。
このワークチェンジャによれば、揺動駆動軸を駆動する揺動用モータ及び回転駆動軸を駆動する回転用モータとして、2軸一体型のモータを用いることにより、装置の小型化が図れ、しかも、動力伝達部材等の構造の簡略化により、低コスト化が図れる。
前記揺動用モータと前記回転用モータの一方は前記内軸ロータを駆動し、他方は前記外軸ロータを駆動する、(7)に記載のワークチェンジャ。
このワークチェンジャによれば、揺動駆動軸を駆動する揺動用モータ及び回転駆動軸を駆動する回転用モータとして、2軸一体型のモータを用いることにより、装置の小型化が図れ、しかも、動力伝達部材等の構造の簡略化により、低コスト化が図れる。
(9) 前記ローディング部材支持機構は、
前記ローディング部材の前記回転軸を支持するスライダと、
前記スライダを前記回転軸の軸方向垂直面内で直動自在に支持する直動ステージと、
を備える、(1)~(3)のいずれか1つに記載のワークチェンジャ。
このワークチェンジャによれば、直動ステージによってスライダを回転軸の軸方向垂直面内で移動させることで、ローディング部材をワークセット状態及びワーク退避状態に簡単にかつ正確に変位させることができる。
前記ローディング部材の前記回転軸を支持するスライダと、
前記スライダを前記回転軸の軸方向垂直面内で直動自在に支持する直動ステージと、
を備える、(1)~(3)のいずれか1つに記載のワークチェンジャ。
このワークチェンジャによれば、直動ステージによってスライダを回転軸の軸方向垂直面内で移動させることで、ローディング部材をワークセット状態及びワーク退避状態に簡単にかつ正確に変位させることができる。
(10) 前記ローディング部材支持機構は、前記回転軸が鉛直方向になるように支持された前記ローディング部材を水平面内で移動させる、(1)~(9)のいずれか1つに記載のワークチェンジャ。
このワークチェンジャによれば、立形の加工装置に用いることで、横形の場合と比較してツール駆動用モータの上下方向への配置自由度が高くなり、装置全体の小型化が可能となる。また、加工装置の加工位置にワークを水平移動させて入れ替えるので、ワークを上下に移動させて入れ替えを行う横形のワークチェンジャと比べて重力の影響を受け辛く、ワークの移動経路の設計自由度が高くなる。
このワークチェンジャによれば、立形の加工装置に用いることで、横形の場合と比較してツール駆動用モータの上下方向への配置自由度が高くなり、装置全体の小型化が可能となる。また、加工装置の加工位置にワークを水平移動させて入れ替えるので、ワークを上下に移動させて入れ替えを行う横形のワークチェンジャと比べて重力の影響を受け辛く、ワークの移動経路の設計自由度が高くなる。
(11) 前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に、加工前のワークを供給し、加工後のワークを排出するピックアンドプレース機構を更に備える、(1)~(10)のいずれか1つに記載のワークチェンジャ。
このワークチェンジャによれば、ピックアンドプレース機構を備えることで、入れ替え位置における加工前のワークの供給及び加工後のワークの排出を迅速に行うことができる。また、このワークの入れ替え動作をワークの加工中に行うことで、タクトタイムに影響を及ぼすことはない。
このワークチェンジャによれば、ピックアンドプレース機構を備えることで、入れ替え位置における加工前のワークの供給及び加工後のワークの排出を迅速に行うことができる。また、このワークの入れ替え動作をワークの加工中に行うことで、タクトタイムに影響を及ぼすことはない。
(12) (11)のワークチェンジャと、
加工前のワークが連続供給されるワーク供給位置と、加工後の前記ワークが載置されるワーク受取位置とを有し、前記ワークを搬送するワーク搬送部と、を備えるワーク搬送装置であって、
前記ピックアンドプレース機構は、
加工前の前記ワークを、前記ワーク供給位置から前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に移載するローディング動作と、
前記ローディング部材の前記入れ替え位置の前記ワーク保持部に保持された加工済みのワークを、前記ワーク受取位置に移載するアンローディング動作と、を交互に行う機能を有するワーク搬送装置。
このワーク搬送装置によれば、ピックアンドプレース機構がローディング動作とアンローディング動作を交互に行うことで、ワーク供給位置から入れ替え位置への加工前ワークの移載及び入れ替え位置からワーク受取位置への加工済みワークの移載が自動的に行われる。これにより、ワーク搬送部とワークチェンジャとの間でのワークの受け渡しを円滑に実施できる。また、ワーク搬送部におけるワーク供給位置やワーク受取位置でのワークの位置決め部品等を変更するだけで、ワークの変更に対して簡単に段取り替えができる。
加工前のワークが連続供給されるワーク供給位置と、加工後の前記ワークが載置されるワーク受取位置とを有し、前記ワークを搬送するワーク搬送部と、を備えるワーク搬送装置であって、
前記ピックアンドプレース機構は、
加工前の前記ワークを、前記ワーク供給位置から前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に移載するローディング動作と、
前記ローディング部材の前記入れ替え位置の前記ワーク保持部に保持された加工済みのワークを、前記ワーク受取位置に移載するアンローディング動作と、を交互に行う機能を有するワーク搬送装置。
このワーク搬送装置によれば、ピックアンドプレース機構がローディング動作とアンローディング動作を交互に行うことで、ワーク供給位置から入れ替え位置への加工前ワークの移載及び入れ替え位置からワーク受取位置への加工済みワークの移載が自動的に行われる。これにより、ワーク搬送部とワークチェンジャとの間でのワークの受け渡しを円滑に実施できる。また、ワーク搬送部におけるワーク供給位置やワーク受取位置でのワークの位置決め部品等を変更するだけで、ワークの変更に対して簡単に段取り替えができる。
(13) (1)~(11)のいずれか1つに記載のワークチェンジャを備え、前記ワークを加工する加工装置。
この加工装置によれば、加工位置に対するリング状のワークの入れ替えを高速で行うことができるので、ワークに対する加工効率を高め、生産性を向上させることができる。
この加工装置によれば、加工位置に対するリング状のワークの入れ替えを高速で行うことができるので、ワークに対する加工効率を高め、生産性を向上させることができる。
(14) (13)に記載の加工装置を用いてリング軸受を製造するリング軸受の製造方法。
(15) (13)に記載の加工装置を用いて機械を製造する機械の製造方法。
(16) (13)に記載の加工装置を用いて車両を製造する車両の製造方法。
このリング軸受、機械、車両の製造方法によれば、各軸受部品の加工位置への入れ替え動作を簡単にかつ迅速に行うことができるため、生産性を向上させることができる。
(15) (13)に記載の加工装置を用いて機械を製造する機械の製造方法。
(16) (13)に記載の加工装置を用いて車両を製造する車両の製造方法。
このリング軸受、機械、車両の製造方法によれば、各軸受部品の加工位置への入れ替え動作を簡単にかつ迅速に行うことができるため、生産性を向上させることができる。
なお、本出願は、2019年3月12日出願の日本特許出願(特願2019-44821)に基づくものであり、その内容は本出願の中に参照として援用される。
21 ローディング部材
23 ローディング部材支持機構
25 回転駆動部
27 変位駆動部
31 回転軸
33 ワーク保持部
41 アーム
43 旋回部
51 揺動駆動軸
61 回転駆動軸
63 回転伝達部材
65 回転用モータ
75 揺動用モータ
91 シュー
111 内軸ロータ
113 外軸ロータ
141 第1直動ステージ
141a スライダ
141b 移動レール
143 第2直動ステージ
143a スライダ
143b 移動レール
200,200A,200B ワークチェンジャ
300 ワーク搬送部
400 ピックアンドプレース機構
500 ワーク搬送装置
600 2軸一体型モータ
P1 加工位置
P2 入れ替え位置
P3 ワーク供給位置
P4 ワーク受取位置
S1 ワークセット状態
S2 ワーク退避状態
W ワーク
α,β 回転量
23 ローディング部材支持機構
25 回転駆動部
27 変位駆動部
31 回転軸
33 ワーク保持部
41 アーム
43 旋回部
51 揺動駆動軸
61 回転駆動軸
63 回転伝達部材
65 回転用モータ
75 揺動用モータ
91 シュー
111 内軸ロータ
113 外軸ロータ
141 第1直動ステージ
141a スライダ
141b 移動レール
143 第2直動ステージ
143a スライダ
143b 移動レール
200,200A,200B ワークチェンジャ
300 ワーク搬送部
400 ピックアンドプレース機構
500 ワーク搬送装置
600 2軸一体型モータ
P1 加工位置
P2 入れ替え位置
P3 ワーク供給位置
P4 ワーク受取位置
S1 ワークセット状態
S2 ワーク退避状態
W ワーク
α,β 回転量
Claims (16)
- リング状のワークの入れ替え位置と、前記ワークを加工する加工位置との間で、前記ワークを入れ替えするワークチェンジャであって、
回転軸を中心に回転自在に支持され、少なくとも2箇所の径方向外縁部に、前記ワークを保持するワーク保持部が設けられたローディング部材と、
前記回転軸の軸方向垂直面内で前記ローディング部材を移動自在に支持するローディング部材支持機構と、
前記ローディング部材を前記回転軸回りに回転駆動する回転駆動部と、
前記ローディング部材を、前記ワーク保持部が前記入れ替え位置と前記加工位置にそれぞれ配置されるワークセット状態と、前記ワーク保持部が前記入れ替え位置及び前記加工位置から離間して配置されるワーク退避状態とに、前記ローディング部材支持機構を駆動して変位させる変位駆動部と、を備え、
前記加工位置には、前記ワークの外周を支持するシューが配置され、
前記ローディング部材支持機構が、前記ローディング部材を前記ワークセット状態から前記ワーク退避状態になり、再び前記ワークセット状態に戻るまでの間に、
前記変位駆動部と前記回転駆動部は、前記ローディング部材を前記シューと干渉させない軌跡で、前記加工位置に配置されていた前記ワーク保持部を前記入れ替え位置に配置させる動作と、前記入れ替え位置に配置されていた前記ワーク保持部を前記加工位置に配置させる動作とを行うワークチェンジャ。 - 前記ローディング部材には、長手方向の一端部と他端部に、前記回転軸から径方向に等距離の位置にそれぞれ前記ワーク保持部が設けられ、
一対の前記ワーク保持部は、前記回転軸回りの反転によって互いの位置が入れ替わる、請求項1に記載のワークチェンジャ。 - 前記ローディング部材支持機構は、前記回転軸を円弧移動させる、
請求項1又は2に記載のワークチェンジャ。 - 前記ローディング部材支持機構は、
前記ローディング部材の前記回転軸を先端部で支持するアームと、
前記アームの基端部を揺動自在に支持する旋回部と、
を備える請求項3に記載のワークチェンジャ。 - 前記ワークを1回入れ替えする際に前記回転軸を円弧移動させる回転量は、前記ローディング部材の前記回転軸回りの回転量より少ない、請求項3又は4に記載のワークチェンジャ。
- 前記旋回部には、前記アームを揺動する揺動駆動軸と、前記ローディング部材の前記回転軸を駆動する回転駆動軸とが同軸に配置され、
前記アームには、前記回転駆動軸から前記ローディング部材の前記回転軸に回転を伝達する回転伝達部材が配置されている、請求項4に記載のワークチェンジャ。 - 前記揺動駆動軸を駆動する揺動用モータと、前記回転駆動軸を駆動する回転用モータとが、それぞれ個別に駆動可能に設けられている、請求項6に記載のワークチェンジャ。
- 前記揺動用モータと前記回転用モータは、それぞれ回転可能に設けられ、回転方向が同一に配置された内軸ロータと外軸ロータとを有する2軸一体型モータで構成され、
前記揺動用モータと前記回転用モータの一方は前記内軸ロータを駆動し、他方は前記外軸ロータを駆動する、請求項7に記載のワークチェンジャ。 - 前記ローディング部材支持機構は、
前記ローディング部材の前記回転軸を支持するスライダと、
前記スライダを前記回転軸の軸方向垂直面内で直動自在に支持する直動ステージと、
を備える請求項1~3のいずれか1項に記載のワークチェンジャ。 - 前記ローディング部材支持機構は、前記回転軸が鉛直方向になるように支持された前記ローディング部材を水平面内で移動させる、請求項1~9のいずれか1項に記載のワークチェンジャ。
- 前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に、加工前のワークを供給し、加工後のワークを排出するピックアンドプレース機構を更に備える、請求項1~10のいずれか1項に記載のワークチェンジャ。
- 請求項11のワークチェンジャと、
加工前のワークが連続供給されるワーク供給位置と、加工後の前記ワークが載置されるワーク受取位置とを有し、前記ワークを搬送するワーク搬送部と、を備えるワーク搬送装置であって、
前記ピックアンドプレース機構は、
加工前の前記ワークを、前記ワーク供給位置から前記ローディング部材の前記入れ替え位置に配置された前記ワーク保持部に移載するローディング動作と、
前記ローディング部材の前記入れ替え位置の前記ワーク保持部に保持された加工済みのワークを、前記ワーク受取位置に移載するアンローディング動作と、を交互に行う機能を有するワーク搬送装置。 - 請求項1~請求項11のいずれか1項に記載のワークチェンジャを備え、前記ワークを加工する加工装置。
- 請求項13に記載の加工装置を用いてリング軸受を製造するリング軸受の製造方法。
- 請求項13に記載の加工装置を用いて機械を製造する機械の製造方法。
- 請求項13に記載の加工装置を用いて車両を製造する車両の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/427,987 US11426783B2 (en) | 2019-03-12 | 2019-10-11 | Workpiece changer, workpiece conveyor device, processing device, method for manufacturing ring bearing, method for manufacturing machine, and method for manufacturing vehicle |
| CN201980093444.5A CN113508008B (zh) | 2019-03-12 | 2019-10-11 | 换工件装置、工件搬运装置、加工装置以及环轴承的制造方法、机械的制造方法、车辆的制造方法 |
| EP19919438.2A EP3895842B1 (en) | 2019-03-12 | 2019-10-11 | Workpiece changer, workpiece conveyance device, processing device, method for manufacturing ring bearing, method for manufacturing machine, and method for manufacturing vehicle |
| JP2019571365A JP6677366B1 (ja) | 2019-03-12 | 2019-10-11 | ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019044821 | 2019-03-12 | ||
| JP2019-044821 | 2019-03-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020183768A1 true WO2020183768A1 (ja) | 2020-09-17 |
Family
ID=72427401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/040254 WO2020183768A1 (ja) | 2019-03-12 | 2019-10-11 | ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3895842B1 (ja) |
| JP (1) | JP7384079B2 (ja) |
| CN (1) | CN113508008B (ja) |
| WO (1) | WO2020183768A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4617268Y1 (ja) * | 1968-02-10 | 1971-06-16 | ||
| JPS5321123B1 (ja) | 1970-10-16 | 1978-06-30 | ||
| JPS62124402U (ja) * | 1986-01-30 | 1987-08-07 | ||
| JPS6312473B2 (ja) | 1980-02-04 | 1988-03-18 | Basf Ag | |
| JPH03196936A (ja) | 1989-12-25 | 1991-08-28 | Nippon Seiko Kk | アンローディング装置 |
| JPH0482603A (ja) * | 1990-07-24 | 1992-03-16 | Mitsubishi Heavy Ind Ltd | 旋盤用オートローダ |
| JPH11320352A (ja) * | 1998-05-14 | 1999-11-24 | Toyo Advanced Technologies Co Ltd | 研削盤におけるワーク支持装置 |
| JP2002346873A (ja) * | 2001-05-21 | 2002-12-04 | Ntn Corp | ローディング装置 |
| JP2019044821A (ja) | 2017-08-31 | 2019-03-22 | 株式会社フジキン | ベースブロック、流体制御機器、および流体制御装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1244918A (fr) * | 1959-06-29 | 1960-11-04 | Chausson Usines Sa | Machine pour le transfert de pièces d'ouvrage entre deux postes de travail |
| JPS557315Y2 (ja) * | 1974-12-10 | 1980-02-19 | ||
| DD126964B1 (de) * | 1975-09-18 | 1980-04-30 | Armin Greuel | Einrichtung zum transport ringfoermiger werkstuecke |
| JPS63124402U (ja) * | 1987-02-05 | 1988-08-12 | ||
| DE4005911C1 (ja) * | 1990-02-24 | 1991-04-25 | Gmn Georg Mueller Nuernberg Ag, 8500 Nuernberg, De | |
| DE10055965C1 (de) * | 2000-11-11 | 2002-02-21 | Thielenhaus Ernst Gmbh & Co Kg | Werkstücktransportvorrichtung an einer Doppelseiten-Schleifmaschine |
| JP4617268B2 (ja) | 2006-03-14 | 2011-01-19 | キヤノン株式会社 | 記憶装置および記憶装置の処理方法 |
| KR100836889B1 (ko) * | 2006-12-18 | 2008-06-11 | 주식회사 다성 | 가이드 베어링 연속 제조장치 |
| JP5125129B2 (ja) * | 2007-02-01 | 2013-01-23 | 日本精工株式会社 | ワーク給排装置 |
| JP4357551B2 (ja) * | 2007-08-21 | 2009-11-04 | 株式会社春近精密 | ワーク搬送装置のワーク搬送方法 |
| CN201195178Y (zh) * | 2008-04-25 | 2009-02-18 | 苏州轴承厂有限公司 | 滚针轴承保持架内冲窗机 |
| EP2365894B1 (en) * | 2008-12-16 | 2013-06-26 | Oerlikon Trading AG, Trübbach | Workpiece carrier |
| JP5321123B2 (ja) * | 2009-02-23 | 2013-10-23 | 日本精工株式会社 | ワークチェンジャ、加工ユニット、及び加工装置 |
| JP5557587B2 (ja) * | 2010-04-28 | 2014-07-23 | 富士機械製造株式会社 | 中空ワークの内面加工装置 |
| JP5937184B2 (ja) | 2014-06-19 | 2016-06-22 | シャープ株式会社 | 睡眠制御システム |
| CN204075414U (zh) * | 2014-08-27 | 2015-01-07 | 张家港乙腾机械有限公司 | 一种小模数数控卧式滚齿机自动上下料机构 |
| CN107598013A (zh) * | 2017-08-30 | 2018-01-19 | 常山亚瑞轴承有限公司 | 一种多工位自动冲压装置 |
-
2019
- 2019-10-11 EP EP19919438.2A patent/EP3895842B1/en active Active
- 2019-10-11 CN CN201980093444.5A patent/CN113508008B/zh active Active
- 2019-10-11 WO PCT/JP2019/040254 patent/WO2020183768A1/ja unknown
-
2020
- 2020-03-11 JP JP2020042378A patent/JP7384079B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4617268Y1 (ja) * | 1968-02-10 | 1971-06-16 | ||
| JPS5321123B1 (ja) | 1970-10-16 | 1978-06-30 | ||
| JPS6312473B2 (ja) | 1980-02-04 | 1988-03-18 | Basf Ag | |
| JPS62124402U (ja) * | 1986-01-30 | 1987-08-07 | ||
| JPH03196936A (ja) | 1989-12-25 | 1991-08-28 | Nippon Seiko Kk | アンローディング装置 |
| JPH0482603A (ja) * | 1990-07-24 | 1992-03-16 | Mitsubishi Heavy Ind Ltd | 旋盤用オートローダ |
| JPH11320352A (ja) * | 1998-05-14 | 1999-11-24 | Toyo Advanced Technologies Co Ltd | 研削盤におけるワーク支持装置 |
| JP2002346873A (ja) * | 2001-05-21 | 2002-12-04 | Ntn Corp | ローディング装置 |
| JP3926583B2 (ja) | 2001-05-21 | 2007-06-06 | Ntn株式会社 | ローディング装置 |
| JP2019044821A (ja) | 2017-08-31 | 2019-03-22 | 株式会社フジキン | ベースブロック、流体制御機器、および流体制御装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3895842A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3895842B1 (en) | 2024-10-23 |
| CN113508008B (zh) | 2024-10-01 |
| EP3895842A4 (en) | 2022-06-08 |
| JP2020151845A (ja) | 2020-09-24 |
| JP7384079B2 (ja) | 2023-11-21 |
| EP3895842A1 (en) | 2021-10-20 |
| CN113508008A (zh) | 2021-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013125551A1 (ja) | 回転加工機及び回転加工方法 | |
| JP4473548B2 (ja) | 工具タレットおよび工作機械 | |
| US11331736B2 (en) | Moving system and gear-cutting machine | |
| WO2013125550A1 (ja) | 回転加工機 | |
| JP6652839B2 (ja) | 歯車またはプロファイル研削盤およびその研削盤の動作方法 | |
| JP5673622B2 (ja) | 回転加工機 | |
| KR20090106761A (ko) | 연질재용 자동 태핑머신 | |
| JP2014065133A (ja) | 平行2軸複合工作機械 | |
| WO2020183768A1 (ja) | ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法 | |
| TWM452030U (zh) | 工具機 | |
| JP6677366B1 (ja) | ワークチェンジャ、ワーク搬送装置、加工装置、及び、リング軸受の製造方法、機械の製造方法、車両の製造方法 | |
| JP2011212768A (ja) | 棒状ワークの加工方法及びその装置 | |
| JP6735354B2 (ja) | 工作機械および加工機械ライン | |
| CN101855044A (zh) | 车床 | |
| JP2020069608A (ja) | ワーク搬送装置 | |
| WO2023223710A1 (ja) | 反転装置及び工作機械 | |
| WO2024209775A1 (ja) | チャック、ローダ装置、及び工作機械 | |
| JP4978228B2 (ja) | ワーク給排装置 | |
| KR100677954B1 (ko) | 가공 소재의 180도 회전이 가능한 겐츄리 로더의 회전장치. | |
| JP2000117580A (ja) | 搬送装置 | |
| JPH0740102A (ja) | 対向二軸旋盤のローダ装置 | |
| WO2019123657A1 (ja) | 工作機械 | |
| JPH05277877A (ja) | ローディング装置 | |
| JPS62120902A (ja) | 特殊旋盤 | |
| JP2012206182A (ja) | ワーク搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019571365 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19919438 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019919438 Country of ref document: EP Effective date: 20210714 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |