WO2020130328A1 - 방향성의 전기강판 및 그 제조 방법 - Google Patents
방향성의 전기강판 및 그 제조 방법 Download PDFInfo
- Publication number
- WO2020130328A1 WO2020130328A1 PCT/KR2019/014623 KR2019014623W WO2020130328A1 WO 2020130328 A1 WO2020130328 A1 WO 2020130328A1 KR 2019014623 W KR2019014623 W KR 2019014623W WO 2020130328 A1 WO2020130328 A1 WO 2020130328A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rolling
- steel sheet
- grain
- oriented electrical
- electrical steel
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1255—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest with diffusion of elements, e.g. decarburising, nitriding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1261—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1266—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest between cold rolling steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
Definitions
- the present invention relates to a grain-oriented electrical steel sheet and a method for manufacturing the same. More specifically, the present invention relates to a grain-oriented electrical steel sheet and a method of manufacturing the same, by controlling the composition of the steel sheet and simultaneously controlling the rolling conditions during hot rolling to form a crystal orientation having an excellent degree of integration, thereby further improving the magnetic flux density.
- the grain-oriented electrical steel sheet is used as an iron core material for electromagnetic products such as transformers and generators, so to reduce the power loss of electronic equipment, to improve energy conversion efficiency, the magnetic flux density of the iron core material is high and the iron loss is excellent. An extremely good electrical steel sheet is required.
- the grain-oriented electrical steel sheet refers to a functional steel sheet having a collective structure (also referred to as "Goss Texture") in which the grains recrystallized secondary through hot rolling, cold rolling, and annealing are oriented in the direction of ⁇ 110 ⁇ 001> in the rolling direction.
- the orientation of all crystal grains on the steel sheet surface is ⁇ 110 ⁇ plane, and the crystal orientation in the rolling direction forms a goss texture parallel to the ⁇ 001> axis. It is a magnetic material.
- the magnetic properties of an electric steel sheet can be expressed by magnetic flux density and iron loss, and high magnetic flux density can be obtained by accurately arranging the orientation of grains in the ⁇ 110 ⁇ 001> orientation.
- the electric steel sheet having a high magnetic flux density can not only reduce the size of the iron core material of the electric machine, but also reduce the hysteresis loss, which makes it possible to downsize and high efficiency the electric machine.
- Iron loss is a power loss consumed as thermal energy when an alternating magnetic field is applied to a steel sheet, and varies greatly depending on the magnetic flux density and thickness of the steel sheet, the amount of impurities in the steel sheet, the specific resistance, and the size of secondary recrystallized grains. The higher the specific resistance, and the lower the plate thickness and the amount of impurities in the steel sheet, the lower the iron loss, which increases the efficiency of the electrical equipment.
- the steel sheet In order to manufacture a grain-oriented electrical steel sheet having excellent magnetic properties, the steel sheet must be strongly formed in the ⁇ 110 ⁇ 001> oriented direction in the rolling direction, and in order to form such a structure, the components of the steel sheet, heating conditions of the slab, and hot It is important to strictly control the entire manufacturing process for each process unit, such as rolling, hot-rolled sheet annealing, primary recrystallization annealing, and final annealing for secondary recrystallization.
- inhibitors are fine precipitates or segregated elements, and thermally stably exist up to the temperature just before secondary recrystallization occurs, and then grow or decompose when the temperature increases, and secondary recrystallized particles preferentially rapidly grow in a relatively short time. .
- inhibitors include MnS, AlN, and MnSe(Sb).
- this magnetic flux density level is still in need of improvement compared to the theoretical saturation magnetic flux density of 2.03 Tesla of a grain-oriented electrical steel sheet containing 3% Si, and it is necessary to improve the magnetic flux density in order to cope with the recent demands for high efficiency and miniaturization of transformers. Do.
- a manufacturing method in which a product having a magnetic flux density (B8) of 1.95 Tesla or higher is added by adding Bi content to molten steel of a grain-oriented electrical steel sheet using AlN and MnS precipitates.
- This heat treatment can be considered to be a high-cost, low-efficiency manufacturing method in which the energy cost is increased due to the high temperature heating of the slab and the slab is melted at high temperature and edge cracking occurs during hot rolling.
- a grain-oriented electrical steel sheet and a method for manufacturing the same are provided. Specifically, it is an object of the present invention to provide a grain-oriented electrical steel sheet having a higher degree of magnetic properties by controlling a composition of a steel sheet and simultaneously controlling rolling conditions during hot rolling and cold rolling, thereby further improving magnetic properties.
- C 0.01% or less (excluding 0%) by weight, Si: 2.0% to 4.0%, Mn: 0.01% to 0.20%, acid soluble Al: 0.040% Or less (excluding 0%), N: 0.008% (excluding 0%), S: 0.008% (excluding 0%), Se: 0.0001 to 0.008%, Cu: 0.002 to 0.1%, Ni: 0.005 ⁇ 0.1%, Cr: 0.005 ⁇ 0.1%, P: 0.005% ⁇ 0.1% and Sn: 0.005% ⁇ 0.20%, Sb: 0.0005% ⁇ 0.10%, Ge: 0.0005% ⁇ 0.10%, As: 0.0005% ⁇ 0.10%, Pb: 0.0001% ⁇ 0.10%, Bi: 0.0001% ⁇ 0.10% and Mo: 0.001 ⁇ 0.1%, and contains at least one of Fe, other unavoidable impurities, and after the final secondary recrystallization
- a grain-oriented electrical steel sheet having a magnetic flux density (B8) of 1.92 Tesla or more is provided.
- the orientation difference with the correct ⁇ 110 ⁇ 001> goth orientation for the secondary recrystallized grains after the final secondary recrystallization of the grain-oriented electrical steel sheet according to an embodiment of the present invention is 4° or less.
- Method of manufacturing an electric steel sheet according to another embodiment of the present invention C: 0.01% to 0.1% by weight, Si: 2.0% to 4.0%, Mn: 0.01% to 0.20%, acid soluble Al: 0.010% to 0.040%, N: 0.001% to 0.008%, S: 0.004% to 0.008%, Se: 0.0001 to 0.008%, Cu: 0.002 to 0.1%, Ni: 0.005 to 0.1%, Cr: 0.005 to 0.1%, P: 0.005 % ⁇ 0.1% and Sn: 0.005% ⁇ 0.20%, Sb: 0.0005% ⁇ 0.10%, Ge: 0.0005% ⁇ 0.10%, As: 0.0005% ⁇ 0.10%, Pb: 0.0001% ⁇ 0.10%, Bi: Preparing a slab containing at least one of 0.0001% to 0.10% and Mo:0.001 to 0.1%, and remaining Fe and other inevitable impurities; Heating the slab at 1280°C or lower; Hot rolling and annealing the hot rolled slab to produce the hot rolled sheet; Cold rolling and intermediate annealing the
- the total nitrogen content of the steel sheet by 0.01 to 0.05% by performing the decarburization annealing and nitriding treatment in the first recrystallization step.
- the rolling temperature in the temperature range of 150 to 300°C during the cold rolling.
- the cold-rolled sheet in the first recrystallization annealing step, it is preferable to heat the cold-rolled sheet to a temperature of 600°C or higher and a heating rate of 50°C/sec or higher.
- an excellent grain-oriented electrical steel sheet having a high magnetic flux density of 1.92 Tesla or higher can be obtained.
- the orientation of the secondary recrystallized grains is correct (exact) ⁇ 110 ⁇ 001> azimuth with the orientation (deviation angle, °) ( ⁇ 2 + ⁇ 2 ) It is possible to obtain a grain-oriented electrical steel sheet having a high Goth orientation density of 1/2 or less at 4°.
- the magnetic flux density is high, it is possible to manufacture a grain-oriented electrical steel sheet having excellent magnetic properties, and using the grain-oriented electrical steel sheet, an electronic device using an iron core material has excellent magnetic properties.
- first, second and third are used to describe various parts, components, regions, layers and/or sections, but are not limited thereto. These terms are only used to distinguish one part, component, region, layer or section from another part, component, region, layer or section. Accordingly, a first portion, component, region, layer or section described below may be referred to as a second portion, component, region, layer or section without departing from the scope of the present invention.
- one part When one part is said to be “on” or “on” another part, it may be directly on or on the other part, or another part may be involved therebetween. In contrast, if one part is said to be "just above” another part, no other part is interposed therebetween.
- a manufacturing method for improving magnetic flux density characteristics is as follows.
- elements such as P, Sn, Sb, Ge, As, Pb, and Bi in the composition of the steel sheet segregate at the grain boundaries to reduce the deformation resistance of the grains during rough rolling, thereby suppressing recrystallization of orientations other than goth.
- the shear deformation occurs when rolling at a predetermined rolling reduction or higher during high-temperature deformation such as rough rolling, and thus crystal grains having a Goth orientation, which is a set of shear deformation aggregates.
- Goth orientation which is a set of shear deformation aggregates.
- the cumulative rolling reduction when the rolling reduction is performed at least once at 20% or more in the rough rolling step together with the addition of intergranular segregation elements, when the cumulative rolling reduction is set to 60% or more, magnetic flux after final high temperature annealing The density becomes excellent at 1.92 Tesla or higher.
- the inventors studied the correlation between the intergranular segregation element and the rough rolling reduction ratio, and as a result, when the rolling reduction was more than 20%, many grains of Goth's orientation were generated by high temperature shear deformation and added. There were many grains of Goth's orientation in the steel plate because the strain resistance at the grain boundary by the intergranular segregation element was reduced and dynamic recovery was performed without dynamic recrystallization to a direction other than Goth. Therefore, after high temperature annealing, it was possible to secure a high magnetic flux density of 1.92 Tesla or higher.
- this excellent high magnetic flux density characteristic is determined by how well the second recrystallized Goth orientation grains are arranged in the most ideal ⁇ 110 ⁇ 001> orientation.
- the azimuth (deviation angle, °) which has the greatest influence on the magnetic flux density is ⁇ and ⁇ , which can evaluate how much the ⁇ 001> axis of the secondary recrystallized grain deviates from the rolling direction. It becomes the standard.
- products with a high magnetic flux density of 1.92 Tesla or higher mean that the crystal orientation difference ⁇ and ⁇ for the correct ⁇ 110 ⁇ 001> Goth orientation of the second recrystallized grain are small.
- a method for evaluating this more quantitatively it can be expressed by the following formula.
- the correct ⁇ 110 ⁇ 001> crystal orientation was confirmed to be about 4° or less.
- C is an element that promotes the phase transformation of austenite, and is an important element in producing a grain-oriented grain having excellent magnetism by uniformly forming the hot-rolled structure of the grain-oriented electrical steel sheet and promoting formation of grains in Goth's orientation during cold rolling.
- This effect can be seen only when C is added at least 0.01%, and at a lower content, secondary recrystallization is unstable due to non-uniform hot-rolled structure.
- the primary recrystallized grains become fine due to the formation of a fine hot-rolled structure due to the austenite phase transformation during hot rolling.
- cementite Fe 3 C, Cementite
- C is decarburized during the first recrystallization process and its content is reduced.
- the carbide formed due to the magnetic aging effect is precipitated in the steel sheet to deteriorate the magnetic properties. Therefore, in the grain-oriented electrical steel sheet that is finally manufactured, it is preferable to include the content of C in an amount of 0.01% by weight or less (excluding 0%). More specifically, C may be included in an amount of 0.005% by weight or less. More specifically, C may be included in an amount of 0.003% by weight or less.
- Si is a basic composition of grain-oriented electrical steel sheet, and increases the specific resistance of the material, thereby reducing the core loss, that is, iron loss.
- the Si content is less than 2.0%, the specific resistance decreases, the iron loss characteristics deteriorate, and there is a phase transformation section during annealing at high temperature, and the secondary recrystallization becomes unstable.
- the content is more than 4.0%, the brittleness of steel increases, making cold rolling extremely difficult. do. Therefore, Si is limited to 2.0 to 4.0%. Specifically, Si may be included in 3.0 to 4.0%.
- Mn has the effect of reducing the iron loss by increasing the specific resistance like Si, and is used as an inhibitor that inhibits the growth of primary recrystallized grains by reacting with S and Se to form Mn[S,Se] precipitates.
- the Mn[S,Se] precipitate becomes coarse, and thus the inhibitory force is lowered.
- the slab must be heated to a high temperature in order to solution the Mn[S,Se] precipitate.
- the content of Mn is limited to 0.01 to 0.20%. Specifically, the content of Mn may be included in 0.05 to 0.15%.
- MnS precipitates are used as crystal growth inhibitors together with AlN precipitates, a particularly large amount is not added.
- S is added in an amount of 0.008% or more, the MnS precipitate becomes coarse and the suppression force is weakened, and there is also a disadvantage that the precipitate is not completely dissolved when the slab is heated.
- the MnS precipitate is very small, and thus the effect as an inhibitor decreases, so the content of S in the slab in the present invention is limited to 0.004 to 0.008%.
- the content of S is 0.008% by weight or less (excluding 0%) in the grain-oriented electrical steel sheet which is finally manufactured because S has a process of forming or decomposing precipitates during the product manufacturing process.
- Se generally acts as an inhibitor to inhibit the growth of primary recrystallized grains by reacting with Mn to form MnSe precipitates.
- MnSe precipitate is used as a crystal growth inhibitor together with AlN and MnS, a particularly large amount is not added.
- the MnSe precipitate becomes coarse and the suppression force is weakened, and there is a disadvantage that the precipitate is not completely dissolved when the slab is heated.
- the MnSe precipitate is very small and the effect as an inhibitor is reduced, so the content of Se in the present invention is limited to 0.0001 to 0.008%.
- the content of Se may be contained in 0.001 ⁇ 0.008%. More specifically, the content of Se may be contained in 0.005 ⁇ 0.008%.
- Cu is combined with S and Se in steel to form Cu[S,Se] precipitates, thereby suppressing the growth of crystal grains. Since it precipitates finely faster than Mn[S,Se] precipitates, the ability to inhibit crystal growth is stronger.
- the Cu content added to secure the crystal growth inhibitory power is 0.002% or more, and a smaller amount of the Cu[S,Se] precipitates is less formed, making it difficult to secure the suppression power.
- the content of Cu is preferably limited to 0.002 to 0.1%. Specifically, Cu may be included in 0.005 ⁇ 0.07%. More specifically, Cu may be included in 0.01 to 0.07%.
- Al is a member of a representative grain growth inhibitor for forming secondary recrystallization of grain-oriented electrical steel sheets by forming AlN by combining with N in steel.
- Al-based nitride through nitriding treatment in the first recrystallization annealing process, it is preferable to add 0.010 to 0.040% Al in the steelmaking step because it secures an effect of suppressing grain growth.
- the Al content is less than 0.010%, the total amount of Al-based precipitates formed during the primary recrystallization and nitriding process is insignificant, and thus the ability to inhibit the growth of the primary recrystallized grains becomes insufficient.
- the content of Al in the slab is limited to 0.010 to 0.040%.
- Al has a process of forming or decomposing precipitates during the product manufacturing process, so it is preferable to include Al in an amount of 0.040% by weight or less (excluding 0%) in the grain-oriented electrical steel sheet finally manufactured.
- N is an important element forming AlN that reacts with Al to suppress recrystallized grain growth, but when the content of N is added to 0.008% or more, the formation of AlN precipitates increases during slab production and hot rolling, leading to primary recrystallization and crystal growth. It interferes with making the primary recrystallized microstructure non-uniform, making it difficult to secure high magnetic flux density. Conversely, adding less than 0.001% increases the load of the refining process of steelmaking, and it is difficult to secure a uniform primary recrystallized microstructure due to accelerated grain growth during primary recrystallization, and thus high magnetic flux density characteristics cannot be secured. Therefore, the content of N in the steelmaking step is limited to 0.001 to 0.008%.
- the content of N may be included as 0.003 ⁇ 0.008%. More specifically, the content of N may be included as 0.005 ⁇ 0.008%. However, it is preferable that N contains 0.008% by weight or less (excluding 0%) of N in the grain-oriented electrical steel sheet that is finally manufactured due to the process of forming or decomposing precipitates during the product manufacturing process.
- Ni is an alloying element that promotes austenite formation, and is important for forming a uniform hot-rolled microstructure by promoting phase transformation with C. And, in the hot rolling process, it promotes the formation of the aggregate structure in the ⁇ 110 ⁇ 001> orientation, which is an important shear strain aggregate for securing high magnetic flux density characteristics. Therefore, the addition of 0.005% or more of Ni can promote the formation of ⁇ 110 ⁇ 001> aggregates. Conversely, when 0.1% or more is added, the formation of ⁇ 110 ⁇ 001> aggregates is good, but the formation of an oxide layer on the surface of the steel sheet The surface quality of the final product deteriorates due to interference. Therefore, in the present invention, it is preferable to limit the amount of Ni added to 0.005 to 0.1%. Specifically, the content of Ni may be contained in 0.005 ⁇ 0.08%. More specifically, the content of Ni may be contained in 0.005 ⁇ 0.05%.
- Mo promotes the formation of aggregates in the ⁇ 110 ⁇ 001> orientation, which are shear strain aggregates important for securing high magnetic flux density characteristics during hot rolling. And, by suppressing the grain boundary oxidation at high temperature, there is an effect of suppressing the occurrence of surface cracks in the hot rolling process.
- the addition of 0.001% or more of Mo can promote the formation of ⁇ 110 ⁇ 001> aggregates. Conversely, when 0.1% or more is added, the formation of ⁇ 110 ⁇ 001> aggregates is good, but because it is an expensive alloy iron, it is magnetic flux. Compared to the density improvement, the additive effect is reduced. Therefore, in the present invention, it is preferable to limit the amount of Mo added to 0.001 to 0.1%. Specifically, the content of Mo may be contained in 0.003 ⁇ 0.07%.
- Cr is an important element for stabilizing the unstable formation of the surface oxide layer by adding segregation elements, which is a feature of the present invention, by forming Cr 2 O 3 on the surface of the steel sheet by reacting with oxygen most quickly in the decarburization annealing process.
- segregation elements tend to segregate to the surface as well as grain boundaries, before the decarburization and surface oxide layer formation by the segregation element is suppressed, the decarburization reaction is smoothly performed by first forming Cr 2 O 3 in the surface layer. .
- the preferred amount of Cr added is limited to 0.005 to 0.1% because it does not significantly affect the formation of the surface oxide layer.
- the content of Cr may be included in 0.01 ⁇ 0.08%.
- P is a key intergranular segregation element of the present invention, and can play a role of inhibiting grain growth that hinders the movement of grain boundaries, and has an effect of improving the ⁇ 110 ⁇ 001> aggregate tissue in terms of aggregate structure.
- the content of P is less than 0.005%, there is no additive effect, and when it is added at 0.100% or more, the brittleness increases and the rolling property is greatly deteriorated, so it is preferable to limit it to 0.005 to 0.100%.
- the content of P may be included as 0.005 ⁇ 0.07%.
- Sn is one of the important segregation elements of the present invention and acts as an auxiliary grain growth inhibitor having an excellent effect of segregating at grain boundaries and preventing the movement of grain boundaries. In addition, even at high temperatures, it is stably present at the grain boundaries and does not significantly affect decarburization and surface oxide layer formation. In addition, by promoting the formation of grains in the Goth's orientation during hot rolling, the secondary recrystallization of excellent magnetic properties helps to develop well. In the present invention, if Sn is less than 0.005%, the addition effect is negligible. Conversely, when 0.200% or more is added, grain boundary and surface segregation occur severely, and the load of the decarburization process gradually increases, and the possibility of plate breakage increases during cold rolling. Therefore, the Sn content is limited to 0.005 to 0.20%. Specifically, the content of Sn may be included as 0.005 to 0.08%. More specifically, Sn may be included as 0.005 to 0.04%.
- Sb is one of the important segregation elements of the present invention and is an element having excellent effect of segregating at the grain boundary and preventing the movement of the grain boundary.
- Sb when the content of Sb is 0.0005% or less, the amount of addition is very small, so the addition effect cannot be seen.
- Sb content is limited to 0.0005 to 0.10%. Specifically, Sb may be included as 0.001 to 0.05%.
- Ge is one of the important segregation elements of the present invention, and functions as an auxiliary grain growth inhibitor having an excellent effect of segregating at grain boundaries and preventing the movement of grain boundaries.
- excellent magnetic secondary recrystallization helps to develop well.
- the effect of adding is minimal.
- the decarburization load is increased and the magnetic flux density improving property is inferior to the effect of adding. Therefore, the Ge content is limited to 0.0005 to 0.10%.
- the As content is less than 0.0005%, the addition effect is negligible.
- the decarburization load is increased and the magnetic flux density improving property is inferior to the addition effect. Therefore, the As content is limited to 0.0005 to 0.10%.
- Pb is one of the important segregation elements of the present invention together with Sn, Sb, As and Ge, and has an excellent effect of segregating at the grain boundaries and interfering with the movement of the grain boundaries. Secondary recrystallization helps develop well.
- the Pb content is less than 0.0001%, the addition effect is negligible.
- the decarburization load increases and the effect of improving the magnetic flux density decreases. Therefore, the Pb content is limited to 0.0001 to 0.10%.
- Bi is one of the important segregation elements of the present invention together with Pb, Sn, Sb, As, and Ge, which has excellent effect of interfering with the grain boundary and preventing the movement of grain boundaries. Magnetic recrystallization helps to develop well.
- the Bi content when the Bi content is less than 0.0001%, the addition effect is negligible.
- the surface segregation increases and the decarburization load increases, and the formation of the oxide layer is unstable, thereby increasing the surface defect. Therefore, the Bi content is limited to 0.0001 to 0.10%.
- segregation elements such as P, Sn, Sb, As, Ge, Pb, and Bi increase the orientation grains of Goss in the primary recrystallization, thereby improving magnetic flux density, and also suppressing the growth of primary grains. For this reason, it is preferable to add at least one segregation element in combination.
- a slab having the above-described composition is prepared. If the component is adjusted in the component range as described above, the growth of AlN, Mn[S,Se] and Cu[S,Se] in the slab manufacturing and hot rolling process suppresses the crystal growth of the primary recrystallized grains and suppresses the Goth orientation. It promotes secondary recrystallization of grains, and relieves stress concentration at grain boundaries during deformation due to grain boundary segregation of P, Sn, Sb, As, Ge, Pb, and Bi elements, and promotes the formation of goth bearing grains by shear deformation 1 It is possible to improve the magnetic flux density by recrystallizing a large number of goth bearing grains in the vehicle recrystallization structure.
- Ni and Mo promote the growth of the goth bearing grains during hot rolling through solid solution strengthening, and it is possible to prevent the formation of an oxide layer due to grain boundary segregation through Cr addition.
- the grain-oriented electrical steel sheet according to an embodiment of the present invention is a method for manufacturing a hot-rolled sheet from steelmaking, and may be subjected to a crushing method, a continuous casting method, and a thin slab casting or strip casting.
- a description will be mainly focused on a method of manufacturing a hot rolled sheet using a slab.
- the slab having the above composition is charged to a heating furnace and then heated at 1,280°C or lower. Specifically, the slab is heated at 1100 to 1280°C. Hot rolling is performed using the heated slab.
- the heated slab is subjected to rough rolling and finish rolling at a high temperature of 900° C. or higher, and rolled to a thickness of 1.0 to 3.5 mm, which is an appropriate thickness for cold rolling.
- the heated slab In order to hot-roll the heated slab to a thickness of 1.0 to 3.5 mm, it is rolled to a thickness suitable for hot rolling through several rough rollings. It is preferable to rough roll into a bar with a thickness of 30 mm or more from a thick slab thickness in a heated state, where the rough rolling is to produce a bar through at least one rolling. At this time, it was confirmed that when the rolling rate is 20% or more rolling at least once or more, the goss aggregate structure due to shear deformation is greatly developed. Specifically, the rolling rate of at least one or more times may be 20 to 40%.
- the cumulative rolling reduction in the rough rolling step is 70% or more.
- the cumulative rolling reduction in the rough rolling step may be 60 to 80%.
- the rolling ratio when the rolling ratio was less than 20% during rough rolling, the amount of shear deformation was small, and thus, the formation of goth-oriented grains was less. Conversely, the higher the rolling rate, the greater the shear strain, which greatly assists in the formation of goth bearing crystals.
- the rough rolling equipment load increases significantly, so the reduction ratio is at least 20%, taking into account the capability of the equipment. It is preferable to manufacture the bar by performing rough rolling at least once, and then to perform the final hot rolling.
- hot rolling is performed at a thickness of 1.0 to 3.5 mm, but rolling is generally terminated at a temperature of 850°C or higher in consideration of the rolling load and 600°C or lower It is preferable to wind up by cooling to a temperature.
- the hot rolled sheet annealing process recrystallizes the hot-rolled deformed structure to make rolling to a final product thickness smooth in the subsequent cold rolling process.
- the hot-rolled sheet annealing temperature is preferably maintained at a predetermined time by heating to a temperature of 800°C or higher for recrystallization, and heating to a plurality of temperatures for the formation and size control of AlN, Mn[S,Se] and Cu[S,Se] precipitates Annealing is also possible.
- the hot-rolled sheet which has undergone the hot-rolled sheet annealing process is subjected to pickling to remove the oxide layer on the surface of the steel sheet, followed by cold rolling.
- Cold rolling is a process of lowering the thickness of the steel sheet to the final product thickness.
- cold rolling is performed once or more times including intermediate annealing to roll to the final product thickness.
- the cold rolling rate should be at least 80%, and the maximum rolling rate may be rolled to the maximum rolling range according to the rolling capability of the rolling equipment.
- the temperature of the cold-rolled steel sheet is increased to 150°C or higher in the cold rolling process, a large number of secondary recrystallized nuclei of goth bearing are generated due to hardening by solid-solution carbon, thereby improving the magnetic flux density of the final product.
- the temperature of the cold-rolled steel sheet is less than 150°C, secondary recrystallization nucleation in the Goth's orientation is insignificant.
- the hardening effect by solid solution carbon is weakened, and secondary recrystallization nucleation in the Goth's orientation is weakened. Therefore, in the cold rolling process, it is preferable that the steel sheet is maintained at a temperature of 150 to 300°C at least once in the intermediate rolling step.
- the primary recrystallization and decarburization and nitridation process simultaneously form a uniform primary recrystallization microstructure of an appropriate grain size and an AlN precipitate having strong crystal growth inhibition.
- the cold-rolled steel sheet should be heated to a temperature of 600°C or higher at a heating rate of 20°C/sec or higher to promote primary recrystallization of goth bearing grains increased by segregation element addition and rough rolling of 20% or more in the previous process.
- the cold-rolled sheet may be heated at a temperature increase rate of 20 to 200°C/sec at a temperature of 600 to 900°C.
- the heating rate is 20°C/sec or less
- the recrystallization of the goth-direction grains is delayed due to the recovery phenomenon of the structures deformed by cold rolling, and the fraction of the goth-direction grains decreases after the primary recrystallization.
- the total nitrogen content in the nitrided steel sheet is preferably limited to 0.01 to 0.05% range. If the total nitrogen content is less than 0.01%, the total amount of AlN precipitate formed through nitriding treatment is too small, and thus it is difficult to secure a desired crystal growth inhibiting power, making secondary recrystallization unstable and making it difficult to secure a magnetic flux density of 1.92 Tesla or more.
- the total nitrogen content is increased to 0.05% or more, a secondary recrystallization in which crystal growth is excessively increased due to excessive AlN formation is not well formed.
- excess nitrogen is decomposed from the steel sheet in a high temperature region of 1100°C or higher, surface defects such as nitrogen outlets are caused on the steel sheet surface. Therefore, it is preferable that the total nitrogen content is limited to 0.01 to 0.05%, followed by nitriding.
- the decarburized and nitrided steel sheet is subsequently coated with MgO-based annealing separator, then heated to 1000°C or higher and crack-annealed for a long time to cause secondary recrystallization, whereby the ⁇ 110 ⁇ surface of the steel sheet is parallel to the rolling surface.
- a oriented electrical steel sheet having excellent magnetic properties is manufactured by forming an aggregate structure having a goth orientation in which the ⁇ 001> direction is parallel to the rolling direction.
- the grain-oriented electrical steel sheet manufactured under the above-described conditions uses AlN, Mn[S,Se] and Cu[S,Se] precipitates to secure strong crystal growth suppression power and at the same time P, Sn, Sb, As, Ge, The grain boundary segregation effect of Pb and Bi elements and the increase of shear strain due to the addition of Ni and Mo promote the formation of Goth's grains.
- rough rolling is performed at least once at a rolling rate of 20% or more in the rough rolling process to perform rough rolling so that the total cumulative rolling reduction is 60% or more, thereby forming goth bearing grains by increasing shear strain.
- cold roll it to the final product thickness, then heat it to a temperature range of over 20°C/sec in a temperature range of 600°C or higher to perform decarburization and primary recrystallization, and simultaneously perform nitriding treatment
- the total nitrogen content in the steel sheet was adjusted to the range of 0.01 to 0.05%, and after the final high temperature annealing, the crystal orientation of the second recrystallized goth orientation grains was measured, and the orientation difference for the correct ⁇ 110 ⁇ 001> crystal orientation was about It was 4 degrees or less.
- the grain-oriented electrical steel sheet manufactured according to an embodiment of the present invention exhibited excellent magnetic properties with a magnetic flux density of 1.92 Tesla or higher.
- C, Si, Mn, acid soluble Al, N, S, Se, Cu, Ni, Cr, and Mo are the basic compositions, and the contents of P, Sn, Sb, Ge, As, Pb, and Bi are changed.
- the cast steel component system was vacuum melted to form a cast.
- the 1st, 2nd and 3rd rough rolling was performed with a rolling rate of 20% or more, and the total cumulative rolling reduction was 60% or more.
- the hot rolled steel sheet was annealed at 1050° C., followed by pickling, and then cold rolled once to a thickness of 0.23 mm.
- the cold rolled steel sheet was heated to 850°C at a heating rate of 50°C/sec, and then held in a mixed gas atmosphere of humid hydrogen, nitrogen, and ammonia for 180 seconds to perform primary recrystallization annealing. In this way, during the first recrystallization annealing, nitriding treatment was carried out at the same time so that the total nitrogen content of the steel sheet was 200 ppm.
- annealing separator containing MgO as a main component was applied to the steel sheet to perform secondary recrystallization high temperature annealing in a coil shape.
- the high temperature annealing was performed as a mixed gas atmosphere of 25% N 2 + 75% H 2 up to 1200°C, and after reaching 1200°C, it was slowly cooled after maintaining for 20 hours in a 100% H 2 gas atmosphere.
- Table 1 shows the results of measuring the magnetic flux density (B8) and iron loss characteristics (W17/50) after the second recrystallization high temperature annealing for each alloy component system.
- the orientation of the secondary recrystallized grains was measured by Laue diffraction measurement to measure the orientation difference (°) ( ⁇ 2 + ⁇ 2 ) 1/2 from the correct ⁇ 110 ⁇ 001> orientation.
- the slab prepared by vacuum dissolving with the composition of Inventive Material 12 evaluated in Example 1 was heated at 1200°C.
- the heated slabs were subjected to rough rolling by changing the number of times of rough rolling and the rolling reduction, and then hot-rolled to produce a hot-rolled sheet having a thickness of 2.6 mm.
- the hot rolled steel sheet was annealed at 1080° C., subjected to pickling, and then cold rolled once to a thickness of 0.30 mm.
- the cold rolled steel sheet is heated up to 860°C at a heating rate of 30°C/sec, and then maintained for 150 seconds in a mixed gas atmosphere of wet hydrogen, nitrogen, and ammonia to form the primary recrystallization while at the same time the total nitrogen content of the steel sheet is 180 ppm To this end, nitriding treatment was performed simultaneously.
- an annealing separator containing MgO as a main component was applied to the steel sheet to perform final high temperature annealing for secondary recrystallization in a coil shape.
- the high temperature annealing was performed as a mixed gas atmosphere of 25% N 2 + 75% H 2 up to 1200°C, and after reaching 1200°C, it was maintained in a 100% H 2 gas atmosphere for 20 hours and then slowly cooled.
- the slab prepared by vacuum dissolving with the composition of Inventive Material 8 evaluated in Example 1 was heated at 1130°C.
- 60% Bar is produced by performing rough rolling with a cumulative rolling reduction rate of 76.0% by applying a rolling reduction rate of 20% or more during 3, 4, 5, and 6 rough rolling operations. Then, it was hot rolled to a thickness of 2.3 mm.
- the hot-rolled steel sheet was subjected to hot-rolled sheet annealing at 1100°C, pickling, and cold-rolled steel once to a thickness of 0.23 mm.
- the rolling temperature is changed to 50-350°C, and rolling is performed to the final product thickness. Then, the cold-rolled steel sheet is heated to a heating rate of 70°C/sec to 855°C, and then mixed into a mixed gas atmosphere of wet hydrogen, nitrogen, and ammonia. The nitriding treatment was carried out at the same time so that the total nitrogen content of the steel sheet was 220 ppm while forming the primary recrystallization by holding at 180 seconds.
- annealing separator containing MgO as a main component was applied to the steel sheet to perform secondary recrystallization high temperature annealing in a coil shape.
- the high temperature annealing was performed as a mixed gas atmosphere of 50% N 2 + 50% H 2 up to 1200°C, and after reaching 1200°C, the mixture was maintained in a 100% H 2 gas atmosphere for 20 hours and then slowly cooled.
- Table 3 shows the difference between the exact ⁇ 110 ⁇ 001> azimuth (deviation angle, °) ( ⁇ 2 + ⁇ 2 ) 1/2 for the secondary recrystallized grains after final high temperature annealing according to the rolling temperature during cold rolling. It shows changes in magnetic flux density and iron loss.
- the orientation difference (°) of the second recrystallized grain orientation with the correct ⁇ 110 ⁇ 001> orientation ( ⁇ 2 + ⁇ 2 ) 1/2 was more than 4°, and it was difficult to secure a magnetic flux density of 1.92 Tesla or more.
- Example 3 In performing decarburization and primary recrystallization annealing using the cold rolled sheet of Inventive Material 2 (composition of Inventive Material 8) evaluated in Example 3 above, the temperature was increased by changing the heating rate under the conditions shown in Table 4, and then added The temperature was raised to and decarburization and nitriding treatment was performed at a region of 850°C.
- ammonia gas was used during decarburization annealing to nitrate the total nitrogen content to 200 ppm.
- the nitrided steel sheet was subjected to secondary recrystallization high temperature annealing in a coil form by applying an annealing separator containing MgO as a main component.
- the high temperature annealing was set to a mixed gas atmosphere of 75% N 2 + 25% H 2 up to 1200°C, and after reaching 1200°C, it was maintained in a 100% H2 gas atmosphere for 20 hours and then slowly cooled.
- Table 4 shows the difference between the exact ⁇ 110 ⁇ 001> azimuth for the secondary recrystallized grains (deviation angle, °) ( ⁇ 2 + ⁇ 2 ) 1 after the final high temperature annealing according to the heating rate during decarburization and primary recrystallization 1 /2 And it shows the change of magnetic flux density and iron loss.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
본 발명의 일 실시예에 의한 방향성 전기강판은, 중량%로 C: 0.01 % 이하 (0%를 제외함) 0.01%~0.1%, Si: 2.0%~4.0%, Mn: 0.01%~0.20%, 산가용성 Al: 0.040%이하(0%를 제외함), N: 0.008%(0%를 제외함), S: 0.008%(0%를 제외함), Se: 0.0001~0.008%, Cu: 0.002~0.1%, Ni: 0.005~0.1%, Cr: 0.005~0.1%, P: 0.005%~0.1% 및 Sn: 0.005%~0.20%을 함유하며, Sb: 0.0005%~0.10%, Ge: 0.0005%~0.10%, As: 0.0005%~0.10%, Pb: 0.0001%~0.10%, Bi: 0.0001%~0.10% 및 Mo:0.001~0.1% 중에서 1종 이상을 함유하고, 잔부 Fe 및 기타 불가피한 불순물로 이루어지며, 최종 2차 재결정 이후 자속밀도(B8)가 1.92 Tesla 이상인 것을 특징으로 하는 방향성 전기 강판을 제공한다.
Description
방향성 전기강판 및 그 제조방법에 관한 것이다. 더욱 구체적으로 강판의 조성을 제어하고 동시에 열간 압연시 압연 조건을 제어하여 집적도가 우수한 결정방위를 형성하여 결국 자속밀도를 더욱 향상시킨 방향성 전기강판 및 그 제조 방법에 관한 것이다.
방향성 전기강판은 변압기 및 발전기와 같은 대형 회전기 등의 전자기제품용 철심재료로 사용되기 때문에 전자기기의 전력손실을 줄임으로써 에너지 변환효율을 향상시키기 위해서는 철심소재의 자속밀도가 높고 철손이 우수하여 자성이 극히 우수한 전기강판이 요구된다.
방향성 전기강판은 열연, 냉연 및 소둔 공정을 통해 2차재결정된 결정립이 압연방향으로 {110}<001> 방향으로 배향된 집합조직(일명 "Goss Texture" 라고도 함)을 갖는 기능성 강판을 말한다.
이러한 방향성 전기강판은 강판면의 모든 결정립들의 방위가 {110}면이고 압연방향의 결정방위는 <001>축에 평행한 집합조직(Goss texture)을 이루어서 강판의 압연방향으로 자기특성이 아주 뛰어난 연자성 재료이다.
일반적으로 전기강판의 자기특성은 자속밀도와 철손으로 표현될 수 있으며, 높은 자속밀도는 결정립의 방위를 {110}<001>방위에 정확하게 배열함으로서 얻어질 수 있다.
자속밀도가 높은 전기강판은 전기기기의 철심 재료의 크기를 작게 할 수 있을 뿐만 아니라 이력손실이 낮아져서 전기기기의 소형화와 동시에 고효율화가 가능하다. 철손은 강판에 임의의 교류자장을 가하였을 때 열에너지로서 소비되는 전력손실로서, 강판의 자속밀도와 판두께, 강판중의 불순물량, 비저항 그리고 2차재결정립 크기 등에 의해서 크게 변화하며, 자속밀도와 비저항이 높을수록 그리고 판두께와 강판중의 불순물량이 낮을수록 철손이 낮아져 전기기기의 효율이 증가하게 된다.
이와 같이 자기특성이 우수한 방향성 전기강판을 제조하기 위해서는 강판의 압연방향으로 {110}<001>방위의 집합조직으로 강하게 형성시켜야만 하고, 이러한 조직을 형성시키기 위해서는 강판의 성분, 슬라브의 가열 조건, 열간 압연, 열연판소둔, 1차 재결정소둔, 2차 재결정을 위한 최종소둔 등의 전체 제조공정을 각 공정 단위마다 매우 엄밀하게 제어하는 것이 중요하다.
방향성 전기강판을 제조하기 위해서는 1차 재결정립의 성장을 억제시키기 위한 성장억제제(이하, '억제제'라 함)를 조직내에 형성시켜둘 필요가 있고, 최종 소둔공정에서 성장이 억제된 결정립 중에서 안정적으로 {110}<001> 방위의 집합조직을 갖는 결정립들이 우선적으로 성장(이하, '2차 재결정'이라 함)할 수 있도록 제어할 필요가 있다.
이러한 억제제는 미세한 석출물이나 편석된 원소들이고 2차 재결정이 일어나기 직전의 고온까지는 열적으로 안정하게 존재하다가 온도가 더 높아지면 성장 또는 분해되며, 이때 비교적 단시간에 2차 재결정 입자들이 우선적으로 급속히 성장하게 된다.
현재 널리 이용되고 있는 억제제로는 MnS, AlN, MnSe(Sb) 등이 있다.
먼저, MnS를 결정립성장 억제제로 사용하고 2회 냉간압연 및 고온소둔을 통하여 제조될 경우 자속밀도 (B8, 800A/m에 있어서 자속밀도)가 1.80 Tesla 수준이었으며 철손도 비교적 높은 편이었다. 그리고 AlN과 MnS 석출물을 결정립성장 억제제로서 복합적으로 이용하고, 80%이상의 냉간 압연율로 1회 강 냉간 압연하여 제조될 경우 자속밀도(B8)가 1.87 Tesla 이상까지 발휘하는 방향성 전기강판을 제조하는 방법이 알려져 있다.
그러나, 이러한 자속밀도 수준은 3%Si을 함유하는 방향성 전기강판의 이론적인 포화자속밀도 2.03 Tesla에 비하면 아직도 개선이 필요한 수준으로, 최근의 변압기 고효율화 및 소형화 수요에 대응하기 위해서는 자속밀도의 향상이 필요하다.
종래에 자속밀도 향상 기술로서, 고온 소둔시 온도구배 소둔에 의하여 자속밀도 (B8)가 1.95 Tesla 이상인 방향성 전기강판 제조방법을 제안한 기술이 있다. 그러나, 이 방법은 중량으로 10톤이상의 코일상태에서 고온 소둔이 이루어지는 대량생산 공정측면에서 보면 코일의 한 측면부터 가열하여야 하기 때문에 에너지 손실이 높고 비효율적인 제조방법으로 실제 생산라인에서는 구현되지 못하고 있다.
또 다른 자속밀도 개선 방법으로 AlN, MnS 석출물을 사용하는 방향성 전기강판 성분계의 용강에 Bi함유물을 첨가하여 자속밀도(B8)가 1.95 Tesla이상인 제품을 얻는 제조방법이 알려져 있다.
그러나 이러한 기술들은 모두 AlN, MnS 석출물을 복합 사용하는 성분계이며, 이러한 석출물들을 효율적으로 사용하기 위해서는 AlN, MnS 석출물 형성원소를 포함하는 슬라브를 1300℃이상으로 가열하여 석출물을 완전히 고용시키는 열처리가 필요하였다.
이러한 열처리는 슬라브 고온가열에 따른 에너지 비용이 상승한다는 것과 고온에서 슬라브가 녹아내리는 슬라브 워싱 및 열연시 엣지크랙(edge crack)이 발생하여 실수율이 떨어지는 고비용 저효율의 제조방법이라고 볼 수 있다.
아울러, Bi첨가를 통한 고자속밀도 특성을 확보가 가능하다고 하나, 이전에 제안된 특허들은 대부분 Bi를 주로 첨가함에 따른 표면 및 2차재결정 불안정 형성 등이 발생하는 문제점에 착안하여 그런 부작용을 극복하기 위하여 열연 이후 공정에서 다양한 개선 아이디어를 제안한 것으로 실제 제조과정에서 안정적으로 생산하기 어렵고 많은 시행착오가 필요하다.
방향성 전기강판 및 그 제조 방법을 제공한다. 구체적으로, 강판의 조성을 제어하고 동시에 열간 압연과 냉간 압연시 압연 조건을 제어하여 집적도가 우수한 결정방위를 형성하여 결국 자성을 더욱 향상시킨 방향성 전기강판 및 그 제조 방법을 제공하는 것을 목적으로 한다.
본 발명의 일 실시예에 의한 전기강판은, 중량%로 C: 0.01 % 이하 (0%를 제외함), Si: 2.0%~4.0%, Mn: 0.01%~0.20%, 산가용성 Al: 0.040%이하(0%를 제외함), N: 0.008%(0%를 제외함), S: 0.008%(0%를 제외함), Se: 0.0001~0.008%, Cu: 0.002~0.1%, Ni: 0.005~0.1%, Cr: 0.005~0.1%, P: 0.005%~0.1% 및 Sn: 0.005%~0.20%을 함유하며, Sb: 0.0005%~0.10%, Ge: 0.0005%~0.10%, As: 0.0005%~0.10%, Pb: 0.0001%~0.10%, Bi: 0.0001%~0.10% 및 Mo: 0.001~0.1% 중에서 1종 이상을 함유하고, 잔부 Fe 및 기타 불가피한 불순물로 이루어지며, 최종 2차 재결정 이후의 자속밀도(B8)가 1.92 Tesla 이상인 방향성 전기 강판을 제공한다.
또한 본 발명의 일 실시예에 의한 방향성 전기강판의 최종 2차 재결정 이후 2차 재결정립들에 대한 정확한 {110}<001> 고스방위와의 방위차가 4°이하인 것이 바람직하다.
본 발명의 또 다른 실시예에 의한 전기강판의 제조방법은, 중량%로 C: 0.01%~0.1%, Si: 2.0%~4.0%, Mn: 0.01%~0.20%, 산가용성 Al: 0.010%~0.040%, N: 0.001%~0.008%, S: 0.004%~0.008%, Se: 0.0001~0.008%, Cu: 0.002~0.1%, Ni: 0.005~0.1%, Cr: 0.005~0.1%, P: 0.005%~0.1% 및 Sn: 0.005%~0.20%을 함유하며, Sb: 0.0005%~0.10%, Ge: 0.0005%~0.10%, As: 0.0005%~0.10%, Pb: 0.0001%~0.10%, Bi: 0.0001%~0.10% 및 Mo:0.001~0.1% 중에서 1종 이상을 함유하고, 잔부 Fe 및 기타 불가피한 불순물로 이루어진 슬라브를 준비하는 단계; 상기 슬라브를 1280℃ 이하에서 가열하는 단계; 상기 가열된 슬라브를 열간압연 및 열연판 소둔하여 열연판을 제조하는 단계; 상기 열연판을 냉각압연 및 중간소둔하여 냉연판을 제조하는 단계; 상기 냉연판을 600℃ 이상의 온도로 20℃/sec이상의 승온율로 가열하여 탈탄소둔과 질화처리를 하여 1차 재결정 시키는 단계; 및 상기 1차 재결정된 강판을 MgO 를 주성분으로 하는 소둔분리제를 도포하여 최종소둔하여 2차 재결정시키는 단계를 포함하며, 상기 열간 압연하기 전 슬라브 조압연 단계에서 누적압하율 60% 이상으로 조압연을 실시하며, 1회 압하율이 20% 이상인 조압연을 1회 이상 실시하고 난 후에 열간압연을 실시하는 방향성 전기강판의 제조방법을 제공한다.
이 때 1차 재결정 단계에서 상기 탈탄 소둔과 질화 처리를 실시하여 강판의 총 질소함량이 0.01~0.05%으로 형성시키는 것이 바람직하다.
또한 상기 슬라브 조압연 단계에서 누적압하율이 70% 이상으로 조압연을 실시하는 것이 더욱 바람직하다.
그리고 상기 냉각 압연시 압연온도를 150~300℃의 온도범위에서 냉간 압연을 하는 것이 바람직하다.
또한 상기 1차 재결정 소둔 단계에서, 상기 냉연판을 600℃ 이상의 온도로 50℃/sec이상의 승온율로 가열하는 것이 바람직하다.
본 발명의 일 구현예에 따르면, 전기강판의 조성을 정밀하게 제어하고 열간 압연 단계에서 누적 압하율을 높여 줌으로써 1.92 Tesla 이상의 고자속밀도를 갖는 우수한 방향성 전기강판을 얻을 수 있다.
본 발명의 일 구현예에 따르면, 최종 2차 재결정 이후에 2차 재결정립들의 방위가 정확한(exact){110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 가 4°이하로 고스 방위 집적도가 높은 방향성 전기강판을 얻을 수 있다.
본 발명의 일 구현예에 따르면, 자속밀도가 높아서 자기적 특성이 우수한 방향성 전기강판을 제조할 수 있으며, 이러한 방향성 전기강판을 이용하여 철심재료로 이용한 전자기기는 자기적 특성이 우수하다.
제1, 제2 및 제3 등의 용어들은 다양한 부분, 성분, 영역, 층 및/또는 섹션들을 설명하기 위해 사용되나 이들에 한정되지 않는다. 이들 용어들은 어느 부분, 성분, 영역, 층 또는 섹션을 다른 부분, 성분, 영역, 층 또는 섹션과 구별하기 위해서만 사용된다. 따라서, 이하에서 서술하는 제1 부분, 성분, 영역, 층 또는 섹션은 본 발명의 범위를 벗어나지 않는 범위 내에서 제2 부분, 성분, 영역, 층 또는 섹션으로 언급될 수 있다.
여기서 사용되는 전문 용어는 단지 특정 실시예를 언급하기 위한 것이며, 본 발명을 한정하는 것을 의도하지 않는다. 여기서 사용되는 단수 형태들은 문구들이 이와 명백히 반대의 의미를 나타내지 않는 한 복수 형태들도 포함한다. 명세서에서 사용되는 "포함하는"의 의미는 특정 특성, 영역, 정수, 단계, 동작, 요소 및/또는 성분을 구체화하며, 다른 특성, 영역, 정수, 단계, 동작, 요소 및/또는 성분의 존재나 부가를 제외시키는 것은 아니다.
어느 부분이 다른 부분의 "위에" 또는 "상에" 있다고 언급하는 경우, 이는 바로 다른 부분의 위에 또는 상에 있을 수 있거나 그 사이에 다른 부분이 수반될 수 있다. 대조적으로 어느 부분이 다른 부분의 "바로 위에" 있다고 언급하는 경우, 그 사이에 다른 부분이 개재되지 않는다.
다르게 정의하지는 않았지만, 여기에 사용되는 기술용어 및 과학용어를 포함하는 모든 용어들은 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자가 일반적으로 이해하는 의미와 동일한 의미를 가진다. 보통 사용되는 사전에 정의된 용어들은 관련기술문헌과 현재 개시된 내용에 부합하는 의미를 가지는 것으로 추가 해석되고, 정의되지 않는 한 이상적이거나 매우 공식적인 의미로 해석되지 않는다.
이하, 본 발명의 실시예에 대하여 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 상세히 설명한다. 그러나 본 발명은 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시예에 한정되지 않는다.
본 발명의 일 실시예에 따른 방향성 전기강판을 제조 함에 있어서, 자속밀도 특성을 향상 시키기 위한 제조방법은 다음과 같다.
먼저 자속밀도가 우수한 방향성 전기강판을 제조하기 위해서는 2차 재결정의 핵인 정확한 고스방위 (exact Goss texture)를 갖는 결정립들이 강판 내에 많이 형성시켜 주는 것이 필요하다.
정확한 고스방위의 결정립을 많이 만들기 위해서는 슬라브 제조 이후 최초 변형시부터 고스방위 결정립이 많이 발생할 수 있도록 가공조건을 사전에 제어해 둘 필요가 있다.
이때 강판의 조성 중 P, Sn, Sb, Ge, As, Pb 및 Bi 같은 원소들은 결정입계에 편석하여 조압연시에 결정립들의 변형저항을 줄여줌으로써, 고스 이외의 다른 방위의 재결정을 억제하게 된다.
결국, 열간 압연시 조압연 및 열간압연 이후에 강판내에는 고스방위 결정립들이 많이 존재하게 되며 이러한 강판을 냉연 이후 고온소둔 하였을 때 자속밀도가 우수한 방향성 전기강판을 제조할 수 있게 하는 근거가 된다.
또한, 입계편석 원소를 첨가함으로써 고스방위 결정립을 증가시키는 방법 이외에 조압연과 같은 고온 변형시에 일정 압하율 이상으로 압연하게 되면 전단변형이 발생하게 되며 이에 따라 전단변형 집합조직인 고스 방위를 갖는 결정립들이 강판 내에 많이 존재하게 된다.
강판을 1000℃ 이상의 고온영역에서 변형을 시키면 동적 회복 혹은 동적 재결정현상이 발생하게 된다. 이러한 변형량이 증가함에 따라서 입계에 변형에너지가 집중되는데, 충분히 고온인 경우에는 입계에 집중된 변형에너지가 자연스럽게 풀리는 현상을 동적 회복이라고 하며, 입계에 집중된 변형에너지에 의한 재결정 현상이 변형과정에서 연속적으로 발생하는 현상을 동적 재결정이라고 한다.
본 발명의 일 실시예 에서는 입계 편석원소 첨가와 함께 조압연단계에서 1회 압하율이 20% 이상인 조압연을 1회 이상 실시하며 누적 압하율을 60% 이상으로 하였을 때, 최종 고온소둔 이후에 자속밀도가 1.92 Tesla 이상으로 우수하게 된다.
이점에 대하여 발명자들은 입계편석원소와 조압연 압하율과의 상관관계에 대하여 연구한 결과, 1회 압하율을 20% 이상으로 조압연시 고온 전단변형에 의해서 고스 방위의 결정립들이 많이 발생하고, 첨가된 입계편석원소에 의한 입계에서의 변형저항을 감소시켜 고스 이외의 다른 방위로의 동적 재결정이 없이 동적 회복을 하였기 때문에 강판 내에 고스 방위 결정립들이 많이 존재하였다. 따라서 최종적으로 고온 소둔 후에 1.92Tesla 이상의 고자속밀도 특성을 확보할 수 있었다.
한편, 이러한 우수한 고자속밀도 특성은 결국 2차 재결정된 고스방위 결정립들이 가장 이상적인 {110}<001> 방위에 얼마나 배열이 잘 이루어졌는가에 의해 결정된다.
이러한 2차 재결정된 고스 결정립의 방위를 평가하기 위한 방법으로는 먼저 강판의 압연면에 대한 법선 방향(ND)에 대한 방위차(deviation angle, °)α, 압연 직각 방향(TD)에 대한 방위차(deviation angle, °)β, 그리고 압연방향(RD)으로의 방위차(deviation angle, °)γ를 측정하여 정확한(exact) {110}<001> 방위와의 차이를 평가하는 방법이 있다.
이중에서, 자속밀도에 가장 큰 영향을 미치는 방위차(deviation angle, °)는 α와 β로서, 이 방위차들은 결국 2차 재결정립의 <001>축이 압연방향에서 얼마나 벗어나 있느냐를 평가할 수 있는 기준이 된다.
다시 말해서, 1.92 Tesla 이상의 고자속밀도 제품은 2차 재결정된 결정립의 결정방위가 정확한 {110}<001> 고스 방위에 대한 결정방위차 α와 β가작다는것을 의미한다. 이를 보다 정량적으로 평가하기 위한 방법으로는 다음과 같은 수식으로 표현될 수 있다.
[수학식 1]
정확한 {110}<001> 결정방위에 대한 방위차 : (α2 + β2)1/2
즉, 2차재결정된 Goss 결정립의 방위가 정확한{110}<001>결정방위에 대한 (α2 + β2)1/2 값이 작으면 작을수록 자속 밀도가 높다는 것을 의미한다.
본 발명의 일실시예에 따른 방향성 전기강판이 1.92Tesla 이상의 고자속밀도 특성을 확보하기 위하여 제조된 방향성 전기강판의 2차 재결정립 방위를 측정한 결과, 정확한 {110}<001>결정방위에 대한 방위차는 약 4°이하로 확인되었다.
이하에서는 이상 설명한 본 발명의 일 실시예에 따른 방향성 전기강판의 성분(본 발명에서 성분 원소의 % 는 다른 설명이 없는 한 모두 중량%를 의미한다)을 한정이유에 대하여 자세하게 설명한다.
먼저, C는 오스테나이트 상변태를 촉진하는 원소로서, 방향성 전기강판의 열연조직을 균일하게 만들고 냉간 압연시 고스 방위의 결정립 형성을 촉진하여 자성이 우수한 방향성 전기강판을 제조하는데 중요한 원소이다. 이러한 효과는 C 가 0.01%이상 첨가되어야만 효과를 볼 수 있으며 그보다 적은 함량에서는 불균일한 열연조직으로 인하여 2차 재결정이 불안정하게 형성된다. 그러나, 0.10% 이상 첨가하게 되면 열간압연시 오스테나이트 상변태로 인한 미세한 열연조직 형성으로 1차 재결정립이 미세해지게 되며, 열간압연 종료 후 권취 과정이나 열연판 소둔후에 냉각과정에서 조대한 카바이드(carbide)를 형성할 수 있으며 상온에서 시멘타이트(Fe3C, Cementite)를 형성하여 조직에 불균일을 초래하기 쉽다. 그러므로 슬라브 내에서 C의 함유량은 0.01~0.10%로 한정하는 것이 바람직하다.
그러나 C는 1차 재결정 과정 중에 탈탄이 일어나 그 함유량이 줄어 들게 된다. 또한 최종 제조되는 방향성 전기강판에 C가 많이 잔존하게 될 경우 자기적 시효효과로 인해 형성되는 탄화물을 강판 내에 석출시켜 자기적 특성을 악화시키는 원소이다. 따라서, 최종 제조되는 방향성 전기강판에서는 C의 함유량을 0.01 중량% 이하(0 % 제외함)로 포함하는 것이 바람직하다. 더욱 구체적으로 C를 0.005 중량% 이하로 포함할 수 있다. 더더욱 구체적으로 C를 0.003 중량% 이하로 포함할 수 있다.
Si은 방향성 전기강판의 기본 조성으로 소재의 비저항을 증가시켜 철심 손실(core loss) 즉, 철손을 낮추는 역할을 한다. Si함량이 2.0%미만인 경우 비저항이 감소하여 철손 특성이 열화되고 고온 소둔시 상변태 구간이 존재하여 2차재결정이 불안정해지며, 4.0%이상으로 과잉 함유시에는 강의 취성이 커져 냉간 압연이 극히 어려워지게 된다. 따라서, Si은 2.0~4.0%로 한정한다. 구체적으로, Si는 3.0~4.0%로 포함될 수 있다.
Mn은 Si과 동일하게 비저항을 증가시켜 철손을 감소시키는 효과가 있으며, S 및 Se와 반응하여 Mn[S,Se] 석출물을 형성함으로써 1차 재결정립의 성장을 억제하는 억제제로 사용한다. 본 발명에는 0.200% 이상 첨가하면 Mn[S,Se] 석출물이 조대해져서 억제력이 떨어지며 또한 Mn[S,Se] 석출물을 용체화 시키기 위해서 슬라브를 고온으로 가열해야 하는 문제가 발생한다. 반대로, 0.01%이하로 제어하기 위해서는 제강에서 정련의 부담이 커지며, Mn[S,Se] 석출이 적게 형성되어 억제제로서의 효과가 떨어지므로 Mn의 함량은 0.01~0.20%로 한정한다. 구체적으로, Mn의 함량은 0.05 내지 0.15%로 포함될 수 있다.
S는 일반적으로 Mn과 반응하여 MnS 석출물을 형성하여 1차 재결정립의 성장을 억제하는 억제제의 역할을 한다. 본 발명에서는 AlN 석출물과 함께 MnS 석출물을 결정성장 억제제로 사용하기 때문에 특별하게 많은 함량을 첨가하지는 않는다. S를 0.008% 이상 첨가하게 되면 MnS 석출물이 조대해지면서 억제력이 약화되고, 또한 슬라브 가열시 석출물이 완전 용해되지 않는 단점이 존재하게 된다. 반대로 0.004% 이하로 첨가하게 되면 MnS 석출물이 매우 적게 되어 억제제로서의 효과가 떨어지므로 본 발명에서 슬라브 내에서 S의 함유량은 0.004~0.008%로 한정한다.
그러나 S는 제품 제조 공정 중에 석출물을 형성하거나 분해 하는 과정이 있어서 최종 제조되는 방향성 전기강판에서는 S의 함유량은 0.008 중량% 이하(0 % 제외함)로 포함하는 것이 바람직하다.
Se는 일반적으로 Mn과 반응하여 MnSe 석출물을 형성하여 1차 재결정립의 성장을 억제하는 억제제의 역할을 한다. 본 발명에서는 AlN 및 MnS와 함께 MnSe 석출물을 결정성장 억제제로 사용하기 때문에 특별하게 많은 함량을 첨가하지는 않는다. Se를 0.008% 이상 첨가하게 되면 MnSe 석출물이 조대해지면서 억제력이 약화되고, 또한 슬라브 가열시 석출물이 완전 용해되지 않는 단점이 존재하게 된다. 반대로 0.0001% 이하로 첨가하게 되면 MnSe 석출물이 매우 적게 되어 억제제로서의 효과가 떨어지므로 본 발명에서 Se의 함량은 0.0001~0.008%로 한정한다. 구체적으로, Se의 함량은 0.001~0.008%로 함유될 수 있다. 보다 구체적으로 Se의 함량은 0.005~0.008%로 함유될 수 있다.
Cu는 강 중에 S 및 Se 결합하여 Cu[S,Se] 석출물을 형성함으로써, 결정립의 성장을 억제하는 효과가 있다. Mn[S,Se] 석출물보다 더 빨리 미세하게 석출하기 때문에 결정성장 억제력은 더 강하다. 이러한 결정성장 억제력을 확보하기 위해서 첨가되는 Cu함량은 0.002%이상으로 그보다 적은 함량은 Cu[S,Se] 석출물 형성이 적어 억제력 확보하기에 어렵고, 반대로 0.1% 이상 증가하게 되면 조대한 Cu[S,Se] 석출물이 많아져 역시 결정성장 억제력이 떨어지게 된다. 따라서, 본 발명에서 Cu의 함량은 0.002~0.1%로 한정하는 것이 바람직하다. 구체적으로, Cu는 0.005~0.07%로 포함될 수 있다. 보다 구체적으로, Cu는 0.01~0.07%로 포함될 수 있다.
Al은 강중 N과 결합하여 AlN을 형성함으로써, 방향성 전기강판의 2차재결정을 형성하기 위한 대표적인 결정립성장 억제제의 구성원소이다. 본 발명에서는 1차 재결정 소둔 과정에서 질화처리를 통하여 Al계 질화물을 형성함으로써, 결정립성장 억제효과를 확보하기 때문에 제강단계에서 Al은 0.010~0.040%첨가 하는 것이 바람직하다. Al함량이 0.010%미만인 경우에는 1차 재결정 및 질화 과정에서 형성되는 Al계 석출물의 총량이 미미하여 1차 재결정립 성장 억제력이 부족하게 되며, 반대로, 0.040%이상인 경우에는 슬라브 제조 및 열연공정에서 석출물이 조대하게 성장함에 따라서 결정립 성장 억제력이 떨어지게 되어 고자속밀도의 자기특성을 확보할 수 없게 된다. 그러므로 슬라브내에서 Al의 함유량은 0.010~0.040%로 한정한다.
그러나 Al은 제품 제조 공정 중에 석출물을 형성하거나 분해 하는 과정이 있어서 최종 제조되는 방향성 전기강판에서 Al의 함유량은 0.040 중량% 이하(0 % 제외함)로 포함하는 것이 바람직하다.
N은 Al과 반응하여 재결정립 성장을 억제하는 AlN을 형성하는 중요한 원소이지만, N의 함량을 0.008%이상 첨가하게 되면, 슬라브 제조 및 열연단계에서 AlN 석출물 형성이 증가하여 1차 재결정 및 결정성장을 방해하여 1차 재결정 미세조직을 불균일하게 만들어 고자속밀도 특성 확보가 어려워진다. 반대로, 0.001%이하로 첨가하는 것은 제강의 정련 공정의 부하를 증가시키며, 1차 재결정시 결정립 성장이 촉진되어 균일한 1차 재결정 미세조직 확보가 어려워져 역시 고자속밀도 특성을 확보할 수가 없다. 따라서, 제강단계에서 N의 함유량은 0.001~0.008%로 한정한다. 구체적으로, N의 함량은 0.003~0.008%로 포함될 수 있다. 보다 구체적으로, N의 함량은 0.005~0.008%로 포함될 수 있다. 그러나 N 은 제품 제조 공정 중에 석출물을 형성하거나 분해 하는 과정이 있어서 최종 제조되는 방향성 전기강판에서 N 의 함유량은 0.008 중량% 이하(0 % 제외함)로 포함하는 것이 바람직하다.
Ni은 오스테나이트 형성을 촉진하는 합금원소로, C 와 함께 상변태를 촉진하여 균일한 열연 미세조직을 만드는데 중요하다. 그리고, 열간 압연과정에서 고자속밀도 특성 확보에 중요한 전단변형 집합조직인 {110}<001>방위의 집합조직을 형성을 촉진한다. 따라서, Ni을 0.005%이상 첨가해야 {110}<001>집합조직 형성을 촉진할 수 있으며, 반대로 0.1%이상 첨가하게 되면 {110}<001>집합조직 형성은 잘 되지만, 강판 표면에 산화층 형성을 방해하여 최종 제품의 표면품질이 떨어지게 된다. 따라서, 본 발명에서는 Ni 첨가량을 0.005~0.1%로 한정하는 것이 바람직하다. 구체적으로, Ni의 함량은 0.005~0.08%로 함유될 수 있다. 보다 구체적으로, Ni의 함량은 0.005~0.05%로 함유될 수 있다.
Mo는 열간 압연 과정에서 고자속밀도 특성 확보에 중요한 전단변형 집합조직인 {110}<001>방위의 집합조직을 형성을 촉진한다. 그리고, 고온에서 입계 산화를 억제하여 열연과정에서 표면 크랙 발생을 억제하는 효과가 있다. 이러한 Mo는 0.001%이상 첨가해야 {110}<001>집합조직 형성을 촉진할 수 있으며, 반대로 0.1%이상 첨가하게 되면 {110}<001>집합조직 형성은 잘 되지만, 고가의 합금철이기 때문에 자속밀도 향상 대비 첨가효과가 떨어지게 된다. 따라서, 본 발명에서는 Mo 첨가량을 0.001~0.1%로 한정하는 것이 바람직하다. 구체적으로 Mo의 함량은 0.003~0.07%로 함유될 수 있다.
Cr은 탈탄소둔 공정에서 산소와 가장 빨리 반응하여 강판 표면에 Cr2O3를 형성함으로써 본 발명의 특징인 편석원소 첨가에 따른 표면산화층의 불안정 형성을 안정화하기 위한 중요한 원소이다. 일반적으로 편석원소들은 결정입계 뿐만 아니라 표면까지 편석하는 경향을 보이기 때문에, 편석원소에 의한 탈탄 및 표면 산화층 형성이 억제되기 전에, 먼저 표면층에 Cr2O3를 형성함으로써 탈탄 반응이 원활하게 이루어지게 된다. 이러한 Cr을 0.005%이하로 첨가하게 되면 첨가효과가 없고, 0.1%이상 첨가하는 경우에 표면산화층 형성에 큰 영향을 미치지 않기 때문에 바람직한 Cr 첨가량은 0.005~0.1%으로 한정 한다. 구체적으로 Cr의 함량은 0.01~0.08%로 포함될 수 있다.
P는 본 발명의 핵심 입계 편석원소로서 결정립계의 이동을 방해하는 결정립 성장 억제역할이 가능하며, 집합조직 측면에서 {110}<001>집합조직을 개선하는 효과가 있다. P의 함량이 0.005%이하면 첨가효과가 없으며, 0.100%이상 첨가하면 취성이 증가하여 압연성이 크게 나빠지므로 0.005~0.100%로 한정하는 것이 바람직하다. 구체적으로 P의 함량은 0.005~0.07%로 포함될 수 있다.
Sn은 본 발명의 중요 편석원소 중 하나로서 결정입계에 편석하여 입계의 이동을 방해하는 효과가 우수한 보조적 결정립 성장억제제로 작용한다. 또한 고온에서도 안정적으로 결정립계에 존재하며 탈탄 및 표면 산화층 형성에 큰 영향을 주지 않는다. 아울러, 열간 압연시 고스 방위의 결정립 생성을 촉진하여 우수한 자성의 2차 재결정이 잘 발달하게 도와준다. 본 발명에서 Sn이 0.005%보다 작으면 첨가 효과가 미미하고, 반대로 0.200%이상 첨가되면 입계 및 표면 편석이 심하게 일어나게 되어 탈탄공정의 부하가 점차 증가하고, 냉간 압연시 판파단의 가능성이 높아지게 된다. 따라서, Sn 함량은 0.005~0.20%로 한정한다. 구체적으로, Sn의 함량은 0.005~0.08%로 포함될 수 있다. 보다 구체적으로 Sn은 0.005~0.04%로 포함될 수 있다.
Sb는 본 발명의 중요 편석원소 중 하나로서 결정입계에 편석하여 입계의 이동을 방해하는 효과가 우수한 원소이다. 또한 탈탄 과정에서 형성되는 강판 내부 산화층의 깊이를 제어함으로써 내부 산화층 형성으로 자구이동이 억제되어 철손이 증가하는 현상을 최소화 하는 효과가 있다. 본 발명에서 Sb의 함량이 0.0005%이하인 경우에 첨가량이 매우 적어 첨가효과를 볼 수 없고, 반대로 0.100% 이상 첨가하는 경우에는 앞서 설명한 Sn과 같은 문제점인 냉간압연 판파단과 탈탄 지연이라는 현상이 발생하므로 제강 단계에서 Sb 함량은 0.0005~0.10%로 한정한다. 구체적으로 Sb는 0.001~0.05%로 포함될 수 있다.
Ge는 본 발명의 중요 편석원소 중 하나로서 결정입계에 편석하여 입계의 이동을 방해하는 효과가 우수한 보조적 결정립 성장억제제로서 작용을 한다. 또한, 열간 압연시 고스 방위의 결정립 생성을 촉진하여 우수한 자성의 2차 재결정이 잘 발달하게 도와준다. 본 발명에서는 Ge이 0.0005%보다 작으면 첨가 효과가 미미하고, 반대로 0.10%이상 첨가되면 탈탄 부하가 증가되며 자속밀도 개선 특성이 첨가효과 대비 떨어진다. 따라서, Ge 함량은 0.0005~0.10%로 한정한다.
As도 Ge과 함께 본 발명의 중요 편석원소 중 하나로서 결정입계에 편석하여 입계의 이동을 방해하는 효과가 우수하며, 열간 압연시 Goss 방위의 결정립 생성을 촉진하여 우수한 자성의 2차 재결정이 잘 발달하게 도와준다. 본 발명에서는 As함량이 0.0005%보다 작으면 첨가 효과가 미미하고, 반대로 0.10%이상 첨가되면 탈탄 부하가 증가되며 자속밀도 개선 특성이 첨가효과 대비 떨어진다. 따라서, As 함량은 0.0005~0.10%로 한정한다.
Pb는 Sn, Sb, As, Ge과 함께 본 발명의 중요 편석원소 중 하나로서 결정입계에 편석하여 입계의 이동을 방해하는 효과가 우수하며, 열간 압연시 고스 방위의 결정립 생성을 촉진하여 우수한 자성의 2차 재결정이 잘 발달하게 도와준다. 본 발명에서는 Pb 함량이 0.0001%보다 작으면 첨가 효과가 미미하고, 반대로 0.10%이상 첨가되면 탈탄 부하가 증가되며 자속밀도 개선 효과가 떨어지게 된다. 따라서, Pb 함량은 0.0001~0.10%로 한정한다.
Bi는 Pb, Sn, Sb, As, Ge과 함께 본 발명의 중요 편석원소 중 하나로서 결정입계에 편석하여 입계의 이동을 방해하는 효과가 우수하며, 열간 압연시 고스 방위의 결정립 생성을 촉진하여 우수한 자성의 2차 재결정이 잘 발달하게 도와준다. 본 발명에서는 Bi함량이 0.0001%보다 작으면 첨가 효과가 미미하고, 반대로 0.10%이상 첨가되면 표면 편석이 증가하여 탈탄 부하가 증가되며 산화층 형성이 불안정하여 표면결함이 증가하게 된다. 따라서, Bi 함량은 0.0001~0.10%로 한정한다.
본 발명에서는 P, Sn, Sb, As, Ge, Pb, Bi 와 같은 편석원소들이 1차재결정에서 Goss 방위 결정립을 증가시켜 자속밀도 향상에 효과가 있고 또한 1차 결정립의 성장을 억제하는 효과가 있기 때문에 적어도 한 종류 이상의 편석원소들을 복합 첨가하는 것이 바람직하다.
다음은 본 발명의 일 실시예에 따른 방향성 전기강판의 제조방법에 대하여 자세히 설명한다.
먼저, 앞서 설명한 조성을 갖는 슬라브를 준비한다. 앞서 설명한 바와 같은 성분 범위에서 성분조정을 하게 되면 슬라브 제조 및 열간 압연 과정에서 AlN, Mn[S,Se] 및 Cu[S,Se]의 석출물 형성으로 1차재결정립의 결정성장을 억제하여 고스 방위 결정립의 2차재결정을 촉진하며 P, Sn, Sb, As, Ge, Pb 및 Bi 원소들의 입계편석으로 인하여 변형과정에서의 입계에 응력집중을 완화하고 전단변형에 의한 고스 방위 결정립 형성을 촉진하여 1차재결정 조직에서 고스 방위 결정립을 많이 재결정시켜 자속밀도를 향상할 수 있게 된다.
아울러, Ni과 Mo는 고용강화를 통하여 열연 중에 고스 방위 결정립의 성장을 촉진하고, Cr 첨가를 통하여 입계 편석에 따른 산화층 형성이 불안정해지는 것을 막을 수 있게 된다.
본 발명의 일 실시예에 따른 방향성 전기강판은 제강에서부터 열연판을 제조하는 방법으로는 분괴법과 연속주조 방법 및 박슬라브 주조 혹은 스트립 캐스팅이 가능한다. 이하에서는 슬라브를 이용하여 열연판을 제조하는 방법 위주로 설명을 한다.
이상과 같은 조성을 갖는 슬라브를 가열로에 장입한 다음 1,280℃ 이하에서 가열한다. 구체적으로, 슬라브를 1100 내지 1280℃에서 가열한다. 가열된 슬라브를 이용하여 열간 압연을 실시하게 된다.
열간 압연 공정은 가열된 슬라브를 900℃ 이상의 고온에서 조압연과 마무리 압연을 하여 냉간 압연 하기에 적정한 두께인 1.0~3.5mm의 두께로 압연하다.
열간 압연 과정에서 슬라브두께와 압연롤 직경에 의한 구조적 전단변형이 발생하고, 그에 따라 전단변형 조직 내에 고스 방위 결정립이 형성되게 된다. 이러한 열연과정의 근본적인 전단변형 기구에 더하여 앞서 설명한 고용강화 원소와 입계편석 원소들의 첨가에 의해서 고스 방위의 결정립 형성이 더욱 촉진되게 된다.
아울러, 조압연 및 열간 압연시 압연율에 따라서도 변형량이 크게 달라져, 고스 방위 결정립 형성에 큰 영향을 미치게 된다. 더욱이 조압연과 같이 초기 압연 두께가 두꺼운 소재의 변형시에 전단변형이 크게 되도록 조압연 조건을 제어하면 (즉, 압연율을 크게 부여할 경우) 고스 방위 결정립 형성을 크게 촉진하게 된다.
열간 압연시 압하율에 대하여 보다 자세히 설명한다.
가열된 슬라브를 1.0~3.5mm의 두께로 열간 압연하기 위해서는 여러 차례의 조압연을 통하여 열간 압연하기에 적당한 두께로 압연하게 된다. 가열된 상태의 두꺼운 슬라브 두께에서 30mm 이상 두께로 Bar로 조압연하는 것이 바람직하며, 이때 조압연은 적어도 1회 이상의 압연을 통하여 Bar를 제조하게 된다. 이때, 적어도 1회 이상으로 압연율이 20%이상 압연하는 경우, 전단변형에 의한 고스 집합조직이 크게 발달하는 것을 확인하였다. 구체적으로, 적어도 1회 이상의 압연율은 20 내지 40%일 수 있다.
그리고, 슬라브에서 Bar 두께로 압연하는 누적 압하율은 적어도 60%이상으로 조압연을 실시하였을 때, 최종 1차재결정 미세조직에서 고스 방위 결정립이 증가하였고, 이후의 고온소둔 공정을 거칠 경우 자속밀도 특성이 1.92 Tesla 이상으로 우수하였다. 더욱 바람직하게는 조압연 단계에서 누적 압하율이 70% 이상으로 한다. 구체적으로, 조압연 단계에서 누적 압하율은 60 내지 80%일 수 있다.
열간 압연에서 조압연시 1회 압연율이 20% 이하인 경우에는 전단변형량이 적어서 고스 방위 결정립 형성이 적게 발생하였다. 반대로, 압연율을 높게 가져갈수록 전단변형에 크게 작용하여 고스 방위 결정 형성에 큰 도움이 되지만, 조압연 설비부하가 크게 증가하기 때문에 설비의 능력을 고려하여 1회 압하율이 20%이상 되도록 하여 적어도 1회 이상 조압연을 실시하여 Bar를 제조한 다음 최종 열간 압연 하는 것이 바람직하다.
이상과 같은 방법으로 조압연을 실시하여 Bar를 제조한 다음, 열간 압연은 1.0~3.5mm의 두께로 압연을 실시하되 통상적으로 압연부하를 고려하여 850℃ 이상의 온도에서 압연을 종료하고 600℃ 이하의 온도로 냉각하여 권취하는 것이 바람직하다.
열간 압연을 완료한 강판은 이후 열연판 소둔 공정에서 열간 압연된 변형조직을 재결정시켜 후 공정인 냉간 압연 공정에서 최종 제품 두께까지 압연이 원활하도록 만들어 준다. 열연판 소둔 온도는 재결정을 위하여 800℃이상의 온도로 가열하여 일정시간 유지하는 것이 바람직하며, AlN, Mn[S,Se] 및 Cu[S,Se] 석출물 형성과 크기 제어를 위하여 복수의 온도로 가열하는 소둔도 가능하다.
이와 같은 열연판 소둔과정을 거친 열연판은 산세를 실시하여 강판 표면의 산화층을 제거한 다음 냉간 압연을 실시하게 된다.
냉간 압연은 최종 제품 두께까지 강판의 두께를 낮추는 공정으로, 본 발명에서는 1회 혹은 중간소둔을 포함하는 1회 이상의 냉간 압연을 실시하여 최종 제품두께까지 압연하게 된다. 이때 냉간 압연율은 고스 방위의 집적도를 강화하여 최종 2차재결정 소둔 후에 자속밀도 향상에 영향을 미치므로 최소 80%이상의 압연율로 냉간 압연하는 것이 바람직하다.
냉간 압연율이 80%미만이면, 고스방위의 집적도가 낮아서 최종제품의 자속밀도가 떨어지게 된다. 따라서, 냉간 압연율은 최소 80%이상으로 하며, 최대 압연율은 압연설비의 압연능력에 따라서 최대압연 가능한 범위까지 압연하면 된다.
또한, 냉간 압연 과정에서 냉간 압연된 강판의 온도를 150℃ 이상으로 올리면 고용탄소에 의한 가공경화로 고스 방위의 2차 재결정 핵을 많이 발생하게 되어 최종제품의 자속밀도를 향상시킬 수 있다. 냉연된 강판의 온도가 150℃ 미만이면 고스방위의 2차 재결정 핵 발생이 미미하며, 반대로 300℃ 이상이면, 고용탄소에 의한 가공경화 효과가 약화되어 고스방위의 2차 재결정 핵 발생이 약해진다. 따라서, 냉간 압연 공정에서는 중간 압연단계에서 최소 1회 이상 150~300℃ 온도의 영역에서 강판이 유지되는 것이 바람직하다.
다음은 냉간 압연된 강판을 압연유 제거 공정을 거친 후에 1차 재결정과 동시에 탈탄 및 질화처리 공정을 통하여 적정한 결정립 크기의 균일한 1차 재결정 미세조직 및 강력한 결정성장 억제력을 갖는 AlN 석출물을 형성하게 된다.
이때, 냉간 압연된 강판은 600℃ 이상의 온도로 20℃/sec이상의 승온율로 가열해야만 이전 공정에서 편석원소 첨가 및 1회 20%이상의 조압연에 의하여 증가시킨 고스 방위 결정립의 1차재결정을 촉진할 수가 있다. 이 때 상기 냉연판을 600℃ 이상의 온도로 50℃/sec이상의 승온율로 가열하는 것이 더욱 바람직하다. 구체적으로, 상기 냉연판은 600 내지 900℃의 온도로 20 내지 200℃/sec의 승온율로 가열될 수 있다.
승온율이 20℃/sec 이하인 경우에는 냉간 압연에 의해서 변형된 조직들의 회복현상으로 고스 방위 결정립들의 재결정이 지연되어, 1차재결정후에 고스 방위 결정립의 분율이 감소하게 된다.
따라서 냉간 압연판을 1차 재결정 소둔할 경우에, 600℃ 이상의 탈탄 및 재결정 온도영역까지 20℃/sec 이상의 승온율로 승온하는 것이 바람직하다. 아울러, 탈탄소둔과 함께 암모니아를 사용한 질화 처리를 통하여 강판내에 AlN 석출물 형성시켜, 1차 재결정립의 결정성장을 억제하는 것이 필요하다.
이때 질화 처리된 강판내의 총 질소함량은 0.01~0.05% 범위로 한정하는 것이 바람직하다. 총 질소함량이 0.01% 미만이면 질화 처리를 통하여 형성된 AlN석출물의 총량이 너무 적어, 원하는 결정성장억제력 확보가 어렵게 되어 2차재결정이 불안정하게 형성되고 1.92Tesla 이상의 자속밀도 확보가 어렵게 된다.
반대로, 0.05% 이상으로 총 질소함량이 증가하는 것은 과잉의 AlN 형성으로 결정성장이 지나치게 증가하는 2차재결정이 잘 형성되지 않게 된다. 아울러, 과잉의 질소가 1100℃ 이상의 고온영역에서 강판에서 분해되어 나올 때, 강판 표면에 질소 방출구와 같은 표면 결함을 유발하게 된다. 따라서, 총 질소함유량은 0.01~0.05% 범위로 한정하여 질화 처리하는 것이 바람직하다.
이렇게 탈탄 및 질화 처리된 강판은 이후에 MgO를 기본으로 하는 소둔분리제를 도포한 다음, 1000℃ 이상으로 승온하여 장시간 균열소둔하여 2차 재결정을 일으킴으로써 강판의 {110}면이 압연면에 평행하고, <001>방향이 압연방향에 평행한 고스 방위의 집합조직을 형성하여 자기특성이 우수한 방향성 전기강판을 제조한다.
이상 설명한 바와 같은 조건으로 제조된 방향성 전기강판은 AlN, Mn[S,Se] 및 Cu[S,Se] 석출물을 사용하여 강력한 결정성장 억제력을 확보함과 동시에 P, Sn, Sb, As, Ge, Pb 및 Bi 원소들의 입계편석 효과 및 Ni 및 Mo 첨가에 따른 전단변형 증가로 고스 방위 결정립 형성을 촉진하게 된다.
아울러 슬라브 가열 후 조압연 과정에서 1회 압연율이 20%이상인 조압연을 적어도 1회 이상 실시하여 전체 누적 압하율이 60% 이상이 되도록 조압연을 실시함으로써, 전단 변형량 증가에 의한 고스 방위 결정립 형성을 촉진하여 Bar를 제조하고 이를 열간압연 하고, 최종 제품 두께로 냉간압연한 다음, 600℃ 이상의 온도영역으로 20℃/sec이상의 승온율로 가열하여 탈탄 및 1차 재결정을 시키고, 동시에 질화 처리를 실시하여 강판 내에 총 질소함유량을 0.01~0.05% 범위로 조정한 결과, 최종 고온소둔 후에 2차재결정된 고스 방위 결정립들의 결정방위를 측정한 결과, 정확한 {110}<001>결정방위에 대한 방위차는 약 4°이하이었다.
따라서 본 발명의 일 실시예에 따라 제조된 방향성 전기강판은 자속밀도가 1.92 Tesla 이상으로 우수한 자기적 특성을 나타내었다.
이하에서는 실시예를 통하여 본 발명을 좀더 상세하게 설명한다. 그러나 이러한 실시예는 단지 본 발명을 예시하기 위한 것이며, 본 발명이 여기에 한정되는 것은 아니다.
실시예 1
아래 표1과 같이 C, Si, Mn, 산가용성 Al, N, S, Se, Cu, Ni, Cr 및 Mo를 기본 조성으로 하고, P, Sn, Sb, Ge, As, Pb 및 Bi 함량을 변화시킨 강성분계를 진공 용해하여 주편을 만들었다.
이러한 주편을 1150℃의 온도로 가열한 다음, 6회의 조압연을 통하여 40mm의 Bar를 제조하였고 이어서 두께 2.3mm로 열간 압연한 다음 600℃로 급냉하여 권취하였다.
이때, 1, 2 및 3회 조압연을 압연율 20%이상으로 압연을 실시하여 총 누적 압하율이 60%이상으로 조압연을 실시하였다.
이러한 열간압연 강판을 1050℃에서 열연판 소둔을 실시한 다음 산세를 실시한 후 0.23mm 두께로 1회 강 냉간 압연 하였다.
냉간 압연된 강판은 50℃/sec의 승온 속도로 850℃까지 가열한 다음, 습한 수소와 질소 및 암모니아의 혼합 가스분위기 속에서 180초간 유지하여 1차 재결정 소둔을 하였다. 이와 같이 1차 재결정 소둔시에 강판의 총 질소함량이 200ppm이 되도록 질화 처리를 동시에 실시하였다.
이어서 강판에 MgO를 주성분으로 하는 소둔분리제를 도포하여 코일상으로 2차 재결정 고온소둔을 실시하였다.
고온소둔은 1200℃ 까지는 25% N2 + 75% H2의 혼합 가스분위기로 하였고, 1200℃ 도달 후에는 100% H2 가스 분위기에서 20시간 유지 후 서냉하였다.
각각의 합금 성분계에 대하여 2차 재결정 고온소둔 후의 자속밀도(B8) 및 철손 특성(W17/50) 측정 결과를 표 1에 함께 나타내었다. 아울러 2차 재결정된 결정립의 방위를 Laue diffraction 측정을 통하여 정확한 {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 를 측정하였다.



위 표 1에서 확인할 수 있는 바와 같이 P, Sn, Sb, Ge, As, Pb 및 Bi 함량 첨가하였을 때 2차 재결정립의 방위들은 정확히 {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 가 4.0°이하 있었으며, 1.92 Tesla 이상의 자속밀도를 안정적으로 확보할 수 있음을 알 수 있다.
또한 방향성 전기강판에 이러한 성분을 1종 이상으로 복합 첨가하였을 때 1.92 Tesla 보다 우수한 자속밀도 특성을 확보하였다.
실시예 2
실시예 1에서 평가된 발명재 12의 조성을 갖고 진공 용해하여 제조된 슬라브를 1200℃에서 가열하였다.
가열된 슬라브에 대하여 조압연 횟수와 압하율을 변경하여 조압연을 실시한 다음 열간압연으로 두께 2.6mm의 열연판을 제조하였다.
이러한 열간압연 강판은 1080℃에서 열연판 소둔을 실시하고 산세를 실시한 다음 0.30mm 두께로 1회 강 냉간압연 하였다.
냉간압연된 강판은 30℃/sec의 승온 속도로 860℃까지 가열한 다음, 습한 수소와 질소 및 암모니아의 혼합 가스분위기 속에서 150초간 유지함으로써 1차 재결정을 형성하면서 동시에 강판의 총 질소함량이 180ppm이 되도록 질화 처리를 동시에 실시하였다.
이어서 강판에 MgO를 주성분으로 하는 소둔분리제를 도포하여 코일상으로 2차 재결정을 위한 최종 고온소둔을 실시하였다.
고온소둔은 1200℃ 까지는 25% N2 + 75% H2의 혼합 가스분위기로 하였고, 1200℃ 도달 후에는 100% H2 가스 분위기에서 20시간 유지 한 다음 서냉하였다.
표 2 에서는 조압연 횟수 및 1회 압연율에 따른 2차재결정 고온소둔후의 2차 재결정립들에 대한 정확한 {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 그리고 자속밀도(B8) 및 철손 특성(W17/50)을 측정한 결과를 나타내고 있다.



위 표2 에 나타낸 바와 같이, 1회 조압연 압하율이 20% 미만인 경우, 혹은 누적 압하율이 60% 미만인 경우에는 2차 재결정된 결정립 방위의 정확한 {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 가 4°이상이었으며, 자속밀도도 1.92 Tesla 이상의 우수한 자속밀도 확보가 어려웠다.
실시예 3
실시예 1에서 평가된 발명재 8의 조성을 갖고 진공 용해하여 제조된 슬라브를 1130℃에서 가열하였다.
가열된 슬라브에 대하여 총 6회의 조압연을 실시함에 있어, 3, 4, 5 및 6회 조압연시에 20%이상의 압하율을 적용하여 누적 압하율 76.0%로 조압연을 실시하여 60mm Bar를 제조한 다음 2.3mm 두께로 열간 압연하였다.
이러한 열간 압연 강판은 1100℃에서 열연판 소둔을 실시하고 산세를 실시한 다음 0.23mm 두께로 1회 강 냉간 압연 하였다.
냉간 압연시 압연온도를 50~350℃까지 변경하여 최종 제품 두께까지 압연을 실시한 다음, 냉연 강판을 70℃/sec의 승온 속도로 855℃까지 가열하고, 습한 수소와 질소 및 암모니아의 혼합 가스분위기 속에서 180초간 유지함으로써 1차 재결정을 형성하면서 강판의 총 질소함량이 220ppm이 되도록 질화 처리를 동시에 실시하였다.
이어서 강판에 MgO를 주성분으로 하는 소둔분리제를 도포하여 코일상으로 2차 재결정 고온소둔을 실시하였다.
고온소둔은 1200℃ 까지는 50% N2 + 50% H2의 혼합 가스분위기로 하였고, 1200℃ 도달 후에는 100% H2 가스 분위기에서 20시간 유지 후 서냉하였다.
표 3은 냉간 압연시 압연온도에 따른 최종 고온소둔 후에 2차재결정립들에 대한 정확한 {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 그리고 자속밀도 및 철손의 변화를 나타낸 것이다.

위 표 3에서 나타낸 바와 같이 냉간 압연온도가 150℃ 미만인 경우와 반대로 300℃ 이상인 경우에는 2차 재결정된 결정립 방위의 정확한 {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 가 4°이상이었으며, 1.92 Tesla 이상의 자속밀도 확보가 어려웠다.
실시예 4
위 실시예 3에서 평가된 발명재 2(표1 발명재 8의 조성)의 냉연판을 이용하여 탈탄 및 1차 재결정 소둔을 실시함에 있어서 표4에 나타낸 조건으로 승온 속도를 변화시켜 승온하고 이어서 추가로 승온하여 850℃ 영역에서 탈탄 및 질화 처리를 실시하였다.
질화 처리는 탈탄소둔 중 암모니아 가스를 사용하여 총 질소함량을 200ppm이 되도록 질화 처리 하였다.
이어서 질화 처리된 강판은 MgO를 주성분으로 하는 소둔분리제를 도포하여 코일상으로 2차 재결정 고온소둔을 실시하였다.
고온소둔은 1200℃ 까지는 75% N2 + 25% H2의 혼합 가스분위기로 하였고, 1200℃ 도달 후에는 100% H2 가스 분위기에서 20시간 유지 후 서냉하였다.
표 4는 탈탄 및 1차 재결정시 승온 속도에 따른 최종 고온소둔 후에 2차재결정립들에 대한 exact {110}<001> 방위와의 방위차(deviation angle, °) (α2 + β2)1/2 그리고 자속밀도 및 철손의 변화를 나타낸 것이다.
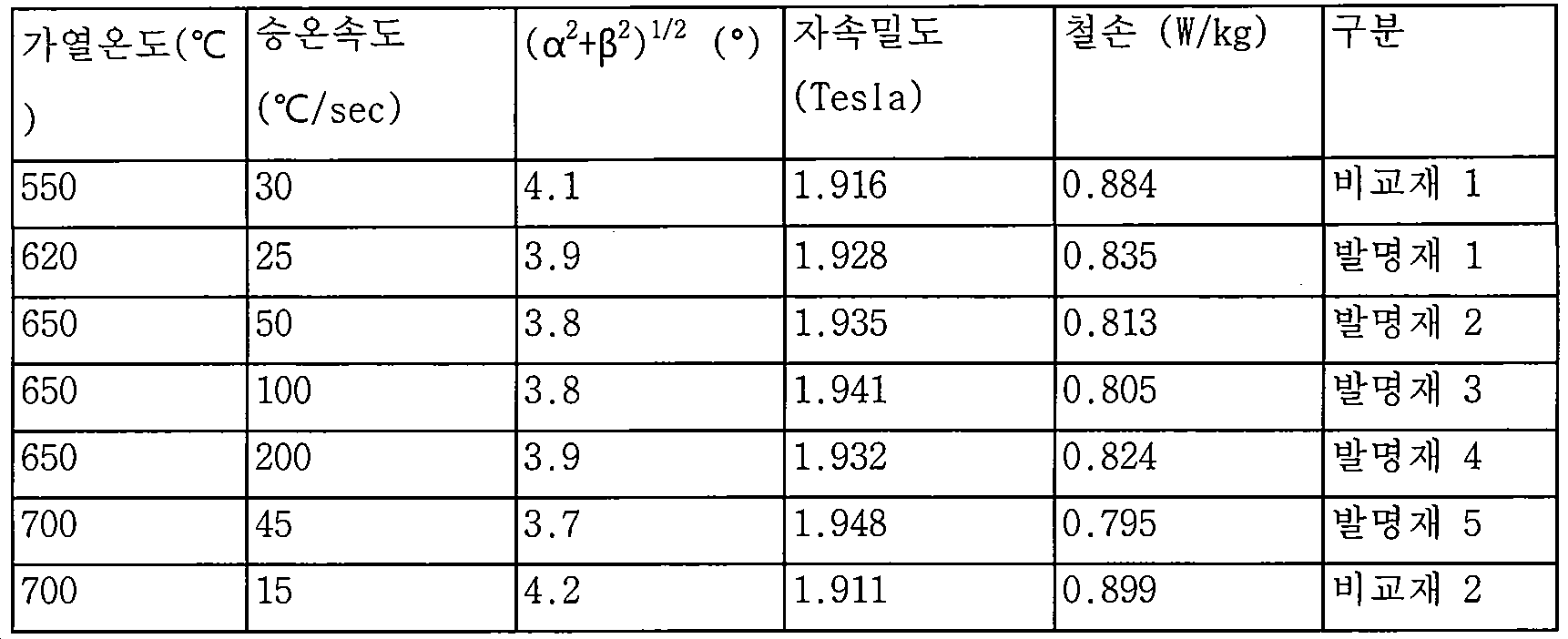
위 표 4에 나타낸 바와 같이 600℃ 이상의 온도로 승온 속도를 20℃/sec 이상의 속도를 승온하는 경우에 방위차 (α2 + β2)1/2 가 4°이하이며 자속밀도가 1.92 Tesla 이상으로 확보되는 것을 알 수 있다.
이것은 P, Sn, Sb, Ge, As, Pb 및 Bi 등의 입계편석원소 첨가와 조압연 단계에서 20% 이상의 압하율로 1회 이상 조압연을 실시한 효과를 최종 제품의 자속밀도까지 연결하기 위해서는 탈탄 및 1차재결정 소둔단계에서 600℃ 이상의 온도 영역으로 승온 속도를 20℃/sec 이상으로 승온하는 것이 필요하다는 것을 의미한다.
본 발명은 실시예들에 한정되는 것이 아니라 서로 다른 다양한 형태로 제조될 수 있으며, 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자는 본 발명의 기술적 사상이나 필수적인 특징을 변경하지 않고서 다른 구체적인 형태로 실시될 수 있다는 것을 이해할 수 있을 것이다. 그러므로 이상에서 기술한 실시예들은 모든 면에서 예시적인 것이며 한정적이 아닌 것으로 이해해야만 한다.
Claims (7)
- 중량%로 C: 0.01 % 이하 (0%를 제외함), Si: 2.0%~4.0%, Mn: 0.01%~0.20%, 산가용성 Al: 0.040%이하(0%를 제외함), N: 0.008%(0%를 제외함), S: 0.008%(0%를 제외함), Se: 0.0001~0.008%, Cu: 0.002~0.1%, Ni: 0.005~0.1%, Cr: 0.005~0.1%, P: 0.005%~0.1% 및 Sn: 0.005%~0.20%을 함유하며, Sb: 0.0005%~0.10%, Ge: 0.0005%~0.10%, As: 0.0005%~0.10%, Pb: 0.0001%~0.10%, Bi: 0.0001%~0.10% 및 Mo:0.001~0.1% 중에서 1종 이상을 함유하고, 잔부 Fe 및 기타 불가피한 불순물로 이루어지며,최종 2차 재결정 이후 자속밀도(B8)가 1.92 Tesla 이상인 것을 특징으로 하는 방향성 전기 강판.
- 제1항에 있어서상기 최종 2차 재결정 이후 2차 재결정립들에 대한 정확한 {110}<001> 고스방위와의 방위차 (α2 + β2)1/2 가 4°이하인 것을 특징으로 하는 방향성 전기 강판.
- 중량%로 C: 0.01%~0.1%, Si: 2.0%~4.0%, Mn: 0.01%~0.20%, 산가용성 Al: 0.010%~0.040%, N: 0.001%~0.008%, S: 0.004%~0.008%, Se: 0.0001~0.008%, Cu: 0.002~0.1%, Ni: 0.005~0.1%, Cr: 0.005~0.1%, P: 0.005%~0.1% 및 Sn: 0.005%~0.20%을 함유하며, Sb: 0.0005%~0.10%, Ge: 0.0005%~0.10%, As: 0.0005%~0.10%, Pb: 0.0001%~0.10%, Bi: 0.0001%~0.10% 및 Mo:0.001~0.1% 중에서 1종 이상을 함유하고, 잔부 Fe 및 기타 불가피한 불순물로 이루어진 슬라브를 준비하는 단계;상기 슬라브를 1280℃ 이하에서 가열하는 단계;상기 가열된 슬라브를 열간 압연 및 열연판 소둔하여 열연판을 제조하는 단계;상기 열연판을 냉각압연 및 중간소둔하여 냉연판을 제조하는 단계;상기 냉연판을 600℃ 이상의 온도로 20℃/sec이상의 승온율로 가열하여 탈탄소둔과 질화 처리를 하여 1차 재결정 시키는 단계; 및상기 1차 재결정된 강판을 MgO 를 주성분으로 하는 소둔분리제를 도포하여 최종소둔하여 2차 재결정시키는 단계를 포함하며,상기 열간 압연하기 전 슬라브 조압연 단계에서 누적압하율 60% 이상으로 조압연을 실시하며, 1회 압하율이 20% 이상인 조압연을 1회 이상 실시하고 난 후에 열간 압연을 실시하는 것을 특징으로 하는 방향성 전기강판의 제조방법.
- 제3항에 있어서,상기 1차 재결정 단계에서 탈탄소둔과 질화처리를 실시하여 강판의 총 질소함량이 0.01~0.05%인 것을 특징으로 하는 방향성 전기강판의 제조방법.
- 제4항에 있어서,상기 슬라브 조압연 단계에서 누적압하율이 70% 이상으로 조압연을 실시하는 것을 특징으로 하는 방향성 전기강판의 제조방법.
- 제5항에 있어서,상기 냉각 압연시 압연온도를 150~300℃의 온도범위에서 냉간 압연을 하는 것을 특징으로 하는 방향성 전기강판의 제조방법.
- 제6항에 있어서,상기 1차 재결정 소둔 단계에서, 상기 냉연판을 600℃ 이상의 온도로 50℃/sec이상의 승온율로 가열하는 것을 특징으로 하는 방향성 전기강판의 제조방법.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980085257.2A CN113242911A (zh) | 2018-12-19 | 2019-10-31 | 取向电工钢板及其制备方法 |
| EP19897658.1A EP3901311A4 (en) | 2018-12-19 | 2019-10-31 | ORIENTED ELECTRICAL STEEL AND METHOD OF MANUFACTURE THEREOF |
| US17/415,814 US20220042135A1 (en) | 2018-12-19 | 2019-10-31 | Oriented electrical steel sheet and manufacturing method thereof |
| JP2021536312A JP7507157B2 (ja) | 2018-12-19 | 2019-10-31 | 方向性電磁鋼板およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2018-0165663 | 2018-12-19 | ||
| KR1020180165663A KR102164329B1 (ko) | 2018-12-19 | 2018-12-19 | 방향성의 전기강판 및 그 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020130328A1 true WO2020130328A1 (ko) | 2020-06-25 |
Family
ID=71101883
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2019/014623 WO2020130328A1 (ko) | 2018-12-19 | 2019-10-31 | 방향성의 전기강판 및 그 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220042135A1 (ko) |
| EP (1) | EP3901311A4 (ko) |
| JP (1) | JP7507157B2 (ko) |
| KR (1) | KR102164329B1 (ko) |
| CN (1) | CN113242911A (ko) |
| WO (1) | WO2020130328A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022186299A1 (ja) * | 2021-03-04 | 2022-09-09 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板用熱延鋼板 |
| WO2022186300A1 (ja) * | 2021-03-04 | 2022-09-09 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230095258A (ko) * | 2021-12-22 | 2023-06-29 | 주식회사 포스코 | 방향성 전기강판 및 이의 제조방법 |
| CN114480968A (zh) * | 2022-01-14 | 2022-05-13 | 山西雷麦电子科技有限公司 | 一种低矫顽力的软磁合金薄带材料及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR0139247B1 (ko) * | 1993-10-19 | 1998-07-15 | 다나까 미노루 | 자성이 우수한 일방향성 전기강판의 제조방법 |
| JP2000199015A (ja) * | 1998-03-30 | 2000-07-18 | Nippon Steel Corp | 磁気特性に優れた一方向性電磁鋼板の製造方法 |
| JP2003253336A (ja) * | 2002-03-06 | 2003-09-10 | Jfe Steel Kk | 表面性状に優れた高磁束密度方向性電磁鋼板の製造方法 |
| KR101636191B1 (ko) * | 2012-04-26 | 2016-07-04 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판 및 그 제조 방법 |
| KR20160138253A (ko) * | 2014-05-12 | 2016-12-02 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판의 제조 방법 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2948455B2 (ja) * | 1993-10-19 | 1999-09-13 | 新日本製鐵株式会社 | 磁気特性の優れた一方向性電磁鋼板の安定製造方法 |
| JPS6056021A (ja) * | 1983-09-06 | 1985-04-01 | Kawasaki Steel Corp | 一方向性珪素鋼板の製造方法 |
| JPH0713267B2 (ja) * | 1988-12-12 | 1995-02-15 | 川崎製鉄株式会社 | 表面性状および磁気特性に優れた方向性けい素鋼板の製造方法 |
| JPH09287025A (ja) * | 1996-04-22 | 1997-11-04 | Nippon Steel Corp | 磁気特性が優れた一方向性電磁鋼板の製造方法 |
| JPH1161357A (ja) * | 1997-08-19 | 1999-03-05 | Kawasaki Steel Corp | 圧延方向に磁気特性の優れた電磁鋼熱延板及びその製造方法 |
| CN101432450B (zh) * | 2006-05-24 | 2011-05-25 | 新日本制铁株式会社 | 高磁通密度的方向性电磁钢板的制造方法 |
| JP2007314826A (ja) * | 2006-05-24 | 2007-12-06 | Nippon Steel Corp | 鉄損特性に優れた一方向性電磁鋼板 |
| IT1396714B1 (it) * | 2008-11-18 | 2012-12-14 | Ct Sviluppo Materiali Spa | Procedimento per la produzione di lamierino magnetico a grano orientato a partire da bramma sottile. |
| WO2011114178A1 (en) | 2010-03-19 | 2011-09-22 | Arcelormittal Investigación Y Desarrollo Sl | Process for the production of grain oriented electrical steel |
| JP5696404B2 (ja) | 2010-09-06 | 2015-04-08 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| KR101223115B1 (ko) * | 2010-12-23 | 2013-01-17 | 주식회사 포스코 | 자성이 우수한 방향성 전기강판 및 이의 제조방법 |
| WO2012089696A1 (en) * | 2011-01-01 | 2012-07-05 | Tata Steel Nederland Technology Bv | Process to manufacture grain-oriented electrical steel strip and grain-oriented electrical steel produced thereby |
| JP5839172B2 (ja) | 2011-02-24 | 2016-01-06 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5434999B2 (ja) * | 2011-09-16 | 2014-03-05 | Jfeスチール株式会社 | 鉄損特性に優れる方向性電磁鋼板の製造方法 |
| WO2013089297A1 (ko) * | 2011-12-16 | 2013-06-20 | 주식회사 포스코 | 자성이 우수한 방향성 전기강판의 제조방법 |
| WO2014020369A1 (en) | 2012-07-31 | 2014-02-06 | Arcelormittal Investigación Y Desarrollo Sl | Method of production of grain-oriented silicon steel sheet grain oriented electrical steel sheet and use thereof |
| KR101528283B1 (ko) * | 2012-11-15 | 2015-06-11 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
| US9708682B2 (en) * | 2012-12-28 | 2017-07-18 | Jfe Steel Corporation | Production method for grain-oriented electrical steel sheet |
| US9978489B2 (en) * | 2013-09-26 | 2018-05-22 | Jfe Steel Corporation | Method of producing grain oriented electrical steel sheet |
| KR20150074933A (ko) * | 2013-12-24 | 2015-07-02 | 주식회사 포스코 | 방향성 전기강판 및 이의 제조방법 |
| KR101676630B1 (ko) * | 2015-11-10 | 2016-11-16 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
| JP6844125B2 (ja) | 2016-06-14 | 2021-03-17 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法 |
| JP6572855B2 (ja) * | 2016-09-21 | 2019-09-11 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| KR101944899B1 (ko) * | 2016-12-22 | 2019-02-01 | 주식회사 포스코 | 방향성 전기강판의 자구미세화 방법 |
| JP6750524B2 (ja) | 2017-02-01 | 2020-09-02 | 日本製鉄株式会社 | ブランク、鉄心構成部材および積み鉄心 |
| KR102080166B1 (ko) * | 2017-12-26 | 2020-02-21 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
-
2018
- 2018-12-19 KR KR1020180165663A patent/KR102164329B1/ko active IP Right Grant
-
2019
- 2019-10-31 EP EP19897658.1A patent/EP3901311A4/en active Pending
- 2019-10-31 US US17/415,814 patent/US20220042135A1/en active Pending
- 2019-10-31 CN CN201980085257.2A patent/CN113242911A/zh active Pending
- 2019-10-31 JP JP2021536312A patent/JP7507157B2/ja active Active
- 2019-10-31 WO PCT/KR2019/014623 patent/WO2020130328A1/ko unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR0139247B1 (ko) * | 1993-10-19 | 1998-07-15 | 다나까 미노루 | 자성이 우수한 일방향성 전기강판의 제조방법 |
| JP2000199015A (ja) * | 1998-03-30 | 2000-07-18 | Nippon Steel Corp | 磁気特性に優れた一方向性電磁鋼板の製造方法 |
| JP2003253336A (ja) * | 2002-03-06 | 2003-09-10 | Jfe Steel Kk | 表面性状に優れた高磁束密度方向性電磁鋼板の製造方法 |
| KR101636191B1 (ko) * | 2012-04-26 | 2016-07-04 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판 및 그 제조 방법 |
| KR20160138253A (ko) * | 2014-05-12 | 2016-12-02 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판의 제조 방법 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3901311A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022186299A1 (ja) * | 2021-03-04 | 2022-09-09 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板用熱延鋼板 |
| WO2022186300A1 (ja) * | 2021-03-04 | 2022-09-09 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JPWO2022186299A1 (ko) * | 2021-03-04 | 2022-09-09 | ||
| JP7193041B1 (ja) * | 2021-03-04 | 2022-12-20 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP7414145B2 (ja) | 2021-03-04 | 2024-01-16 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法および方向性電磁鋼板用熱延鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7507157B2 (ja) | 2024-06-27 |
| EP3901311A1 (en) | 2021-10-27 |
| JP2022514794A (ja) | 2022-02-15 |
| US20220042135A1 (en) | 2022-02-10 |
| EP3901311A4 (en) | 2022-03-02 |
| KR20200076517A (ko) | 2020-06-29 |
| CN113242911A (zh) | 2021-08-10 |
| KR102164329B1 (ko) | 2020-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020130328A1 (ko) | 방향성의 전기강판 및 그 제조 방법 | |
| WO2016099191A1 (ko) | 방향성 전기강판 및 그 제조방법 | |
| WO2013089297A1 (ko) | 자성이 우수한 방향성 전기강판의 제조방법 | |
| WO2012087016A2 (ko) | 자성이 우수한 방향성 전기강판 및 이의 제조방법 | |
| WO2011040723A2 (ko) | 저철손 고자속밀도 방향성 전기강판 및 그 제조방법 | |
| WO2013094777A1 (ko) | 저철손 고자속밀도 방향성 전기강판 및 이의 제조방법 | |
| WO2020067721A1 (ko) | 이방향성 전기강판 및 그의 제조방법 | |
| WO2022139352A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| US4938807A (en) | Process for production of grain oriented electrical steel sheet having high flux density | |
| WO2020067724A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| WO2017082621A1 (ko) | 방향성 전기강판 및 그 제조방법 | |
| WO2020122558A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| WO2020111741A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| WO2022139312A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| WO2022139353A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| KR100435478B1 (ko) | 저온 슬라브가열 고자속밀도 방향성 전기강판의 제조방법 | |
| JP4205816B2 (ja) | 磁束密度の高い一方向性電磁鋼板の製造方法 | |
| WO2019132425A1 (ko) | 재질과 두께의 편차가 작은 무방향성 전기강판 및 그 제조방법 | |
| JP2787776B2 (ja) | 磁気特性の優れた一方向性電磁鋼板の製造方法 | |
| WO2021125686A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| WO2022139354A1 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| KR100406420B1 (ko) | 고자속밀도 방향성 전기강판의 제조방법 | |
| WO2024101709A1 (ko) | 자기적 특성이 우수한 무방향성 전기강판 제조방법 및 이에 의해 제조된 무방향성 전기강판 | |
| WO2021125681A2 (ko) | 방향성 전기강판 및 그의 제조방법 | |
| WO2023113527A1 (ko) | 방향성 전기강판 및 이의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19897658 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021536312 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019897658 Country of ref document: EP Effective date: 20210719 |