WO2020004592A1 - 鋼材非圧下部幅検出装置及びその検出方法 - Google Patents
鋼材非圧下部幅検出装置及びその検出方法 Download PDFInfo
- Publication number
- WO2020004592A1 WO2020004592A1 PCT/JP2019/025727 JP2019025727W WO2020004592A1 WO 2020004592 A1 WO2020004592 A1 WO 2020004592A1 JP 2019025727 W JP2019025727 W JP 2019025727W WO 2020004592 A1 WO2020004592 A1 WO 2020004592A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel material
- imaging
- width
- steel
- luminance
- Prior art date
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/16—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling wire rods, bars, merchant bars, rounds wire or material of like small cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/04—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring thickness, width, diameter or other transverse dimensions of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/04—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness specially adapted for measuring length or width of objects while moving
Definitions
- the present invention relates to a steel non-pressed width detecting device and a detecting method for detecting the width of a non-pressed portion generated when rolling a steel material made of a bar or a wire in the steelmaking industry, and in particular to a pair of rolls having a hole shape. This is suitable for rolling a steel material conveyed on a pass line.
- a steel material having a round cross-section such as a bar or a wire rod is roll-formed by arranging two rolling rolls having a groove (calibur) in parallel and passing the steel through a predetermined hole.
- the non-contact portion of the steel material is a clearance allowance for the full portion of the steel material, and is called a roll gap (gap).
- the portion where the mold is in contact is the consolidation portion, and the portion where the mold is not in contact is the non-contraction portion.
- the non-pressed portions of the steel material appear at two opposing positions in the steel material having a round cross section, for example, two upper and lower positions. If the steel material deviates from the center of the die (pass line) and passes through the die, there will be a difference in the width of the non-pressed portion appearing at two places above and below the steel, causing the steel to bite and to cause breakage scratches. For this reason, conventionally, the width of the non-pressed portion generated when rolling a steel bar or a steel bar is detected.
- a device disclosed in Patent Document 1 As a conventional steel material non-pressed portion width detecting device, for example, a device disclosed in Patent Document 1 is known.
- the steel material non-pressed width detection device disclosed in Patent Document 1 uses a computer having an arithmetic processing function when rolling a steel bar or a wire rod conveyed along a pass line by a pair of rolling rolls.
- a steel non-pressing width detecting device that detects the width of the non-pressing portion in the non-contact portion of the steel material in the radial direction, which is in non-contact with the groove shape of the rolling roll.
- a pair of two imaging devices arranged opposite to each other in the direction intersecting the direction to image the surface of the steel material, and images of the steel material radial edges in the respective steel material imaging of the images taken by the two pair of imaging devices.
- a steel material edge extraction unit a steel material imaging diameter calculation unit that calculates a steel material imaging diameter in each steel material imaging from each steel material radial direction edge of the steel material imaging extracted by the steel material edge extraction unit, and a steel material imaging diameter.
- the steel material imaging diameter unification unit that unifies the calculated two steel material imaging diameters to the same diameter, and the steel material imaging diameter unified to the same diameter by the steel material imaging diameter unification unit is used as the outer diameter of the steel material imaged by the imaging device.
- a non-pressing portion width calculating section for calculating the width of the non-pressing portion having a different luminance from the imaging brightness corresponding to the outer diameter of the steel material from the ratio of the length component to the unified imaging diameter of the steel material.
- the width of the non-pressed portion of the steel material on the roll roll exit side can be properly detected, and further, the width of the non-pressed portion over the entire length in the longitudinal direction of the steel material. Can be grasped quantitatively.
- the conventional steel non-pressed portion width detecting device disclosed in Patent Document 1 has the following problems. That is, due to the temperature drop due to the rolling water scattering on the steel material, black spots are reflected on the captured image, the boundary between the consolidation and the non-contraction is blurred on the captured image, and the width of the non-contraction cannot be properly detected. was there. Further, depending on the rolling operation conditions, the temperature difference between the rolling reduction and the non-rolling reduction is small, the boundary between the rolling reduction and the non-rolling reduction becomes ambiguous on the captured image, and the width of the rolling reduction may not be properly detected. Was.
- An object of the present invention is to provide a steel non-pressed portion width detecting device and a detecting method thereof capable of appropriately detecting the width of the non-pressed portion of a steel material.
- a steel material non-pressed width detection device when rolling a steel material made of a bar or a wire conveyed along a pass line with a pair of rolling rolls, A steel non-pressing width detecting device that detects a width in a steel material radial direction of a non-pressing portion that is not in contact with the hole shape of the rolling roll among the steel materials using a computer having an arithmetic processing function.
- a pair of two imaging devices that are arranged on the delivery side and face each other in a direction intersecting the rolling direction of the rolling roll with the pass line interposed therebetween and image the surface of the steel material;
- a steel material edge extraction unit for extracting the steel material radial direction edge in each steel material imaging of the obtained image from each image, and
- Said A steel material imaging diameter calculation unit for calculating the imaging diameter of the steel material in the material imaging, and a steel material equivalent to the outer diameter of the steel material, with each of the imaging diameters of the steel material calculated by the steel material imaging diameter calculation unit as the outer diameter of the steel material.
- a non-pressing width calculating unit that calculates the width of each of the non-pressing portions having high luminance from the ratio of the length component to each of the imaging diameters of the steel material, The calculating unit searches for a predetermined range of peripheral pixels around a specific pixel among all the pixels of the steel material imaging for which the width of the non-pressing portion is to be calculated, and finds the most luminance value among the searched peripheral pixels.
- the brightness value of the specific pixel is updated to a higher value, a brightness value maximization processing unit that performs this update for all the pixels of the steel material imaging, and the steel material imaging updated by the brightness value maximization processing unit.
- a predetermined range around a predetermined pixel among all pixels A brightness value minimization processing unit that updates the brightness value of the predetermined pixel to the lowest brightness value among the searched surrounding pixels, and performs this update for all the pixels.
- a steel material luminance integration unit that integrates, for each pixel, the luminance values of a plurality of steel imaging around the steel imaging in which all pixels are to be updated in the luminance value minimization processing unit and calculates the width of the updated non-pressed part;
- a luminance differential value is calculated by differentiating the luminance value of the steel material imaging integrated by the steel material luminance integrating unit at the width direction pixel position of the non-pressing portion, and calculating the luminance differential value at the width direction pixel position where the luminance differential value exceeds a predetermined threshold value.
- an uncompressed edge extraction unit that extracts the non-compressed edge, and a non-compressed edge width that calculates the width of the uncompressed area from the non-compressed edge extracted by the uncompressed edge extraction unit.
- the gist is that it includes a calculation unit.
- the steel material non-pressed width detecting method is characterized in that, when rolling a steel material made of a bar or a wire rod conveyed along a pass line by a pair of rolling rolls, the rolled roll exits. With a pair of two imagers arranged on the side facing each other in a direction intersecting the rolling direction of the rolling roll with the pass line interposed therebetween, the surface of the steel material is imaged, and a computer having an arithmetic processing function is used.
- a steel non-pressed portion width detection method for detecting a radial width of a steel material of a non-pressed portion that is not in contact with a hole shape of the rolling roll of the steel material, wherein an image taken by the pair of two imaging devices is provided.
- a steel material edge extraction step for extracting the steel material radial direction edge in each steel material imaging from each image; and the steel material imaging from each steel material radial edge of the steel material imaging extracted in the steel material edge extraction step.
- the brightness value of the specific pixel is updated to the one, the brightness value maximization processing step of performing this update for all the pixels of the steel material imaging, and all of the steel material imaging updated in the brightness value maximization processing step Pixel
- a predetermined range of peripheral pixels around the predetermined pixel are searched for, the luminance value of the predetermined pixel is updated to the lowest luminance value among the searched peripheral pixels, and this update is performed for all the pixels.
- the brightness value minimization processing step the brightness value of a plurality of steel imaging around the steel imaging to try to calculate the width of the uncompressed portion where all the pixels have been updated in the brightness minimization processing step for each pixel
- a non-pressed edge extraction step of extracting a width direction pixel position exceeding a threshold value as the non-pressed edge, and the non-pressed edge extracted from the non-pressed edge extracted in the non-pressed edge extraction step.
- Non-pressed edge width calculating step of calculating the width of the portion.
- the non-pressed portion of the steel material is It is possible to provide a steel material non-pressed portion width detecting device capable of appropriately detecting a width and a detecting method thereof.
- FIG. 2 is a schematic configuration diagram of a steel non-pressed-down detecting device provided in the steel rolling equipment shown in FIG. 1. It is explanatory drawing of the steel material image imaged with the imaging device in the steel material non-pressing-down detection apparatus shown in FIG. 4, (a) is a steel material image which passes through a normal pass line, (b) is a camera side.
- (C) is a captured image of a steel material in a state in which the material is passed to the right side of the normal pass line (lateral deflection).
- 5 is a flowchart of a calculation process for calculating a steel non-roll-down executed by a computer system in the steel non-roll-down detection device shown in FIG. 4.
- 7 is a flowchart of a subroutine process performed in the calculation process of FIG. 5 is a flowchart of a calculation process for displaying a steel non-depressed width, which is executed by a computer system in the steel non-depressed lower detection device shown in FIG. 4.
- FIG. 7 is an explanatory diagram of cutting out of an imaging region performed in the calculation processing of FIG. 6.
- FIG. 7 is an explanatory diagram of steel material imaging edge extraction and steel material imaging diameter calculation performed in the calculation processing of FIG. 6.
- FIG. 7 is an explanatory diagram of unification of steel imaging diameters performed in the arithmetic processing of FIG. 6.
- FIG. 7 is an explanatory diagram of center shift correction performed in the calculation processing of FIG. 6. It is explanatory drawing of the image which arranged the imaging of the steel material obtained by the arithmetic processing of FIG. 6 in the steel material length direction, (a) shows the case where the boundary of a rolling-down and a non-rolling-down is clear on steel imaging, (B) shows the case where the boundary between the consolidation and the non-contraction is ambiguous on the imaging of the steel material.
- FIG. 7 is an explanatory diagram of steel material imaging edge extraction and steel material imaging diameter calculation performed in the calculation processing of FIG. 6.
- FIG. 7 is an explanatory diagram of unification of steel imaging diameters performed in the arithmetic processing of FIG. 6.
- FIG. 7 is
- FIG. 14 is a diagram for explaining a portion in which black spots are reflected due to a temperature drop due to rolling water scattering on a steel material in the image illustrated in FIG. 13, and a boundary between a consolidation portion and a non-contraction portion is ambiguous on the image.
- FIG. 8 is a diagram for explaining a brightness value maximization process performed in the calculation process of FIG. 7.
- 8A and 8B are diagrams for explaining a brightness value minimization process performed in the calculation process of FIG. 7, where FIG. 8A illustrates a state in which the brightness value of a pixel other than the black spots and that is not the original noise does not increase, and FIG.
- FIG. 8 is a diagram for describing a brightness value minimization process performed in the calculation process of FIG. 7.
- 8A and 8B are diagrams for describing extraction of a plurality of steel imagings and integration of luminance values of the plurality of steel imagings performed in the arithmetic processing of FIG. 7, wherein FIG.
- FIG. 8 is an explanatory diagram of calculation of a luminance differential value, extraction of a non-pressed portion edge, and calculation of a non-pressed portion width performed in the calculation processing of FIG. 7. It is explanatory drawing of calculation of a brightness differential value in a single (one integrated number) steel material image, non-pressed lower edge extraction, and non-pressed lower width calculation, without integrating the brightness values of a plurality of steel material imaging.
- FIG. 1 shows a schematic configuration of a steel material rolling equipment to which a steel material non-pressed width detection device and a detection method according to an embodiment of the present invention are applied, and the steel material rolling equipment is made of a bar or a wire rod.
- This is a rolling facility that rolls the steel material 1 while conveying it in the longitudinal direction.
- This steel material rolling equipment has a total of 19 stands of rolling mills A and B, # 1 to # 16, and a four-roll rolling mill C from the entry side of the steel material 1.
- the steel 1 heated to a preset temperature in the heating furnace 11 is sequentially rolled by rolling mills A, B, # 1 to # 16, and C to have a final shape.
- the diameter is gradually formed each time the material passes through a rolling mill, and finally the product is finished to a product diameter.
- the conveyance line of the steel material 1 is called a pass line.
- the transfer of the steel material 1 is also referred to as a through material.
- A, B, and each of the rolling mills # 1 to # 16 roll the steel material 1 with two rolling rolls 4 that form a pair on the left and right (or up and down), as shown in FIG. 2, for example.
- Each rolling roll 4 is formed with a corresponding rolling mill, that is, a die 5 corresponding to a rolling schedule.
- the facing die 5 has a substantially round hole shape in accordance with the round cross-sectional shape of the steel material 1 such as a bar or wire to be rolled.
- a pair of guide rolls 6 is arranged on the entry side of the pair of rolling rolls 4. As a result, the steel material 1 conveyed along the pass line is guided by the rolling rolls 4 by the guide rolls 6, rolled by the facing die 5 of the pair of rolling rolls 4, and carried out.
- the facing direction of the guide rolls 6 is shifted by 90 ° from the facing direction of the rolling rolls 4 on which the steel material 1 is guided.
- the guide roll 6 faces vertically, and when the rolling roll 4 faces the up and down of the pass line, the guide roll 6 moves left and right.
- the arrangement direction of the rolling rolls 4 of each stand is shifted from the arrangement direction of the rolling rolls 4 of the preceding stand by 90 °. That is, the arrangement direction of the rolling rolls 4 of each stand alternates between the vertical direction and the horizontal direction.
- ⁇ ⁇ Rolling roll 4 having such a die 5 is generally called a caliber roll, and has a structure in which steel material 1 is sandwiched.
- a die 5 having a substantially circular cross section is formed on the roll 4 shown in FIG. 2, and the die 5 for rolling down the steel material 1 from the left and right in the drawing has a steel material contact portion in the left and right direction in the drawing.
- the steel material non-contact portion of the die 5 is an escape allowance of the steel material contact portion, that is, a portion filled with the steel material 1, and is called a roll gap (gap).
- FIG. 3 shows a state of the pressing portion 3 and the non-pressing portion 2 generated in the steel material 1.
- the passing position of the steel material 1 with respect to the pass line is determined by the guide roll 6, if an error or failure occurs in the setting of the guide roll 6, the center of the die 5, that is, the pass line and the passing material center. Deviation occurs.
- the amount of roll skidding with respect to the steel material 1 differs due to the deviation of the center of the passing material, and a difference occurs in the width of the non-pressed portion generated above and below the steel material 1, thereby affecting the finish rolling shape. Therefore, for example, it is necessary to appropriately detect the width of the non-pressed portion of the steel material 1 on the entry side of the finishing mill.
- FIG. 4 shows a schematic configuration of the steel non-pressed portion width detecting device of this embodiment.
- This steel material non-pressed width detecting device has a pair of two cameras 7 as an imaging device for imaging the steel material 1 on the pass line at the exit side of the rolling roll of the # 16 stand.
- the rolling rolls of the # 16 stand are opposed to each other in the left-right direction, whereas the pair of two cameras 7 are in a direction intersecting with the rolling direction of the rolling rolls of the # 16 stand, more specifically, in the # 16 stand.
- the stand is vertically opposed to the rolling direction from the left and right by the rolling rolls of the stand.
- the pair of two cameras 7 arranged opposite to each other above and below the pass line are respectively arranged at the same distance from the pass line, for example, at a position 400 mm above and below the height.
- These cameras 7 are so-called digital cameras using an image pickup device such as a CCD sensor or a CMOS sensor, and each of the integrated devices detects and records luminance and color as pixels.
- the camera 7 of this embodiment can perform high-speed shooting at a frame speed of 1000 or more frames / second.
- an area of 3 mm in the steel material transfer direction (steel material longitudinal direction) and 120 mm in the pass line left-right direction (steel material radial direction) is sampled at 0.05 sec.
- the surface of the steel material 1 is imaged at a frame speed of 20 sheets / sec.
- the image captured by the camera 7 is read via the camera control device 10 into a computer system (computer) 8 arranged in, for example, a rolling cab.
- the computer system 8 has an advanced arithmetic processing function and, like a well-known computer system, has a display unit 9 for displaying information and arithmetic processing results, an input unit for inputting various information (not shown), and various arithmetic processing functions. And a control unit for actually controlling the drive state of the drive source of each device. That is, the program (arithmetic processing) executed in the computer system 8 constructs the steel material non-pressed portion width detecting device and the detecting method of the present embodiment.
- the steel material non-pressed width detection device and the detection method of the present embodiment include a steel material edge extraction unit (steel material edge extraction step, step S3 described later), a steel material imaging diameter calculation unit (steel material imaging diameter calculation step, and a step described later).
- 5 (a), 5 (b), and 5 (c) show the images of the steel material captured by the camera by the image processing device built in the computer system 8 or independently built outside. This is a display of luminance (luminance image).
- 5 (a), 5 (b) and 5 (c) the portion that looks white is the image of the steel material in the above-described imaging region (hereinafter, the image of the object in the image is referred to as the image).
- the image portions that appear white the brightness is high, and as a result, the portion that appears even white is the unpressed portion of the steel material.
- FIG. 5A is an image of a steel material passing through a normal pass line
- FIG. 5B is a state in which the material passes through the camera side (pass line fluctuation)
- FIG. c) is a state in which the material is passed toward the right side (lateral shake) in the image.
- step S1 a steel material image is acquired by a pair of two cameras.
- step S2 an imaging region including the steel material imaging is cut out from the obtained steel material image.
- step S2 for example, as shown in FIG. 9, a steel material imaging region indicated by a white broken line in the figure is cut out of the image captured by the camera 7.
- step S3 ends of the steel material in the radial direction are extracted as edges from among the steel images in the cut-out imaging region by, for example, well-known binarization processing.
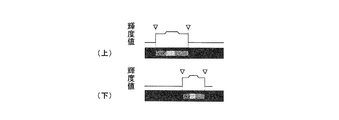
- step S2 the steel material imaging region cut out from the image of the camera 7 arranged above the pass line is as shown in (upper) of FIG. 10 and arranged below the pass line. If the steel material imaging regions cut out from the image of the camera 7 are as shown in FIG. 10 (lower), in step S3, the luminance of these steel material imaging regions is binarized, and the rise of the luminance The falling point is binarized to extract the edges of the imaging of the steel material.
- step S4 the imaging diameter of the steel material is calculated from the distance (number of pixels) between the extracted edges of the imaging of the steel material.
- step S5 the imaging diameter of the steel material in the images of the pair of two cameras is unified, thereby performing the pass line fluctuation suppression processing.
- the imaging diameter of the steel material increases if the steel material passes closer to the camera than the pass line, and if the steel material passes away from the camera, the imaging diameter of the steel material increases. Become smaller. Therefore, in order to suppress such a path line fluctuation, for example, an average value of the imaging diameter of the steel material in two images is obtained, and the imaging of the steel material is enlarged or reduced so as to match the average value. Standardize the diameter.
- step S5 the imaging diameters of the steel materials in the images of the pair of two (upper and lower) cameras are unified, and the pass line fluctuation suppression processing is performed.
- step S6 the center shake correction for matching the center of the imaging of the steel material in the images of the pair of two cameras is performed, thereby performing the lateral shake suppression processing.
- the direction of the lateral deflection of the steel material shown in FIG. 5C is generated in the opposite direction in the two images, for example, by inverting and acquiring the images of the pair of two cameras. Therefore, by aligning the center of the imaging of the steel material in these two images, the passing position of the steel material can be matched or almost matched with the pass line, whereby the lateral deflection of the steel material can be suppressed.
- step S5 the center of the imaging of the steel material is shifted to the left and right, respectively, and lateral vibration occurs. Therefore, in step S6, as shown in FIG. 12, the center deviation correction that matches the center of the imaging of the steel material in the images of the pair of two cameras is performed, and the lateral shake is suppressed.
- step S7 the width of the non-pressed portion of the steel material is calculated by, for example, the calculation process of FIG. 7 described later, and then the process proceeds to step S1.
- the steel material imaging diameter unified to the same diameter in step S5 is set as the outer diameter of the steel material, and each of the non-pressing portions 2 having a higher brightness than the steel imaging brightness corresponding to the outer diameter of the steel material.
- the width is calculated from the ratio of the length component (the number of pixels) to the unified steel imaging diameter.
- step S11 a predetermined area around a specific pixel n1 (see FIG. 15) of all the pixels n (see FIG. 15) of the steel imaging in which the width of the non-pressing portion 2 is to be calculated.
- the peripheral pixels N1 in the range are searched, and the luminance value of the specific pixel n1 is updated to the one having the highest luminance value among the searched peripheral pixels N1. This is performed for the pixel n (the luminance value maximizing process step).
- FIG. 13 shows the image of the steel material in which the pass line fluctuation is suppressed in the above-described step S5 and only the lateral shake is suppressed in the step S6, for example, by performing the arithmetic processing of FIG. Is shown in FIG. 13A shows a case where the luminance difference between the unrolled portion and the lowered portion of the steel material is clear, and the boundary between the lowered portion and the non-depressed portion is clear on the imaging of the steel material.
- FIG. This shows a case where the luminance difference between the unrolled portion and the lowered portion of the steel material is unclear, and the boundary between the lowered portion and the non-depressed portion is ambiguous on imaging of the steel material. As shown in FIG.
- the boundary between the constriction and the non-contraction part shown in FIG. 13B is ambiguous will be described with reference to FIG.
- the reason why the boundary between the constriction and the non-contraction is ambiguous is that black spots 2a appear on the steel image due to the temperature drop due to the scattering of the rolling water on the steel material 1, and as shown in FIG.
- step S11 brightness value maximization processing step
- step S7 non-rolled portion width calculation step
- a predetermined range (horizontal: around a specific pixel n1 of all the pixels n of the steel material imaging for which the width of the non-pressing portion 2 is to be calculated).
- a search is made for a peripheral pixel N1 in the width direction of the unpressed portion X, and the vertical: the number of pixels Y in the longitudinal direction (steel material transport direction) of the unpressed portion.
- the range of the peripheral pixel N1 may be a range that can surround the black spot 2a, and the number X of pixels in the width direction of the horizontal non-pressed portion is 10 and the longitudinal direction of the vertical non-pressed portion (steel material).
- the number of pixels Y in the transport direction is set to five.
- the number of horizontal pixels X is preferably larger than the number of pixels to which the black spots 2a belong, and smaller than half the number of pixels of the width of the steel material 1.
- the number of vertical pixels Y only needs to be greater than the number of pixels to which the black spot 2a belongs. If the number of pixels Y is too large, data processing takes time, so an upper limit may be set.
- the luminance value of the specific pixel n1 is updated to the one with the highest luminance value among the searched peripheral pixels N1.
- the update of the luminance value of the specific pixel n1 is performed for all the pixels n in the imaging of the steel material. As a result, the black spots 2a due to the temperature drop on the imaging of the steel material become white, and all the spots 2a can be erased.
- step S11 (brightness value maximization processing step)
- step S12 a predetermined pixel n2 (of all the pixels n of the steel material imaging updated in step S11 (brightness value maximization processing step)) 17
- a peripheral pixel N2 in a predetermined range around the peripheral pixel N2 is searched, and the luminance value of the predetermined pixel n2 is updated to the one having the lowest luminance value among the searched peripheral pixels N2.
- step S11 When step S11 is completed, the luminance values of the pixels other than the black spots 2a which are not the original noise also become high and become white. For this reason, as shown in FIGS. 16A and 16B, the luminance value of the pixel at the boundary portion between the pressing portion 3 and the non-pressing portion 2 also increases, and the pixel becomes white, as if the width of the non-pressing portion 2 was increased. It will spread. Therefore, in step S12 (brightness value minimization processing step), as shown by the arrow 16 (b), the white portion of the pressing portion 3 is returned to the original state, and the width of the non-pressing portion 2 is returned to the original state. It is necessary to perform processing to return to.
- a predetermined range around a predetermined pixel n2 of all the pixels n of the steel imaging updated in step S11 (brightness value maximization processing step) A horizontal pixel number X in the width direction of the non-pressed portion, and a vertical pixel number Y2 in the longitudinal direction (steel material transport direction) of the non-pressed portion are searched for.
- the range of the peripheral pixel N2 may be equal to the range of the peripheral pixel N1.
- the brightness value of the predetermined pixel n2 is updated to the one with the lowest brightness value among the searched neighboring pixels N2.
- the update of the luminance value of the predetermined pixel n2 is performed for all the pixels n in the imaging of the steel material.
- the portion of the pressing portion 3 whitened in step S11 can be returned to the original state, and the width of the non-pressing portion 2 can be returned to the original state.
- step S12 the brightness value minimizing process step
- the process proceeds to step S13, and the width of the non-pressing portion 2 in which all the pixels are updated in the step S12 (the brightness value minimizing process step) is calculated.
- step S13 the width of the non-pressing portion 2 in which all the pixels are updated in the step S12 (the brightness value minimizing process step) is calculated.
- step S12 the brightness value minimizing process step
- a plurality of imagings of the steel material around the imaging of the steel material are extracted. Even if the brightness value maximizing process is performed in step S11 and the brightness value minimizing process is performed in step S12, the temperature difference between the rolling reduction 3 and the non-rolling reduction 2 is small depending on the operating conditions of the rolling.
- the luminance difference between the non-pressing portion 2 and the non-pressing portion 2 is small, and the boundary between the pressing portion 3 and the non-pressing portion 2 may be ambiguous on the imaging of the steel material.
- the surface temperature of the non-pressing portion 2 is higher than that of the pressing portion 3 by only about 20 to 40 ° C. (several tens of differences in luminance value). It is difficult.
- step S13 steerel luminance integration step
- step S12 blueness value minimization processing step
- the plurality of pixels around the steel imaging in which the width of the non-pressing portion 2 in which all the pixels are updated are to be calculated.
- Extract steel imaging When extracting a plurality of steel imagings around the steel imaging, nine (9) steel imagings in the front in the steel transportation direction of the steel imaging in which the unpressed width is to be calculated, and ten (9) in the rear in the steel transportation direction ( A total of 20 (20) steel imagings with the 10) steel imagings are extracted.
- the number of extractions before and after the steel material transport direction may be a plurality of numbers set in advance around the imaging of the steel material for which the width of the unpressed portion is to be calculated, and more than 20 (20) or more than 20 (20) Sheets).
- step S14 steerel material luminance integration step
- the luminance values of the plurality of steel material images extracted in step S13 are integrated for each pixel.
- step S13 for example, as shown in FIG. 18A, for example, when the time t10 is the imaging of the steel material for which the width of the non-pressing portion 2 is to be calculated, the time t1 which is earlier than the time t1 in the steel material conveyance direction.
- the imaging of the steel material from t9 to t9 and the imaging of the steel material from time t11 to t20 behind the steel material transport direction are extracted.
- step S14 the luminance values of the imaging of the steel material from, for example, times t1 to t20 extracted in step S13 shown in FIG. 18A are integrated for each pixel as shown in FIG. 18B.
- step S13 and step S14 the luminance difference between the pressing portion 3 and the non-pressing portion 2 stands out, and the boundary between the pressing portion 3 and the non-pressing portion 2 becomes clear on the imaging of the steel material.
- the larger the number of steel material images to be extracted that is, the number of integrations, the more noticeable the luminance difference between the constriction 3 and the non-contraction 2, but it is preferable to determine it in consideration of the processing time.
- the width of the non-pressed portion 2 of the steel material 1 is generated at a uniform width during rolling of one steel material, a high speed is not required at a high level in the measurement of the non-pressed width.
- the number is set to 20 enough to make the difference in brightness between the lower portion 3 and the non-pressing portion 2 stand out.
- step S15 non-pressing edge extraction step
- the luminance value of the steel material image integrated in step S14 is differentiated at the pixel position in the width direction of the non-pressing portion 2 to calculate a luminance differential value.
- To measure the width of the non-pressing portion 2 means to extract the boundary between the non-pressing portion 2 and the pressing portion 3 (the edge of the non-pressing portion 2).
- the magnitude of the luminance value depends on the temperature of the steel material. Therefore, when the edge is extracted using the absolute value of the luminance value, an appropriate edge cannot be extracted if the temperature of the steel material is different.
- step S15 the luminance value of the steel material image integrated in step S14 is differentiated at the pixel position in the width direction of the non-pressing portion 2 to calculate a luminance differential value, the amount of change in the luminance value is detected, and the temperature of the steel material is detected.
- the edge of the non-pressing portion 2 is extracted without being affected by the following.
- step S15 the brightness value of the steel material image shown in, for example, 18 (b) integrated in step S14 is differentiated at the pixel position in the width direction of the non-pressing portion 2 as shown in FIG. .
- the differentiation of the luminance value of the steel imaging in step S15 is performed from the center in the width direction of the imaging of the steel toward both ends. At this time, when the luminance value increases, the differential value becomes positive, and when the luminance value decreases, the differential value becomes negative. However, in the case of the present embodiment, as shown in FIG. Is also positive as a luminance differential value.
- step S16 non-pressing edge extraction step
- the width direction pixel position where the luminance differential value calculated in step S15 (non-pressing edge extraction step) exceeds a predetermined threshold value is determined by the non-pressing edge 2. Extract as edges. Two edges of the non-pressed portion 2 are extracted because the non-pressed portion 2 is formed with a predetermined width along the longitudinal direction of the steel material 1.
- the luminance difference between the pressing portion 3 and the non-pressing portion 2 stands out by the steel material luminance integration steps of step S13 and step S14, and the pressing portion 3 and the non-pressing portion 2 Are further defined, and the luminance differential value of the imaging of the steel material is calculated in the non-compression lowering step of step S15 and step S16. Since it is extracted as the edge of the lower portion 2, the edge of the lower portion 2 can be reliably extracted regardless of the temperature of the steel material, even if the temperature difference between the lower portion 3 and the lower portion 2 is small. Can be.
- the "predetermined threshold value" is determined based on data collected in advance for setting conditions to determine if any value can be extracted as an edge of the non-pressurized portion 2, and the determined value is set in advance. I do.
- step S15 the luminance value of the steel image capturing is calculated in step S15.
- the luminance differential value is calculated by differentiating at the pixel position in the width direction, the luminance difference between the constriction 3 and the non-contraction part 2 is small, and as shown in FIG. Is difficult to extract.
- step S17 non-pressing edge width calculation step
- the width of the non-pressing portion 2 is calculated from the edge of the non-pressing portion 2 extracted in step S16 (non-pressing edge extraction step).
- the width of the non-pressing portion 2 is calculated by extracting the length between the extracted edges of the non-pressing portion 2 (the number of pixels) with respect to the imaging diameter of the steel material (the number of pixels between the edges of the imaging of the steel material) unified in step S5. Calculated by the ratio of
- step S21 it is determined whether the calculation of the width of the non-pressing portion 2 has been completed over the entire length of the steel material 1, and the calculation of the width of the non-pressing portion 2 has been completed over the entire length of the steel material 1. If so, the process proceeds to step S22, and if not, the process waits. In step S22, the calculation result of the width of the non-pressed portion 2 by the arithmetic processing of FIGS. 6 and 7 is read over the entire length of the steel material 1.
- step S23 the center of the steel member 1 is set to the entire length, the width of the unpressed portion 2 is set to high brightness, and the other portions are set to low brightness in accordance with a separate calculation process (not shown). After displaying on the display unit 9, the process returns.
- the steel material non-pressed width detecting device and the detecting method according to the present embodiment when the steel material 1 made of the bar or the wire conveyed along the pass line by the pair of rolling rolls 4 is rolled.
- the surface of the steel material 1 is imaged by a pair of two cameras (imaging devices) 7 disposed on the exit side of the rolling roll 4 and opposed to each other in a direction intersecting the rolling direction of the rolling roll 4 across the pass line.
- a computer system (computer) 8 having an arithmetic processing function, the width in the steel material radial direction of the non-pressing portion 2 which is not in contact with the die 5 of the rolling roll 4 among the steel materials 1 is detected.
- step S3 the edges in the steel material radial direction in each of the steel images captured by the pair of two cameras 7 are extracted from the respective images.
- step S4 the imaging diameter of the steel material 1 in each steel imaging in each of the extracted steel imaging radial edges is calculated.
- step S5 steel imaging diameter unifying step, steel imaging diameter unifying unit
- step S6 center shift correction step, center shift correction unit
- step S7 non-pressing width calculation step, non-pressing width calculation unit
- the unified imaging diameter of the steel material 1 is set as the outer diameter of the steel material 1 imaged by the camera 7, and the steel material corresponding to the outer diameter of the steel material 1 is used.
- the width of each of the non-pressing portions 2 having a higher luminance is calculated from the ratio of the length component to the imaging diameter of the unified steel material.
- step S11 (brightness value maximization processing step, brightness value maximization processing unit) in step S7 (non-compression width calculation step, non-compression width calculation unit)
- the width of the non-compression portion 2 is calculated.
- a predetermined range of peripheral pixels N1 around the specific pixel n1 among all the pixels n of the steel material imaging to be performed are searched, and the luminance value of the specific pixel n1 which is the highest in the searched peripheral pixels N1 is determined. Is updated, and this update is performed for all the pixels n of the imaging of the steel material.
- step S12 (brightness value minimization processing step, brightness value minimization processing section) in step S7 (non-compression width calculation step, non-compression width calculation section), all of the steel material imaging updated in step S11 are performed.
- a search is made for a peripheral pixel N2 in a predetermined range around the predetermined pixel n2 among the pixels n, and the luminance value of the predetermined pixel n2 is updated to the one having the lowest luminance value among the searched peripheral pixels N2. This is performed for all the pixels n.
- step S13 steerel material luminance integration step, steel material luminance integration unit
- step S7 non-depressed width calculation step, non-depressed width calculation unit
- step S14 steerel luminance integration step, steel luminance integration unit
- step S15 non-pressed-down edge extraction step, non-pressed-down edge extraction unit
- step S7 non-pressed-down width calculating step, non-pressed-down width calculating unit
- the luminance value of the steel material imaging integrated in step S14 Is differentiated at the pixel position in the width direction of the non-compression portion 2 to calculate a luminance differential value.
- step S16 non-compression portion edge extraction step, non-compression portion edge extraction section
- the luminance differential value exceeds a predetermined threshold. The extracted pixel position in the width direction is extracted as the edge of the unpressed portion 2.
- step S17 non-pressing portion edge width calculating step, non-pressing portion edge width calculating portion
- step S7 non-pressing portion width calculating step, non-pressing portion width calculating portion
- the width of the non-pressing portion 2 is calculated from the edge of No. 2.
- the temperature drop due to the scattering of the rolling water and the temperature difference between the pressing portion 3 and the non-pressing portion 2 are small.
- step S5 steel imaging diameter unifying step, steel material imaging diameter unified portion
- step S7 the width of the non-pressed portion 2 is calculated in step S7.
- step S6 center shift correction step, center shift correcting unit
- the centers of the imaging of the steel materials are matched. Thereby, the lateral deflection of the steel material 1 can be suppressed.
- step S5 steerel imaging diameter unifying step, steel imaging diameter unifying unit
- step S6 center shift correction step, center shift correcting unit
- step S4 steerel imaging diameter calculation step, steel imaging diameter calculation unit
- step S7 non-pressing width calculation step, non-pressing width calculation unit
- each of the imaging diameters of the steel material 1 calculated in step S4 is set to the steel material.
- each of the non-pressing portions 2 having a high luminance is calculated from the ratio of the length component to each of the imaging diameters of the steel 1 for each of the imaging brightness of the steel corresponding to the outer diameter of the steel as the outer diameter of the steel. .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Metal Rolling (AREA)
Abstract
圧延水飛散による温度低下や圧下部と非圧下部との温度差が小さい場合にあっても、鋼材の非圧下部の幅を適正に検出することができる鋼材非圧下部幅検出装置及びその検出方法を提供する。非圧下部幅算出ステップにおけるステップS11で、非圧下部幅を算出しようとする鋼材撮像の全ての画素nの輝度値最大化処理を行い、ステップS12で、非圧下部幅を算出しようとする鋼材撮像の全ての画素nの輝度値最小化処理を行い、ステップS13で、鋼材撮像の周辺の複数の鋼材撮像を抽出するとともに、ステップS14で、抽出された複数の鋼材撮の輝度値を画素毎に積算し、ステップS15で、積算された鋼材撮像の輝度値を微分して輝度微分値を算出し、ステップS16で、当該輝度微分値が所定の閾値を超えたところを非圧下部(2)のエッジとして抽出し、ステップS17で、抽出された非圧下部(2)のエッジから非圧下部幅を算出する。
Description
本発明は、製鉄業において棒鋼又は線材からなる鋼材を圧延する際に発生する非圧下部の幅を検出する鋼材非圧下部幅検出装置及びその検出方法に関し、特に孔型を有する圧延ロールの対でパスラインを搬送される鋼材を圧延する場合に好適なものである。
棒鋼又は線材などの丸断面形状の鋼材は、孔型(カリバー)を有する2つの圧延ロールを平行配置させ、所定の孔型に鋼材を通過させることで圧延成形している。ここで、鋼材を圧下する2つの圧延ロールには、丸断面形状の鋼材と接触しない部分が必ず存在し、この鋼材非接触部分は鋼材の充満部分の逃げ代であり、ロールスキ(隙間)と呼ばれている。鋼材側から見ると、孔型が接触している部分が圧下部であり、孔型が接触していない部分が非圧下部となる。この鋼材の非圧下部は、丸断面の鋼材において対向する2ヵ所、例えば上下2ヵ所に現れる。鋼材が孔型の中心(パスライン)からずれて孔型を通過すると、鋼材の上下2ヵ所に現れる非圧下部幅に差が生じ、鋼材の噛み出し、折れ込みキズ発生の要因となる。このため、従来より、棒鋼又は線材からなる鋼材を圧延する際に発生する非圧下部の幅を検出するようにしている。
従来の鋼材非圧下部幅検出装置として、例えば、特許文献1に示すものが知られている。
特許文献1に示す鋼材非圧下部幅検出装置は、対をなす圧延ロールでパスラインに沿って搬送される棒鋼又は線材からなる鋼材を圧延する際に、演算処理機能を有する計算機を用いて鋼材のうち圧延ロールの孔型と非接触な非圧下部の鋼材径方向の幅を検出する鋼材非圧下部幅検出装置であり、圧延ロールの出側にあってパスラインを挟んで圧延ロールの圧下方向と交差する方向に対向配置されて鋼材の表面を撮像する二個一対の撮像装置と、二個一対の撮像装置で撮像された画像の夫々の鋼材撮像における鋼材径方向のエッジを夫々の画像から抽出する鋼材エッジ抽出部と、鋼材エッジ抽出部で抽出された鋼材撮像の夫々の鋼材径方向エッジから夫々の鋼材撮像における鋼材の撮像径を夫々算出する鋼材撮像径算出部と、鋼材撮像径算出部で算出された二個の鋼材撮像径を同じ径に統一する鋼材撮像径統一部と、鋼材撮像径統一部で同じ径に統一された鋼材撮像径を撮像装置で撮像された鋼材の外径として鋼材の外径相当の鋼材撮像輝度に対し、それと輝度の異なる非圧下部の幅を統一された鋼材撮像径に対する長さ成分の比から算出する非圧下部幅算出部とを備えている。
特許文献1に示す鋼材非圧下部幅検出装置は、対をなす圧延ロールでパスラインに沿って搬送される棒鋼又は線材からなる鋼材を圧延する際に、演算処理機能を有する計算機を用いて鋼材のうち圧延ロールの孔型と非接触な非圧下部の鋼材径方向の幅を検出する鋼材非圧下部幅検出装置であり、圧延ロールの出側にあってパスラインを挟んで圧延ロールの圧下方向と交差する方向に対向配置されて鋼材の表面を撮像する二個一対の撮像装置と、二個一対の撮像装置で撮像された画像の夫々の鋼材撮像における鋼材径方向のエッジを夫々の画像から抽出する鋼材エッジ抽出部と、鋼材エッジ抽出部で抽出された鋼材撮像の夫々の鋼材径方向エッジから夫々の鋼材撮像における鋼材の撮像径を夫々算出する鋼材撮像径算出部と、鋼材撮像径算出部で算出された二個の鋼材撮像径を同じ径に統一する鋼材撮像径統一部と、鋼材撮像径統一部で同じ径に統一された鋼材撮像径を撮像装置で撮像された鋼材の外径として鋼材の外径相当の鋼材撮像輝度に対し、それと輝度の異なる非圧下部の幅を統一された鋼材撮像径に対する長さ成分の比から算出する非圧下部幅算出部とを備えている。
この特許文献1に示す鋼材非圧下部幅検出装置によれば、圧延ロール出側における鋼材の非圧下部の幅を適正に検出することができ、更に鋼材の長手方向全長にわたって非圧下部の幅を定量的に把握することができる。
しかしながら、この従来の特許文献1に示す鋼材非圧下部幅検出装置にあっては、以下の問題点があった。
即ち、鋼材への圧延水飛散による温度低下により、撮像画像上で黒い斑点が映り込み、撮像画像上において圧下部と非圧下部の境界が曖昧となり、非圧下部の幅を適正に検出できないことがあった。
また、圧延の操業条件によっては圧下部と非圧下部との温度差が小さく、撮像画像上において圧下部と非圧下部の境界が曖昧となり、非圧下部の幅を適正に検出できないことがあった。
即ち、鋼材への圧延水飛散による温度低下により、撮像画像上で黒い斑点が映り込み、撮像画像上において圧下部と非圧下部の境界が曖昧となり、非圧下部の幅を適正に検出できないことがあった。
また、圧延の操業条件によっては圧下部と非圧下部との温度差が小さく、撮像画像上において圧下部と非圧下部の境界が曖昧となり、非圧下部の幅を適正に検出できないことがあった。
従って、本発明はこれら従来の問題点を解決するためになされたものであり、その目的は、圧延水飛散による温度低下や圧下部と非圧下部との温度差が小さい場合にあっても、鋼材の非圧下部の幅を適正に検出することができる鋼材非圧下部幅検出装置及びその検出方法を提供することにある。
上記目的を達成するために、本発明の一態様に係る鋼材非圧下部幅検出装置は、対をなす圧延ロールでパスラインに沿って搬送される棒鋼又は線材からなる鋼材を圧延する際に、演算処理機能を有する計算機を用いて前記鋼材のうち前記圧延ロールの孔型と非接触な非圧下部の鋼材径方向の幅を検出する鋼材非圧下部幅検出装置であって、前記圧延ロールの出側にあって前記パスラインを挟んで前記圧延ロールの圧下方向と交差する方向に対向配置されて前記鋼材の表面を撮像する二個一対の撮像装置と、前記二個一対の撮像装置で撮像された画像の夫々の鋼材撮像における前記鋼材径方向のエッジを夫々の画像から抽出する鋼材エッジ抽出部と、前記鋼材エッジ抽出部で抽出された前記鋼材撮像の夫々の鋼材径方向エッジから夫々の前記鋼材撮像における前記鋼材の撮像径を夫々算出する鋼材撮像径算出部と、前記鋼材撮像径算出部で算出された前記鋼材の撮像径の夫々を鋼材の外径として前記鋼材の外径相当の鋼材撮像輝度の夫々に対し、輝度が高い非圧下部の夫々の幅を、前記鋼材の撮像径の夫々に対する長さ成分の比から算出する非圧下部幅算出部とを備え、前記非圧下部幅算出部は、前記非圧下部の幅を算出しようとする前記鋼材撮像の全ての画素のうちの特定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の高いものに前記特定の画素の輝度値を更新し、この更新を前記鋼材撮像の全ての画素について行う輝度値最大化処理部と、前記輝度値最大化処理部で更新された前記鋼材撮像の全ての画素うちの所定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の低いものに前記所定の画素の輝度値を更新し、この更新を前記全ての画素について行う輝度値最小化処理部と、前記輝度値最小化処理部で全ての画素が更新された非圧下部の幅を算出しようとする前記鋼材撮像の周辺の複数の鋼材撮像の輝度値を画素毎に積算する鋼材輝度積算部と、前記鋼材輝度積算部で積算された鋼材撮像の輝度値を前記非圧下部の幅方向画素位置で微分して輝度微分値を算出し、当該輝度微分値が所定の閾値を越えた幅方向画素位置のところを前記非圧下部のエッジとして抽出する非圧下部エッジ抽出部と、前記非圧下部エッジ抽出部で抽出された非圧下部のエッジから前記非圧下部の幅を算出する非圧下部エッジ幅算出部とを備えたことを要旨とする。
また、本発明の別の態様に係る鋼材非圧下部幅検出方法は、対をなす圧延ロールでパスラインに沿って搬送される棒鋼又は線材からなる鋼材を圧延する際に、前記圧延ロールの出側にあって前記パスラインを挟んで前記圧延ロールの圧下方向と交差する方向に対向配置された二個一対の撮像装置で、前記鋼材の表面を撮像し、演算処理機能を有する計算機を用いて前記鋼材のうち前記圧延ロールの孔型と非接触な非圧下部の鋼材径方向の幅を検出する鋼材非圧下部幅検出方法であって、前記二個一対の撮像装置で撮像された画像の夫々の鋼材撮像における前記鋼材径方向のエッジを夫々の画像から抽出する鋼材エッジ抽出ステップと、前記鋼材エッジ抽出ステップで抽出された前記鋼材撮像の夫々の鋼材径方向エッジから夫々の前記鋼材撮像における前記鋼材の撮像径を夫々算出する鋼材撮像径算出ステップと、前記鋼材撮像径算出ステップで算出された前記鋼材の撮像径の夫々を鋼材の外径として前記鋼材の外径相当の鋼材撮像輝度の夫々に対し、輝度が高い非圧下部の夫々の幅を、前記鋼材の撮像径の夫々に対する長さ成分の比から算出する非圧下部幅算出ステップとを含み、前記非圧下部幅算出ステップは、前記非圧下部の幅を算出しようとする前記鋼材撮像の全ての画素のうちの特定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の高いものに前記特定の画素の輝度値を更新し、この更新を前記鋼材撮像の全ての画素について行う輝度値最大化処理ステップと、前記輝度値最大化処理ステップで更新された前記鋼材撮像の全ての画素うちの所定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の低いものに前記所定の画素の輝度値を更新し、この更新を前記全ての画素について行う輝度値最小化処理ステップと、前記輝度値最小化処理ステップで全ての画素が更新された非圧下部の幅を算出しようとする前記鋼材撮像の周辺の複数の鋼材撮像の輝度値を画素毎に積算する鋼材輝度積算ステップと、 前記鋼材輝度積算ステップで積算された鋼材撮像の輝度値を前記非圧下部の幅方向画素位置で微分して輝度微分値を算出し、当該輝度微分値が所定の閾値を超えた幅方向画素位置のところを前記非圧下部のエッジとして抽出する非圧下部エッジ抽出ステップと、前記非圧下部エッジ抽出ステップで抽出された非圧下部のエッジから前記非圧下部の幅を算出する非圧下部エッジ幅算出ステップとを含むことを要旨とする。
本発明に係る鋼材非圧下部幅検出装置及びその検出方法によれば、圧延水飛散による温度低下や圧下部と非圧下部との温度差が小さい場合であっても、鋼材の非圧下部の幅を適正に検出することができる鋼材非圧下部幅検出装置及びその検出方法を提供できる。
以下、本発明の実施の形態を図面を参照して説明する。以下に示す実施形態は、本発明の技術的思想を具体化するための装置や方法を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造、配置等を下記の実施形態に特定するものではない。
また、図面は模式的なものである。そのため、厚みと平面寸法との関係、比率等は現実のものとは異なることに留意すべきであり、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれている。
また、図面は模式的なものである。そのため、厚みと平面寸法との関係、比率等は現実のものとは異なることに留意すべきであり、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれている。
図1には、本発明の一実施形態に係る鋼材非圧下部幅検出装置及びその検出方法が適用される鋼材圧延設備の概略構成が示されており、鋼材圧延設備は、棒鋼又は線材からなる鋼材1を長手方向に搬送しながら圧延する圧延設備である。この鋼材圧延設備は、鋼材1の入側から計19スタンドの圧延機A、B、#1~#16および4ロール圧延機であるCを有する。この鋼材圧延設備では、加熱炉11で予め設定された温度に加熱された鋼材1を圧延機A、B、#1~#16、Cで順次圧延して最終的な形状とする。棒鋼や線材を鋼材1とする圧延設備では、圧延機を通過する毎に徐々に径を成形しながら最終的に製品径に仕上げる。なお、鋼材1の搬送ラインをパスラインと称する。また、鋼材1の搬送を通材ともいう。
A、B、#1~#16の各圧延機は、例えば図2に示すように、左右(又は上下)で対をなす2ロールの圧延ロール4で鋼材1を圧延する。各圧延ロール4には、該当する圧延機、つまり圧延スケジュールに対応した孔型5が形成されている。対向する孔型5は、圧延する棒鋼や線材の鋼材1の丸断面形状に合わせてほぼ丸孔形状を有する。また、対をなす圧延ロール4の入側には、対をなすガイドロール6が配置されている。これにより、パスラインに沿って搬送される鋼材1は、ガイドロール6によって圧延ロール4に案内され、対をなす圧延ロール4の対向する孔型5で圧延されて搬出される。一般に、ガイドロール6の対向方向は、それらによって鋼材1が案内される圧延ロール4の対向方向と90°向きをずらして配置されている。例えば、図2のように圧延ロール4がパスラインの左右に対向する場合にはガイドロール6は上下に対向し、圧延ロール4がパスラインの上下に対向する場合にはガイドロール6は左右に対向する。また、各スタンドの圧延ロール4の配置方向は、前段のスタンドの圧延ロール4の配置方向と90°ずらして配置されている。即ち、各スタンドの圧延ロール4の配置方向は、上下方向と左右方向とが交互になっている。
このような孔型5を有する圧延ロール4は、一般にカリバーロールとも呼ばれ、鋼材1を挟み込む構造となっている。例えば図2の圧延ロール4には、断面形状がほぼ円形の孔型5が形成されているが、図の左右方向から鋼材1を圧下する孔型5には、図の左右方向の鋼材接触部分に対し、図の上下方向に鋼材1と接触していない部分がある。この孔型5の鋼材非接触部分は、鋼材接触部分、つまり鋼材1の充満部分の逃げ代であり、ロールスキ(隙間)と呼ばれている。鋼材側からは、孔型5が接触している部分は圧下部であり、孔型5の非接触部分が非圧下部となる。図3には、鋼材1に生じる圧下部3及び非圧下部2の状態を示す。前述のように、パスラインに対する鋼材1の通材位置はガイドロール6によって決まるので、仮にガイドロール6のセッティングに誤差や不良が生じると、孔型5の中心、つまりパスラインと通材中心にズレが生じる。この通材中心のズレによって、例えば図2では、鋼材1に対する上下のロールスキ量が異なり、鋼材1の上下に生じる非圧下部幅に差が生じ、仕上圧延形状に影響を及ぼす。従って、例えば仕上圧延機の入側における鋼材1の非圧下部幅を適正に検出する必要がある。
そこで、この実施形態では、図1の#16スタンドの圧延ロールの出側に鋼材非圧下部幅検出装置を配置している。図4には、この実施形態の鋼材非圧下部幅検出装置の概略構成を示す。この鋼材非圧下部幅検出装置は、#16スタンドの圧延ロールの出側でパスライン上の鋼材1を撮像する撮像装置として2個一対のカメラ7を有する。この例では、#16スタンドの圧延ロールが左右方向に対向しているのに対し、2個一対のカメラ7は#16スタンドの圧延ロールの圧下方向と交差する方向、より具体的には#16スタンドの圧延ロールによる左右からの圧下方向に対して上下方向に対向配置されている。また、パスラインの上下に対向配置された2個一対のカメラ7は、夫々、パスラインから等距離、例えば高さで上下400mmの位置に配置されている。これらのカメラ7は、CCDセンサやCMOSセンサなどの撮像素子を用いたいわゆるデジタルカメラであり、集積されている素子の個々が画素として輝度や色合いを検出して記録する。また、この実施形態のカメラ7は、フレーム速度で1000枚以上/秒の高速撮影が可能である。この実施形態では、これら2個一対のカメラ7を用いて、鋼材搬送方向(鋼材長手方向)に3mm、パスライン左右方向(鋼材径方向)に120mmの領域をサンプリング周期0.05sec.(フレーム速度20枚/sec.)で鋼材1の表面を撮像する。
カメラ7の撮像画像は、カメラ制御装置10を介して、例えば圧延運転室内に配置されたコンピュータシステム(計算機)8に読込まれる。このコンピュータシステム8は、高度な演算処理機能を有し、周知のコンピュータシステムと同様に、情報や演算処理結果を表示する表示部9の他、図示しない各種情報を入力する入力部、各種演算処理を行う演算処理部、実際に各装置の駆動源の駆動状態を制御する制御部等を備えて構成される。即ち、このコンピュータシステム8内で実行されるプログラム(演算処理)が、この実施形態の鋼材非圧下部幅検出装置及びその検出方法を構築する。
即ち、本実施形態の鋼材非圧下部幅検出装置及びその検出方法は、鋼材エッジ抽出部(鋼材エッジ抽出ステップ、後述のステップS3)、鋼材撮像径算出部(鋼材撮像径算出ステップ、後述のステップS4)、鋼材撮像径統一部(鋼材撮像径統一ステップ、後述のステップS5)、中心ずれ補正部(中心ずれ補正ステップ、後述のステップS6)、非圧下部幅算出部(非圧下部幅算出ステップ、後述のステップS7)、輝度値最大化処理部(輝度値最大化処理ステップ、後述のステップS11)、輝度値最小化処理部(輝度値最小化処理ステップ、後述のステップS12)、鋼材輝度積算部(鋼材輝度積算ステップ、後述のステップS13及びステップS14)、非圧下部エッジ抽出部(非圧下部エッジ抽出ステップ、後述のステップS15及びステップS16)、及び非圧下部エッジ幅算出部(非圧下部エッジ幅算出ステップ、後述のステップS17)の各機能をコンピュータシステム8内でプログラム(演算処理)を実行することで実現する。
このコンピュータシステム8で実行される演算処理を説明する前に、カメラ7の鋼材撮像画像について図5(a)、図5(b)、図5(c)を用いて説明する。図5(a)、図5(b)、図5(c)は、何れも、コンピュータシステム8内に構築した、若しくは外部に独立して構築された画像処理装置によって、カメラの鋼材撮像画像の輝度を表示したもの(輝度画像)である。図5(a)、図5(b)、図5(c)において、白く見えている部分が、前述した撮像領域における鋼材撮像(以下、画像中の物体の像を撮像という)である。この白く見えている鋼材撮像部分のうち、輝度が高く、その結果、より一層、白く見えている部分が鋼材の非圧下部である。鋼材の圧延では、圧延による塑性変形に伴う熱で鋼材の温度が上昇するが、例えば圧延ロールとの接触熱伝達で圧下部の方が非圧下部より温度が低く、相対的に非圧下部は圧下部よりも温度が高い。そのため、非圧下部の輝度は圧下部の輝度よりも高く、輝度画像上では圧下部よりも白く見える。例えば図5(a)が正規パスラインを通材している鋼材の撮像だとすると、図5(b)は、カメラ側に寄って通材している(パスライン変動)状態であり、図5(c)は、画像中、右側に寄って通材している(横振れ)状態である。
次に、コンピュータシステムで鋼材非圧下部幅を検出するために実行される演算処理について図6のフローチャートを用いて説明する。この演算処理は、例えば1秒といった規定周期で繰り返し実行され、まずステップS1で、2個一対のカメラによる鋼材画像を取得する。
次にステップS2に移行して、取得した鋼材画像から鋼材撮像を含む撮像領域を切出す。このステップS2では、例えば、図9に示すように、カメラ7で撮像された画像のうち、図に白の破断線で示す鋼材撮像領域を切出す。
次にステップS2に移行して、取得した鋼材画像から鋼材撮像を含む撮像領域を切出す。このステップS2では、例えば、図9に示すように、カメラ7で撮像された画像のうち、図に白の破断線で示す鋼材撮像領域を切出す。
次にステップS3に移行して、例えば周知の二値化処理などにより、切出された撮像領域における鋼材撮像のうち、鋼材径方向の両端部をエッジとして抽出する。ここで、ステップS2において、パスラインの上方に配置されたカメラ7の画像から切出された鋼材撮像領域が図10の(上)に示すようなものであり、パスラインの下方に配置されたカメラ7の画像から切出された鋼材撮像領域が図10(下)に示すようなものであった場合、ステップS3では、これら鋼材撮像領域の輝度を二値化処理して、輝度の立上がり・立下がり箇所を二値化処理して鋼材撮像のエッジを抽出する。
次にステップS4に移行して、抽出された鋼材撮像のエッジ間の距離(画素数)から鋼材の撮像径を算出する。
次にステップS5に移行して、2個一対のカメラの画像における鋼材の撮像径を統一化することにより、パスライン変動抑止処理を行う。図5(b)に示すように、鋼材がパスラインよりもカメラ側に寄って通材していれば鋼材の撮像径は大きくなり、逆にカメラから遠ざかって通材すれば鋼材の撮像径は小さくなる。そこで、このようなパスライン変動を抑止するために、例えば2個の画像における鋼材の撮像径の平均値を求め、その平均値に一致するように鋼材撮像を拡大又は縮小することにより鋼材の撮像径を統一化する。
次にステップS5に移行して、2個一対のカメラの画像における鋼材の撮像径を統一化することにより、パスライン変動抑止処理を行う。図5(b)に示すように、鋼材がパスラインよりもカメラ側に寄って通材していれば鋼材の撮像径は大きくなり、逆にカメラから遠ざかって通材すれば鋼材の撮像径は小さくなる。そこで、このようなパスライン変動を抑止するために、例えば2個の画像における鋼材の撮像径の平均値を求め、その平均値に一致するように鋼材撮像を拡大又は縮小することにより鋼材の撮像径を統一化する。
ここで、図10の(上)と(下)の鋼材撮像では、(上)の鋼材撮像において、鋼材がパスラインよりもカメラ側に寄って通材していて鋼材の撮像径は大きくなっている。これに対して、(下)の鋼材撮像においては、鋼材がカメラから遠ざかりパスライン側に寄って通材していて鋼材の撮像径は小さくなっている。
従って、ステップS5においては、図11に示すように、2個一対(上下一対)のカメラの画像における鋼材の撮像径を統一化し、パスライン変動抑止処理を行う。
次にステップS6に移行して、2個一対のカメラの画像における鋼材撮像の中心を一致する中心ズレ補正を行うことにより、横振れ抑止処理を行う。この実施形態では、例えば2個一対のカメラによる画像の上下を逆転して取得することにより、図5(c)に示す鋼材の横振れの方向を2個の画像で逆方向に発生させる。従って、これら2個の画像における鋼材撮像の中心を一致させることで鋼材の通材位置をパスラインに一致又はほぼ一致させることができ、これにより鋼材の横振れを抑止することができる。
従って、ステップS5においては、図11に示すように、2個一対(上下一対)のカメラの画像における鋼材の撮像径を統一化し、パスライン変動抑止処理を行う。
次にステップS6に移行して、2個一対のカメラの画像における鋼材撮像の中心を一致する中心ズレ補正を行うことにより、横振れ抑止処理を行う。この実施形態では、例えば2個一対のカメラによる画像の上下を逆転して取得することにより、図5(c)に示す鋼材の横振れの方向を2個の画像で逆方向に発生させる。従って、これら2個の画像における鋼材撮像の中心を一致させることで鋼材の通材位置をパスラインに一致又はほぼ一致させることができ、これにより鋼材の横振れを抑止することができる。
ここで、ステップS5でパスライン変動抑止処理を行った図11の(上)と(下)の鋼材撮像では、夫々、鋼材撮像の中心が左右にずれており、横振れが生じている。
従って、ステップS6では、図12に示すように、2個一対のカメラの画像における鋼材撮像の中心を一致する中心ズレ補正を行い、横振れ抑止を行う。
次にステップS7に移行して、例えば後述する図7の演算処理によって、鋼材の非圧下部の幅を算出してからステップS1に移行する。この実施形態では、例えばステップS5で同じ径に統一された鋼材撮像径を鋼材の外径として、この鋼材の外径相当の鋼材撮像輝度に対し、それよりも輝度の高い非圧下部2の夫々幅を、統一された鋼材撮像径に対する長さ成分(画素数)の比から算出する。
従って、ステップS6では、図12に示すように、2個一対のカメラの画像における鋼材撮像の中心を一致する中心ズレ補正を行い、横振れ抑止を行う。
次にステップS7に移行して、例えば後述する図7の演算処理によって、鋼材の非圧下部の幅を算出してからステップS1に移行する。この実施形態では、例えばステップS5で同じ径に統一された鋼材撮像径を鋼材の外径として、この鋼材の外径相当の鋼材撮像輝度に対し、それよりも輝度の高い非圧下部2の夫々幅を、統一された鋼材撮像径に対する長さ成分(画素数)の比から算出する。
次に、図6の演算処理のステップS7で実行される図7の演算処理について説明する。
この演算処理では、先ず、ステップS11で、非圧下部2の幅を算出しようとする鋼材撮像の全ての画素n(図15参照)のうちの特定の画素n1(図15参照)の周辺の所定範囲の周辺画素N1(図15参照)を探索し、探索された周辺画素N1のうち最も輝度値の高いものに前述の特定の画素n1の輝度値を更新し、この更新を鋼材撮像の全ての画素nについて行う(輝度値最大化処理ステップ)。
この演算処理では、先ず、ステップS11で、非圧下部2の幅を算出しようとする鋼材撮像の全ての画素n(図15参照)のうちの特定の画素n1(図15参照)の周辺の所定範囲の周辺画素N1(図15参照)を探索し、探索された周辺画素N1のうち最も輝度値の高いものに前述の特定の画素n1の輝度値を更新し、この更新を鋼材撮像の全ての画素nについて行う(輝度値最大化処理ステップ)。
前述のステップS5でパスライン変動抑止を行い、かつステップS6で横振れの抑止のみを行った鋼材撮像を、例えば後述の図8の演算処理を行って鋼材搬送方向に並べて表示したのが図13に示されている。図13(a)は、鋼材の非圧下部と圧下部との輝度差が明確であり、鋼材撮像上で圧下部と非圧下部の境界が明確な場合を示し、図13(b)は、鋼材の非圧下部と圧下部との輝度差が不明確であり、鋼材撮像上で圧下部と非圧下部の境界が曖昧な場合を示している。図13に示すように、パスライン変動抑止及び横振れの抑止のみを行った鋼材撮像には、圧下部と非圧下部の境界が明確な場合と圧下部と非圧下部の境界が曖昧な場合とがある。
図13(b)に示す圧下部と非圧下部の境界が曖昧な場合につき、図14を参照して説明する。
圧下部と非圧下部の境界が曖昧となる原因は、図14に示すように、鋼材1への圧延水飛散による温度低下により、鋼材撮像上で黒い斑点2aが映り込み、撮像画像上において圧下部3と非圧下部2の境界が曖昧となる場合と、また、鋼材1の圧延速度、鋼材1の温度、鋼材1の鋼種、圧延ロール4の状態等の圧延の操業条件により圧下部3と非圧下部2との温度差が小さく、これにより圧下部3と非圧下部2との輝度差が小さく、鋼材撮像上において圧下部3と非圧下部2の境界が曖昧となる場合とがある。
そこで、ステップS7(非圧延部幅算出ステップ)におけるステップS11(輝度値最大化処理ステップ)では、図14における黒い斑点2aを鋼材撮像上で消去する処理を行う。
圧下部と非圧下部の境界が曖昧となる原因は、図14に示すように、鋼材1への圧延水飛散による温度低下により、鋼材撮像上で黒い斑点2aが映り込み、撮像画像上において圧下部3と非圧下部2の境界が曖昧となる場合と、また、鋼材1の圧延速度、鋼材1の温度、鋼材1の鋼種、圧延ロール4の状態等の圧延の操業条件により圧下部3と非圧下部2との温度差が小さく、これにより圧下部3と非圧下部2との輝度差が小さく、鋼材撮像上において圧下部3と非圧下部2の境界が曖昧となる場合とがある。
そこで、ステップS7(非圧延部幅算出ステップ)におけるステップS11(輝度値最大化処理ステップ)では、図14における黒い斑点2aを鋼材撮像上で消去する処理を行う。
これにつき、図15を参照して具体的に説明すると、先ず、非圧下部2の幅を算出しようとする鋼材撮像の全ての画素nのうちの特定の画素n1の周辺の所定範囲(横:非圧下部の幅方向における画素数X、縦:非圧下部の長手方向(鋼材搬送方向)における画素数Y)の周辺画素N1の探索を行う。ここで、周辺画素N1の範囲は、黒い斑点2aを囲むことができる範囲であればよく、横の非圧下部の幅方向における画素数Xは10個、縦の非圧下部の長手方向(鋼材搬送方向)における画素数Yは5個に設定してある。横の画素数Xは、黒い斑点2aが属する画素数よりも多く、鋼材1の幅の画素数に対して半分の画素数よりも少ない画素数であることが好ましい。縦の画素数Yは、黒い斑点2aが属する画素数よりも多ければよい。画素数Yを多くし過ぎると、データ処理に時間がかかるため、上限を設けてもよい。
次に、特定の画素n1の輝度値を、探索された周辺画素N1のうち最も高い輝度値のものに更新する。
次に、この特定の画素n1の輝度値の更新を鋼材撮像の全ての画素nについて行う。
これにより、鋼材撮像上における温度低下による黒い斑点2aのところが白くなり、当該斑点2aを全て消去することができる。
そして、ステップS11(輝度値最大化処理ステップ)が終了したら、ステップS12に移行し、ステップS11(輝度値最大化処理ステップ)で更新された鋼材撮像の全ての画素nうちの所定の画素n2(図17参照)の周辺の所定範囲の周辺画素N2を探索し、探索された周辺画素N2のうち最も輝度値の低いものに所定の画素n2の輝度値を更新し、この更新を全ての画素nについて行う(輝度値最小化処理ステップ)。
次に、この特定の画素n1の輝度値の更新を鋼材撮像の全ての画素nについて行う。
これにより、鋼材撮像上における温度低下による黒い斑点2aのところが白くなり、当該斑点2aを全て消去することができる。
そして、ステップS11(輝度値最大化処理ステップ)が終了したら、ステップS12に移行し、ステップS11(輝度値最大化処理ステップ)で更新された鋼材撮像の全ての画素nうちの所定の画素n2(図17参照)の周辺の所定範囲の周辺画素N2を探索し、探索された周辺画素N2のうち最も輝度値の低いものに所定の画素n2の輝度値を更新し、この更新を全ての画素nについて行う(輝度値最小化処理ステップ)。
ステップS11が終了すると、黒い斑点2a以外の本来のノイズでない部分の画素の輝度値も高くなり白くなってしまう。このため、図16(a),(b)に示すように、圧下部3の非圧下部2との境界部における画素の輝度値も高くなりそこが白くなって非圧下部2の幅があたかも広がってしまうようになる。
そこで、ステップS12(輝度値最小化処理ステップ)では、16(b)の矢印で示すように、白くなった圧下部3の部分を元の状態に戻し、非圧下部2の幅を元の状態に戻す処理を行う必要がある。
そこで、ステップS12(輝度値最小化処理ステップ)では、16(b)の矢印で示すように、白くなった圧下部3の部分を元の状態に戻し、非圧下部2の幅を元の状態に戻す処理を行う必要がある。
これにつき、図17を参照して具体的に説明すると、先ず、ステップS11(輝度値最大化処理ステップ)で更新された鋼材撮像の全ての画素nうちの所定の画素n2の周辺の所定範囲(横:非圧下部の幅方向における画素数X、縦:非圧下部の長手方向(鋼材搬送方向)における画素数Y)の周辺画素N2を探索する。ここで、周辺画素N2の範囲は、周辺画素N1の範囲と同等にすればよい。
次に、所定の画素n2の輝度値を、探索された周辺画素N2のうち最も輝度値の低いものに更新する。
次に、この所定の画素n2の輝度値の更新を鋼材撮像の全ての画素nについて行う。
これにより、鋼材撮像上において、ステップS11で白くなった圧下部3の部分を元の状態に戻し、非圧下部2の幅を元の状態に戻すことができる。
次に、所定の画素n2の輝度値を、探索された周辺画素N2のうち最も輝度値の低いものに更新する。
次に、この所定の画素n2の輝度値の更新を鋼材撮像の全ての画素nについて行う。
これにより、鋼材撮像上において、ステップS11で白くなった圧下部3の部分を元の状態に戻し、非圧下部2の幅を元の状態に戻すことができる。
次に、ステップS12(輝度値最小化処理ステップ)が終了したら、ステップS13に移行し、ステップS12(輝度値最小化処理ステップ)で全ての画素が更新された非圧下部2の幅を算出しようとする鋼材撮像の周辺の複数の鋼材撮像を抽出する。
ステップS11で輝度値最大化処理を行い、ステップS12で輝度値最小化処理を行っても、圧延の操業条件により圧下部3と非圧下部2との温度差が小さく、これにより圧下部3と非圧下部2との輝度差が小さく、鋼材撮像上において圧下部3と非圧下部2の境界が曖昧となる場合がある。非圧下部2は圧下部3に対して表面温度が20~40℃程度(輝度値差で数十の差)しか高くなく、鋼材撮像上において圧下部3と非圧下部2の境界が判明しづらい。
ステップS11で輝度値最大化処理を行い、ステップS12で輝度値最小化処理を行っても、圧延の操業条件により圧下部3と非圧下部2との温度差が小さく、これにより圧下部3と非圧下部2との輝度差が小さく、鋼材撮像上において圧下部3と非圧下部2の境界が曖昧となる場合がある。非圧下部2は圧下部3に対して表面温度が20~40℃程度(輝度値差で数十の差)しか高くなく、鋼材撮像上において圧下部3と非圧下部2の境界が判明しづらい。
そこで、先ず、ステップS13(鋼材輝度積算ステップ)では、ステップS12(輝度値最小化処理ステップ)で全ての画素が更新された非圧下部2の幅を算出しようとする鋼材撮像の周辺の複数の鋼材撮像を抽出する。鋼材撮像の周辺の複数の鋼材撮像の抽出に際しては、非圧下部幅を算出しようとする鋼材撮像の鋼材搬送方向前方の9つ(9枚)の鋼材撮像と、鋼材搬送方向後方の10個(10枚)の鋼材撮像との合計20個(20枚)の鋼材撮像を抽出する。なお、鋼材搬送方向前後の抽出数は、非圧下部の幅を算出しようとする鋼材撮像の周辺の予め設定された複数の数であればよく、20個(20枚)以上でも20個(20枚)未満であってもよい。
次いで、ステップS14(鋼材輝度積算ステップ)に移行して、ステップS13で抽出された複数の鋼材撮像の輝度値を画素毎に積算する。
前述のステップS13では、例えば図18(a)に示すように、例えば、時刻t10が非圧下部2の幅を算出しようとする鋼材撮像である場合に、それよりも鋼材搬送方向前方の時刻t1~t9の鋼材撮像並びに鋼材搬送方向後方の時刻t11~t20の鋼材撮像を抽出する。
そして、ステップS14では、図18(a)に示すステップS13で抽出された例えば時刻t1~t20の鋼材撮像の輝度値を、図18(b)に示すように、画素毎に積算する。
前述のステップS13では、例えば図18(a)に示すように、例えば、時刻t10が非圧下部2の幅を算出しようとする鋼材撮像である場合に、それよりも鋼材搬送方向前方の時刻t1~t9の鋼材撮像並びに鋼材搬送方向後方の時刻t11~t20の鋼材撮像を抽出する。
そして、ステップS14では、図18(a)に示すステップS13で抽出された例えば時刻t1~t20の鋼材撮像の輝度値を、図18(b)に示すように、画素毎に積算する。
ステップS13及びステップS14の鋼材輝度積算ステップにより、圧下部3と非圧下部2との輝度差が際立ち、鋼材撮像上において圧下部3と非圧下部2の境界が明確になる。
なお、鋼材撮像の抽出数、即ち積算数は、多ければ多いほど圧下部3と非圧下部2との輝度差が際立つが、処理時間との兼ね合いを考慮して決定することが好ましい。但し、鋼材1の非圧下部2の幅は鋼材1本の圧延中に一律の幅で発生するものであり、その非圧下部幅の測定において高速性は高いレベルで求められていないため、圧下部3と非圧下部2との輝度差を際立たせるのに十分な20枚としている。
なお、鋼材撮像の抽出数、即ち積算数は、多ければ多いほど圧下部3と非圧下部2との輝度差が際立つが、処理時間との兼ね合いを考慮して決定することが好ましい。但し、鋼材1の非圧下部2の幅は鋼材1本の圧延中に一律の幅で発生するものであり、その非圧下部幅の測定において高速性は高いレベルで求められていないため、圧下部3と非圧下部2との輝度差を際立たせるのに十分な20枚としている。
次いで、ステップS15(非圧下部エッジ抽出ステップ)に移行し、ステップS14で積算された鋼材撮像の輝度値を非圧下部2の幅方向画素位置で微分して輝度微分値を算出する。
非圧下部2の幅を測定するということは、非圧下部2と圧下部3との境界(非圧下部2のエッジ)を抽出することであるが、輝度値の大きさは鋼材の温度に依存することから、輝度値の絶対値でエッジを抽出する場合、鋼材の温度が異なると適切なエッジを抽出することができない。
非圧下部2の幅を測定するということは、非圧下部2と圧下部3との境界(非圧下部2のエッジ)を抽出することであるが、輝度値の大きさは鋼材の温度に依存することから、輝度値の絶対値でエッジを抽出する場合、鋼材の温度が異なると適切なエッジを抽出することができない。
そこで、ステップS15において、ステップS14で積算された鋼材撮像の輝度値を非圧下部2の幅方向画素位置で微分して輝度微分値を算出し、輝度値の変化量を検出し、鋼材の温度に左右されないで非圧下部2のエッジを抽出するようにしている。
ステップS15では、ステップS14で積算された例えば18(b)に示す鋼材撮像の輝度値を、図19に示すように、非圧下部2の幅方向画素位置で微分して輝度微分値を算出する。
ステップS15では、ステップS14で積算された例えば18(b)に示す鋼材撮像の輝度値を、図19に示すように、非圧下部2の幅方向画素位置で微分して輝度微分値を算出する。
このステップS15における鋼材撮像の輝度値の微分は、鋼材撮像の幅方向中心から両端に向けて行う。この際、輝度値が増加すると微分値は正となり、輝度値が減少すると微分値が負となるが、本実施形態の場合、図19に示すように、輝度値が増加しても減少しても輝度微分値としては正となるようにしている。
次いで、ステップS16(非圧下部エッジ抽出ステップ)に移行し、ステップS15(非圧下部エッジ抽出ステップ)で算出した輝度微分値が所定の閾値を超える幅方向画素位置のところを非圧下部2のエッジとして抽出する。
非圧下部2のエッジは、非圧下部2が鋼材1の長手方向に沿って所定の幅で形成されていることから、2つ抽出される。
次いで、ステップS16(非圧下部エッジ抽出ステップ)に移行し、ステップS15(非圧下部エッジ抽出ステップ)で算出した輝度微分値が所定の閾値を超える幅方向画素位置のところを非圧下部2のエッジとして抽出する。
非圧下部2のエッジは、非圧下部2が鋼材1の長手方向に沿って所定の幅で形成されていることから、2つ抽出される。
ここで、本実施形態にあっては、ステップS13及びステップS14の鋼材輝度積算ステップにより、圧下部3と非圧下部2との輝度差が際立ち、鋼材撮像上において圧下部3と非圧下部2の境界が明確になり、更に、ステップS15及びステップS16の非圧下部抽出ステップにおいて鋼材撮像の輝度微分値を算出してから輝度微分値が所定の閾値を超える幅方向画素位置のところを非圧下部2のエッジとして抽出するので、鋼材の温度に依存することなく、圧下部3と非圧下部2との温度差が小さい場合であっても、非圧下部2のエッジを確実に抽出することができる。ここで、「所定の閾値」は、条件設定のために予め採取したデータに基づき、如何なる値とすれば非圧下部2のエッジとして抽出が可能がどうかを求めておき、求めた値を予め設定する。
なお、ステップS13及びステップS14による鋼材輝度積算ステップを行わずに、非圧下部2の幅を算出しようとする1つの鋼材撮像を抽出し、ステップS15で鋼材撮像の輝度値を非圧下部2の幅方向画素位置で微分して輝度微分値を算出した場合、圧下部3と非圧下部2との輝度差が小さく、図20に示すように、その輝度微分値も小さいため、非圧下部2のエッジを抽出することが困難である。
次に、ステップS17(非圧下部エッジ幅算出ステップ)に移行し、ステップS16(非圧下部エッジ抽出ステップ)で抽出された非圧下部2のエッジから非圧下部2の幅を算出する。
この非圧下部2の幅の算出は、ステップS5で統一化された鋼材の撮像径(鋼材撮像のエッジ間の画素数)に対する抽出された非圧下部2のエッジ間の長さ(画素数)の比によって算出する。
次に、ステップS17(非圧下部エッジ幅算出ステップ)に移行し、ステップS16(非圧下部エッジ抽出ステップ)で抽出された非圧下部2のエッジから非圧下部2の幅を算出する。
この非圧下部2の幅の算出は、ステップS5で統一化された鋼材の撮像径(鋼材撮像のエッジ間の画素数)に対する抽出された非圧下部2のエッジ間の長さ(画素数)の比によって算出する。
次に、図6、図7の演算処理とは別個に、コンピュータシステム8内で実行される鋼材非圧下部表示のための演算処理について図8のフローチャートを用いて説明する。
この演算処理では、先ず、ステップS21において、非圧下部2の幅の算出が鋼材1の全長にわたって完了したか否かを判定し、非圧下部2の幅の算出が鋼材1の全長にわたって完了した場合にはステップS22に移行し、そうでない場合には待機する。
ステップS22では、図6、図7の演算処理による非圧下部2の幅の算出結果を、鋼材1の全長にわたって読込む。
次に、ステップS23に移行して、図示しない別個の演算処理に従って、鋼材1の中心を全長にわたって合わせ、非圧下部2の幅を高輝度、その他の部分を低輝度として、鋼材1の全長にわたって表示部9に表示してから復帰する。
この演算処理では、先ず、ステップS21において、非圧下部2の幅の算出が鋼材1の全長にわたって完了したか否かを判定し、非圧下部2の幅の算出が鋼材1の全長にわたって完了した場合にはステップS22に移行し、そうでない場合には待機する。
ステップS22では、図6、図7の演算処理による非圧下部2の幅の算出結果を、鋼材1の全長にわたって読込む。
次に、ステップS23に移行して、図示しない別個の演算処理に従って、鋼材1の中心を全長にわたって合わせ、非圧下部2の幅を高輝度、その他の部分を低輝度として、鋼材1の全長にわたって表示部9に表示してから復帰する。
このように、本実施形態に係る鋼材非圧下部幅検出装置及びその検出方法によれば、対をなす圧延ロール4でパスラインに沿って搬送される棒鋼又は線材からなる鋼材1を圧延する際に、圧延ロール4の出側にあってパスラインを挟んで圧延ロール4の圧下方向と交差する方向に対向配置された二個一対のカメラ(撮像装置)7で、鋼材1の表面を撮像し、演算処理機能を有するコンピュータシステム(計算機)8を用いて鋼材1のうち圧延ロール4の孔型5と非接触な非圧下部2の鋼材径方向の幅を検出する。この検出に際し、ステップS3(鋼材エッジ抽出ステップ、鋼材エッジ抽出部)では、二個一対のカメラ7で撮像された画像の夫々の鋼材撮像における鋼材径方向のエッジを夫々の画像から抽出する。また、ステップS4(鋼材撮像径算出ステップ、鋼材撮像径算出部)では、抽出された鋼材撮像の夫々の鋼材径方向エッジから夫々の鋼材撮像における鋼材1の撮像径を夫々算出する。また、ステップS5(鋼材撮像径統一ステップ、鋼材撮像径統一部)では、算出された二個の鋼材1の撮像径を同じ径に統一する。そして、ステップS6(中心ずれ補正ステップ、中心ずれ補正部)では、同じ径に統一された二個の鋼材1の撮像径の鋼材撮像が鋼材径方向にずれている場合に、それらの鋼材撮像の中心を一致させる。そして、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)では、統一された鋼材1の撮像径をカメラ7で撮像された鋼材1の外径として鋼材1の外径相当の鋼材撮像輝度に対し、輝度が高い非圧下部2の夫々の幅を、統一された鋼材の撮像径に対する長さ成分の比から算出する。
ここで、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS11(輝度値最大化処理ステップ、輝度値最大化処理部)では、非圧下部2の幅を算出しようとする鋼材撮像の全ての画素nのうちの特定の画素n1の周辺の所定範囲の周辺画素N1を探索し、探索された周辺画素N1のうち最も輝度値の高いものに特定の画素n1の輝度値を更新し、この更新を鋼材撮像の全ての画素nについて行う。また、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS12(輝度値最小化処理ステップ、輝度値最小化処理部)では、ステップS11で更新された鋼材撮像の全ての画素nうちの所定の画素n2の周辺の所定範囲の周辺画素N2を探索し、探索された周辺画素N2のうち最も輝度値の低いものに所定の画素n2の輝度値を更新し、この更新を全ての画素nについて行う。
これにより、鋼材1への圧延水飛散による温度低下により、鋼材撮像上で映り込んだ黒い斑点2aが消去され、撮像画像上において圧下部3と非圧下部2の境界が曖昧となることを回避できる。
また、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS13(鋼材輝度積算ステップ、鋼材輝度積算部)では、ステップS12で全ての画素が更新された非圧下部2の幅を算出しようとする鋼材撮像の周辺の複数の鋼材撮像を抽出し、また、ステップS14(鋼材輝度積算ステップ、鋼材輝度積算部)では、抽出された複数の鋼材撮像の輝度値を画素毎に積算する。
また、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS13(鋼材輝度積算ステップ、鋼材輝度積算部)では、ステップS12で全ての画素が更新された非圧下部2の幅を算出しようとする鋼材撮像の周辺の複数の鋼材撮像を抽出し、また、ステップS14(鋼材輝度積算ステップ、鋼材輝度積算部)では、抽出された複数の鋼材撮像の輝度値を画素毎に積算する。
これにより、圧下部3と非圧下部2との温度差が小さい場合であっても、圧下部3と非圧下部2との輝度差が際立ち、鋼材撮像上において圧下部3と非圧下部2の境界を明確にすることができる。
また、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS15(非圧下部エッジ抽出ステップ、非圧下部エッジ抽出部)では、ステップS14で積算された鋼材撮像の輝度値を非圧下部2の幅方向画素位置で微分して輝度微分値を算出し、ステップS16(非圧下部エッジ抽出ステップ、非圧下部エッジ抽出部)では、当該輝度微分値が所定の閾値を超えた幅方向画素位置のところを非圧下部2のエッジとして抽出する。
また、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS15(非圧下部エッジ抽出ステップ、非圧下部エッジ抽出部)では、ステップS14で積算された鋼材撮像の輝度値を非圧下部2の幅方向画素位置で微分して輝度微分値を算出し、ステップS16(非圧下部エッジ抽出ステップ、非圧下部エッジ抽出部)では、当該輝度微分値が所定の閾値を超えた幅方向画素位置のところを非圧下部2のエッジとして抽出する。
これにより、鋼材の温度に依存することなく、圧下部3と非圧下部2との温度差が小さい場合であっても、非圧下部2のエッジを確実に抽出することができる。
そして、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS17(非圧下部エッジ幅算出ステップ、非圧下部エッジ幅算出部)では、ステップS16で抽出された非圧下部2のエッジから非圧下部2の幅を算出する。
以上のことから、本実施形態に係る鋼材非圧下部幅検出装置及びその検出方法によれば、圧延水飛散による温度低下や圧下部3と非圧下部2との温度差が小さい場合であっても、鋼材1の非圧下部2の幅を適正に検出することができる鋼材非圧下部幅検出装置及びその検出方法を提供できる。
そして、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)におけるステップS17(非圧下部エッジ幅算出ステップ、非圧下部エッジ幅算出部)では、ステップS16で抽出された非圧下部2のエッジから非圧下部2の幅を算出する。
以上のことから、本実施形態に係る鋼材非圧下部幅検出装置及びその検出方法によれば、圧延水飛散による温度低下や圧下部3と非圧下部2との温度差が小さい場合であっても、鋼材1の非圧下部2の幅を適正に検出することができる鋼材非圧下部幅検出装置及びその検出方法を提供できる。
また、本実施形態に係る鋼材非圧下部幅検出装置及びその検出方法によれば、ステップS5(鋼材撮像径統一ステップ、鋼材撮像径統一部)において、ステップS7で非圧下部2の幅を算出する前に、ステップS4で算出された二個の鋼材1の撮像径を同じ径に統一するので、パスラインの変動を抑止することができる。
また、本実施形態に係る鋼材非圧下部幅検出装置及びその検出方法によれば、ステップS6(中心ずれ補正ステップ、中心ずれ補正部)において、ステップS7で非圧下部2の幅を算出する前に、ステップS5で同じ径に統一された二個の鋼材1の撮像径の鋼材撮像が鋼材径方向にずれている場合に、それらの鋼材撮像の中心を一致させる。これにより、鋼材1の横振れを抑止することができる。
また、本実施形態に係る鋼材非圧下部幅検出装置及びその検出方法によれば、ステップS6(中心ずれ補正ステップ、中心ずれ補正部)において、ステップS7で非圧下部2の幅を算出する前に、ステップS5で同じ径に統一された二個の鋼材1の撮像径の鋼材撮像が鋼材径方向にずれている場合に、それらの鋼材撮像の中心を一致させる。これにより、鋼材1の横振れを抑止することができる。
以上、本発明の実施形態について説明してきたが、本発明はこれに限定されずに種々の変更、改良を行うことができる。
例えば、ステップS5(鋼材撮像径統一ステップ、鋼材撮像径統一部)及びステップS6(中心ずれ補正ステップ、中心ずれ補正部)を省略し、ステップS4(鋼材撮像径算出ステップ、鋼材撮像径算出部)からステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)を直接実行するようにしてもよい。この場合、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)では、ステップS4(鋼材撮像径算出ステップ、鋼材撮像径算出部)で算出された鋼材1の撮像径の夫々を鋼材の外径として鋼材の外径相当の鋼材撮像輝度の夫々に対し、輝度が高い非圧下部2の夫々の幅を、鋼材1の撮像径の夫々に対する長さ成分の比から算出するようにする。
例えば、ステップS5(鋼材撮像径統一ステップ、鋼材撮像径統一部)及びステップS6(中心ずれ補正ステップ、中心ずれ補正部)を省略し、ステップS4(鋼材撮像径算出ステップ、鋼材撮像径算出部)からステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)を直接実行するようにしてもよい。この場合、ステップS7(非圧下部幅算出ステップ、非圧下部幅算出部)では、ステップS4(鋼材撮像径算出ステップ、鋼材撮像径算出部)で算出された鋼材1の撮像径の夫々を鋼材の外径として鋼材の外径相当の鋼材撮像輝度の夫々に対し、輝度が高い非圧下部2の夫々の幅を、鋼材1の撮像径の夫々に対する長さ成分の比から算出するようにする。
1 鋼材
2 非圧下部
3 圧下部
4 圧延ロール
5 孔型
6 ガイドロール
7 カメラ(撮像装置)
8 コンピュータシステム(計算機)
9 表示部
10 カメラ制御装置
11 加熱炉
2 非圧下部
3 圧下部
4 圧延ロール
5 孔型
6 ガイドロール
7 カメラ(撮像装置)
8 コンピュータシステム(計算機)
9 表示部
10 カメラ制御装置
11 加熱炉
Claims (6)
- 対をなす圧延ロールでパスラインに沿って搬送される棒鋼又は線材からなる鋼材を圧延する際に、演算処理機能を有する計算機を用いて前記鋼材のうち前記圧延ロールの孔型と非接触な非圧下部の鋼材径方向の幅を検出する鋼材非圧下部幅検出装置であって、
前記圧延ロールの出側にあって前記パスラインを挟んで前記圧延ロールの圧下方向と交差する方向に対向配置されて前記鋼材の表面を撮像する二個一対の撮像装置と、
前記二個一対の撮像装置で撮像された画像の夫々の鋼材撮像における前記鋼材径方向のエッジを夫々の画像から抽出する鋼材エッジ抽出部と、
前記鋼材エッジ抽出部で抽出された前記鋼材撮像の夫々の鋼材径方向エッジから夫々の前記鋼材撮像における前記鋼材の撮像径を夫々算出する鋼材撮像径算出部と、
前記鋼材撮像径算出部で算出された前記鋼材の撮像径の夫々を鋼材の外径として前記鋼材の外径相当の鋼材撮像輝度の夫々に対し、輝度が高い非圧下部の夫々の幅を、前記鋼材の撮像径の夫々に対する長さ成分の比から算出する非圧下部幅算出部とを備え、
前記非圧下部幅算出部は、
前記非圧下部の幅を算出しようとする前記鋼材撮像の全ての画素のうちの特定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の高いものに前記特定の画素の輝度値を更新し、この更新を前記鋼材撮像の全ての画素について行う輝度値最大化処理部と、
前記輝度値最大化処理部で更新された前記鋼材撮像の全ての画素うちの所定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の低いものに前記所定の画素の輝度値を更新し、この更新を前記全ての画素について行う輝度値最小化処理部と、
前記輝度値最小化処理部で全ての画素が更新された非圧下部の幅を算出しようとする前記鋼材撮像の周辺の複数の鋼材撮像の輝度値を画素毎に積算する鋼材輝度積算部と、
前記鋼材輝度積算部で積算された鋼材撮像の輝度値を前記非圧下部の幅方向画素位置で微分して輝度微分値を算出し、当該輝度微分値が所定の閾値を越えた幅方向画素位置のところを前記非圧下部のエッジとして抽出する非圧下部エッジ抽出部と、
前記非圧下部エッジ抽出部で抽出された非圧下部のエッジから前記非圧下部の幅を算出する非圧下部エッジ幅算出部とを備えたことを特徴とする鋼材非圧下部幅検出装置。 - 前記非圧下部幅算出部で非圧下部の幅を算出する前に、前記鋼材撮像径算出部で算出された二個の前記鋼材の撮像径を同じ径に統一する鋼材撮像径統一部を備え、
前記非圧下部幅算出部は、前記鋼材撮像径統一部で同じ径に統一された前記鋼材の撮像径を前記撮像装置で撮像された鋼材の外径として前記鋼材の外径相当の鋼材撮像輝度に対し、輝度が高い非圧下部の夫々の幅を、統一された前記鋼材の撮像径に対する長さ成分の比から算出することを特徴とする請求項1に記載の鋼材非圧下部幅検出装置。 - 前記非圧下部幅算出部で非圧下部の幅を算出する前に、前記鋼材撮像径統一部で同じ径に統一された二個の前記鋼材の撮像径の鋼材撮像が鋼材径方向にずれている場合に、それらの鋼材撮像の中心を一致する中心ずれ補正部を備えていることを特徴とする請求項2に記載の鋼材非圧下部幅検出装置。
- 対をなす圧延ロールでパスラインに沿って搬送される棒鋼又は線材からなる鋼材を圧延する際に、前記圧延ロールの出側にあって前記パスラインを挟んで前記圧延ロールの圧下方向と交差する方向に対向配置された二個一対の撮像装置で、前記鋼材の表面を撮像し、演算処理機能を有する計算機を用いて前記鋼材のうち前記圧延ロールの孔型と非接触な非圧下部の鋼材径方向の幅を検出する鋼材非圧下部幅検出方法であって、
前記二個一対の撮像装置で撮像された画像の夫々の鋼材撮像における前記鋼材径方向のエッジを夫々の画像から抽出する鋼材エッジ抽出ステップと、
前記鋼材エッジ抽出ステップで抽出された前記鋼材撮像の夫々の鋼材径方向エッジから夫々の前記鋼材撮像における前記鋼材の撮像径を夫々算出する鋼材撮像径算出ステップと、
前記鋼材撮像径算出ステップで算出された前記鋼材の撮像径の夫々を鋼材の外径として前記鋼材の外径相当の鋼材撮像輝度の夫々に対し、輝度が高い非圧下部の夫々の幅を、前記鋼材の撮像径の夫々に対する長さ成分の比から算出する非圧下部幅算出ステップとを含み、
前記非圧下部幅算出ステップは、
前記非圧下部の幅を算出しようとする前記鋼材撮像の全ての画素のうちの特定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の高いものに前記特定の画素の輝度値を更新し、この更新を前記鋼材撮像の全ての画素について行う輝度値最大化処理ステップと、
前記輝度値最大化処理ステップで更新された前記鋼材撮像の全ての画素うちの所定の画素の周辺の所定範囲の周辺画素を探索し、探索された周辺画素のうち最も輝度値の低いものに前記所定の画素の輝度値を更新し、この更新を前記全ての画素について行う輝度値最小化処理ステップと、
前記輝度値最小化処理ステップで全ての画素が更新された非圧下部の幅を算出しようとする前記鋼材撮像の周辺の複数の鋼材撮像の輝度値を画素毎に積算する鋼材輝度積算ステップと、
前記鋼材輝度積算ステップで積算された鋼材撮像の輝度値を前記非圧下部の幅方向画素位置で微分して輝度微分値を算出し、当該輝度微分値が所定の閾値を超えた幅方向画素位置のところを前記非圧下部のエッジとして抽出する非圧下部エッジ抽出ステップと、
前記非圧下部エッジ抽出ステップで抽出された非圧下部のエッジから前記非圧下部の幅を算出する非圧下部エッジ幅算出ステップとを含むことを特徴とする鋼材非圧下部幅検出方法。 - 前記非圧下部幅算出ステップで非圧下部の幅を算出する前に、前記鋼材撮像径算出ステップで算出された二個の前記鋼材の撮像径を同じ径に統一する鋼材撮像径統一ステップを含み、
前記非圧下部幅算出ステップでは、前記鋼材撮像径統一ステップで同じ径に統一された前記鋼材の撮像径を前記撮像装置で撮像された鋼材の外径として前記鋼材の外径相当の鋼材撮像輝度に対し、輝度が高い非圧下部の夫々の幅を、統一された前記鋼材の撮像径に対する長さ成分の比から算出することを特徴とする請求項4に記載の鋼材非圧下部幅検出方法。 - 前記非圧下部幅算出ステップで非圧下部の幅を算出する前に、前記鋼材撮像径統一ステップで同じ径に統一された二個の前記鋼材の撮像径の鋼材撮像が鋼材径方向にずれている場合に、それらの鋼材撮像の中心を一致する中心ずれ補正ステップを含んでいることを特徴とする請求項5に記載の鋼材非圧下部幅検出方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980042027.8A CN112313019B (zh) | 2018-06-28 | 2019-06-27 | 钢材非压下部宽度检测装置及其检测方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018123130A JP6813004B2 (ja) | 2018-06-28 | 2018-06-28 | 鋼材非圧下部幅検出装置及びその検出方法 |
| JP2018-123130 | 2018-06-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020004592A1 true WO2020004592A1 (ja) | 2020-01-02 |
Family
ID=68986732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/025727 WO2020004592A1 (ja) | 2018-06-28 | 2019-06-27 | 鋼材非圧下部幅検出装置及びその検出方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6813004B2 (ja) |
| CN (1) | CN112313019B (ja) |
| WO (1) | WO2020004592A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114119712B (zh) * | 2021-11-30 | 2024-05-17 | 江苏沙钢集团淮钢特钢股份有限公司 | 一种基于图像处理的棒材轧制哈夫面氧化黑带宽度的测量方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010044473A1 (ja) * | 2008-10-17 | 2010-04-22 | 日本軽金属株式会社 | 接合品質管理方法および接合品質管理装置 |
| JP2014048226A (ja) * | 2012-09-03 | 2014-03-17 | Kobe Steel Ltd | 条鋼材の形状検査装置及び条鋼材の形状検査方法 |
| JP2017177197A (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 鋼材非圧下部幅検出装置及びその方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63128484A (ja) * | 1986-11-19 | 1988-06-01 | Hitachi Ltd | 画像処理装置 |
| JPH0275273A (ja) * | 1988-09-09 | 1990-03-14 | Fujitsu Ltd | 多値画像のブロック符号化方式 |
| JP3275746B2 (ja) * | 1996-12-12 | 2002-04-22 | ミノルタ株式会社 | 画像処理装置 |
| JP3647213B2 (ja) * | 1997-07-10 | 2005-05-11 | コニカミノルタビジネステクノロジーズ株式会社 | 画像処理装置 |
| JP2000241117A (ja) * | 1999-02-22 | 2000-09-08 | Keyence Corp | 画像のエッジ検出方法、検査装置及び記録媒体 |
| JP2003346165A (ja) * | 2002-05-24 | 2003-12-05 | Canon Inc | ワーク境界の検出方法 |
| JP5351381B2 (ja) * | 2006-11-17 | 2013-11-27 | Jfeスチール株式会社 | 芯ズレ検出方法、検出設備、及び圧延方法 |
| JP5398667B2 (ja) * | 2010-08-23 | 2014-01-29 | 株式会社東芝 | 画像処理装置 |
| CN104103037B (zh) * | 2013-04-02 | 2017-02-15 | 杭州海康威视数字技术股份有限公司 | 一种图像增强处理方法和装置 |
| JP6303332B2 (ja) * | 2013-08-28 | 2018-04-04 | 富士通株式会社 | 画像処理装置、画像処理方法および画像処理プログラム |
| CN104156956B (zh) * | 2014-08-06 | 2017-03-15 | 中国科学院生物物理研究所 | 一种基于高斯小波一维峰值识别的多角度边缘检测方法 |
| CN105894459A (zh) * | 2015-12-10 | 2016-08-24 | 乐视云计算有限公司 | 基于梯度值及梯度方向的图像锐化方法及装置 |
| CN106127763A (zh) * | 2016-06-23 | 2016-11-16 | 成都神州数码索贝科技有限公司 | 一种具有广泛适应性的图像二值化方法 |
-
2018
- 2018-06-28 JP JP2018123130A patent/JP6813004B2/ja active Active
-
2019
- 2019-06-27 CN CN201980042027.8A patent/CN112313019B/zh active Active
- 2019-06-27 WO PCT/JP2019/025727 patent/WO2020004592A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010044473A1 (ja) * | 2008-10-17 | 2010-04-22 | 日本軽金属株式会社 | 接合品質管理方法および接合品質管理装置 |
| JP2014048226A (ja) * | 2012-09-03 | 2014-03-17 | Kobe Steel Ltd | 条鋼材の形状検査装置及び条鋼材の形状検査方法 |
| JP2017177197A (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 鋼材非圧下部幅検出装置及びその方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020001065A (ja) | 2020-01-09 |
| CN112313019B (zh) | 2023-07-14 |
| CN112313019A (zh) | 2021-02-02 |
| JP6813004B2 (ja) | 2021-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4956673B2 (ja) | エンドレス熱間圧延工程における鋼板の接合部の検出装置及び方法 | |
| US20170023489A1 (en) | Surface inspection method, surface inspection device, manufacturing system, method of identifying defect formed area, and manufacturing method of steel pipe | |
| JP6828730B2 (ja) | 圧延材の反り量測定方法及び反り量測定装置 | |
| JP2013075326A (ja) | 熱間圧延設備 | |
| WO2020004592A1 (ja) | 鋼材非圧下部幅検出装置及びその検出方法 | |
| JP6402737B2 (ja) | 鋼材非圧下部幅検出装置及びその方法 | |
| EP2631634A1 (en) | An optical inspection device | |
| KR101290424B1 (ko) | 열화상을 이용한 압연소재의 변형량측정장치 및 그 제어방법 | |
| JP4337172B2 (ja) | エッジ検出方法、エッジ検出装置、及び記録媒体 | |
| US20240383027A1 (en) | Efficient identification of flatness in a planar rolling material | |
| JP5760462B2 (ja) | 尾端クロップ検出装置 | |
| JP6172124B2 (ja) | 鋼板形状検出装置及びその方法、鋼板圧延方法、鋼板製造方法 | |
| US20130004080A1 (en) | System and method for measuring camber on a surface | |
| EP2957860B1 (en) | Shape measuring device | |
| JP2013180322A (ja) | 熱間圧延設備 | |
| KR100523099B1 (ko) | 선재압연소재의 단면형상 측정방법 | |
| JP6103158B1 (ja) | 幅圧下方法及び幅圧下装置 | |
| KR100381098B1 (ko) | 컬러 영상을 이용한 슬라브의 캠버 측정시스템 | |
| TWI454327B (zh) | 鋼帶切尾之偵測方法 | |
| JP6572774B2 (ja) | 孔型ロールの状態測定装置 | |
| TWI511808B (zh) | 遮蔽裝置的控制方法 | |
| JP2024004447A (ja) | 鋼板の矯正機への通板可否判定方法、矯正方法、製造方法、及び矯正機への通板可否判定モデルの生成方法 | |
| KR102386733B1 (ko) | 강판 스케일 결함 검출 시스템 및 그 제어방법 | |
| CN116993795A (zh) | 一种钢板镰刀弯的检测方法、装置及电子设备 | |
| JP6881109B2 (ja) | 長尺材の長さ測定方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19825513 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19825513 Country of ref document: EP Kind code of ref document: A1 |