WO2020003765A1 - 真空印刷用導電性ペースト - Google Patents
真空印刷用導電性ペースト Download PDFInfo
- Publication number
- WO2020003765A1 WO2020003765A1 PCT/JP2019/018772 JP2019018772W WO2020003765A1 WO 2020003765 A1 WO2020003765 A1 WO 2020003765A1 JP 2019018772 W JP2019018772 W JP 2019018772W WO 2020003765 A1 WO2020003765 A1 WO 2020003765A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- conductive paste
- vacuum printing
- meth
- conductive
- solvent
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/52—Electrically conductive inks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/09—Use of materials for the conductive, e.g. metallic pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
Definitions
- the present disclosure relates to a conductive paste for vacuum printing.
- vacuum printing In the vacuum printing method, a conductive paste or the like is applied or filled on a substrate to be printed using a squeegee or the like of a printing apparatus under a reduced pressure or a vacuum lower than the atmospheric pressure.
- the atmospheric pressure is a standard atmospheric pressure of 101.325 kPa.
- vacuum printing refers to applying, adhering, or filling a paste on a material to be printed in a pressure atmosphere lower than the atmospheric pressure and equal to or lower than 50 kPa (hereinafter, also referred to as a “reduced pressure atmosphere” or “a vacuum atmosphere”). Means that.
- Patent Document 1 discloses a conductive paste for through holes or via holes.
- the conductive paste may contain ketones having a low vapor pressure as a solvent.
- Patent Document 2 discloses a conductive adhesive for extending the tack-free time.
- the conductive adhesive includes a conductive powder, an epoxy resin, and a diluent.
- the diluent is an organic compound having a vapor pressure at 20 ° C.
- Patent Literature 3 discloses a printing adhesive layer forming ink for the purpose of improving the adhesiveness to a substrate even at a step or a curved surface.
- the printing adhesive layer forming ink contains conductive particles, a curable resin, a dispersant, and a solvent, and the solvent has a vapor pressure of less than 1.34 ⁇ 10 3 Pa (25 ° C.).
- Patent Document 1 does not specifically describe the vapor pressure of the solvent used for the conductive paste, and also exemplifies ketones as the solvent.
- the vapor pressure of acetone which is a kind of ketone
- the solvent in the conductive paste volatilizes, the viscosity of the conductive paste increases, and the printability decreases in vacuum printing.
- the vapor pressure at 20 ° C. of the diluent contained in the conductive adhesive disclosed in Patent Document 2 is specifically from 80 Pa (0.8 hPa) to 700 Pa (7.0 hPa).
- a printing adhesive layer forming ink disclosed in Patent Document 3 includes a solvent having a vapor pressure of less than 1.34 ⁇ 103 Pa (25 ° C.), specifically, a ⁇ -solvent having a vapor pressure of about 200 Pa at 20 ° C. Butyrolactone (1.5 mmHg (20 ° C.)) is used.
- one object of one embodiment of the present disclosure is to provide a conductive paste for vacuum printing as described below.
- the solvent in a reduced-pressure atmosphere of 50 kPa or less when performing vacuum printing, the solvent is unlikely to volatilize, and an increase in the viscosity of the conductive paste is suppressed, so that printability in vacuum printing is maintained well. be able to.
- the solvent is sufficiently volatilized at the time of heating and curing, so that voids are unlikely to remain in the fine grooves and through holes, and excellent adhesiveness to a printing material is exhibited.
- the conductive paste for vacuum printing according to one embodiment of the present disclosure includes (A) a conductive filler, (B) a thermosetting resin, (C) a curing agent, and (D) a vapor pressure at 20 ° C. Is 0.8 to 15 Pa. [2] In the conductive paste for vacuum printing according to [1], the boiling point of the solvent (D) in a pressure atmosphere of 101.325 kPa may be 180 to 290 ° C. [3] The conductive paste for vacuum printing according to [1] or [2] may further include (E) a reactive diluent.
- the conductive filler (A) is made of a metal selected from silver, nickel, copper, and alloys thereof. At least one selected from the group consisting of metal powder and metal-coated conductive powder may be included.
- the (B) thermosetting resin is selected from the group consisting of an epoxy resin, a (meth) acrylic resin, and a phenol resin. At least one resin selected may be used.
- the curing agent (C) may be a phenol-based curing agent or an imidazole-based curing agent.
- the solvent (D) is an alcohol, a glycol ether, a cyclic ester, a glycol ether ester, or a mixture thereof. It may be selected from a mixture.
- the solvent (D) is butyl carbitol, benzyl alcohol, 2-phenoxyethanol, diethylene glycol monohexyl ether, It may be at least one selected from the group consisting of dimethyl phthalate, diethylene glycol monobutyl ether acetate, diethylene glycol monoethyl ether acetate, and 2,2,4-trimethyl-1,3-pentadiol monoisobutyrate.
- the conductive paste for vacuum printing according to any one of the above [1] to [8] may further include (F) an elastomer.
- the conductive paste for vacuum printing described above may further include (G) a coupling agent.
- the content of the (B) thermosetting resin is based on 100 parts by mass of the (A) conductive filler. And 1 to 15 parts by mass.
- the content of the solvent (D) is 1 to 100 parts by mass of the conductive filler (A). May be up to 30 parts by mass
- the following conductive paste for vacuum printing is provided.
- this conductive paste for vacuum printing in a reduced-pressure atmosphere of 50 kPa or less when performing vacuum printing, the solvent is unlikely to volatilize, and an increase in the viscosity of the conductive paste is suppressed, so that printability in vacuum printing is maintained well. be able to.
- the solvent is sufficiently volatilized at the time of heating and curing, so that voids are unlikely to remain in the fine grooves and through holes, and excellent adhesiveness to a printing material is exhibited.
- the conductive paste for vacuum printing according to the present disclosure will be described based on embodiments.
- the embodiment described below is an example for embodying the technical idea of the present disclosure.
- the technology of the present disclosure is not limited to the following conductive paste for vacuum printing.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure includes (A) a conductive filler, (B) a thermosetting resin, (C) a curing agent, and (D) a vapor pressure at 20 ° C. of 0. And a solvent having a pressure of 8 to 15 Pa.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure includes (D) a solvent having a vapor pressure at 20 ° C. of 0.8 to 15 Pa. Therefore, in a reduced pressure atmosphere of 50 kPa or less when performing vacuum printing, the solvent (D) in the conductive paste is unlikely to volatilize, and an increase in the viscosity of the conductive paste is suppressed. Therefore, the conductive paste can maintain good printability in vacuum printing.
- the conductive paste is heated and cured after being printed on a printing substrate. At the time of heat curing, the solvent (D) is sufficiently volatilized, voids are unlikely to remain in the fine grooves and through holes, and excellent adhesiveness to a print is exhibited.
- Vacuum printing means performing printing in a reduced-pressure atmosphere of 50 kPa or lower, which is lower than the atmospheric pressure (standard pressure 101.325 kPa).
- the reduced pressure atmosphere specifically refers to an atmosphere having a pressure of 50 kPa or less, and may be, for example, a vacuum atmosphere of 0 Pa.
- the pressure of the atmosphere in which the vacuum printing is performed is, for example, 1 Pa or more, 5 Pa or more, or 10 Pa or more.
- the conductive filler imparts conductivity to the cured product after curing.
- the conductive filler is selected from the group consisting of a metal powder consisting of a metal selected from the group consisting of silver, nickel, copper and their alloys, and a group consisting of a metal-coated conductive powder in order to impart good conductivity. It is preferable to include at least one of the above.
- the metal-coated conductive powder include silver-coated nickel powder and silver-coated copper powder.
- the silver-coated nickel powder is preferably obtained by, for example, a silver-coated nickel powder disclosed in Japanese Patent No. 5764294 or a method for producing the same.
- the silver coating amount is limited to silver and nickel. Is preferably 6 to 15 parts by mass, more preferably 7 to 12 parts by mass, and still more preferably 8 to 11.5 parts by mass with respect to 100 parts by mass of silver and copper.
- the thickness of the silver to be coated is preferably from 0.1 to 0.3 ⁇ m, more preferably from 0.15 to 0.2 ⁇ m. The thickness of the silver to be coated can be measured by observing a cross section of the silver-coated nickel powder with a scanning electron microscope (SEM).
- the shape of the conductive filler is not particularly limited. Examples of the shape of the conductive filler include rod-like, flake-like (scale-like), and spherical shapes.
- the volume average particle diameter (D50) is preferably 0.1 to 30 ⁇ m.
- the volume average particle size (D50) is a value measured by a laser diffraction scattering method using a particle size distribution measuring device (for example, Microtrac MT300II, manufactured by Microtrac Bell Co., Ltd.).
- the conductive filler is spherical and the volume average particle diameter (D50) of the conductive filler is 0.1 to 30 ⁇ m, for example, the fineness of the printing object such as a substrate for three-dimensional mounting can be improved.
- the conductive paste is easily applied or filled in the grooves and the through holes.
- the volume average particle diameter (D50) of the conductive filler is more preferably 0.2 to 20 ⁇ m, further preferably 0.5 to 15 ⁇ m.
- the average thickness (or minor axis) T measured by observation with a scanning electron microscope (SEM) may be 0.1 to 30 ⁇ m. preferable.
- the aspect ratio (T / D50) of the average thickness T to the volume average particle diameter D50 is preferably 0.01 to 1.0.
- the average thickness of the conductive filler is T 0.1 to 30 ⁇ m, and the aspect ratio (T / D50) is 0.01 to 1.0.
- the conductive paste is likely to be filled in the fine grooves and through holes of the printing material.
- the average thickness T of the conductive filler is more preferably 0.2 to 20 ⁇ m, and the aspect ratio (T / D50) is more preferably. 0.02 to 0.9.
- thermosetting resin imparts adhesiveness and curability to the conductive paste.
- the thermosetting resin is excellent in adhesiveness to a printed material such as a substrate for three-dimensional mounting. Therefore, the thermosetting resin is preferably at least one resin selected from the group consisting of an epoxy resin, a (meth) acrylic resin, and a phenol resin.
- the epoxy resin used as the thermosetting resin is preferably liquid at room temperature in order to improve the printability of the conductive paste, but may be solid at room temperature.
- the epoxy resin that is solid at room temperature can be used in a liquid state by being diluted with a liquid epoxy resin or (D) a solvent or a diluent.
- the epoxy resin used as the thermosetting resin preferably has at least one epoxy group or glycidyl group in the molecule and has a weight average molecular weight of 370 to 6000.
- the weight average molecular weight means a value measured by a gel permeation chromatography (GPC) using a calibration curve with standard polystyrene.
- the epoxy resin used as the thermosetting resin is preferably a (meth) acrylic resin having at least one epoxy group or glycidyl group in a molecule, and at least one epoxy group or glycidyl group in a molecule. Does not contain a phenolic resin having The epoxy resin used as (B) the thermosetting resin preferably does not contain a compound containing an epoxy group, which is used as (E) a reactive diluent described below. Specifically, the epoxy resin preferably does not include (E) a compound having an epoxy group or a glycidyl group having a molecular weight or a weight average molecular weight of 350 or less, which is used as a reactive diluent.
- the epoxy resin used as the thermosetting resin includes, for example, bisphenol A type epoxy resin, bisphenol F type epoxy resin and derivatives thereof (eg, alkylene oxide adduct), hydrogenated bisphenol A type epoxy resin, Hydrogenated bisphenol F type epoxy resin, brominated bisphenol A type epoxy resin, biphenyl type epoxy resin, naphthalene type epoxy resin, alkyl glycidyl ether having 6 to 36 carbon atoms, alkyl phenyl glycidyl ether, alkenyl glycidyl ether, alkynyl glycidyl ether, Glycidyl ether type epoxy resins such as phenyl glycidyl ether, and alkyl glycidyl esters, alkenyl glycidyl esters and phenyl glycidyl esters having 6 to 36 carbon atoms.
- bisphenol A type epoxy resin bisphenol F type epoxy resin and derivatives thereof (eg, alkylene oxide
- the thermosetting resin is preferably an epoxy resin from the viewpoint of adhesiveness and curability. Further, the epoxy resin is preferably at least one selected from a bisphenol A epoxy resin and a bisphenol F epoxy resin. In the present specification, when a resin used as a thermosetting resin has both an epoxy group or a glycidyl group and a (meth) acryloyl group in a molecule, the resin is not an epoxy resin but ( It is described as a (meth) acrylic resin.
- the (meth) acrylic resin used as the thermosetting resin is preferably a resin that is excellent in adhesiveness, has low thermosetting shrinkage after thermosetting, and is liquid at room temperature.
- the (meth) acrylic resin is a compound having a (meth) acryloyl group in a molecule. By using the (meth) acrylic resin, a (meth) acryloyl group reacts to form a three-dimensional network structure. This makes it possible to obtain a cured product having little heat-curing shrinkage.
- thermosetting resin examples include methyl (meth) acrylate, ethyl (meth) acrylate, n-butyl (meth) acrylate, isobutyl (meth) acrylate, and tert-butyl (meth) acrylate.
- (meth) acrylic resin (meth) acrylamide such as N, N′-methylenebis (meth) acrylamide, N, N′-ethylenebis (meth) acrylamide and 1,2-di (meth) acrylamide ethylene glycol Can also be used.
- the (meth) acrylic resin it is also possible to use a vinyl compound such as n-vinyl-2-pyrrolidone, a styrene derivative, and an a-methylstyrene derivative.
- poly (meth) acrylate As the (meth) acrylic resin used as the thermosetting resin (B), poly (meth) acrylate can be used.
- Poly (meth) acrylate is a copolymer of (meth) acrylic acid and (meth) acrylate, or a copolymer of (meth) acrylate having a hydroxyl group and (meth) acrylate having no polar group. Preferably, there is.
- thermosetting resin examples include, for example, (meth) acrylate having a hydroxyl group.
- examples of the (meth) acrylate having a hydroxyl group include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 3-hydroxyethyl (meth) acrylate.
- a (meth) acrylate having a carboxy group or the like can be used as the (meth) acrylic resin.
- the (meth) acrylate having a carboxy group can be obtained by reacting the (meth) acrylate having a hydroxyl group with a dicarboxylic acid or a derivative thereof.
- dicarboxylic acids usable herein include, for example, oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, maleic acid, fumaric acid, phthalic acid, tetrahydrophthalic acid Acids, hexahydrophthalic acid, and derivatives thereof.
- the phenolic resin used as the thermosetting resin is preferably a resol-type phenolic resin because of its excellent adhesiveness and little thermosetting shrinkage after thermosetting.
- the resol type phenol resin preferably has a weight average molecular weight of 30,000 or less.
- the weight average molecular weight means a value measured by a gel permeation chromatography (GPC) using a calibration curve with standard polystyrene.
- the phenolic resin used as (B) the thermosetting resin preferably does not include the phenolic curing agent used as (C) the curing agent.
- the phenol resin used as the thermosetting resin is preferably, specifically, (C) a phenol novolak resin used as a curing agent and an alkylated or allylated product thereof, a cresol novolak resin, a phenol aralkyl ( (Including phenylene and biphenylene skeleton), naphthol aralkyl resin, triphenolmethane resin, and dicyclopentadiene type phenol resin.
- C a phenol novolak resin used as a curing agent and an alkylated or allylated product thereof, a cresol novolak resin, a phenol aralkyl ( (Including phenylene and biphenylene skeleton), naphthol aralkyl resin, triphenolmethane resin, and dicyclopentadiene type phenol resin.
- the curing agent is used for curing the (B) thermosetting resin.
- the curing agent (C) an appropriate curing agent according to the type of the thermosetting resin (B) can be used.
- the (B) thermosetting resin is an epoxy resin
- the (C) curing agent includes a phenol-based curing agent, an imidazole-based curing agent, an acid anhydride-based curing agent, an amine-based curing agent, and a carboxylic acid dihydrazide curing agent.
- two or more curing agents may be used in combination.
- a phenol-based curing agent is preferably used from the viewpoint of adhesiveness, and an imidazole-based curing agent is preferably used from the viewpoint of moisture resistance.
- a phenol-based curing agent and an imidazole-based curing agent are more preferably used.
- a polymerization initiator such as a thermal radical polymerization initiator can be used as a curing agent.
- a phenolic curing agent refers to all monomers, oligomers, and polymers having a phenolic hydroxyl group.
- the phenolic curing agent include a phenol novolak resin and an alkylated or allylated product thereof, a cresol novolak resin, a phenol aralkyl (including a phenylene and biphenylene skeleton) resin, a naphthol aralkyl resin, a triphenol methane resin, and dicyclopentadiene. Phenolic resin.
- the phenolic curing agent is preferably a phenol novolak resin.
- Examples of the imidazole-based curing agent include, for example, an imidazole compound.
- the imidazole compound is, for example, 2-methylimidazole, 2-undecylimidazole, 1-cyanoethyl-2-undecylimidazole, 2-heptadecylimidazole, 2-ethyl-4-methylimidazole, 1-cyanoethyl-2-ethyl- Includes 4-imidazole, 2-phenylimidazole, and 2-phenyl-4-methylimidazole.
- imidazole compounds 2-ethyl-4-methylimidazole, 1-cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-ethyl-4-imidazole, 2,4-diamino-6- [2′-methyl Imidazolyl- (1 ')] ethyl-s-triazine, 2-phenyl-4,5-dihydroxymethylimidazole, 2-phenyl-4-methyl-5-hydroxymethylimidazole, and 2,3-dihydro-1H-pyrrolo [1,2-a] benzimidazole and the like.
- the imidazole-based curing agent is also used as a curing accelerator.
- Examples of the acid anhydride-based curing agent include tetrahydrophthalic anhydride, hexahydrophthalic anhydride, methyltetrahydrophthalic anhydride, methylhexahydrophthalic anhydride, methylnadic anhydride, hydrogenated methylnadic anhydride, and trialkyltetrahydroanhydride.
- Phthalic acid methylcyclohexenetetracarboxylic dianhydride, phthalic anhydride, trimellitic anhydride, pyromellitic anhydride, benzophenonetetracarboxylic dianhydride, ethylene glycol bisanhydrotrimellitate, glycerin bis (anhydrotrimel Tate) monoacetate, dodecenyl succinic anhydride, aliphatic dibasic polyanhydride, chlorendic anhydride, methylbutenyltetrahydrophthalic anhydride, alkylated tetrahydrophthalic anhydride, methylhymic anhydride, alkenyl Succinic anhydride substituted with a group, and include glutaric acid anhydride and the like.
- Examples of the amine-based curing agent include a chain aliphatic amine, a cyclic aliphatic amine, a fatty aromatic amine, and an aromatic amine.
- Examples of the carboxylic dihydrazide curing agent include adipic dihydrazide, isophthalic dihydrazide, sebacic dihydrazide, and dodecanoic dihydrazide.
- thermosetting resin a thermosetting resin
- a polymerization initiator a known polymerization initiator can be used.
- the thermal radical polymerization initiator include methyl ethyl ketone peroxide, methyl cyclohexanone peroxide, methyl acetoacetate peroxide, acetylacetone peroxide, 1,1-bis (t-butylperoxy) 3,3,5-trimethylcyclohexane 1,1-bis (t-hexylperoxy) cyclohexane, 1,1-bis (t-hexylperoxy) 3,3,5-trimethylcyclohexane, 1,1-bis (t-butylperoxy) cyclohexane, 2,2-bis (4,4-di-t-butylperoxycyclohexyl) propane, 1,1-bis (t-butylperoxy) cyclod
- the solvent is preferably a solvent having a vapor pressure at 20 ° C of 0.8 to 14 Pa, more preferably a solvent having a vapor pressure at 20 ° C of 0.8 to 13.5 Pa.
- the solvent having a vapor pressure of 0.8 to 15 Pa at 20 ° C. is preferably a solvent having a boiling point of 180 to 290 ° C. in an atmospheric pressure atmosphere of 101.325 kPa, and a boiling point of 200 to 290 ° C. at 101.325 kPa. More preferably, the solvent has a temperature of 285 ° C.
- the boiling point of the solvent having a vapor pressure of 0.8 to 15 Pa at 20 ° C. at atmospheric pressure standard pressure 101.325 kPa
- the conductive paste is used for a three-dimensional mounting substrate.
- Solvents having a vapor pressure of 0.8 to 15 Pa at 20 ° C. include alcohols, glycol ethers, cyclic esters, glycol ether esters and the like having a vapor pressure of 0.8 to 15 Pa at 20 ° C. Are preferably selected from mixtures of Alcohols include, for example, butyl carbitol, benzyl alcohol, and 2-phenoxyethanol.
- Glycol ethers include diethyl glycol monohexyl ether and diethylene glycol monobutyl ether.
- Examples of the cyclic esters include dimethyl phthalate.
- Glycol ether esters include diethylene glycol monobutyl ether acetate, diethyl glycol monoethyl ether acetate, and 2,2,4-trimethyl-1,3-pentadiol monoisobutyrate.
- Solvents having a vapor pressure of 0.8 to 15 Pa at 20 ° C. include butyl carbitol, benzyl alcohol, 2-phenoxyethanol, diethylene glycol monohexyl ether, dimethyl phthalate, diethylene glycol monobutyl ether acetate, diethylene glycol monoethyl ether acetate, and And 2,2,4-trimethyl-1,3-pentadiol monoisobutyrate.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure may further include (E) a reactive diluent.
- the reactive diluent is, for example, a compound having a functional group such as an epoxy group or a glycidyl group in the molecule.
- the compound having an epoxy group or a glycidyl group used as a reactive diluent is preferably a compound having a molecular weight of 350 or less.
- the reactive diluent has a higher viscosity than the solvent having a vapor pressure of 0.8 to 15 Pa at 20 ° C., and adjusts the viscosity of the conductive paste to a viscosity suitable for printing. Can be.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure may further include (F) an elastomer.
- the conductive paste further contains (F) the elastomer, the elastic modulus and the stress of the cured product after the conductive paste is cured can be adjusted.
- the substrate may be warped due to shrinkage when the conductive paste filled in fine grooves and through holes formed in the substrate is cured. If the board is warped, the accuracy of position detection and the like when mounting the board is reduced.
- the conductive paste contains the elastomer (F)
- the elastic modulus and the stress after curing can be adjusted, and the warpage of the substrate can be reduced. This enables highly accurate three-dimensional mounting.
- Elastomers include silicone rubber, urethane rubber, acrylic rubber, vinyl alkyl ether rubber, polyvinyl alcohol rubber, polyvinyl pyrrolidone rubber, polyacrylamide rubber, cellulose rubber, carboxy-terminated acrylonitrile-butadiene rubber (CTBN), natural rubber, butadiene Rubber, chloroprene rubber, styrene-butadiene rubber (SBR), acrylonitrile-butadiene rubber (NBR), styrene-ethylene-butadiene-styrene rubber, styrene-isoprene-styrene rubber, styrene-isobutylene rubber, isoprene rubber, polyisobutylene rubber, butyl rubber Acrylic rubber, styrene-butadiene block copolymer (SB) obtained by polymerization of monomers containing alkyl (meth) acrylate ), Styrene-ethylene / butylene-s, poly
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure may further include (G) a coupling agent.
- the conductive paste can enhance the adhesive strength between the inorganic material and the organic material by including the coupling agent (G).
- the adhesive strength between the inorganic material (A), the conductive filler and the printed material, and the organic material (B), a thermosetting resin can be increased.
- Examples of the coupling agent include a titanium coupling agent such as a titanate such as isopropyl tristearoyl titanate, and a silane coupling agent.
- Examples of the silane coupling agent include an epoxy group-containing silane coupling agent and an amino group-containing silane coupling agent.
- Examples of epoxy group-containing silane coupling agents include 2- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropylmethyldiethoxysilane, and 3- (3-glycidoxypropylmethyldiethoxysilane). Glycidoxypropyltriethoxysilane and the like can be mentioned.
- amino group-containing silane coupling agent examples include N-2- (aminoethyl) -3-aminopropylmethyldimethoxysilane, N-2- (aminoethyl) -3-aminopropyltrimethoxysilane, N-2- (amino Ethyl) -3-aminopropyltriethoxysilane, 3-aminopropyltrimethoxysilane, 3-aminopropyltriethoxysilane, 3-triethoxysilyl-N- (1,3-dimethyl-butylidene) propylamine, N-phenyl And -3-aminopropyltrimethoxysilane and hydrochloride of N- (vinylbenzyl) -2-aminoethyl-3-aminopropyltrimethoxysilane.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure may contain components other than the components (A) to (G) as necessary.
- Specific examples of such components include a fluxing agent, an antifoaming agent, a surface conditioner, a rheology conditioner, a colorant, a plasticizer, and a dispersant.
- a total amount of (A) a conductive filler, (B) a thermosetting resin, (C) a curing agent, and (D) a solvent is 100 parts by mass.
- the content of the conductive filler (A) is preferably 70 to 98 parts by mass, more preferably 75 to 97 parts by mass, still more preferably 78 to 96 parts by mass, and still more preferably Is from 85 to 95 parts by mass.
- the conductive paste for vacuum printing contains two or more (A) conductive fillers
- the content of the (A) conductive filler means the total amount of the two or more (A) conductive fillers. .
- the content of the thermosetting resin (B) is preferably 1 to 15 parts by mass with respect to 100 parts by mass of the conductive filler (A). And more preferably 1.5 to 12 parts by mass, and still more preferably 2 to 10 parts by mass.
- the content of the thermosetting resin (B) is 1 to 15 parts by mass relative to 100 parts by mass of the conductive filler (A) in the conductive paste, a conductive paste having excellent adhesiveness can be obtained.
- the conductive paste for vacuum printing contains two or more (B) thermosetting resins
- the content of (B) thermosetting resin is the total amount of two or more (B) thermosetting resins.
- the content of the curing agent (C) is preferably 1 to 10 parts by mass based on 100 parts by mass of the conductive filler (A). And more preferably 2 to 5 parts by mass.
- the content of the curing agent (C) is 1 to 10 parts by mass with respect to 100 parts by mass of the conductive filler (A) in the conductive paste, (B) the reactivity with the thermosetting resin is good and the adhesive property is high. A conductive paste having excellent heat resistance can be obtained.
- the content of (C) curing agent means the total amount of two or more (C) curing agents.
- the conductive paste for vacuum printing contains two or more types of each component (D), (E), (F), and (G)
- the content of each component is two or more types of each component.
- the content of the solvent having a vapor pressure of 0.8 to 15 Pa at 20 ° C. based on 100 parts by mass of the conductive filler is preferably 1 to 30 parts by mass, more preferably 1.5 to 28 parts by mass, and still more preferably 2.0 to 25 parts by mass.
- the content of the solvent (D) is 1 to 30 parts by mass with respect to 100 parts by mass of the conductive filler (A) in the conductive paste, the solvent does not easily volatilize in a reduced-pressure atmosphere of 50 kPa or less for performing vacuum printing. For this reason, the viscosity of the conductive paste can be maintained in a range suitable for printing.
- the content of the solvent (D) is 1 to 30 parts by mass with respect to 100 parts by mass of the conductive filler (A) in the conductive paste
- (B) the thermosetting resin in the conductive paste is cured.
- the solvent is likely to evaporate due to the heat at that time. For this reason, a cured product in which voids hardly remain can be obtained. Thereby, a cured product having a low electric resistivity and a high adhesive strength can be obtained.
- the content of the reactive diluent (E) in the conductive paste for vacuum printing according to the first embodiment of the present disclosure is preferably 1 to 10% by mass based on 100% by mass of the entire conductive paste. And more preferably 1 to 6% by mass.
- the viscosity of the conductive paste can be adjusted to a viscosity suitable for printing. This makes it possible to obtain a cured product having a sufficiently low electric resistivity even after curing and having excellent conductivity.
- the content of the elastomer (F) in the conductive paste for vacuum printing according to the first embodiment of the present disclosure is preferably 0.1 to 5% by mass based on 100% by mass of the entire conductive paste. And more preferably 0.3 to 3% by mass.
- the content of the elastomer (F) in the conductive paste is 0.1 to 5% by mass, the elastic modulus and stress of the cured product after the conductive paste is cured can be adjusted.
- the content of the (G) coupling agent in the conductive paste for vacuum printing according to the first embodiment of the present disclosure is preferably 0.03 to 10% by mass based on 100% by mass of the entire conductive paste. %, More preferably 0.04 to 5% by mass.
- the content of the coupling agent (G) contained in the conductive paste is 0.03 to 10% by mass, a conductive paste having excellent adhesiveness can be obtained.
- the method for producing the conductive paste for vacuum printing according to the first embodiment of the present disclosure is not particularly limited.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure in a reduced-pressure atmosphere less than atmospheric pressure, more specifically, in a reduced-pressure atmosphere or a vacuum atmosphere of 50 kPa or less, using a squeegee and / or a screen, After coating or filling a printed material such as a substrate by printing, the cured product can be obtained by heating to a predetermined temperature.
- the resulting cured product may be in the form of a film.
- the heating temperature for curing the conductive paste after printing can be 100 to 300 ° C., preferably 120 to 250 ° C., and more preferably 150 to 200 ° C.
- the heating time can be appropriately changed depending on the heating temperature.
- the heating time can be, for example, 15 to 120 minutes, and preferably 30 to 90 minutes.
- the heating can be performed in an atmosphere of atmospheric pressure (standard pressure 101.325 kPa).
- Examples of the heating device include a known electric furnace, a blow dryer, and a belt furnace.
- the cured product obtained by using the conductive paste for vacuum printing according to the first embodiment of the present disclosure has excellent adhesiveness, has a sufficient shear strength (for example, 1.0 kN / cm 2 or more), Excellent in reliability. Further, the cured product obtained by using the conductive paste for vacuum printing according to the first embodiment of the present disclosure has a low electric resistivity (for example, 0.8 ⁇ 10 ⁇ 3 ⁇ ⁇ cm or less) and has a sufficient conductivity. Have the property.
- the conductive paste for vacuum printing according to the first embodiment of the present disclosure can be suitably used as a conductive paste for vacuum printing. Therefore, the conductive paste for vacuum printing can be used for forming conductive circuits on a printed circuit board, electrodes of a capacitor, and the like. This conductive paste for vacuum printing can be suitably used particularly for joining components of a semiconductor device in three-dimensional mounting and for joining a substrate to components and the like.
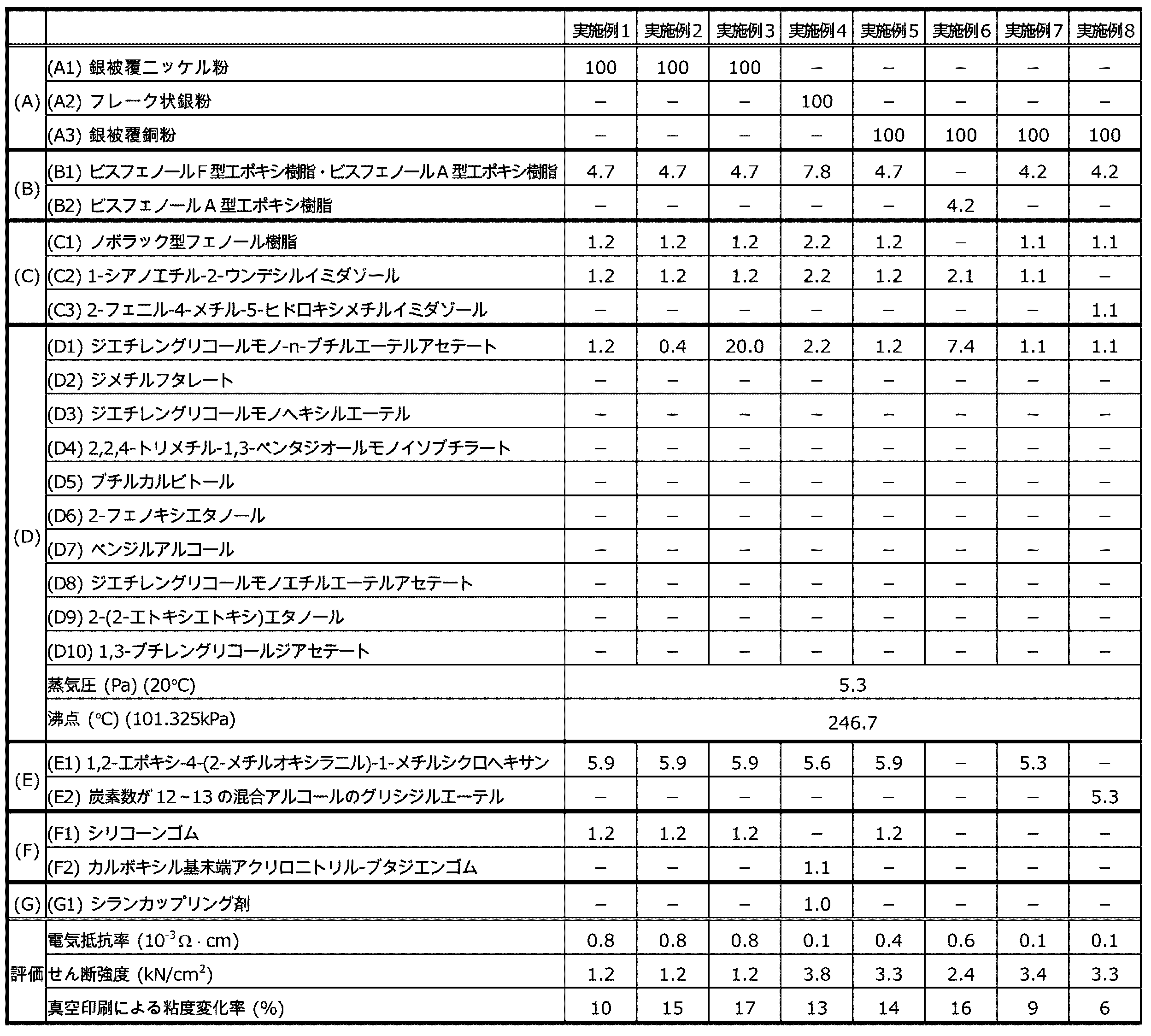
- Examples 1 to 15 and Comparative Examples 1 and 2 A conductive paste for vacuum printing was manufactured by mixing and dispersing the respective raw materials using a three-roll mill so that the mixing ratios shown in Tables 1 and 2 below were obtained.
- the numerical values for each composition in Tables 1 and 2 represent parts by mass.
- the raw materials (each component) used at the time of preparing the conductive paste are as follows.
- A Conductive filler
- A1 Silver-coated nickel powder (manufactured by Namics Corporation, volume average particle size D50: 5 ⁇ m). In this silver-coated nickel powder, the amount of silver was 10 parts by mass based on 100 parts by mass in total of silver and nickel powder (purity of nickel: 99.9% by mass). This silver-coated nickel powder was manufactured by the manufacturing method described in Japanese Patent No. 5764294.
- A2 Flaky silver powder (trade name: FA2, manufactured by DOWA Electronics Co., Ltd., average thickness T: 0.3 ⁇ m, volume average particle diameter D50: 6 ⁇ m, aspect ratio (T / D50): 0.05)
- A3 Silver-coated copper powder (trade name: Atomized silver powder HWQ 5 ⁇ m, manufactured by Fukuda Metal Foil Powder Co., Ltd., volume average particle diameter D50: 5 ⁇ m). In this silver-coated copper powder, the amount of silver was 10 parts by mass with respect to 100 parts by mass in total of silver and copper.
- B1 Thermosetting resin
- B2 Bisphenol F type epoxy resin and bisphenol A type epoxy resin mixture (trade name: Epicron EXA835LV, manufactured by DIC Corporation)
- B2 Bisphenol A type epoxy resin (trade name: AER6072, manufactured by Asahi Kasei E-materials Corporation, AER6072)
- Curing agent (C1) Novolak type phenol resin (trade name: Tamanol 758, manufactured by Arakawa Chemical Industry Co., Ltd.) (C2) 1-cyanoethyl-2-undecylimidazole (trade name: Cureazole C11Z-CN, manufactured by Shikoku Chemicals Co., Ltd.) (C3) 2-phenyl-4-methyl-5-hydroxymethylimidazole (trade name: CURESOL 2P4MHZ-PW, manufactured by Shikoku Chemicals Co., Ltd.)
- D Solvent (D1) diethylene glycol mono-n-butyl ether acetate (Yoneyama Pharmaceutical Co., Ltd., boiling point: 246.7 ° C., vapor pressure: 5.3 Pa (20 ° C.)) (D2) Dimethyl phthalate (trade name: DMP, manufactured by Daihachi Chemical Industry Co., Ltd., boiling point: 282 ° C, vapor pressure: 0.8 Pa (20 ° C)) (D3) Diethylene glycol monohexyl ether (trade name: Kyowanol HX20, manufactured by KH Neochem, boiling point: 260 ° C, vapor pressure: less than 1.3 Pa ( ⁇ 1.3 Pa) (20 ° C)).
- a value described in a catalog or a safety data sheet was described.
- D4 2,2,4-trimethyl-1,3-pentadiol monoisobutyrate (trade name: Texanol, manufactured by Nagase & Co., Ltd., boiling point: 255-261.5 ° C., vapor pressure: 1.3 Pa ( 20 ° C)).
- Texanol manufactured by Nagase & Co., Ltd.
- boiling point a value described in a catalog or a safety data sheet (SDS) was described.
- E Reactive diluent
- E1 1,2-epoxy-4- (2-methyloxiranyl) -1-methylcyclohexane
- E2 Glycidyl ether of a mixed alcohol having 12 to 13 carbon atoms (trade name: Epogose EN, manufactured by Yokkaichi Gosei Co., Ltd.)
- F Elastomer (F1) silicone rubber (trade name: silicone composite powder KMP-605, manufactured by Shin-Etsu Chemical Co., Ltd.) (F2) Carboxyl group-terminated acrylonitrile-butadiene rubber (trade name: Hycar-CTBN1300 ⁇ 13, manufactured by Ube Industries, Ltd.)
- G Coupling agent
- Silane coupling agent (3-glycidoxypropyltrimethoxysilane) (trade name: KBM-403, manufactured by Shin-Etsu Chemical Co., Ltd.)
- volume average particle size D50 by laser diffraction scattering method The volume average particle diameter (median diameter of the conductive fillers) of (A1) to (A3) is measured by a laser diffraction scattering method using a particle diameter distribution measuring device (trade name: Microtrack MT3000II, manufactured by Microtrack Bell Co., Ltd.). D50) was measured.
- A2 The flaky silver powder was observed using a scanning electron microscope, the average thickness T of 20 silver powders was measured, and the aspect ratio T / D50 was calculated.
- Electric resistivity (specific resistance value) Using a mesh screen mask having an opening of a wiring pattern of 1 mm ⁇ 71 mm, the conductive paste of each of Examples and Comparative Examples was screen-coated on an alumina substrate under atmospheric pressure (standard pressure: about 101.325 kPa). Coated by printing. The applied wiring pattern was cured at 160 ° C. for 30 minutes to obtain a cured product. The thickness of the obtained cured product was measured using a surface roughness and contour shape integrated measuring instrument (trade name: Surfcom 1300SD-2, manufactured by Tokyo Seimitsu Co., Ltd.). The electric resistance of the obtained cured product was measured using a digital multimeter (trade name: Keithley 2001, manufactured by TFF Keithley Instruments Co., Ltd.). From the thickness of the cured product and the electric resistance value, the electric resistivity (specific resistance value) (10 ⁇ 3 ⁇ ⁇ cm) was measured. Tables 1 and 2 show the measurement results.
- the conductive paste of each of the examples and the comparative examples was subjected to a 20 mm square under atmospheric pressure (standard pressure: about 101.325 kPa). It was applied on an alumina substrate by screen printing. A 3.2 mm ⁇ 1.5 mm size alumina chip was mounted on each of 10 locations of the 25 block-shaped print patterns. A test piece was obtained by curing the printed pattern on which the alumina chip was mounted at 200 ° C. for 30 minutes. The shear strength of each test piece at a loading speed of 12 mm / min was measured using a strength tester (Model: Model 1605HTP, manufactured by Aiko Engineering Co., Ltd.). Tables 1 and 2 show the measurement results.
- the viscosity of the conductive paste of each of the examples and comparative examples before screen printing and the viscosity of the conductive paste of each of the examples and comparative examples after screen printing 1000 times were measured using a Brookfield viscometer (model number: HBDV-1). , Brookfield Co., Ltd.) at 25 ° C. using a No. 14 rotor at 10 rpm.
- the ratio of the value obtained by subtracting the viscosity before printing from the viscosity after printing and dividing by the viscosity before printing was measured as a viscosity change rate by vacuum printing.
- Tables 1 and 2 show the measurement results.
- the viscosity before printing was 156 Pa ⁇ s
- the viscosity after printing was 171 Pa ⁇ s
- the rate of change in viscosity by vacuum printing was 10%.
- the viscosity before printing was 468 Pa ⁇ s
- the viscosity after printing was 540 Pa ⁇ s
- the viscosity change rate by vacuum printing was 15%.
- Viscosity change rate (%) [viscosity of conductive paste after printing (Pa ⁇ s) ⁇ viscosity of conductive paste before printing (Pa ⁇ s)] ⁇ viscosity of conductive paste before printing (Pa ⁇ S) ⁇ 100
- the viscosity by vacuum printing in a reduced-pressure atmosphere of 50 kPa or less was obtained.
- the rate of change is less than 20%.
- the shear strength was 1.0 kN / cm 2 or more, and the solvent was sufficiently volatilized during curing by heating.
- these conductive pastes are excellent in adhesiveness to a printing substrate.
- the electric resistivity after curing was 1.0 ⁇ 10 ⁇ 3 ⁇ ⁇ cm or less, more specifically, 0.8 ⁇ 10 ⁇ 3 ⁇ ⁇ cm or less. is there. That is, cured products of these conductive pastes have low electric resistivity and excellent conductivity.
- the viscosity change rate by vacuum printing in a reduced-pressure atmosphere of 50 kPa or less is 20%. Large enough to exceed. For this reason, in a reduced-pressure atmosphere of 50 kPa or less when performing vacuum printing, the solvent evaporates, the viscosity increases, and the printability in vacuum printing decreases.
- the conductive paste of Comparative Example 2 including a solvent having a vapor pressure of less than 0.8 Pa at 20 ° C. has a low shear strength of less than 1.0 kN / cm 2 .
- the solvent remains in the cured product without being volatilized even by the heat at the time of curing, and the adhesiveness of the obtained cured product is reduced.
- the conductive paste of Comparative Example 2 including a solvent having a vapor pressure of less than 0.8 Pa at 20 ° C. the solvent does not volatilize and remains in the cured product even by heat during curing. Therefore, the electrical resistivity of the conductive paste of Comparative Example 2 was 0.9 ⁇ 10 ⁇ 3 ⁇ ⁇ cm, which was higher than that of the example, and the conductivity of the conductive paste of Comparative Example 2 was also low.
- the conductive paste according to the first embodiment of the present disclosure can be suitably used as a conductive paste for vacuum printing. Further, the conductive paste can be used for forming a conductive circuit on a printed circuit board, an electrode of a capacitor, and the like. The conductive paste according to the first embodiment of the present disclosure can be suitably used, particularly, for joining components of a semiconductor device in three-dimensional mounting and for joining a substrate to components and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Physics & Mathematics (AREA)
- Wood Science & Technology (AREA)
- Dispersion Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Conductive Materials (AREA)
- Parts Printed On Printed Circuit Boards (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
以下のような真空印刷用導電性ペーストを提供する。この真空印刷用導電性ペーストでは、真空印刷時の減圧雰囲気では、溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制されて、真空印刷における印刷性を良好に維持することができる。さらに、加熱硬化時には、溶剤が十分に揮発されて、被印刷物への優れた接着性が発揮される。 真空印刷用導電性ペーストは、(A)導電性フィラーと、(B)熱硬化性樹脂と、(C)硬化剤と、(D)20℃における蒸気圧が0.8~15Paである溶剤と、を含む。
Description
本開示は、真空印刷用導電性ペーストに関する。
電子機器の高速化および高機能化の要求に伴い、電子デバイスにも、高密度実装が要求されている。高密度実装を実現する技術として、以下のような、複数の基板を積層実装するための三次元実装の技術が開発されている。この技術では、基板に、微細な溝および貫通孔を設けるとともに、この溝および貫通孔に、電極および配線を設ける。
電子部品に用いられる基板の微細な溝および貫通孔には、導電材と樹脂とを含む導電性ペーストが充填され、硬化される。これに関し、電子機器の信頼性の観点から、硬化物中にボイドが残存することは好ましくない。そこで、微細な溝および貫通孔に充填された導電性ペースト中のボイドを低減するために、以下のような真空印刷法が採用されている。この方法では、減圧雰囲気下で、導電性ペーストを、基板に塗布又は充填する。
電子部品に用いられる基板の微細な溝および貫通孔には、導電材と樹脂とを含む導電性ペーストが充填され、硬化される。これに関し、電子機器の信頼性の観点から、硬化物中にボイドが残存することは好ましくない。そこで、微細な溝および貫通孔に充填された導電性ペースト中のボイドを低減するために、以下のような真空印刷法が採用されている。この方法では、減圧雰囲気下で、導電性ペーストを、基板に塗布又は充填する。
真空印刷法では、大気圧よりも圧力の低い減圧下又は真空下において、印刷装置のスキージなどを用いて、被印刷物である基板に、導電性ペースト等が、塗布又は充填される。ここで、大気圧は、標準気圧101.325kPaである。本明細書において、真空印刷とは、大気圧よりも低い、50kPa以下の圧力雰囲気(以下、「減圧雰囲気」又は「真空雰囲気」ともいう。)において、被印刷物にペーストを塗布、付着又は充填することを意味する。
しかしながら、真空印刷法により、基板などの被印刷物にペーストを塗布又は充填する場合、雰囲気が50kPa以下の減圧雰囲気であるため、ペースト中の溶剤が揮発しやすい。このため、ペーストの粘度が上昇し、印刷性が低下する。例えば、特許文献1には、スルーホール又はビアホール用の導電性ペーストが開示されている。この導電性ペーストは、蒸気圧の低いケトン類等を溶剤として含んでいてもよい。また、特許文献2には、タックフリータイムを長くするための導電性接着剤が開示されている。この導電性接着剤は、導電性粉末と、エポキシ樹脂と、希釈剤とを含む。希釈剤は、20℃における蒸気圧が150Pa(1.5hPa)以下であり、170℃における蒸気圧が1500Pa(15hPa)以下の有機化合物である。また、特許文献3には、段差や曲面のおいても基板との接着性をよくすることを目的とする、印刷用接着剤層形成インクが開示されている。この印刷用接着剤層形成インクは、導電性粒子と、硬化性樹脂と、分散剤と、溶媒とを含み、前記溶媒の蒸気圧が1.34×103Pa未満(25℃)である。
しかしながら、特許文献1には、導電性ペーストに使用される溶剤の蒸気圧が具体的に記載されておらず、溶剤としてケトン類も例示されている。例えば、ケトン類の一種であるアセトンの20℃の蒸気圧は、24×103Pa(181mmHg(20℃))である。したがって、大気圧よりも低い減圧雰囲気では、導電性ペースト中の溶剤が揮発してしまい、導電性ペーストの粘度が上昇し、真空印刷においては印刷性が低下する。
特許文献2に開示されている導電性接着剤に含まれている希釈剤の20℃における蒸気圧は、具体的には、80Pa(0.8hPa)から700Pa(7.0hPa)である。したがって、真空印刷時の50kPa以下の減圧雰囲気では、導電性接着剤中の希釈剤が揮発してしまい、導電性接着剤の粘度が上昇し、印刷性が低下する。
また、特許文献3に開示されている印刷用接着剤層形成インクには、1.34×103Pa未満(25℃)である溶媒、具体的には、20℃における蒸気圧が約200Paのγ-ブチロラクトン(1.5mmHg(20℃))が使用されている。したがって、真空印刷時の50kPa以下の減圧雰囲気下では、印刷用接着剤層形成インク中の溶媒が揮発してしまい、導電性接着剤の粘度が上昇し、印刷性が低下する。
そこで、本開示の一態様における1つの目的は、以下のような真空印刷用導電性ペーストを提供することにある。この真空印刷用導電性ペーストでは、真空印刷を行う際の50kPa以下の減圧雰囲気では、溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制されて、真空印刷における印刷性を良好に維持することができる。さらに、この真空印刷用導電性ペーストでは、加熱硬化時には、溶剤が十分に揮発されて、微細な溝および貫通孔にボイドが残存しにくく、被印刷物への優れた接着性が発揮される。
特許文献2に開示されている導電性接着剤に含まれている希釈剤の20℃における蒸気圧は、具体的には、80Pa(0.8hPa)から700Pa(7.0hPa)である。したがって、真空印刷時の50kPa以下の減圧雰囲気では、導電性接着剤中の希釈剤が揮発してしまい、導電性接着剤の粘度が上昇し、印刷性が低下する。
また、特許文献3に開示されている印刷用接着剤層形成インクには、1.34×103Pa未満(25℃)である溶媒、具体的には、20℃における蒸気圧が約200Paのγ-ブチロラクトン(1.5mmHg(20℃))が使用されている。したがって、真空印刷時の50kPa以下の減圧雰囲気下では、印刷用接着剤層形成インク中の溶媒が揮発してしまい、導電性接着剤の粘度が上昇し、印刷性が低下する。
そこで、本開示の一態様における1つの目的は、以下のような真空印刷用導電性ペーストを提供することにある。この真空印刷用導電性ペーストでは、真空印刷を行う際の50kPa以下の減圧雰囲気では、溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制されて、真空印刷における印刷性を良好に維持することができる。さらに、この真空印刷用導電性ペーストでは、加熱硬化時には、溶剤が十分に揮発されて、微細な溝および貫通孔にボイドが残存しにくく、被印刷物への優れた接着性が発揮される。
前記目的を達成するための手段の一態様は、以下の通りである。本開示は、以下の態様を包含する。
[1]本開示の一態様にかかる真空印刷用導電性ペーストは、(A)導電性フィラーと、(B)熱硬化性樹脂と、(C)硬化剤と、(D)20℃における蒸気圧が0.8~15Paである溶剤と、を含む。
[2]前記[1]に記載の真空印刷用導電性ペーストでは、前記(D)溶剤の101.325kPaの圧力雰囲気における沸点が、180~290℃であってもよい。
[3]前記[1]又は[2]に記載の真空印刷用導電性ペーストは、(E)反応性希釈剤をさらに含んでもよい。
[4]前記[1]~[3]のいずれかに記載の真空印刷用導電性ペーストでは、前記(A)導電性フィラーが、銀、ニッケル、銅及びこれらの合金から選択される金属からなる金属粉、並びに金属被覆導電粉末からなる群から選択される少なくとも一種を含んでもよい。
[5]前記[1]~[4]のいずれかに記載の真空印刷用導電性ペーストでは、前記(B)熱硬化性樹脂が、エポキシ樹脂、(メタ)アクリル樹脂及びフェノール樹脂からなる群から選択される少なくとも一種の樹脂であってもよい。
[6]前記[1]~[5]のいずれかに記載の真空印刷用導電性ペーストでは、前記(C)硬化剤が、フェノール系硬化剤及びイミダゾール系硬化剤であってもよい。
[7]前記[1]~[6]のいずれかに記載の真空印刷用導電性ペーストでは、前記(D)溶剤が、アルコール類、グリコールエーテル類、環状エステル類、グリコールエーテルエステル類及びそれらの混合物から選択されてもよい。
[8]前記[1]~[7]のいずれか1項に記載の真空印刷用導電性ペーストでは、前記(D)溶剤が、ブチルカルビトール、ベンジルアルコール、2-フェノキシエタノール、ジエチレングリコールモノヘキシルエーテル、ジメチルフタレート、ジエチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、及び2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラートからなる群から選択される少なくとも一種であってもよい。
[9]前記[1]~[8]のいずれかに記載の真空印刷用導電性ペーストは、(F)エラストマーをさらに含んでもよい
[10]前記[1]~[9]のいずれかに記載の真空印刷用導電性ペーストは、(G)カップリング剤をさらに含んでもよい。
[11]前記[1]~[10]のいずれかに記載の真空印刷用導電性ペーストでは、前記(B)熱硬化性樹脂の含有量が、前記(A)導電性フィラー100質量部に対して、1~15質量部であってもよい。
[12]前記[1]~[11]のいずれかに記載の真空印刷用導電性ペーストでは、前記(D)溶剤の含有量が、前記(A)導電性フィラー100質量部に対して、1~30質量部であってもよい
[2]前記[1]に記載の真空印刷用導電性ペーストでは、前記(D)溶剤の101.325kPaの圧力雰囲気における沸点が、180~290℃であってもよい。
[3]前記[1]又は[2]に記載の真空印刷用導電性ペーストは、(E)反応性希釈剤をさらに含んでもよい。
[4]前記[1]~[3]のいずれかに記載の真空印刷用導電性ペーストでは、前記(A)導電性フィラーが、銀、ニッケル、銅及びこれらの合金から選択される金属からなる金属粉、並びに金属被覆導電粉末からなる群から選択される少なくとも一種を含んでもよい。
[5]前記[1]~[4]のいずれかに記載の真空印刷用導電性ペーストでは、前記(B)熱硬化性樹脂が、エポキシ樹脂、(メタ)アクリル樹脂及びフェノール樹脂からなる群から選択される少なくとも一種の樹脂であってもよい。
[6]前記[1]~[5]のいずれかに記載の真空印刷用導電性ペーストでは、前記(C)硬化剤が、フェノール系硬化剤及びイミダゾール系硬化剤であってもよい。
[7]前記[1]~[6]のいずれかに記載の真空印刷用導電性ペーストでは、前記(D)溶剤が、アルコール類、グリコールエーテル類、環状エステル類、グリコールエーテルエステル類及びそれらの混合物から選択されてもよい。
[8]前記[1]~[7]のいずれか1項に記載の真空印刷用導電性ペーストでは、前記(D)溶剤が、ブチルカルビトール、ベンジルアルコール、2-フェノキシエタノール、ジエチレングリコールモノヘキシルエーテル、ジメチルフタレート、ジエチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、及び2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラートからなる群から選択される少なくとも一種であってもよい。
[9]前記[1]~[8]のいずれかに記載の真空印刷用導電性ペーストは、(F)エラストマーをさらに含んでもよい
[10]前記[1]~[9]のいずれかに記載の真空印刷用導電性ペーストは、(G)カップリング剤をさらに含んでもよい。
[11]前記[1]~[10]のいずれかに記載の真空印刷用導電性ペーストでは、前記(B)熱硬化性樹脂の含有量が、前記(A)導電性フィラー100質量部に対して、1~15質量部であってもよい。
[12]前記[1]~[11]のいずれかに記載の真空印刷用導電性ペーストでは、前記(D)溶剤の含有量が、前記(A)導電性フィラー100質量部に対して、1~30質量部であってもよい
本開示の一態様によれば、以下のような真空印刷用導電性ペーストが提供される。この真空印刷用導電性ペーストでは、真空印刷を行う際の50kPa以下の減圧雰囲気では、溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制されて、真空印刷における印刷性を良好に維持することができる。さらに、この真空印刷用導電性ペーストでは、加熱硬化時には、溶剤が十分に揮発されて、微細な溝および貫通孔にボイドが残存しにくく、被印刷物への優れた接着性が発揮される。
以下、本開示に係る真空印刷用導電性ペーストを、実施形態に基づいて説明する。ただし、以下に示す実施形態は、本開示の技術思想を具体化するための例示である。本開示の技術は、以下の真空印刷用導電性ペーストに限定されない。
本開示の第一の実施形態に係る真空印刷用導電性ペーストは、(A)導電性フィラー、(B)熱硬化性樹脂、(C)硬化剤、及び(D)20℃における蒸気圧が0.8~15Paである溶剤と、を含む。
本開示の第一の実施形態に係る真空印刷用導電性ペーストは、(D)20℃における蒸気圧が0.8~15Paである溶剤を含む。したがって、真空印刷を行う際の50kPa以下の減圧雰囲気では、導電性ペースト中の前記(D)溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制される。このため、前記導電性ペーストは、真空印刷における印刷性を、良好に維持することができる。前記導電性ペーストは、被印刷物に印刷された後、加熱硬化される。加熱硬化時には、前記(D)溶剤が十分に揮発されて、微細な溝および貫通孔にボイドが残存しにくく、被印刷物への優れた接着性が発揮される。真空印刷は、大気圧(標準気圧101.325kPa)よりも低い、50kPa以下の減圧雰囲気において、印刷を行うことを意味する。減圧雰囲気は、具体的には、圧力が50kPa以下の雰囲気をいい、例えば0Paの真空雰囲気であってもよい。真空印刷を行う雰囲気の圧力は、例えば1Pa以上であり、5Pa以上であってもよく、10Pa以上であってもよい。
(A)導電性フィラーは、硬化後の硬化物に導電性を付与する。(A)導電性フィラーは、良好な導電性を付与するために、銀、ニッケル、銅及びこれらの合金からなる群から選択される金属からなる金属粉、並びに金属被覆導電粉末からなる群から選択される少なくとも一種を含むことが好ましい。金属被覆導電粉末としては、銀被覆ニッケル粉末又は銀被覆銅粉末が挙げられる。銀被覆ニッケル粉は、例えば特許第5764294号公報に開示される銀被覆ニッケル粉又はその製造方法によって得られるものであることが好ましい。
(A)導電性フィラーが、金属被覆導電粉末を含み、金属被覆導電粉末が、銀被覆ニッケル粉及び銀被覆銅粉から選ばれる少なくとも一種である場合には、銀の被覆量は、銀とニッケルとの合計100質量部又は銀と銅との合計100質量部に対して、好ましくは6~15質量部、より好ましくは7~12質量部、さらに好ましくは8~11.5質量部である。被覆される銀の厚さは、好ましくは0.1~0.3μmであり、より好ましくは0.15~0.2μmである。被覆される銀の厚さは、銀被覆ニッケル粉の断面を走査電子顕微鏡(Scanning Electron Microscope;SEM)によって観察することによって、測定されることが可能である。
(A)導電性フィラーが、金属被覆導電粉末を含み、金属被覆導電粉末が、銀被覆ニッケル粉及び銀被覆銅粉から選ばれる少なくとも一種である場合には、銀の被覆量は、銀とニッケルとの合計100質量部又は銀と銅との合計100質量部に対して、好ましくは6~15質量部、より好ましくは7~12質量部、さらに好ましくは8~11.5質量部である。被覆される銀の厚さは、好ましくは0.1~0.3μmであり、より好ましくは0.15~0.2μmである。被覆される銀の厚さは、銀被覆ニッケル粉の断面を走査電子顕微鏡(Scanning Electron Microscope;SEM)によって観察することによって、測定されることが可能である。
(A)導電性フィラーの形状は、特に限定されない。導電性フィラーの形状としては、棒状、フレーク状(鱗片状)、および球状等の形状が挙げられる。(A)導電性フィラーの大きさについては、前記フィラーの形状が球状である場合には、その体積平均粒径(D50)が0.1~30μmであることが好ましい。この体積平均粒径(D50)は、レーザー回折散乱法により、粒子径分布測定装置(例えば、商品名:マイクロトラックMT300II、マイクロトラックベル株式会社製)を用いて測定される値である。
(A)導電性フィラーが球状である場合に、前記導電性フィラーの体積平均粒径(D50)が0.1~30μmであると、例えば、三次元実装用の基板等の被印刷物の微細な溝および貫通孔に、導電性ペーストが塗布又は充填されやすい。(A)導電性フィラーが球状である場合に、前記導電性フィラーの体積平均粒径(D50)は、より好ましくは0.2~20μm、さらに好ましくは0.5~15μmである。
(A)導電性フィラーが棒状又はフレーク状である場合には、走査型電子顕微鏡(SEM)の観察により測定される平均厚さ(又は短径)Tが、0.1~30μmであることが好ましい。さらに、前記体積平均粒径D50に対する平均厚さTのアスペクト比(T/D50)が、0.01~1.0であることが好ましい。(A)導電性フィラーの形状が棒状又はフレーク状である場合に、前記導電性フィラーの平均厚さがT0.1~30μmであり、アスペクト比(T/D50)が0.01~1.0であると、被印刷物の微細な溝および貫通孔に、導電性ペーストが充填されやすい。(A)導電性フィラーが棒状又はフレーク状である場合に、前記導電性フィラーの平均厚さTは、より好ましくは0.2~20μmであり、アスペクト比(T/D50)は、より好ましくは0.02~0.9である。
(A)導電性フィラーが球状である場合に、前記導電性フィラーの体積平均粒径(D50)が0.1~30μmであると、例えば、三次元実装用の基板等の被印刷物の微細な溝および貫通孔に、導電性ペーストが塗布又は充填されやすい。(A)導電性フィラーが球状である場合に、前記導電性フィラーの体積平均粒径(D50)は、より好ましくは0.2~20μm、さらに好ましくは0.5~15μmである。
(A)導電性フィラーが棒状又はフレーク状である場合には、走査型電子顕微鏡(SEM)の観察により測定される平均厚さ(又は短径)Tが、0.1~30μmであることが好ましい。さらに、前記体積平均粒径D50に対する平均厚さTのアスペクト比(T/D50)が、0.01~1.0であることが好ましい。(A)導電性フィラーの形状が棒状又はフレーク状である場合に、前記導電性フィラーの平均厚さがT0.1~30μmであり、アスペクト比(T/D50)が0.01~1.0であると、被印刷物の微細な溝および貫通孔に、導電性ペーストが充填されやすい。(A)導電性フィラーが棒状又はフレーク状である場合に、前記導電性フィラーの平均厚さTは、より好ましくは0.2~20μmであり、アスペクト比(T/D50)は、より好ましくは0.02~0.9である。
(B)熱硬化性樹脂は、導電性ペーストに接着性及び硬化性を付与する。(B)熱硬化性樹脂は、三次元実装用の基板等の被印刷物に対する接着性に優れる。このため、熱硬化性樹脂は、エポキシ樹脂、(メタ)アクリル樹脂及びフェノール樹脂からなる群から選択される少なくとも一種の樹脂であることが好ましい。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、導電性ペーストの印刷性を向上するために、常温で液状であるものが好ましいが、常温で固体のものであってもよい。常温で固体のエポキシ樹脂は、液状のエポキシ樹脂又は(D)溶剤又は希釈剤により希釈されることにより、液状にして用いることができる。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、分子内に少なくとも1つのエポキシ基又はグリシジル基を有し、重量平均分子量が370~6000のものであることが好ましい。ここで、重量平均分子量は、ゲルパーミエーションクロマトグラフィー法(GPC)により、標準ポリスチレンによる検量線を用いて測定される値を意味する。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、好ましくは、分子内に少なくとも1つのエポキシ基又はグリシジル基を有する(メタ)アクリル樹脂、及び、分子内に少なくとも1つのエポキシ基又はグリシジル基を有するフェノール樹脂を含まない。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、好ましくは、後述する(E)反応性希釈剤として使用される、エポキシ基を含有する化合物を含まない。具体的には、このエポキシ樹脂は、好ましくは、(E)反応性希釈剤として使用される、分子量又は重量平均分子量が350以下の、エポキシ基又はグリシジル基を有する化合物を含まない。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、分子内に少なくとも1つのエポキシ基又はグリシジル基を有し、重量平均分子量が370~6000のものであることが好ましい。ここで、重量平均分子量は、ゲルパーミエーションクロマトグラフィー法(GPC)により、標準ポリスチレンによる検量線を用いて測定される値を意味する。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、好ましくは、分子内に少なくとも1つのエポキシ基又はグリシジル基を有する(メタ)アクリル樹脂、及び、分子内に少なくとも1つのエポキシ基又はグリシジル基を有するフェノール樹脂を含まない。
(B)熱硬化性樹脂として使用されるエポキシ樹脂は、好ましくは、後述する(E)反応性希釈剤として使用される、エポキシ基を含有する化合物を含まない。具体的には、このエポキシ樹脂は、好ましくは、(E)反応性希釈剤として使用される、分子量又は重量平均分子量が350以下の、エポキシ基又はグリシジル基を有する化合物を含まない。
(B)熱硬化性樹脂として使用されるエポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂及びこれらの誘導体(例えば、アルキレンオキシド付加物)、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフタレン型エポキシ樹脂、炭素数が6~36のアルキルグリシジルエーテル、アルキルフェニルグリシジルエーテル、アルケニルグリシジルエーテル、アルキニルグリシジルエーテル、フェニルグリシジルエーテル等のグリシジルエーテル型エポキシ樹脂、炭素数が6~36のアルキルグリシジルエステル、アルケニルグリシジルエステル、フェニルグリシジルエステル等のグリシジルエステル型エポキシ樹脂、並びに、シリコーンエポキシ樹脂が挙げられる。これらの樹脂については、一種の樹脂が単独で使用されてもよく、二種以上の樹脂が併用されてもよい。
(B)熱硬化性樹脂は、接着性及び硬化性の観点から、エポキシ樹脂であることが好ましい。さらに、エポキシ樹脂は、ビスフェノールA型エポキシ樹脂及びビスフェノールF型エポキシ樹脂から選ばれる少なくとも一種であることが好ましい。本明細書において、熱硬化性樹脂として使用される樹脂が、分子内にエポキシ基又はグリシジル基と、(メタ)アクリロイル基の両方を有する場合には、この樹脂は、エポキシ樹脂としてではなく、(メタ)アクリル樹脂として記載される。
(B)熱硬化性樹脂は、接着性及び硬化性の観点から、エポキシ樹脂であることが好ましい。さらに、エポキシ樹脂は、ビスフェノールA型エポキシ樹脂及びビスフェノールF型エポキシ樹脂から選ばれる少なくとも一種であることが好ましい。本明細書において、熱硬化性樹脂として使用される樹脂が、分子内にエポキシ基又はグリシジル基と、(メタ)アクリロイル基の両方を有する場合には、この樹脂は、エポキシ樹脂としてではなく、(メタ)アクリル樹脂として記載される。
(B)熱硬化性樹脂として使用される(メタ)アクリル樹脂は、接着性に優れ、熱硬化後の熱硬化収縮が少なく、常温で液体である樹脂であることが好ましい。(メタ)アクリル樹脂は、分子内に(メタ)アクリロイル基を有する化合物である。(メタ)アクリル樹脂を用いることにより、(メタ)アクリロイル基が反応することで、3次元的網目構造が形成される。これにより、熱硬化収縮が少ない硬化物を得ることができる。
(B)熱硬化性樹脂として使用される(メタ)アクリル樹脂としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、タ―シャルブチル(メタ)アクリレート、イソデシル(メタ)アクリレート、ラウリル(メタ)アクリレート、トリデシル(メタ)アクリレート、セチル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソアミル(メタ)アクリレート、イソステアリル(メタ)アクリレート、ベヘニル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、その他のアルキル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ターシャルブチルシクロヘキシル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、イソボルニル(メタ)アクリレート、グリシジル(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ジンクモノ(メタ)アクリレート、ジンクジ(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、ジエチルアミノエチル(メタ)アクリレート、ネオペンチルグリコール(メタ)アクリレート、トリフロロエチル(メタ)アクリレート、2,2,3,3-テトラフロロプロピル(メタ)アクリレート、2,2,3,3,4,4-ヘキサフロロブチル(メタ)アクリレート、パーフロロオクチル(メタ)アクリレート、パーフロロオクチルエチル(メタ)アクリレート、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4-ブタンジオールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、1,9-ノナンジオールジ(メタ)アクリレート、1,3-ブタンジオールジ(メタ)アクリレート、1,10-デカンジオールジ(メタ)アクリレート、テトラメチレングリコールジ(メタ)アクリレート、メトキシエチル(メタ)アクリレート、ブトキシエチル(メタ)アクリレート、エトキシジエチレングリコール(メタ)アクリレート、メトキシポリアルキレングリコールモノ(メタ)アクリレート、オクトキシポリアルキレングリコールモノ(メタ)アクリレート、ラウロキシポリアルキレングリコールモノ(メタ)アクリレート、ステアロキシポリアルキレングリコールモノ(メタ)アクリレート、アリロキシポリアルキレングリコールモノ(メタ)アクリレート、ノニルフェノキシポリアルキレングリコールモノ(メタ)アクリレート、ジ(メタ)アクリロイルオキシメチルトリシクロデカン、N-(メタ)アクリロイルオキシエチルマレイミド、N-(メタ)アクリロイルオキシエチルヘキサヒドロフタルイミド、および、N-(メタ)アクリロイルオキシエチルフタルイミドが挙げられる。(メタ)アクリル樹脂として、N,N’-メチレンビス(メタ)アクリルアミド、N,N’-エチレンビス(メタ)アクリルアミド、および1,2-ジ(メタ)アクリルアミドエチレングリコール等の、(メタ)アクリルアミドを使用することもできる。(メタ)アクリル樹脂として、n-ビニル-2-ピロリドン、スチレン誘導体、およびa-メチルスチレン誘導体等の、ビニル化合物を使用することも可能である。
(B)熱硬化性樹脂として使用される(メタ)アクリル樹脂としては、ポリ(メタ)アクリレートを使用することができる。ポリ(メタ)アクリレートは、(メタ)アクリル酸と(メタ)アクリレートとの共重合体、又は、水酸基を有する(メタ)アクリレートと極性基を有さない(メタ)アクリレートとの共重合体等であることが好ましい。
(B)熱硬化性樹脂として使用される(メタ)アクリル樹脂としては、例えば、水酸基を有する(メタ)アクリレートが挙げられる。水酸基を有する(メタ)アクリレートとしては、たとえば、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、3-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、1,2-シクロヘキサンジオールモノ(メタ)アクリレート、1,3-シクロヘキサンジオールモノ(メタ)アクリレート、1,4-シクロヘキサンジオールモノ(メタ)アクリレート、1,2-シクロヘキサンジメタノールモノ(メタ)アクリレート、1,3-シクロヘキサンジメタノールモノ(メタ)アクリレート、1,4-シクロヘキサンジメタノールモノ(メタ)アクリレート、1,2-シクロヘキサンジエタノールモノ(メタ)アクリレート、1,3-シクロヘキサンジエタノールモノ(メタ)アクリレート、1,4-シクロヘキサンジエタノールモノ(メタ)アクリレート、グリセリンモノ(メタ)アクリレート、グリセリンジ(メタ)アクリレート、トリメチロールプロパンモノ(メタ)アクリレート、トリメチロールプロパンジ(メタ)アクリレート、ペンタエリスリトールモノ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、及び、ネオペンチルグリコールモノ(メタ)アクリレートが挙げられる。
あるいは、(メタ)アクリル樹脂として、カルボキシ基を有する(メタ)アクリレート等を使用することもできる。カルボキシ基を有する(メタ)アクリレートは、上記した水酸基を有する(メタ)アクリレートと、ジカルボン酸又はその誘導体とを反応させることによって得られる。ここで使用可能なジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、マレイン酸、フマル酸、フタル酸、テトラヒドロフタル酸、ヘキサヒドロフタル酸、及び、これらの誘導体が挙げられる。
あるいは、(メタ)アクリル樹脂として、カルボキシ基を有する(メタ)アクリレート等を使用することもできる。カルボキシ基を有する(メタ)アクリレートは、上記した水酸基を有する(メタ)アクリレートと、ジカルボン酸又はその誘導体とを反応させることによって得られる。ここで使用可能なジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、マレイン酸、フマル酸、フタル酸、テトラヒドロフタル酸、ヘキサヒドロフタル酸、及び、これらの誘導体が挙げられる。
(B)熱硬化性樹脂として使用されるフェノール樹脂は、接着性に優れ、熱硬化後の熱硬化収縮が少ないことから、レゾール型フェノール樹脂であることが好ましい。レゾール型フェノール樹脂は、30000以下の重量平均分子量を有するものであることが好ましい。ここで、重量平均分子量は、ゲルパーミエーションクロマトグラフィー法(GPC)により、標準ポリスチレンによる検量線を用いて測定される値を意味する。(B)熱硬化性樹脂として使用されるフェノール樹脂は、好ましくは、(C)硬化剤として使用されるフェノール系硬化剤を含まない。(B)熱硬化性樹脂として使用されるフェノール樹脂は、好ましくは、具体的には、(C)硬化剤として使用されるフェノールノボラック樹脂及びそのアルキル化物またはアリル化物、クレゾールノボラック樹脂、フェノールアラルキル(フェニレン、ビフェニレン骨格を含む)樹脂、ナフトールアラルキル樹脂、トリフェノールメタン樹脂、並びに、ジシクロペンタジエン型フェノール樹脂を含まない。
(C)硬化剤は、(B)熱硬化性樹脂を硬化させるために用いられる。(C)硬化剤としては、(B)熱硬化性樹脂の種類に応じた適切な硬化剤を用いることができる。(B)熱硬化性樹脂がエポキシ樹脂である場合、(C)硬化剤としては、フェノール系硬化剤、イミダゾール系硬化剤、酸無水物系硬化剤、アミン系硬化剤、及びカルボン酸ジヒドラジド硬化剤からなる群から選択される少なくとも一種の硬化剤を用いることができる。(C)硬化剤として、二種以上の硬化剤が併用されてもよい。(C)硬化剤としては、接着性の観点から、フェノール系硬化剤が用いられることが好ましく、耐湿性の観点から、イミダゾール系硬化剤が用いられることが好ましい。(C)硬化剤としては、フェノール系硬化剤及びイミダゾール系硬化剤が用いられることが、より好ましい。(B)熱硬化性樹脂が(メタ)アクリル樹脂である場合、硬化剤として、熱ラジカル重合開始剤等の重合開始剤を用いることができる。
フェノール系硬化剤は、フェノール性水酸基を有するモノマー、オリゴマー、およびポリマー全般を指す。フェノール系硬化剤としては、例えば、フェノールノボラック樹脂及びそのアルキル化物またはアリル化物、クレゾールノボラック樹脂、フェノールアラルキル(フェニレン、ビフェニレン骨格を含む)樹脂、ナフトールアラルキル樹脂、トリフェノールメタン樹脂、および、ジシクロペンタジエン型フェノール樹脂が挙げられる。フェノール系硬化剤は、フェノールノボラック樹脂であることが好ましい。
イミダゾール系硬化剤としては、たとえば、イミダゾール化合物が挙げられる。イミダゾール化合物は、たとえば、2-メチルイミダゾール、2-ウンデシルイミダゾール、1-シアノエチル-2-ウンデシルイミダゾール、2-ヘプタデシルイミダゾール、2-エチル-4-メチルイミダゾール、1-シアノエチル-2-エチル-4-イミダゾール、2-フェニルイミダゾール、および、2-フェニル-4-メチルイミダゾールを含む。中でも、イミダゾール化合物として、2-エチル-4-メチルイミダゾール、1-シアノエチル-2-ウンデシルイミダゾール、1-シアノエチル-2-エチル-4-イミダゾール、2,4-ジアミノ-6-[2’-メチルイミダゾリル-(1’)]エチル-s-トリアジン、2-フェニル-4,5-ジヒドロキシメチルイミダゾール、2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール、及び、2,3-ジヒドロ-1H-ピロロ[1,2-a]ベンズイミダゾール等が挙げられる。イミダゾール系硬化剤は、硬化促進剤としても使用される。
酸無水物系硬化剤としては、テトラヒドロ無水フタル酸、ヘキサヒドロ無水フタル酸、メチルテトラヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸、メチルナジック酸無水物、水素化メチルナジック酸無水物、トリアルキルテトラヒドロ無水フタル酸、メチルシクロヘキセンテトラカルボン酸二無水物、無水フタル酸、無水トリメリット酸、無水ピロメリット酸、ベンゾフェノンテトラカルボン酸二無水物、エチレングリコールビスアンヒドロトリメリテート、グリセリンビス(アンヒドロトリメリテート)モノアセテート、ドデセニル無水コハク酸、脂肪族二塩基酸ポリ無水物、クロレンド酸無水物、メチルブテニルテトラヒドロフタル酸無水物、アルキル化テトラヒドロフタル酸無水物、メチルハイミック酸無水物、アルケニル基で置換されたコハク酸無水物、および、グルタル酸無水物等が挙げられる。
アミン系硬化剤としては、鎖状脂肪族アミン、環状脂肪族アミン、脂肪芳香族アミン、および芳香族アミン等が挙げられる。カルボン酸ジヒドラジド硬化剤としては、アジピン酸ジヒドラジド、イソフタル酸ジヒドラジド、セバチン酸ジヒドラジド、およびドデカン酸ジヒドラジド等が挙げられる。
(B)熱硬化性樹脂として(メタ)アクリル樹脂を用い、(C)硬化剤として重合開始剤を用いる場合には、重合開始剤としては、公知のものを用いることができる。熱ラジカル重合開始剤の具体例としては、メチルエチルケトンパーオキサイド、メチルシクロヘキサノンパーオキサイド、メチルアセトアセテートパーオキサイド、アセチルアセトンパーオキサイド、1,1-ビス(t-ブチルパーオキシ)3,3,5-トリメチルシクロヘキサン、1,1-ビス(t-ヘキシルパーオキシ)シクロヘキサン、1,1-ビス(t-ヘキシルパーオキシ)3,3,5-トリメチルシクロヘキサン、1,1-ビス(t-ブチルパーオキシ)シクロヘキサン、2,2-ビス(4,4-ジ-t-ブチルパーオキシシクロヘキシル)プロパン、1,1-ビス(t-ブチルパーオキシ)シクロドデカン、n-ブチル4,4-ビス(t-ブチルパーオキシ)バレレート、2,2-ビス(t-ブチルパーオキシ)ブタン、1,1-ビス(t-ブチルパーオキシ)-2-メチルシクロヘキサン、t-ブチルハイドロパーオキサイド、P-メンタンハイドロパーオキサイド、1,1,3,3-テトラメチルブチルハイドロパーオキサイド、t-ヘキシルハイドロパーオキサイド、ジクミルパーオキサイド、2,5-ジメチル-2,5-ビス(t-ブチルパーオキシ)ヘキサン、a、a’-ビス(t-ブチルパーオキシ)ジイソプロピルベンゼン、t-ブチルクミルパーオキサイド、ジ-t-ブチルパーオキサイド、2,5-ジメチル-2,5-ビス(t-ブチルパーオキシ)ヘキシン-3、イソブチリルパーオキサイド、3,5,5-トリメチルヘキサノイルパーオキサイド、オクタノイルパーオキサイド、ラウロイルパーオキサイド、ケイ皮酸パーオキサイド、m-トルオイルパーオキサイド、ベンゾイルパーオキサイド、ジイソプロピルパーオキシジカーボネート、ビス(4-t-ブチルシクロヘキシル)パーオキシジカーボネート、ジ-3-メトキシブチルパーオキシジカーボネート、ジ-2-エチルヘキシルパーオキシジカーボネート、ジ-sec-ブチルパーオキシジカーボネート、ジ(3-メチル-3-メトキシブチル)パーオキシジカーボネート、ジ(4-t-ブチルシクロヘキシル)パーオキシジカーボネート、a、a’-ビス(ネオデカノイルパーオキシ)ジイソプロピルベンゼン、クミルパーオキシネオデカノエート、1,1,3,3,-テトラメチルブチルパーオキシネオデカノエート、1-シクロヘキシル-1-メチルエチルパーオキシネオデカノエート、t-ヘキシルパーオキシネオデカノエート、t-ブチルパーオキシネオデカノエート、t-ヘキシルパーオキシピバレート、t-ブチルパーオキシピバレート、2,5-ジメチル-2,5-ビス(2-エチルヘキサノイルパーオキシ)ヘキサン、1,1,3,3-テトラメチルブチルパーオキシ-2-エチルへキサノエート、1-シクロヘキシル-1-メチルエチルパーオキシ-2-エチルヘキサノエート、t-ヘキシルパーオキシ-2-エチルヘキサノエート、t-ブチルパーオキシ-2-エチルヘキサノエート、t-ブチルパーオキシイソブチレート、t-ブチルパーオキシマレイックアシッド、t-ブチルパーオキシラウレート、t-ブチルパーオキシ-3,5,5-トリメチルヘキサノエート、t-ブチルパーオキシイソプロピルモノカーボネート、t-ブチルパーオキシ-2-エチルヘキシルモノカーボネート、2,5-ジメチル-2,5-ビス(ベンゾイルパーオキシ)ヘキサン、t-ブチルパーオキシアセテート、t-ヘキシルパーオキシベンゾエート、t-ブチルパーオキシ-m-トルオイルベンゾエート、t-ブチルパーオキシベンゾエート、ビス(t-ブチルパーオキシ)イソフタレート、t-ブチルパーオキシアリルモノカーボネート、および、3,3’,4,4’-テトラ(t-ブチルパーオキシカルボニル)ベンゾフェノン等が挙げられる。熱ラジカル重合開始剤として、上記した化合物の一種が単独で使用されてもよく、二種以上の化合物が併用されてもよい。
(D)20℃における蒸気圧が0.8~15Paである溶剤を用いる場合、真空印刷を行う際の50kPa以下の減圧雰囲気では、導電性ペースト中の前記(D)溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制される。このため、真空印刷を行う50kPa以下の減圧雰囲気における印刷性を、良好に維持することができる。20℃における蒸気圧が15Paを超える溶剤は、真空印刷を行う50kPa以下の減圧雰囲気において揮発しやすい。このため、この溶剤を用いると、導電性ペーストの粘度が上昇し、減圧雰囲気における印刷性が低下する。20℃における蒸気圧が0.8Pa未満の溶剤は、導電性ペースト中の(B)熱硬化性樹脂を硬化する際の熱によっても揮発し難く、熱硬化性樹脂の硬化反応を抑制する。このため、導電性ペーストの接着性が低下する。(D)溶剤は、20℃における蒸気圧が0.8~14Paである溶剤であることが好ましく、20℃における蒸気圧が0.8~13.5Paである溶剤であることがより好ましい。
(D)20℃における蒸気圧が0.8~15Paである溶剤は、101.325kPaの大気圧雰囲気における沸点が180~290℃である溶剤であることが好ましく、101.325kPaにおける沸点が200~285℃である溶剤であることがより好ましい。(D)20℃における蒸気圧が0.8~15Paである溶剤の大気圧(標準気圧101.325kPa)における沸点が180~290℃であると、例えば、導電性ペーストが三次元実装用の基板等の被印刷物の微細な溝および貫通孔に充填された場合であっても、(B)熱硬化性樹脂の硬化温度で(D)溶剤が揮発しやすく、導電性ペーストの接着性を向上することができる。
(D)20℃における蒸気圧が0.8~15Paである溶剤は、20℃における蒸気圧が0.8~15Paである、アルコール類、グリコールエーテル類、環状エステル類、グリコールエーテルエステル類及びそれらの混合物から選択されることが好ましい。アルコール類としては、例えば、ブチルカルビトール、ベンジルアルコール、および、2-フェノキシエタノールが挙げられる。グリコールエーテル類としては、ジエチルグリコールモノヘキシルエーテル、および、ジエチレングリコールモノブチルエーテルが挙げられる。環状エステル類としては、ジメチルフタレートが挙げられる。グリコールエーテルエステル類としては、ジエチレングリコールモノブチルエーテルアセテート、ジエチルグリコールモノエチルエーテルアセテート、および、2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラートが挙げられる。(D)20℃における蒸気圧が0.8~15Paである溶剤は、ブチルカルビトール、ベンジルアルコール、2-フェノキシエタノール、ジエチレングリコールモノヘキシルエーテル、ジメチルフタレート、ジエチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、及び、2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラートからなる群から選択される少なくとも一種であることが好ましい。
本開示の第一の実施形態に係る真空印刷用導電性ペーストは、さらに(E)反応性希釈剤を含んでいてもよい。(E)反応性希釈剤は、例えば、分子中にエポキシ基又はグリシジル基等の官能基を有する化合物である。(E)反応性希釈剤として使用されるエポキシ基又はグリシジル基を有する化合物は、その分子量が350以下である化合物であることが好ましい。(E)反応性希釈剤は、(D)20℃における蒸気圧が0.8~15Paである溶剤よりも高い粘度を有し、導電性ペーストの粘度を、印刷に適した粘度に調整することができる。
(E)反応性希釈剤としては、1,2-エポキシ-4-(2-メチルオキシラニル)-1-メチルシクロヘキサン、4-tert-ブチルフェニルグリシジルエーテル、1,3-ビス(3-グリシドキシプロピル)-1,1,3,3-テトラメチルジシロキサン、ネオデカン酸グリシジルエステル、及び炭素数が12~13の混合アルコールのグリシジルエーテルからなる群から選ばれる少なくとも一種が挙げられる。
本開示の第一の実施形態に係る真空印刷用導電性ペーストは、さらに(F)エラストマーを含んでいてもよい。前記導電性ペーストが、さらに(F)エラストマーを含むことにより、導電性ペーストを硬化させた後の硬化物の弾性率および応力を調整することができる。例えば、基板の薄型化が進むと、基板に形成された微細な溝および貫通孔に充填された導電性ペーストが硬化した際の収縮により、基板に反りなどが生じる場合がある。基板に反りが生じていると、基板を実装するときの位置検出等の精度が低下する。前記導電性ペーストが(F)エラストマーを含むことによって、硬化後の弾性率および応力を調整し、基板の反りを低減させることができる。これにより、精度の高い三次元実装が可能となる。
(F)エラストマーとしては、シリコーンゴム、ウレタンゴム、アクリルゴム、ビニルアルキルエーテルゴム、ポリビニルアルコールゴム、ポリビニルピロリドンゴム、ポリアクリルアミドゴム、セルロースゴム、カルボキシ末端アクリロニトリル-ブタジエンゴム(CTBN)、天然ゴム、ブタジエンゴム、クロロプレンゴム、スチレン-ブタジエンゴム(SBR)、アクリロニトリル-ブタジエンゴム(NBR)、スチレン-エチレン-ブタジエン-スチレンゴム、スチレン-イソプレン-スチレンゴム、スチレン-イソブチレンゴム、イソプレンゴム、ポリイソブチレンゴム、ブチルゴム、(メタ)アクリル酸アルキルエステルを含むモノマーの重合により得られる合成アクリルゴム、スチレン-ブタジエンブロック共重合体(SBS)、スチレン-エチレン/ブチレン-スチレンブロック共重合体(SEBS)、スチレン-イソプレン-スチレンブロック共重合体(SIS)、ポリブタジエン(PB)、スチレン-(エチレン-エチレン/プロピレン)-スチレンブロック共重合体(SEEPS)、エチレン-不飽和カルボン酸共重合体(例えば、エチレン-アクリル酸共重合体、エチレン-メタクリル酸共重合体等)、エチレン-不飽和カルボン酸エステル共重合体(例えば、エチレン-エチルアクリレート共重合体、エチレン-エチルメタクリレート共重合体等)、及び、これらの無水カルボン酸変性物(例えば無水マレイン酸変性物)からなる群から選ばれる少なくとも一種が挙げられる。(F)エラストマーとして、上記した化合物の一種が単独で使用されてもよく、二種以上の化合物が併用されてもよい。
本開示の第一の実施形態に係る真空印刷用導電性ペーストは、さらに(G)カップリング剤を含んでいてもよい。前記導電性ペーストは、(G)カップリング剤を含むことにより、無機材料と有機材料との接着強度を高めることができる。例えば、無機材料である(A)導電性フィラーおよび被印刷物と、有機材料である(B)熱硬化性樹脂との接着強度を高めることができる。
(G)カップリング剤としては、イソプロピルトリステアロイルチタナート等のチタン酸エステルあるチタンカップリング剤、および、シランカップリング剤が挙げられる。シランカップリング剤としては、たとえば、エポキシ基含有シランカップリング剤、および、アミノ基含有シランカップリング剤が挙げられる。エポキシ基含有シランカップリング剤としては、2-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、および、3-グリシドキシプロピルトリエトキシシラン等が挙げられる。アミノ基含有シランカップリング剤としては、N-2-(アミノエチル)-3-アミノプロピルメチルジメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリメトキシシラン、N-2-(アミノエチル)-3-アミノプロピルトリエトキシシラン、3-アミノプロピルトリメトキシシラン、3-アミノプロピルトリエトキシシラン、3-トリエトキシシリル-N-(1,3-ジメチル-ブチリデン)プロピルアミン、N-フェニル-3-アミノプロピルトリメトキシシラン、および、N-(ビニルベンジル)-2-アミノエチル-3-アミノプロピルトリメトキシシランの塩酸塩等が挙げられる。
本開示の第一の実施形態に係る真空印刷用導電性ペーストは、前記(A)~(G)成分以外の成分を必要に応じて含有してもよい。このような成分の具体例としては、フラックス剤、消泡剤、表面調整剤、レオロジー調整剤、着色剤、可塑剤、および分散剤等が挙げられる。
本開示の第一の実施形態に係る真空印刷用導電性ペーストでは、(A)導電性フィラー、(B)熱硬化性樹脂、(C)硬化剤、及び(D)溶剤の合計量100質量部に対して、(A)導電性フィラーの含有量が、好ましくは70~98質量部であり、より好ましくは75~97質量部であり、さらに好ましくは78~96質量部であり、よりさらに好ましくは85~95質量部である。前記導電性ペースト中の(A)導電性フィラーの含有量が、(A)成分から(D)成分の合計量に対して70~98質量部であると、導電性ペーストを硬化させることによって、電気的効率が低く、導電性に優れた硬化物を得ることができる。真空印刷用導電性ペーストが二種以上の(A)導電性フィラーを含む場合には、(A)導電性フィラーの含有量は、二種以上の(A)導電性フィラーの合計量を意味する。
本開示の第一の実施形態に係る真空印刷用導電性ペーストでは、(A)導電性フィラー100質量部に対して、(B)熱硬化性樹脂の含有量が、好ましくは1~15質量部であり、より好ましくは1.5~12質量部であり、さらに好ましくは2~10質量部である。前記導電性ペースト中の(A)導電性フィラー100質量部に対する(B)熱硬化性樹脂の含有量が1~15質量部であると、接着性に優れる導電性ペーストを得ることができる。真空印刷用導電性ペーストが二種以上の(B)熱硬化性樹脂を含む場合には、(B)熱硬化性樹脂の含有量は、二種以上の(B)熱硬化性樹脂の合計量を意味する。
本開示の第一の実施形態に係る真空印刷用導電性ペーストでは、(A)導電性フィラー100質量部に対して、(C)硬化剤の含有量が、好ましくは1~10質量部であり、より好ましくは2~5質量部である。前記導電性ペースト中の(A)導電性フィラー100質量部に対する(C)硬化剤の含有量が1~10質量部であると、(B)熱硬化性樹脂との反応性がよく、接着性に優れる導電性ペーストを得ることができる。真空印刷用導電性ペーストが二種以上の(C)硬化剤を含む場合には、(C)硬化剤の含有量は、二種以上の(C)硬化剤の合計量を意味する。以下、真空印刷用導電性ペーストが二種以上の各成分(D)、(E)、(F)、および(G)を含む場合には、各成分の含有量は、二種以上の各成分の合計量を意味する。
本開示の第一の実施形態に係る真空印刷用導電性ペーストでは、(A)導電性フィラー100質量部に対して、(D)20℃における蒸気圧が0.8~15Paの溶剤の含有量が、好ましくは1~30質量部であり、より好ましくは1.5~28質量部であり、さらに好ましくは2.0~25質量部である。前記導電性ペースト中の(A)導電性フィラー100質量部に対する(D)溶剤の含有量が1~30質量部であると、真空印刷を行う50kPa以下の減圧雰囲気において、溶剤が揮発し難い。このため、導電性ペーストの粘度を、印刷に好適な範囲に維持することができる。その結果、印刷性を良好に維持することができる。また、前記導電性ペースト中の(A)導電性フィラー100質量部に対する(D)溶剤の含有量が1~30質量部であると、導電性ペースト中の(B)熱硬化性樹脂を硬化する際の熱によって、溶剤が揮発しやすい。このため、ボイドが残存しにくい硬化物を得ることができる。これにより、電気抵抗率が低く、接着強度の高い硬化物を得ることができる。
本開示の第一の実施形態に係る真空印刷用導電性ペースト中の(E)反応性希釈剤の含有量は、導電性ペーストの全体量100質量%に対して、好ましくは1~10質量%であり、より好ましくは1~6質量%である。前記導電性ペーストに含まれる(E)反応性希釈剤の含有量が1~10質量%であれば、導電性ペーストの粘度を、印刷に適した粘度に調整することができる。これにより、硬化後も十分に低い電気抵抗率を有する、導電性に優れた硬化物を得ることができる。
本開示の第一の実施形態に係る真空印刷用導電性ペースト中の(F)エラストマーの含有量は、導電性ペーストの全体量100質量%に対して、好ましくは0.1~5質量%であり、より好ましくは0.3~3質量%である。前記導電性ペーストに含まれる(F)エラストマーの含有量が0.1~5質量%であれば、導電性ペーストを硬化させた後の硬化物の弾性率および応力を調整することができる。
本開示の第一の実施形態に係る真空印刷用導電性ペースト中の(G)カップリング剤の含有量は、導電性ペーストの全体量100質量%に対して、好ましくは0.03~10質量%であり、より好ましくは0.04~5質量%である。前記導電性ペーストに含まれる(G)カップリング剤の含有量が0.03~10質量%であれば、接着性に優れた導電性ペーストを得ることができる。
本開示の第一の実施形態に係る真空印刷用導電性ペーストの製造方法は、特に限定されない。各成分を、所定の配合で、流星型攪拌機、ディソルバー、ビーズミル、ライカイ機、ポットミル、三本ロールミル、回転式混合機、および二軸ミキサー等の混合機に投入して混合することによって、真空印刷用導電性ペーストを製造することができる。
本開示の第一の実施形態に係る真空印刷用導電性ペーストを、大気圧未満の減圧雰囲気、より具体的には、50kPa以下の減圧雰囲気又は真空雰囲気において、スキージ及び/又はスクリーンを用いて、基板等の被印刷物に印刷により塗布又は充填した後、所定の温度に加熱することにより、硬化物を得ることができる。得られる硬化物は、膜状の形態であってもよい。印刷後に導電性ペーストを硬化させるための加熱温度は、100~300℃とすることができ、好ましくは120~250℃であり、より好ましくは150~200℃である。加熱時間は、加熱温度によって、適宜、変更されることができる。加熱時間は、例えば、15~120分とすることができ、好ましくは、30~90分である。加熱は、大気圧(標準気圧101.325kPa)雰囲気で行われることができる。加熱ための装置としては、公知の電気炉、送風乾燥機、およびベルト炉等が挙げられる。
本開示の第一の実施形態に係る真空印刷用導電性ペーストを用いて得られる硬化物は、接着性に優れ、十分なせん断強度(例えば1.0kN/cm2以上)を有しており、信頼性の点で優れている。また、本開示の第一の実施形態に係る真空印刷用導電性ペーストを用いて得られる硬化物は、電気抵抗率が低く(例えば0.8×10-3Ω・cm以下)、十分な導電性を有している。本開示の第一の実施形態に係る真空印刷用導電性ペーストは、真空印刷用導電性ペーストとして好適に用いられることができる。したがって、この真空印刷用導電性ペーストは、プリント回路基板上の導電回路、および、コンデンサの電極等の形成に使用されることができる。この真空印刷用導電性ペーストは、特に、三次元実装における半導体装置の部品同士、および、基板と部品等との接合に、好適に使用されることができる。
以下、本開示の実施形態を、実施例を用いて、より具体的に説明する。本開示の技術は、これらの実施例に限定されない。
実施例1~15、および、比較例1~2
下記表1および表2に示す配合割合となるように、各原料を、3本ロールミルを使用して混合および分散することによって、真空印刷用導電性ペーストを製造した。表1および表2中の各組成に関する数値は、質量部を表す。前記導電性ペーストの調整時に使用された原料(各成分)は、以下の通りである。
下記表1および表2に示す配合割合となるように、各原料を、3本ロールミルを使用して混合および分散することによって、真空印刷用導電性ペーストを製造した。表1および表2中の各組成に関する数値は、質量部を表す。前記導電性ペーストの調整時に使用された原料(各成分)は、以下の通りである。
(A)導電性フィラー
(A1)銀被覆ニッケル粉(ナミックス株式会社製、体積平均粒径D50:5μm)。この銀被覆ニッケル粉では、銀とニッケル粉(ニッケルの純度:99.9質量%)との合計100質量部に対して、銀の量は10質量部であった。この銀被覆ニッケル粉は、特許第5764294号公報に記載の製造方法により製造された。
(A2)フレーク状銀粉(商品名:FA2、DOWAエレクトロニクス株式会社製、平均厚さT:0.3μm、体積平均粒径D50:6μm、アスペクト比(T/D50):0.05)
(A3)銀被覆銅粉(商品名:アトマイズ銀粉HWQ5μm、福田金属箔粉工業株式会社製、体積平均粒径D50:5μm)。この銀被覆銅粉では、銀と銅との合計100質量部に対して、銀の量が10質量部であった。
(A1)銀被覆ニッケル粉(ナミックス株式会社製、体積平均粒径D50:5μm)。この銀被覆ニッケル粉では、銀とニッケル粉(ニッケルの純度:99.9質量%)との合計100質量部に対して、銀の量は10質量部であった。この銀被覆ニッケル粉は、特許第5764294号公報に記載の製造方法により製造された。
(A2)フレーク状銀粉(商品名:FA2、DOWAエレクトロニクス株式会社製、平均厚さT:0.3μm、体積平均粒径D50:6μm、アスペクト比(T/D50):0.05)
(A3)銀被覆銅粉(商品名:アトマイズ銀粉HWQ5μm、福田金属箔粉工業株式会社製、体積平均粒径D50:5μm)。この銀被覆銅粉では、銀と銅との合計100質量部に対して、銀の量が10質量部であった。
(B)熱硬化性樹脂
(B1)ビスフェノールF型エポキシ樹脂およびビスフェノールA型エポキシ樹脂混合物(商品名:エピクロンEXA835LV、DIC株式会社製)
(B2)ビスフェノールA型エポキシ樹脂(商品名:AER6072、旭化成イーマテリアルズ株式会社製、AER6072)
(B1)ビスフェノールF型エポキシ樹脂およびビスフェノールA型エポキシ樹脂混合物(商品名:エピクロンEXA835LV、DIC株式会社製)
(B2)ビスフェノールA型エポキシ樹脂(商品名:AER6072、旭化成イーマテリアルズ株式会社製、AER6072)
(C)硬化剤
(C1)ノボラック型フェノール樹脂(商品名:タマノル758、荒川化学工業株式会社製)
(C2)1-シアノエチル-2-ウンデシルイミダゾール(商品名:キュアゾ-ルC11Z-CN、四国化成株式会社製)
(C3)2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール(商品名:キュアゾール2P4MHZ-PW、四国化成工業株式会社製)
(C1)ノボラック型フェノール樹脂(商品名:タマノル758、荒川化学工業株式会社製)
(C2)1-シアノエチル-2-ウンデシルイミダゾール(商品名:キュアゾ-ルC11Z-CN、四国化成株式会社製)
(C3)2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール(商品名:キュアゾール2P4MHZ-PW、四国化成工業株式会社製)
(D)溶剤
(D1)ジエチレングリコールモノ-n-ブチルエーテルアセテート(米山薬品工業株式会社製、沸点:246.7℃、蒸気圧:5.3Pa(20℃))
(D2)ジメチルフタレート(商品名:DMP、大八化学工業株式会社製、沸点:282℃、蒸気圧:0.8Pa(20℃))
(D3)ジエチレングリコールモノヘキシルエーテル(商品名:キョーワノールHX20、KHネオケム株式会社製、沸点:260℃、蒸気圧:1.3Pa未満(<1.3Pa)(20℃))。蒸気圧としては、カタログ又は安全データシート(SDS)に記載の値を記載した。
(D4)2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラート(商品名:テキサノール、長瀬産業株式会社製、沸点:255℃~261.5℃、蒸気圧:1.3Pa(20℃))。沸点としては、カタログ又は安全データシート(SDS)に記載の値を記載した。
(D5)ブチルカルビトール(大伸化学株式会社製、沸点:231℃、蒸気圧:13Pa(20℃))
(D6)2-フェノキシエタノール(商品名:ハイソルブEPH、東邦化学株式会社製、沸点:245℃、蒸気圧:1.3Pa(20℃))
(D7)ベンジルアルコール(富士フィルム和光純薬株式会社製、沸点:205℃、蒸気圧:13.2Pa(20℃)
(D8)ジエチレングリコールモノエチルエーテルアセテート(商品名:ECA、ダイセル化学工業株式会社製、沸点:218.5℃、蒸気圧:13.3Pa(20℃))
(D9)2-(2-エトキシエトキシ)エタノール(商品名:JCT-EDG、ジャパンケムテック株式会社製、沸点:210.9℃、蒸気圧:15.6Pa(20℃))
(D10)1,3-ブチレングリコールジアセテート(ダイセル化学工業株式会社製、沸点:232℃、蒸気圧:0.0026Pa(20℃))。各溶剤の沸点は、101.325kPaにおける沸点であり、各溶剤の蒸気圧は、20℃における蒸気圧である。
(D1)ジエチレングリコールモノ-n-ブチルエーテルアセテート(米山薬品工業株式会社製、沸点:246.7℃、蒸気圧:5.3Pa(20℃))
(D2)ジメチルフタレート(商品名:DMP、大八化学工業株式会社製、沸点:282℃、蒸気圧:0.8Pa(20℃))
(D3)ジエチレングリコールモノヘキシルエーテル(商品名:キョーワノールHX20、KHネオケム株式会社製、沸点:260℃、蒸気圧:1.3Pa未満(<1.3Pa)(20℃))。蒸気圧としては、カタログ又は安全データシート(SDS)に記載の値を記載した。
(D4)2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラート(商品名:テキサノール、長瀬産業株式会社製、沸点:255℃~261.5℃、蒸気圧:1.3Pa(20℃))。沸点としては、カタログ又は安全データシート(SDS)に記載の値を記載した。
(D5)ブチルカルビトール(大伸化学株式会社製、沸点:231℃、蒸気圧:13Pa(20℃))
(D6)2-フェノキシエタノール(商品名:ハイソルブEPH、東邦化学株式会社製、沸点:245℃、蒸気圧:1.3Pa(20℃))
(D7)ベンジルアルコール(富士フィルム和光純薬株式会社製、沸点:205℃、蒸気圧:13.2Pa(20℃)
(D8)ジエチレングリコールモノエチルエーテルアセテート(商品名:ECA、ダイセル化学工業株式会社製、沸点:218.5℃、蒸気圧:13.3Pa(20℃))
(D9)2-(2-エトキシエトキシ)エタノール(商品名:JCT-EDG、ジャパンケムテック株式会社製、沸点:210.9℃、蒸気圧:15.6Pa(20℃))
(D10)1,3-ブチレングリコールジアセテート(ダイセル化学工業株式会社製、沸点:232℃、蒸気圧:0.0026Pa(20℃))。各溶剤の沸点は、101.325kPaにおける沸点であり、各溶剤の蒸気圧は、20℃における蒸気圧である。
(E)反応性希釈剤
(E1)1,2-エポキシ-4-(2-メチルオキシラニル)-1-メチルシクロヘキサン(商品名:セロキサイド3000、ダイセル化学工業株式会社製)
(E2)炭素数が12~13の混合アルコールのグリシジルエーテル(商品名:エポゴーセEN、四日市合成株式会社製)
(E1)1,2-エポキシ-4-(2-メチルオキシラニル)-1-メチルシクロヘキサン(商品名:セロキサイド3000、ダイセル化学工業株式会社製)
(E2)炭素数が12~13の混合アルコールのグリシジルエーテル(商品名:エポゴーセEN、四日市合成株式会社製)
(F)エラストマー
(F1)シリコーンゴム(商品名:シリコーン複合パウダーKMP-605、信越化学工業株式会社製)
(F2)カルボキシル基末端アクリロニトリル-ブタジエンゴム(商品名:Hycar-CTBN1300×13、宇部興産株式会社製)
(F1)シリコーンゴム(商品名:シリコーン複合パウダーKMP-605、信越化学工業株式会社製)
(F2)カルボキシル基末端アクリロニトリル-ブタジエンゴム(商品名:Hycar-CTBN1300×13、宇部興産株式会社製)
(G)カップリング剤
(G1)シランカップリング剤(3-グリシドキシプロピルトリメトキシシラン)(商品名:KBM-403、信越化学工業株式会社製)
(G1)シランカップリング剤(3-グリシドキシプロピルトリメトキシシラン)(商品名:KBM-403、信越化学工業株式会社製)
レーザー回折散乱法による体積平均粒径D50
レーザー回折散乱法により、粒子径分布測定装置(商品名:マイクロトラックMT3000II、マイクロトラックベル株式会社製)を用いて、(A1)~(A3)の導電性フィラーの体積平均粒径(メジアン径:D50)を測定した。(A2)フレーク状銀粉に関しては、走査型電子顕微鏡を用いて観察し、20個の銀粉の平均厚さTを測定し、アスペクト比T/D50)を算出した。
レーザー回折散乱法により、粒子径分布測定装置(商品名:マイクロトラックMT3000II、マイクロトラックベル株式会社製)を用いて、(A1)~(A3)の導電性フィラーの体積平均粒径(メジアン径:D50)を測定した。(A2)フレーク状銀粉に関しては、走査型電子顕微鏡を用いて観察し、20個の銀粉の平均厚さTを測定し、アスペクト比T/D50)を算出した。
電気抵抗率(比抵抗値)
1mm×71mmの配線パターンの開口部を有するメッシュスクリーンマスクを使用して、大気圧(標準気圧101.325kPa程度)下で、アルミナ基板上に、各実施例及び比較例の導電性ペーストを、スクリーン印刷により塗布した。塗布された配線パターンを、160℃で30分間硬化させることにより、硬化物を得た。得られた硬化物の厚さを、表面粗さおよび輪郭形状統合測定機(商品名:サーフコム1300SD-2、株式会社東京精密製)を用いて測定した。得られた硬化物の電気抵抗値を、デジタルマルチメータ(商品名:ケースレー2001、株式会社TFFケースレーインスツルメンツ製)を用いて測定した。硬化物の厚さ及び電気抵抗値から、電気抵抗率(比抵抗値)(10-3Ω・cm)を測定した。測定結果を表1および表2に示す。
1mm×71mmの配線パターンの開口部を有するメッシュスクリーンマスクを使用して、大気圧(標準気圧101.325kPa程度)下で、アルミナ基板上に、各実施例及び比較例の導電性ペーストを、スクリーン印刷により塗布した。塗布された配線パターンを、160℃で30分間硬化させることにより、硬化物を得た。得られた硬化物の厚さを、表面粗さおよび輪郭形状統合測定機(商品名:サーフコム1300SD-2、株式会社東京精密製)を用いて測定した。得られた硬化物の電気抵抗値を、デジタルマルチメータ(商品名:ケースレー2001、株式会社TFFケースレーインスツルメンツ製)を用いて測定した。硬化物の厚さ及び電気抵抗値から、電気抵抗率(比抵抗値)(10-3Ω・cm)を測定した。測定結果を表1および表2に示す。
せん断強度
1.5mm角×25個の開口部を有するメッシュスクリーンマスクを使用して、大気圧(標準気圧101.325kPa程度)下で、各実施例及び比較例の導電性ペーストを、20mm角のアルミナ基板上に、スクリーン印刷により塗布した。25個のブロック状の印刷パターンのうちの10箇所のそれぞれに、3.2mm×1.5mmサイズのアルミナチップを搭載した。アルミナチップを搭載した印刷パターンを、200℃、30分間硬化させることにより、試験片を得た。強度試験機(型番:Model1605HTP、アイコーエンジニアリング株式会社製)を用いて、加重速度12mm/分における各試験片のせん断強度を測定した。測定結果を表1および表2に示す。
1.5mm角×25個の開口部を有するメッシュスクリーンマスクを使用して、大気圧(標準気圧101.325kPa程度)下で、各実施例及び比較例の導電性ペーストを、20mm角のアルミナ基板上に、スクリーン印刷により塗布した。25個のブロック状の印刷パターンのうちの10箇所のそれぞれに、3.2mm×1.5mmサイズのアルミナチップを搭載した。アルミナチップを搭載した印刷パターンを、200℃、30分間硬化させることにより、試験片を得た。強度試験機(型番:Model1605HTP、アイコーエンジニアリング株式会社製)を用いて、加重速度12mm/分における各試験片のせん断強度を測定した。測定結果を表1および表2に示す。
真空印刷による粘度変化率
真空印刷機(型番:LS-100VC、ニューロング精密工業株式会社製)を用いて、各実施例及び比較例の導電性ペーストを、50kPa以下の減圧雰囲気において、アルミナ基板上に、1000回にわたってスクリーン印刷した。スクリーン印刷前の各実施例及び比較例の導電性ペーストの粘度と、1000回のスクリーン印刷後の各実施例及び比較例の導電性ペーストの粘度とを、ブルックフィールド粘度計(型番:HBDV-1、ブルックフィールド社製)を用いて、25℃で、14号ローターを用いて、10rpmにて測定した。以下の式(1)に示すように、印刷後の粘度から印刷前の粘度を減じて、印刷前の粘度で除した値の比率を、真空印刷による粘度変化率として測定した。測定結果を表1および表2に示す。
実施例1の導電性ペーストでは、印刷前の粘度が156Pa・sであり、印刷後の粘度が171Pa・sであり、真空印刷による粘度変化率が10%であった。実施例2の導電性ペーストでは、印刷前の粘度が468Pa・sであり、印刷後の粘度が540Pa・sであり、真空印刷による粘度変化率が15%であった。実施例3の導電性ペーストでは、印刷前の粘度が12Pa・sであり、印刷後の粘度が14Pa・sであり、真空印刷による粘度変化率が17%であった。
(1)粘度変化率(%)=〔印刷後の導電性ペーストの粘度(Pa・s)-印刷前の導電性ペーストの粘度(Pa・s)〕÷印刷前の導電性ペーストの粘度(Pa・s)×100
真空印刷機(型番:LS-100VC、ニューロング精密工業株式会社製)を用いて、各実施例及び比較例の導電性ペーストを、50kPa以下の減圧雰囲気において、アルミナ基板上に、1000回にわたってスクリーン印刷した。スクリーン印刷前の各実施例及び比較例の導電性ペーストの粘度と、1000回のスクリーン印刷後の各実施例及び比較例の導電性ペーストの粘度とを、ブルックフィールド粘度計(型番:HBDV-1、ブルックフィールド社製)を用いて、25℃で、14号ローターを用いて、10rpmにて測定した。以下の式(1)に示すように、印刷後の粘度から印刷前の粘度を減じて、印刷前の粘度で除した値の比率を、真空印刷による粘度変化率として測定した。測定結果を表1および表2に示す。
実施例1の導電性ペーストでは、印刷前の粘度が156Pa・sであり、印刷後の粘度が171Pa・sであり、真空印刷による粘度変化率が10%であった。実施例2の導電性ペーストでは、印刷前の粘度が468Pa・sであり、印刷後の粘度が540Pa・sであり、真空印刷による粘度変化率が15%であった。実施例3の導電性ペーストでは、印刷前の粘度が12Pa・sであり、印刷後の粘度が14Pa・sであり、真空印刷による粘度変化率が17%であった。
(1)粘度変化率(%)=〔印刷後の導電性ペーストの粘度(Pa・s)-印刷前の導電性ペーストの粘度(Pa・s)〕÷印刷前の導電性ペーストの粘度(Pa・s)×100
〔表1〕
 〔表2〕
〔表2〕

表1および表2に示すように、20℃における蒸気圧が0.8~15Paである(D)溶剤を含む実施例1~15の導電性ペーストでは、50kPa以下の減圧雰囲気における真空印刷による粘度変化率が、20%未満である。このため、真空印刷を行う際の50kPa以下の減圧雰囲気でも、溶剤が揮発し難く、導電性ペーストの粘度の上昇が抑制される。これにより、真空印刷における印刷性を良好に維持することができる。
また、実施例1~15の導電性ペーストでは、せん断強度が1.0kN/cm2以上であり、加熱硬化時には溶剤が十分に揮発する。このため、これらの導電性ペーストは、被印刷物への接着性に優れている。また、実施例1~15の導電性ペーストでは、硬化後の電気抵抗率が1.0×10-3Ω・cm以下、より具体的には、0.8×10-3Ω・cm以下である。すなわち、これらの導電性ペーストの硬化物は、電気抵抗率が低く、優れた導電性を有している。
また、実施例1~15の導電性ペーストでは、せん断強度が1.0kN/cm2以上であり、加熱硬化時には溶剤が十分に揮発する。このため、これらの導電性ペーストは、被印刷物への接着性に優れている。また、実施例1~15の導電性ペーストでは、硬化後の電気抵抗率が1.0×10-3Ω・cm以下、より具体的には、0.8×10-3Ω・cm以下である。すなわち、これらの導電性ペーストの硬化物は、電気抵抗率が低く、優れた導電性を有している。
一方、表1および表2に示すように、20℃における蒸気圧が15Pa以上の溶剤を含む比較例1の導電性ペーストでは、50kPa以下の減圧雰囲気における真空印刷による粘度変化率が、20%を超えるほどに大きい。このため、真空印刷を行う際の50kPa以下の減圧雰囲気において、溶剤が揮発して、粘度が上昇し、真空印刷における印刷性が低下している。
また、表1および表2に示すように、20℃における蒸気圧が0.8Pa未満である溶剤を含む比較例2の導電性ペーストでは、せん断強度が1.0kN/cm2未満と低い。このため、硬化時の熱によっても溶剤が揮発せずに硬化物中に残存し、得られた硬化物の接着性が低下している。20℃における蒸気圧が0.8Pa未満である溶剤を含む比較例2の導電性ペーストでは、硬化時の熱によっても溶剤が揮発せずに硬化物中に残存している。このため、比較例2の導電性ペーストにおける電気抵抗率は、0.9×10-3Ω・cmと実施例に比べて高く、比較例2の導電性ペーストの導電性も低下している。
また、表1および表2に示すように、20℃における蒸気圧が0.8Pa未満である溶剤を含む比較例2の導電性ペーストでは、せん断強度が1.0kN/cm2未満と低い。このため、硬化時の熱によっても溶剤が揮発せずに硬化物中に残存し、得られた硬化物の接着性が低下している。20℃における蒸気圧が0.8Pa未満である溶剤を含む比較例2の導電性ペーストでは、硬化時の熱によっても溶剤が揮発せずに硬化物中に残存している。このため、比較例2の導電性ペーストにおける電気抵抗率は、0.9×10-3Ω・cmと実施例に比べて高く、比較例2の導電性ペーストの導電性も低下している。
本開示の第一の実施形態に係る導電性ペーストは、真空印刷用の導電性ペーストとして好適に用いられることができる。さらに、この導電性ペーストは、プリント回路基板上の導電回路、および、コンデンサの電極等の形成に、使用されることができる。本開示の第一の実施形態に係る導電性ペーストは、特に、三次元実装における半導体装置の部品同士、および、基板と部品等との接合に、好適に使用されることができる。
Claims (12)
- (A)導電性フィラーと、(B)熱硬化性樹脂と、(C)硬化剤と、(D)20℃における蒸気圧が0.8~15Paである溶剤と、を含む、真空印刷用導電性ペースト。
- 前記(D)溶剤の101.325kPaの圧力雰囲気における沸点が180~290℃である、
請求項1に記載の真空印刷用導電性ペースト。 - さらに(E)反応性希釈剤を含む、請求項1又は2に記載の真空印刷用導電性ペースト。
- 前記(A)導電性フィラーが、銀、ニッケル、銅及びこれらの合金からなる群から選択される金属からなる金属粉、並びに金属被覆導電粉末からなる群から選択される少なくとも一種を含む、
請求項1~3のいずれか1項に記載の真空印刷用導電性ペースト。 - 前記(B)熱硬化性樹脂が、エポキシ樹脂、(メタ)アクリル樹脂及びフェノール樹脂からなる群から選択される少なくとも一種の樹脂である、
請求項1~4のいずれか1項に記載の真空印刷用導電性ペースト。 - 前記(C)硬化剤が、フェノール系硬化剤及びイミダゾール系硬化剤である、
請求項1~5のいずれか1項に記載の真空印刷用導電性ペースト。 - 前記(D)溶剤が、アルコール類、グリコールエーテル類、環状エステル類、グリコールエーテルエステル類及びそれらの混合物から選択される、
請求項1~6のいずれか1項に記載の真空印刷用導電性ペースト。 - 前記(D)溶剤が、ブチルカルビトール、ベンジルアルコール、2-フェノキシエタノール、ジエチレングリコールモノヘキシルエーテル、ジメチルフタレート、ジエチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテート、及び、2,2,4-トリメチル-1,3-ペンタジオールモノイソブチラートからなる群から選択される少なくとも一種である、
請求項1~7のいずれか1項に記載の真空印刷用導電性ペースト。 - さらに(F)エラストマーを含む、
請求項1~8のいずれか1項に記載の真空印刷用導電性ペースト。 - さらに(G)カップリング剤を含む、
請求項1~9のいずれか1項に記載の真空印刷用導電性ペースト。 - 前記(B)熱硬化性樹脂の含有量が、前記(A)導電性フィラー100質量部に対して、1~15質量部である、
請求項1~10のいずれか1項に記載の真空印刷用導電性ペースト。 - 前記(D)溶剤の含有量が、前記(A)導電性フィラー100質量部に対して、1~30質量部である、
請求項1~11のいずれか1項に記載の真空印刷用導電性ペースト。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207034064A KR20210025003A (ko) | 2018-06-26 | 2019-05-10 | 진공 인쇄용 도전성 페이스트 |
| CN201980038637.0A CN112292735B (zh) | 2018-06-26 | 2019-05-10 | 真空印刷用导电性浆料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120696A JP2020004524A (ja) | 2018-06-26 | 2018-06-26 | 真空印刷用導電性ペースト |
| JP2018-120696 | 2018-06-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020003765A1 true WO2020003765A1 (ja) | 2020-01-02 |
Family
ID=68986173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/018772 WO2020003765A1 (ja) | 2018-06-26 | 2019-05-10 | 真空印刷用導電性ペースト |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP2020004524A (ja) |
| KR (1) | KR20210025003A (ja) |
| CN (1) | CN112292735B (ja) |
| TW (1) | TWI839358B (ja) |
| WO (1) | WO2020003765A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230105450A1 (en) * | 2020-02-20 | 2023-04-06 | Panasonic Intellectual Property Management Co., Ltd. | Electrically conductive paste for electrolytic capacitor, and electrolytic capacitor |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115985551A (zh) * | 2022-12-28 | 2023-04-18 | 广东南海启明光大科技有限公司 | 一种perc单晶正面导电浆料有机载体、制备方法及其应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002203428A (ja) * | 2000-12-27 | 2002-07-19 | Jsr Corp | 導電性ペースト組成物 |
| JP2005159344A (ja) * | 2003-11-06 | 2005-06-16 | Mitsui Chemicals Inc | 回路基板および多層基板の製造方法 |
| WO2013147235A1 (ja) * | 2012-03-30 | 2013-10-03 | 荒川化学工業株式会社 | 導電ペースト、硬化物、電極、及び電子デバイス |
| JP2017228363A (ja) * | 2016-06-20 | 2017-12-28 | 住友ベークライト株式会社 | 導電性ペースト |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2426861C (en) * | 2000-10-25 | 2008-10-28 | Yorishige Matsuba | Conductive metal paste |
| JP2004234900A (ja) * | 2003-01-28 | 2004-08-19 | Asahi Kasei Corp | 導電性粒子を用いた導電性ペースト、及び、これを用いた接続用シート |
| JP2006147378A (ja) | 2004-11-22 | 2006-06-08 | Tanaka Kikinzoku Kogyo Kk | 導電ペースト |
| JP2007197498A (ja) | 2006-01-24 | 2007-08-09 | Sumitomo Metal Mining Co Ltd | 導電性接着剤 |
| JPWO2012014481A1 (ja) * | 2010-07-30 | 2013-09-12 | 太陽ホールディングス株式会社 | オフセット印刷用導電性ペースト |
| KR102007046B1 (ko) * | 2011-01-26 | 2019-08-02 | 나믹스 가부시끼가이샤 | 도전성 페이스트 및 그 제조 방법 |
| JP2013175559A (ja) | 2012-02-24 | 2013-09-05 | Hitachi Chemical Co Ltd | 接着剤層と配線層よりなる複合層及びそれを形成するための印刷用接着剤層形成インク |
| WO2016088540A1 (ja) * | 2014-12-05 | 2016-06-09 | 三井金属鉱業株式会社 | 導電性組成物並びに配線基板及びその製造方法 |
| CN107205677B (zh) * | 2015-01-14 | 2020-12-25 | 东洋纺株式会社 | 伸缩性电极片、生物体信息计测用接触面 |
| TWI732839B (zh) * | 2016-03-29 | 2021-07-11 | 日商東洋紡股份有限公司 | 延展性導電糊劑及曲面印刷電路板之製造方法 |
| JP2017218469A (ja) * | 2016-06-03 | 2017-12-14 | 株式会社Dnpファインケミカル | 導電性パターン印刷用組成物及び導電性パターンを有する基板の製造方法 |
| JP6900278B2 (ja) * | 2016-08-31 | 2021-07-07 | Dowaエレクトロニクス株式会社 | 銀被覆合金粉末、導電性ペースト、電子部品及び電気装置 |
-
2018
- 2018-06-26 JP JP2018120696A patent/JP2020004524A/ja active Pending
-
2019
- 2019-05-10 KR KR1020207034064A patent/KR20210025003A/ko not_active Application Discontinuation
- 2019-05-10 WO PCT/JP2019/018772 patent/WO2020003765A1/ja active Application Filing
- 2019-05-10 CN CN201980038637.0A patent/CN112292735B/zh active Active
- 2019-05-20 TW TW108117301A patent/TWI839358B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002203428A (ja) * | 2000-12-27 | 2002-07-19 | Jsr Corp | 導電性ペースト組成物 |
| JP2005159344A (ja) * | 2003-11-06 | 2005-06-16 | Mitsui Chemicals Inc | 回路基板および多層基板の製造方法 |
| WO2013147235A1 (ja) * | 2012-03-30 | 2013-10-03 | 荒川化学工業株式会社 | 導電ペースト、硬化物、電極、及び電子デバイス |
| JP2017228363A (ja) * | 2016-06-20 | 2017-12-28 | 住友ベークライト株式会社 | 導電性ペースト |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230105450A1 (en) * | 2020-02-20 | 2023-04-06 | Panasonic Intellectual Property Management Co., Ltd. | Electrically conductive paste for electrolytic capacitor, and electrolytic capacitor |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210025003A (ko) | 2021-03-08 |
| TWI839358B (zh) | 2024-04-21 |
| JP2020004524A (ja) | 2020-01-09 |
| CN112292735B (zh) | 2023-06-06 |
| TW202000809A (zh) | 2020-01-01 |
| CN112292735A (zh) | 2021-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6405867B2 (ja) | 樹脂ペースト組成物及び半導体装置 | |
| CN106459718B (zh) | 导热性导电性粘接剂组合物 | |
| JP4890063B2 (ja) | 樹脂組成物、並びにこの樹脂組成物を用いて得たワニス、フィルム状接着剤及びフィルム状接着剤付き銅箔 | |
| WO2011158753A1 (ja) | 樹脂ペースト組成物 | |
| JP2013007028A (ja) | 封止用シートおよび電子部品装置 | |
| JP4893104B2 (ja) | 導電ペーストおよびそれを用いた電子部品搭載基板 | |
| JP2009001604A (ja) | 導電性接着剤 | |
| JP5293292B2 (ja) | 導電性接着ペースト及び電子部品搭載基板 | |
| US11542417B2 (en) | Conductive resin composition, conductive adhesive, and semiconductor device | |
| JPWO2018181697A1 (ja) | 電極形成用樹脂組成物並びにチップ型電子部品及びその製造方法 | |
| US9249294B2 (en) | Conductive resin composition and cured product thereof | |
| WO2020003765A1 (ja) | 真空印刷用導電性ペースト | |
| JP7185289B2 (ja) | 電磁波シールド用スプレー塗布剤 | |
| WO2020105215A1 (ja) | 高耐電圧放熱絶縁性樹脂組成物、およびそれを用いた電子部品 | |
| JP7340295B2 (ja) | 真空印刷用導電性ペースト | |
| WO2022163609A1 (ja) | 樹脂組成物、樹脂付き金属箔、硬化物、金属ベース基板および電子部品 | |
| JP2018188628A (ja) | 熱硬化性材料 | |
| JP7213050B2 (ja) | 電極形成用樹脂組成物並びにチップ型電子部品及びその製造方法 | |
| KR20170062475A (ko) | 수지 조성물 | |
| JP2010222452A (ja) | 樹脂ペースト組成物及びそれを用いた半導体装置 | |
| JPWO2019167824A1 (ja) | ペースト状接着剤組成物及び半導体装置 | |
| WO1990008809A1 (fr) | Composition conductive pateuse et son durcissement | |
| JP7347704B1 (ja) | 熱硬化性樹脂組成物、シート、及び金属ベース基板 | |
| JP2847563B2 (ja) | 電子線硬化型の導電性ペースト組成物 | |
| JP2010055787A (ja) | 銀ペースト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19825757 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19825757 Country of ref document: EP Kind code of ref document: A1 |