WO2019239921A1 - Feuille d'essuyage - Google Patents
Feuille d'essuyage Download PDFInfo
- Publication number
- WO2019239921A1 WO2019239921A1 PCT/JP2019/021721 JP2019021721W WO2019239921A1 WO 2019239921 A1 WO2019239921 A1 WO 2019239921A1 JP 2019021721 W JP2019021721 W JP 2019021721W WO 2019239921 A1 WO2019239921 A1 WO 2019239921A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wiping sheet
- fiber
- deformed
- fibers
- sheet according
- Prior art date
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43912—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres fibres with noncircular cross-sections
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
- A47L13/17—Cloths; Pads; Sponges containing cleaning agents
Definitions
- the present invention relates to a wiping sheet.
- Patent Document 1 discloses a nonwoven fabric composed of 20 to 80% by mass of multi-leaf flat cross-sectional polyester fibers and 20 to 80% by mass of cellulose fibers.
- This non-woven fabric has high absorption and retention of liquids such as water and chemicals, and has moderate bulkiness and flexibility, so it can be used for interpersonal wiping and cosmetics. It is described in.
- Patent Document 2 discloses a wet cleaning sheet having a base material sheet in which a fiber assembly and a net-like sheet are intertwined with a cleaning liquid.
- This wet cleaning sheet has a macroscopic uneven pattern formed on its cleaning surface, and it is described in the same document that it is excellent in hair capturing performance.
- the present invention is a wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section.
- the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion.
- the major axis of the cross section of the fiber generally faces the direction along the plane perpendicular to the plane of the wiping sheet.
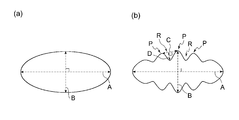
- FIG. 1 (a) and 1 (b) are plan views of a cross-sectional shape of a deformed fiber used in the wiping sheet of the present invention.
- FIG. 2 is a schematic view showing an embodiment of the wiping sheet of the present invention.
- FIG. 3A is an image observed with a scanning electron microscope in a concave portion of a wiping sheet using a deformed fiber having a cross-sectional shape shown in FIG. 1B, and FIG. It is an observation image with a scanning electron microscope in the convex part of the wiping sheet using the irregular-shaped fiber which has the cross-sectional shape shown to b).
- 4 (a) to 4 (e) are enlarged views of main portions of the linear recesses in the wiping sheet of the present invention.
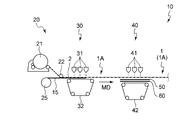
- FIG. 5 is a schematic view of a manufacturing apparatus suitably used for manufacturing the wiping sheet of the present invention.
- FIG. 6 is a schematic view of the concavo-convex portion forming member in the manufacturing apparatus shown in FIG.
- FIG. 7 is a schematic diagram showing the orientation of the cross-section of the deformed fiber during the manufacture of the wiping sheet.
- FIG. 8A is a schematic view of a linear recess forming member in the manufacturing apparatus shown in FIG. 5, and FIG. 8B is a cross-sectional view taken along line AA in FIG.
- Patent Document 1 The non-woven fabric of Patent Document 1 is intended for interpersonal wiping and cosmetic purposes, and does not disclose any garbage collection properties when the floor surface or the like is cleaned. Further, the cleaning sheet of Patent Document 2 has room for improvement with respect to the collection performance of fine particles (dust).
- the present invention relates to a wiping sheet that solves the drawbacks of the prior art.
- wiping includes both the meanings of cleaning and wiping, for example, cleaning of buildings such as floor surfaces, wall surfaces, ceilings and pillars, cleaning of fittings and equipment, wiping of articles, This includes wiping the body and equipment related to the body.
- the wiping sheet of the present invention includes a fiber assembly containing irregularly shaped fibers, preferably mainly composed of irregularly shaped fibers.
- the fibers are accumulated, entangled or bonded to form a fiber assembly.
- the fibers constituting the fiber assembly may or may not be fused together. From the viewpoint of increasing the degree of freedom of the fibers and increasing the collection efficiency of the dirt, it is preferable that the fibers constituting the fiber assembly are not fused together. “Mainly” means that the fiber aggregate constituting the wiping sheet contains 50% by mass or more of deformed fibers.
- the wiping sheet of the present invention may be composed of a single-layer fiber assembly including deformed fibers when focusing on one fiber assembly, or a layer including deformed fibers and a layer not including deformed fibers. And a fiber assembly having a multilayer structure. Further, the wiping sheet of the present invention may be composed of a fiber assembly having a multilayer structure including a layer including a first deformed fiber and a layer including a second deformed fiber different from the first deformed fiber. .
- the wiping sheet of the present invention may be composed of only one fiber assembly (whether a single layer or multiple layers) containing deformed fibers, or the first fiber assembly including deformed fibers and deformed fibers. You may have the multilayer structure of the multiply which overlap
- the proportion of the irregularly shaped fibers is such that when the wiping sheet is composed of a fiber assembly having a single-layer structure, it is possible to achieve both the ability to collect fine particle dirt and the ability to collect fiber dirt such as hair. Therefore, it is preferably 50% by mass or more, more preferably 60% by mass or more, and still more preferably 70% by mass or more.
- the fibers that can be contained in the wiping sheet of the present invention in addition to the irregular fibers are fibers having a perfect circle in the cross section (in the present specification, fibers having a perfect circle in the cross section are also referred to as “non-deformed fibers”). .
- non-shaped fibers are preferably contained in a proportion of at most 50% by mass, more preferably at most 40% by mass, even more preferably. Is contained in a proportion of 30% by mass or less.
- the deformed fiber contained in the wiping sheet of the present invention refers to a fiber having a flat cross-sectional shape (cross section perpendicular to the fiber length direction).
- the cross-section of the fiber is flat.
- the cross-section of the fiber is A, the length of the longest line segment crossing the cross-section, orthogonal to the line segment and crossing the cross-section.
- the length A is longer than the length B, where B is the length of the longest line segment. That is, the deformed fiber has a major axis and a minor axis in its cross section.
- the deformed fiber is preferably line symmetric with the line segment of length A as a symmetric line.
- Examples of the deformed fiber having such a cross-sectional shape of the fiber include those having a cross-sectional shape such as an elliptical shape shown in FIG. 1 (a) and a multilobal shape shown in FIG. 1 (b).
- the length A is the major axis of the ellipse and the length B is the minor axis of the ellipse (hereinafter referred to as the irregular fiber in this specification).
- the length A is also referred to as “major axis” and the length B is also referred to as “minor axis”, regardless of the cross-sectional shape. Since the deformed fiber has such a cross section, the bending rigidity of the constituent fiber can be made anisotropic, and as a result, fiber dirt such as hair can be easily entangled.
- the deformed fiber has a bending rigidity in a cross-section in a direction along the major axis (hereinafter also referred to as the major axis direction) and a direction along the minor axis (hereinafter also referred to as the minor axis direction).
- the bending stiffness (EI) is expressed by the product of the Young's modulus (E) of the constituent material and the cross-sectional second moment (I) determined by the cross-sectional shape and size of the fiber. Since the deformed fibers are made of the same material and have a constant Young's modulus, the bending rigidity of the deformed fibers is determined by the magnitude of the second moment of section in the cross section of the deformed fibers.
- the cross-sectional secondary moment in the cross section of the deformed fiber is large in the major axis direction of the cross section and decreases in the minor axis direction. Therefore, the deformed fiber exhibits high bending rigidity by abutting against the surface to be cleaned so that the angle between the major axis direction in the cross section and the surface to be cleaned is substantially perpendicular. Due to this, it is possible to scrape and hook fiber dirt present on the surface to be cleaned.
- the deformed fiber comes into contact with the surface to be cleaned so that the angle between the minor axis direction and the surface to be cleaned in the cross section is substantially a right angle, and thus has a low bending rigidity compared to the contact in the major axis direction. . Due to this, the fiber dirt can be entangled.
- the wiping sheet can improve the collection performance of fiber dirt effectively by including a deformed fiber.
- the deformed fiber contained in the wiping sheet has an important relationship in terms of fiber dirt collection performance in terms of the angle between the major axis in the cross section and the surface of the wiping sheet.
- this orientation is also referred to as “fiber cross section orientation”
- the angle of the major axis in the cross section and the surface of the wiping sheet is less than 45 degrees.
- the major axis of the transverse section is substantially in the direction along the surface of the wiping sheet
- the angle between the major axis of the transverse section and the surface of the wiping sheet is The ratio of the number of irregularly shaped fibers having an angle of 45 ° or more is defined as “the major axis of the transverse section is generally in the direction along the plane perpendicular to the surface of the wiping sheet” when the number ratio is 50% or more.
- the deformed fiber used in the present invention has a convex shape having a sharp top in its cross-sectional shape.
- it has at least one part, more preferably two or more, more preferably three or more.
- a sharp apex is, for example, when the contour of the convex portion in the cross-sectional shape of the deformed fiber is defined by (a) two non-parallel straight lines intersecting (b) one straight line and one And (c) a case where two curves are intersected, and the like.
- the deformed fiber shown in FIG. 1B has eight sharp apexes.
- the sharp apex preferably extends in a direction intersecting the major axis, and preferably extends in a direction perpendicular to the major axis.
- one type of deformed fiber may be used alone, or two or more types of deformed fibers having different cross-sectional shapes may be used in combination.
- the cross-sectional shape thereof is, for example, a triangle, a convex polygon such as a quadrangle, a pentagon and a hexagon, provided that it has a ratio of a major axis and a minor axis described later, It may be a star polygon, a W shape, or the like.
- FIG. b when the contour line in the cross section of the deformed fiber is viewed along the circumferential direction, it has a shape having a plurality of convex portions P and concave portions R located between adjacent convex portions P. It is preferable.
- the wiping sheet of the present invention composed of a fiber assembly containing the above-described irregular fibers is a substantially rectangular sheet having a longitudinal direction X and a width direction Y orthogonal to the direction, as shown in FIG.
- the wiping sheet 1 has an uneven portion of a macroscopic pattern having a curved portion on at least one surface thereof. From the viewpoint of effectively collecting fiber stains such as hair and fine particle stains, it has an uneven portion of a macroscopic pattern having a curved portion on the surface side used as a wiping surface (a surface in contact with the surface to be wiped). It is more preferable.
- a concave portion 3 and a convex portion 4 constituting a concave and convex portion are formed on one surface of the wiping sheet 1.
- the boundary line between the concave portion 3 and the convex portion 4 has a curved portion when viewed macroscopically.
- the other surface when the concavo-convex portion of the macroscopic pattern is formed on one surface is flat without forming the concavo-convex portion derived from the concavo-convex portion of the macroscopic pattern.
- the concave and convex portions of the macroscopic pattern are not limited to the macroscopic pattern shown in the figure.
- the macroscopic pattern disclosed in Japanese Patent Application Laid-Open No. 2017-113282 and figures such as straight lines, curves, circles, and polygons are appropriately combined. It may be a macroscopic pattern.
- a curved shape is a figure that constitutes a concavo-convex part except for a curve that constitutes a microscale fine hole or a curve that constitutes a water drain hole having a diameter of about 1.5 to 2 mm. This means that it can be visually confirmed that a part of the side is a curved line.
- the area of each convex part 4 surrounded by the concave part 3 is 300 mm 2 or more. It is preferable to form the concave portion 3 and the convex portion 4. By having such a macroscopic pattern uneven part, there is also an advantage that the design of the wiping sheet itself is improved.
- the wiping sheet of the present invention has a concave portion 3 and a convex portion constituting the concavo-convex portion of the macroscopic pattern due to the fact that the cross-section of the deformed fiber that is the constituent fiber is a flat shape having a major axis and a minor axis.
- the fiber orientation is different.
- the deformed fibers present in the recesses 3 are oriented so that their flat surfaces are directed to the surface of the wiping sheet (paper surface direction in FIG. 2), and the deformed fibers present in the protrusions 4 are flattened.
- the surface is oriented so as to face a surface orthogonal to the surface of the wiping sheet (a surface orthogonal to the paper surface in FIG. 2).
- the deformed fiber existing in the concave portion 3 has a major axis in the transverse section thereof generally facing the direction along the surface of the wiping sheet
- the deformed fiber present in the convex section 4 has a minor axis in the transverse section. It generally faces the direction along the surface of the wiping sheet.
- the major axis of the cross-section of the deformed fiber is generally in the direction along the surface of the wiping sheet” means that when 10 or more deformed fibers are to be observed, 50% or more of the deformed fibers (based on the number) However, it means that the angle formed between the major axis of the irregularly shaped fiber and the surface of the wiping sheet is less than 45 degrees (hereinafter also referred to as “major axis orientation”). Further, “the major axis of the cross section of the deformed fiber is generally in the direction along the plane perpendicular to the surface of the wiping sheet” means that 50% of the deformed fiber is observed when ten or more deformed fibers are observed. The above (number basis) means that the angle formed between the major axis of the deformed fiber and the surface of the wiping sheet is 45 degrees or more (hereinafter also referred to as “short axis orientation”).
- the proportion of the irregular fibers existing in the recesses in the macroscopic pattern is oriented in the direction along the surface of the wiping sheet in terms of the number of irregular fibers.
- 50% or more is preferable, 60% or more is more preferable, 100% or less is preferable, 80% or less is more preferable, specifically, 50% or more and 100% or less is preferable, and 60% or more and 80% or less is preferable. Is more preferable.
- the major axis of the cross section is oriented toward the direction along the plane perpendicular to the surface of the wiping sheet.
- the proportion is preferably 50% or more, more preferably 60% or more, more preferably 100% or less, still more preferably 80% or less, more specifically 50% or more and 100% or less, based on the number of deformed fibers. Preferably, it is 60% or more and 80% or less.
- the orientation ratio can be calculated from the number of deformed fibers satisfying the above-mentioned orientation criteria by observation using a scanning electron microscope (SEM).
- the cross-sectional orientation of the deformed fibers is determined by measuring the long and short diameters of the cross-section of the deformed fibers constituting the fiber assembly, and then the deformed fibers observed on the measurement target surface of the wiping sheet
- the fiber diameter can be measured and calculated.
- These major axis, minor axis, and fiber diameter can be measured by the following method, for example, by observing with a scanning electron microscope (SEM).
- 3 (a) and 3 (b) show the wiping surface of the wiping sheet when the irregular shaped fiber (major axis 20.0 ⁇ m, minor axis 9.0 ⁇ m) having the cross-sectional shape shown in FIG. 1 (b) is used.
- the image which observed this with the scanning electron microscope (SEM) is shown.
- SEM scanning electron microscope
- the wiping sheet of the present invention has a macroscopic pattern unevenness as shown in FIG. 2 from the viewpoint of excellent collection of fine particles and excellent collection of fibers such as hair on a wet surface to be cleaned.
- a linear recess 5 that is recessed from one surface of the wiping sheet 1 toward the other surface is formed.
- the linear recess 5 extends in a straight line, and a plurality of linear recesses 5 are formed so as to face one direction.
- a plurality of extending directions of the linear recess 5 are formed along the longitudinal direction X of the wiping sheet 1, but “one direction” is a reference direction (for example, If the angle formed by the longitudinal direction X) and the linear recess 5 in the figure is preferably 45 degrees or less, more preferably less than 30 degrees, and even more preferably less than 20 degrees, the effect of the present invention is exhibited.
- one linear recess 5 along the reference direction (longitudinal direction X in FIG. 4).
- the adjacent linear recesses 5 are line symmetric with respect to a direction orthogonal to the reference direction (width direction Y in the figure) as the symmetry axis 5S (FIG. 4).
- a plurality of linear recesses 5 may be formed so that the extending directions are substantially the same (see FIG.
- a plurality of linear recesses 5 are arranged in series at intervals in the extending direction (longitudinal direction X in the figure), and form a line of linear recesses 5. Yes.
- a plurality of rows of linear recesses 5 are arranged at intervals in the width direction Y of the wiping sheet 1.
- the linear recesses 5 may have the same length or different lengths. Further, the distance between the rows of the linear recesses 5 may be the same or different.
- FIG. 2 shows a state in which rows of a plurality of linear recesses 5 made up of a plurality of linear recesses 5 having the same length are arranged at substantially equal intervals, and the linear recesses 5 extend. The positions of the two end portions of the linear concave portions 5 adjacent to each other in the direction orthogonal to the direction coincide with each other in the X direction.
- the linear recess 5 may be formed on both surfaces of the wiping sheet, or may be formed only on one surface of the sheet. Further, when the linear concave portion 5 is formed on the surface of the wiping sheet on the side having the concave and convex portions of the macroscopic pattern, it may be formed on the entire surface of the sheet, and is formed only on the concave portion 3 of the macroscopic pattern of the sheet. It may be formed, and may be formed only on the convex portion 4 of the macroscopic pattern of the sheet. When the linear concave portion 5 is formed on one surface of the wiping sheet, a linear convex portion complementary to the linear concave portion 5 may be formed on the other surface, and the linear convex portion is not formed. It may be flat.
- the linear recess 5 is formed on the other side from the side on which the macroscopic pattern uneven part is formed. It is preferably formed so as to be recessed toward the surface, and it is more preferable that a linear concave portion is formed only on the convex portion of the macroscopic pattern of the wiping sheet.
- the wiping sheet in which the linear recess 5 is formed has a different ability to collect fine particle dirt and fiber dirt such as hair due to the different orientation directions in the cross section of the deformed fibers existing around the linear recess 5. It is excellent in terms of compatibility. In particular, when the wiping sheet of the present invention is used on wet surfaces to be cleaned such as changing rooms, washrooms, and kitchens in the vicinity of a bathroom, the ability to collect fiber stains such as hair is further improved. As shown in FIG. 4 (e), in the linear recess 5, a region located between two linear recesses 5 and 5 adjacent in a direction orthogonal to the extending direction of the linear recess 5 is defined as a first region 7.
- the deformed fibers present in the first region 7 are oriented in a direction in which the major axis of the cross section of the fibers is along a plane orthogonal to the plane of the wiping sheet. That is, the deformed fiber existing in the first region 7 has a minor axis orientation.
- the deformed fibers in the first region 7 have a major axis of the cross section of the fiber that is the same as the surface of the wiping sheet 1.
- the ratio of orientation in the direction along the orthogonal plane is oriented in the direction along the plane in which the major axis of the cross section of the deformed fiber existing in the convex portion 4 in the macroscopic pattern is orthogonal to the plane of the wiping sheet 1 It is higher than the percentage that you are doing.
- the deformed fibers present in the first region 7 have a higher proportion of minor axis orientation than the deformed fibers present in the convex portions 4 in the macroscopic pattern.
- the proportion of the deformed fibers present in the first region 7 is oriented in the direction along the plane perpendicular to the plane of the wiping sheet 1 in terms of the major axis of the cross section of the fibers is based on the number of the deformed fibers. 50% or more, preferably 60% or more, more preferably 100% or less, further preferably 80% or less, specifically 50% or more and 100% or less, preferably 60% or more and 80% or less. Further preferred. These orientation ratios can be calculated by the SEM observation described above.
- the length L1 of the linear recess 5 is preferably 1 mm or more when the dimension of the wiping sheet is 285 mm ⁇ 205 mm, as described in the examples, and is preferably 3 mm or more. More preferably, it is 50 mm or less, and more preferably 20 mm or less.
- the width W1 of the linear recess 5 is preferably 0.1 mm or more, more preferably 0.5 mm or more, and preferably 10 mm or less. More preferably, it is 5 mm or less.
- the depth of the linear recess 5 in the sheet thickness direction is preferably 0.01 mm or more, more preferably 0.1 mm or more, and preferably 5 mm or less, and 2 mm or less. More preferably.
- the distance L2 (see FIG. 4 (e)) between the two linear recesses 5 and 5 adjacent in the direction orthogonal to the extending direction of the linear recess 5 is 285 mm ⁇ 205 mm as described in the embodiment. Is approximately 0.1 mm or more, more preferably 0.5 mm or more, more preferably 30 mm or less, and even more preferably 10 mm or less.
- a distance L3 (see FIG. 4E) between two linear concave portions 5 and 5 adjacent in the extending direction of the linear concave portion 5 is preferably 0.1 mm or more, and is 0.5 mm or more. More preferably, it is preferably 30 mm or less, and more preferably 10 mm or less.
- a region located between two linear concave portions adjacent to each other in the extending direction of the linear concave portion 5 is a second region.
- the deformed fiber existing in the first region 7 has its fiber length direction oriented along the direction in which the linear recessed portion 5 extends more than the deformed fiber present in the second region 8. Is preferred.
- the proportion of the deformed fibers present in the first region 7 is higher than the deformed fibers present in the second region 8 along the longitudinal direction X, which is the direction in which the linear recess 5 extends.
- the wiping sheet of the present invention is moved in the direction along the width direction Y, the contact area between the fiber surface of the deformed fibers and the surface to be wiped increases. Therefore, the particulate dirt and the fiber dirt such as the hair existing on the surface to be wiped can be easily entangled, and as a result, the collection ability of the fiber dirt such as the particulate dirt and the hair becomes higher.
- the proportion of the deformed fibers present in the first region 7 in which the fiber length direction is oriented along the extending direction of the linear recess 5 is preferably 50% or more, based on the number of deformed fibers, and 60%. More preferably, it is preferably 100% or less, more preferably 90% or less, specifically 50% or more and 100% or less, and more preferably 60% or more and 90% or less.
- the deformed fiber existing in the second region 8 has a ratio in which the fiber length direction is oriented along the extending direction of the linear recess 5 in the deformed fiber existing in the first region 7 and the second region 8.
- the number of deformed fibers is preferably 0% or more, more preferably 10% or more, and 50% or less. It is preferably 40% or less, specifically 0% or more and 50% or less, more preferably 10% or more and 40% or less.
- the proportion of the deformed fiber that is oriented along the extending direction of the linear recess 5 is determined by, for example, observing the target portion of the sample with a clear direction by SEM, and the angle between the extending direction of the linear recess 5 and the fiber is 45 degrees or more The number of fibers can be measured.
- the deformed fiber is composed of a fiber-forming resin as a raw material.
- a fiber-forming resin examples include various thermoplastic resins.
- the thermoplastic resin include polyolefin resins such as polyethylene and polypropylene, polyester resins such as polyethylene terephthalate, polyamide resins, vinyl resins such as polyvinyl chloride and polystyrene, and acrylic resins such as polyacrylic acid and polymethyl methacrylate.
- fluororesins such as polyperfluoroethylene can be used, and one of them can be used alone or two or more can be used in combination.
- the fineness of the irregularly shaped fibers contained in the wiping sheet is preferably 0.5 dtex or more, more preferably 1 dtex or more, and 1.2 dtex or more from the viewpoint of operability during wiping and dirt collection efficiency. More preferably, the upper limit is preferably 4 dtex or less, more preferably 3.5 dtex or less, and even more preferably 3 dtex or less.
- the fiber length of the deformed fiber is generally 1 mm or more and 100 mm or less, more preferably 10 mm or more and 90 mm or less, and further preferably 20 mm or more and 60 mm or less, although it depends on the fiber production method.
- the ratio (A / B) of the length A to the length B described above is preferably 1.2 or more, more preferably 1.5 or more, still more preferably 2 or more, and The upper limit is preferably 5 or less, more preferably 4 or less, and still more preferably 3 or less.
- the value of A / B is preferably 1.2 or more and 5 or less, more preferably 1.5 or more and 4 or less, and further preferably 2 or more and 3 or less.
- the length A is preferably 1 ⁇ m or more, preferably 5 ⁇ m or more, provided that the above A / B range is satisfied. More preferably, it is 10 ⁇ m or more, and the upper limit thereof is preferably 80 ⁇ m or less, preferably 50 ⁇ m or less, and preferably 25 ⁇ m or less. From the same viewpoint, the length B is preferably 0.2 ⁇ m or more, more preferably 1 ⁇ m or more, and more preferably 2 ⁇ m or more, provided that the above A / B range is satisfied. The upper limit is preferably 40 ⁇ m or less, preferably 20 ⁇ m or less, and preferably 15 ⁇ m or less.
- the value of C for calculating the value of C / D is all The average value of C values is used.
- the value of D for calculating the value of C / D is the average value of all the values of D.
- the values are average values of C and D.
- the length C is preferably 0.1 ⁇ m or more, provided that the above C / D range is satisfied, and is 0.5 ⁇ m or more. More preferably, it is more preferably 1 ⁇ m or more, and the upper limit thereof is preferably 20 ⁇ m or less, preferably 10 ⁇ m or less, and preferably 5 ⁇ m or less. From the same viewpoint, the length D is preferably 0.1 ⁇ m or more, more preferably 0.5 ⁇ m or more, and more preferably 1 ⁇ m or more on condition that the above-mentioned C / D range is satisfied. Further, the upper limit thereof is preferably 20 ⁇ m or less, preferably 10 ⁇ m or less, and preferably 5 ⁇ m or less.
- the above lengths A to D can be measured by the following measuring method. That is, the produced fiber assembly was cut using a razor or the like while maintaining the cross-sectional shape of the fiber, and then the cross-section was vacuum-deposited with Pt. Using a scanning electron microscope (manufactured by JEOL Ltd., JSM-IT100), observe the cross-section of the Pt-deposited fiber assembly at a magnification of 500 to 1000 times, and use the attached software length measurement tool above Lengths A to D were measured respectively.
- the fineness of the fibers is 0.6 dtex or more from the viewpoint of operability during wiping and collection efficiency of dirt.
- Is preferably 1.0 dtex or more, more preferably 1.2 dtex or more. Further, it is preferably 4.0 dtex or less, more preferably 3.5 dtex or less, and further preferably 3.0 dtex or less.
- the wiping sheet of the present invention may be composed only of deformed fibers, and may further include other fibers.
- other fibers for example, natural fibers such as wood pulp, cotton and silk, regenerated fibers such as rayon and cupra, and hydrophilic fibers such as refined fibers such as lyocell, and the above-described thermoplastic resin may be used. It can. These raw materials can be used alone or in combination of two or more.
- the other fiber may have a perfect circle (non-shaped) or a flat shape (unshaped) in cross section.
- the other fibers are preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less. Contained.
- the strength of the wiping sheet in terms of the appropriate basis weight of the fiber aggregate constituting the wiping sheet 40 g / m 2 or more preferably, 45 g / m 2 or more preferably, 50 g / m 2 or more is more preferably, also the upper limit thereof is preferably 140 g / m 2 or less, more preferably 100 g / m 2 or less, 80 g / m 2 or less is more preferable.
- the basis weight of the fiber aggregate constituting the wiping sheet is preferably 40 g / m 2 or more and 140 g / m 2 or less, more preferably 45 g / m 2 or more and 100 g / m 2 or less, and 50 g / m 2 or more. 80 g / m 2 or less is more preferable.
- the thickness of the wiping sheet is preferably 0.5 mm or more under a load of 40 N / m 2 , more preferably 1.0 mm or more, and the upper limit is 2 under the same load. It is preferably 5 mm or less, and more preferably 3 mm or less.
- the wiping sheet may be used in the state of wiping the fiber assembly as it is (so-called dry mode), or in a mode (so-called wet mode) in which a cleaning liquid is applied, sprayed, supported or impregnated on the fiber assembly. May be.
- These aspects can be selected according to the type of dirt adhering to the surface to be wiped and the physical properties of the object to be wiped. From the viewpoint of increasing the cleaning efficiency on the surface to be wiped, it is preferable that a cleaning liquid is carried on the fiber assembly constituting the wiping sheet. Since the fiber assembly contains irregularly shaped fibers, the gap between the fibers can be increased, and as a result, the liquid retaining property of the cleaning liquid in the wiping sheet is improved.
- the wiping sheet of the present invention can be used in a wet manner even when the wiping sheet is used on wet surfaces to be cleaned such as changing rooms, washrooms, and kitchens near the bathroom. It is possible to make it easier to entangle the fiber stains.
- the cleaning liquid carried on the sheet is of a general composition used for a wet wiping sheet, such as water alone or an aqueous solution containing additives. be able to.
- the additive used in the cleaning liquid include surfactants, bactericides, fragrances, fragrances, deodorants, pH adjusters, alcohol, and abrasive particles.
- the wiping sheet of the present invention preferably further includes a scrim net for supporting the fiber assembly constituting the sheet.
- the scrim net is preferably disposed in the central region in the thickness direction of the fiber assembly.
- the scrim net is capable of being intertwined integrally with the irregular fibers constituting the fiber assembly, and examples thereof include a net shape, a lattice shape, and a strand shape.
- Resin can be used as a raw material constituting the scrim net.
- the resin include polyolefin resins such as polyethylene and polypropylene; polyester resins such as polyethylene terephthalate; polyamide resins such as nylon 6 and nylon 66; acrylonitrile resins such as polyacrylonitrile; vinyl resins such as polyvinyl chloride and polystyrene; Vinylidene-based resins such as vinylidene chloride can be used.
- the diameter of the scrim (diameter in the cross section) can be appropriately adjusted according to the degree of entanglement of the fiber, but is 10 ⁇ m or more. It is preferably 500 ⁇ m or more, more preferably 2000 ⁇ m or less, and even more preferably 1000 ⁇ m or less.
- the wire diameter of the scrim may be partially different or the same, and when the wire diameter is partially different, the wire diameter of the scrim is an average value.
- the basis weight of the scrim is preferably 1 g / m 2 or more, more preferably 3 g / m 2 or more, preferably 20 g / m 2 or less, and more preferably 10 g / m 2 or less.
- FIG. 5 shows a manufacturing apparatus 10 that is preferably used for manufacturing a wiping sheet.
- the manufacturing apparatus 10 includes a web forming unit 20, a water entangling unit 30, and a pattern forming unit 40 in this order along the conveyance direction (MD direction).
- This manufacturing method is roughly divided into two steps, that is, a step of forming a fiber assembly including deformed fibers by hydroentanglement and a step of forming a macroscopic pattern uneven portion on one surface of the fiber assembly.
- the transport direction (MD direction) and the longitudinal direction X match, and the direction orthogonal to the transport direction and the width direction Y match.
- the web of the deformed fiber 2 is fed out from the card machine 21 in the web forming unit 20 through the guide roll 22.
- the scrim 15 is drawn
- FIG. The webs and scrims of deformed fibers are laminated by these feedings.
- the web of deformed fibers 2 (or the laminate of the deformed fibers 2 and the scrim 15) is conveyed in the MD direction by the first support belt 32 through which water can permeate.
- the entanglement process is performed by the high-pressure water flow ejected from the nozzle 31 (entanglement process).
- the deformed fibers 2 are entangled to form a fiber assembly 1A including the deformed fibers.
- the deformed fiber 2 and the scrim 15 are integrally entangled by this process, and the deformed fiber fiber assembly 1A in which the scrim is arranged is formed by this process. Is formed.
- the water pressure blown from the first water nozzle 31 is preferably 30 kg / cm 2 or more and 80 kg / cm 2 or less, more preferably 40 kg / cm 2 or more and 60 kg / cm 2 or less, and the MD of the web of the deformed fiber 2 It can be manufactured by setting the conveying speed in the direction to preferably 2 m / min or more and 10 m / min or less, and more preferably 4 m / min or more and 8 m / min or less.
- a high-pressure water stream is sprayed on the fiber assembly 1A containing deformed fibers to form an uneven portion of a macroscopic pattern on one surface of the fiber assembly (pattern forming step).
- the water pressure sprayed from the second water flow nozzle 41 and the conveying speed of the fiber assembly can be set in the same range as in the entanglement process.
- a high-pressure water stream is sprayed from the second water stream nozzle 41 to one surface of the fiber assembly 1A conveyed from the water stream entangled part 30.
- the high-pressure water flow of the fiber assembly 1A is sprayed.
- the concave and convex portions 3 and 4 complementary to the concave and convex shape of the concave and convex portion forming member 50 can be formed on the surface opposite to the surface to be formed.
- grooved part formation member 50 is comprised from the metal and the synthetic resin.
- the deformed fiber 2 that is a constituent fiber of the fiber assembly 1A located in the convex portion forming concave portion 50b of the concave portion and convex portion forming member 50 is projected into the concave portion 50b, and the concave portion and convex portion forming member 50 is provided with a concave portion.
- the deformed fiber 2 located on the convex portion 50a is depressed in the thickness direction of the aggregate.
- the water sprayed in the hydroentanglement is transmitted downward through the convex portion forming concave portions 50b of the concave and convex portion forming member 50 and the drain holes 50c provided in the concave portion forming convex portions 50a.
- the wiping sheet of the present invention includes irregularly shaped fibers having a flat cross section as its constituent fibers, the orientation of the irregularly shaped fibers in the cross section of the concave portions 3 and the convex portions 4 formed in the pattern forming step. are different.
- the flat surface of the deformed fiber having a relatively large surface area at the portion where the concave portion forming convex portion 50 a exists on the lower surface of the deformed fiber 2 (that is, the portion where the concave portion 3 is formed on the wiping sheet). Is strongly pressed against one surface of the recess forming convex portion 50a by the water pressure of the high pressure water flow W.
- the deformed fiber existing in the recess 3 has an orientation (major axis orientation) in which the major axis in the cross section faces the direction along the surface of the wiping sheet.
- the deformed fiber present in the part in the part where the convex part forming concave part 50b is present on the lower surface of the deformed fiber 2 (that is, the part where the convex part 4 is formed on the wiping sheet), the deformed fiber present in the part. Since the orientation in the cross section thereof can be changed, the major axis in the cross section of the deformed fiber faces the direction along the plane perpendicular to the plane of the wiping sheet so that the resistance force due to the high-pressure water flow W is not easily received (that is, Minor axis orientation). Thus, in the recessed part 3 and the convex part 4, the orientation in the cross section of a deformed fiber becomes different, respectively.
- the linear recess forming member 60 In order to form a plurality of linear recesses 5 in addition to the macroscopic pattern irregularities on the wiping sheet, as shown in FIG. 5, between the irregularity forming member 50 and the second support belt 42, for example, By arranging the linear recess forming member 60 having the structure as shown in FIGS. 8A and 8B, the linear recess 5 can be formed on one surface of the wiping sheet.
- Both linear members 60a and 60b are made of metal or synthetic resin.
- the first linear members 60a have, for example, a circular or elliptical cross section, and a plurality of the first linear members 60a are arranged at substantially equal intervals so as to be parallel to each other in a direction intersecting the MD direction.
- the first linear members 60a are preferably arranged so as to be located on the same plane.
- one spiral second linear material 60b is wound around two adjacent linear linear materials 60a.
- the winding directions and pitches of the adjacent second linear members 60b are the same, but may be different.
- the second linear member 60b has a cross-sectional shape in which one or a plurality of linear members having a circular cross section with the same diameter are arranged in parallel.
- the second linear member 60b is wound so that the line connecting the centers of the linear members 60b in the cross section thereof is parallel to the first linear member 60a at any position of the second linear member 60b. It is.
- the second linear member 60b may be circular or elliptical in cross section.
- the second linear member 60b may be wound so as to draw an ellipse as shown in FIG. 8B as viewed from the winding axial direction, or may be wound so as to draw a perfect circle or a triangle. Good.
- An interval Ap (pitch Ap; see FIG. 8A) between adjacent first linear members 60a in the linear recess forming member 60 is a length L1 in the linear recess 5 (see FIG. 4E). Although it is determined and can be appropriately adjusted according to the desired length L1 of the linear recess 5, it is preferably 1 mm or more and 50 mm or less, and more preferably 3 mm or more and 20 mm or less. Further, the winding interval Bp (pitch Bp; see FIG. 8A) between the second linear members 60b in the linear recess forming member 60 is the same as the interval L2 in the linear recess 5 (see FIG. 4E). Although it is determined and can be appropriately adjusted according to the desired interval L2, it is preferably 0.1 mm or more and 30 mm or less, and more preferably 0.5 mm or more and 10 mm or less.
- the width Bd (see FIG. 8B) of the second linear member 60b determines the width W1 (see FIG. 4E) in the linear recess 5, and the desired linear recess 5
- the width W1 can be adjusted as appropriate, but is preferably 0.1 mm or more and 10 mm or less, more preferably 0.5 mm or more and 5 mm or less.
- the winding diameter Bh of the second linear material 60b determines the depth of the linear recess 5 in the sheet thickness direction, and can be appropriately adjusted in relation to the water pressure of the high-pressure water flow and the conveyance speed.
- the water flow blown from the second water flow nozzle 41 toward the upper surface side of the fiber assembly 1 ⁇ / b> A has its lower surface on the upper surface of the recess forming convex portion 50 a in the uneven portion forming member 50. Press it so that it is in close contact.
- the deformed fiber 2 located in the convex forming recess 50b of the concave / convex forming member 50 is projected into the concave 50b.
- the deformed fiber 2 protruding into the convex forming recess 50b is pressed against the second linear member 60b in the linear concave forming member 60 by a high-pressure water flow.
- the fiber assembly 1A pressed against the second linear material 60b is depressed in the thickness direction of the aggregate 1A, and a plurality of linear recesses 5 complementary to the shape of the second linear material 60b are formed.
- the deformed fiber positioned on the second linear material 60b is caused by the second linear material by high-pressure water flow. While being pressed against 60b, the fibers are further divided through the linear material 60b toward the space 60R defined between the adjacent second linear materials 60b. Since the space 60R is configured to be smaller than the area of the convex-forming concave portion 50b in the concave-convex portion forming member 50, the pressure of the high-pressure water flow passing through the space 60R is higher than the pressure of the sprayed water. Become.
- the deformed fiber existing in the space 60R is oriented so that the major axis in the cross section of the deformed fiber is in a direction along the plane orthogonal to the surface of the wiping sheet so that the pressure (external force) due to the high-pressure water flow W is less likely to be received.
- the ratio becomes higher than the ratio of the deformed fibers existing in the convex portion 4 (that is, the ratio of the minor axis orientation is further increased).
- the irregular fibers are further separated through the second linear member 60b, whereby the irregular fibers are oriented in the length direction of the second linear member 60b. That is, the deformed fiber 2 present in the first region 7 located between the formed linear recesses 5 is oriented along the direction in which the linear recesses 5 extend.
- a linear recess can be formed while forming an uneven portion of a macroscopic pattern having a curved portion on one surface of the wiping sheet, and the deformed fibers present in adjacent linear recesses are The orientation of the major axis in the cross section is different.
- the fiber assembly 1A manufactured as described above may be used as a dry wiping sheet as it is after being formed into a rectangular shape as shown in FIG. 2, for example, and a cleaning liquid is applied to the fiber assembly 1A in the wiping sheet 1. It can be supported (supporting step) and used as a wet wiping sheet.
- the carrying amount of the washing liquid carried on the fiber assembly 1A is preferably 1 g / sheet or more when the dimension of the wiping sheet 1 is 285 mm ⁇ 205 mm as described in the examples below, for example. 10 g / sheet or more is more preferable, 40 g / sheet or less is preferable, and 25 g / sheet or less is more preferable. In other words, preferably 17 g / m 2 or more, more preferably 117 g / m 2 or more, preferably 690 g / m 2 or less, more preferably 430 g / m 2 or less.
- the wiping sheet manufactured in this way is attached to a cleaning tool such as a wiper sheet alone or a wiper, and flooring, wall and other buildings, cupboards, window glass, mirrors, doors, door knobs and other fittings, It can be used for furniture such as rugs, carpets, desks, kitchens, toilets, body cleaning, sanitary products, and packaging.
- the uneven portion of the macroscopic pattern shown in FIG. 3 is formed only on one surface, but may be formed on the other surface in addition to the one surface.
- the fiber assembly is inverted and further the pattern formation step is performed, so that the other surface is also macroscopic. Uneven portions of the pattern can be formed.
- a second card machine is arranged, and a fiber web other than irregularly shaped fibers is fed out from the card machine, and irregularly shaped fibers It may be laminated on the web. Thereafter, by performing an entanglement step, a fiber assembly including fibers other than the irregularly shaped fibers can be formed in addition to the irregularly shaped fibers.
- the entanglement process and the pattern formation process are performed in separate processes, but these may be performed in the same process.
- an uneven portion forming member 50 (and, if necessary, a linear recessed portion forming member 60) is arranged between the deformed fiber web and the first support belt 32, and the fibers are entangled.
- an uneven portion or a linear recess portion of a macroscopic pattern may be formed.
- the formation of the concave and convex portions of the macroscopic pattern and the formation of the linear concave portions are performed in the same step, but these formations may be performed in different steps.
- the pattern forming step after only forming the uneven portion forming member 50 to form the uneven portion of the macroscopic pattern on one surface of the fiber assembly, only the linear recessed portion forming member 60 is provided to flow the water flow. By spraying, the linear recessed part 5 can be formed in the whole surface of a wiping sheet.
- a wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section In the concave portion and the convex portion constituting the concave and convex portion, the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion.
- a wiping sheet in which the major axis of the cross section of the fiber is generally oriented in a direction along a plane perpendicular to the plane of the wiping sheet.
- the said irregular shaped fiber is a wiping sheet as described in said ⁇ 1> which has a major axis and a minor axis in the cross section.
- the deformed fibers present in the recesses have an angle between the major axis of the deformed fibers and the surface of the wiping sheet of 45% or more when the number of the deformed fibers is the observation target when 10 or more deformed fibers are observed.
- the deformed fibers that are less than the degree and that are present on the convex portion have 10 or more deformed fibers as the observation object.
- the wiping sheet according to ⁇ 1> or ⁇ 2>, wherein an angle formed with the surface is 45 degrees or more.
- a plurality of linear recesses that are recessed from one surface of the wiping sheet toward the other surface and extend linearly are formed in one direction
- the deformed fiber existing in the first region located between two linear recesses adjacent to each other in the direction orthogonal to the extending direction of the linear recesses is a surface in which the major axis of the transverse section is orthogonal to the surface of the wiping sheet Generally facing the direction along
- the proportion of the deformed fibers in the first region oriented in the direction along the plane perpendicular to the surface of the wiping sheet is the ratio of the major axis of the cross section of the fibers to the deformed fibers of the convex portions.
- ⁇ 5> The wiping sheet according to ⁇ 4>, wherein a plurality of extending directions of the linear concave portions are formed along the one direction.
- ⁇ 6> When viewing one row of linear recesses along the one direction, the adjacent linear recesses are line-symmetric with respect to a direction perpendicular to the one direction as the symmetry axis, ⁇ 4> or The wiping sheet according to ⁇ 5>.
- the rows of two linear recesses extending along the one direction and adjacent in a direction orthogonal to the one direction are line-symmetric with respect to the one direction as a symmetry axis, according to the above ⁇ 4> to ⁇ 7>
- the deformed fiber existing in the first region has a direction in which the linear recessed portion extends more than the deformed fiber present in the second region located between two adjacent linear recessed portions in the extending direction of the linear recessed portion.
- ⁇ 10> The wiping sheet according to any one of ⁇ 1> to ⁇ 9>, wherein a scrim net is disposed in a central region in a thickness direction of the fiber assembly.
- ⁇ 11> The wiping sheet according to any one of ⁇ 1> to ⁇ 10>, wherein the cleaning liquid is impregnated.
- ⁇ 12> The wiping sheet according to any one of ⁇ 1> to ⁇ 11>, wherein the deformed fiber is a fiber made of a thermoplastic resin.
- the fiber assembly is mainly composed of the deformed fiber.
- the fiber aggregate includes 50 mass% or more of the deformed fiber.
- ⁇ 16> The wiping sheet according to any one of ⁇ 1> to ⁇ 15>, wherein the wiping sheet includes only a fiber assembly including the deformed fiber.
- ⁇ 17> The wiping sheet according to any one of ⁇ 1> to ⁇ 16>, wherein the wiping sheet is composed of a single-layer fiber assembly.
- ⁇ 18> ⁇ 1> to ⁇ 16 which is constituted by a fiber assembly having a multilayer structure including a layer including the first deformed fiber and a layer including the second deformed fiber different from the first deformed fiber.
- the wiping sheet according to any one of ⁇ 19> The wiping sheet according to any one of ⁇ 1> to ⁇ 15>, wherein the wiping sheet includes a fiber assembly having a multilayer structure including a layer including the deformed fiber and a layer not including the deformed fiber.
- ⁇ 20> ⁇ 1> to ⁇ 15> and ⁇ 19> which are multi-ply laminated structures in which the first fiber aggregate including the deformed fiber and the second fiber aggregate not including the deformed fiber are overlapped.
- the fiber having a perfect circular cross section is preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less.
- Any of ⁇ 1> to ⁇ 24>, wherein the deformed fiber has preferably at least one, more preferably two or more, and even more preferably three or more convex portions having a sharp apex in the cross-sectional shape thereof.
- the wiping sheet as described in kaichi.
- Example 1 As shown in FIG. 1B, hydroentanglement is performed using a deformed fiber having a multi-leaf shape in the cross section of a fiber made of a thermoplastic resin, and a scrim net (PP, wire diameter of about 200 ⁇ m, tsubos) A fiber assembly having an amount of 5 g / m 2 ) in the central region in the thickness direction was produced.
- the fiber aggregate was formed into a size of 285 mm ⁇ 205 mm, it was impregnated with a cleaning liquid at 290 g / m 2 to obtain a target wet wiping sheet.
- the basis weight of the wiping sheet was 70 g / m 2 .
- a fiber assembly was manufactured by performing hydroentanglement using fibers whose cross-sectional shape of fibers made of thermoplastic resin is a perfect circle.
- Other conditions were the same as in Example 1, and a wet wiping sheet was produced.
- test powders 7 kinds of test powders (particle size: 5 to 75 ⁇ m) defined in JIS Z 8901 are provided on a flooring floor (DAG floor, manufactured by Hokuei Co., Ltd.) having a length (wiping direction) of 90 cm ⁇ width of 90 cm.
- 11 kinds of test powders 11 kinds were sprayed in an area of 15 cm length ⁇ 90 cm width in a range of 15 cm to 30 cm from the front of the wiping direction.
- the wiping sheet of the Example or Comparative Example was wiped by reciprocating twice in the wiping direction every 30 cm in width. Six sets of this operation were performed.
- the sheet direction during wiping is the same as the wiping direction in the width direction Y in FIG.
- the change in sheet mass before and after wiping was measured to evaluate the particulate collection ability. The results are shown in Table 1.
- the wiping sheet of the present invention has a high collection property of fine particle stains and a high collection property of fiber stains such as hair by containing a deformed fiber as a constituent fiber. I know that there is. In particular, as can be seen from the evaluation of the hair collecting property, it can be seen that the wiping sheet of Example 1 has a high hair dirt collecting property even when it is a wet wiping sheet.
- a wiping sheet that has both high collection ability of fine particle dirt and high collection ability of fiber dirt such as hair.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Nonwoven Fabrics (AREA)
Abstract
L'invention concerne une feuille d'essuyage (1), laquelle feuille comprend un agrégat de fibres (1A) qui a, sur au moins une surface de celui-ci, une section irrégulière ayant un motif macroscopique, et qui contient des fibres irrégulières ayant une forme plate en section transversale. Dans des creux (3) et des saillies (4) qui constituent la section irrégulière, le grand diamètre de section transversale de fibres irrégulières (2) présentes dans les creux (3) est en grande partie dirigé vers une direction le long de la surface de la feuille d'essuyage (1), et le grand diamètre de section transversale de fibres irrégulières (2) présentes dans les saillies (4) est en grande partie dirigé vers une direction le long d'une surface qui est orthogonale à la surface de la feuille d'essuyage (1).
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980037517.9A CN112261897B (zh) | 2018-06-12 | 2019-05-31 | 擦拭片材 |
| SG11202011813QA SG11202011813QA (en) | 2018-06-12 | 2019-05-31 | Wiping sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-112366 | 2018-06-12 | ||
| JP2018112366A JP7055068B2 (ja) | 2018-06-12 | 2018-06-12 | ワイピングシート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019239921A1 true WO2019239921A1 (fr) | 2019-12-19 |
Family
ID=68843363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/021721 WO2019239921A1 (fr) | 2018-06-12 | 2019-05-31 | Feuille d'essuyage |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7055068B2 (fr) |
| CN (1) | CN112261897B (fr) |
| SG (1) | SG11202011813QA (fr) |
| TW (1) | TWI816811B (fr) |
| WO (1) | WO2019239921A1 (fr) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013544976A (ja) * | 2010-10-21 | 2013-12-19 | イーストマン ケミカル カンパニー | リボン繊維を有する不織品 |
| WO2014132690A1 (fr) * | 2013-02-26 | 2014-09-04 | 東レ株式会社 | Tissu non tissé |
| JP2017113282A (ja) * | 2015-12-24 | 2017-06-29 | 花王株式会社 | 湿式清掃用シート |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10168647A (ja) * | 1996-12-12 | 1998-06-23 | Kanegafuchi Chem Ind Co Ltd | 異形断面繊維、並びに異形断面繊維の製造方法 |
| CN100579495C (zh) * | 2002-12-20 | 2010-01-13 | 宝洁公司 | 簇状的层压纤维网 |
| CN101674793B (zh) * | 2007-05-24 | 2013-10-02 | 花王株式会社 | 吸收性物品的正面片材、其制造方法以及吸收性物品 |
| JP5752775B2 (ja) * | 2013-03-04 | 2015-07-22 | 株式会社finetrack | 長繊維不織布およびその長繊維不織布を有する積層生地 |
| CN106661790B (zh) * | 2014-08-20 | 2019-05-28 | 东丽株式会社 | 卫生材料用无纺布和卫生材料制品 |
| JP6404089B2 (ja) * | 2014-11-10 | 2018-10-10 | ユニチカ株式会社 | 2層構造不織布 |
| JP6000412B1 (ja) * | 2015-06-30 | 2016-09-28 | ユニ・チャーム株式会社 | 吸収性物品用の賦形された不織布、当該賦形された不織布を含む吸収性物品、及び上記賦形された不織布の製造方法 |
-
2018
- 2018-06-12 JP JP2018112366A patent/JP7055068B2/ja active Active
-
2019
- 2019-05-31 SG SG11202011813QA patent/SG11202011813QA/en unknown
- 2019-05-31 CN CN201980037517.9A patent/CN112261897B/zh active Active
- 2019-05-31 WO PCT/JP2019/021721 patent/WO2019239921A1/fr active Application Filing
- 2019-06-11 TW TW108120041A patent/TWI816811B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013544976A (ja) * | 2010-10-21 | 2013-12-19 | イーストマン ケミカル カンパニー | リボン繊維を有する不織品 |
| WO2014132690A1 (fr) * | 2013-02-26 | 2014-09-04 | 東レ株式会社 | Tissu non tissé |
| JP2017113282A (ja) * | 2015-12-24 | 2017-06-29 | 花王株式会社 | 湿式清掃用シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7055068B2 (ja) | 2022-04-15 |
| CN112261897A (zh) | 2021-01-22 |
| JP2019213686A (ja) | 2019-12-19 |
| CN112261897B (zh) | 2022-07-01 |
| TWI816811B (zh) | 2023-10-01 |
| SG11202011813QA (en) | 2021-01-28 |
| TW202000113A (zh) | 2020-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3559533B2 (ja) | 絡合不織布とこれを用いた清拭シートおよび湿潤性シート | |
| JP5823830B2 (ja) | 嵩高シート及びその製造方法 | |
| TWI539051B (zh) | Cleaning sheet and manufacturing method thereof | |
| JP5007219B2 (ja) | 清掃用シート | |
| TWI473591B (zh) | Nonwoven and its manufacturing method, and wiping material | |
| JP4648724B2 (ja) | 不織布およびその製造方法 | |
| US20140202494A1 (en) | Nonwoven melamine fiber surface preparation and cleaning material | |
| JP5421765B2 (ja) | 清掃シート | |
| JP6952447B2 (ja) | 清掃用ウエットシート | |
| JP5475426B2 (ja) | 清掃シート | |
| TWI839394B (zh) | 擦拭片材 | |
| WO2019239921A1 (fr) | Feuille d'essuyage | |
| JP7030542B2 (ja) | ワイピングシート | |
| JP5937306B2 (ja) | 清掃用シート | |
| JP7055009B2 (ja) | ワイピングシート及び清掃具 | |
| JP7511316B2 (ja) | ワイピングシート | |
| JP6986940B2 (ja) | ワイピングシート | |
| JP2019208949A (ja) | ワイピングシート | |
| JP2002263043A (ja) | ワイピング用不織布 | |
| JP7359677B2 (ja) | 湿式ワイピングシート | |
| JP7359676B2 (ja) | 湿式ワイピングシート | |
| JP5513873B2 (ja) | 清掃シート | |
| JP2023101408A (ja) | ワイパー用不織布およびワイパー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19820033 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19820033 Country of ref document: EP Kind code of ref document: A1 |