WO2019239921A1 - Wiping sheet - Google Patents
Wiping sheet Download PDFInfo
- Publication number
- WO2019239921A1 WO2019239921A1 PCT/JP2019/021721 JP2019021721W WO2019239921A1 WO 2019239921 A1 WO2019239921 A1 WO 2019239921A1 JP 2019021721 W JP2019021721 W JP 2019021721W WO 2019239921 A1 WO2019239921 A1 WO 2019239921A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wiping sheet
- fiber
- deformed
- fibers
- sheet according
- Prior art date
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43912—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres fibres with noncircular cross-sections
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
- A47L13/17—Cloths; Pads; Sponges containing cleaning agents
Definitions
- the present invention relates to a wiping sheet.
- Patent Document 1 discloses a nonwoven fabric composed of 20 to 80% by mass of multi-leaf flat cross-sectional polyester fibers and 20 to 80% by mass of cellulose fibers.
- This non-woven fabric has high absorption and retention of liquids such as water and chemicals, and has moderate bulkiness and flexibility, so it can be used for interpersonal wiping and cosmetics. It is described in.
- Patent Document 2 discloses a wet cleaning sheet having a base material sheet in which a fiber assembly and a net-like sheet are intertwined with a cleaning liquid.
- This wet cleaning sheet has a macroscopic uneven pattern formed on its cleaning surface, and it is described in the same document that it is excellent in hair capturing performance.
- the present invention is a wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section.
- the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion.
- the major axis of the cross section of the fiber generally faces the direction along the plane perpendicular to the plane of the wiping sheet.
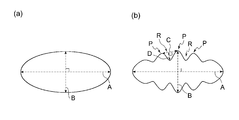
- FIG. 1 (a) and 1 (b) are plan views of a cross-sectional shape of a deformed fiber used in the wiping sheet of the present invention.
- FIG. 2 is a schematic view showing an embodiment of the wiping sheet of the present invention.
- FIG. 3A is an image observed with a scanning electron microscope in a concave portion of a wiping sheet using a deformed fiber having a cross-sectional shape shown in FIG. 1B, and FIG. It is an observation image with a scanning electron microscope in the convex part of the wiping sheet using the irregular-shaped fiber which has the cross-sectional shape shown to b).
- 4 (a) to 4 (e) are enlarged views of main portions of the linear recesses in the wiping sheet of the present invention.
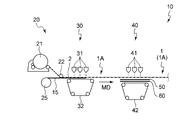
- FIG. 5 is a schematic view of a manufacturing apparatus suitably used for manufacturing the wiping sheet of the present invention.
- FIG. 6 is a schematic view of the concavo-convex portion forming member in the manufacturing apparatus shown in FIG.
- FIG. 7 is a schematic diagram showing the orientation of the cross-section of the deformed fiber during the manufacture of the wiping sheet.
- FIG. 8A is a schematic view of a linear recess forming member in the manufacturing apparatus shown in FIG. 5, and FIG. 8B is a cross-sectional view taken along line AA in FIG.
- Patent Document 1 The non-woven fabric of Patent Document 1 is intended for interpersonal wiping and cosmetic purposes, and does not disclose any garbage collection properties when the floor surface or the like is cleaned. Further, the cleaning sheet of Patent Document 2 has room for improvement with respect to the collection performance of fine particles (dust).
- the present invention relates to a wiping sheet that solves the drawbacks of the prior art.
- wiping includes both the meanings of cleaning and wiping, for example, cleaning of buildings such as floor surfaces, wall surfaces, ceilings and pillars, cleaning of fittings and equipment, wiping of articles, This includes wiping the body and equipment related to the body.
- the wiping sheet of the present invention includes a fiber assembly containing irregularly shaped fibers, preferably mainly composed of irregularly shaped fibers.
- the fibers are accumulated, entangled or bonded to form a fiber assembly.
- the fibers constituting the fiber assembly may or may not be fused together. From the viewpoint of increasing the degree of freedom of the fibers and increasing the collection efficiency of the dirt, it is preferable that the fibers constituting the fiber assembly are not fused together. “Mainly” means that the fiber aggregate constituting the wiping sheet contains 50% by mass or more of deformed fibers.
- the wiping sheet of the present invention may be composed of a single-layer fiber assembly including deformed fibers when focusing on one fiber assembly, or a layer including deformed fibers and a layer not including deformed fibers. And a fiber assembly having a multilayer structure. Further, the wiping sheet of the present invention may be composed of a fiber assembly having a multilayer structure including a layer including a first deformed fiber and a layer including a second deformed fiber different from the first deformed fiber. .
- the wiping sheet of the present invention may be composed of only one fiber assembly (whether a single layer or multiple layers) containing deformed fibers, or the first fiber assembly including deformed fibers and deformed fibers. You may have the multilayer structure of the multiply which overlap
- the proportion of the irregularly shaped fibers is such that when the wiping sheet is composed of a fiber assembly having a single-layer structure, it is possible to achieve both the ability to collect fine particle dirt and the ability to collect fiber dirt such as hair. Therefore, it is preferably 50% by mass or more, more preferably 60% by mass or more, and still more preferably 70% by mass or more.
- the fibers that can be contained in the wiping sheet of the present invention in addition to the irregular fibers are fibers having a perfect circle in the cross section (in the present specification, fibers having a perfect circle in the cross section are also referred to as “non-deformed fibers”). .
- non-shaped fibers are preferably contained in a proportion of at most 50% by mass, more preferably at most 40% by mass, even more preferably. Is contained in a proportion of 30% by mass or less.
- the deformed fiber contained in the wiping sheet of the present invention refers to a fiber having a flat cross-sectional shape (cross section perpendicular to the fiber length direction).
- the cross-section of the fiber is flat.
- the cross-section of the fiber is A, the length of the longest line segment crossing the cross-section, orthogonal to the line segment and crossing the cross-section.
- the length A is longer than the length B, where B is the length of the longest line segment. That is, the deformed fiber has a major axis and a minor axis in its cross section.
- the deformed fiber is preferably line symmetric with the line segment of length A as a symmetric line.
- Examples of the deformed fiber having such a cross-sectional shape of the fiber include those having a cross-sectional shape such as an elliptical shape shown in FIG. 1 (a) and a multilobal shape shown in FIG. 1 (b).
- the length A is the major axis of the ellipse and the length B is the minor axis of the ellipse (hereinafter referred to as the irregular fiber in this specification).
- the length A is also referred to as “major axis” and the length B is also referred to as “minor axis”, regardless of the cross-sectional shape. Since the deformed fiber has such a cross section, the bending rigidity of the constituent fiber can be made anisotropic, and as a result, fiber dirt such as hair can be easily entangled.
- the deformed fiber has a bending rigidity in a cross-section in a direction along the major axis (hereinafter also referred to as the major axis direction) and a direction along the minor axis (hereinafter also referred to as the minor axis direction).
- the bending stiffness (EI) is expressed by the product of the Young's modulus (E) of the constituent material and the cross-sectional second moment (I) determined by the cross-sectional shape and size of the fiber. Since the deformed fibers are made of the same material and have a constant Young's modulus, the bending rigidity of the deformed fibers is determined by the magnitude of the second moment of section in the cross section of the deformed fibers.
- the cross-sectional secondary moment in the cross section of the deformed fiber is large in the major axis direction of the cross section and decreases in the minor axis direction. Therefore, the deformed fiber exhibits high bending rigidity by abutting against the surface to be cleaned so that the angle between the major axis direction in the cross section and the surface to be cleaned is substantially perpendicular. Due to this, it is possible to scrape and hook fiber dirt present on the surface to be cleaned.
- the deformed fiber comes into contact with the surface to be cleaned so that the angle between the minor axis direction and the surface to be cleaned in the cross section is substantially a right angle, and thus has a low bending rigidity compared to the contact in the major axis direction. . Due to this, the fiber dirt can be entangled.
- the wiping sheet can improve the collection performance of fiber dirt effectively by including a deformed fiber.
- the deformed fiber contained in the wiping sheet has an important relationship in terms of fiber dirt collection performance in terms of the angle between the major axis in the cross section and the surface of the wiping sheet.
- this orientation is also referred to as “fiber cross section orientation”
- the angle of the major axis in the cross section and the surface of the wiping sheet is less than 45 degrees.
- the major axis of the transverse section is substantially in the direction along the surface of the wiping sheet
- the angle between the major axis of the transverse section and the surface of the wiping sheet is The ratio of the number of irregularly shaped fibers having an angle of 45 ° or more is defined as “the major axis of the transverse section is generally in the direction along the plane perpendicular to the surface of the wiping sheet” when the number ratio is 50% or more.
- the deformed fiber used in the present invention has a convex shape having a sharp top in its cross-sectional shape.
- it has at least one part, more preferably two or more, more preferably three or more.
- a sharp apex is, for example, when the contour of the convex portion in the cross-sectional shape of the deformed fiber is defined by (a) two non-parallel straight lines intersecting (b) one straight line and one And (c) a case where two curves are intersected, and the like.
- the deformed fiber shown in FIG. 1B has eight sharp apexes.
- the sharp apex preferably extends in a direction intersecting the major axis, and preferably extends in a direction perpendicular to the major axis.
- one type of deformed fiber may be used alone, or two or more types of deformed fibers having different cross-sectional shapes may be used in combination.
- the cross-sectional shape thereof is, for example, a triangle, a convex polygon such as a quadrangle, a pentagon and a hexagon, provided that it has a ratio of a major axis and a minor axis described later, It may be a star polygon, a W shape, or the like.
- FIG. b when the contour line in the cross section of the deformed fiber is viewed along the circumferential direction, it has a shape having a plurality of convex portions P and concave portions R located between adjacent convex portions P. It is preferable.
- the wiping sheet of the present invention composed of a fiber assembly containing the above-described irregular fibers is a substantially rectangular sheet having a longitudinal direction X and a width direction Y orthogonal to the direction, as shown in FIG.
- the wiping sheet 1 has an uneven portion of a macroscopic pattern having a curved portion on at least one surface thereof. From the viewpoint of effectively collecting fiber stains such as hair and fine particle stains, it has an uneven portion of a macroscopic pattern having a curved portion on the surface side used as a wiping surface (a surface in contact with the surface to be wiped). It is more preferable.
- a concave portion 3 and a convex portion 4 constituting a concave and convex portion are formed on one surface of the wiping sheet 1.
- the boundary line between the concave portion 3 and the convex portion 4 has a curved portion when viewed macroscopically.
- the other surface when the concavo-convex portion of the macroscopic pattern is formed on one surface is flat without forming the concavo-convex portion derived from the concavo-convex portion of the macroscopic pattern.
- the concave and convex portions of the macroscopic pattern are not limited to the macroscopic pattern shown in the figure.
- the macroscopic pattern disclosed in Japanese Patent Application Laid-Open No. 2017-113282 and figures such as straight lines, curves, circles, and polygons are appropriately combined. It may be a macroscopic pattern.
- a curved shape is a figure that constitutes a concavo-convex part except for a curve that constitutes a microscale fine hole or a curve that constitutes a water drain hole having a diameter of about 1.5 to 2 mm. This means that it can be visually confirmed that a part of the side is a curved line.
- the area of each convex part 4 surrounded by the concave part 3 is 300 mm 2 or more. It is preferable to form the concave portion 3 and the convex portion 4. By having such a macroscopic pattern uneven part, there is also an advantage that the design of the wiping sheet itself is improved.
- the wiping sheet of the present invention has a concave portion 3 and a convex portion constituting the concavo-convex portion of the macroscopic pattern due to the fact that the cross-section of the deformed fiber that is the constituent fiber is a flat shape having a major axis and a minor axis.
- the fiber orientation is different.
- the deformed fibers present in the recesses 3 are oriented so that their flat surfaces are directed to the surface of the wiping sheet (paper surface direction in FIG. 2), and the deformed fibers present in the protrusions 4 are flattened.
- the surface is oriented so as to face a surface orthogonal to the surface of the wiping sheet (a surface orthogonal to the paper surface in FIG. 2).
- the deformed fiber existing in the concave portion 3 has a major axis in the transverse section thereof generally facing the direction along the surface of the wiping sheet
- the deformed fiber present in the convex section 4 has a minor axis in the transverse section. It generally faces the direction along the surface of the wiping sheet.
- the major axis of the cross-section of the deformed fiber is generally in the direction along the surface of the wiping sheet” means that when 10 or more deformed fibers are to be observed, 50% or more of the deformed fibers (based on the number) However, it means that the angle formed between the major axis of the irregularly shaped fiber and the surface of the wiping sheet is less than 45 degrees (hereinafter also referred to as “major axis orientation”). Further, “the major axis of the cross section of the deformed fiber is generally in the direction along the plane perpendicular to the surface of the wiping sheet” means that 50% of the deformed fiber is observed when ten or more deformed fibers are observed. The above (number basis) means that the angle formed between the major axis of the deformed fiber and the surface of the wiping sheet is 45 degrees or more (hereinafter also referred to as “short axis orientation”).
- the proportion of the irregular fibers existing in the recesses in the macroscopic pattern is oriented in the direction along the surface of the wiping sheet in terms of the number of irregular fibers.
- 50% or more is preferable, 60% or more is more preferable, 100% or less is preferable, 80% or less is more preferable, specifically, 50% or more and 100% or less is preferable, and 60% or more and 80% or less is preferable. Is more preferable.
- the major axis of the cross section is oriented toward the direction along the plane perpendicular to the surface of the wiping sheet.
- the proportion is preferably 50% or more, more preferably 60% or more, more preferably 100% or less, still more preferably 80% or less, more specifically 50% or more and 100% or less, based on the number of deformed fibers. Preferably, it is 60% or more and 80% or less.
- the orientation ratio can be calculated from the number of deformed fibers satisfying the above-mentioned orientation criteria by observation using a scanning electron microscope (SEM).
- the cross-sectional orientation of the deformed fibers is determined by measuring the long and short diameters of the cross-section of the deformed fibers constituting the fiber assembly, and then the deformed fibers observed on the measurement target surface of the wiping sheet
- the fiber diameter can be measured and calculated.
- These major axis, minor axis, and fiber diameter can be measured by the following method, for example, by observing with a scanning electron microscope (SEM).
- 3 (a) and 3 (b) show the wiping surface of the wiping sheet when the irregular shaped fiber (major axis 20.0 ⁇ m, minor axis 9.0 ⁇ m) having the cross-sectional shape shown in FIG. 1 (b) is used.
- the image which observed this with the scanning electron microscope (SEM) is shown.
- SEM scanning electron microscope
- the wiping sheet of the present invention has a macroscopic pattern unevenness as shown in FIG. 2 from the viewpoint of excellent collection of fine particles and excellent collection of fibers such as hair on a wet surface to be cleaned.
- a linear recess 5 that is recessed from one surface of the wiping sheet 1 toward the other surface is formed.
- the linear recess 5 extends in a straight line, and a plurality of linear recesses 5 are formed so as to face one direction.
- a plurality of extending directions of the linear recess 5 are formed along the longitudinal direction X of the wiping sheet 1, but “one direction” is a reference direction (for example, If the angle formed by the longitudinal direction X) and the linear recess 5 in the figure is preferably 45 degrees or less, more preferably less than 30 degrees, and even more preferably less than 20 degrees, the effect of the present invention is exhibited.
- one linear recess 5 along the reference direction (longitudinal direction X in FIG. 4).
- the adjacent linear recesses 5 are line symmetric with respect to a direction orthogonal to the reference direction (width direction Y in the figure) as the symmetry axis 5S (FIG. 4).
- a plurality of linear recesses 5 may be formed so that the extending directions are substantially the same (see FIG.
- a plurality of linear recesses 5 are arranged in series at intervals in the extending direction (longitudinal direction X in the figure), and form a line of linear recesses 5. Yes.
- a plurality of rows of linear recesses 5 are arranged at intervals in the width direction Y of the wiping sheet 1.
- the linear recesses 5 may have the same length or different lengths. Further, the distance between the rows of the linear recesses 5 may be the same or different.
- FIG. 2 shows a state in which rows of a plurality of linear recesses 5 made up of a plurality of linear recesses 5 having the same length are arranged at substantially equal intervals, and the linear recesses 5 extend. The positions of the two end portions of the linear concave portions 5 adjacent to each other in the direction orthogonal to the direction coincide with each other in the X direction.
- the linear recess 5 may be formed on both surfaces of the wiping sheet, or may be formed only on one surface of the sheet. Further, when the linear concave portion 5 is formed on the surface of the wiping sheet on the side having the concave and convex portions of the macroscopic pattern, it may be formed on the entire surface of the sheet, and is formed only on the concave portion 3 of the macroscopic pattern of the sheet. It may be formed, and may be formed only on the convex portion 4 of the macroscopic pattern of the sheet. When the linear concave portion 5 is formed on one surface of the wiping sheet, a linear convex portion complementary to the linear concave portion 5 may be formed on the other surface, and the linear convex portion is not formed. It may be flat.
- the linear recess 5 is formed on the other side from the side on which the macroscopic pattern uneven part is formed. It is preferably formed so as to be recessed toward the surface, and it is more preferable that a linear concave portion is formed only on the convex portion of the macroscopic pattern of the wiping sheet.
- the wiping sheet in which the linear recess 5 is formed has a different ability to collect fine particle dirt and fiber dirt such as hair due to the different orientation directions in the cross section of the deformed fibers existing around the linear recess 5. It is excellent in terms of compatibility. In particular, when the wiping sheet of the present invention is used on wet surfaces to be cleaned such as changing rooms, washrooms, and kitchens in the vicinity of a bathroom, the ability to collect fiber stains such as hair is further improved. As shown in FIG. 4 (e), in the linear recess 5, a region located between two linear recesses 5 and 5 adjacent in a direction orthogonal to the extending direction of the linear recess 5 is defined as a first region 7.
- the deformed fibers present in the first region 7 are oriented in a direction in which the major axis of the cross section of the fibers is along a plane orthogonal to the plane of the wiping sheet. That is, the deformed fiber existing in the first region 7 has a minor axis orientation.
- the deformed fibers in the first region 7 have a major axis of the cross section of the fiber that is the same as the surface of the wiping sheet 1.
- the ratio of orientation in the direction along the orthogonal plane is oriented in the direction along the plane in which the major axis of the cross section of the deformed fiber existing in the convex portion 4 in the macroscopic pattern is orthogonal to the plane of the wiping sheet 1 It is higher than the percentage that you are doing.
- the deformed fibers present in the first region 7 have a higher proportion of minor axis orientation than the deformed fibers present in the convex portions 4 in the macroscopic pattern.
- the proportion of the deformed fibers present in the first region 7 is oriented in the direction along the plane perpendicular to the plane of the wiping sheet 1 in terms of the major axis of the cross section of the fibers is based on the number of the deformed fibers. 50% or more, preferably 60% or more, more preferably 100% or less, further preferably 80% or less, specifically 50% or more and 100% or less, preferably 60% or more and 80% or less. Further preferred. These orientation ratios can be calculated by the SEM observation described above.
- the length L1 of the linear recess 5 is preferably 1 mm or more when the dimension of the wiping sheet is 285 mm ⁇ 205 mm, as described in the examples, and is preferably 3 mm or more. More preferably, it is 50 mm or less, and more preferably 20 mm or less.
- the width W1 of the linear recess 5 is preferably 0.1 mm or more, more preferably 0.5 mm or more, and preferably 10 mm or less. More preferably, it is 5 mm or less.
- the depth of the linear recess 5 in the sheet thickness direction is preferably 0.01 mm or more, more preferably 0.1 mm or more, and preferably 5 mm or less, and 2 mm or less. More preferably.
- the distance L2 (see FIG. 4 (e)) between the two linear recesses 5 and 5 adjacent in the direction orthogonal to the extending direction of the linear recess 5 is 285 mm ⁇ 205 mm as described in the embodiment. Is approximately 0.1 mm or more, more preferably 0.5 mm or more, more preferably 30 mm or less, and even more preferably 10 mm or less.
- a distance L3 (see FIG. 4E) between two linear concave portions 5 and 5 adjacent in the extending direction of the linear concave portion 5 is preferably 0.1 mm or more, and is 0.5 mm or more. More preferably, it is preferably 30 mm or less, and more preferably 10 mm or less.
- a region located between two linear concave portions adjacent to each other in the extending direction of the linear concave portion 5 is a second region.
- the deformed fiber existing in the first region 7 has its fiber length direction oriented along the direction in which the linear recessed portion 5 extends more than the deformed fiber present in the second region 8. Is preferred.
- the proportion of the deformed fibers present in the first region 7 is higher than the deformed fibers present in the second region 8 along the longitudinal direction X, which is the direction in which the linear recess 5 extends.
- the wiping sheet of the present invention is moved in the direction along the width direction Y, the contact area between the fiber surface of the deformed fibers and the surface to be wiped increases. Therefore, the particulate dirt and the fiber dirt such as the hair existing on the surface to be wiped can be easily entangled, and as a result, the collection ability of the fiber dirt such as the particulate dirt and the hair becomes higher.
- the proportion of the deformed fibers present in the first region 7 in which the fiber length direction is oriented along the extending direction of the linear recess 5 is preferably 50% or more, based on the number of deformed fibers, and 60%. More preferably, it is preferably 100% or less, more preferably 90% or less, specifically 50% or more and 100% or less, and more preferably 60% or more and 90% or less.
- the deformed fiber existing in the second region 8 has a ratio in which the fiber length direction is oriented along the extending direction of the linear recess 5 in the deformed fiber existing in the first region 7 and the second region 8.
- the number of deformed fibers is preferably 0% or more, more preferably 10% or more, and 50% or less. It is preferably 40% or less, specifically 0% or more and 50% or less, more preferably 10% or more and 40% or less.
- the proportion of the deformed fiber that is oriented along the extending direction of the linear recess 5 is determined by, for example, observing the target portion of the sample with a clear direction by SEM, and the angle between the extending direction of the linear recess 5 and the fiber is 45 degrees or more The number of fibers can be measured.
- the deformed fiber is composed of a fiber-forming resin as a raw material.
- a fiber-forming resin examples include various thermoplastic resins.
- the thermoplastic resin include polyolefin resins such as polyethylene and polypropylene, polyester resins such as polyethylene terephthalate, polyamide resins, vinyl resins such as polyvinyl chloride and polystyrene, and acrylic resins such as polyacrylic acid and polymethyl methacrylate.
- fluororesins such as polyperfluoroethylene can be used, and one of them can be used alone or two or more can be used in combination.
- the fineness of the irregularly shaped fibers contained in the wiping sheet is preferably 0.5 dtex or more, more preferably 1 dtex or more, and 1.2 dtex or more from the viewpoint of operability during wiping and dirt collection efficiency. More preferably, the upper limit is preferably 4 dtex or less, more preferably 3.5 dtex or less, and even more preferably 3 dtex or less.
- the fiber length of the deformed fiber is generally 1 mm or more and 100 mm or less, more preferably 10 mm or more and 90 mm or less, and further preferably 20 mm or more and 60 mm or less, although it depends on the fiber production method.
- the ratio (A / B) of the length A to the length B described above is preferably 1.2 or more, more preferably 1.5 or more, still more preferably 2 or more, and The upper limit is preferably 5 or less, more preferably 4 or less, and still more preferably 3 or less.
- the value of A / B is preferably 1.2 or more and 5 or less, more preferably 1.5 or more and 4 or less, and further preferably 2 or more and 3 or less.
- the length A is preferably 1 ⁇ m or more, preferably 5 ⁇ m or more, provided that the above A / B range is satisfied. More preferably, it is 10 ⁇ m or more, and the upper limit thereof is preferably 80 ⁇ m or less, preferably 50 ⁇ m or less, and preferably 25 ⁇ m or less. From the same viewpoint, the length B is preferably 0.2 ⁇ m or more, more preferably 1 ⁇ m or more, and more preferably 2 ⁇ m or more, provided that the above A / B range is satisfied. The upper limit is preferably 40 ⁇ m or less, preferably 20 ⁇ m or less, and preferably 15 ⁇ m or less.
- the value of C for calculating the value of C / D is all The average value of C values is used.
- the value of D for calculating the value of C / D is the average value of all the values of D.
- the values are average values of C and D.
- the length C is preferably 0.1 ⁇ m or more, provided that the above C / D range is satisfied, and is 0.5 ⁇ m or more. More preferably, it is more preferably 1 ⁇ m or more, and the upper limit thereof is preferably 20 ⁇ m or less, preferably 10 ⁇ m or less, and preferably 5 ⁇ m or less. From the same viewpoint, the length D is preferably 0.1 ⁇ m or more, more preferably 0.5 ⁇ m or more, and more preferably 1 ⁇ m or more on condition that the above-mentioned C / D range is satisfied. Further, the upper limit thereof is preferably 20 ⁇ m or less, preferably 10 ⁇ m or less, and preferably 5 ⁇ m or less.
- the above lengths A to D can be measured by the following measuring method. That is, the produced fiber assembly was cut using a razor or the like while maintaining the cross-sectional shape of the fiber, and then the cross-section was vacuum-deposited with Pt. Using a scanning electron microscope (manufactured by JEOL Ltd., JSM-IT100), observe the cross-section of the Pt-deposited fiber assembly at a magnification of 500 to 1000 times, and use the attached software length measurement tool above Lengths A to D were measured respectively.
- the fineness of the fibers is 0.6 dtex or more from the viewpoint of operability during wiping and collection efficiency of dirt.
- Is preferably 1.0 dtex or more, more preferably 1.2 dtex or more. Further, it is preferably 4.0 dtex or less, more preferably 3.5 dtex or less, and further preferably 3.0 dtex or less.
- the wiping sheet of the present invention may be composed only of deformed fibers, and may further include other fibers.
- other fibers for example, natural fibers such as wood pulp, cotton and silk, regenerated fibers such as rayon and cupra, and hydrophilic fibers such as refined fibers such as lyocell, and the above-described thermoplastic resin may be used. It can. These raw materials can be used alone or in combination of two or more.
- the other fiber may have a perfect circle (non-shaped) or a flat shape (unshaped) in cross section.
- the other fibers are preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less. Contained.
- the strength of the wiping sheet in terms of the appropriate basis weight of the fiber aggregate constituting the wiping sheet 40 g / m 2 or more preferably, 45 g / m 2 or more preferably, 50 g / m 2 or more is more preferably, also the upper limit thereof is preferably 140 g / m 2 or less, more preferably 100 g / m 2 or less, 80 g / m 2 or less is more preferable.
- the basis weight of the fiber aggregate constituting the wiping sheet is preferably 40 g / m 2 or more and 140 g / m 2 or less, more preferably 45 g / m 2 or more and 100 g / m 2 or less, and 50 g / m 2 or more. 80 g / m 2 or less is more preferable.
- the thickness of the wiping sheet is preferably 0.5 mm or more under a load of 40 N / m 2 , more preferably 1.0 mm or more, and the upper limit is 2 under the same load. It is preferably 5 mm or less, and more preferably 3 mm or less.
- the wiping sheet may be used in the state of wiping the fiber assembly as it is (so-called dry mode), or in a mode (so-called wet mode) in which a cleaning liquid is applied, sprayed, supported or impregnated on the fiber assembly. May be.
- These aspects can be selected according to the type of dirt adhering to the surface to be wiped and the physical properties of the object to be wiped. From the viewpoint of increasing the cleaning efficiency on the surface to be wiped, it is preferable that a cleaning liquid is carried on the fiber assembly constituting the wiping sheet. Since the fiber assembly contains irregularly shaped fibers, the gap between the fibers can be increased, and as a result, the liquid retaining property of the cleaning liquid in the wiping sheet is improved.
- the wiping sheet of the present invention can be used in a wet manner even when the wiping sheet is used on wet surfaces to be cleaned such as changing rooms, washrooms, and kitchens near the bathroom. It is possible to make it easier to entangle the fiber stains.
- the cleaning liquid carried on the sheet is of a general composition used for a wet wiping sheet, such as water alone or an aqueous solution containing additives. be able to.
- the additive used in the cleaning liquid include surfactants, bactericides, fragrances, fragrances, deodorants, pH adjusters, alcohol, and abrasive particles.
- the wiping sheet of the present invention preferably further includes a scrim net for supporting the fiber assembly constituting the sheet.
- the scrim net is preferably disposed in the central region in the thickness direction of the fiber assembly.
- the scrim net is capable of being intertwined integrally with the irregular fibers constituting the fiber assembly, and examples thereof include a net shape, a lattice shape, and a strand shape.
- Resin can be used as a raw material constituting the scrim net.
- the resin include polyolefin resins such as polyethylene and polypropylene; polyester resins such as polyethylene terephthalate; polyamide resins such as nylon 6 and nylon 66; acrylonitrile resins such as polyacrylonitrile; vinyl resins such as polyvinyl chloride and polystyrene; Vinylidene-based resins such as vinylidene chloride can be used.
- the diameter of the scrim (diameter in the cross section) can be appropriately adjusted according to the degree of entanglement of the fiber, but is 10 ⁇ m or more. It is preferably 500 ⁇ m or more, more preferably 2000 ⁇ m or less, and even more preferably 1000 ⁇ m or less.
- the wire diameter of the scrim may be partially different or the same, and when the wire diameter is partially different, the wire diameter of the scrim is an average value.
- the basis weight of the scrim is preferably 1 g / m 2 or more, more preferably 3 g / m 2 or more, preferably 20 g / m 2 or less, and more preferably 10 g / m 2 or less.
- FIG. 5 shows a manufacturing apparatus 10 that is preferably used for manufacturing a wiping sheet.
- the manufacturing apparatus 10 includes a web forming unit 20, a water entangling unit 30, and a pattern forming unit 40 in this order along the conveyance direction (MD direction).
- This manufacturing method is roughly divided into two steps, that is, a step of forming a fiber assembly including deformed fibers by hydroentanglement and a step of forming a macroscopic pattern uneven portion on one surface of the fiber assembly.
- the transport direction (MD direction) and the longitudinal direction X match, and the direction orthogonal to the transport direction and the width direction Y match.
- the web of the deformed fiber 2 is fed out from the card machine 21 in the web forming unit 20 through the guide roll 22.
- the scrim 15 is drawn
- FIG. The webs and scrims of deformed fibers are laminated by these feedings.
- the web of deformed fibers 2 (or the laminate of the deformed fibers 2 and the scrim 15) is conveyed in the MD direction by the first support belt 32 through which water can permeate.
- the entanglement process is performed by the high-pressure water flow ejected from the nozzle 31 (entanglement process).
- the deformed fibers 2 are entangled to form a fiber assembly 1A including the deformed fibers.
- the deformed fiber 2 and the scrim 15 are integrally entangled by this process, and the deformed fiber fiber assembly 1A in which the scrim is arranged is formed by this process. Is formed.
- the water pressure blown from the first water nozzle 31 is preferably 30 kg / cm 2 or more and 80 kg / cm 2 or less, more preferably 40 kg / cm 2 or more and 60 kg / cm 2 or less, and the MD of the web of the deformed fiber 2 It can be manufactured by setting the conveying speed in the direction to preferably 2 m / min or more and 10 m / min or less, and more preferably 4 m / min or more and 8 m / min or less.
- a high-pressure water stream is sprayed on the fiber assembly 1A containing deformed fibers to form an uneven portion of a macroscopic pattern on one surface of the fiber assembly (pattern forming step).
- the water pressure sprayed from the second water flow nozzle 41 and the conveying speed of the fiber assembly can be set in the same range as in the entanglement process.
- a high-pressure water stream is sprayed from the second water stream nozzle 41 to one surface of the fiber assembly 1A conveyed from the water stream entangled part 30.
- the high-pressure water flow of the fiber assembly 1A is sprayed.
- the concave and convex portions 3 and 4 complementary to the concave and convex shape of the concave and convex portion forming member 50 can be formed on the surface opposite to the surface to be formed.
- grooved part formation member 50 is comprised from the metal and the synthetic resin.
- the deformed fiber 2 that is a constituent fiber of the fiber assembly 1A located in the convex portion forming concave portion 50b of the concave portion and convex portion forming member 50 is projected into the concave portion 50b, and the concave portion and convex portion forming member 50 is provided with a concave portion.
- the deformed fiber 2 located on the convex portion 50a is depressed in the thickness direction of the aggregate.
- the water sprayed in the hydroentanglement is transmitted downward through the convex portion forming concave portions 50b of the concave and convex portion forming member 50 and the drain holes 50c provided in the concave portion forming convex portions 50a.
- the wiping sheet of the present invention includes irregularly shaped fibers having a flat cross section as its constituent fibers, the orientation of the irregularly shaped fibers in the cross section of the concave portions 3 and the convex portions 4 formed in the pattern forming step. are different.
- the flat surface of the deformed fiber having a relatively large surface area at the portion where the concave portion forming convex portion 50 a exists on the lower surface of the deformed fiber 2 (that is, the portion where the concave portion 3 is formed on the wiping sheet). Is strongly pressed against one surface of the recess forming convex portion 50a by the water pressure of the high pressure water flow W.
- the deformed fiber existing in the recess 3 has an orientation (major axis orientation) in which the major axis in the cross section faces the direction along the surface of the wiping sheet.
- the deformed fiber present in the part in the part where the convex part forming concave part 50b is present on the lower surface of the deformed fiber 2 (that is, the part where the convex part 4 is formed on the wiping sheet), the deformed fiber present in the part. Since the orientation in the cross section thereof can be changed, the major axis in the cross section of the deformed fiber faces the direction along the plane perpendicular to the plane of the wiping sheet so that the resistance force due to the high-pressure water flow W is not easily received (that is, Minor axis orientation). Thus, in the recessed part 3 and the convex part 4, the orientation in the cross section of a deformed fiber becomes different, respectively.
- the linear recess forming member 60 In order to form a plurality of linear recesses 5 in addition to the macroscopic pattern irregularities on the wiping sheet, as shown in FIG. 5, between the irregularity forming member 50 and the second support belt 42, for example, By arranging the linear recess forming member 60 having the structure as shown in FIGS. 8A and 8B, the linear recess 5 can be formed on one surface of the wiping sheet.
- Both linear members 60a and 60b are made of metal or synthetic resin.
- the first linear members 60a have, for example, a circular or elliptical cross section, and a plurality of the first linear members 60a are arranged at substantially equal intervals so as to be parallel to each other in a direction intersecting the MD direction.
- the first linear members 60a are preferably arranged so as to be located on the same plane.
- one spiral second linear material 60b is wound around two adjacent linear linear materials 60a.
- the winding directions and pitches of the adjacent second linear members 60b are the same, but may be different.
- the second linear member 60b has a cross-sectional shape in which one or a plurality of linear members having a circular cross section with the same diameter are arranged in parallel.
- the second linear member 60b is wound so that the line connecting the centers of the linear members 60b in the cross section thereof is parallel to the first linear member 60a at any position of the second linear member 60b. It is.
- the second linear member 60b may be circular or elliptical in cross section.
- the second linear member 60b may be wound so as to draw an ellipse as shown in FIG. 8B as viewed from the winding axial direction, or may be wound so as to draw a perfect circle or a triangle. Good.
- An interval Ap (pitch Ap; see FIG. 8A) between adjacent first linear members 60a in the linear recess forming member 60 is a length L1 in the linear recess 5 (see FIG. 4E). Although it is determined and can be appropriately adjusted according to the desired length L1 of the linear recess 5, it is preferably 1 mm or more and 50 mm or less, and more preferably 3 mm or more and 20 mm or less. Further, the winding interval Bp (pitch Bp; see FIG. 8A) between the second linear members 60b in the linear recess forming member 60 is the same as the interval L2 in the linear recess 5 (see FIG. 4E). Although it is determined and can be appropriately adjusted according to the desired interval L2, it is preferably 0.1 mm or more and 30 mm or less, and more preferably 0.5 mm or more and 10 mm or less.
- the width Bd (see FIG. 8B) of the second linear member 60b determines the width W1 (see FIG. 4E) in the linear recess 5, and the desired linear recess 5
- the width W1 can be adjusted as appropriate, but is preferably 0.1 mm or more and 10 mm or less, more preferably 0.5 mm or more and 5 mm or less.
- the winding diameter Bh of the second linear material 60b determines the depth of the linear recess 5 in the sheet thickness direction, and can be appropriately adjusted in relation to the water pressure of the high-pressure water flow and the conveyance speed.
- the water flow blown from the second water flow nozzle 41 toward the upper surface side of the fiber assembly 1 ⁇ / b> A has its lower surface on the upper surface of the recess forming convex portion 50 a in the uneven portion forming member 50. Press it so that it is in close contact.
- the deformed fiber 2 located in the convex forming recess 50b of the concave / convex forming member 50 is projected into the concave 50b.
- the deformed fiber 2 protruding into the convex forming recess 50b is pressed against the second linear member 60b in the linear concave forming member 60 by a high-pressure water flow.
- the fiber assembly 1A pressed against the second linear material 60b is depressed in the thickness direction of the aggregate 1A, and a plurality of linear recesses 5 complementary to the shape of the second linear material 60b are formed.
- the deformed fiber positioned on the second linear material 60b is caused by the second linear material by high-pressure water flow. While being pressed against 60b, the fibers are further divided through the linear material 60b toward the space 60R defined between the adjacent second linear materials 60b. Since the space 60R is configured to be smaller than the area of the convex-forming concave portion 50b in the concave-convex portion forming member 50, the pressure of the high-pressure water flow passing through the space 60R is higher than the pressure of the sprayed water. Become.
- the deformed fiber existing in the space 60R is oriented so that the major axis in the cross section of the deformed fiber is in a direction along the plane orthogonal to the surface of the wiping sheet so that the pressure (external force) due to the high-pressure water flow W is less likely to be received.
- the ratio becomes higher than the ratio of the deformed fibers existing in the convex portion 4 (that is, the ratio of the minor axis orientation is further increased).
- the irregular fibers are further separated through the second linear member 60b, whereby the irregular fibers are oriented in the length direction of the second linear member 60b. That is, the deformed fiber 2 present in the first region 7 located between the formed linear recesses 5 is oriented along the direction in which the linear recesses 5 extend.
- a linear recess can be formed while forming an uneven portion of a macroscopic pattern having a curved portion on one surface of the wiping sheet, and the deformed fibers present in adjacent linear recesses are The orientation of the major axis in the cross section is different.
- the fiber assembly 1A manufactured as described above may be used as a dry wiping sheet as it is after being formed into a rectangular shape as shown in FIG. 2, for example, and a cleaning liquid is applied to the fiber assembly 1A in the wiping sheet 1. It can be supported (supporting step) and used as a wet wiping sheet.
- the carrying amount of the washing liquid carried on the fiber assembly 1A is preferably 1 g / sheet or more when the dimension of the wiping sheet 1 is 285 mm ⁇ 205 mm as described in the examples below, for example. 10 g / sheet or more is more preferable, 40 g / sheet or less is preferable, and 25 g / sheet or less is more preferable. In other words, preferably 17 g / m 2 or more, more preferably 117 g / m 2 or more, preferably 690 g / m 2 or less, more preferably 430 g / m 2 or less.
- the wiping sheet manufactured in this way is attached to a cleaning tool such as a wiper sheet alone or a wiper, and flooring, wall and other buildings, cupboards, window glass, mirrors, doors, door knobs and other fittings, It can be used for furniture such as rugs, carpets, desks, kitchens, toilets, body cleaning, sanitary products, and packaging.
- the uneven portion of the macroscopic pattern shown in FIG. 3 is formed only on one surface, but may be formed on the other surface in addition to the one surface.
- the fiber assembly is inverted and further the pattern formation step is performed, so that the other surface is also macroscopic. Uneven portions of the pattern can be formed.
- a second card machine is arranged, and a fiber web other than irregularly shaped fibers is fed out from the card machine, and irregularly shaped fibers It may be laminated on the web. Thereafter, by performing an entanglement step, a fiber assembly including fibers other than the irregularly shaped fibers can be formed in addition to the irregularly shaped fibers.
- the entanglement process and the pattern formation process are performed in separate processes, but these may be performed in the same process.
- an uneven portion forming member 50 (and, if necessary, a linear recessed portion forming member 60) is arranged between the deformed fiber web and the first support belt 32, and the fibers are entangled.
- an uneven portion or a linear recess portion of a macroscopic pattern may be formed.
- the formation of the concave and convex portions of the macroscopic pattern and the formation of the linear concave portions are performed in the same step, but these formations may be performed in different steps.
- the pattern forming step after only forming the uneven portion forming member 50 to form the uneven portion of the macroscopic pattern on one surface of the fiber assembly, only the linear recessed portion forming member 60 is provided to flow the water flow. By spraying, the linear recessed part 5 can be formed in the whole surface of a wiping sheet.
- a wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section In the concave portion and the convex portion constituting the concave and convex portion, the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion.
- a wiping sheet in which the major axis of the cross section of the fiber is generally oriented in a direction along a plane perpendicular to the plane of the wiping sheet.
- the said irregular shaped fiber is a wiping sheet as described in said ⁇ 1> which has a major axis and a minor axis in the cross section.
- the deformed fibers present in the recesses have an angle between the major axis of the deformed fibers and the surface of the wiping sheet of 45% or more when the number of the deformed fibers is the observation target when 10 or more deformed fibers are observed.
- the deformed fibers that are less than the degree and that are present on the convex portion have 10 or more deformed fibers as the observation object.
- the wiping sheet according to ⁇ 1> or ⁇ 2>, wherein an angle formed with the surface is 45 degrees or more.
- a plurality of linear recesses that are recessed from one surface of the wiping sheet toward the other surface and extend linearly are formed in one direction
- the deformed fiber existing in the first region located between two linear recesses adjacent to each other in the direction orthogonal to the extending direction of the linear recesses is a surface in which the major axis of the transverse section is orthogonal to the surface of the wiping sheet Generally facing the direction along
- the proportion of the deformed fibers in the first region oriented in the direction along the plane perpendicular to the surface of the wiping sheet is the ratio of the major axis of the cross section of the fibers to the deformed fibers of the convex portions.
- ⁇ 5> The wiping sheet according to ⁇ 4>, wherein a plurality of extending directions of the linear concave portions are formed along the one direction.
- ⁇ 6> When viewing one row of linear recesses along the one direction, the adjacent linear recesses are line-symmetric with respect to a direction perpendicular to the one direction as the symmetry axis, ⁇ 4> or The wiping sheet according to ⁇ 5>.
- the rows of two linear recesses extending along the one direction and adjacent in a direction orthogonal to the one direction are line-symmetric with respect to the one direction as a symmetry axis, according to the above ⁇ 4> to ⁇ 7>
- the deformed fiber existing in the first region has a direction in which the linear recessed portion extends more than the deformed fiber present in the second region located between two adjacent linear recessed portions in the extending direction of the linear recessed portion.
- ⁇ 10> The wiping sheet according to any one of ⁇ 1> to ⁇ 9>, wherein a scrim net is disposed in a central region in a thickness direction of the fiber assembly.
- ⁇ 11> The wiping sheet according to any one of ⁇ 1> to ⁇ 10>, wherein the cleaning liquid is impregnated.
- ⁇ 12> The wiping sheet according to any one of ⁇ 1> to ⁇ 11>, wherein the deformed fiber is a fiber made of a thermoplastic resin.
- the fiber assembly is mainly composed of the deformed fiber.
- the fiber aggregate includes 50 mass% or more of the deformed fiber.
- ⁇ 16> The wiping sheet according to any one of ⁇ 1> to ⁇ 15>, wherein the wiping sheet includes only a fiber assembly including the deformed fiber.
- ⁇ 17> The wiping sheet according to any one of ⁇ 1> to ⁇ 16>, wherein the wiping sheet is composed of a single-layer fiber assembly.
- ⁇ 18> ⁇ 1> to ⁇ 16 which is constituted by a fiber assembly having a multilayer structure including a layer including the first deformed fiber and a layer including the second deformed fiber different from the first deformed fiber.
- the wiping sheet according to any one of ⁇ 19> The wiping sheet according to any one of ⁇ 1> to ⁇ 15>, wherein the wiping sheet includes a fiber assembly having a multilayer structure including a layer including the deformed fiber and a layer not including the deformed fiber.
- ⁇ 20> ⁇ 1> to ⁇ 15> and ⁇ 19> which are multi-ply laminated structures in which the first fiber aggregate including the deformed fiber and the second fiber aggregate not including the deformed fiber are overlapped.
- the fiber having a perfect circular cross section is preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less.
- Any of ⁇ 1> to ⁇ 24>, wherein the deformed fiber has preferably at least one, more preferably two or more, and even more preferably three or more convex portions having a sharp apex in the cross-sectional shape thereof.
- the wiping sheet as described in kaichi.
- Example 1 As shown in FIG. 1B, hydroentanglement is performed using a deformed fiber having a multi-leaf shape in the cross section of a fiber made of a thermoplastic resin, and a scrim net (PP, wire diameter of about 200 ⁇ m, tsubos) A fiber assembly having an amount of 5 g / m 2 ) in the central region in the thickness direction was produced.
- the fiber aggregate was formed into a size of 285 mm ⁇ 205 mm, it was impregnated with a cleaning liquid at 290 g / m 2 to obtain a target wet wiping sheet.
- the basis weight of the wiping sheet was 70 g / m 2 .
- a fiber assembly was manufactured by performing hydroentanglement using fibers whose cross-sectional shape of fibers made of thermoplastic resin is a perfect circle.
- Other conditions were the same as in Example 1, and a wet wiping sheet was produced.
- test powders 7 kinds of test powders (particle size: 5 to 75 ⁇ m) defined in JIS Z 8901 are provided on a flooring floor (DAG floor, manufactured by Hokuei Co., Ltd.) having a length (wiping direction) of 90 cm ⁇ width of 90 cm.
- 11 kinds of test powders 11 kinds were sprayed in an area of 15 cm length ⁇ 90 cm width in a range of 15 cm to 30 cm from the front of the wiping direction.
- the wiping sheet of the Example or Comparative Example was wiped by reciprocating twice in the wiping direction every 30 cm in width. Six sets of this operation were performed.
- the sheet direction during wiping is the same as the wiping direction in the width direction Y in FIG.
- the change in sheet mass before and after wiping was measured to evaluate the particulate collection ability. The results are shown in Table 1.
- the wiping sheet of the present invention has a high collection property of fine particle stains and a high collection property of fiber stains such as hair by containing a deformed fiber as a constituent fiber. I know that there is. In particular, as can be seen from the evaluation of the hair collecting property, it can be seen that the wiping sheet of Example 1 has a high hair dirt collecting property even when it is a wet wiping sheet.
- a wiping sheet that has both high collection ability of fine particle dirt and high collection ability of fiber dirt such as hair.
Abstract
This wiping sheet (1) includes a fiber aggregate (1A) that has on at least one surface thereof an uneven section having a macroscopic pattern, and that contains irregular fibers having a flat shape in a transverse cross-section. In recesses (3) and protrusions (4) that constitute the uneven section, the transverse cross-section long diameter of irregular fibers (2) present in the recesses (3) is largely facing in a direction along the surface of the wiping sheet (1), and the transverse cross-section long diameter of irregular fibers (2) present in the protrusions (4) is largely facing in a direction along a surface which is orthogonal to the surface of the wiping sheet (1).
Description
本発明は、ワイピングシートに関する。
The present invention relates to a wiping sheet.
熱可塑性樹脂を原料とする繊維は、その繊維を交絡させた不織布の形態で様々な用途に用いられている。例えば特許文献1には、多葉扁平断面ポリエステル系繊維20~80質量%とセルロース系繊維20~80質量%とからなる不織布が開示されている。この不織布は、水や薬液等の液体の高い吸保液力と放出性を持ち、適度な嵩高性と柔軟性を兼ね備えているので、対人清拭用や美容用として用いることができることが同文献に記載されている。
Fibers made from thermoplastic resin are used in various applications in the form of nonwoven fabrics entangled with the fibers. For example, Patent Document 1 discloses a nonwoven fabric composed of 20 to 80% by mass of multi-leaf flat cross-sectional polyester fibers and 20 to 80% by mass of cellulose fibers. This non-woven fabric has high absorption and retention of liquids such as water and chemicals, and has moderate bulkiness and flexibility, so it can be used for interpersonal wiping and cosmetics. It is described in.
特許文献2には、繊維集合体及び網状シートが絡合した基材シートと洗浄液とを有する湿式清掃用シートが開示されている。この湿式清掃用シートは、その清掃面に巨視的な凹凸パターンが形成されており、髪の毛の捕捉性能に優れていることが同文献に記載されている。
Patent Document 2 discloses a wet cleaning sheet having a base material sheet in which a fiber assembly and a net-like sheet are intertwined with a cleaning liquid. This wet cleaning sheet has a macroscopic uneven pattern formed on its cleaning surface, and it is described in the same document that it is excellent in hair capturing performance.
本発明は、少なくとも一方の面に巨視的パターンの凹凸部を有し、且つ横断面が扁平形である異形繊維を含む繊維集合体を有するワイピングシートである。前記凹凸部を構成する凹部及び凸部において、該凹部に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面に沿う方向を概ね向いており、該凸部に存在する前記異形繊維の横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いている。
The present invention is a wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section. In the concave portion and the convex portion constituting the concave and convex portion, the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion. The major axis of the cross section of the fiber generally faces the direction along the plane perpendicular to the plane of the wiping sheet.
特許文献1の不織布は、対人向け清拭用や美容用を目的としたものであり、床面等を清掃した場合のごみの捕集性については何ら開示されていない。また、特許文献2の清掃用シートは、微粒子(ダスト)汚れの捕集性能について、改善の余地があった。
The non-woven fabric of Patent Document 1 is intended for interpersonal wiping and cosmetic purposes, and does not disclose any garbage collection properties when the floor surface or the like is cleaned. Further, the cleaning sheet of Patent Document 2 has room for improvement with respect to the collection performance of fine particles (dust).
したがって、本発明は、従来技術の欠点を解決するワイピングシートに関する。
Therefore, the present invention relates to a wiping sheet that solves the drawbacks of the prior art.
以下、本発明のワイピングシートをその好ましい実施形態に基づき説明する。本発明において、「ワイピング」とは、清掃及び清拭の両方の意味を含むものであり、例えば、床面、壁面、天井及び柱等の建物の清掃、建具や備品の清掃、物品の拭き取り、身体及び身体に係る器具の清拭等が含まれる。
Hereinafter, the wiping sheet of the present invention will be described based on preferred embodiments thereof. In the present invention, “wiping” includes both the meanings of cleaning and wiping, for example, cleaning of buildings such as floor surfaces, wall surfaces, ceilings and pillars, cleaning of fittings and equipment, wiping of articles, This includes wiping the body and equipment related to the body.
本発明のワイピングシートは、異形繊維を含み、好ましくは異形繊維を主体とする繊維集合体を備えている。異形繊維は、その繊維どうしが、堆積、交絡又は結合して繊維集合体を形成している。繊維集合体を構成する繊維は、その繊維どうしが融着していてもよく、融着していなくてもよい。繊維の自由度を高めて、汚れの捕集効率を高める観点から、繊維集合体を構成する繊維は、その繊維どうしが融着していないことが好ましい。「主体とする」とは、ワイピングシートを構成する繊維集合体に、異形繊維が50質量%以上含まれていることをいう。
The wiping sheet of the present invention includes a fiber assembly containing irregularly shaped fibers, preferably mainly composed of irregularly shaped fibers. In the deformed fiber, the fibers are accumulated, entangled or bonded to form a fiber assembly. The fibers constituting the fiber assembly may or may not be fused together. From the viewpoint of increasing the degree of freedom of the fibers and increasing the collection efficiency of the dirt, it is preferable that the fibers constituting the fiber assembly are not fused together. “Mainly” means that the fiber aggregate constituting the wiping sheet contains 50% by mass or more of deformed fibers.
本発明のワイピングシートは、1つの繊維集合体に着目したときに、異形繊維を含む単層の繊維集合体から構成されていてもよく、あるいは異形繊維を含む層と、異形繊維を含まない層とを備えた多層構造の繊維集合体から構成されていてもよい。また本発明のワイピングシートは、第1の異形繊維を含む層と、第1の異形繊維と異なる第2の異形繊維を含む層とを備えた多層構造の繊維集合体から構成されていてもよい。
The wiping sheet of the present invention may be composed of a single-layer fiber assembly including deformed fibers when focusing on one fiber assembly, or a layer including deformed fibers and a layer not including deformed fibers. And a fiber assembly having a multilayer structure. Further, the wiping sheet of the present invention may be composed of a fiber assembly having a multilayer structure including a layer including a first deformed fiber and a layer including a second deformed fiber different from the first deformed fiber. .
本発明のワイピングシートは、異形繊維を含む1つの繊維集合体(単層及び多層を問わない)のみから構成されていてもよく、あるいは異形繊維を含む第1の繊維集合体と、異形繊維を含まない第2の繊維集合体又は繊維集合体以外の他のシート材料とを重ね合わせたマルチプライの積層構造を有していてもよい。繊維集合体としては、例えば不織布や織布、紙等が挙げられる。
The wiping sheet of the present invention may be composed of only one fiber assembly (whether a single layer or multiple layers) containing deformed fibers, or the first fiber assembly including deformed fibers and deformed fibers. You may have the multilayer structure of the multiply which overlap | superposed other sheet materials other than the 2nd fiber assembly which does not contain or a fiber assembly. Examples of the fiber aggregate include non-woven fabric, woven fabric, and paper.
本発明のワイピングシートにおける異形繊維の占める割合は、該ワイピングシートが単層構造の繊維集合体からなる場合は、微粒子汚れの捕集性と毛髪等の繊維汚れの捕集性とを両立させる観点から、50質量%以上であることが好ましく、60質量%以上であることが更に好ましく、70質量%以上であることが一層好ましい。本発明のワイピングシートに異形繊維以外に含有させ得る繊維は、その横断面が真円の繊維である(本明細書では、横断面が真円の繊維を「非異形の繊維」ともいう。)。このような非異形の繊維は、該ワイピングシートが単層構造の繊維集合体からなる場合は、多くても好ましくは50質量%以下の割合で含有され、更に好ましくは40質量%以下、一層好ましくは30質量%以下の割合で含有される。
In the wiping sheet of the present invention, the proportion of the irregularly shaped fibers is such that when the wiping sheet is composed of a fiber assembly having a single-layer structure, it is possible to achieve both the ability to collect fine particle dirt and the ability to collect fiber dirt such as hair. Therefore, it is preferably 50% by mass or more, more preferably 60% by mass or more, and still more preferably 70% by mass or more. The fibers that can be contained in the wiping sheet of the present invention in addition to the irregular fibers are fibers having a perfect circle in the cross section (in the present specification, fibers having a perfect circle in the cross section are also referred to as “non-deformed fibers”). . In the case where the wiping sheet is composed of a fiber assembly having a single-layer structure, such non-shaped fibers are preferably contained in a proportion of at most 50% by mass, more preferably at most 40% by mass, even more preferably. Is contained in a proportion of 30% by mass or less.
本発明のワイピングシートに含まれる異形繊維とは、繊維の横断面(繊維の長さ方向と直交する断面)の形状が扁平形である繊維を指す。繊維の横断面が扁平形であるとは、繊維の横断面が、横断面を横切る線分のうち、最長の線分の長さをAとし、該線分と直交し且つ該横断面と横切る線分のうち最長の線分の長さをBとしたときに、長さAが長さBよりも長いものである。つまり、異形繊維は、その横断面に長径と短径とを有するものである。異形繊維は、長さAの線分を対称線として線対称であることが好ましい。
The deformed fiber contained in the wiping sheet of the present invention refers to a fiber having a flat cross-sectional shape (cross section perpendicular to the fiber length direction). The cross-section of the fiber is flat. The cross-section of the fiber is A, the length of the longest line segment crossing the cross-section, orthogonal to the line segment and crossing the cross-section. The length A is longer than the length B, where B is the length of the longest line segment. That is, the deformed fiber has a major axis and a minor axis in its cross section. The deformed fiber is preferably line symmetric with the line segment of length A as a symmetric line.
このような繊維の横断面の形状を有する異形繊維としては、例えば図1(a)に示す楕円形や、図1(b)に示す多葉形などの横断面形状を有するものが挙げられる。図1(a)に示す繊維の横断面形状が楕円である異形繊維では、長さAは楕円の長径であり、長さBは楕円の短径となる(以下、本明細書では、異形繊維の横断面形状によらず、長さAを「長径」ともいい、長さBを「短径」ともいう。)。異形繊維がこのような横断面を有していることによって、構成繊維の曲げ剛性に異方性を持たせることができ、その結果、毛髪等の繊維汚れを絡め取りやすくすることができる。
Examples of the deformed fiber having such a cross-sectional shape of the fiber include those having a cross-sectional shape such as an elliptical shape shown in FIG. 1 (a) and a multilobal shape shown in FIG. 1 (b). 1 (a), the length A is the major axis of the ellipse and the length B is the minor axis of the ellipse (hereinafter referred to as the irregular fiber in this specification). The length A is also referred to as “major axis” and the length B is also referred to as “minor axis”, regardless of the cross-sectional shape. Since the deformed fiber has such a cross section, the bending rigidity of the constituent fiber can be made anisotropic, and as a result, fiber dirt such as hair can be easily entangled.
詳細には、異形繊維は、その横断面において、長径に沿う方向(以下、これを長径方向ともいう。)と短径に沿う方向(以下、これを短径方向ともいう。)とで曲げ剛性(EI)に差が生じている。曲げ剛性(EI)は、その構成材料のヤング率(E)と、繊維の断面形状及び大きさで決まる断面二次モーメント(I)との積で表されるものである。異形繊維は同一の材料から構成されており、ヤング率が一定となっているので、異形繊維の曲げ剛性は、異形繊維の横断面における断面二次モーメントの大きさによって決定される。異形繊維の横断面における断面二次モーメントは、横断面の長径方向で大きく、短径方向で小さくなる。したがって、異形繊維は、その横断面における長径方向と清掃対象面との角度が略直角となるように清掃対象面と当接することで、高い曲げ剛性を発現する。これに起因して、清掃対象面に存在する繊維汚れのかきとり及び引っかけを行うことができる。また異形繊維は、横断面における短径方向と清掃対象面との角度が略直角となるように清掃対象面と当接することで、長径方向での当接と比較して、低い曲げ剛性となる。これに起因して、繊維汚れの絡みとりを行うことができる。このように、ワイピングシートは異形繊維を含むことによって、繊維汚れの捕集性能を効果的に高めることができる。
In detail, the deformed fiber has a bending rigidity in a cross-section in a direction along the major axis (hereinafter also referred to as the major axis direction) and a direction along the minor axis (hereinafter also referred to as the minor axis direction). There is a difference in (EI). The bending stiffness (EI) is expressed by the product of the Young's modulus (E) of the constituent material and the cross-sectional second moment (I) determined by the cross-sectional shape and size of the fiber. Since the deformed fibers are made of the same material and have a constant Young's modulus, the bending rigidity of the deformed fibers is determined by the magnitude of the second moment of section in the cross section of the deformed fibers. The cross-sectional secondary moment in the cross section of the deformed fiber is large in the major axis direction of the cross section and decreases in the minor axis direction. Therefore, the deformed fiber exhibits high bending rigidity by abutting against the surface to be cleaned so that the angle between the major axis direction in the cross section and the surface to be cleaned is substantially perpendicular. Due to this, it is possible to scrape and hook fiber dirt present on the surface to be cleaned. In addition, the deformed fiber comes into contact with the surface to be cleaned so that the angle between the minor axis direction and the surface to be cleaned in the cross section is substantially a right angle, and thus has a low bending rigidity compared to the contact in the major axis direction. . Due to this, the fiber dirt can be entangled. Thus, the wiping sheet can improve the collection performance of fiber dirt effectively by including a deformed fiber.
上述のとおり、ワイピングシートに含まれる異形繊維は、その横断面における長径とワイピングシートの面とのなす角度の関係が、繊維汚れの捕集性能の観点で重要となる。異形繊維の横断面の配向に着目したときに(以下、この配向を「繊維断面配向」ともいう。)、横断面における長径とワイピングシートの面とのなす角度が45度未満である異形繊維の存在割合が、本数基準として50%以上であるものを「横断面の長径が前記ワイピングシートの面に沿う方向を概ね向いている」とし、横断面における長径とワイピングシートの面とのなす角度が45度以上である異形繊維の存在割合が、本数割合として50%以上であるものを「横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いている」と定義する。
As described above, the deformed fiber contained in the wiping sheet has an important relationship in terms of fiber dirt collection performance in terms of the angle between the major axis in the cross section and the surface of the wiping sheet. When attention is paid to the orientation of the cross section of the irregular fiber (hereinafter, this orientation is also referred to as “fiber cross section orientation”), the angle of the major axis in the cross section and the surface of the wiping sheet is less than 45 degrees. When the existence ratio is 50% or more on the basis of the number, it is assumed that “the major axis of the transverse section is substantially in the direction along the surface of the wiping sheet”, and the angle between the major axis of the transverse section and the surface of the wiping sheet is The ratio of the number of irregularly shaped fibers having an angle of 45 ° or more is defined as “the major axis of the transverse section is generally in the direction along the plane perpendicular to the surface of the wiping sheet” when the number ratio is 50% or more.
毛髪等の繊維汚れの効果的な捕集に加えて、微粒子汚れの効果的な捕集を実現する観点から、本発明に用いられる異形繊維は、その横断面形状において、尖鋭な頂部を有する凸部を好ましくは少なくとも1つ、更に好ましくは2つ以上、一層好ましくは3つ以上有する。尖鋭な頂部とは、異形繊維の横断面形状における凸部の輪郭が、例えば(イ)非平行な2本の直線が交わることで画成される場合、(ロ)1本の直線と1本の曲線とが交わることで画成される場合、及び(ハ)2本の曲線が交わることで画成される場合などが挙げられる。例えば図1(b)に示す異形繊維は尖鋭な頂部を8つ有する。尖鋭な頂部は、長径と交差する方向に延びていることが好ましく、長径と直交する方向に延びていることが好ましい。本発明においては、1種の異形繊維を単独で用いてもよく、あるいは横断面形状が異なる2種以上の異形繊維を組み合わせて用いてもよい。尖鋭な頂部を有するその他の異形繊維としては、後述する長径及び短径の比を有することを条件として、その横断面形状が、例えば三角形や、四角形、五角形及び六角形などの凸多角形や、星形多角形、W状形等であってもよい。
From the viewpoint of realizing effective collection of fine particle dirt in addition to effective collection of fiber dirt such as hair, the deformed fiber used in the present invention has a convex shape having a sharp top in its cross-sectional shape. Preferably, it has at least one part, more preferably two or more, more preferably three or more. A sharp apex is, for example, when the contour of the convex portion in the cross-sectional shape of the deformed fiber is defined by (a) two non-parallel straight lines intersecting (b) one straight line and one And (c) a case where two curves are intersected, and the like. For example, the deformed fiber shown in FIG. 1B has eight sharp apexes. The sharp apex preferably extends in a direction intersecting the major axis, and preferably extends in a direction perpendicular to the major axis. In the present invention, one type of deformed fiber may be used alone, or two or more types of deformed fibers having different cross-sectional shapes may be used in combination. As other deformed fibers having a sharp apex, the cross-sectional shape thereof is, for example, a triangle, a convex polygon such as a quadrangle, a pentagon and a hexagon, provided that it has a ratio of a major axis and a minor axis described later, It may be a star polygon, a W shape, or the like.
特に、1種の異形繊維を単独で用いた場合でも、毛髪などの繊維汚れの捕集性に加えて、構成繊維の比表面積を大きくして微粒子の捕集性を高める観点から、図1(b)に示すように、異形繊維の横断面における輪郭線を周方向に沿って見たときに、複数の凸部Pと、隣り合う凸部P間に位置する凹部Rとを有する形状であることが好ましい。
In particular, even when one kind of irregularly shaped fiber is used alone, in addition to the ability to collect fiber stains such as hair, from the viewpoint of increasing the specific surface area of the constituent fibers and increasing the ability to collect fine particles, FIG. As shown in b), when the contour line in the cross section of the deformed fiber is viewed along the circumferential direction, it has a shape having a plurality of convex portions P and concave portions R located between adjacent convex portions P. It is preferable.
上述の異形繊維を含む繊維集合体からなる本発明のワイピングシートは、図2に示すように、長手方向Xと該方向に直交する幅方向Yを有する略矩形状のシートである。同図に示すように、ワイピングシート1は、その少なくとも一方の面に曲線部を有する巨視的パターンの凹凸部を有している。毛髪等の繊維汚れ及び微粒子汚れを効果的に捕集する観点から、ワイピング面(ワイピング対象面と接触する面)として用いられる面側に曲線部を有する巨視的パターンの凹凸部を有していることがより好ましい。
The wiping sheet of the present invention composed of a fiber assembly containing the above-described irregular fibers is a substantially rectangular sheet having a longitudinal direction X and a width direction Y orthogonal to the direction, as shown in FIG. As shown in the figure, the wiping sheet 1 has an uneven portion of a macroscopic pattern having a curved portion on at least one surface thereof. From the viewpoint of effectively collecting fiber stains such as hair and fine particle stains, it has an uneven portion of a macroscopic pattern having a curved portion on the surface side used as a wiping surface (a surface in contact with the surface to be wiped). It is more preferable.
同図に示すように、ワイピングシート1の一方の面には凹凸部を構成する凹部3と凸部4とが形成されている。凹部3と凸部4との境界線は、巨視的に見て曲線状の部分を有している。巨視的パターンの凹凸部を一方の面に形成したときの他方の面は、巨視的パターンの凹凸部に由来する凹凸は形成されず、平坦になっている。
As shown in the figure, a concave portion 3 and a convex portion 4 constituting a concave and convex portion are formed on one surface of the wiping sheet 1. The boundary line between the concave portion 3 and the convex portion 4 has a curved portion when viewed macroscopically. The other surface when the concavo-convex portion of the macroscopic pattern is formed on one surface is flat without forming the concavo-convex portion derived from the concavo-convex portion of the macroscopic pattern.
巨視的パターンの凹凸部は、同図に示す巨視的パターンに限られず、例えば特開2017-113282号公報に示す巨視的パターンや、直線、曲線、円及び多角形等の図形が適宜組み合わされた巨視的パターンであってもよい。なお、巨視的に見て曲線状とは、マイクロスケールの微細な孔を構成する曲線や、直径1.5~2mm程度の水抜き用穴を構成する曲線を除いて、凹凸部を構成する図形の辺の一部が曲線であることが目視で確認できることを意味するものであり、このような観点から、凹部3で囲まれた個々の凸部4の面積が300mm2以上となるように、凹部3及び凸部4を形成することが好ましい。このような巨視的パターンの凹凸部を有していることによって、ワイピングシート自体の意匠性を高めるという利点も奏される。
The concave and convex portions of the macroscopic pattern are not limited to the macroscopic pattern shown in the figure. For example, the macroscopic pattern disclosed in Japanese Patent Application Laid-Open No. 2017-113282 and figures such as straight lines, curves, circles, and polygons are appropriately combined. It may be a macroscopic pattern. Macroscopically, a curved shape is a figure that constitutes a concavo-convex part except for a curve that constitutes a microscale fine hole or a curve that constitutes a water drain hole having a diameter of about 1.5 to 2 mm. This means that it can be visually confirmed that a part of the side is a curved line. From such a viewpoint, the area of each convex part 4 surrounded by the concave part 3 is 300 mm 2 or more. It is preferable to form the concave portion 3 and the convex portion 4. By having such a macroscopic pattern uneven part, there is also an advantage that the design of the wiping sheet itself is improved.
本発明のワイピングシートは、その構成繊維である異形繊維の横断面が長径と短径とを有する扁平形状となっていることに起因して、巨視的パターンの凹凸部を構成する凹部3及び凸部4において、繊維配向が異なっている。具体的には、凹部3に存在する異形繊維は、その扁平面がワイピングシートの面(図2中紙面方向)に向くように配向しており、凸部4に存在する異形繊維は、その扁平面がワイピングシートの面と直交する面(図2中紙面と直交する面)を向くように配向している。
The wiping sheet of the present invention has a concave portion 3 and a convex portion constituting the concavo-convex portion of the macroscopic pattern due to the fact that the cross-section of the deformed fiber that is the constituent fiber is a flat shape having a major axis and a minor axis. In part 4, the fiber orientation is different. Specifically, the deformed fibers present in the recesses 3 are oriented so that their flat surfaces are directed to the surface of the wiping sheet (paper surface direction in FIG. 2), and the deformed fibers present in the protrusions 4 are flattened. The surface is oriented so as to face a surface orthogonal to the surface of the wiping sheet (a surface orthogonal to the paper surface in FIG. 2).
言い換えると、凹部3に存在する異形繊維は、その横断面における長径がワイピングシートの面に沿う方向を概ね向いており、また、凸部4に存在する異形繊維は、その横断面における短径がワイピングシートの面に沿う方向を概ね向いている。このように、異形繊維の扁平面の配向が異なる領域をワイピングシートのワイピング面に複数存在させることによって、繊維の高い自由度に起因した微粒子汚れの捕集性と、繊維の剛性に起因した毛髪等の繊維汚れの捕集性とが両立したものとなる。
In other words, the deformed fiber existing in the concave portion 3 has a major axis in the transverse section thereof generally facing the direction along the surface of the wiping sheet, and the deformed fiber present in the convex section 4 has a minor axis in the transverse section. It generally faces the direction along the surface of the wiping sheet. In this way, the presence of a plurality of regions having different flat-plane orientations of irregularly shaped fibers on the wiping surface of the wiping sheet allows the collection of fine particles due to the high degree of freedom of the fibers and the hair due to the rigidity of the fibers. It becomes compatible with the collection property of fiber stains such as.
「異形繊維の横断面の長径がワイピングシートの面に沿う方向を概ね向いている」とは、10本以上の異形繊維を観察対象としたときに、該異形繊維の50%(本数基準)以上が、異形繊維の長径とワイピングシートの面とのなす角度が45度未満であることをいう(以下、これを「長径配向」ともいう。)。また、「異形繊維の横断面の長径がワイピングシートの面に直交する面に沿う方向を概ね向いている」とは、10本以上の異形繊維を観察対象としたときに、異形繊維の50%(本数基準)以上が、異形繊維の長径とワイピングシートの面とのなす角度が45度以上であることをいう(以下、これを「短径配向」ともいう。)。
“The major axis of the cross-section of the deformed fiber is generally in the direction along the surface of the wiping sheet” means that when 10 or more deformed fibers are to be observed, 50% or more of the deformed fibers (based on the number) However, it means that the angle formed between the major axis of the irregularly shaped fiber and the surface of the wiping sheet is less than 45 degrees (hereinafter also referred to as “major axis orientation”). Further, “the major axis of the cross section of the deformed fiber is generally in the direction along the plane perpendicular to the surface of the wiping sheet” means that 50% of the deformed fiber is observed when ten or more deformed fibers are observed. The above (number basis) means that the angle formed between the major axis of the deformed fiber and the surface of the wiping sheet is 45 degrees or more (hereinafter also referred to as “short axis orientation”).
微粒子汚れの捕集性を高める観点から、巨視的パターンにおける凹部に存在する異形繊維において、その横断面の長径がワイピングシートの面に沿う方向に向けて配向している割合は、異形繊維の本数基準として、50%以上が好ましく、60%以上が更に好ましく、また100%以下が好ましく、80%以下が更に好ましく、具体的には、50%以上100%以下が好ましく、60%以上80%以下が更に好ましい。
From the viewpoint of enhancing the collection of fine particles, the proportion of the irregular fibers existing in the recesses in the macroscopic pattern is oriented in the direction along the surface of the wiping sheet in terms of the number of irregular fibers. As a standard, 50% or more is preferable, 60% or more is more preferable, 100% or less is preferable, 80% or less is more preferable, specifically, 50% or more and 100% or less is preferable, and 60% or more and 80% or less is preferable. Is more preferable.
毛髪等の繊維汚れの捕集性を高める観点から、巨視的パターンにおける凸部に存在する異形繊維において、その横断面の長径がワイピングシートの面と直交する面に沿う方向に向けて配向している割合は、異形繊維の本数基準として、50%以上が好ましく、60%以上が更に好ましく、また100%以下が好ましく、80%以下が更に好ましく、具体的には、50%以上100%以下が好ましく、60%以上80%以下が更に好ましい。配向割合は、走査型電子顕微鏡(SEM)を用いた観察によって、上述の配向の基準を満たす異形繊維の本数から算出することができる。
From the viewpoint of enhancing the collection property of fiber dirt such as hair, in the deformed fiber existing in the convex part in the macroscopic pattern, the major axis of the cross section is oriented toward the direction along the plane perpendicular to the surface of the wiping sheet. The proportion is preferably 50% or more, more preferably 60% or more, more preferably 100% or less, still more preferably 80% or less, more specifically 50% or more and 100% or less, based on the number of deformed fibers. Preferably, it is 60% or more and 80% or less. The orientation ratio can be calculated from the number of deformed fibers satisfying the above-mentioned orientation criteria by observation using a scanning electron microscope (SEM).
異形繊維の横断面における配向(繊維断面配向)は、繊維集合体を構成する異形繊維について、その横断面の長径及び短径を測定した上で、ワイピングシートにおける測定対象面に観察される異形繊維の繊維径を測定して算出することができる。これらの長径、短径及び繊維径は、走査型電子顕微鏡(SEM)で観察して、例えば以下の方法で測定することができる。
The cross-sectional orientation of the deformed fibers (fiber cross-section orientation) is determined by measuring the long and short diameters of the cross-section of the deformed fibers constituting the fiber assembly, and then the deformed fibers observed on the measurement target surface of the wiping sheet The fiber diameter can be measured and calculated. These major axis, minor axis, and fiber diameter can be measured by the following method, for example, by observing with a scanning electron microscope (SEM).
図3(a)及び(b)には、図1(b)に示す横断面形状を有する異形繊維(長径20.0μm、短径9.0μm)を用いたときのワイピングシートについて、そのワイピング面を走査型電子顕微鏡(SEM)で観察した画像を示している。異形繊維の長径とワイピングシートの面とのなす角度が45度となるときに観察される繊維幅(長径20.0μm×cos45°=14.1μm)を繊維断面配向の基準としたときに、巨視的パターンの凹凸部における凹部3に存在する異形繊維は、その本数基準として60%以上が繊維断面配向の基準を超えており、長径配向となっている繊維が多くなっている(図3(a)参照)。一方、巨視的パターンの凹凸部における凸部4に存在する異形繊維2は、その本数基準でその70%以上が繊維断面配向の基準を下回っており、短径配向となっている繊維が多くなっている(図3(b)参照)。
3 (a) and 3 (b) show the wiping surface of the wiping sheet when the irregular shaped fiber (major axis 20.0 μm, minor axis 9.0 μm) having the cross-sectional shape shown in FIG. 1 (b) is used. The image which observed this with the scanning electron microscope (SEM) is shown. When the fiber width (major axis 20.0 μm × cos 45 ° = 14.1 μm) observed when the angle formed between the major axis of the deformed fiber and the surface of the wiping sheet is 45 degrees, the macroscopic view is taken macroscopically. 60% or more of the deformed fibers existing in the recesses 3 in the concave and convex portions of the target pattern exceed the fiber cross-sectional orientation standard, and the number of fibers in the major axis orientation is large (FIG. 3 (a) )reference). On the other hand, 70% or more of the deformed fibers 2 present on the convex portions 4 in the concavo-convex portions of the macroscopic pattern are below the standard of the fiber cross-sectional orientation on the basis of the number of the fibers, and the number of fibers in the short axis orientation is increased. (See FIG. 3B).
微粒子汚れの捕集性と、濡れている清掃対象面における毛髪等の繊維汚れの捕集性とを優れたものとする観点から、本発明のワイピングシートは、図2に示す巨視的パターンの凹凸部に加えて、ワイピングシート1の一面から他面に向けて凹陥した線状凹部5が形成されていることが好ましい。線状凹部5は、直線状に延びており、また一方向を向くように複数形成されている。同図及び図4(a)においては、線状凹部5の延びる方向がワイピングシート1の長手方向Xに沿うように複数形成されているが、「一方向」としては、基準となる方向(例えば同図中長手方向X)と線状凹部5とのなす角度が、好ましくは45度以下、より好ましくは30度未満、更に好ましくは20度未満であれば、本発明の効果は奏される。
The wiping sheet of the present invention has a macroscopic pattern unevenness as shown in FIG. 2 from the viewpoint of excellent collection of fine particles and excellent collection of fibers such as hair on a wet surface to be cleaned. In addition to the portion, it is preferable that a linear recess 5 that is recessed from one surface of the wiping sheet 1 toward the other surface is formed. The linear recess 5 extends in a straight line, and a plurality of linear recesses 5 are formed so as to face one direction. In FIG. 4 and FIG. 4A, a plurality of extending directions of the linear recess 5 are formed along the longitudinal direction X of the wiping sheet 1, but “one direction” is a reference direction (for example, If the angle formed by the longitudinal direction X) and the linear recess 5 in the figure is preferably 45 degrees or less, more preferably less than 30 degrees, and even more preferably less than 20 degrees, the effect of the present invention is exhibited.
線状凹部5における図2及び図4(a)に示す以外の形成態様としては、図4に示すように、例えば基準となる方向(図4中長手方向X)に沿う1つの線状凹部5の列5Lを見たときに、(i)隣り合う線状凹部5が、基準となる方向に直交する方向(同図中幅方向Y)を対称軸5Sとして線対称となっていたり(図4(a)、(b)及び(c)参照)、(ii)各線状凹部5の延びる方向がいずれも略同一の方向となるように複数形成されていたり(図4(d)参照)、また(iii)基準となる方向(例えば同図中長手方向X)に沿って延び、且つ基準となる方向に直交する方向(同図中幅方向Y)で隣り合う2つの線状凹部5の列5L,5Lが、基準となる方向(長手方向X)を対称軸5Aとして線対称となっていたりする(図4(c)参照)態様が挙げられる。これらの態様は、本発明の効果が奏される限り、組み合わせてもよい。
As a form of formation other than that shown in FIGS. 2 and 4A in the linear recess 5, as shown in FIG. 4, for example, one linear recess 5 along the reference direction (longitudinal direction X in FIG. 4). When the row 5L of FIG. 4 is viewed, (i) the adjacent linear recesses 5 are line symmetric with respect to a direction orthogonal to the reference direction (width direction Y in the figure) as the symmetry axis 5S (FIG. 4). (See (a), (b) and (c)), (ii) a plurality of linear recesses 5 may be formed so that the extending directions are substantially the same (see FIG. 4D), or (Iii) A row 5L of two linear recesses 5 extending along the reference direction (for example, the longitudinal direction X in the figure) and adjacent in the direction orthogonal to the reference direction (the width direction Y in the figure). , 5L are line symmetric with respect to the reference direction (longitudinal direction X) as the symmetry axis 5A (FIG. 4C). Irradiation) aspect, and the like. These aspects may be combined as long as the effects of the present invention are exhibited.
図2に示すワイピングシート1においては、線状凹部5がその延びる方向(同図中長手方向X)に間隔をおいて複数本直列して配置されており、線状凹部5の列をなしている。線状凹部5の列は、ワイピングシート1の幅方向Yに間隔をおいて複数列配置されている。線状凹部5は同じ長さであってもよく、あるいは異なる長さであってもよい。また、線状凹部5の列間の距離は同じであってもよく、あるいは異なっていてもよい。図2には、同じ長さの複数の線状凹部5から構成されている複数の線状凹部5の列が略等間隔で配置されている状態が示されており、線状凹部5の延びる方向と直交する方向において隣り合う線状凹部5の2つの端部の位置はX方向において一致している。
In the wiping sheet 1 shown in FIG. 2, a plurality of linear recesses 5 are arranged in series at intervals in the extending direction (longitudinal direction X in the figure), and form a line of linear recesses 5. Yes. A plurality of rows of linear recesses 5 are arranged at intervals in the width direction Y of the wiping sheet 1. The linear recesses 5 may have the same length or different lengths. Further, the distance between the rows of the linear recesses 5 may be the same or different. FIG. 2 shows a state in which rows of a plurality of linear recesses 5 made up of a plurality of linear recesses 5 having the same length are arranged at substantially equal intervals, and the linear recesses 5 extend. The positions of the two end portions of the linear concave portions 5 adjacent to each other in the direction orthogonal to the direction coincide with each other in the X direction.
線状凹部5は、ワイピングシートの両面に形成されていてもよく、該シートの一方の面にのみ形成されていてもよい。また、線状凹部5をワイピングシートの巨視的パターンの凹凸部を有する側の面に形成したときは、該シート全面に形成されていてもよく、該シートの巨視的パターンの凹部3にのみ形成されていてもよく、該シートの巨視的パターンの凸部4にのみ形成されていてもよい。ワイピングシートの一方の面に線状凹部5が形成された場合、その他方の面には線状凹部5に相補的な線状凸部が形成されてもよく、線状凸部が形成されず平坦となっていてもよい。
The linear recess 5 may be formed on both surfaces of the wiping sheet, or may be formed only on one surface of the sheet. Further, when the linear concave portion 5 is formed on the surface of the wiping sheet on the side having the concave and convex portions of the macroscopic pattern, it may be formed on the entire surface of the sheet, and is formed only on the concave portion 3 of the macroscopic pattern of the sheet. It may be formed, and may be formed only on the convex portion 4 of the macroscopic pattern of the sheet. When the linear concave portion 5 is formed on one surface of the wiping sheet, a linear convex portion complementary to the linear concave portion 5 may be formed on the other surface, and the linear convex portion is not formed. It may be flat.
毛髪等の繊維汚れの捕集性に加えて、微粒子汚れの捕集性を優れたものとする観点から、線状凹部5は、巨視的パターンの凹凸部が形成されている面側から他面に向けて凹陥するように形成されていることが好ましく、また、ワイピングシートの巨視的パターンの凸部にのみ線状凹部が形成されていることが一層好ましい。
From the viewpoint of improving the ability to collect fine particle dirt in addition to the ability to collect fiber dirt such as hair, the linear recess 5 is formed on the other side from the side on which the macroscopic pattern uneven part is formed. It is preferably formed so as to be recessed toward the surface, and it is more preferable that a linear concave portion is formed only on the convex portion of the macroscopic pattern of the wiping sheet.
線状凹部5が形成されたワイピングシートは、線状凹部5の周辺に存在する異形繊維の横断面における配向方向が異なっていることによって、微粒子汚れの捕集性と毛髪等の繊維汚れの捕集性とが両立して優れたものとなっている。特に、風呂場近傍の更衣室、洗面所及びキッチン等の濡れている清掃対象面において本発明のワイピングシートを用いた場合に、毛髪等の繊維汚れの捕集性が一層向上する。図4(e)に示すように、線状凹部5において、線状凹部5の延びる方向と直交する方向において隣り合う2つの線状凹部5,5間に位置する領域を第1領域7としたときに、第1領域7に存在する異形繊維は、その繊維の横断面の長径がワイピングシートの面と直交する面に沿う方向に向けて配向している。つまり、第1領域7に存在する異形繊維は、短径配向となっている。
The wiping sheet in which the linear recess 5 is formed has a different ability to collect fine particle dirt and fiber dirt such as hair due to the different orientation directions in the cross section of the deformed fibers existing around the linear recess 5. It is excellent in terms of compatibility. In particular, when the wiping sheet of the present invention is used on wet surfaces to be cleaned such as changing rooms, washrooms, and kitchens in the vicinity of a bathroom, the ability to collect fiber stains such as hair is further improved. As shown in FIG. 4 (e), in the linear recess 5, a region located between two linear recesses 5 and 5 adjacent in a direction orthogonal to the extending direction of the linear recess 5 is defined as a first region 7. Sometimes, the deformed fibers present in the first region 7 are oriented in a direction in which the major axis of the cross section of the fibers is along a plane orthogonal to the plane of the wiping sheet. That is, the deformed fiber existing in the first region 7 has a minor axis orientation.
第1領域7に存在する異形繊維は、上述の横断面における配向を有していることに加えて、第1領域7における異形繊維は、その繊維の横断面の長径がワイピングシート1の面と直交する面に沿う方向に向けて配向している割合が、巨視的パターンにおける凸部4に存在する異形繊維の横断面の長径がワイピングシート1の面と直交する面に沿う方向に向けて配向している割合よりも高くなっている。つまり、第1領域7に存在する異形繊維は、巨視的パターンにおける凸部4に存在する異形繊維よりも短径配向となっている割合が高いものとなっている。
In addition to the deformed fibers present in the first region 7 having the orientation in the above-described cross section, the deformed fibers in the first region 7 have a major axis of the cross section of the fiber that is the same as the surface of the wiping sheet 1. The ratio of orientation in the direction along the orthogonal plane is oriented in the direction along the plane in which the major axis of the cross section of the deformed fiber existing in the convex portion 4 in the macroscopic pattern is orthogonal to the plane of the wiping sheet 1 It is higher than the percentage that you are doing. In other words, the deformed fibers present in the first region 7 have a higher proportion of minor axis orientation than the deformed fibers present in the convex portions 4 in the macroscopic pattern.
詳細には、第1領域7に存在する異形繊維は、その繊維の横断面の長径がワイピングシート1の面と直交する面に沿う方向に向けて配向している割合は、異形繊維の本数基準として、50%以上が好ましく、60%以上が更に好ましく、また100%以下が好ましく、80%以下が更に好ましく、具体的には、50%以上100%以下が好ましく、60%以上80%以下が更に好ましい。これらの配向割合は、上述したSEM観察によって算出することができる。
Specifically, the proportion of the deformed fibers present in the first region 7 is oriented in the direction along the plane perpendicular to the plane of the wiping sheet 1 in terms of the major axis of the cross section of the fibers is based on the number of the deformed fibers. 50% or more, preferably 60% or more, more preferably 100% or less, further preferably 80% or less, specifically 50% or more and 100% or less, preferably 60% or more and 80% or less. Further preferred. These orientation ratios can be calculated by the SEM observation described above.
線状凹部5の長さL1(図4(e)参照)は、ワイピングシートの寸法を実施例に記載のとおり285mm×205mmの略矩形としたときに、1mm以上であることが好ましく、3mm以上であることが更に好ましく、また、50mm以下であることが好ましく、20mm以下であることが更に好ましい。同様に、線状凹部5の幅W1(図4(e)参照)は、0.1mm以上であることが好ましく、0.5mm以上であることが更に好ましく、また、10mm以下であることが好ましく、5mm以下であることが更に好ましい。また同様に、線状凹部5のシート厚み方向の深さは、0.01mm以上であることが好ましく、0.1mm以上であることが更に好ましく、また、5mm以下であることが好ましく、2mm以下であることが更に好ましい。
The length L1 of the linear recess 5 (see FIG. 4 (e)) is preferably 1 mm or more when the dimension of the wiping sheet is 285 mm × 205 mm, as described in the examples, and is preferably 3 mm or more. More preferably, it is 50 mm or less, and more preferably 20 mm or less. Similarly, the width W1 of the linear recess 5 (see FIG. 4 (e)) is preferably 0.1 mm or more, more preferably 0.5 mm or more, and preferably 10 mm or less. More preferably, it is 5 mm or less. Similarly, the depth of the linear recess 5 in the sheet thickness direction is preferably 0.01 mm or more, more preferably 0.1 mm or more, and preferably 5 mm or less, and 2 mm or less. More preferably.
線状凹部5の延びる方向と直交する方向において隣り合う2つの線状凹部5,5間の間隔L2(図4(e)参照)は、ワイピングシートの寸法を実施例に記載のとおり285mm×205mmの略矩形としたときに、0.1mm以上であることが好ましく、0.5mm以上であることが更に好ましく、また、30mm以下であることが好ましく、10mm以下であることが更に好ましい。同様に、線状凹部5の延びる方向において隣り合う2つの線状凹部5,5間の間隔L3(図4(e)参照)は、0.1mm以上であることが好ましく、0.5mm以上であることが更に好ましく、また、30mm以下であることが好ましく、10mm以下であることが更に好ましい。
The distance L2 (see FIG. 4 (e)) between the two linear recesses 5 and 5 adjacent in the direction orthogonal to the extending direction of the linear recess 5 is 285 mm × 205 mm as described in the embodiment. Is approximately 0.1 mm or more, more preferably 0.5 mm or more, more preferably 30 mm or less, and even more preferably 10 mm or less. Similarly, a distance L3 (see FIG. 4E) between two linear concave portions 5 and 5 adjacent in the extending direction of the linear concave portion 5 is preferably 0.1 mm or more, and is 0.5 mm or more. More preferably, it is preferably 30 mm or less, and more preferably 10 mm or less.
ワイピングシート1を構成する異形繊維の延びる方向について着目すると、図4(e)に示すように、線状凹部5の延びる方向において隣り合う2つの該線状凹部間に位置する領域を第2領域8としたときに、第1領域7に存在する異形繊維は、その繊維長さ方向が、第2領域8に存在する異形繊維よりも線状凹部5の延びる方向に沿って配向していることが好ましい。同図においては、第1領域7に存在する異形繊維は、第2領域8に存在する異形繊維よりも線状凹部5の延びる方向である長手方向Xに沿って配向している割合が高い。異形繊維がこのように配向していることによって、本発明のワイピングシートを幅方向Yに沿う方向に移動させてワイピングしたときに、異形繊維の繊維表面とワイピング対象面との接触面積が高くなるので、ワイピング対象面に存在する微粒子汚れ及び毛髪等の繊維汚れをより絡め取りやすくすることができ、その結果、微粒子汚れ及び毛髪等の繊維汚れの捕集性がより高いものとなる。
When attention is paid to the extending direction of the deformed fibers constituting the wiping sheet 1, as shown in FIG. 4 (e), a region located between two linear concave portions adjacent to each other in the extending direction of the linear concave portion 5 is a second region. 8, the deformed fiber existing in the first region 7 has its fiber length direction oriented along the direction in which the linear recessed portion 5 extends more than the deformed fiber present in the second region 8. Is preferred. In the figure, the proportion of the deformed fibers present in the first region 7 is higher than the deformed fibers present in the second region 8 along the longitudinal direction X, which is the direction in which the linear recess 5 extends. Due to the orientation of the deformed fibers in this way, when the wiping sheet of the present invention is moved in the direction along the width direction Y, the contact area between the fiber surface of the deformed fibers and the surface to be wiped increases. Therefore, the particulate dirt and the fiber dirt such as the hair existing on the surface to be wiped can be easily entangled, and as a result, the collection ability of the fiber dirt such as the particulate dirt and the hair becomes higher.
第1領域7に存在する異形繊維は、その繊維長さ方向が、線状凹部5の延びる方向に沿って配向している割合は、異形繊維の本数基準として、50%以上が好ましく、60%以上が更に好ましく、また100%以下が好ましく、90%以下が更に好ましく、具体的には、50%以上100%以下が好ましく、60%以上90%以下が更に好ましい。
The proportion of the deformed fibers present in the first region 7 in which the fiber length direction is oriented along the extending direction of the linear recess 5 is preferably 50% or more, based on the number of deformed fibers, and 60%. More preferably, it is preferably 100% or less, more preferably 90% or less, specifically 50% or more and 100% or less, and more preferably 60% or more and 90% or less.
第2領域8に存在する異形繊維は、その繊維長さ方向が、線状凹部5の延びる方向に沿って配向している割合は、第1領域7及び第2領域8に存在する異形繊維における線状凹部5の延びる方向に沿って配向している割合が上述の関係を満たすことを条件として、異形繊維の本数基準として、0%以上が好ましく、10%以上が更に好ましく、また50%以下が好ましく、40%以下が更に好ましく、具体的には、0%以上50%以下が好ましく、10%以上40%以下が更に好ましい。異形繊維の線状凹部5の延びる方向に沿って配向する割合は、例えば方向が明らかなサンプルの対象部位をSEMによって観察し、線状凹部5の伸びる方向と繊維のなす角度が45度以上の繊維の本数を測定することができる。
The deformed fiber existing in the second region 8 has a ratio in which the fiber length direction is oriented along the extending direction of the linear recess 5 in the deformed fiber existing in the first region 7 and the second region 8. On the condition that the ratio of orientation along the extending direction of the linear recess 5 satisfies the above relationship, the number of deformed fibers is preferably 0% or more, more preferably 10% or more, and 50% or less. It is preferably 40% or less, specifically 0% or more and 50% or less, more preferably 10% or more and 40% or less. The proportion of the deformed fiber that is oriented along the extending direction of the linear recess 5 is determined by, for example, observing the target portion of the sample with a clear direction by SEM, and the angle between the extending direction of the linear recess 5 and the fiber is 45 degrees or more The number of fibers can be measured.
異形繊維は、繊維形成性の樹脂を原料として構成されていることが好ましい。そのような樹脂としては、例えば各種の熱可塑性樹脂が挙げられる。熱可塑性樹脂としては、例えば、ポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリエチレンテレフタレート等のポリエステル樹脂、ポリアミド樹脂、ポリ塩化ビニルやポリスチレン等のビニル系樹脂、ポリアクリル酸やポリメタクリル酸メチル等のアクリル系樹脂、ポリパーフルオロエチレン等のフッ素樹脂などが挙げられ、これらのうち一種を単独で又は二種以上を組み合わせて用いることができる。
It is preferable that the deformed fiber is composed of a fiber-forming resin as a raw material. Examples of such a resin include various thermoplastic resins. Examples of the thermoplastic resin include polyolefin resins such as polyethylene and polypropylene, polyester resins such as polyethylene terephthalate, polyamide resins, vinyl resins such as polyvinyl chloride and polystyrene, and acrylic resins such as polyacrylic acid and polymethyl methacrylate. And fluororesins such as polyperfluoroethylene can be used, and one of them can be used alone or two or more can be used in combination.
ワイピングシートに含まれる異形繊維の繊度は、ワイピング時における操作性及び汚れの捕集効率の観点から、0.5dtex以上であることが好ましく、1dtex以上であることがより好ましく、1.2dtex以上であることが更に好ましく、またその上限は、4dtex以下であることが好ましく、3.5dtex以下であることがより好ましく、3dtex以下であることが更に好ましい。
The fineness of the irregularly shaped fibers contained in the wiping sheet is preferably 0.5 dtex or more, more preferably 1 dtex or more, and 1.2 dtex or more from the viewpoint of operability during wiping and dirt collection efficiency. More preferably, the upper limit is preferably 4 dtex or less, more preferably 3.5 dtex or less, and even more preferably 3 dtex or less.
異形繊維の繊維長は、繊維の製造方法によるが、一般に1mm以上100mm以下が好ましく、10mm以上90mm以下がより好ましく、20mm以上60mm以下が更に好ましい。
The fiber length of the deformed fiber is generally 1 mm or more and 100 mm or less, more preferably 10 mm or more and 90 mm or less, and further preferably 20 mm or more and 60 mm or less, although it depends on the fiber production method.
上述した長さBに対する長さAの比(A/B)は、1.2以上であることが好ましく、1.5以上であることがより好ましく、2以上であることが更に好ましく、またその上限は5以下であることが好ましく、4以下であることがより好ましく、3以下であることが更に好ましい。具体的には、A/Bの値が1.2以上5以下であることが好ましく、1.5以上4以下であることがより好ましく、2以上3以下であることが更に好ましい。このような構成を有していることによって、ワイピングシートを構成する繊維が毛髪等の繊維汚れに絡みやすく、且つこれらの汚れを該繊維に引っかけてワイピング対象面から除去することができる。
The ratio (A / B) of the length A to the length B described above is preferably 1.2 or more, more preferably 1.5 or more, still more preferably 2 or more, and The upper limit is preferably 5 or less, more preferably 4 or less, and still more preferably 3 or less. Specifically, the value of A / B is preferably 1.2 or more and 5 or less, more preferably 1.5 or more and 4 or less, and further preferably 2 or more and 3 or less. By having such a configuration, the fibers constituting the wiping sheet are easily entangled with fiber stains such as hair, and these stains can be caught on the fibers and removed from the surface to be wiped.
ワイピング時における操作性と汚れの捕集性とを兼ね備える観点から、長さAは、上述のA/Bの範囲を満たすことを条件として、1μm以上であることが好ましく、5μm以上であることがより好ましく、10μm以上であることが更に好ましく、またその上限は80μm以下であることが好ましく、50μm以下であることが好ましく、25μm以下であることが好ましい。同様の観点から、長さBは、上述のA/Bの範囲を満たすことを条件として、0.2μm以上であることが好ましく、1μm以上であることがより好ましく、2μm以上であることが更に好ましく、またその上限は40μm以下であることが好ましく、20μm以下であることが好ましく、15μm以下であることが好ましい。
From the viewpoint of combining the operability during wiping and the ability to collect dirt, the length A is preferably 1 μm or more, preferably 5 μm or more, provided that the above A / B range is satisfied. More preferably, it is 10 μm or more, and the upper limit thereof is preferably 80 μm or less, preferably 50 μm or less, and preferably 25 μm or less. From the same viewpoint, the length B is preferably 0.2 μm or more, more preferably 1 μm or more, and more preferably 2 μm or more, provided that the above A / B range is satisfied. The upper limit is preferably 40 μm or less, preferably 20 μm or less, and preferably 15 μm or less.
図1(b)に示すように、異形繊維の横断面における輪郭線を周方向に沿って見たときに、複数の凸部Pと、隣り合う凸部P間に位置する凹部Rとを有する形状である場合、隣り合う凸部Pの頂点間を結ぶ線分の長さをCとし、その線分から凹部Rの最底位置に下した垂線の長さをDとしたときに(図1(b)参照)、C/Dの値が0.1以上であることが好ましく、1以上であることがより好ましく、2以上であることが更に好ましく、またその上限は5以下であることが好ましく、4以下であることがより好ましく、3以下であることが更に好ましい。このような構成を有していることによって、繊維単体での表面積が増加し汚れとの接触面積が増えるため、汚れの捕集性を一層高めることができる。
As shown in FIG.1 (b), when the outline in the cross section of a deformed fiber is seen along the circumferential direction, it has several convex part P and the recessed part R located between adjacent convex parts P. In the case of the shape, when the length of the line segment connecting the apexes of the adjacent convex portions P is C, and the length of the perpendicular line extending from the line segment to the lowest position of the concave portion R is D (FIG. 1 ( b)), the value of C / D is preferably 0.1 or more, more preferably 1 or more, further preferably 2 or more, and the upper limit thereof is preferably 5 or less. 4 or less is more preferable, and 3 or less is still more preferable. By having such a configuration, the surface area of the single fiber increases and the contact area with the dirt increases, so that the dirt collecting property can be further enhanced.
異形繊維の横断面を観察したとき、任意に選択した隣り合う凸部Pの頂点間を結ぶ線分の長さCが異なる場合、C/Dの値を算出するためのCの値はすべてのCの値の平均値とする。同様に、任意に選択した凹部Rにおける垂線の長さをDが異なる場合、C/Dの値を算出するためのDの値はすべてのDの値の平均値とする。以下の説明において、C及びDの値に言及する場合には、当該値はC及びDの平均値のことである。
When the cross section of the irregularly shaped fiber is observed, if the length C of the line segment connecting the vertices of the adjacent convex portions P arbitrarily selected is different, the value of C for calculating the value of C / D is all The average value of C values is used. Similarly, when D is different in the length of the perpendicular in the arbitrarily selected recess R, the value of D for calculating the value of C / D is the average value of all the values of D. In the following description, when referring to the values of C and D, the values are average values of C and D.
ワイピング時における操作性及び汚れの捕集効率を高める観点から、長さCは、上述のC/Dの範囲を満たすことを条件として、0.1μm以上であることが好ましく、0.5μm以上であることがより好ましく、1μm以上であることが更に好ましく、またその上限は20μm以下であることが好ましく、10μm以下であることが好ましく、5μm以下であることが好ましい。同様の観点から、長さDは、上述のC/Dの範囲を満たすことを条件として、0.1μm以上であることが好ましく、0.5μm以上であることがより好ましく、1μm以上であることが更に好ましく、またその上限は20μm以下であることが好ましく、10μm以下であることが好ましく、5μm以下であることが好ましい。
From the viewpoint of improving the operability during wiping and the collection efficiency of dirt, the length C is preferably 0.1 μm or more, provided that the above C / D range is satisfied, and is 0.5 μm or more. More preferably, it is more preferably 1 μm or more, and the upper limit thereof is preferably 20 μm or less, preferably 10 μm or less, and preferably 5 μm or less. From the same viewpoint, the length D is preferably 0.1 μm or more, more preferably 0.5 μm or more, and more preferably 1 μm or more on condition that the above-mentioned C / D range is satisfied. Further, the upper limit thereof is preferably 20 μm or less, preferably 10 μm or less, and preferably 5 μm or less.
上述の長さAないしDは、以下の測定方法によって測定することができる。すなわち、作製した繊維集合体をかみそり等を用いて繊維の断面形状を維持した状態で切断した後、該断面をPtで真空蒸着した。走査電子顕微鏡(日本電子株式会社製、JSM-IT100)を用いて、Pt蒸着した繊維集合体の断面を倍率500~1000倍で観察し、付属ソフトの長さ計測ツールを用いて繊維断面における上記長さAないしDをそれぞれ測定した。
The above lengths A to D can be measured by the following measuring method. That is, the produced fiber assembly was cut using a razor or the like while maintaining the cross-sectional shape of the fiber, and then the cross-section was vacuum-deposited with Pt. Using a scanning electron microscope (manufactured by JEOL Ltd., JSM-IT100), observe the cross-section of the Pt-deposited fiber assembly at a magnification of 500 to 1000 times, and use the attached software length measurement tool above Lengths A to D were measured respectively.
本発明のワイピングシートに横断面が真円(非異形)の繊維が含まれる場合、該繊維の繊度は、ワイピング時における操作性及び汚れの捕集効率の観点から、0.6dtex以上であることが好ましく、1.0dtex以上であることが更に好ましく、1.2dtex以上であることが一層好ましい。また、4.0dtex以下であることが好ましく、3.5dtex以下であることが更に好ましく、3.0dtex以下であることが一層好ましい。
When the wiping sheet of the present invention contains fibers having a perfect circle (non-deformed) in cross section, the fineness of the fibers is 0.6 dtex or more from the viewpoint of operability during wiping and collection efficiency of dirt. Is preferably 1.0 dtex or more, more preferably 1.2 dtex or more. Further, it is preferably 4.0 dtex or less, more preferably 3.5 dtex or less, and further preferably 3.0 dtex or less.
本発明のワイピングシートは、異形繊維のみから構成されていてもよく、他の繊維を更に含んでいてもよい。他の繊維は、その原料として、例えば木材パルプ、コットン、シルク等の天然繊維や、レーヨン、キュプラ等の再生繊維、リヨセル等の精製繊維といった親水性繊維や、上述の熱可塑性樹脂を用いることができる。これらの原料は単独で又は二種以上を組み合わせて用いることができる。他の繊維は、その横断面が真円(非異形)であってもよく、扁平形(異形)であってもよい。他の繊維は、該ワイピングシートが単層構造の繊維集合体からなる場合は、好ましくは50質量%以下の割合で含有され、更に好ましくは40質量%以下、一層好ましくは30質量%以下の割合で含有される。
The wiping sheet of the present invention may be composed only of deformed fibers, and may further include other fibers. For other fibers, for example, natural fibers such as wood pulp, cotton and silk, regenerated fibers such as rayon and cupra, and hydrophilic fibers such as refined fibers such as lyocell, and the above-described thermoplastic resin may be used. it can. These raw materials can be used alone or in combination of two or more. The other fiber may have a perfect circle (non-shaped) or a flat shape (unshaped) in cross section. When the wiping sheet is composed of a fiber assembly having a single layer structure, the other fibers are preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less. Contained.
ワイピングシートの強度を適切なものとする観点から、ワイピングシートを構成する繊維集合体の坪量は、40g/m2以上が好ましく、45g/m2以上がより好ましく、50g/m2以上が更に好ましく、またその上限は、140g/m2以下が好ましく、100g/m2以下がより好ましく、80g/m2以下が更に好ましい。具体的には、ワイピングシートを構成する繊維集合体の坪量は、40g/m2以上140g/m2以下が好ましく、45g/m2以上100g/m2以下がより好ましく、50g/m2以上80g/m2以下が更に好ましい。
The strength of the wiping sheet in terms of the appropriate basis weight of the fiber aggregate constituting the wiping sheet, 40 g / m 2 or more preferably, 45 g / m 2 or more preferably, 50 g / m 2 or more is more preferably, also the upper limit thereof is preferably 140 g / m 2 or less, more preferably 100 g / m 2 or less, 80 g / m 2 or less is more preferable. Specifically, the basis weight of the fiber aggregate constituting the wiping sheet is preferably 40 g / m 2 or more and 140 g / m 2 or less, more preferably 45 g / m 2 or more and 100 g / m 2 or less, and 50 g / m 2 or more. 80 g / m 2 or less is more preferable.
また同様の観点から、ワイピングシートの厚みは、40N/m2荷重下において0.5mm以上であることが好ましく、1.0mm以上であることが更に好ましく、またその上限は、同荷重下において2.5mm以下であることが好ましく、3mm以下であることが更に好ましい。
From the same viewpoint, the thickness of the wiping sheet is preferably 0.5 mm or more under a load of 40 N / m 2 , more preferably 1.0 mm or more, and the upper limit is 2 under the same load. It is preferably 5 mm or less, and more preferably 3 mm or less.
ワイピングシートは、ワイピング時において、繊維集合体をそのまま(いわゆる乾式の態様)で使用してもよく、繊維集合体に洗浄液を塗布、噴霧、担持又は含浸させた態様(いわゆる湿式の態様)で使用してもよい。これらの態様は、ワイピング対象面に付着している汚れの種類や、ワイピング対象物の物性に応じて選択することができる。ワイピング対象面における洗浄効率を高める観点からは、ワイピングシートを構成する繊維集合体には洗浄液が担持されていることが好ましい。繊維集合体には異形繊維が含まれているので、繊維間の空隙を大きくすることができ、その結果、ワイピングシート中の洗浄液の保液性が向上するという利点も奏される。特に、本発明のワイピングシートは、これを湿式の態様で風呂場近傍の更衣室、洗面所及びキッチン等の濡れている清掃対象面に対してワイピングシートを用いた場合であっても、毛髪等の繊維汚れを一層絡め取りやすくすることができる。
The wiping sheet may be used in the state of wiping the fiber assembly as it is (so-called dry mode), or in a mode (so-called wet mode) in which a cleaning liquid is applied, sprayed, supported or impregnated on the fiber assembly. May be. These aspects can be selected according to the type of dirt adhering to the surface to be wiped and the physical properties of the object to be wiped. From the viewpoint of increasing the cleaning efficiency on the surface to be wiped, it is preferable that a cleaning liquid is carried on the fiber assembly constituting the wiping sheet. Since the fiber assembly contains irregularly shaped fibers, the gap between the fibers can be increased, and as a result, the liquid retaining property of the cleaning liquid in the wiping sheet is improved. In particular, the wiping sheet of the present invention can be used in a wet manner even when the wiping sheet is used on wet surfaces to be cleaned such as changing rooms, washrooms, and kitchens near the bathroom. It is possible to make it easier to entangle the fiber stains.
ワイピング時において、ワイピングシートを湿式の態様で用いる場合、該シートに担持される洗浄液としては、水単独や、添加剤を含む水溶液など、湿式のワイピングシートに用いられる一般的な組成のものを用いることができる。洗浄液に用いられる添加剤としては、界面活性剤、殺菌剤、香料、芳香剤、消臭剤、pH調整剤、アルコール、研磨粒子などが挙げられる。
When the wiping sheet is used in a wet mode at the time of wiping, the cleaning liquid carried on the sheet is of a general composition used for a wet wiping sheet, such as water alone or an aqueous solution containing additives. be able to. Examples of the additive used in the cleaning liquid include surfactants, bactericides, fragrances, fragrances, deodorants, pH adjusters, alcohol, and abrasive particles.
ワイピングシートに実用上十分な強度を持たせる観点から、本発明のワイピングシートは、該シートを構成する繊維集合体を支持するためのスクリムネットを更に備えていることが好ましい。また同様の観点から、スクリムネットは、繊維集合体の厚み方向の中央域に配されていることも好ましい。スクリムネットは、繊維集合体を構成する異形繊維と一体的に絡合可能なものであり、網状、格子状及びストランド状等の形態が挙げられる。
From the viewpoint of imparting practically sufficient strength to the wiping sheet, the wiping sheet of the present invention preferably further includes a scrim net for supporting the fiber assembly constituting the sheet. From the same viewpoint, the scrim net is preferably disposed in the central region in the thickness direction of the fiber assembly. The scrim net is capable of being intertwined integrally with the irregular fibers constituting the fiber assembly, and examples thereof include a net shape, a lattice shape, and a strand shape.
スクリムネットを構成する原料としては、樹脂を用いることができる。樹脂としては、例えばポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリエチレンテレフタレート等のポリエステル樹脂、ナイロン6やナイロン66等のポリアミド樹脂、ポリアクリロニトリル等のアクリロニトリル系樹脂、ポリ塩化ビニルやポリスチレン等のビニル系樹脂、ポリ塩化ビニリデン等のビニリデン系樹脂等を用いることができる。
Resin can be used as a raw material constituting the scrim net. Examples of the resin include polyolefin resins such as polyethylene and polypropylene; polyester resins such as polyethylene terephthalate; polyamide resins such as nylon 6 and nylon 66; acrylonitrile resins such as polyacrylonitrile; vinyl resins such as polyvinyl chloride and polystyrene; Vinylidene-based resins such as vinylidene chloride can be used.
異形繊維及びスクリムの絡合性と、ワイピングシートの強度とを両立させる観点から、スクリムの線径(横断面における直径)は、繊維の絡合度合に応じて適宜調整できるが、10μm以上であることが好ましく、500μm以上であることが更に好ましく、2000μm以下であることが好ましく、1000μm以下であることが更に好ましい。スクリムの線径は、部分的に異なっていても良く、同一でもよく、線径が部分的に異なっている場合、スクリムの線径はその平均値とする。また、スクリムの坪量は、1g/m2以上が好ましく、3g/m2以上が更に好ましく、20g/m2以下が好ましく、10g/m2以下が更に好ましい。
From the viewpoint of achieving both the entanglement property of the irregularly shaped fiber and the scrim and the strength of the wiping sheet, the diameter of the scrim (diameter in the cross section) can be appropriately adjusted according to the degree of entanglement of the fiber, but is 10 μm or more. It is preferably 500 μm or more, more preferably 2000 μm or less, and even more preferably 1000 μm or less. The wire diameter of the scrim may be partially different or the same, and when the wire diameter is partially different, the wire diameter of the scrim is an average value. The basis weight of the scrim is preferably 1 g / m 2 or more, more preferably 3 g / m 2 or more, preferably 20 g / m 2 or less, and more preferably 10 g / m 2 or less.
以上は本発明のワイピングシートの一実施形態に関する説明であったところ、以下にワイピングシートの好適な製造方法を、図5を参照しながら説明する。図5には、ワイピングシートの製造に好適に用いられる製造装置10が示されている。製造装置10は、搬送方向(MD方向)に沿って、ウェブ形成部20、水流交絡部30及びパターン形成部40をこの順で備えている。本製造方法は、水流交絡によって異形繊維を含む繊維集合体を形成する工程と、繊維集合体の一方の面に巨視的パターンの凹凸部を形成する工程との2つの工程に大別される。なお、以下の説明において、搬送方向(MD方向)と長手方向Xとは一致しており、搬送方向に直交する方向と幅方向Yとは一致している。
The above is the description regarding one embodiment of the wiping sheet of the present invention. Hereinafter, a preferred method for manufacturing the wiping sheet will be described with reference to FIG. FIG. 5 shows a manufacturing apparatus 10 that is preferably used for manufacturing a wiping sheet. The manufacturing apparatus 10 includes a web forming unit 20, a water entangling unit 30, and a pattern forming unit 40 in this order along the conveyance direction (MD direction). This manufacturing method is roughly divided into two steps, that is, a step of forming a fiber assembly including deformed fibers by hydroentanglement and a step of forming a macroscopic pattern uneven portion on one surface of the fiber assembly. In the following description, the transport direction (MD direction) and the longitudinal direction X match, and the direction orthogonal to the transport direction and the width direction Y match.
まず、ウェブ形成部20におけるカード機21から異形繊維2のウェブがガイドロール22を介して繰り出される。ワイピングシートにスクリムを備える態様とする場合、異形繊維2のウェブとともに、スクリムロール25からスクリム15が繰り出される。これらの繰り出しによって、異形繊維のウェブ及びスクリムが積層される。
First, the web of the deformed fiber 2 is fed out from the card machine 21 in the web forming unit 20 through the guide roll 22. When it is set as the aspect which equips a wiping sheet with a scrim, the scrim 15 is drawn | fed out from the scrim roll 25 with the web of the deformed fiber 2. FIG. The webs and scrims of deformed fibers are laminated by these feedings.
次いで、水流交絡部30において、異形繊維2のウェブ(あるいは異形繊維2のウェブ及びスクリム15の積層体)が、水が透過可能な第1支持ベルト32によってMD方向に搬送されながら、第1水流ノズル31から噴出する高圧水流によって交絡処理される(交絡工程)。この工程を経ることによって、異形繊維2どうしが交絡して異形繊維を含む繊維集合体1Aが形成される。スクリムを備える態様となっている場合、この工程によって、異形繊維2どうしが交絡するとともに、異形繊維2及びスクリム15が一体的な絡合状態となり、スクリムが配された異形繊維の繊維集合体1Aが形成される。本工程においては、第1水流ノズル31から吹き付ける水圧を好ましくは30kg/cm2以上80kg/cm2以下、更に好ましくは40kg/cm2以上60kg/cm2以下とし、且つ異形繊維2のウェブのMD方向における搬送速度を好ましくは2m/min以上10m/min以下、更に好ましくは4m/min以上8m/min以下とすることで製造することができる。
Next, in the hydroentangled portion 30, the web of deformed fibers 2 (or the laminate of the deformed fibers 2 and the scrim 15) is conveyed in the MD direction by the first support belt 32 through which water can permeate. The entanglement process is performed by the high-pressure water flow ejected from the nozzle 31 (entanglement process). By passing through this process, the deformed fibers 2 are entangled to form a fiber assembly 1A including the deformed fibers. When it is an aspect provided with a scrim, the deformed fiber 2 and the scrim 15 are integrally entangled by this process, and the deformed fiber fiber assembly 1A in which the scrim is arranged is formed by this process. Is formed. In this step, the water pressure blown from the first water nozzle 31 is preferably 30 kg / cm 2 or more and 80 kg / cm 2 or less, more preferably 40 kg / cm 2 or more and 60 kg / cm 2 or less, and the MD of the web of the deformed fiber 2 It can be manufactured by setting the conveying speed in the direction to preferably 2 m / min or more and 10 m / min or less, and more preferably 4 m / min or more and 8 m / min or less.
続いて、パターン形成部40において、異形繊維を含む繊維集合体1Aに高圧水流を吹き付けて、繊維集合体の一方の面に巨視的パターンの凹凸部を形成させる(パターン形成工程)。第2水流ノズル41から吹き付ける水圧及び繊維集合体の搬送速度は、交絡工程と同様の範囲とすることができる。
Subsequently, in the pattern forming unit 40, a high-pressure water stream is sprayed on the fiber assembly 1A containing deformed fibers to form an uneven portion of a macroscopic pattern on one surface of the fiber assembly (pattern forming step). The water pressure sprayed from the second water flow nozzle 41 and the conveying speed of the fiber assembly can be set in the same range as in the entanglement process.
本工程においては、図5に示すように、水流交絡部30から搬送された繊維集合体1Aの一方の面に第2水流ノズル41から高圧水流を吹き付ける。このとき、繊維集合体1Aと第2支持ベルト42との間に、例えば図6に示すような構造を有する凹凸部形成部材50を配しておくことによって、繊維集合体1Aの高圧水流が吹き付けられる面と反対側の面に凹凸部形成部材50が有する凹凸形状に相補的な凹部3及び凸部4を形成することができる。凹凸部形成部材50は金属や合成樹脂から構成されている。
In this step, as shown in FIG. 5, a high-pressure water stream is sprayed from the second water stream nozzle 41 to one surface of the fiber assembly 1A conveyed from the water stream entangled part 30. At this time, for example, by arranging an uneven portion forming member 50 having a structure as shown in FIG. 6 between the fiber assembly 1A and the second support belt 42, the high-pressure water flow of the fiber assembly 1A is sprayed. The concave and convex portions 3 and 4 complementary to the concave and convex shape of the concave and convex portion forming member 50 can be formed on the surface opposite to the surface to be formed. The uneven | corrugated | grooved part formation member 50 is comprised from the metal and the synthetic resin.
詳細には、第2水流ノズル41から繊維集合体1Aの上面側に向かって吹き付けられた水流は、その下面を凹凸部形成部材50における凹部形成用凸部50aの上面に密着するように押し当てる。これとともに、凹凸部形成部材50の凸部形成用凹部50bに位置する繊維集合体1Aの構成繊維である異形繊維2を該凹部50b内に突出させ、また、凹凸部形成部材50の凹部形成用凸部50aに位置する異形繊維2を該集合体の厚み方向に陥没させる。水流交絡において吹き付けられた水は、凹凸部形成部材50における凸部形成用凹部50bや、凹部形成用凸部50aに複数設けられている水抜き穴50cを介して下方に透過させる。これによって、ワイピングシートの一方の面に曲線部を有する巨視的パターンの凹凸部を形成させることができる。
Specifically, the water flow sprayed from the second water flow nozzle 41 toward the upper surface side of the fiber assembly 1 </ b> A presses the lower surface thereof so as to be in close contact with the upper surface of the concave portion forming convex portion 50 a of the concave and convex portion forming member 50. . Along with this, the deformed fiber 2 that is a constituent fiber of the fiber assembly 1A located in the convex portion forming concave portion 50b of the concave portion and convex portion forming member 50 is projected into the concave portion 50b, and the concave portion and convex portion forming member 50 is provided with a concave portion. The deformed fiber 2 located on the convex portion 50a is depressed in the thickness direction of the aggregate. The water sprayed in the hydroentanglement is transmitted downward through the convex portion forming concave portions 50b of the concave and convex portion forming member 50 and the drain holes 50c provided in the concave portion forming convex portions 50a. Thereby, it is possible to form an uneven portion of a macroscopic pattern having a curved portion on one surface of the wiping sheet.
本発明のワイピングシートは、その構成繊維として横断面が扁平形の異形繊維を含んでいることに起因して、パターン形成工程において形成された凹部3及び凸部4における異形繊維の横断面における配向がそれぞれ異なるものとなる。図7に示すように、凹部形成用凸部50aが異形繊維2の下面に存在している部位(すなわちワイピングシートに凹部3が形成される部位)では、表面積が比較的大きい異形繊維の扁平面が高圧水流Wの水圧によって凹部形成用凸部50aの一方の面に強く押し当てられるようになる。その結果、凹部3に存在する異形繊維は、その横断面における長径がワイピングシートの面に沿う方向を向く配向(長径配向)となる。一方、同図に示すように、凸部形成用凹部50bが異形繊維2の下面に存在している部位(すなわちワイピングシートに凸部4が形成される部位)では、該部位に存在する異形繊維はその横断面における配向が変化可能であるので、高圧水流Wによる抵抗力を受けにくくなるように、異形繊維の横断面における長径がワイピングシートの面と直交する面に沿う方向を向く配向(すなわち短径配向)となる。このようにして、凹部3及び凸部4において、異形繊維の横断面における配向がそれぞれ異なるものとなる。
Since the wiping sheet of the present invention includes irregularly shaped fibers having a flat cross section as its constituent fibers, the orientation of the irregularly shaped fibers in the cross section of the concave portions 3 and the convex portions 4 formed in the pattern forming step. Are different. As shown in FIG. 7, the flat surface of the deformed fiber having a relatively large surface area at the portion where the concave portion forming convex portion 50 a exists on the lower surface of the deformed fiber 2 (that is, the portion where the concave portion 3 is formed on the wiping sheet). Is strongly pressed against one surface of the recess forming convex portion 50a by the water pressure of the high pressure water flow W. As a result, the deformed fiber existing in the recess 3 has an orientation (major axis orientation) in which the major axis in the cross section faces the direction along the surface of the wiping sheet. On the other hand, as shown in the figure, in the part where the convex part forming concave part 50b is present on the lower surface of the deformed fiber 2 (that is, the part where the convex part 4 is formed on the wiping sheet), the deformed fiber present in the part. Since the orientation in the cross section thereof can be changed, the major axis in the cross section of the deformed fiber faces the direction along the plane perpendicular to the plane of the wiping sheet so that the resistance force due to the high-pressure water flow W is not easily received (that is, Minor axis orientation). Thus, in the recessed part 3 and the convex part 4, the orientation in the cross section of a deformed fiber becomes different, respectively.
ワイピングシートに、巨視的パターンの凹凸部に加えて、線状凹部5を複数形成させるためには、図5に示すように、凹凸部形成部材50と第2支持ベルト42との間に、例えば図8(a)及び(b)に示すような構造を有する線状凹部形成部材60を配することによって、ワイピングシートの一方の面に線状凹部5を形成することができる。
In order to form a plurality of linear recesses 5 in addition to the macroscopic pattern irregularities on the wiping sheet, as shown in FIG. 5, between the irregularity forming member 50 and the second support belt 42, for example, By arranging the linear recess forming member 60 having the structure as shown in FIGS. 8A and 8B, the linear recess 5 can be formed on one surface of the wiping sheet.
図8(a)に示す線状凹部形成部材60は、直線状の第1線状材60aとスパイラル状の第2線状材60bとから構成されている。両線状材間で画成される領域は、水が流通可能となっている。両線状材60a,60bは金属や合成樹脂から構成されている。
8A includes a linear first linear member 60a and a spiral second linear member 60b. Water can circulate in an area defined between the two linear members. Both linear members 60a and 60b are made of metal or synthetic resin.
第1線状材60aは、その横断面が例えば円形や楕円形のものであり、その複数本がMD方向と交差する方向に、互いに平行となるように略等間隔に配列されている。また第1線状材60aは同一平面上に位置するように配列されていることが好ましい。そして、隣り合う2本の直線状の線状材60aに1本のスパイラル状の第2線状材60bが巻き付いている。同図では、隣り合う第2線状材60bの巻きの方向及びピッチはいずれも同じになっているが、異なっていてもよい。第2線状材60bは、同一径の円形断面を有する一本又は複数本の線状材を並列させた横断面形状を有している。第2線状材60bは、その横断面において該線状材60bの中心を結ぶ線が、該第2線状材60bのいずれの位置においても第1線状材60aと平行になるように巻かれている。第2線状材60bは、その横断面が円形でも楕円形でもよい。第2線状材60bは、その巻きの軸方向からみて、図8(b)に示すように楕円形を描くように巻かれていてもよく、真円形や三角形を描くように巻かれてもよい。
The first linear members 60a have, for example, a circular or elliptical cross section, and a plurality of the first linear members 60a are arranged at substantially equal intervals so as to be parallel to each other in a direction intersecting the MD direction. The first linear members 60a are preferably arranged so as to be located on the same plane. Then, one spiral second linear material 60b is wound around two adjacent linear linear materials 60a. In the figure, the winding directions and pitches of the adjacent second linear members 60b are the same, but may be different. The second linear member 60b has a cross-sectional shape in which one or a plurality of linear members having a circular cross section with the same diameter are arranged in parallel. The second linear member 60b is wound so that the line connecting the centers of the linear members 60b in the cross section thereof is parallel to the first linear member 60a at any position of the second linear member 60b. It is. The second linear member 60b may be circular or elliptical in cross section. The second linear member 60b may be wound so as to draw an ellipse as shown in FIG. 8B as viewed from the winding axial direction, or may be wound so as to draw a perfect circle or a triangle. Good.
線状凹部形成部材60における隣り合う第1線状材60a間の間隔Ap(ピッチAp;図8(a)参照))は、線状凹部5における長さL1(図4(e)参照)を決定するものであり、所望する線状凹部5の長さL1によって適宜調整することができるが、好ましくは1mm以上50mm以下であり、更に好ましくは3mm以上20mm以下である。また、線状凹部形成部材60における第2線状材60b間の巻き間隔Bp(ピッチBp;図8(a)参照))は、線状凹部5における間隔L2(図4(e)参照)を決定するものであり、所望する間隔L2によって適宜調整することができるが、好ましくは0.1mm以上30mm以下であり、更に好ましくは0.5mm以上10mm以下である。
An interval Ap (pitch Ap; see FIG. 8A) between adjacent first linear members 60a in the linear recess forming member 60 is a length L1 in the linear recess 5 (see FIG. 4E). Although it is determined and can be appropriately adjusted according to the desired length L1 of the linear recess 5, it is preferably 1 mm or more and 50 mm or less, and more preferably 3 mm or more and 20 mm or less. Further, the winding interval Bp (pitch Bp; see FIG. 8A) between the second linear members 60b in the linear recess forming member 60 is the same as the interval L2 in the linear recess 5 (see FIG. 4E). Although it is determined and can be appropriately adjusted according to the desired interval L2, it is preferably 0.1 mm or more and 30 mm or less, and more preferably 0.5 mm or more and 10 mm or less.
同様に、第2線状材60bの幅Bd(図8(b)参照)は、線状凹部5における幅W1(図4(e)参照)を決定するものであり、所望する線状凹部5の幅W1によって適宜調整することができるが、好ましくは0.1mm以上10mm以下であり、更に好ましくは0.5mm以上5mm以下である。また、第2線状材60bの巻き径Bhは、線状凹部5におけるシート厚み方向の深さを決定するものであり、高圧水流の水圧及び搬送速度との関係で適宜調整することができる。
Similarly, the width Bd (see FIG. 8B) of the second linear member 60b determines the width W1 (see FIG. 4E) in the linear recess 5, and the desired linear recess 5 The width W1 can be adjusted as appropriate, but is preferably 0.1 mm or more and 10 mm or less, more preferably 0.5 mm or more and 5 mm or less. Further, the winding diameter Bh of the second linear material 60b determines the depth of the linear recess 5 in the sheet thickness direction, and can be appropriately adjusted in relation to the water pressure of the high-pressure water flow and the conveyance speed.
線状凹部5の形成方法に戻ると、第2水流ノズル41から繊維集合体1Aの上面側に向かって吹き付けられた水流は、その下面を凹凸部形成部材50における凹部形成用凸部50aの上面に密着するように押し当てる。これとともに、凹凸部形成部材50の凸部形成用凹部50bに位置する異形繊維2を該凹部50b内に突出させる。これとともに、凸部形成用凹部50b内に突出した異形繊維2は、高圧水流によって、線状凹部形成部材60における第2線状材60bに押し当てられる。第2線状材60bに押し当てられた繊維集合体1Aは、該集合体1Aの厚み方向に陥没して、第2線状材60bの形状に相補的な複数の線状凹部5が形成される。
Returning to the method of forming the linear recess 5, the water flow blown from the second water flow nozzle 41 toward the upper surface side of the fiber assembly 1 </ b> A has its lower surface on the upper surface of the recess forming convex portion 50 a in the uneven portion forming member 50. Press it so that it is in close contact. At the same time, the deformed fiber 2 located in the convex forming recess 50b of the concave / convex forming member 50 is projected into the concave 50b. At the same time, the deformed fiber 2 protruding into the convex forming recess 50b is pressed against the second linear member 60b in the linear concave forming member 60 by a high-pressure water flow. The fiber assembly 1A pressed against the second linear material 60b is depressed in the thickness direction of the aggregate 1A, and a plurality of linear recesses 5 complementary to the shape of the second linear material 60b are formed. The
第2線状材60bは、その幅Bdが凹部形成用凸部50aの幅よりも細くなっているので、第2線状材60b上に位置する異形繊維は、高圧水流によって第2線状材60bに押し当てられるとともに、隣り合う第2線状材60b間で画成された空間60R側に繊維が該線状材60bを介してより分けられるようになる。空間60Rは、凹凸部形成部材50における凸部形成用凹部50bの面積よりも小さくなるように構成されているので、該空間60Rを通過する高圧水流の圧力は、吹き付けた水の圧力よりも高くなる。これによって、空間60Rに存在する異形繊維は、高圧水流Wによる圧力(外力)をより受けにくくなるように、異形繊維の横断面における長径がワイピングシートの面と直交する面に沿う方向を向く配向となっている割合が、凸部4に存在する異形繊維の割合よりも更に高くなる(すなわち短径配向の割合が更に高くなる。)。また、異形繊維が第2線状材60bを介してより分けられることによって、異形繊維は、その長さ方向が第2線状材60bの延びる方向に沿って配向するようになる。つまり、形成された線状凹部5間に位置する第1領域7に存在する異形繊維2は、線状凹部5の延びる方向に沿って配向するようになる。このように、ワイピングシートの一方の面に曲線部を有する巨視的パターンの凹凸部を形成しつつ、線状凹部を形成させることができ、また隣り合う線状凹部に存在する異形繊維は、その横断面における長径の配向が異なるものとなる。
Since the width Bd of the second linear material 60b is narrower than the width of the concave portion forming convex portion 50a, the deformed fiber positioned on the second linear material 60b is caused by the second linear material by high-pressure water flow. While being pressed against 60b, the fibers are further divided through the linear material 60b toward the space 60R defined between the adjacent second linear materials 60b. Since the space 60R is configured to be smaller than the area of the convex-forming concave portion 50b in the concave-convex portion forming member 50, the pressure of the high-pressure water flow passing through the space 60R is higher than the pressure of the sprayed water. Become. Accordingly, the deformed fiber existing in the space 60R is oriented so that the major axis in the cross section of the deformed fiber is in a direction along the plane orthogonal to the surface of the wiping sheet so that the pressure (external force) due to the high-pressure water flow W is less likely to be received. The ratio becomes higher than the ratio of the deformed fibers existing in the convex portion 4 (that is, the ratio of the minor axis orientation is further increased). Further, the irregular fibers are further separated through the second linear member 60b, whereby the irregular fibers are oriented in the length direction of the second linear member 60b. That is, the deformed fiber 2 present in the first region 7 located between the formed linear recesses 5 is oriented along the direction in which the linear recesses 5 extend. In this way, a linear recess can be formed while forming an uneven portion of a macroscopic pattern having a curved portion on one surface of the wiping sheet, and the deformed fibers present in adjacent linear recesses are The orientation of the major axis in the cross section is different.
以上のように製造された繊維集合体1Aは、例えば図2に示すような矩形状に成形したあと、そのままで乾式のワイピングシートとして用いてもよく、ワイピングシート1における繊維集合体1Aに洗浄液を担持させて(担持工程)、湿式のワイピングシートとして用いることもできる。洗浄液の担持工程において、繊維集合体1Aに担持させる洗浄液の担持量は、ワイピングシート1の寸法を例えば後述の実施例に記載のとおり、285mm×205mmとしたときに、1g/枚以上が好ましく、10g/枚以上が更に好ましく、40g/枚以下が好ましく、25g/枚以下が更に好ましい。換言すれば、17g/m2以上が好ましく、117g/m2以上が更に好ましく、690g/m2以下が好ましく、430g/m2以下が更に好ましい。
The fiber assembly 1A manufactured as described above may be used as a dry wiping sheet as it is after being formed into a rectangular shape as shown in FIG. 2, for example, and a cleaning liquid is applied to the fiber assembly 1A in the wiping sheet 1. It can be supported (supporting step) and used as a wet wiping sheet. In the washing liquid carrying step, the carrying amount of the washing liquid carried on the fiber assembly 1A is preferably 1 g / sheet or more when the dimension of the wiping sheet 1 is 285 mm × 205 mm as described in the examples below, for example. 10 g / sheet or more is more preferable, 40 g / sheet or less is preferable, and 25 g / sheet or less is more preferable. In other words, preferably 17 g / m 2 or more, more preferably 117 g / m 2 or more, preferably 690 g / m 2 or less, more preferably 430 g / m 2 or less.
このようにして製造されたワイピングシートは、該ワイピングシート単体で、又はワイパーなどの清掃用具に装着させて、床面、壁面等の建物、戸棚、窓ガラス、鏡、ドア、ドアノブ等の建具、ラグ、カーペット、机食卓等の家具、キッチン、トイレ、身体の清拭や、衛生用品、包装などにも使用できる。
The wiping sheet manufactured in this way is attached to a cleaning tool such as a wiper sheet alone or a wiper, and flooring, wall and other buildings, cupboards, window glass, mirrors, doors, door knobs and other fittings, It can be used for furniture such as rugs, carpets, desks, kitchens, toilets, body cleaning, sanitary products, and packaging.
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記実施形態に制限されない。例えば、図3に示す巨視的パターンの凹凸部は一方の面にのみ形成されていたが、一方の面に加えて、更に他方の面に形成されていてもよい。この場合、パターン形成工程によって繊維集合体の一方の面に巨視的パターンの凹凸部をした後、該繊維集合体を反転させて、更にパターン形成工程を行うことによって、他方の面にも巨視的パターンの凹凸部を形成することができる。
As mentioned above, although this invention was demonstrated based on the preferable embodiment, this invention is not restrict | limited to the said embodiment. For example, the uneven portion of the macroscopic pattern shown in FIG. 3 is formed only on one surface, but may be formed on the other surface in addition to the one surface. In this case, after forming a concavo-convex portion of the macroscopic pattern on one surface of the fiber assembly by the pattern formation step, the fiber assembly is inverted and further the pattern formation step is performed, so that the other surface is also macroscopic. Uneven portions of the pattern can be formed.
異形繊維以外の繊維を含む繊維集合体を形成するためには、例えばウェブ形成部20において、第2のカード機を配置して、該カード機から異形繊維以外の繊維ウェブを繰り出して、異形繊維のウェブに積層してもよい。その後、交絡工程を行うことによって、異形繊維に加えて、異形繊維以外の繊維を含む繊維集合体を形成することができる。
In order to form a fiber assembly including fibers other than irregularly shaped fibers, for example, in the web forming unit 20, a second card machine is arranged, and a fiber web other than irregularly shaped fibers is fed out from the card machine, and irregularly shaped fibers It may be laminated on the web. Thereafter, by performing an entanglement step, a fiber assembly including fibers other than the irregularly shaped fibers can be formed in addition to the irregularly shaped fibers.
また、ワイピングシートの製造方法として、交絡工程とパターン形成工程とを別工程で行っていたが、これらは同一の工程で行ってもよい。例えば、交絡工程において、異形繊維のウェブと第1支持ベルト32との間に凹凸部形成部材50(必要に応じて、更に線状凹部形成部材60)を配して、該繊維を交絡させつつ、巨視的パターンの凹凸部や線状凹部を形成してもよい。
Further, as a method for manufacturing a wiping sheet, the entanglement process and the pattern formation process are performed in separate processes, but these may be performed in the same process. For example, in the entanglement step, an uneven portion forming member 50 (and, if necessary, a linear recessed portion forming member 60) is arranged between the deformed fiber web and the first support belt 32, and the fibers are entangled. Alternatively, an uneven portion or a linear recess portion of a macroscopic pattern may be formed.
また、パターン形成工程において、巨視的パターンの凹凸部の形成と線状凹部の形成とを同一の工程で行っていたが、これらの形成は別の工程で行ってもよい。例えば、パターン形成工程において、凹凸部形成部材50のみを配して繊維集合体の一方の面に巨視的パターンの凹凸部を形成したあと、更に線状凹部形成部材60のみを配して水流を吹き付けることによって、ワイピングシートの全面に線状凹部5を形成させることができる。
Further, in the pattern forming step, the formation of the concave and convex portions of the macroscopic pattern and the formation of the linear concave portions are performed in the same step, but these formations may be performed in different steps. For example, in the pattern forming step, after only forming the uneven portion forming member 50 to form the uneven portion of the macroscopic pattern on one surface of the fiber assembly, only the linear recessed portion forming member 60 is provided to flow the water flow. By spraying, the linear recessed part 5 can be formed in the whole surface of a wiping sheet.
上述した本発明の実施形態に関し、更に以下のワイピングシートを開示する。
<1>
少なくとも一方の面に巨視的パターンの凹凸部を有し、且つ横断面が扁平形である異形繊維を含む繊維集合体を有するワイピングシートであって、
前記凹凸部を構成する凹部及び凸部において、該凹部に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面に沿う方向を概ね向いており、該凸部に存在する前記異形繊維の横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いている、ワイピングシート。 The following wiping sheet is further disclosed regarding the embodiment of the present invention described above.
<1>
A wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section,
In the concave portion and the convex portion constituting the concave and convex portion, the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion. A wiping sheet in which the major axis of the cross section of the fiber is generally oriented in a direction along a plane perpendicular to the plane of the wiping sheet.
<1>
少なくとも一方の面に巨視的パターンの凹凸部を有し、且つ横断面が扁平形である異形繊維を含む繊維集合体を有するワイピングシートであって、
前記凹凸部を構成する凹部及び凸部において、該凹部に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面に沿う方向を概ね向いており、該凸部に存在する前記異形繊維の横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いている、ワイピングシート。 The following wiping sheet is further disclosed regarding the embodiment of the present invention described above.
<1>
A wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section,
In the concave portion and the convex portion constituting the concave and convex portion, the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion. A wiping sheet in which the major axis of the cross section of the fiber is generally oriented in a direction along a plane perpendicular to the plane of the wiping sheet.
<2>
前記異形繊維は、その横断面に長径と短径とを有する、前記<1>に記載のワイピングシート。
<3>
前記凹部に存在する前記異形繊維は、10本以上の異形繊維を観察対象としたときに、本数基準として該異形繊維の50%以上が異形繊維の長径とワイピングシートの面とのなす角度が45度未満であり、且つ前記凸部に存在する前記異形繊維は、10本以上の異形繊維を観察対象としたときに、本数基準として該異形繊維の50%以上が、異形繊維の長径とワイピングシートの面とのなす角度が45度以上である、前記<1>又は<2>に記載のワイピングシート。
<4>
巨視的パターンの前記凹凸部に加えて、前記ワイピングシートの一面から他面に向けて凹陥し且つ直線状に延びる線状凹部が一方向を向くように複数形成されており、
前記線状凹部の延びる方向と直交する方向において隣り合う2つの該線状凹部間に位置する第1領域に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いており、
前記第1領域における前記異形繊維が該繊維の横断面の長径を前記ワイピングシートの面と直交する面に沿う方向に向けて配向している割合が、前記凸部における前記異形繊維が該繊維の横断面の長径を前記ワイピングシートの面と直交する面に沿う方向に向けて配向している割合よりも高い、前記<1>ないし<3>のいずれか一に記載のワイピングシート。 <2>
The said irregular shaped fiber is a wiping sheet as described in said <1> which has a major axis and a minor axis in the cross section.
<3>
The deformed fibers present in the recesses have an angle between the major axis of the deformed fibers and the surface of the wiping sheet of 45% or more when the number of the deformed fibers is the observation target when 10 or more deformed fibers are observed. The deformed fibers that are less than the degree and that are present on the convex portion have 10 or more deformed fibers as the observation object. The wiping sheet according to <1> or <2>, wherein an angle formed with the surface is 45 degrees or more.
<4>
In addition to the concavo-convex portion of the macroscopic pattern, a plurality of linear recesses that are recessed from one surface of the wiping sheet toward the other surface and extend linearly are formed in one direction,
The deformed fiber existing in the first region located between two linear recesses adjacent to each other in the direction orthogonal to the extending direction of the linear recesses is a surface in which the major axis of the transverse section is orthogonal to the surface of the wiping sheet Generally facing the direction along
The proportion of the deformed fibers in the first region oriented in the direction along the plane perpendicular to the surface of the wiping sheet is the ratio of the major axis of the cross section of the fibers to the deformed fibers of the convex portions. The wiping sheet according to any one of <1> to <3>, wherein the major axis of the cross section is higher than a ratio of orientation in a direction along a plane orthogonal to the plane of the wiping sheet.
前記異形繊維は、その横断面に長径と短径とを有する、前記<1>に記載のワイピングシート。
<3>
前記凹部に存在する前記異形繊維は、10本以上の異形繊維を観察対象としたときに、本数基準として該異形繊維の50%以上が異形繊維の長径とワイピングシートの面とのなす角度が45度未満であり、且つ前記凸部に存在する前記異形繊維は、10本以上の異形繊維を観察対象としたときに、本数基準として該異形繊維の50%以上が、異形繊維の長径とワイピングシートの面とのなす角度が45度以上である、前記<1>又は<2>に記載のワイピングシート。
<4>
巨視的パターンの前記凹凸部に加えて、前記ワイピングシートの一面から他面に向けて凹陥し且つ直線状に延びる線状凹部が一方向を向くように複数形成されており、
前記線状凹部の延びる方向と直交する方向において隣り合う2つの該線状凹部間に位置する第1領域に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いており、
前記第1領域における前記異形繊維が該繊維の横断面の長径を前記ワイピングシートの面と直交する面に沿う方向に向けて配向している割合が、前記凸部における前記異形繊維が該繊維の横断面の長径を前記ワイピングシートの面と直交する面に沿う方向に向けて配向している割合よりも高い、前記<1>ないし<3>のいずれか一に記載のワイピングシート。 <2>
The said irregular shaped fiber is a wiping sheet as described in said <1> which has a major axis and a minor axis in the cross section.
<3>
The deformed fibers present in the recesses have an angle between the major axis of the deformed fibers and the surface of the wiping sheet of 45% or more when the number of the deformed fibers is the observation target when 10 or more deformed fibers are observed. The deformed fibers that are less than the degree and that are present on the convex portion have 10 or more deformed fibers as the observation object. The wiping sheet according to <1> or <2>, wherein an angle formed with the surface is 45 degrees or more.
<4>
In addition to the concavo-convex portion of the macroscopic pattern, a plurality of linear recesses that are recessed from one surface of the wiping sheet toward the other surface and extend linearly are formed in one direction,
The deformed fiber existing in the first region located between two linear recesses adjacent to each other in the direction orthogonal to the extending direction of the linear recesses is a surface in which the major axis of the transverse section is orthogonal to the surface of the wiping sheet Generally facing the direction along
The proportion of the deformed fibers in the first region oriented in the direction along the plane perpendicular to the surface of the wiping sheet is the ratio of the major axis of the cross section of the fibers to the deformed fibers of the convex portions. The wiping sheet according to any one of <1> to <3>, wherein the major axis of the cross section is higher than a ratio of orientation in a direction along a plane orthogonal to the plane of the wiping sheet.
<5>
前記線状凹部の延びる方向が前記一方向に沿うように複数形成されている、前記<4>に記載のワイピングシート。
<6>
前記一方向に沿う1つの前記線状凹部の列を見たときに、隣り合う前記線状凹部が、該一方向に直交する方向を対称軸として線対称となっている、前記<4>又は<5>に記載のワイピングシート。
<7>
前記一方向に沿う1つの前記線状凹部の列を見たときに、各線状凹部の延びる方向がいずれも略同一の方向となるように複数形成されている、前記<4>ないし<6>のいずれか一に記載のワイピングシート。
<8>
前記一方向に沿って延び、該一方向に直交する方向で隣り合う2つの線状凹部の列が、前記一方向を対称軸として線対称となっている、前記<4>ないし<7>のいずれか一に記載のワイピングシート。
<9>
前記第1領域に存在する前記異形繊維は、前記線状凹部の延びる方向において隣り合う2つの該線状凹部間に位置する第2領域に存在する前記異形繊維よりも前記線状凹部の延びる方向に沿って配向している、前記<4>ないし<8>のいずれか一に記載のワイピングシート。
<10>
前記繊維集合体の厚み方向の中央域にスクリムネットが配されている、前記<1>ないし<9>のいずれか一に記載のワイピングシート。
<11>
洗浄液が含浸されている、前記<1>ないし<10>のいずれか一に記載のワイピングシート。 <5>
The wiping sheet according to <4>, wherein a plurality of extending directions of the linear concave portions are formed along the one direction.
<6>
When viewing one row of linear recesses along the one direction, the adjacent linear recesses are line-symmetric with respect to a direction perpendicular to the one direction as the symmetry axis, <4> or The wiping sheet according to <5>.
<7>
<4> to <6>, wherein a plurality of linear recesses are formed so that the extending directions of the linear recesses are substantially the same when the row of the linear recesses along the one direction is viewed. A wiping sheet according to any one of the above.
<8>
The rows of two linear recesses extending along the one direction and adjacent in a direction orthogonal to the one direction are line-symmetric with respect to the one direction as a symmetry axis, according to the above <4> to <7> The wiping sheet according to any one of the above.
<9>
The deformed fiber existing in the first region has a direction in which the linear recessed portion extends more than the deformed fiber present in the second region located between two adjacent linear recessed portions in the extending direction of the linear recessed portion. The wiping sheet according to any one of <4> to <8>, wherein the wiping sheet is oriented along the surface.
<10>
The wiping sheet according to any one of <1> to <9>, wherein a scrim net is disposed in a central region in a thickness direction of the fiber assembly.
<11>
The wiping sheet according to any one of <1> to <10>, wherein the cleaning liquid is impregnated.
前記線状凹部の延びる方向が前記一方向に沿うように複数形成されている、前記<4>に記載のワイピングシート。
<6>
前記一方向に沿う1つの前記線状凹部の列を見たときに、隣り合う前記線状凹部が、該一方向に直交する方向を対称軸として線対称となっている、前記<4>又は<5>に記載のワイピングシート。
<7>
前記一方向に沿う1つの前記線状凹部の列を見たときに、各線状凹部の延びる方向がいずれも略同一の方向となるように複数形成されている、前記<4>ないし<6>のいずれか一に記載のワイピングシート。
<8>
前記一方向に沿って延び、該一方向に直交する方向で隣り合う2つの線状凹部の列が、前記一方向を対称軸として線対称となっている、前記<4>ないし<7>のいずれか一に記載のワイピングシート。
<9>
前記第1領域に存在する前記異形繊維は、前記線状凹部の延びる方向において隣り合う2つの該線状凹部間に位置する第2領域に存在する前記異形繊維よりも前記線状凹部の延びる方向に沿って配向している、前記<4>ないし<8>のいずれか一に記載のワイピングシート。
<10>
前記繊維集合体の厚み方向の中央域にスクリムネットが配されている、前記<1>ないし<9>のいずれか一に記載のワイピングシート。
<11>
洗浄液が含浸されている、前記<1>ないし<10>のいずれか一に記載のワイピングシート。 <5>
The wiping sheet according to <4>, wherein a plurality of extending directions of the linear concave portions are formed along the one direction.
<6>
When viewing one row of linear recesses along the one direction, the adjacent linear recesses are line-symmetric with respect to a direction perpendicular to the one direction as the symmetry axis, <4> or The wiping sheet according to <5>.
<7>
<4> to <6>, wherein a plurality of linear recesses are formed so that the extending directions of the linear recesses are substantially the same when the row of the linear recesses along the one direction is viewed. A wiping sheet according to any one of the above.
<8>
The rows of two linear recesses extending along the one direction and adjacent in a direction orthogonal to the one direction are line-symmetric with respect to the one direction as a symmetry axis, according to the above <4> to <7> The wiping sheet according to any one of the above.
<9>
The deformed fiber existing in the first region has a direction in which the linear recessed portion extends more than the deformed fiber present in the second region located between two adjacent linear recessed portions in the extending direction of the linear recessed portion. The wiping sheet according to any one of <4> to <8>, wherein the wiping sheet is oriented along the surface.
<10>
The wiping sheet according to any one of <1> to <9>, wherein a scrim net is disposed in a central region in a thickness direction of the fiber assembly.
<11>
The wiping sheet according to any one of <1> to <10>, wherein the cleaning liquid is impregnated.
<12>
前記異形繊維は熱可塑性樹脂からなる繊維である、前記<1>ないし<11>のいずれか一に記載のワイピングシート。
<13>
前記繊維集合体は前記異形繊維を主体とする、前記<1>ないし<12>のいずれか一に記載のワイピングシート。
<14>
前記繊維集合体は前記異形繊維が50質量%以上含まれている、前記<1>ないし<13>のいずれか一に記載のワイピングシート。
<15>
前記繊維集合体を構成する繊維は、その繊維どうしが融着していない、前記<1>ないし<14>のいずれか一に記載のワイピングシート。
<16>
前記異形繊維を含む繊維集合体のみから構成されている、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<17>
単層の繊維集合体から構成されている、前記<1>ないし<16>のいずれか一に記載のワイピングシート。 <12>
The wiping sheet according to any one of <1> to <11>, wherein the deformed fiber is a fiber made of a thermoplastic resin.
<13>
The wiping sheet according to any one of <1> to <12>, wherein the fiber assembly is mainly composed of the deformed fiber.
<14>
The wiping sheet according to any one of <1> to <13>, wherein the fiber aggregate includes 50 mass% or more of the deformed fiber.
<15>
The wiping sheet according to any one of <1> to <14>, wherein the fibers constituting the fiber assembly are not fused together.
<16>
The wiping sheet according to any one of <1> to <15>, wherein the wiping sheet includes only a fiber assembly including the deformed fiber.
<17>
The wiping sheet according to any one of <1> to <16>, wherein the wiping sheet is composed of a single-layer fiber assembly.
前記異形繊維は熱可塑性樹脂からなる繊維である、前記<1>ないし<11>のいずれか一に記載のワイピングシート。
<13>
前記繊維集合体は前記異形繊維を主体とする、前記<1>ないし<12>のいずれか一に記載のワイピングシート。
<14>
前記繊維集合体は前記異形繊維が50質量%以上含まれている、前記<1>ないし<13>のいずれか一に記載のワイピングシート。
<15>
前記繊維集合体を構成する繊維は、その繊維どうしが融着していない、前記<1>ないし<14>のいずれか一に記載のワイピングシート。
<16>
前記異形繊維を含む繊維集合体のみから構成されている、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<17>
単層の繊維集合体から構成されている、前記<1>ないし<16>のいずれか一に記載のワイピングシート。 <12>
The wiping sheet according to any one of <1> to <11>, wherein the deformed fiber is a fiber made of a thermoplastic resin.
<13>
The wiping sheet according to any one of <1> to <12>, wherein the fiber assembly is mainly composed of the deformed fiber.
<14>
The wiping sheet according to any one of <1> to <13>, wherein the fiber aggregate includes 50 mass% or more of the deformed fiber.
<15>
The wiping sheet according to any one of <1> to <14>, wherein the fibers constituting the fiber assembly are not fused together.
<16>
The wiping sheet according to any one of <1> to <15>, wherein the wiping sheet includes only a fiber assembly including the deformed fiber.
<17>
The wiping sheet according to any one of <1> to <16>, wherein the wiping sheet is composed of a single-layer fiber assembly.
<18>
第1の前記異形繊維を含む層と、第1の異形繊維と異なる第2の前記異形繊維を含む層とを備えた多層構造の繊維集合体から構成されている、前記<1>ないし<16>のいずれか一に記載のワイピングシート。
<19>
前記異形繊維を含む層と、前記異形繊維を含まない層とを備えた多層構造の繊維集合体から構成されている、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<20>
前記異形繊維を含む第1の繊維集合体と、前記異形繊維を含まない第2の繊維集合体とを重ね合わせたマルチプライの積層構造である、前記<1>ないし<15>及び<19>のいずれか一に記載のワイピングシート。
<21>
前記異形繊維を含む繊維集合体と、該繊維集合体以外の他のシート材料とを重ね合わせたマルチプライの積層構造である、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<22>
前記異形繊維の占める割合は、50質量%以上であることが好ましく、60質量%以上であることが更に好ましく、70質量%以上であることが一層好ましい、前記<1>ないし<17>のいずれか一に記載のワイピングシート。 <18>
<1> to <16, which is constituted by a fiber assembly having a multilayer structure including a layer including the first deformed fiber and a layer including the second deformed fiber different from the first deformed fiber. > The wiping sheet according to any one of
<19>
The wiping sheet according to any one of <1> to <15>, wherein the wiping sheet includes a fiber assembly having a multilayer structure including a layer including the deformed fiber and a layer not including the deformed fiber.
<20>
<1> to <15> and <19>, which are multi-ply laminated structures in which the first fiber aggregate including the deformed fiber and the second fiber aggregate not including the deformed fiber are overlapped. A wiping sheet according to any one of the above.
<21>
The wiping sheet according to any one of <1> to <15>, wherein the wiping sheet has a multi-ply laminated structure in which a fiber assembly including the deformed fiber and a sheet material other than the fiber assembly are overlapped. .
<22>
Any of <1> to <17>, wherein the proportion of the deformed fiber is preferably 50% by mass or more, more preferably 60% by mass or more, and still more preferably 70% by mass or more. The wiping sheet as described in kaichi.
第1の前記異形繊維を含む層と、第1の異形繊維と異なる第2の前記異形繊維を含む層とを備えた多層構造の繊維集合体から構成されている、前記<1>ないし<16>のいずれか一に記載のワイピングシート。
<19>
前記異形繊維を含む層と、前記異形繊維を含まない層とを備えた多層構造の繊維集合体から構成されている、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<20>
前記異形繊維を含む第1の繊維集合体と、前記異形繊維を含まない第2の繊維集合体とを重ね合わせたマルチプライの積層構造である、前記<1>ないし<15>及び<19>のいずれか一に記載のワイピングシート。
<21>
前記異形繊維を含む繊維集合体と、該繊維集合体以外の他のシート材料とを重ね合わせたマルチプライの積層構造である、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<22>
前記異形繊維の占める割合は、50質量%以上であることが好ましく、60質量%以上であることが更に好ましく、70質量%以上であることが一層好ましい、前記<1>ないし<17>のいずれか一に記載のワイピングシート。 <18>
<1> to <16, which is constituted by a fiber assembly having a multilayer structure including a layer including the first deformed fiber and a layer including the second deformed fiber different from the first deformed fiber. > The wiping sheet according to any one of
<19>
The wiping sheet according to any one of <1> to <15>, wherein the wiping sheet includes a fiber assembly having a multilayer structure including a layer including the deformed fiber and a layer not including the deformed fiber.
<20>
<1> to <15> and <19>, which are multi-ply laminated structures in which the first fiber aggregate including the deformed fiber and the second fiber aggregate not including the deformed fiber are overlapped. A wiping sheet according to any one of the above.
<21>
The wiping sheet according to any one of <1> to <15>, wherein the wiping sheet has a multi-ply laminated structure in which a fiber assembly including the deformed fiber and a sheet material other than the fiber assembly are overlapped. .
<22>
Any of <1> to <17>, wherein the proportion of the deformed fiber is preferably 50% by mass or more, more preferably 60% by mass or more, and still more preferably 70% by mass or more. The wiping sheet as described in kaichi.
<23>
横断面が真円の繊維を含む、前記<1>ないし<22>のいずれか一に記載のワイピングシート。
<24>
横断面が真円の前記繊維は、好ましくは50質量%以下の割合で含有され、更に好ましくは40質量%以下、一層好ましくは30質量%以下の割合で含有される、前記<23>に記載のワイピングシート。
<25>
前記異形繊維は、その横断面形状において、尖鋭な頂部を有する凸部を好ましくは少なくとも1つ、更に好ましくは2つ以上、一層好ましくは3つ以上有する、前記<1>ないし<24>のいずれか一に記載のワイピングシート。
<26>
前記異形繊維は尖鋭な頂部を8つ有する、前記<25>に記載のワイピングシート。
<27>
前記異形繊維の横断面における輪郭線を周方向に沿って見たときに、複数の凸部と、隣り合う該凸部間に位置する凹部とを有する形状である、前記<1>ないし<26>のいずれか一に記載のワイピングシート。 <23>
The wiping sheet according to any one of <1> to <22>, wherein the wiping sheet includes fibers having a perfect cross section.
<24>
The fiber having a perfect circular cross section is preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less. Wiping sheet.
<25>
Any of <1> to <24>, wherein the deformed fiber has preferably at least one, more preferably two or more, and even more preferably three or more convex portions having a sharp apex in the cross-sectional shape thereof. The wiping sheet as described in kaichi.
<26>
The wiping sheet according to <25>, wherein the deformed fiber has eight sharp tops.
<27>
<1> to <26, which is a shape having a plurality of convex portions and concave portions located between the adjacent convex portions when the contour line in the cross section of the deformed fiber is viewed along the circumferential direction. > The wiping sheet according to any one of
横断面が真円の繊維を含む、前記<1>ないし<22>のいずれか一に記載のワイピングシート。
<24>
横断面が真円の前記繊維は、好ましくは50質量%以下の割合で含有され、更に好ましくは40質量%以下、一層好ましくは30質量%以下の割合で含有される、前記<23>に記載のワイピングシート。
<25>
前記異形繊維は、その横断面形状において、尖鋭な頂部を有する凸部を好ましくは少なくとも1つ、更に好ましくは2つ以上、一層好ましくは3つ以上有する、前記<1>ないし<24>のいずれか一に記載のワイピングシート。
<26>
前記異形繊維は尖鋭な頂部を8つ有する、前記<25>に記載のワイピングシート。
<27>
前記異形繊維の横断面における輪郭線を周方向に沿って見たときに、複数の凸部と、隣り合う該凸部間に位置する凹部とを有する形状である、前記<1>ないし<26>のいずれか一に記載のワイピングシート。 <23>
The wiping sheet according to any one of <1> to <22>, wherein the wiping sheet includes fibers having a perfect cross section.
<24>
The fiber having a perfect circular cross section is preferably contained in a proportion of 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less. Wiping sheet.
<25>
Any of <1> to <24>, wherein the deformed fiber has preferably at least one, more preferably two or more, and even more preferably three or more convex portions having a sharp apex in the cross-sectional shape thereof. The wiping sheet as described in kaichi.
<26>
The wiping sheet according to <25>, wherein the deformed fiber has eight sharp tops.
<27>
<1> to <26, which is a shape having a plurality of convex portions and concave portions located between the adjacent convex portions when the contour line in the cross section of the deformed fiber is viewed along the circumferential direction. > The wiping sheet according to any one of
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲は、かかる実施例に制限されない。
Hereinafter, the present invention will be described in more detail with reference to examples. However, the scope of the present invention is not limited to such examples.
〔実施例1〕
図1(b)に示すように、熱可塑性樹脂からなる繊維の横断面の形状が多葉形である異形繊維を用いて水流交絡を行って、スクリムネット(PP製、線径約200μm、坪量5g/m2)を厚み方向中央域に有する繊維集合体を製造した。繊維集合体の繊維組成は、異形繊維(PET製、繊度1.7dtex):真円形繊維(アクリル製、繊度1.0dtex):扁平形繊維(レーヨン製、繊度1.7dtex)=70:15:15を質量割合で含むものであり、その平均繊維径は約12μmであった。繊維集合体の寸法を285mm×205mmに成形した後、洗浄液を290g/m2含浸させて、目的とする湿式のワイピングシートとした。ワイピングシートの坪量は70g/m2であった。 [Example 1]
As shown in FIG. 1B, hydroentanglement is performed using a deformed fiber having a multi-leaf shape in the cross section of a fiber made of a thermoplastic resin, and a scrim net (PP, wire diameter of about 200 μm, tsubos) A fiber assembly having an amount of 5 g / m 2 ) in the central region in the thickness direction was produced. The fiber composition of the fiber assembly was irregularly shaped fiber (PET, fineness 1.7 dtex): perfect circular fiber (acrylic, fineness 1.0 dtex): flat fiber (rayon, fineness 1.7 dtex) = 70: 15: 15 was contained in a mass ratio, and the average fiber diameter was about 12 μm. After the fiber aggregate was formed into a size of 285 mm × 205 mm, it was impregnated with a cleaning liquid at 290 g / m 2 to obtain a target wet wiping sheet. The basis weight of the wiping sheet was 70 g / m 2 .
図1(b)に示すように、熱可塑性樹脂からなる繊維の横断面の形状が多葉形である異形繊維を用いて水流交絡を行って、スクリムネット(PP製、線径約200μm、坪量5g/m2)を厚み方向中央域に有する繊維集合体を製造した。繊維集合体の繊維組成は、異形繊維(PET製、繊度1.7dtex):真円形繊維(アクリル製、繊度1.0dtex):扁平形繊維(レーヨン製、繊度1.7dtex)=70:15:15を質量割合で含むものであり、その平均繊維径は約12μmであった。繊維集合体の寸法を285mm×205mmに成形した後、洗浄液を290g/m2含浸させて、目的とする湿式のワイピングシートとした。ワイピングシートの坪量は70g/m2であった。 [Example 1]
As shown in FIG. 1B, hydroentanglement is performed using a deformed fiber having a multi-leaf shape in the cross section of a fiber made of a thermoplastic resin, and a scrim net (PP, wire diameter of about 200 μm, tsubos) A fiber assembly having an amount of 5 g / m 2 ) in the central region in the thickness direction was produced. The fiber composition of the fiber assembly was irregularly shaped fiber (PET, fineness 1.7 dtex): perfect circular fiber (acrylic, fineness 1.0 dtex): flat fiber (rayon, fineness 1.7 dtex) = 70: 15: 15 was contained in a mass ratio, and the average fiber diameter was about 12 μm. After the fiber aggregate was formed into a size of 285 mm × 205 mm, it was impregnated with a cleaning liquid at 290 g / m 2 to obtain a target wet wiping sheet. The basis weight of the wiping sheet was 70 g / m 2 .
〔比較例1〕
熱可塑性樹脂からなる繊維の横断面の形状が真円形である繊維を用いて水流交絡を行って、繊維集合体を製造した。繊維集合体の繊維組成は、真円形繊維(PET製、繊度1.45dtex):真円形繊維(アクリル製、繊度1.0dtex):扁平形繊維(レーヨン製、繊度1.7dtex)=70:15:15を質量割合で含むものであり、その平均繊維径は約11μmであった。その他の条件は実施例1と同様とし、湿式のワイピングシートを製造した。 [Comparative Example 1]
A fiber assembly was manufactured by performing hydroentanglement using fibers whose cross-sectional shape of fibers made of thermoplastic resin is a perfect circle. The fiber composition of the fiber assembly is as follows: True circular fiber (PET, fineness 1.45 dtex): True circular fiber (acrylic, fineness 1.0 dtex): Flat fiber (Rayon, fineness 1.7 dtex) = 70: 15 : 15 in a mass ratio, and the average fiber diameter was about 11 μm. Other conditions were the same as in Example 1, and a wet wiping sheet was produced.
熱可塑性樹脂からなる繊維の横断面の形状が真円形である繊維を用いて水流交絡を行って、繊維集合体を製造した。繊維集合体の繊維組成は、真円形繊維(PET製、繊度1.45dtex):真円形繊維(アクリル製、繊度1.0dtex):扁平形繊維(レーヨン製、繊度1.7dtex)=70:15:15を質量割合で含むものであり、その平均繊維径は約11μmであった。その他の条件は実施例1と同様とし、湿式のワイピングシートを製造した。 [Comparative Example 1]
A fiber assembly was manufactured by performing hydroentanglement using fibers whose cross-sectional shape of fibers made of thermoplastic resin is a perfect circle. The fiber composition of the fiber assembly is as follows: True circular fiber (PET, fineness 1.45 dtex): True circular fiber (acrylic, fineness 1.0 dtex): Flat fiber (Rayon, fineness 1.7 dtex) = 70: 15 : 15 in a mass ratio, and the average fiber diameter was about 11 μm. Other conditions were the same as in Example 1, and a wet wiping sheet was produced.
〔毛髪捕集性の評価〕
本評価では、10cmの毛髪を1畳(1820mm×910mm)当たり20本散布したフローリング床(DAGフロアー、北恵株式会社製)を、6畳分ワイピングした。ワイピング時におけるシートの方向は、図3における幅方向Yを清拭方向と同じ向きとした。ワイピング後にワイピングシートに捕集された毛髪の本数をそれぞれ測定して、毛髪捕集性を評価した。結果を表1に示す。 [Evaluation of hair collection]
In this evaluation, a flooring floor (DAG floor, manufactured by Hokuei Co., Ltd.) on which 20 pieces of 10 cm hair were spread per tatami mat (1820 mm × 910 mm) was wiped for 6 tatami mats. The sheet direction during wiping is the same as the wiping direction in the width direction Y in FIG. The number of hairs collected on the wiping sheet after wiping was measured to evaluate the hair collecting ability. The results are shown in Table 1.
本評価では、10cmの毛髪を1畳(1820mm×910mm)当たり20本散布したフローリング床(DAGフロアー、北恵株式会社製)を、6畳分ワイピングした。ワイピング時におけるシートの方向は、図3における幅方向Yを清拭方向と同じ向きとした。ワイピング後にワイピングシートに捕集された毛髪の本数をそれぞれ測定して、毛髪捕集性を評価した。結果を表1に示す。 [Evaluation of hair collection]
In this evaluation, a flooring floor (DAG floor, manufactured by Hokuei Co., Ltd.) on which 20 pieces of 10 cm hair were spread per tatami mat (1820 mm × 910 mm) was wiped for 6 tatami mats. The sheet direction during wiping is the same as the wiping direction in the width direction Y in FIG. The number of hairs collected on the wiping sheet after wiping was measured to evaluate the hair collecting ability. The results are shown in Table 1.
〔微粒子捕集性の評価〕
本評価では、長さ(清拭方向)90cm×幅90cmのフローリング床(DAGフロアー、北恵株式会社製)に、JIS Z 8901に規定される試験用粉体7種(粒径:5~75μm)又は試験用粉体11種(粒径:1~8μm)を清拭方向手前から15cm~30cmの範囲に長さ15cm×幅90cmの面積で0.1g散布した。このフローリングに対して、実施例又は比較例のワイピングシートを、幅30cmごとに清拭方向に2往復させてワイピングした。この操作を6セット行った。ワイピング時におけるシートの方向は、図3における幅方向Yを清拭方向と同じ向きとした。ワイピング前後のシート質量の変化を測定して微粒子捕集性を評価した。結果を表1に示す。 [Evaluation of particulate collection]
In this evaluation, 7 kinds of test powders (particle size: 5 to 75 μm) defined in JIS Z 8901 are provided on a flooring floor (DAG floor, manufactured by Hokuei Co., Ltd.) having a length (wiping direction) of 90 cm × width of 90 cm. Alternatively, 11 kinds of test powders (particle size: 1 to 8 μm) were sprayed in an area of 15 cm length × 90 cm width in a range of 15 cm to 30 cm from the front of the wiping direction. With respect to this flooring, the wiping sheet of the Example or Comparative Example was wiped by reciprocating twice in the wiping direction every 30 cm in width. Six sets of this operation were performed. The sheet direction during wiping is the same as the wiping direction in the width direction Y in FIG. The change in sheet mass before and after wiping was measured to evaluate the particulate collection ability. The results are shown in Table 1.
本評価では、長さ(清拭方向)90cm×幅90cmのフローリング床(DAGフロアー、北恵株式会社製)に、JIS Z 8901に規定される試験用粉体7種(粒径:5~75μm)又は試験用粉体11種(粒径:1~8μm)を清拭方向手前から15cm~30cmの範囲に長さ15cm×幅90cmの面積で0.1g散布した。このフローリングに対して、実施例又は比較例のワイピングシートを、幅30cmごとに清拭方向に2往復させてワイピングした。この操作を6セット行った。ワイピング時におけるシートの方向は、図3における幅方向Yを清拭方向と同じ向きとした。ワイピング前後のシート質量の変化を測定して微粒子捕集性を評価した。結果を表1に示す。 [Evaluation of particulate collection]
In this evaluation, 7 kinds of test powders (particle size: 5 to 75 μm) defined in JIS Z 8901 are provided on a flooring floor (DAG floor, manufactured by Hokuei Co., Ltd.) having a length (wiping direction) of 90 cm × width of 90 cm. Alternatively, 11 kinds of test powders (particle size: 1 to 8 μm) were sprayed in an area of 15 cm length × 90 cm width in a range of 15 cm to 30 cm from the front of the wiping direction. With respect to this flooring, the wiping sheet of the Example or Comparative Example was wiped by reciprocating twice in the wiping direction every 30 cm in width. Six sets of this operation were performed. The sheet direction during wiping is the same as the wiping direction in the width direction Y in FIG. The change in sheet mass before and after wiping was measured to evaluate the particulate collection ability. The results are shown in Table 1.

表1中、記号「◎」は「捕集性が非常に良好である」を示し、記号「○」は「捕集性が良好である」を示し、記号「△」は「捕集性がやや不良である」を示している。表1に示すように、本発明のワイピングシートは、その構成繊維として異形繊維を含有することによって、微粒子汚れの高い捕集性と毛髪等の繊維汚れの高い捕集性とを兼ね備えたものであることが判る。特に、毛髪捕集性の評価からわかるように、実施例1のワイピングシートは、湿式のワイピングシートとした場合であっても毛髪汚れの捕集性が高いものであることが判る。
In Table 1, the symbol “◎” indicates “very good collection”, the symbol “◯” indicates “good collection”, and the symbol “Δ” indicates “collection is good”. Somewhat bad. " As shown in Table 1, the wiping sheet of the present invention has a high collection property of fine particle stains and a high collection property of fiber stains such as hair by containing a deformed fiber as a constituent fiber. I know that there is. In particular, as can be seen from the evaluation of the hair collecting property, it can be seen that the wiping sheet of Example 1 has a high hair dirt collecting property even when it is a wet wiping sheet.
本発明によれば、微粒子汚れの高い捕集性と毛髪等の繊維汚れの高い捕集性とを兼ね備えたワイピングシートを提供できる。
According to the present invention, it is possible to provide a wiping sheet that has both high collection ability of fine particle dirt and high collection ability of fiber dirt such as hair.
Claims (27)
- 少なくとも一方の面に巨視的パターンの凹凸部を有し、且つ横断面が扁平形である異形繊維を含む繊維集合体を有するワイピングシートであって、
前記凹凸部を構成する凹部及び凸部において、該凹部に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面に沿う方向を概ね向いており、該凸部に存在する前記異形繊維の横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いている、ワイピングシート。 A wiping sheet having a fiber assembly including irregular fibers having a macroscopic pattern on at least one surface and having a flat cross section,
In the concave portion and the convex portion constituting the concave and convex portion, the deformed fiber existing in the concave portion has a major axis of a transverse section thereof generally facing a direction along the surface of the wiping sheet, and the abnormal shape existing in the convex portion. A wiping sheet in which the major axis of the cross section of the fiber is generally oriented in a direction along a plane perpendicular to the plane of the wiping sheet. - 前記異形繊維は、その横断面に長径と短径とを有する、請求項1に記載のワイピングシート。 The wiping sheet according to claim 1, wherein the deformed fiber has a major axis and a minor axis in a cross section thereof.
- 前記凹部に存在する前記異形繊維は、10本以上の異形繊維を観察対象としたときに、本数基準として該異形繊維の50%以上が異形繊維の長径とワイピングシートの面とのなす角度が45度未満であり、且つ
前記凸部に存在する前記異形繊維は、10本以上の異形繊維を観察対象としたときに、本数基準として該異形繊維の50%以上が、異形繊維の長径とワイピングシートの面とのなす角度が45度以上である、請求項1又は2に記載のワイピングシート。 The deformed fibers present in the recesses have an angle between the major axis of the deformed fibers and the surface of the wiping sheet of 45% or more when the number of the deformed fibers is the observation target when 10 or more deformed fibers are observed. The deformed fibers that are less than the degree and that are present in the convex portion have 10 or more deformed fibers as the observation object, and 50% or more of the deformed fibers are used as the reference number, and the major axis of the deformed fibers and the wiping sheet are used. The wiping sheet according to claim 1, wherein an angle formed with the surface of the wiping sheet is 45 degrees or more. - 巨視的パターンの前記凹凸部に加えて、前記ワイピングシートの一面から他面に向けて凹陥し且つ直線状に延びる線状凹部が一方向を向くように複数形成されており、
前記線状凹部の延びる方向と直交する方向において隣り合う2つの該線状凹部間に位置する第1領域に存在する前記異形繊維は、その横断面の長径が前記ワイピングシートの面と直交する面に沿う方向を概ね向いており、
前記第1領域における前記異形繊維が該繊維の横断面の長径を前記ワイピングシートの面と直交する面に沿う方向に向けて配向している割合が、前記凸部における前記異形繊維が該繊維の横断面の長径を前記ワイピングシートの面と直交する面に沿う方向に向けて配向している割合よりも高い、請求項1ないし3のいずれか一項に記載のワイピングシート。 In addition to the concavo-convex portion of the macroscopic pattern, a plurality of linear recesses that are recessed from one surface of the wiping sheet toward the other surface and extend linearly are formed in one direction,
The deformed fiber existing in the first region located between two linear recesses adjacent to each other in the direction orthogonal to the extending direction of the linear recesses is a surface in which the major axis of the transverse section is orthogonal to the surface of the wiping sheet Generally facing the direction along
The proportion of the deformed fibers in the first region oriented in the direction along the plane perpendicular to the surface of the wiping sheet is the ratio of the major axis of the cross section of the fibers to the deformed fibers of the convex portions. The wiping sheet according to any one of claims 1 to 3, wherein a major axis of a transverse section is higher than a ratio of being oriented in a direction along a plane perpendicular to the plane of the wiping sheet. - 前記線状凹部の延びる方向が前記一方向に沿うように複数形成されている、請求項4に記載のワイピングシート。 The wiping sheet according to claim 4, wherein a plurality of extending directions of the linear recesses are formed along the one direction.
- 前記一方向に沿う1つの前記線状凹部の列を見たときに、隣り合う前記線状凹部が、該一方向に直交する方向を対称軸として線対称となっている、請求項4又は5に記載のワイピングシート。 The adjacent linear recesses are line symmetric with respect to a direction perpendicular to the one direction as viewed in a row of the linear recesses along the one direction. Wiping sheet as described in
- 前記一方向に沿う1つの前記線状凹部の列を見たときに、各線状凹部の延びる方向がいずれも略同一の方向となるように複数形成されている、請求項4ないし6のいずれか一項に記載のワイピングシート。 The plurality of linear recesses are formed so that the extending directions of the linear recesses are substantially the same when the one row of linear recesses along the one direction is viewed. The wiping sheet according to one item.
- 前記一方向に沿って延び、該一方向に直交する方向で隣り合う2つの線状凹部の列が、該一方向を対称軸として線対称となっている、請求項4ないし7のいずれか一項に記載のワイピングシート。 The row of two linear recesses extending along the one direction and adjacent in a direction orthogonal to the one direction is line symmetric with respect to the one direction as an axis of symmetry. The wiping sheet according to item.
- 前記第1領域に存在する前記異形繊維は、前記線状凹部の延びる方向において隣り合う2つの該線状凹部間に位置する第2領域に存在する前記異形繊維よりも前記線状凹部の延びる方向に沿って配向している、請求項4ないし8のいずれか一項に記載のワイピングシート。 The deformed fiber existing in the first region has a direction in which the linear recessed portion extends more than the deformed fiber present in the second region located between two adjacent linear recessed portions in the extending direction of the linear recessed portion. The wiping sheet according to any one of claims 4 to 8, wherein the wiping sheet is oriented along.
- 前記繊維集合体の厚み方向の中央域にスクリムネットが配されている、請求項1ないし9のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 9, wherein a scrim net is disposed in a central region in a thickness direction of the fiber assembly.
- 洗浄液が含浸されている、請求項1ないし10のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 10, which is impregnated with a cleaning liquid.
- 前記異形繊維は熱可塑性樹脂からなる繊維である、請求項1ないし11のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 11, wherein the deformed fiber is a fiber made of a thermoplastic resin.
- 前記繊維集合体は前記異形繊維を主体とする、請求項1ないし12のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 12, wherein the fiber assembly is mainly composed of the deformed fiber.
- 前記繊維集合体は前記異形繊維が50質量%以上含まれている、請求項1ないし13のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 13, wherein the fiber assembly includes 50 mass% or more of the deformed fiber.
- 前記繊維集合体を構成する繊維は、その繊維どうしが融着していない、請求項1ないし14のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 14, wherein the fibers constituting the fiber assembly are not fused together.
- 前記異形繊維を含む繊維集合体のみから構成されている、請求項1ないし15のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 15, wherein the wiping sheet is composed only of a fiber assembly including the deformed fiber.
- 単層の繊維集合体から構成されている、請求項1ないし16のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 16, comprising a single-layer fiber assembly.
- 第1の前記異形繊維を含む層と、第1の異形繊維と異なる第2の前記異形繊維を含む層とを備えた多層構造の繊維集合体から構成されている、請求項1ないし16のいずれか一項に記載のワイピングシート。 17. The fiber assembly of any one of claims 1 to 16, wherein the fiber assembly has a multilayer structure including a first layer including the irregularly shaped fiber and a layer including the second irregularly shaped fiber different from the first irregularly shaped fiber. The wiping sheet according to claim 1.
- 前記異形繊維を含む層と、前記異形繊維を含まない層とを備えた多層構造の繊維集合体から構成されている、請求項1ないし15のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 15, wherein the wiping sheet comprises a fiber assembly having a multilayer structure including a layer containing the irregular fiber and a layer not containing the irregular fiber.
- 前記異形繊維を含む第1の繊維集合体と、前記異形繊維を含まない第2の繊維集合体とを重ね合わせたマルチプライの積層構造である、請求項1ないし15及び19のいずれか一項に記載のワイピングシート。 20. The multi-ply laminated structure in which the first fiber assembly including the deformed fiber and the second fiber assembly not including the deformed fiber are overlapped with each other. Wiping sheet as described in
- 前記異形繊維を含む繊維集合体と、該繊維集合体以外の他のシート材料とを重ね合わせたマルチプライの積層構造である、請求項1ないし15のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 15, wherein the wiping sheet has a multi-ply laminated structure in which a fiber assembly including the deformed fiber and a sheet material other than the fiber assembly are overlapped.
- 前記異形繊維の占める割合は、50質量%以上である、請求項1ないし17のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 17, wherein a proportion of the irregularly shaped fibers is 50% by mass or more.
- 横断面が真円の繊維を含む、請求項1ないし22のいずれか一項に記載のワイピングシート。 23. A wiping sheet according to any one of claims 1 to 22, wherein the wiping sheet includes fibers having a perfect circle in cross section.
- 横断面が真円の前記繊維は、50質量%以下の割合で含有される、請求項23に記載のワイピングシート。 The wiping sheet according to claim 23, wherein the fibers having a perfect cross section are contained at a ratio of 50% by mass or less.
- 前記異形繊維は、その横断面形状において、尖鋭な頂部を有する凸部を少なくとも1つ有する、請求項1ないし24のいずれか一項に記載のワイピングシート。 25. The wiping sheet according to any one of claims 1 to 24, wherein the deformed fiber has at least one convex portion having a sharp apex in a cross-sectional shape thereof.
- 前記異形繊維は尖鋭な頂部を8つ有する、請求項25に記載のワイピングシート。 The wiping sheet according to claim 25, wherein the deformed fiber has eight sharp tops.
- 前記異形繊維の横断面における輪郭線を周方向に沿って見たときに、複数の凸部と、隣り合う該凸部間に位置する凹部とを有する形状である、請求項1ないし26のいずれか一項に記載のワイピングシート。 The shape according to any one of claims 1 to 26, which is a shape having a plurality of convex portions and concave portions located between adjacent convex portions when a contour line in a cross section of the deformed fiber is viewed along a circumferential direction. The wiping sheet according to claim 1.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SG11202011813QA SG11202011813QA (en) | 2018-06-12 | 2019-05-31 | Wiping sheet |
| CN201980037517.9A CN112261897B (en) | 2018-06-12 | 2019-05-31 | Wiping sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018112366A JP7055068B2 (en) | 2018-06-12 | 2018-06-12 | Wiping sheet |
| JP2018-112366 | 2018-06-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019239921A1 true WO2019239921A1 (en) | 2019-12-19 |
Family
ID=68843363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/021721 WO2019239921A1 (en) | 2018-06-12 | 2019-05-31 | Wiping sheet |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7055068B2 (en) |
| CN (1) | CN112261897B (en) |
| SG (1) | SG11202011813QA (en) |
| TW (1) | TWI816811B (en) |
| WO (1) | WO2019239921A1 (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013544976A (en) * | 2010-10-21 | 2013-12-19 | イーストマン ケミカル カンパニー | Nonwoven products with ribbon fibers |
| WO2014132690A1 (en) * | 2013-02-26 | 2014-09-04 | 東レ株式会社 | Nonwoven fabric |
| JP2017113282A (en) * | 2015-12-24 | 2017-06-29 | 花王株式会社 | Wet cleaning sheet |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10168647A (en) * | 1996-12-12 | 1998-06-23 | Kanegafuchi Chem Ind Co Ltd | Modified cross-section fiber and its production |
| CN100564641C (en) * | 2002-12-20 | 2009-12-02 | 宝洁公司 | The laminate web of bunch shape |
| CN101674793B (en) * | 2007-05-24 | 2013-10-02 | 花王株式会社 | Surface sheet for absorptive article, method of producing surface sheet, and absorptive article |
| JP5752775B2 (en) * | 2013-03-04 | 2015-07-22 | 株式会社finetrack | Long fiber nonwoven fabric and laminated fabric having the long fiber nonwoven fabric |
| CN106661790B (en) * | 2014-08-20 | 2019-05-28 | 东丽株式会社 | Hygienic material non-woven fabrics and hygienic material product |
| JP6404089B2 (en) * | 2014-11-10 | 2018-10-10 | ユニチカ株式会社 | 2-layer non-woven fabric |
| JP6000412B1 (en) * | 2015-06-30 | 2016-09-28 | ユニ・チャーム株式会社 | Shaped nonwoven fabric for absorbent articles, absorbent article comprising the shaped nonwoven fabric, and method for producing the shaped nonwoven fabric |
-
2018
- 2018-06-12 JP JP2018112366A patent/JP7055068B2/en active Active
-
2019
- 2019-05-31 CN CN201980037517.9A patent/CN112261897B/en active Active
- 2019-05-31 SG SG11202011813QA patent/SG11202011813QA/en unknown
- 2019-05-31 WO PCT/JP2019/021721 patent/WO2019239921A1/en active Application Filing
- 2019-06-11 TW TW108120041A patent/TWI816811B/en active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013544976A (en) * | 2010-10-21 | 2013-12-19 | イーストマン ケミカル カンパニー | Nonwoven products with ribbon fibers |
| WO2014132690A1 (en) * | 2013-02-26 | 2014-09-04 | 東レ株式会社 | Nonwoven fabric |
| JP2017113282A (en) * | 2015-12-24 | 2017-06-29 | 花王株式会社 | Wet cleaning sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| SG11202011813QA (en) | 2021-01-28 |
| CN112261897A (en) | 2021-01-22 |
| TW202000113A (en) | 2020-01-01 |
| TWI816811B (en) | 2023-10-01 |
| JP2019213686A (en) | 2019-12-19 |
| JP7055068B2 (en) | 2022-04-15 |
| CN112261897B (en) | 2022-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3559533B2 (en) | Entangled nonwoven fabric and wiping sheet and wettable sheet using the same | |
| JP5823830B2 (en) | Bulky sheet and manufacturing method thereof | |
| TWI539051B (en) | Cleaning sheet and manufacturing method thereof | |
| JP5007219B2 (en) | Cleaning sheet | |
| TWI473591B (en) | Nonwoven and its manufacturing method, and wiping material | |
| JP4474216B2 (en) | Towel for kitchen and manufacturing method thereof | |
| JP4648724B2 (en) | Nonwoven fabric and method for producing the same | |
| US20140202494A1 (en) | Nonwoven melamine fiber surface preparation and cleaning material | |
| JP5421765B2 (en) | Cleaning sheet | |
| JP2007151821A (en) | Cleaning wet sheet | |
| JP6952447B2 (en) | Wet wipes for cleaning | |
| JP5475426B2 (en) | Cleaning sheet | |
| WO2019239921A1 (en) | Wiping sheet | |
| JP7030542B2 (en) | Wiping sheet | |
| JP5937306B2 (en) | Cleaning sheet | |
| WO2020071250A1 (en) | Wiping sheet | |
| JP6986940B2 (en) | Wiping sheet | |
| JP2019208949A (en) | Wiping sheet | |
| JP2002263043A (en) | Nonwoven fabric for wiping | |
| JP7055009B2 (en) | Wiping sheet and cleaning tools | |
| JP7359677B2 (en) | wet wiping sheet | |
| JP7359676B2 (en) | wet wiping sheet | |
| JP2019097589A (en) | Wiping sheet | |
| JP5513873B2 (en) | Cleaning sheet | |
| JP2023101408A (en) | Nonwoven fabric for wipers, and wiper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19820033 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19820033 Country of ref document: EP Kind code of ref document: A1 |