WO2020071250A1 - Wiping sheet - Google Patents
Wiping sheetInfo
- Publication number
- WO2020071250A1 WO2020071250A1 PCT/JP2019/037998 JP2019037998W WO2020071250A1 WO 2020071250 A1 WO2020071250 A1 WO 2020071250A1 JP 2019037998 W JP2019037998 W JP 2019037998W WO 2020071250 A1 WO2020071250 A1 WO 2020071250A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- wiping sheet
- fibers
- sheet according
- less
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
- A47L13/17—Cloths; Pads; Sponges containing cleaning agents
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
Definitions
- the present invention relates to a wiping sheet.
- Patent Literatures 1 and 2 are intended for cleaning the surface of a substrate, or for wiping or cosmetics for a person, and collecting dirt when a floor or the like is cleaned. Is not disclosed at all. Further, a nonwoven fabric or the like containing ultrafine fibers has insufficient strength, and as a result, the sheet is likely to break during use.
- the present invention is directed to a wiping sheet that overcomes the disadvantages of the prior art.
- the wiping sheet includes a first fiber and a fiber aggregate including at least a second fiber having a smaller diameter than the first fiber.
- the first fiber and the second fiber are the first fiber, the second fiber, and the first fiber and the second fiber entangled to form the fiber aggregate. That is, the fiber aggregate used for the wiping sheet is a fiber aggregate mainly composed of entanglement of the first and second fibers.
- the wiping sheet may be composed of only the fiber aggregate, or may include, in addition to the fiber aggregate, another sheet material and / or another member.
- the wiping sheet of the present invention may be a fiber aggregate that does not carry a cleaning liquid (hereinafter, this embodiment is also referred to as a “dry type”), or may be a fiber aggregate that carries a cleaning liquid (hereinafter, referred to as a “dry type”). This mode is also referred to as “wet”.)
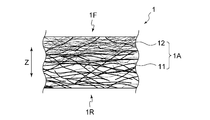
- FIG. 1 is a cross-sectional view of a fiber assembly provided in the wiping sheet of the present invention.
- the fiber aggregate 1A in the wiping sheet 1 is configured to include a first fiber 11 and a second fiber 12 having a smaller diameter than the first fiber.
- the wiping sheet 1 has a first surface 1F and a second surface 1R located on the opposite side of the first surface 1F.
- the wiping sheet 1 mainly includes a second fiber 12 which is a fiber having a small fiber diameter on a first surface 1F in FIG. 1, and a first fiber 11 on a second surface 1R. Is mainly present.
- the first surface 1F serves as a wiping surface when the wiping sheet is used. Note that “mainly present” means that when the wiping sheet 1 is viewed in a vertical cross section along the thickness direction Z, the ratio of any fiber present in the above-described surface is the highest.
- the proportion of the second fibers 12 occupied by the first surface 1F is preferably 40% or more, more preferably 50% or more, and even more preferably 60% or more, expressed as an area ratio. Also, it is preferably at most 100%, more preferably at most 90%, even more preferably at most 85%.
- the abundance ratio of the second fibers 12 in the first surface 1F is preferably 40% or more and 100% or less, more preferably 50% or more and 90% or less, and more preferably 60% or more. More preferably, it is at most 85%. By having such an abundance ratio, it is possible to enhance the performance of collecting fine particle dirt with a dense and low porosity structure formed by the fine fibers, and to enhance the sheet strength during use. In addition, the sustained release of the cleaning solution in the wet mode can be enhanced.
- the abundance ratio of the first fibers 11 on the first surface 1F is preferably 0% or more, more preferably 1% or more, still more preferably 5% or more, expressed as an area ratio. Also, it is preferably at most 60%, more preferably at most 40%, even more preferably at most 35%.
- the proportion of the first fibers 11 occupied by the first fibers 11 on the first surface 1F is preferably 0% or more and 60% or less, more preferably 1% or more and 40% or less, and more preferably 5% or more. More preferably, it is 35% or less.
- the proportion of the second fibers 12 on the second surface 1R occupied by the second fibers 12 is preferably 1% or more, more preferably 3% or more, and more preferably 5% or more in terms of area ratio. Is more preferably 60% or less, more preferably 40% or less, and even more preferably 35% or less.
- the proportion of the second fibers 12 occupied by the second surface 1R in the area ratio is preferably 1% or more and 60% or less, more preferably 3% or more and 40% or less, and more preferably 5% or more. More preferably, it is 35% or less.
- the ratio of the first fiber 11 and the second fiber 12 on each surface can be measured as an area ratio using, for example, a confocal laser microscope.
- the image data is acquired with the first surface 1F or the second surface 1R as the observation target.
- a threshold is set for each of the obtained images at the lightness boundary between the first fiber and the second fiber, and the lightness is binarized. Thereafter, the area having each color is calculated, and the area ratio of each fiber is calculated.
- the existence ratio of the second fiber 12 in the virtual surface is expressed by an area ratio, and is a thickness on the opposite side of the first surface 1F. It is preferred that it decreases stepwise, continuously, or a combination thereof in the direction Z.
- the sheet strength and the dirt collecting property can be enhanced by setting the presence ratio of the second fibers 12 in the range of 50% or more and 100% or less in terms of area ratio. Further, the sustained release property of the cleaning liquid in the wet mode can be enhanced.
- the ratio of the sheet thickness in which the presence ratio of the second fiber is in the range of 50% to 100% is preferably 1% to 90%, more preferably 5% to 70%, and more preferably 7% or more. 50% or less is more preferable.
- This abundance ratio can be calculated as the above-described area ratio by performing Raman imaging in the sheet thickness direction using, for example, a confocal laser microscope.
- At least the first fibers 11 having a large diameter are modified fibers.
- Irregular fibers are those whose cross section is non-circular.
- the non-circular cross section of the fiber means that the cross section of the fiber has a shape other than a perfect circle.
- at least the first fiber 11 having a large diameter is preferably an irregular fiber, and both the first fiber and the second fiber are irregular fibers. More preferably.
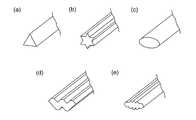
- modified fibers having the cross-sectional shape of such fibers include, for example, triangles shown in FIG. 2 (a), convex polygons such as quadrangular, pentagonal and hexagonal or regular polygons, and FIG. 2 (b).
- Examples include cross-sectional shapes such as a star polygon, an elliptical shape shown in FIG. 2C, a W-shaped shape shown in FIG. 2D, and a multi-leaf shape shown in FIG. There is no particular limitation as long as the effects of the invention are exhibited.
- the first fiber 11 is a modified fiber having preferably at least one, more preferably two or more, and more preferably three or more convex portions having a sharp apex in the cross-sectional shape thereof.
- the sharp peak is defined as (a) one straight line and one straight line when the contour of the convex portion in the cross-sectional shape of the deformed fiber is defined by, for example, (a) two non-parallel straight lines intersecting with each other. And (c) a case where two curves intersect with each other.
- the deformed fiber shown in FIG. 2A has three sharp peaks
- the deformed fiber shown in FIG. 2B has six sharp peaks
- the deformed fiber shown in FIG. It has eight tops.
- one type of modified fiber may be used alone, or two or more types of modified fibers having different cross-sectional shapes may be used in combination.
- the wiping sheet of the present invention has a high tensile modulus due to the fact that the constituent fibers include irregular fibers.
- the tensile elastic modulus of the wiping sheet is preferably equal to or greater than 1.3 ⁇ 10 ⁇ 3 N / mm 2 and equal to or greater than 1.4 ⁇ 10 ⁇ 3 N / mm 2. Is more preferably 1.5 ⁇ 10 ⁇ 3 N / mm 2 or more.
- the upper limit of the tensile modulus is not particularly limited, it is practically 5.0 ⁇ 10 ⁇ 3 N / mm 2 or less.
- the tensile elastic modulus can be determined from, for example, a difference between two tensile strengths (N / mm) and a difference between displacements (mm) in these tensile strengths.
- the measuring method will be described in detail in Examples described later.
- the fineness (dtex) of the first fiber is preferably higher than the fineness (dtex) of the second fiber.
- the ratio of the fineness (dtex) of the first fiber to the fineness (dtex) of the second fiber is preferably 10 or more, more preferably 15 or more, and preferably 25 or more. More preferably, it is preferably 2000 or less, more preferably 1500 or less, even more preferably 1000 or less.
- the fineness of the first fibers contained in the wiping sheet is preferably 0.5 dtex or more, more preferably 1 dtex or more, further preferably 1.2 dtex or more, and
- the upper limit is preferably 3 dtex or less, more preferably 2.5 dtex or less, even more preferably 2 dtex or less.
- the fineness of the second fiber included in the wiping sheet is preferably 1.5 ⁇ 10 ⁇ 3 dtex or more, more preferably 2.5 ⁇ 10 ⁇ 3 dtex or more, and more preferably 4 ⁇ 10 ⁇ 3 dtex or more. More preferably, it is not less than 0.5 ⁇ 10 ⁇ 3 dtex.
- the fineness of the second fiber is preferably 3.0 ⁇ 10 ⁇ 1 dtex or less, more preferably 1.0 ⁇ 10 ⁇ 1 dtex or less, and 5.0 ⁇ 10 ⁇ 2 dtex or less. Is more preferable.
- the first fibers 11 and the second fibers 12 constituting the wiping sheet 1 may be any of synthetic fibers and natural fibers. However, from the viewpoint of easy molding and production efficiency of the fibers, at least the first fibers 11 and the second fibers 12 may be used. Is preferably a synthetic fiber made of a thermoplastic resin, and more preferably both fibers 11 and 12 are synthetic fibers made of a thermoplastic resin.
- thermoplastic resin examples include polyolefin resins such as polyethylene (PE) and polypropylene (PP), polyester resins such as polyethylene terephthalate (PET), polyamide resins, vinyl resins such as polyvinyl chloride and polystyrene, and polyacrylic acids.
- An acrylic resin such as polymethyl methacrylate, a fluororesin such as polyperfluoroethylene, and the like can be given.
- the natural fiber include various cellulose fibers, for example, hydrophilic fibers such as pulp, cotton, rayon, lyocell, and tencel. These fibers can be used alone or in combination of two or more.
- the fiber length of the first fiber depends on the method of producing the fiber, but is preferably 1 mm or more and 100 mm or less, more preferably 10 mm or more and 90 mm or less, and even more preferably 20 mm or more and 60 mm or less.
- the fiber length of the second fiber depends on the method for producing the fiber, but is preferably 1 mm or more.
- Examples of the method for producing the first fiber 11 and the second fiber 12 include a method such as a spunbond method, a melt blown method, and an electrospinning method (electrospinning method). From the viewpoint of further increasing the production efficiency of the fine fiber, it is preferable that at least the second fiber is a synthetic fiber made of a thermoplastic resin and produced by an electrospinning method.
- the length of the longest line segment was A
- the length of the longest line segment orthogonal to the line segment and crossing the cross section was B.
- the ratio (A / B) of the length A to the length B is preferably 1.2 or more, more preferably 1.5 or more. It is more preferably 2 or more, and the upper limit is preferably 5 or less, more preferably 4 or less, and even more preferably 3 or less.
- the value of A / B is preferably 1.2 or more, 5 or less, more preferably 1.5 or more and 4 or less, and even more preferably 2 or more and 3 or less.
- examples of cross-sectional shapes other than the shapes shown in FIGS. 3A to 3C are as follows.
- the length A is the length of one side of an equilateral triangle
- the length B is the length of a perpendicular drawn from one vertex to one side.
- the length A is the major axis of the ellipse
- the length B is the minor axis of the ellipse.
- the lengths A and B are the average of A and the average of B measured for all types of modified fibers. That is.
- the length A is preferably 1 ⁇ m or more, and more preferably 5 ⁇ m or more on condition that the above-mentioned A / B range is satisfied, from the viewpoint of both the operability at the time of wiping and the collecting property of dirt. More preferably, it is more preferably at least 10 ⁇ m, and the upper limit is preferably at most 80 ⁇ m, more preferably at most 50 ⁇ m, and preferably at most 25 ⁇ m. From the same viewpoint, the length B is preferably 0.2 ⁇ m or more, more preferably 1 ⁇ m or more, and further preferably 2 ⁇ m or more, provided that the above-mentioned range of A / B is satisfied.
- the upper limit is preferably 40 ⁇ m or less, more preferably 20 ⁇ m or less, and preferably 15 ⁇ m or less.
- the contour line in the cross section of the deformed fiber is viewed along the circumferential direction, the plurality of convex portions P and the concave portions located between the adjacent convex portions P.
- the length of a line segment connecting the vertices of adjacent convex portions P is C
- the length of a perpendicular line drawn from the line segment to the lowest position of the concave portion R is D (See FIGS. 3A to 3C)
- the value of C / D is preferably 0.1 or more, more preferably 1 or more, still more preferably 2 or more, and the upper limit thereof. Is preferably 5 or less, more preferably 4 or less, and still more preferably 3 or less.
- the value of C for calculating the value of C / D is all The average value of the values of C is used.
- the value of D for calculating the value of C / D is an average value of all the values of D.
- the value is an average value of C and D.
- the length C is preferably 0.1 ⁇ m or more, and more preferably 0.5 ⁇ m or more, provided that the above-described C / D range is satisfied. More preferably, it is more preferably 1 ⁇ m or more, and the upper limit is preferably 20 ⁇ m or less, more preferably 10 ⁇ m or less, and preferably 5 ⁇ m or less. From the same viewpoint, the length D is preferably 0.1 ⁇ m or more, more preferably 0.5 ⁇ m or more, and more preferably 1 ⁇ m or more on condition that the above-mentioned C / D range is satisfied. Is more preferable, and the upper limit thereof is preferably 20 ⁇ m or less, more preferably 10 ⁇ m or less, and preferably 5 ⁇ m or less.
- the above-mentioned lengths A to D can be measured by the following measuring methods. That is, the prepared fiber assembly was cut using a razor or the like while maintaining the cross-sectional shape of the fiber, and the cross-section was vacuum-deposited with Pt. Using a scanning electron microscope (JSM-IT100, manufactured by JEOL Ltd.), the cross section of the Pt-deposited fiber assembly was observed at a magnification of 500 to 1000 times, and the above-mentioned fiber cross section was measured using the attached software length measurement tool. The lengths A to D were measured respectively.
- the wiping sheet of the present invention may be composed of only the first fibers 11 and the second fibers 12, and may further contain other fibers in addition to these fibers.
- the other fibers the above-described synthetic fibers and natural fibers can be used. These can be used alone or in combination of two or more.
- Other fibers may be circular (non-irregular) or non-circular (irregular) in cross-section.
- the other fibers are contained in the fiber aggregate at a ratio of preferably 50% by mass or less, more preferably 40% by mass or less, and still more preferably 30% by mass or less.
- the fineness of the fibers is preferably 0.6 dtex or more, and more preferably 1.0 dtex or more, from the viewpoints of operability and dirt collection efficiency during wiping. More preferably, it is more preferably 1.2 dtex or more. Further, it is preferably at most 4.0 dtex, more preferably at most 3.5 dtex, even more preferably at most 3.0 dtex.
- the basis weight of the fiber aggregate constituting the wiping sheet is preferably equal to or greater than 40 g / m 2, more preferably equal to or greater than 45 g / m 2, and further preferably equal to or greater than 50 g / m 2.
- the upper limit thereof is preferably 140 g / m 2 or less, more preferably 100 g / m 2 or less, 80 g / m 2 or less is more preferable.
- the thickness of the wiping sheet is preferably 0.5 mm or more under a load of 40 N / m 2 , more preferably 1.0 mm or more, and the upper limit is 2 mm under the same load. It is preferably at most 0.5 mm, more preferably at most 3 mm.
- the cleaning liquid carried on the sheet water alone or an aqueous solution containing an additive, such as a general composition used for a wet wiping sheet, is used. be able to.
- an additive such as a general composition used for a wet wiping sheet.
- the additive used in the cleaning liquid at least one selected from the group consisting of a surfactant, a bactericide, a fragrance, a fragrance, a deodorant, a pH adjuster, an alcohol, abrasive particles, a gloss imparting agent and a thickener. Is mentioned.
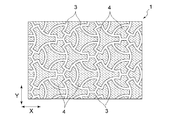
- a pattern concave portion 3 and a pattern convex portion 4 forming a concave and convex portion of a macroscopic pattern are formed on one surface of the wiping sheet 1.
- the boundary between the pattern concave portion 3 and the pattern convex portion 4 has a curved portion when viewed macroscopically.
- the other surface is flat without complementary concave and convex portions derived from the concave and convex portions of the macroscopic pattern.
- the concavo-convex portions of the macroscopic pattern are not limited to the macroscopic pattern shown in the figure.
- the macroscopic pattern shown in Japanese Patent Application Laid-Open No. 2017-113282 and a graphic such as a straight line, a curve, a circle, and a polygon are appropriately combined. It may be a macroscopic pattern.
- the macroscopically curved shape constitutes a pattern uneven portion except for a curve constituting a micro-scale fine hole and a curve constituting a drainage hole having a diameter of about 1.5 to 2 mm.
- the wiping sheet of the present invention may be constituted by a fiber assembly in which the boundary of the existing region between the first fiber and the second fiber in the sheet thickness direction is not clear when focusing on one fiber assembly.
- it may be constituted by a fiber aggregate having a two-layer structure of a layer containing the first fibers and a layer containing the second fibers.
- the wiping sheet of the present invention is composed of a fiber aggregate having a multilayer structure of three or more layers including a layer containing a first fiber, a layer containing a second fiber, and a layer containing another fiber. Is also good.
- the wiping sheet of the present invention may be composed of only one fiber aggregate (irrespective of a single layer or a multilayer) containing deformed fibers, or a first fiber aggregate containing first and second fibers. And a multi-ply laminate structure in which the second fiber aggregate with or without the deformed fiber or a sheet material other than the fiber aggregate is laminated.
- the sheet material include a nonwoven fabric, a woven fabric, and paper.
- the wiping sheet of the present invention may further include a scrim net for supporting the fiber aggregate constituting the sheet.
- a scrim net is provided, it is preferable that the scrim net is arranged in the central region in the thickness direction of the fiber assembly.
- the scrim net can be integrally entangled with the deformed fiber constituting the fiber assembly, and may be in the form of a net, a grid, a strand, or the like.
- Resin can be used as a raw material constituting the scrim net.
- the resin include polyolefin resins such as polyethylene and polypropylene; polyester resins such as polyethylene terephthalate; polyamide resins such as nylon 6 and nylon 66; acrylonitrile resins such as polyacrylonitrile; vinyl resins such as polyvinyl chloride and polystyrene; A vinylidene-based resin such as vinylidene chloride can be used.
- the diameter of the scrim net (diameter in the cross section) can be appropriately adjusted according to the degree of entanglement of the fiber, but is 10 ⁇ m or more. Is preferably 500 ⁇ m or more, more preferably 2000 ⁇ m or less, and even more preferably 1000 ⁇ m or less.
- the wire diameter of the scrim net may be partially different or the same, and when the wire diameter is partially different, the wire diameter of the scrim is taken to be the average value.
- the basis weight of the scrim net is preferably 1 g / m 2 or more, more preferably 3 g / m 2 or more, preferably 20 g / m 2 or less, and further preferably 10 g / m 2 or less.
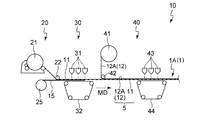
- the water pressure blown from the first water stream nozzle 31 is preferably 30 kg / cm 2 or more and 80 kg / cm 2 or less, more preferably 40 kg / cm 2 or more and 60 kg / cm 2 or less, and the web of the first fibers 11
- the transport speed in the MD direction is preferably 2 m / min or more and 10 m / min or less, more preferably 4 m / min or more and 8 m / min or less.
- the entangled body 12A of the second fiber 12 is laminated on the upper surface thereof, and the fiber aggregate 1A is formed by hydroentanglement (second entanglement step).
- the entangled body of the first fiber 11 is conveyed in the MD direction, and the entangled body 12A of the sheet-like second fiber 12 unwound from the raw roll 41 is placed on the upper surface of the entangled body.
- the layers are laminated to form a laminate 5.
- the constituent fibers of each entangled body are three-dimensionally entangled to form the fiber assembly 1A.
- the fiber assembly 1A may be used as it is as a wiping sheet 1 of a dry type or a wet type, and if necessary, as shown in FIG.
- the uneven portion of the macroscopic pattern may be formed, and this may be used as the wiping sheet 1 in a dry or wet mode.
- ⁇ 21> The wiping sheet according to any one of ⁇ 1> to ⁇ 20>, wherein the first fibers and the second fibers are both synthetic fibers.
- ⁇ 22> The wiping sheet according to any one of ⁇ 1> to ⁇ 21>, which has a substantially rectangular shape.
- ⁇ 23> On one surface of the wiping sheet are formed a pattern concave portion and a pattern convex portion that constitute the concave and convex portion of the macroscopic pattern, and the boundary between the pattern concave portion and the pattern convex portion is macroscopically viewed.
- the wiping sheet according to any one of the above ⁇ 1> to ⁇ 22> having a curved portion.
- ⁇ 24> The wiping sheet according to ⁇ 23>, wherein the other surface is flat when the uneven portion is formed on one surface.
- Example 1 As the first fiber, hydroentanglement was performed using a modified fiber (see FIG. 2 (e)) in which the cross-sectional shape of the fiber made of a thermoplastic resin was multilobal, to produce a fiber aggregate.
- the constituent fibers of the fiber assembly are multilobal fibers (made of PET, fineness of 1.7 dtex, average fiber diameter of 13.5 ⁇ m) as the first fibers, and perfect circular fibers (made of PP, fineness of 7.25) as the second fibers. 0 ⁇ 10 ⁇ 3 dtex, average fiber diameter 1 ⁇ m).
- Example 1 As the first fiber, only a fiber made of a thermoplastic resin and having a perfect circular cross section was subjected to hydroentanglement to produce a fiber aggregate.
- the perfect circular fiber as the first fiber was made of PET, had a fineness of 1.45 dtex and an average fiber diameter of 11.5 ⁇ m.
- the other conditions were the same as in Example 1, and a wet wiping sheet was manufactured.
- the wiping sheet of this comparative example does not include the second fiber.
- the tensile modulus of the wiping sheets of the examples and the comparative examples was measured.
- a tensile strength tester AG-IS 100N, manufactured by Shimadzu Corporation
- a dry-type sample having a length of 150 mm and a width of 30 mm was sampled in the length direction at a span of 100 mm and a speed of 300 mm / min.
- the tensile strength (N / mm) and the displacement (mm) at that time were measured.
- the tensile modulus (N / mm 2 ) was calculated by dividing the difference in displacement in tensile strength between the difference in tensile strength between 0 N / mm and 0.17 N / mm. The higher the tensile modulus, the higher the sheet strength. Table 1 shows the results.
- the wiping sheet of the present invention has a high sheet strength, a fine particle stain, and a fiber stain such as hair by containing a modified fiber and a fiber having a smaller diameter than the fiber as constituent fibers. It can be seen that it has a high trapping performance. Further, it can be seen that the wiping sheet of the present invention has a high sustained release property of the cleaning liquid when used in a wet mode, and enables wiping in a wide range.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Nonwoven Fabrics (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Laminated Bodies (AREA)
Abstract
Description
<1>
第1の繊維と該繊維よりも細径の第2の繊維とを少なくとも含み、これらの繊維が交絡してなる繊維集合体を備え、第1面と、該第1面の反対側に位置する第2面とを有するワイピングシートであって、
第2の繊維の存在割合が、第2面よりも第1面で高くなっており、
少なくとも第1の繊維は、その横断面が非円形である異形繊維である、ワイピングシート。 Regarding the above-described embodiment of the present invention, the following wiping sheet is further disclosed.
<1>
A fiber aggregate including at least a first fiber and a second fiber having a smaller diameter than the fiber is provided. The fiber aggregate is formed by entanglement of the fibers, and is located on a first surface and on a side opposite to the first surface. A wiping sheet having a second surface,
The proportion of the second fibers present is higher on the first surface than on the second surface,
A wiping sheet, wherein at least the first fiber is a modified fiber whose cross section is non-circular.
第1の繊維及び第2の繊維がともに前記異形繊維である、前記<1>に記載のワイピングシート。
<3>
前記異形繊維は、その横断面の形状が、三角形や、四角形、五角形及び六角形などの凸多角形又は正多角形である、前記<1>又は<2>に記載のワイピングシート。
<4>
前記異形繊維は、その横断面の形状が多葉形である、前記<1>ないし<3>のいずれか一に記載のワイピングシート。
<5>
前記繊維集合体のみから構成されている、前記<1>ないし<4>のいずれか一に記載のワイピングシート。
<6>
前記繊維集合体に加えて、他のシート材料又は他の部材を備えている、前記<1>ないし<4>のいずれか一に記載のワイピングシート。 <2>
The wiping sheet according to <1>, wherein both the first fibers and the second fibers are the modified fibers.
<3>
The wiping sheet according to <1> or <2>, wherein the cross-sectional shape of the modified fiber is a convex polygon such as a triangle, a quadrangle, a pentagon, and a hexagon or a regular polygon.
<4>
The wiping sheet according to any one of the above <1> to <3>, wherein the modified fiber has a multi-lobed cross-sectional shape.
<5>
The wiping sheet according to any one of the above <1> to <4>, which is composed of only the fiber aggregate.
<6>
The wiping sheet according to any one of <1> to <4>, further including another sheet material or another member in addition to the fiber assembly.
第1面の第2の繊維の占める存在割合は、面積比率で表して、40%以上であることが好ましく、50%以上であることがより好ましく、60%以上であることが更に好ましく、また、100%以下であることが好ましく、90%以下であることがより好ましく、85%以下であることが更に好ましい、前記<1>ないし<6>のいずれか一に記載のワイピングシート。
<8>
第2面の第2の繊維の占める存在割合は、面積比率で表して、1%以上であることが好ましく、3%以上であることがより好ましく、5%以上であることが更に好ましく、また、60%以下であることが好ましく、40%以下であることがより好ましく、35%以下であることが更に好ましい、前記<1>ないし<7>のいずれか一に記載のワイピングシート。
<9>
第1面の第1の繊維の占める存在割合は、面積比率で表して、0%以上であることが好ましく、1%以上であることがより好ましく、5%以上であることが更に好ましく、また、60%以下であることが好ましく、40%以下であることがより好ましく、35%以下であることが更に好ましい、前記<1>ないし<8>のいずれか一に記載のワイピングシート。
<10>
第2面の第1の繊維の占める存在割合は、面積比率で表して、50%以上であることが好ましく、65%以上であることがより好ましく、70%以上であることが更に好ましく、また、100%以下であることが好ましく、90%以下であることがより好ましく、87%以下であることが更に好ましい、前記<1>ないし<9>のいずれか一に記載のワイピングシート。 <7>
The presence ratio of the second fibers on the first surface is preferably 40% or more, more preferably 50% or more, still more preferably 60% or more, expressed as an area ratio. , 100% or less, more preferably 90% or less, even more preferably 85% or less, the wiping sheet according to any one of the above <1> to <6>.
<8>
The presence ratio of the second fiber on the second surface is preferably 1% or more, more preferably 3% or more, still more preferably 5% or more, expressed as an area ratio. , 60% or less, more preferably 40% or less, and even more preferably 35% or less, the wiping sheet according to any one of the above <1> to <7>.
<9>
The proportion of the first fibers occupied by the first fibers on the first surface is preferably 0% or more, more preferably 1% or more, still more preferably 5% or more, expressed as an area ratio. , 60% or less, more preferably 40% or less, even more preferably 35% or less, the wiping sheet according to any one of the above <1> to <8>.
<10>
The proportion of the first fiber on the second surface occupied by the first fiber is preferably 50% or more, more preferably 65% or more, still more preferably 70% or more, expressed as an area ratio. Wiping sheet according to any one of <1> to <9>, wherein the wiping sheet is preferably 100% or less, more preferably 90% or less, and even more preferably 87% or less.
前記繊維集合体の構成繊維は互いに融着していない、前記<1>ないし<10>のいずれか一に記載のワイピングシート。
<12>
洗浄液が前記繊維集合体に担持されている、前記<1>ないし<11>のいずれか一に記載のワイピングシート。
<13>
前記洗浄液は、添加剤を含む水溶液である、前記<12>に記載のワイピングシート。
<14>
前記添加剤は、界面活性剤、殺菌剤、香料、芳香剤、消臭剤、pH調整剤、アルコール、研磨粒子、光沢付与剤及び増粘剤からなる群から選ばれる少なくとも1種である、前記<13>に記載のワイピングシート。
<15>
第1の繊維は熱可塑性樹脂からなる繊維である、前記<1>ないし<14>のいずれか一に記載のワイピングシート。 <11>
The wiping sheet according to any one of <1> to <10>, wherein the constituent fibers of the fiber assembly are not fused to each other.
<12>
The wiping sheet according to any one of <1> to <11>, wherein a cleaning liquid is carried on the fiber assembly.
<13>
The wiping sheet according to <12>, wherein the cleaning liquid is an aqueous solution containing an additive.
<14>
The additive is at least one selected from the group consisting of a surfactant, a bactericide, a fragrance, a fragrance, a deodorant, a pH adjuster, an alcohol, abrasive particles, a gloss imparting agent, and a thickener. The wiping sheet according to <13>.
<15>
The wiping sheet according to any one of <1> to <14>, wherein the first fibers are fibers made of a thermoplastic resin.
引張弾性率が1.3×10-3N/mm2以上である、前記<1>ないし<15>のいずれか一に記載のワイピングシート。
<17>
引張弾性率は、1.3×10-3N/mm2以上であることが好ましく、1.4×10-3N/mm2以上であることがより好ましく、1.5×10-3N/mm2以上であることが更に好ましく、また、好ましくは5.0×10-3N/mm2以下である、前記<1>ないし<16>のいずれか一に記載のワイピングシート。
<18>
第2の繊維の繊度に対する第1の繊維の繊度の比が、10以上2000以下である、前記<1>ないし<17>のいずれか一に記載のワイピングシート。
<19>
第2の繊維の繊度に対する第1の繊維の繊度の比が、10以上であることが好ましく、15以上であることがより好ましく、25以上であることが更に好ましく、また、2000以下であることが好ましく、1500以下であることがより好ましく、1000以下であることが更に好ましい、前記<1>ないし<18>のいずれか一に記載のワイピングシート。
<20>
第1の繊維の繊度は、0.5dtex以上であることが好ましく、1dtex以上であることがより好ましく、1.2dtex以上であることが更に好ましく、またその上限は、3dtex以下であることが好ましく、2.5dtex以下であることがより好ましく、2dtex以下であることが更に好ましい、前記<1>ないし<19>のいずれか一に記載のワイピングシート。 <16>
The wiping sheet according to any one of the above items <1> to <15>, having a tensile elasticity of 1.3 × 10 −3 N / mm 2 or more.
<17>
The tensile modulus is preferably at least 1.3 × 10 −3 N / mm 2, more preferably at least 1.4 × 10 −3 N / mm 2, and more preferably at least 1.5 × 10 −3 N / mm 2. / Mm 2 or more, and preferably 5.0 × 10 −3 N / mm 2 or less, the wiping sheet according to any one of the above items <1> to <16>.
<18>
The wiping sheet according to any one of <1> to <17>, wherein a ratio of the fineness of the first fiber to the fineness of the second fiber is 10 or more and 2000 or less.
<19>
The ratio of the fineness of the first fiber to the fineness of the second fiber is preferably 10 or more, more preferably 15 or more, further preferably 25 or more, and 2,000 or less. The wiping sheet according to any one of <1> to <18>, wherein the wiping sheet is preferably 1500 or less, more preferably 1,000 or less.
<20>
The fineness of the first fiber is preferably 0.5 dtex or more, more preferably 1 dtex or more, still more preferably 1.2 dtex or more, and the upper limit thereof is preferably 3 dtex or less. The wiping sheet according to any one of <1> to <19>, wherein the wiping sheet is more preferably 2.5 dtex or less, and further preferably 2 dtex or less.
第1の繊維及び第2の繊維はともに合成繊維である、前記<1>ないし<20>のいずれか一に記載のワイピングシート。
<22>
略矩形状である、前記<1>ないし<21>のいずれか一に記載のワイピングシート。
<23>
前記ワイピングシートの一方の面には巨視的パターンの凹凸部を構成するパターン凹部とパターン凸部とが形成されており、該パターン凹部と該パターン凸部との境界線は、巨視的に見て曲線状の部分を有している、前記<1>ないし<22>のいずれか一に記載のワイピングシート。
<24>
前記凹凸部を一方の面に形成したときの他方の面は平坦になっている、前記<23>に記載のワイピングシート。 <21>
The wiping sheet according to any one of <1> to <20>, wherein the first fibers and the second fibers are both synthetic fibers.
<22>
The wiping sheet according to any one of <1> to <21>, which has a substantially rectangular shape.
<23>
On one surface of the wiping sheet are formed a pattern concave portion and a pattern convex portion that constitute the concave and convex portion of the macroscopic pattern, and the boundary between the pattern concave portion and the pattern convex portion is macroscopically viewed. The wiping sheet according to any one of the above <1> to <22>, having a curved portion.
<24>
The wiping sheet according to <23>, wherein the other surface is flat when the uneven portion is formed on one surface.
第1の繊維として、熱可塑性樹脂からなる繊維の横断面の形状が多葉形である異形繊維(図2(e)参照)を用いて水流交絡を行って、繊維集合体を製造した。繊維集合体の構成繊維は、第1の繊維として多葉形繊維(PET製、繊度1.7dtex、平均繊維径13.5μm)と、第2の繊維として真円形繊維(PP製、繊度7.0×10-3dtex、平均繊維径1μm)とを用いた。繊維集合体の繊維組成は、第1の繊維:第2の繊維=90:10の質量割合で含むものとした。繊維集合体の寸法を285mm×205mmに成形した後、洗浄液を290g/m2含浸させて、目的とする湿式のワイピングシートとした。洗浄液は、界面活性剤(エマルゲン(登録商標)108、花王株式会社製)の0.1質量%水溶液を用いた。ワイピングシートの坪量は67g/m2であった。 [Example 1]
As the first fiber, hydroentanglement was performed using a modified fiber (see FIG. 2 (e)) in which the cross-sectional shape of the fiber made of a thermoplastic resin was multilobal, to produce a fiber aggregate. The constituent fibers of the fiber assembly are multilobal fibers (made of PET, fineness of 1.7 dtex, average fiber diameter of 13.5 μm) as the first fibers, and perfect circular fibers (made of PP, fineness of 7.25) as the second fibers. 0 × 10 −3 dtex,
実施例1で用いた真円形繊維とは異なる真円系繊維(PP製、繊度1.7×10-1dtex、平均繊維径5.0μm)を第2の繊維として用いたほかは、実施例1と同様に、湿式のワイピングシートを製造した。つまり、本実施例のワイピングシートは、第1の繊維として多葉形繊維と、第2の繊維として真円形繊維とを含むものである。 [Example 2]
Except that a perfect circular fiber different from the perfect circular fiber used in Example 1 (made of PP, fineness: 1.7 × 10 −1 dtex, average fiber diameter: 5.0 μm) was used as the second fiber, Similarly to 1, a wet wiping sheet was produced. That is, the wiping sheet of the present embodiment includes multilobal fibers as the first fibers and true circular fibers as the second fibers.
第1の繊維として、熱可塑性樹脂からなる繊維の横断面の形状が真円形である繊維のみを用いて水流交絡を行って、繊維集合体を製造した。第1の繊維としての真円形繊維は、PET製であり、繊度は1.45dtexであり、その平均繊維径は11.5μmであった。その他の条件は実施例1と同様とし、湿式のワイピングシートを製造した。本比較例のワイピングシートは、第2の繊維を含まないものである。 [Comparative Example 1]
As the first fiber, only a fiber made of a thermoplastic resin and having a perfect circular cross section was subjected to hydroentanglement to produce a fiber aggregate. The perfect circular fiber as the first fiber was made of PET, had a fineness of 1.45 dtex and an average fiber diameter of 11.5 μm. The other conditions were the same as in Example 1, and a wet wiping sheet was manufactured. The wiping sheet of this comparative example does not include the second fiber.
第1の繊維として、熱可塑性樹脂からなる繊維の横断面の形状が多葉形である異形繊維のみを用いて水流交絡を行って、繊維集合体を製造した。第1の繊維としての多葉形繊維は、PET製であり、繊度1.7dtexであり、平均繊維径13.5μmであった。その他の条件は実施例1と同様とし、湿式のワイピングシートを製造した。本比較例のワイピングシートは、第2の繊維を含まないものである。 [Comparative Example 2]
As the first fiber, the hydroentanglement was performed using only the deformed fiber having a multi-lobed cross-sectional shape of the fiber made of the thermoplastic resin to produce a fiber assembly. The multilobal fiber as the first fiber was made of PET, had a fineness of 1.7 dtex, and had an average fiber diameter of 13.5 μm. The other conditions were the same as in Example 1, and a wet wiping sheet was manufactured. The wiping sheet of this comparative example does not include the second fiber.
第2の繊維として、熱可塑性樹脂からなる繊維の横断面の形状が真円形である細径繊維のみを用いて水流交絡を行って、繊維集合体を製造した。第2の繊維としての真円形繊維は、PP製であり、繊度は7.0×10-3dtexであり、その平均繊維径は1μmであった。その他の条件は実施例1と同様とし、湿式のワイピングシートを製造した。本比較例のワイピングシートは、第1の繊維を含まないものである。 [Comparative Example 3]
As the second fiber, the hydroentanglement was performed using only a small-diameter fiber whose cross-sectional shape of the fiber made of a thermoplastic resin was a perfect circle, to produce a fiber assembly. The perfect circular fiber as the second fiber was made of PP, had a fineness of 7.0 × 10 −3 dtex, and an average fiber diameter of 1 μm. The other conditions were the same as in Example 1, and a wet wiping sheet was manufactured. The wiping sheet of this comparative example does not include the first fiber.
本比較例では、繊維の横断面の形状がともに真円形である第1及び第2の繊維を用いて水流交絡を行って、第2の繊維の存在割合が、第2面よりも第1面で高くなっている繊維集合体を製造した。繊維集合体の構成繊維は、第1の繊維として真円形繊維(PET製、繊度1.45dtex、平均繊維径11.5μm)と、第2の繊維として真円形繊維(PP製、繊度7.0×10-3dtex、平均繊維径約1μm)とを用いた。繊維集合体の繊維組成は、第1の繊維:第2の繊維=90:10を質量割合で含むものであった。その他の条件は実施例1と同様とし、湿式のワイピングシートを製造した。つまり、本比較例のワイピングシートは、第1面では第2の繊維が主に存在しており、第2面では第1の繊維が主に存在しているものである。第1面における第2の繊維の占める存在割合(面積比率)は73%であり、第2面における第2の繊維の占める存在割合(面積比率)は10%であった。 [Comparative Example 4]
In this comparative example, the hydroentanglement is performed using the first and second fibers, both of which have a perfect circular cross-sectional shape, so that the proportion of the second fibers on the first surface is larger than that on the second surface. To produce a fiber assembly that is high. The constituent fibers of the fiber assembly include a perfect circular fiber (made of PET, fineness of 1.45 dtex, average fiber diameter of 11.5 μm) as the first fiber and a perfect circular fiber (made of PP, fineness of 7.0 as the second fiber). × 10 −3 dtex, average fiber diameter of about 1 μm). The fiber composition of the fiber assembly included the first fiber: the second fiber = 90: 10 in a mass ratio. The other conditions were the same as in Example 1, and a wet wiping sheet was manufactured. That is, in the wiping sheet of this comparative example, the second fibers mainly exist on the first surface, and the first fibers mainly exist on the second surface. The existing ratio (area ratio) of the second fibers on the first surface was 73%, and the existing ratio (area ratio) of the second fibers on the second surface was 10%.
実施例及び比較例のワイピングシートについて、引張弾性率の測定を行った。詳細には、引張強度試験機(株式会社島津製作所社製、AG-IS 100N)を用いて、長さ150mm×幅30mmの乾式の試料を、スパン100mm、速度300mm/分で試料を長さ方向に引っ張り、そのときの引張強度(N/mm)と、変位(mm)とを測定した。引張弾性率(N/mm2)は、0N/mmと0.17N/mmとの引張強度の差から、これらの引張強度における変位の差を除することによって算出した。引張弾性率が高いほど、シート強度が高いものである。結果を表1に示す。 (Evaluation of tensile modulus)
The tensile modulus of the wiping sheets of the examples and the comparative examples was measured. In detail, using a tensile strength tester (AG-IS 100N, manufactured by Shimadzu Corporation), a dry-type sample having a length of 150 mm and a width of 30 mm was sampled in the length direction at a span of 100 mm and a speed of 300 mm / min. Then, the tensile strength (N / mm) and the displacement (mm) at that time were measured. The tensile modulus (N / mm 2 ) was calculated by dividing the difference in displacement in tensile strength between the difference in tensile strength between 0 N / mm and 0.17 N / mm. The higher the tensile modulus, the higher the sheet strength. Table 1 shows the results.
本評価では、長さ(清拭方向)90cm×幅90cmのフローリング床(DAGフロアー、北恵株式会社製)に、微粒子汚れのモデルとして、JIS Z 8901に規定される試験用粉体7種(粒径:5~75μm)又は試験用粉体11種(粒径:1~8μm)を清拭方向手前から15cm~30cmの範囲に長さ15cm×幅90cmの面積で0.1g散布した。このフローリングに対して、実施例又は比較例のワイピングシートを、幅30cmごとに清拭方向に2往復させてワイピングした。この操作を6セット行った。ワイピング時におけるシートの方向は、図4における幅方向Yを清拭方向と同じ向きとした。ワイピング前後のシート質量の変化を測定して、以下の基準で微粒子捕集性能を評価した。結果を表1に示す。 (Evaluation of particulate collection performance)
In this evaluation, seven types of test powder (particles) specified in JIS Z 8901 were used as a model of fine particle contamination on a flooring floor (DAG floor, manufactured by Kitae Corporation) having a length (wiping direction) of 90 cm × width 90 cm. 0.1 g of a test powder (particle diameter: 5 to 75 μm) or 11 kinds of test powders (particle diameter: 1 to 8 μm) was sprayed in a range of 15 cm to 30 cm from the front of the wiping direction in an area of 15 cm length × 90 cm width. With respect to this flooring, the wiping sheet of the example or the comparative example was wiped by reciprocating twice in the wiping direction every 30 cm in width. This operation was performed for six sets. Regarding the direction of the sheet during wiping, the width direction Y in FIG. 4 was the same as the wiping direction. The change in the sheet mass before and after wiping was measured, and the performance of collecting fine particles was evaluated based on the following criteria. Table 1 shows the results.
微粒子ダスト捕集率(%)=100×((ワイピング後のワイピングシート質量[g])-(ワイピング前のワイピングシート質量[g]))/0.1[g])
<捕集性能>
◎:微粒子ダスト捕集率が90%以上であり、微粒子ダストの捕集性能が非常に高い。
○:微粒子ダスト捕集率が70%以上90%未満であり、微粒子ダストの捕集性能が高い。
△:微粒子ダスト捕集率が50%以上70%未満であり、微粒子ダストの捕集性能がやや低い。
×:微粒子ダスト捕集率が50%未満であり、微粒子ダストの捕集性能が低い。 <Calculation formula>
Fine particle dust collection rate (%) = 100 x ((wiping sheet mass after wiping [g])-(wiping sheet mass before wiping [g])) / 0.1 [g])
<Capture performance>
A: The particulate dust collection rate is 90% or more, and the particulate dust collecting performance is very high.
:: The particulate dust collection rate is 70% or more and less than 90%, and the particulate dust collecting performance is high.
Δ: The particulate dust collection rate is 50% or more and less than 70%, and the particulate dust collecting performance is slightly low.
X: The particulate dust collection rate is less than 50%, and the particulate dust collecting performance is low.
本評価では、10cmの毛髪を1畳(1820mm×910mm)当たり20本散布したフローリング床(DAGフロアー、北恵株式会社製)を、6畳分ワイピングした。ワイピング時におけるシートの方向は、図4における幅方向Yを清拭方向と同じ向きとした。ワイピング後にワイピングシートに捕集された毛髪の本数をそれぞれ測定して、以下の基準で毛髪捕集性能を評価した。結果を表1に示す。 (Evaluation of hair collection performance)
In this evaluation, a flooring floor (DAG floor, manufactured by Kitae Corporation) on which 20 hairs of 10 cm were sprayed per tatami (1820 mm × 910 mm) was wiped for 6 tatami mats. Regarding the direction of the sheet during wiping, the width direction Y in FIG. 4 was the same as the wiping direction. The number of hairs collected on the wiping sheet after wiping was measured, and the hair collecting performance was evaluated based on the following criteria. Table 1 shows the results.
毛髪捕集率(%)=100×(ワイピングシートに捕集された毛髪の本数[本])/(散布した毛髪の本数[本])
<捕集性能>
◎:毛髪捕集率が80%以上であり、毛髪の捕集性能が非常に高い。
○:毛髪捕集率が60%以上80%未満であり、毛髪の捕集性能が高い。
△:毛髪捕集率が40%以上60%未満であり、毛髪の捕集性能がやや低い。
×:毛髪捕集率が40%未満であり、毛髪の捕集性能が低い。 <Calculation formula>
Hair collection rate (%) = 100 × (number of hairs collected on wiping sheet [books]) / (number of hairs sprayed [books])
<Capture performance>
A: Hair collection rate is 80% or more, and hair collection performance is very high.
:: Hair collection rate is 60% or more and less than 80%, and hair collection performance is high.
Δ: Hair collection rate is 40% or more and less than 60%, and the hair collection performance is slightly low.
×: The hair collection rate is less than 40%, and the hair collection performance is low.
実施例及び比較例の湿式ワイピングシートに、0.16kN/m2の荷重をかけて、ワイピング速度1m/sでフローリング床(コンビットニューアドバンス101、ウッドワン社製)をワイピング対象面として、20畳分(32.4m2相当)連続してワイピングを行った。1畳ごとの液放出量(g)から、洗浄液の初期含浸量に対して、各清拭面積時点でどれだけ放出したかを測定し、洗浄液の徐放性を以下の基準で評価した。結果を表1に示す。洗浄液放出率が高いほど、徐放性が良好であることを意味する。 (Evaluation of sustained release of cleaning solution)
A load of 0.16 kN / m 2 was applied to the wet wiping sheets of Examples and Comparative Examples, and a wiping speed of 1 m / s was applied to a flooring floor (Conbit New Advance 101, manufactured by Wood One Co., Ltd.) as a wiping target surface. Wiping was performed continuously for 3 minutes (corresponding to 32.4 m 2 ). From the liquid release amount (g) for each tatami mat, the amount of release at each wiping area was measured with respect to the initial impregnation amount of the cleaning liquid, and the sustained release of the cleaning liquid was evaluated based on the following criteria. Table 1 shows the results. The higher the washing liquid release rate, the better the sustained release property.
◎:ワイピング面積20畳分時点での洗浄液放出率が、70%以上である。
○:ワイピング面積20畳分時点での洗浄液放出率が、50%以上70%未満である。
△:ワイピング面積20畳分時点での洗浄液放出率が、30%以上50%未満である。
×:ワイピング面積20畳分時点での洗浄液放出率が、30%未満である。 <Evaluation>
:: The cleaning liquid release rate at the time of wiping area of 20 tatami mats is 70% or more.
:: The cleaning liquid release rate at the time of wiping area of 20 tatami mats is 50% or more and less than 70%.
Δ: The cleaning liquid release rate at the time of wiping area of 20 tatami mats is 30% or more and less than 50%.
×: The cleaning liquid release rate at the time of 20 tatami mats of the wiping area is less than 30%.

Claims (23)
- 第1の繊維と該繊維よりも細径の第2の繊維とを少なくとも含み、これらの繊維が交絡してなる繊維集合体を備え、第1面と、該第1面の反対側に位置する第2面とを有するワイピングシートであって、
第2の繊維の存在割合が、第2面よりも第1面で高くなっており、
少なくとも第1の繊維は、その横断面が非円形である異形繊維である、ワイピングシート。 A fiber aggregate including at least a first fiber and a second fiber having a smaller diameter than the fiber is provided. The fiber aggregate is formed by entanglement of the fibers, and is located on a first surface and on a side opposite to the first surface. A wiping sheet having a second surface,
The proportion of the second fibers present is higher on the first surface than on the second surface,
A wiping sheet, wherein at least the first fiber is a modified fiber whose cross section is non-circular. - 第1の繊維及び第2の繊維がともに前記異形繊維である、請求項1に記載のワイピングシート。 The wiping sheet according to claim 1, wherein both the first fibers and the second fibers are the irregular fibers.
- 前記異形繊維は、その横断面の形状が凸多角形又は正多角形である、請求項1又は2に記載のワイピングシート。 The wiping sheet according to claim 1 or 2, wherein the modified fiber has a cross-sectional shape of a convex polygon or a regular polygon.
- 前記異形繊維は、その横断面の形状が多葉形である、請求項1ないし3のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 3, wherein the modified fiber has a multi-lobed cross-sectional shape.
- 前記繊維集合体のみから構成されている、請求項1ないし4のいずれか一項に記載のワイピングシート。 ワ イ The wiping sheet according to any one of claims 1 to 4, wherein the wiping sheet is composed of only the fiber aggregate.
- 前記繊維集合体に加えて、他のシート材料又は他の部材を備えている、請求項1ないし4のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 4, further comprising another sheet material or another member in addition to the fiber assembly.
- 第1面の第2の繊維の占める存在割合は、面積比率で表して、40%以上100%以下である、請求項1ないし6のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 6, wherein the presence ratio of the second fibers on the first surface is represented by an area ratio and is 40% or more and 100% or less.
- 第2面の第2の繊維の占める存在割合は、面積比率で表して、1%以上60%以下である、請求項1ないし7のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 7, wherein the presence ratio of the second fibers on the second surface is 1% or more and 60% or less as an area ratio.
- 第1面の第1の繊維の占める存在割合は、面積比率で表して、0%以上60%以下である、請求項1ないし8のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 8, wherein the presence ratio of the first fibers on the first surface is 0% or more and 60% or less as an area ratio.
- 第2面の第1の繊維の占める存在割合は、面積比率で表して、50%以上100%以下である、請求項1ないし9のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 9, wherein the proportion of the first fibers on the second surface occupied by the first fibers is 50% or more and 100% or less in terms of area ratio.
- 前記繊維集合体の構成繊維は互いに融着していない、請求項1ないし10のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 10, wherein the constituent fibers of the fiber assembly are not fused to each other.
- 洗浄液が前記繊維集合体に担持されている、請求項1ないし11のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 11, wherein a cleaning liquid is carried on the fiber assembly.
- 前記洗浄液は、添加剤を含む水溶液である、請求項12に記載のワイピングシート。 The wiping sheet according to claim 12, wherein the cleaning liquid is an aqueous solution containing an additive.
- 前記添加剤は、界面活性剤、殺菌剤、香料、芳香剤、消臭剤、pH調整剤、アルコール、研磨粒子、光沢付与剤及び増粘剤からなる群から選ばれる少なくとも1種である、請求項13に記載のワイピングシート。 The additive is at least one selected from the group consisting of a surfactant, a bactericide, a fragrance, a fragrance, a deodorant, a pH adjuster, an alcohol, abrasive particles, a gloss imparting agent, and a thickener. Item 14. A wiping sheet according to item 13.
- 第1の繊維は熱可塑性樹脂からなる繊維である、請求項1ないし14のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 14, wherein the first fibers are fibers made of a thermoplastic resin.
- 引張弾性率が1.3×10-3N/mm2以上である、請求項1ないし15のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 15, wherein the tensile elastic modulus is 1.3 × 10 −3 N / mm 2 or more.
- 引張弾性率が1.3×10-3N/mm2以上5.0×10-3N/mm2以下である、請求項1ないし16のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 16, wherein the tensile elastic modulus is 1.3 × 10 −3 N / mm 2 or more and 5.0 × 10 −3 N / mm 2 or less.
- 第2の繊維の繊度に対する第1の繊維の繊度の比が、10以上2000以下である、請求項1ないし17のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 17, wherein the ratio of the fineness of the first fiber to the fineness of the second fiber is 10 or more and 2000 or less.
- 第2の繊維の繊度に対する第1の繊維の繊度の比が、15以上1500以下である請求項1ないし18のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 18, wherein a ratio of the fineness of the first fiber to the fineness of the second fiber is 15 or more and 1500 or less.
- 第1の繊維の繊度は、0.5dtex以上3dtex以下である、請求項1ないし19のいずれか一項に記載のワイピングシート。 20. The wiping sheet according to any one of claims 1 to 19, wherein the fineness of the first fiber is 0.5 dtex or more and 3 dtex or less.
- 第1の繊維及び第2の繊維はともに合成繊維である、請求項1ないし20のいずれか一項に記載のワイピングシート。 The wiping sheet according to any one of claims 1 to 20, wherein both the first fiber and the second fiber are synthetic fibers.
- 前記ワイピングシートの一方の面には巨視的パターンの凹凸部を構成するパターン凹部とパターン凸部とが形成されており、該パターン凹部と該パターン凸部との境界線は、巨視的に見て曲線状の部分を有している、請求項1ないし21のいずれか一項に記載のワイピングシート。 On one surface of the wiping sheet are formed a pattern concave portion and a pattern convex portion that constitute the concave and convex portion of the macroscopic pattern, and the boundary between the pattern concave portion and the pattern convex portion is macroscopically viewed. The wiping sheet according to any one of claims 1 to 21, wherein the wiping sheet has a curved portion.
- 前記凹凸部を一方の面に形成したときの他方の面は平坦になっている、請求項22に記載のワイピングシート。 23. The wiping sheet according to claim 22, wherein when the uneven portion is formed on one surface, the other surface is flat.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980065138.0A CN112788975A (en) | 2018-10-02 | 2019-09-26 | Wiping sheet |
| SG11202102900RA SG11202102900RA (en) | 2018-10-02 | 2019-09-26 | Wiping sheet |
| JP2020550370A JPWO2020071250A1 (en) | 2018-10-02 | 2019-09-26 | Wiping sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018187761 | 2018-10-02 | ||
| JP2018-187761 | 2018-10-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020071250A1 true WO2020071250A1 (en) | 2020-04-09 |
Family
ID=70055194
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/037998 WO2020071250A1 (en) | 2018-10-02 | 2019-09-26 | Wiping sheet |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2020071250A1 (en) |
| CN (1) | CN112788975A (en) |
| SG (1) | SG11202102900RA (en) |
| TW (1) | TWI839394B (en) |
| WO (1) | WO2020071250A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022129832A (en) * | 2021-02-25 | 2022-09-06 | 日本製紙クレシア株式会社 | roll paper towel |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009279312A (en) * | 2008-05-26 | 2009-12-03 | Teijin Fibers Ltd | Wiping cloth and its production method |
| JP2017113282A (en) * | 2015-12-24 | 2017-06-29 | 花王株式会社 | Wet cleaning sheet |
| WO2018105340A1 (en) * | 2016-12-05 | 2018-06-14 | 花王株式会社 | Wet wiping sheet |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19947870C1 (en) * | 1999-10-05 | 2001-05-10 | Freudenberg Carl Fa | Heel lining for the shoe industry |
| EP1689008B1 (en) * | 2005-01-26 | 2011-05-11 | Japan Vilene Company, Ltd. | Battery separator and battery comprising the same |
| JP4827528B2 (en) * | 2005-12-28 | 2011-11-30 | 花王株式会社 | Sheet base material for wet sheets |
| KR102093682B1 (en) * | 2013-02-26 | 2020-03-26 | 도레이 카부시키가이샤 | Nonwoven fabric |
| CN105386240A (en) * | 2015-10-15 | 2016-03-09 | 称道新材料科技(上海)有限公司 | Non-woven fabric composed of melt-blown fibers with different sections, preparing method of non-woven fabric and special spinneret plate |
-
2019
- 2019-09-26 CN CN201980065138.0A patent/CN112788975A/en active Pending
- 2019-09-26 JP JP2020550370A patent/JPWO2020071250A1/en active Pending
- 2019-09-26 WO PCT/JP2019/037998 patent/WO2020071250A1/en active Application Filing
- 2019-09-26 SG SG11202102900RA patent/SG11202102900RA/en unknown
- 2019-10-02 TW TW108135683A patent/TWI839394B/en active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009279312A (en) * | 2008-05-26 | 2009-12-03 | Teijin Fibers Ltd | Wiping cloth and its production method |
| JP2017113282A (en) * | 2015-12-24 | 2017-06-29 | 花王株式会社 | Wet cleaning sheet |
| WO2018105340A1 (en) * | 2016-12-05 | 2018-06-14 | 花王株式会社 | Wet wiping sheet |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022129832A (en) * | 2021-02-25 | 2022-09-06 | 日本製紙クレシア株式会社 | roll paper towel |
| JP7495892B2 (en) | 2021-02-25 | 2024-06-05 | 日本製紙クレシア株式会社 | Rolled paper towels |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI839394B (en) | 2024-04-21 |
| JPWO2020071250A1 (en) | 2021-09-24 |
| CN112788975A (en) | 2021-05-11 |
| SG11202102900RA (en) | 2021-04-29 |
| TW202020250A (en) | 2020-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3559533B2 (en) | Entangled nonwoven fabric and wiping sheet and wettable sheet using the same | |
| AU2014356113B2 (en) | Multi-purpose tough stain removal articles | |
| WO2020071250A1 (en) | Wiping sheet | |
| JP4648724B2 (en) | Nonwoven fabric and method for producing the same | |
| JP5421765B2 (en) | Cleaning sheet | |
| JP5117152B2 (en) | Flooring wiper | |
| JP2017221272A (en) | Cleaning wet sheet | |
| JP7030542B2 (en) | Wiping sheet | |
| JP2006187313A (en) | Cleaning sheet | |
| JP7055009B2 (en) | Wiping sheet and cleaning tools | |
| JP3912177B2 (en) | Brushed nonwoven fabric, method for producing the same, and textile product using the same | |
| JP6276921B2 (en) | Non-woven wiper | |
| JP2003011068A (en) | Abrasive nonwoven fabric and manufacturing method therefor | |
| JP7055068B2 (en) | Wiping sheet | |
| JP7359676B2 (en) | wet wiping sheet | |
| JP2019154526A (en) | Cleaning sheet | |
| JP7511316B2 (en) | Wiping Sheet | |
| JP2019208949A (en) | Wiping sheet | |
| JP6986940B2 (en) | Wiping sheet | |
| JP7359677B2 (en) | wet wiping sheet | |
| JP7566300B2 (en) | Spunlace nonwoven fabric | |
| JP2023143236A (en) | Nonwoven fabric and manufacturing method thereof | |
| JP2025015521A (en) | Nonwoven fabric for objective lens wiper and objective lens wiper | |
| JP2023101408A (en) | Nonwoven fabric for wipers, and wiper | |
| TW201920793A (en) | Wiping sheet and method for manufacturing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19868315 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020550370 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2101001886 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19868315 Country of ref document: EP Kind code of ref document: A1 |