WO2019131431A1 - 円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板 - Google Patents
円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板 Download PDFInfo
- Publication number
- WO2019131431A1 WO2019131431A1 PCT/JP2018/046973 JP2018046973W WO2019131431A1 WO 2019131431 A1 WO2019131431 A1 WO 2019131431A1 JP 2018046973 W JP2018046973 W JP 2018046973W WO 2019131431 A1 WO2019131431 A1 WO 2019131431A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- disk
- glass substrate
- shaped glass
- polishing
- base plate
- Prior art date
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C19/00—Surface treatment of glass, not in the form of fibres or filaments, by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/24—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass
- B24B7/241—Methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/07—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool
- B24B37/08—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool for double side lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/10—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0065—Manufacturing aspects; Material aspects
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0075—Arrangements of multiple light guides
- G02B6/0076—Stacked arrangements of multiple light guides of the same or different cross-sectional area
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Abstract
円盤状ガラス基板の製造方法は、1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板を製造するための方法である。円盤状ガラス基板の製造方法は、円形の2つの主表面を有するガラス素板である円盤状ガラス素板を準備すること(ステップS1)と、円盤状ガラス素板の2つの主表面の各々の外縁部を面取りすること(ステップS2)と、面取りされた円盤状ガラス素板の2つの主表面を両面研削装置で研削すること(ステップS3)と、研削された円盤状ガラス素板の2つの主表面を両面研磨装置で研磨すること(ステップS4)とを含む。
Description
本発明は、円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板に関する。
ヘッドマウントディスプレイには、風景に画像を重ねて表示することによって拡張現実を提供できるものがある。この種のヘッドマウントディスプレイでは、透光性を有するガラス製の導光体が表示部に採用されることがある。
例えば、特許文献1には、ガラス板を備える導光体が開示されている。特許文献1に記載の通り、ヘッドマウントディスプレイは、頭部に装着されるため軽量化が求められるので、導光体に適用されるガラス板は、板厚が薄いことが望ましい。また、高解像度の画像を表示するために、例えば、ガラス板が有する2つの主表面の平行度、表面粗さなどにおいて高い表面品質のガラス板が望ましい。
しかしながら、一般的に、板厚が薄いガラス板(以下、「薄板ガラス基板」という。)を高い表面品質で安定して大量に生産することは困難である。
例えば、サイズが大きく高い表面品質の薄板ガラス基板を製造する場合、その材料となるガラス基板(以下、「ガラス素板」という。)のサイズも大きくなる。このような大型のガラス素板では、研削、研磨などの加工において加工の対象となる主表面に掛かる摩擦力が不均一になり易い。そのため、表面品質や板厚が不均一になり、ガラス素板を高い表面品質で高精度に薄く加工することが大型のガラス素板では特に困難である。
また、大型のガラス素板では、研削加工、研磨加工などを行うための各装置にガラス素板を設置するときや、それらの装置の間でガラス素板を運搬するときなど加工工程の前後でガラス素板を取り扱う間に、ガラス素板が破損する可能性も高い。そのため、大型で高い表面品質の薄板ガラス基板を製造する際の歩留りは、著しく低くなっている。
また例えば、矩形の薄板ガラス基板など角部を有する薄板ガラス基板を製造する場合、通常、角部を有するガラス素板を加工して製造される。この場合、特に角部の近傍で、研削、研磨などの加工において加工の対象となる面に掛かる摩擦力が不均一になり易い。そのため、高い表面品質で高精度に薄く加工することが、角部を有するガラス素板では極めて困難である。
仮に角部を有する薄板ガラス基板をそれよりもサイズが大きな薄板ガラス基板から切り出すとしても、大型の薄板ガラス基板の製造においては、上述の通り、表面品質や板厚が不均一になり易い。そのため、切り出された角部を有する薄板ガラス基板は、大型の薄板ガラス基板のどの部分から切り出されるかによって表面品質や板厚にバラツキが生じる可能性が高い。また、大型の薄板ガラス基板の製造を製造する際の歩留りが著しく低いことも上述の通りである。このように、製造しようとする薄板ガラス基板をそれよりもサイズが大きな薄板ガラス基板から切り出したとしても、高い表面品質かつ高精度の板厚で安定して大量に生産することは極めて困難である。
本発明は、上述の事情に鑑みてなされたもので、高い表面品質かつ高精度の板厚を有する薄板ガラス基板を大量に安定して生産することを可能にする円盤状ガラス基板の製造方法などを提供することを目的とする。
上記目的を達成するため、本発明の第1の観点に係る円盤状ガラス基板の製造方法は、
1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板の製造方法であって、
円形の2つの主表面を有するガラス素板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記円盤状ガラス素板の前記2つの主表面を両面研磨装置で研磨することとを含む。
1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板の製造方法であって、
円形の2つの主表面を有するガラス素板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記円盤状ガラス素板の前記2つの主表面を両面研磨装置で研磨することとを含む。
上記目的を達成するため、本発明の第2の観点に係る薄板ガラス基板の製造方法は、
円形の2つの主表面を有するガラス板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記2つの主表面を両面研磨装置で研磨することと、
前記研磨することによって得られる円盤状ガラス基板から、複数の薄板ガラス基板を切り出すこととを含む。
円形の2つの主表面を有するガラス板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記2つの主表面を両面研磨装置で研磨することと、
前記研磨することによって得られる円盤状ガラス基板から、複数の薄板ガラス基板を切り出すこととを含む。
上記目的を達成するため、本発明の第3の観点に係る導光板の製造方法は、
円形の2つの主表面を有するガラス板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記2つの主表面を両面研磨装置で研磨することと、
前記研磨することによって得られる円盤状ガラス基板から、複数の薄板ガラス基板を切り出すこととを含む。
円形の2つの主表面を有するガラス板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記2つの主表面を両面研磨装置で研磨することと、
前記研磨することによって得られる円盤状ガラス基板から、複数の薄板ガラス基板を切り出すこととを含む。
上記目的を達成するため、本発明の第4の観点に係る円盤状ガラス基板は、
1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板であって、
円形の2つの主表面と、
外周端面と、
前記2つの主表面の各々と前記外周端面との間を傾斜して接続する面取り面とを備え、
前記2つの主表面の間の距離が100~350μmであり、
前記2つの主表面の平行度が1.0μm未満である。
1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板であって、
円形の2つの主表面と、
外周端面と、
前記2つの主表面の各々と前記外周端面との間を傾斜して接続する面取り面とを備え、
前記2つの主表面の間の距離が100~350μmであり、
前記2つの主表面の平行度が1.0μm未満である。
本発明によれば、高い表面品質かつ高精度の板厚を有する薄板ガラス基板を大量に安定して生産することが可能になる。
以下、本発明の一実施の形態について、図面を参照しつつ説明する。全図を通じて同一の要素には同一の符号を付す。本発明の実施の形態の説明及び図面では上・下・前・後・左・右の用語を用いるが、これらは、方向を説明するために用いるのであって、本発明を限定する趣旨ではない。図において各部の寸法の比率は、分かり易くするため、適宜変更している。
(円盤状ガラス基板100の構成)
本発明の一実施の形態に係る円盤状ガラス基板100は、斜視図である図1、拡大断面図である図2に示すように、円盤状をなすガラス製の板厚が薄い板である。円盤状ガラス基板100の屈折率は、好ましくは、1.60以上である。
本発明の一実施の形態に係る円盤状ガラス基板100は、斜視図である図1、拡大断面図である図2に示すように、円盤状をなすガラス製の板厚が薄い板である。円盤状ガラス基板100の屈折率は、好ましくは、1.60以上である。
以下において、「薄板ガラス基板」は、板厚が薄いガラス板を意味する。
円盤状ガラス基板100は、これよりもサイズが小さい1つ又は複数の薄板ガラス基板を切り出すための中間体である。切り出された薄板ガラス基板は、例えば、単体で或いは適宜複数を組み合わせることによって、導光板として用いられる。複数の切り出された薄板ガラス基板を組み合わせて導光板として用いられる場合、典型的には、切り出された薄板ガラス基板は積層して導光板として用いられる。導光体は、例えば、ヘッドマウントディスプレイなどの表示装置などに適用される。
円盤状ガラス基板100は、2つの主表面101a,101bと、外周端面102aと、面取り面103a,103bとを有する。図2は、図1の一点鎖線で囲まれた断面CS1を、図1に示す前方から見た拡大図である。断面CS1は、上下方向かつ左右方向に延びる面であって、主表面101a,101bの各々の直径方向に沿った断面である。図2に示す断面CS1は極めて薄いため、一点鎖線で囲まれた断面CS1が、概ね太い直線のように表れている。
2つの主表面101a,101bは、概ね、上下方向に並んだ円形の平面である。2つの主表面101a,101bの各々の直径は、例えば、70[mm(ミリメートル)]~210[mm]である。
2つの主表面101a,101bの間の上下方向の長さ、すなわち外周端面102a及び面取り面103a,103bを除く円盤状ガラス基板100の板厚は、例えば、50[μm(マイクロメートル)]~500[μm]である。なお、外周端面102a及び面取り面103a,103bを除く円盤状ガラス基板100の板厚は、好ましくは100[μm]~400[μm]であり、より好ましくは100[μm]~350[μm]である。
2つの主表面101a,101bの平行度は、例えば、1.0[μm]未満であり、好ましくは0.95[μm]以下であり、より好ましくは0.5[μm]以下である。2つの主表面101a,101bの平行度は、0.05[μm]以上であってもよい。
ここで、平行度は、いわゆるTTV(Total Thickness Variation)と称される値であり、主表面101a,101bの一方を基準面として、板厚方向(本実施の形態では上下方向)に測定した円盤状ガラス基板100の全面における長さの最大値と最小値との差である。
2つの主表面101a,101bの粗さ(二乗平均平方根粗さ)Rqは、例えば、0.4[nm]以下である。
外周端面102aは、円盤状ガラス基板100の半径方向の端を形成する面であって、概ね上下方向に僅かに延びる曲面である。詳細には、外周端面102aは、上方又は下方から見て概ね円形をなし、側方から見て、上下方向が短く極めて細長い矩形をなす。ここで、側方は、上下方向に対して垂直な方向である。
面取り面103a,103bは、2つの主表面101a,101bの各々と外周端面102aとの間を傾斜して接続する面であって、上方又は下方から見て環状をなす。すなわち、上方の面取り面103aは、上方の主表面101aの外縁部104aと外周端面102aの上端部105aとの間を傾斜して接続する環状の面である。下方の面取り面103bは、下方の主表面101bの外縁部104bと外周端面102aの下端部106aとの間を傾斜して接続する環状の面である。
本実施の形態では面取り面103a,103bは、側方から見て直線をなしている(図2参照)。また、面取り面103a,103bは、上述の通り「傾斜」しているので、2つの主表面101a,101bと外周端面102aとのいずれとも交差している。本実施の形態に係る面取り面103a,103bは、2つの主表面101a,101bのそれぞれと外周端面102aとのいずれに対しても鈍角をなして交差している(図2参照)。なお、面取り面103a,103bは、側方から見て曲線をなしてもよい。
これまで、本実施の形態に係る円盤状ガラス基板100の構成について説明した。
本実施の形態に係る円盤状ガラス基板100は、1つ又は複数の薄板ガラス基板を切り出すための中間体である。また、円盤状ガラス基板100は、外周端面102a及び面取り面103a,103bを除く部分の板厚が10[μm]0~350[μm]、かつ、2つの主表面101a,101bの平行度が1.0[μm]未満の、高い表面品質と高精度の板厚を有する。そのため、高い表面品質かつ高精度の板厚を有する薄板ガラス基板を切り出すことができる。
また、円盤状ガラス基板100は、面取り面103a,103bを備える。そのため、薄板ガラス基板を切り出す際に円盤状ガラス基板100が破損する可能性が低くなり、面取り面103a,103bがない場合よりも高い歩留りで薄板ガラス基板を切り出すことができる。
さらに、円盤状ガラス基板100は、面取り面103a,103bを備えるだけでなく、円盤状でもあるので、詳細後述するように、高い表面品質と高精度の板厚を有する比較的大型の薄板ガラス基板であっても、安定して高い歩留りで製造することができる。
従って、高い表面品質かつ高精度の板厚を有する所望の形状の薄板ガラス基板を大量に安定して生産することが可能になる。
また、円盤状ガラス基板100の屈折率が1.60以上であり、2つの主表面101a,101bの平行度が0.5[μm]以下であってもよい。これによれば、上述と同様の理由で、より高い表面品質かつ高精度の板厚を有する所望の形状の薄板ガラス基板を大量に安定して生産することが可能になる。
さらに、円盤状ガラス基板100から切り出された薄板ガラス基板は、単体で又は積層などの方法で複数組み合わせて用いられる導光板であってもよい。これによれば、上述と同様の理由で、高い表面品質かつ高精度の板厚を有する所望の形状の導光板を大量に安定して生産することが可能になる。
(円盤状ガラス基板100の製造方法)
ここから、中間体である円盤状ガラス基板100の製造方法について説明する。
ここから、中間体である円盤状ガラス基板100の製造方法について説明する。
円盤状ガラス基板100の製造方法は、円盤状ガラス基板100を製造するための方法であって、例えば、図3のフローチャートに示す工程を含む。
円盤状ガラス素板107aが準備される(ステップS1)。
円盤状ガラス素板107aは、中間体として製造される円盤状ガラス基板100よりも板厚が厚い円盤状のガラス基板である。円盤状ガラス素板107aの板厚t1は、例えば、0.5[mm]~1.0[mm]である。円盤状ガラス素板107aの屈折率は、好ましくは、1.60以上である。板厚の精度や主表面101c,101dの各々の品質は、円盤状ガラス基板100よりも低い精度或いは品質であってもよい。
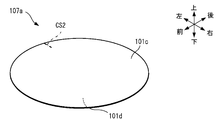
円盤状ガラス素板107aは、斜視図である図4、拡大断面図である図5に示すように、2つの主表面101c,101dと、外周端面102bとを有する。
図5は、図4の一点鎖線で囲まれた断面CS2を、図4に示す前方から見た拡大図である。断面CS2は、図1の断面CS1に対応するものであって、上下方向かつ左右方向に延びる面であって、主表面101c,101dの各々の直径方向に沿っている。図4に示す断面CS2は極めて薄いため、一点鎖線で囲まれた断面CS2が、図1における断面CS1と同様に概ね太い直線のように表れている。
このような円盤状ガラス素板107aは、適宜の成形加工により製造されるとよい。
詳細には例えば、円盤状ガラス素板107aは、高屈折ガラスにより成形された角柱状のガラスの塊から円柱状のガラスを切り出した後に円盤状にスライスすることによって製造されてもよい。また例えば、円盤状ガラス素板107aは、フロート法やダウンドロー法によって成形された大型のガラス板から所定のサイズに切り抜くことによって製造されてもよい。さらに例えば、円盤状ガラス素板107aは、溶融したガラスを一対の金型でプレス成形することによって製造されてもよい。
ここで、円盤状ガラス素板107aの主表面101c,101dの各々の外縁を形成する外縁部104c,104dには、面取りが施されていなくてよい。すなわち、円盤状ガラス素板107aの主表面101c,101dのそれぞれと外周端面102bとが、外縁部104c,104dで交差している。言い換えると、外縁部104c,104dのそれぞれは、円盤状ガラス素板107aの主表面101c,101dと外周端面102bとの概ね線状の境界となる部位であり、稜線を形成している。本実施の形態では、側方から見て、主表面101c,101dの各々と外周端面102bとが概ね直角に交わっている(図5参照)。
なお、例えば、側方から見て、主表面101c,101dが湾曲し、或いは、外周端面102bが上下方向に湾曲するなどにより、主表面101c,101dの各々と外周端面102bとが鋭角をなして交わっていてもよい。
再び、図3を参照する。
円盤状ガラス素板107aに対して面取りが行われる(ステップS2)。面取り工程(ステップS2)では、円盤状ガラス素板107aの2つの主表面101c,101dの各々の外縁部104c,104dが面取りされる。
円盤状ガラス素板107aに対して面取りが行われる(ステップS2)。面取り工程(ステップS2)では、円盤状ガラス素板107aの2つの主表面101c,101dの各々の外縁部104c,104dが面取りされる。
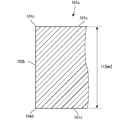
面取り工程(ステップS2)が行われることによって、円盤状ガラス素板107aの主表面101c,101dと外周端面102bとの境界となる外縁部104c,104dが除去される。そして、拡大断面図である図6に示すように、円盤状ガラス素板107bの主表面101e,101fのそれぞれと外周端面102cとを接続する面である面取り面103c,103dが円盤状ガラス素板107bに形成される。
詳細には、上方の面取り面103cは、上方の主表面101eの外縁部104eと外周端面102cの上端部105bとの間を傾斜して接続する環状の面である。下方の面取り面103dは、下方の主表面101dの外縁部104fと外周端面102cの下端部106bとの間を傾斜して接続する環状の面である。
本実施の形態では、図6に示すように、側方から見て直線をなす面取り面103c,103dが円盤状ガラス素板107bに形成される。
このような面取り工程(ステップS2)は、例えば、砥石を用いた研削などの機械的処理により行われる。砥石の研削面は、2つの主表面101c,101dの各々に対して30~60度、好ましくは45度の傾斜角で設定されるとよい。これにより、側方から見て主表面101e,101fのそれぞれと面取り面103c,103dとがなす角、及び、側方から見て外周端面102cと面取り面103c,103dの各々とがなす角は、120~150度、好ましくは135度の鈍角に形成される。
ここで、図6は、面取り工程(ステップS2)が行われた後の円盤状ガラス素板107b、すなわち面取りされた円盤状ガラス素板107bの左端近傍の断面を前方から見て拡大して示す図である。ここでの断面の円盤状ガラス素板107bにおける位置及び範囲は図示しないが、図2及び図5と同様に、上下方向かつ左右方向に延びる面であって、主表面101e,101fの各々の直径方向に沿った断面である。
図6では、円盤状ガラス素板107bの拡大断面を実線で示している。また図6では、比較のため、ステップS1で準備された面取り前の円盤状ガラス素板107aの拡大断面図(図5に示す拡大断面図に相当)を一点鎖線で示している。さらに図6では、比較のため、中間体として製造される円盤状ガラス基板100の拡大断面図(図2に示す拡大断面図に相当)を点線で示している。
図6に示す円盤状ガラス素板107a,107b、円盤状ガラス基板100の各々の拡大図は、上述の通り、円盤状ガラス素板107a,107b、円盤状ガラス基板100の各々の全体において概ね同じ位置及び範囲を前方から見た断面を示す。すなわち、図6は、円盤状ガラス素板107a,107bの各々と円盤状ガラス基板100との上下方向の中心を横切る面が互いに重なり、かつ、上下方向から見た主表面101a~101fの各々の中心が一致するように配置して、円盤状ガラス素板107a,101bの各々と円盤状ガラス基板100との対応する部分を前方から見た場合の拡大断面を示す図である。
図6を見ると分かるように、円盤状ガラス素板107bの主表面101e,101fの各々の直径と、外周端面102cの上下方向の長さとは、面取り工程(ステップS2)の結果、ステップS1で準備された円盤状ガラス素板107aの主表面101c,101dの各々の直径と、外周端面102bの上下方向の長さとのそれぞれよりも短くなる。
また、円盤状ガラス素板107bの外周端面102cと、その上端部105b及び下端部106bとは概ね、図6に示すように、中間体である円盤状ガラス基板100の外周端面102aと、その上端部105a及び下端部106aとのそれぞれと一致する。円盤状ガラス素板107bの上方及び下方の面取り面103c,103dの一部は概ね、図6に示すように中間体である円盤状ガラス基板100の上方及び下方の面取り面103a,103bとのそれぞれと一致する。
また、図6を参照して、面取りされた円盤状ガラス素板107bの外周端面102c及び面取り面103c,103d以外の板厚をt1[mm]、面取りされた円盤状ガラス素板107bの外周端面102cの板厚をt2[mm]としたとき、次の式(1)が満たされる。
t1×0.15<t2<t1×0.4・・・・・式(1)
t1×0.15<t2<t1×0.4・・・・・式(1)
なお、面取り工程(ステップS2)は、機械的処理に限られず、エッチングなどの化学的処理により行われてもよい。側方から見て曲線をなす面取り面103c,103dが形成されてもよい。
再び、図3を参照する。
面取りされた円盤状ガラス素板107bの2つの主表面101e,101fに対して研削が行われる(ステップS3)。研削工程(ステップS3)は、主に、円盤状ガラス素板107bの板厚の調整、円盤状ガラス素板107bが有する2つの主表面101e,101fの平坦度及び平行度の調整を目的として行われる。
面取りされた円盤状ガラス素板107bの2つの主表面101e,101fに対して研削が行われる(ステップS3)。研削工程(ステップS3)は、主に、円盤状ガラス素板107bの板厚の調整、円盤状ガラス素板107bが有する2つの主表面101e,101fの平坦度及び平行度の調整を目的として行われる。
研削工程(ステップS3)による取り代は、例えば、120[μm]~400[μm]程度である。ここで、取り代とは、当該工程において除去される部分の上下方向の長さを意味する。
研削工程(ステップS3)では、例えば、面取りされた円盤状ガラス素板107bの2つの主表面101e,101fが図7に示す両面研削装置108を用いて同時に研削が行われる。
図7は、両面研削装置108の構成を示す。この図を参照して、研削工程(ステップS3)で円盤状ガラス素板107bの主表面101e,101fを研削する方法を説明する。
図7に示すように、両面研削装置108は、下定盤109と、上定盤110と、インターナルギア111と、太陽ギア112と、保持孔が設けられた概ね円盤状のキャリア113とを有する。
下定盤109の上面と上定盤110の下面との各面には、図示しないダイアモンドシートが平面的に接着されている。このダイアモンドシートの面が研削面となる。固定砥粒の粒子サイズは、例えば10[μm]程度である。
インターナルギア111は、内面に歯形が設けられた概ね中空環状の部材である。太陽ギア112は、インターナルギア111の中心に配置された概ね円柱状の部材であって、外周面に歯形が設けられている。
キャリア113は、保持孔によって円盤状ガラス素板107bを保持する保持部材である。詳細には、円盤状ガラス素板107bは、その外周端面102cがキャリア113の保持孔を形成する壁面に概ね密着するように収容されることによって、図7に示すようにキャリア113に保持される。
また、キャリア113の外周面には歯が設けられている。円盤状ガラス素板107bを保持したキャリア113は、キャリア113の歯がインターナルギア111と太陽ギア112との間でそれぞれの歯と噛み合うように配置される。図7では、4つのキャリア113がインターナルギア111と太陽ギア112との間に配置される例を示す。
なお、両面研削装置108に配置されるキャリア113の数は、4つに限定されず、1つ、2つ、3つ、或いは5つ以上であってもよい。また、1つのキャリア113に保持される円盤状ガラス素板107bの数は、1つに限られず、複数であってもよい。
キャリア113に保持された円盤状ガラス素板107bは、下定盤109と上定盤110との間で予め定められた圧力で挟持される。そして、上定盤110と下定盤109とのいずれか一方、または、双方が移動動作をする。これにより、円盤状ガラス素板107bと各定盤109,110とが相対的に移動し、上述のダイアモンドシートに含まれる固定砥粒によって円盤状ガラス素板107bの2つの主表面101e,101fが同時に研削される。
なお、固定砥粒に代えて、遊離砥粒が採用されてもよい。この場合、上述のダイアモンドシートに代わる研削用パッドと固定砥粒に代わる遊離砥粒を含む研削スラリとを用いて、上述の固定砥粒による場合と同様の方法により円盤状ガラス素板107bを研削することができる。
再び、図3を参照する。
研削工程(ステップS3)が行われた後の円盤状ガラス素板(図示せず)、すなわち研削された円盤状ガラス素板の2つの主表面に対して研磨が行われる(ステップS4)。研磨工程(ステップS4)は、研削時のキズや歪みの除去、鏡面化などを目的として行われる。
研削工程(ステップS3)が行われた後の円盤状ガラス素板(図示せず)、すなわち研削された円盤状ガラス素板の2つの主表面に対して研磨が行われる(ステップS4)。研磨工程(ステップS4)は、研削時のキズや歪みの除去、鏡面化などを目的として行われる。
研磨工程(ステップS4)による取り代は、例えば、10[μm]~150[μm]程度であり、好ましくは20[μm]~150[μm]である。研磨工程(ステップS4)は後にも述べるように多段階で行われることが望ましく、これによって例えば、図1及び2を参照して上述した円盤状ガラス基板100が作製されるとよい。
研磨工程(ステップS4)では、例えば、研削された円盤状ガラス素板の2つの主表面に対して両面研磨装置を用いて同時に研磨が行われる。
両面研磨装置は、下定盤109の上面と上定盤110の下面との各面にダイアモンドシートに代えて研磨パッドが取り付けられる点を除いて、上述の両面研削装置108と概ね同様の構成を備えるものであってよい。研磨パッドは、全体として円環形状の平板の部材であって、例えば、樹脂ポリッシャである。また、研磨工程(ステップS4)では、研磨砥粒を含む研磨スラリが用いられる。
簡明のため両面研磨装置を図示しないが、以下の研磨工程(ステップS4)に関する説明では、この工程(ステップS4)に利用される両面研磨装置の構成要素について、図7に示す両面研削装置108において対応する構成要素の参照符号を付している。
キャリア113は、上述の両面研削装置108と同様の方法で、研削された円盤状ガラス素板を保持する。研削された円盤状ガラス素板を保持したキャリア113は、キャリア113の歯がインターナルギア111と太陽ギア112との間でそれぞれの歯と噛み合うように配置される。キャリア113に保持された円盤状ガラス素板は、研磨パッドが設けられた下定盤109と上定盤110との間で予め定められた圧力で挟持される。そして、研磨スラリを供給しながら、上定盤110と下定盤109とのいずれか一方、または、双方が移動動作をする。これにより、研削された円盤状ガラス素板と各定盤109,110とが相対的に移動し、研磨スラリに含まれる遊離砥粒によって円盤状ガラス素板の2つの主表面が同時に研磨される。
本実施の形態に係る研磨工程(ステップS4)は、図3に示すように、第1研磨工程(ステップS41)と第2研磨工程(ステップS42)とを含む。
第1研磨工程(ステップS41)は、主に、研削後の主表面に残留したキズや歪みの除去、或いは研削後の主表面の微小な凹凸(マイクロウェービネス、粗さなど)の調整を目的として行われる。第1研磨工程(ステップS41)では、研削工程(ステップS3)が行われた後の円盤状ガラス素板の2つの主表面に対する研磨が、上述の通り、両面研磨装置を用いて行われる。第1研磨工程(ステップS41)による取り代は、例えば、10[μm]~100[μm]程度である。
第1研磨工程(ステップS41)では、例えば、粒径が1[μm]~2[μm]程度の酸化セリウム砥粒、ジルコニア砥粒などを遊離砥粒として含む研磨スラリが用いられる。
なお、第1研磨工程(ステップS41)では、研磨パッドと研磨スラリとの少なくとも一方を変更して多段階で研磨を行うことが好ましい。すなわち、この場合、第1研磨工程(ステップS41)の各段階で、両面研磨装置に適用される研磨パッドと研磨スラリとの組み合わせが互いに異なるとよい。このように、第1研磨工程(ステップS41)を多段階で行うことで特に円盤状ガラス素板の平行度を0.05[μm]~0.95[μm]の範囲内に調整することが可能となり、その結果、高い表面品質かつ高精度の板厚を有する円盤状ガラス基板100を得ることが可能になる。
第2研磨工程(ステップS42)は、主に、主表面の鏡面化、粗さの低減を目的として行われる。第2研磨工程(ステップS42)では、第1研磨工程(ステップS41)が行われた後の円盤状ガラス素板の2つの主表面に対する研磨が、上述の通り、両面研磨装置を用いて行われる。第2研磨工程(ステップS42)による取り代は、例えば、1[μm]程度である。
第2研磨工程(ステップS42)では、研磨スラリに含まれる遊離砥粒の種類及び粒子サイズ、樹脂ポリッシャの硬度が、第1研磨工程(ステップS41)とは異なる。本実施の形態に係る第2研磨工程(ステップS42)では、遊離砥粒として、例えば、スラリに混濁させたコロイダルシリカなどの粒径が10[nm(ナノメートル)]~50[nm]程度の微粒子が用いられる。
なお、第2研磨工程(ステップS42)では、研磨スラリに含まれる遊離砥粒の種類及び粒子サイズ、研磨パッドの少なくとも1つが、第1研磨工程(ステップS41)と異なっていればよい。すなわち、第1研磨工程(ステップS41)と第2研磨工程(ステップS42)とでは、両面研磨装置に適用される樹脂ポリッシャの硬度と研磨スラリとの組み合わせが互いに異なるとよい。
第2研磨工程(ステップS42)を実施することによって、主表面の粗さ(二乗平均平方根粗さ)Rqを0.4[nm]以下とすることができる。その結果、高い表面品質を有する円盤状ガラス基板100を作製することが可能となり、ひいては円盤状ガラス基板100から切り出すことで高い表面品質を有する薄板ガラス基板を作製することが可能になる。
円盤状ガラス素板107bの2つの主表面101e,101fの各々に対して研削処理(ステップS3)と研磨処理(ステップS4)とを施すことによって、図1に示すような高精度な板厚の円盤状ガラス基板100を作製することができる。作製される円盤状ガラス基板100の板厚t3は、外周端面102a及び面取り面103a,103bを除く部分において、例えば50[μm]~500[μm]であり、好ましくは100[μm]~400[μm]であり、より好ましくは100[μm]~350[μm]である。
また、作製される円盤状ガラス基板100は、直径が70~210[mm]の大型のものであってもよい。そして、作製される円盤状ガラス基板100は、2つの主表面101a,101bの平行度が1.0[μm]未満の高い表面品質のものであり、好ましくは0.95[μm]以下であり、より好ましくは0.5[μm]以下である。円盤状ガラス基板100が有する2つの主表面101a,101bの平行度は、0.05[μm]以上であってもよい。
研削工程(ステップS3)及び研磨工程(ステップS4)では、面取り工程(ステップS2)で形成された面取り面103c,103dの各々の少なくとも一部が、ステップS3~S4の工程を行った後に残存する範囲の取り代で円盤状ガラス素板の主表面が研削及び研磨される。これにより、研磨すること(ステップS4)によって作製される円盤状ガラス基板100に面取り面103a,103bを確実に設けることができる。
また、面取りされた円盤状ガラス素板107bの外周端面102cの板厚をt2[mm]、研磨すること(ステップS4)によって作製される円盤状ガラス基板100の外周端面102a及び面取り面103a,103b以外の板厚をt3[mm]としたとき(図6参照)、次の式(2)が満たされる。
t3×0.5<t2・・・・・式(2)
t3×0.5<t2・・・・・式(2)
再び、図3を参照する。
研磨処理(ステップS4)の後に、円盤状ガラス基板100は、中性洗剤、純水、IPA(イソプロピルアルコール)などを用いて洗浄される。これにより、図1に示す円盤状ガラス基板100が完成する。なお、円盤状ガラス基板100の板厚など円盤状ガラス基板100の形状及びサイズは、通常、洗浄処理(ステップS5)の前後でほぼ変わらない。
研磨処理(ステップS4)の後に、円盤状ガラス基板100は、中性洗剤、純水、IPA(イソプロピルアルコール)などを用いて洗浄される。これにより、図1に示す円盤状ガラス基板100が完成する。なお、円盤状ガラス基板100の板厚など円盤状ガラス基板100の形状及びサイズは、通常、洗浄処理(ステップS5)の前後でほぼ変わらない。
本実施の形態に係る円盤状ガラス基板100の製造方法は、面取り工程(ステップS2)を含む。その後の加工工程(ステップS3~S5)の途中や加工工程(ステップS3~S5)の各々の前後で、割れなどによる円盤状ガラス素板の破損を抑えることができる。
また、研削工程(ステップS3)及び研磨工程(ステップS4)が面取り工程(ステップS2)の後に行われ、かつ、研削及び研磨の対象が円盤状であるので角部を含まない。これらにより、ステップS3~S4において円盤状ガラス素板107bの主表面101e,101fの各々に掛かる摩擦力が均一になり易い。その結果、円盤状ガラス素板107bを高い表面品質で高精度に薄く加工することができる。
さらに、図1及び2を参照して上述したような高い表面品質かつ高精度の板厚を有する円盤状ガラス基板100を作製することができる。すなわち、円盤状ガラス基板100は、均一な板厚及び均一で高い表面品質を有するので、高い表面品質かつ高精度の板厚を有する所望の形状或いはサイズの薄板ガラス基板を切り出すことができる。
さらに、面取り工程(ステップS2)を含むことで、作製された円盤状ガラス基板100にも面取り面103a,103bが形成される。これにより、円盤状ガラス基板100から薄板ガラス基板を切り出す際に円盤状ガラス基板100が破損する可能性が低くなり、面取り面103a,103bがない場合よりも高い歩留りで薄板ガラス基板を切り出すことができる。
従って、高い表面品質かつ高精度の板厚を有する所望の形状の薄板ガラス基板を大量に安定して生産することが可能になる。
また、上述のように、研削工程(ステップS3)及び研磨工程(ステップS4)が面取り工程(ステップS2)の後に行われ、かつ、研削及び研磨の対象が円盤状であるので角部を含まない。そのため、直径が70~210mmの大型で、高い表面品質かつ高精度の板厚を有する円盤状ガラス基板100を安定して高い歩留りで製造することができる。大型の円盤状ガラス基板100からは、通常、小型の円盤状ガラス基板100よりも多くの薄板ガラス基板を切り出すことができる。従って、大型の円盤状ガラス基板100から薄板ガラス基板を切り出すことによって、高い表面品質かつ高精度の板厚を有する薄板ガラス基板の安定的な大量生産をより容易にすることが可能になる。
(薄板ガラス基板114の製造方法)
ここから、薄板ガラス基板114の製造方法について説明する。
ここから、薄板ガラス基板114の製造方法について説明する。
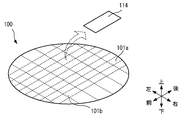
本実施の形態に係る薄板ガラス基板114の製造方法は、中間体である円盤状ガラス基板100から複数の薄板ガラス基板114を製造するための方法であって、例えば図8のフローチャートに示す工程を含む。
本実施の形態に係る薄板ガラス基板114の製造方法では、図8に示すように、図3を参照して上に説明したステップS1~S5の後に、円盤状ガラス基板100から複数の矩形の薄板ガラス基板114が切り出される(ステップS6)。言い換えると、切出加工(ステップS6)は、円盤状ガラス基板100の製造方法により製造された円盤状ガラス基板100に対して行われる。
ここで、図8では簡明のため、円盤状ガラス基板100の製造方法におけるステップS1~S5と同様の工程を省略している。
詳細には、切出加工(ステップS6)では、図9に示すように、円盤状ガラス基板100が同図の点線の直線に沿って切断される。これにより、図9で拡大して示すような矩形の薄板ガラス基板114が複数、円盤状ガラス基板100から切り出される。
薄板ガラス基板114の製造方法によれば、上述の通り、ステップS1~S5の工程によって均一な板厚及び均一で高い表面品質を有する円盤状ガラス基板100を作製することができる。このような円盤状ガラス基板100であれば、切り出される場所によらず、高い表面品質かつ高精度の板厚を有する複数の薄板ガラス基板114を得ることができる。また、矩形など角部を有する薄板ガラス基板114であっても、高い表面品質かつ高精度の板厚を有する薄板ガラス基板114を得ることができる。
また、面取り工程(ステップS2)を含むことで、上述の通り、円盤状ガラス基板100から薄板ガラス基板114を切り出す際に円盤状ガラス基板100が破損する可能性が低くなる。そのため、ここで例示したような矩形など角部を有する薄板ガラス基板114であっても、面取り面103a,103bがない場合よりも高い歩留りで得ることができる。
従って、高い表面品質かつ高精度の板厚を有し、角部を有する薄板ガラス基板114を大量に安定して生産することが可能になる。
なお、切出加工(ステップS6)において、複数の矩形の薄板ガラス基板114が切り出される例を説明したが、円盤状ガラス基板100から切り出される薄板ガラス基板114は1つであってもよい。また、切出加工(ステップS6)において、円盤状ガラス基板100から切り出される1つ又は複数の薄板ガラス基板114の各々の形状及びサイズは、適宜変更されてもよく、例えば角部を有しない形状であってもよい。これによれば、高い表面品質かつ高精度の板厚を有する所望の形状の薄板ガラス基板114を大量に安定して生産することが可能になる。
なお、ここで説明した薄板ガラス基板114の製造方法によって製造された薄板ガラス基板114が単体で導光板として利用されてもよい。この場合、ここで説明した薄板ガラス基板114の製造方法が、導光板の製造方法として採用されるとよい。これによれば、高い表面品質かつ高精度の板厚を有する所望の形状の導光板を大量に安定して生産することが可能になる。
(導光板の製造方法)
ここから、導光板115の製造方法について説明する。
ここから、導光板115の製造方法について説明する。
本実施の形態に係る導光板115の製造方法は、複数の薄板ガラス基板114を組み合わせて導光板115を製造するための方法であって、例えば図10のフローチャートに示す工程を含む。
本実施の形態に係る導光板115の製造方法では、図10に示すように、図8を参照して上に説明した切出加工(ステップS6)の後に、切り出された薄板ガラス基板114が積層される(ステップS7)。言い換えると、積層工程(ステップS7)は、薄板ガラス基板114により製造された薄板ガラス基板114に対して行われる。
ここで、図10では簡明のため、薄板ガラス基板114の製造方法におけるステップS1~S6と同様の工程を省略している。すなわち、導光板115の製造方法ステップS1~S5は、円盤状ガラス基板100の製造方法におけるステップS1~S5のそれぞれと同様であってよい。
詳細には積層工程(ステップS7)では、薄板ガラス基板114が上下方向に、互いに隣接する薄板ガラス基板114を固定して積層され、これによって図11に示すような導光板115が作製される。
なお、図11では、4枚の薄板ガラス基板114が積層された例を示すが、積層工程(ステップS7)にて積層される薄板ガラス基板114の枚数は、適宜定められてよい。
導光板115の製造方法によれば、高い表面品質かつ高精度の板厚を有する複数の薄板ガラス基板114を切り出し、それを積層することで導光板115を作製することができる。上述の通り、高い表面品質かつ高精度の板厚を有し、角部を有する薄板ガラス基板114を大量に安定して生産することが可能である。従って、高い表面品質かつ高精度の板厚を有し、角部を有する導光板115を大量に安定して生産することが可能になる。
なお、切出加工(ステップS6)において円盤状ガラス基板100から切り出される薄板ガラス基板114は、上述の通り、所望の形状及びサイズであってもよい。これによれば、高い表面品質かつ高精度の板厚を有する所望の形状の導光板115を大量に安定して生産することが可能になる。
以上、本発明の一実施の形態及び変形例について説明したが、本発明は、これらに限られるものではない。例えば、本発明は、これまで説明した実施の形態及び変形例を適宜組み合わせた形態、その形態に適宜変更を加えた形態をも含む。
本発明は、ヘッドマウントディスプレイなどの表示装置に適用されるガラス基板など、高い表面品質を有する板厚の薄いガラス基板の大量生産に利用可能である。
100 円盤状ガラス基板
101a~101f 主表面
102a~102c 外周端面
103a~103d 面取り面
CS1,CS2 断面
104a~104f 外縁部
105a~105b 上端部
106a~106b 下端部
107a~107b 円盤状ガラス素板
108 両面研削装置
109 下定盤
110 上定盤
111 インターナルギア
112 太陽ギア
113 キャリア
114 薄板ガラス基板
115 導光板
101a~101f 主表面
102a~102c 外周端面
103a~103d 面取り面
CS1,CS2 断面
104a~104f 外縁部
105a~105b 上端部
106a~106b 下端部
107a~107b 円盤状ガラス素板
108 両面研削装置
109 下定盤
110 上定盤
111 インターナルギア
112 太陽ギア
113 キャリア
114 薄板ガラス基板
115 導光板
Claims (19)
- 1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板の製造方法であって、
円形の2つの主表面を有するガラス素板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記円盤状ガラス素板の前記2つの主表面を両面研磨装置で研磨することとを含む
ことを特徴とする円盤状ガラス基板の製造方法。 - 前記研磨することでは、前記研削された円盤状ガラス素板の2つの主表面を研磨することによって、板厚が100~350μmの円盤状ガラス基板を作製する
ことを特徴とする請求項1に記載の円盤状ガラス基板の製造方法。 - 前記研磨することでは、前記研削された円盤状ガラス素板の2つの主表面を研磨することによって、直径が70~210mmの円盤状ガラス基板を作製する
ことを特徴とする請求項1又は2に記載の円盤状ガラス基板の製造方法。 - 前記研磨することでは、前記研削された円盤状ガラス素板の2つの主表面を研磨することによって、二乗平均平方根粗さRqが0.4nm以下の円盤状ガラス基板を作製する
ことを特徴とする請求項1から3のいずれか1項に記載の円盤状ガラス基板の製造方法。 - 前記研磨することでは、前記研削された円盤状ガラス素板の2つの主表面を研磨することによって、平行度が1.0μm未満の円盤状ガラス基板を作製する
ことを特徴とする請求項1から4のいずれか1項に記載の円盤状ガラス基板の製造方法。 - 前記研磨することでは、前記研削された円盤状ガラス素板の2つの主表面を研磨することによって、平行度が0.05~0.95μmの範囲内の円盤状ガラス基板を作製する
ことを特徴とする請求項5に記載の円盤状ガラス基板の製造方法。 - 前記面取りされた円盤状ガラス素板の外周端面及び面取り面以外の板厚をt1ミリメートル、
前記面取りされた円盤状ガラス素板の外周端面の板厚をt2ミリメートル、
前記研磨することによって作製される円盤状ガラス基板の外周端面及び面取り面以外の板厚をt3ミリメートル、としたとき、
t1×0.15<t2<t1×0.4と、t3×0.5<t2とを満たす
ことを特徴とする請求項1から6のいずれか1項に記載の円盤状ガラス基板の製造方法。 - 前記面取りすることでは、機械的処理又は化学的処理を用いて前記外縁部を面取りすることによって面取り面を形成し、
前記研削すること及び前記研磨することでは、前記面取り面が残存する範囲の取り代で、前記円盤状ガラス素板の前記2つの主表面が研削されて研磨される
ことを特徴とする請求項1から7のいずれか1項に記載の円盤状ガラス基板の製造方法。 - 前記研磨することでは、取り代をDとしたときに、20μm≦D<150μmを満たすように段階的に、前記研削された円盤状ガラス素板の前記2つの主表面を研磨し、これによって、板厚が100~350μm、かつ、直径が70~210mm、かつ、2つの主表面の平行度が1.0μm未満である円盤状ガラス基板を作製する
ことを特徴とする請求項1から8のいずれか1項に記載の円盤状ガラス基板の製造方法。 - 前記研磨することは、
前記研削された円盤状ガラス素板の前記2つの主表面を前記両面研磨装置で研磨する第1研磨を施すことと、
前記第1研磨が施された円盤状ガラス素板の前記2つの主表面を前記両面研磨装置で研磨する第2研磨を施すこととを含み、
前記第1研磨と前記第2研磨とでは、前記両面研磨装置に適用される研磨パッドと研磨スラリとの組み合わせが互いに異なる
ことを特徴とする請求項1から9のいずれか1項に記載の円盤状ガラス基板の製造方法。 - 円形の2つの主表面を有するガラス板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記2つの主表面を両面研磨装置で研磨することと、
前記研磨することによって得られる円盤状ガラス基板から、複数の薄板ガラス基板を切り出すこととを含む
ことを特徴とする薄板ガラス基板の製造方法。 - 前記複数の薄板ガラス基板を切り出すことでは、矩形の薄板ガラス基板が切り出される
ことを特徴とする請求項11に記載の薄板ガラス基板の製造方法。 - 前記複数の薄板ガラス基板を切り出すことでは、板厚が100~350μmであり、かつ、2つの主表面の平行度が1.0μm未満である薄板ガラス基板が切り出される
ことを特徴とする請求項11又は12に記載の薄板ガラス基板の製造方法。 - 円形の2つの主表面を有するガラス板である円盤状ガラス素板を準備することと、
前記円盤状ガラス素板の前記2つの主表面の各々の外縁部を面取りすることと、
面取りされた前記円盤状ガラス素板の前記2つの主表面を両面研削装置で研削することと、
研削された前記2つの主表面を両面研磨装置で研磨することと、
前記研磨することによって得られる円盤状ガラス基板から、複数の薄板ガラス基板を切り出すこととを含む
ことを特徴とする導光板の製造方法。 - 前記切り出された薄板ガラス基板を積層することをさらに含む
ことを特徴とする請求項14に記載の導光板の製造方法。 - 1つ又は複数の薄板ガラス基板を切り出すための円盤状ガラス基板であって、
円形の2つの主表面と、
外周端面と、
前記2つの主表面の各々と前記外周端面との間を傾斜して接続する面取り面とを備え、
前記2つの主表面の間の距離が100~350μmであり、
前記2つの主表面の平行度が1.0μm未満である
ことを特徴とする円盤状ガラス基板。 - 屈折率が1.60以上であり、かつ、平行度が0.5μm以下である
ことを特徴とする請求項16に記載の円盤状ガラス基板。 - 前記複数の薄板ガラス基板の各々は、導光板である
ことを特徴とする請求項16又は17に記載の円盤状ガラス基板。 - 前記複数の薄板ガラス基板の各々は、積層して用いられる導光板である
ことを特徴とする請求項16から18のいずれか1項に記載の円盤状ガラス基板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/645,741 US20200270174A1 (en) | 2017-12-27 | 2018-12-20 | Method for manufacturing disk-shaped glass substrate, method for manufacturing thin glass substrate, method for manufacturing light-guiding plate, and disk-shaped glass substrate |
| EP18896269.0A EP3670081A4 (en) | 2017-12-27 | 2018-12-20 | METHOD OF MANUFACTURING DISC-SHAPED GLASS SUBSTRATE, METHOD FOR MANUFACTURING FLAT-GLASS SUBSTRATE, METHOD OF LIGHT GUIDE PLATE MANUFACTURING METHOD, AND DISK-SHAPED GLASS SUBSTRATE |
| CN202210574389.5A CN114918743A (zh) | 2017-12-27 | 2018-12-20 | 圆盘状玻璃基板及其制造方法、薄板玻璃基板的制造方法和导光板的制造方法 |
| CN201880066936.0A CN111246971B (zh) | 2017-12-27 | 2018-12-20 | 圆盘状玻璃基板的制造方法、薄板玻璃基板的制造方法、导光板的制造方法和圆盘状玻璃基板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017251419A JP6695318B2 (ja) | 2017-12-27 | 2017-12-27 | 円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板 |
| JP2017-251419 | 2017-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019131431A1 true WO2019131431A1 (ja) | 2019-07-04 |
Family
ID=67067318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/046973 WO2019131431A1 (ja) | 2017-12-27 | 2018-12-20 | 円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200270174A1 (ja) |
| EP (1) | EP3670081A4 (ja) |
| JP (1) | JP6695318B2 (ja) |
| CN (2) | CN114918743A (ja) |
| WO (1) | WO2019131431A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021215115A1 (ja) * | 2020-04-23 | 2021-10-28 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006236561A (ja) * | 2006-03-16 | 2006-09-07 | Hoya Corp | 磁気記録媒体用ガラス基板、及び磁気記録媒体 |
| JP2008216835A (ja) * | 2007-03-07 | 2008-09-18 | Epson Imaging Devices Corp | 薄型基板の製造方法 |
| JP2009035461A (ja) * | 2007-08-03 | 2009-02-19 | Asahi Glass Co Ltd | 磁気ディスク用ガラス基板の製造方法 |
| US20140176848A1 (en) * | 2012-12-21 | 2014-06-26 | Apple Inc. | Methods for Trimming Polarizers in Displays Using Edge Protection Structures |
| WO2014103986A1 (ja) * | 2012-12-28 | 2014-07-03 | Hoya株式会社 | 情報記録媒体用ガラス基板およびその製造方法 |
| JP2015050296A (ja) * | 2013-08-30 | 2015-03-16 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2015064920A (ja) * | 2013-09-25 | 2015-04-09 | Hoya株式会社 | 磁気ディスク用ガラス基板の製造方法 |
| WO2016199612A1 (ja) * | 2015-06-12 | 2016-12-15 | 旭硝子株式会社 | ガラス板の製造方法、ガラス板、および表示装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020192421A1 (en) * | 2001-05-22 | 2002-12-19 | Jennings Timothy Allan | Composite glassy carbon disk substrate for a data storage device and method for fabricating same |
| WO2006025572A1 (en) * | 2004-08-30 | 2006-03-09 | Showa Denko K.K. | Glass substrate for magnetic recording medium and magnetic recording medium |
| CN101356134B (zh) * | 2006-03-24 | 2011-12-07 | Hoya株式会社 | 磁盘用玻璃衬底的制造方法以及磁盘的制造方法 |
| US20100007444A1 (en) * | 2006-04-20 | 2010-01-14 | Anis Nurashikin Nordin | GHz Surface Acoustic Resonators in RF-CMOS |
| JP5056961B2 (ja) * | 2010-02-01 | 2012-10-24 | 旭硝子株式会社 | 磁気記録媒体用ガラス基板及びその製造方法 |
| JP5533355B2 (ja) * | 2010-07-01 | 2014-06-25 | 旭硝子株式会社 | 磁気記録媒体用ガラス基板、両面研磨装置、ガラス基板の研磨方法及びガラス基板の製造方法 |
| JP5741157B2 (ja) * | 2011-04-07 | 2015-07-01 | 旭硝子株式会社 | 研磨用キャリア及び該キャリアを用いたガラス基板の研磨方法及びガラス基板の製造方法 |
| US9336810B2 (en) * | 2011-04-27 | 2016-05-10 | Hoya Corporation | Method for manufacturing glass blank for magnetic disk, method for manufacturing glass substrate for magnetic disk |
| KR20140063610A (ko) * | 2011-08-29 | 2014-05-27 | 아사히 가라스 가부시키가이샤 | 유리판 및 유리판의 제조 방법 |
| WO2013100154A1 (ja) * | 2011-12-29 | 2013-07-04 | Hoya株式会社 | 磁気ディスク用ガラス基板の製造方法 |
| JP6110364B2 (ja) * | 2012-03-13 | 2017-04-05 | Hoya株式会社 | 電子機器用カバーガラスのガラス基板、及びその製造方法 |
| CN105164752B (zh) * | 2013-04-30 | 2018-09-14 | Hoya株式会社 | 磁盘用玻璃基板的制造方法和磁盘的制造方法、以及磁盘用玻璃基板的端面研磨装置 |
| CN103332860B (zh) * | 2013-06-08 | 2015-06-24 | 鄂尔多斯市紫荆创新研究院 | 一种用煤矸石制造建筑装饰用微晶玻璃板材的方法 |
| US10442719B2 (en) * | 2013-12-17 | 2019-10-15 | Corning Incorporated | Edge chamfering methods |
| WO2016104450A1 (ja) * | 2014-12-26 | 2016-06-30 | 旭硝子株式会社 | ガラス積層体、電子デバイスの製造方法、ガラス積層体の製造方法、ガラス板梱包体 |
| JP2015181082A (ja) * | 2015-04-28 | 2015-10-15 | 旭硝子株式会社 | 磁気記録媒体用ガラス基板 |
| JP2016224116A (ja) * | 2015-05-27 | 2016-12-28 | シャープ株式会社 | 表示パネルの製造方法 |
| CN106250800B (zh) * | 2015-06-05 | 2021-08-27 | Agc株式会社 | 一种保护玻璃以及便携式信息终端 |
-
2017
- 2017-12-27 JP JP2017251419A patent/JP6695318B2/ja active Active
-
2018
- 2018-12-20 WO PCT/JP2018/046973 patent/WO2019131431A1/ja unknown
- 2018-12-20 CN CN202210574389.5A patent/CN114918743A/zh active Pending
- 2018-12-20 US US16/645,741 patent/US20200270174A1/en active Pending
- 2018-12-20 CN CN201880066936.0A patent/CN111246971B/zh active Active
- 2018-12-20 EP EP18896269.0A patent/EP3670081A4/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006236561A (ja) * | 2006-03-16 | 2006-09-07 | Hoya Corp | 磁気記録媒体用ガラス基板、及び磁気記録媒体 |
| JP2008216835A (ja) * | 2007-03-07 | 2008-09-18 | Epson Imaging Devices Corp | 薄型基板の製造方法 |
| JP2009035461A (ja) * | 2007-08-03 | 2009-02-19 | Asahi Glass Co Ltd | 磁気ディスク用ガラス基板の製造方法 |
| US20140176848A1 (en) * | 2012-12-21 | 2014-06-26 | Apple Inc. | Methods for Trimming Polarizers in Displays Using Edge Protection Structures |
| WO2014103986A1 (ja) * | 2012-12-28 | 2014-07-03 | Hoya株式会社 | 情報記録媒体用ガラス基板およびその製造方法 |
| JP2015050296A (ja) * | 2013-08-30 | 2015-03-16 | 株式会社ディスコ | ウェーハの加工方法 |
| JP2015064920A (ja) * | 2013-09-25 | 2015-04-09 | Hoya株式会社 | 磁気ディスク用ガラス基板の製造方法 |
| WO2016199612A1 (ja) * | 2015-06-12 | 2016-12-15 | 旭硝子株式会社 | ガラス板の製造方法、ガラス板、および表示装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3670081A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114918743A (zh) | 2022-08-19 |
| JP2019115952A (ja) | 2019-07-18 |
| CN111246971B (zh) | 2023-04-04 |
| EP3670081A4 (en) | 2021-07-14 |
| JP6695318B2 (ja) | 2020-05-20 |
| US20200270174A1 (en) | 2020-08-27 |
| EP3670081A1 (en) | 2020-06-24 |
| CN111246971A (zh) | 2020-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI424484B (zh) | Wafer grinding method and wafer | |
| TW201528356A (zh) | 鏡面硏磨晶圓的製造方法 | |
| JP2018012613A (ja) | 円盤状の板ガラス及びその製造方法 | |
| WO2019131431A1 (ja) | 円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板 | |
| JP6759222B2 (ja) | ガラスラミネート物品のエッジを強化する方法及びそれによって形成されたガラスラミネート物品 | |
| TWI684494B (zh) | 研磨用磨石 | |
| JP2009105127A (ja) | 炭化珪素ウェハの製造方法 | |
| JP7397844B2 (ja) | 円盤状ガラス基板の製造方法、薄板ガラス基板の製造方法、導光板の製造方法及び円盤状ガラス基板 | |
| JP6148345B2 (ja) | 非磁性基板の製造方法 | |
| JP4935230B2 (ja) | 透光性基板の製造方法 | |
| JP2015069674A (ja) | 磁気ディスク用ガラス基板の製造方法及び研磨処理用キャリア | |
| KR20190112055A (ko) | 유리 시트들의 엣지들을 마무리하기 위한 방법들 및 장치 | |
| JP2006131468A (ja) | 小型ガラス製品の製造方法 | |
| JP2015064920A (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| CN105163908A (zh) | 托盘、磁盘用基板的制造方法以及磁盘的制造方法 | |
| JP2019115952A5 (ja) | ||
| WO2017171052A1 (ja) | キャリアおよび当該キャリアを用いた基板の製造方法 | |
| WO2021200512A1 (ja) | 中間体ガラス板の製造方法、磁気ディスク用ガラス板の製造方法、および中間体ガラス板の積層体 | |
| WO2022181715A1 (ja) | 磁気ディスク用基板、磁気ディスク、円環形状基板、および磁気ディスク用基板の製造方法 | |
| JP2015164084A (ja) | 磁気ディスク用基板の製造方法、及び研磨処理装置 | |
| JPH1131670A (ja) | 半導体基板の製造方法 | |
| JP4513647B2 (ja) | 光学素子の製造方法 | |
| JP2015069665A (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP5944581B2 (ja) | 半導体ウエハ研削装置、半導体ウエハの製造方法、及び半導体ウエハの研削方法 | |
| JP5764618B2 (ja) | ガラス基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18896269 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018896269 Country of ref document: EP Effective date: 20200316 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |