WO2019059297A1 - 回転電機用電機子の製造方法 - Google Patents
回転電機用電機子の製造方法 Download PDFInfo
- Publication number
- WO2019059297A1 WO2019059297A1 PCT/JP2018/034865 JP2018034865W WO2019059297A1 WO 2019059297 A1 WO2019059297 A1 WO 2019059297A1 JP 2018034865 W JP2018034865 W JP 2018034865W WO 2019059297 A1 WO2019059297 A1 WO 2019059297A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- conductor
- segment
- slot
- radial
- segment conductor
- Prior art date
Links
Images



















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in machines
- H02K15/062—Windings in slots; salient pole windings
- H02K15/064—Windings consisting of separate segments, e.g. hairpin windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/12—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors arranged in slots
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
- H02K15/0068—Connecting winding sections; Forming leads; Connecting leads to terminals
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/28—Layout of windings or of connections between windings
Definitions
- the present invention relates to a method of manufacturing an armature for a rotary electric machine, including a cylindrical armature core in which a plurality of axially extending slots are circumferentially arranged, and a coil wound around the armature core.
- the tip portion of the conductor side portion (one side leg portion 32, 33) of the first segment conductor (one side conductor segment 28) is a convex portion (convex)
- a portion 60) is formed, and a recessed portion (recessed portion 62) is formed at the tip portion of the conductor side portion (the other side leg portion 40, 41) of the second segment conductor (the other side conductor segment 29, 30).
- the first segment conductor (one-side conductor segment 28) and the second segment conductor (the other-side conductor segments 29, 30) in a state where the projection (projection 60) and the recess (recess 62) are engaged with each other. They are joined together by heating while pressing from both sides in the axial direction.
- the characteristic configuration of the method for manufacturing an armature for a rotary electric machine is A cylindrical armature core in which a plurality of slots extending in the axial direction and having radial openings opening in the radial direction are arranged in the circumferential direction, and a plurality of segment conductors are joined and wound on the armature core
- What is claimed is: 1.
- a method of manufacturing an armature for a rotating electrical machine comprising: The conductor portion has a conductor side portion extending along the axial direction, and a crossover portion connected to the conductor side portion outside the axial direction of the armature core, and a joint portion having an opposing surface is the conductor Preparing a plurality of the segment conductors provided on the side and preparing the armature core; A restricting member having a restricting surface disposed in accordance with the radial position of the conductor side at the radial opening side closest to the radial opening and restricting the radial movement of the conductor side by the restricting surface Restricting member disposing step to be disposed; Among the plurality of segment conductors, the segment conductor of which the crossover portion is disposed on one side in the axial direction with respect to the armature core is a first segment conductor, and the crossover portion is of the armature core The segment conductor disposed on the other side in the axial direction is used as a second segment conductor, and
- the restriction member is selected until the facing surface of the joint portion of the first segment conductor and the facing surface of the joint portion of the second segment conductor face each other.
- the restriction surface restricts the radial movement of the conductor side portion.
- a cross-sectional view along a radial direction of a portion of an armature for a rotary electric machine according to a first embodiment A sectional view along a part of the axial direction of the armature for a rotary electric machine according to the first embodiment Diagram showing a pair of segment conductors
- the flowchart which shows the production method of the armature for rotary electric machines which relates to reference form Diagram showing the placement process Diagram showing the pressing process A figure showing a control process concerning a reference form of a manufacturing method of an armature for rotation electrical machinery concerning a 3rd embodiment.
- the flowchart which shows the reference form of the manufacturing method of the armature for rotation electrical machinery concerning a 3rd embodiment A figure showing a control process concerning a reference form of a manufacturing method of an armature for rotation electrical machinery concerning a 3rd embodiment.
- the flowchart which shows the manufacturing method of the armature for rotation electrical machinery concerning a 7th embodiment The figure which shows the insertion process which concerns on 7th Embodiment.
- Diagram showing control surface movement process The figure which shows the insertion process which concerns on 8th Embodiment.
- rotary electric machine is used as a concept including any of a motor (electric motor), a generator (generator), and a motor generator that functions as both a motor and a generator as required. There is.
- the stator 1 includes a cylindrical stator core 2 and a coil 3 wound around the stator core 2.
- radial direction R “axial direction L”, and “circumferential direction C” are defined based on the core reference surface S of the cylindrical stator core 2 described later, unless otherwise specified.
- radially inner side R1 represents the inner side in the radial direction R of the core reference surface S
- radially outer side R2 represents the outer side in the radial direction R of the core reference surface S.
- the first axial side L1 which is one side in the axial direction L represents the upper side in the axial direction L in FIG. 2 here
- the second axial side L2 which is the other side in the axial direction L is , Here represents the lower side in the axial direction L in FIG.
- the radial direction R, the axial direction L, and the circumferential direction C are also in other states. It demonstrates using each direction.
- the stator core 2 is formed using a magnetic material and functions as an "armature core".
- the stator core 2 is a laminated structure in which a plurality of annular plate-shaped electromagnetic steel plates are laminated in the axial direction L.
- a plurality of slots 21 extending along the axial direction L are distributed in the circumferential direction C in the stator core 2.
- the plurality of slots 21 are arranged at regular intervals along the circumferential direction C.
- a tooth 22 is formed between two slots 21 adjacent in the circumferential direction C.
- the “core reference surface” of the cylindrical stator core 2 described above is a virtual surface that serves as a reference for the arrangement and configuration of the slots 21.
- a cylindrical virtual surface (core inner circumferential surface) including the end surfaces of the radially inner side R1 of the plurality of teeth 22 is used as the core reference surface S.
- the outer peripheral surface of the stator core 2 may be used as the core reference surface S.
- the slots 21 are formed to penetrate the stator core 2 in the axial direction L.
- the slot 21 extends parallel to the axial direction L, and an imaginary line (that is, a center line in the width direction) connecting the central portion in the circumferential direction C extends parallel to the radial direction R There is.
- the slot 21 has a radial opening 21 a opening in the radial direction R.
- the radial opening 21a opens toward the radially inner side R1.
- a rotor as a field provided with a permanent magnet or an electromagnet is disposed on the radially inner side R1 of the stator 1 (the stator core 2) so as to be rotatable relative to the stator 1 and generated from the stator 1 Rotation by the rotating magnetic field. That is, the stator 1 according to the present embodiment is an inner rotor type stator for a rotating field type rotary electric machine.
- the coil 3 has an n-layer winding structure in which n conductor side portions 41 described later are arranged in the radial direction R.
- n is an integer of 2 or more (for example, an integer of 2 or more and 10 or less, particularly preferably an even number of 2 or more), which is required for the torque required of the rotating electrical machine and the magnitude of the allowable back electromotive force It is set accordingly.
- the coil 3 has an eight-layer winding structure.
- the coil 3 has a structure in which at least one conductor side portion 41 is disposed in the circumferential direction C in each slot 21.
- one conductor side portion 41 is disposed in the circumferential direction C. That is, in the present embodiment, eight conductor side portions 41 are aligned in one row so as to be stacked in the radial direction R in each slot 21. Although illustration is omitted, a sheet-like insulating member is interposed between the coil 3 and the inner wall surface of the slot 21 in order to ensure electrical insulation between the coil 3 and the stator core 2. There is.
- the coil 3 is configured by sequentially joining a plurality of segment conductors 4.
- the segment conductor 4 is formed of, for example, a rectangular linear conductor in a cross-sectional shape in a plane orthogonal to the extending direction.
- chamfering shapes such as C chamfering and R chamfering
- a material which comprises this linear conductor copper, aluminum etc. are employable, for example.
- the surface of the linear conductor is covered with an insulating film made of a resin or the like (for example, polyimide or the like) except for an electrical connection portion (a formation portion of a bonding portion 43 described later, etc.) between different members.
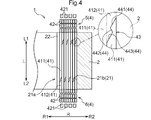
- FIG. 3 is a view showing a pair of segment conductors 4 joined to each other in the radial direction R view, the axial direction L view and the circumferential direction C view.
- a pair of segment conductors 4 in the radial direction R, in the axial direction L and in the circumferential direction C are respectively shown at the lower left, the upper side, and the right of FIG. 3.
- the segment conductor 4 in which the crossover portion 42 is disposed on the first axial direction L1 with respect to the stator core 2 is referred to as a first segment conductor 5, and the crossover portion 42 is axially second with respect to the stator core 2.
- the segment conductor 4 disposed on the side L2 is referred to as a second segment conductor 6.
- both the 1st segment conductor 5 and the 2nd segment conductor 6 shall be represented, without distinguishing.
- the segment conductor 4 is formed in a U-shape in the radial direction R view.
- the segment conductor 4 has a pair of conductor side portions 41 and a crossover portion 42 connecting the pair of conductor side portions 41.
- the lengths in the axial direction L of the pair of conductor side portions 41 are different from each other. Therefore, in the following description, the conductor side portion 41 which is one of the pair of conductor side portions 41 and whose length in the axial direction L is larger than the other is referred to as a first conductor side portion 411, and the first conductor side portion 411.
- a conductor side portion 41 whose length in the axial direction L is smaller than that in the axial direction L is referred to as a second conductor side portion 412. And when describing with the conductor side part 41, it shall represent without distinguishing both the 1st conductor side part 411 and the 2nd conductor side part 412.
- FIG. 1 A conductor side portion 41 whose length in the axial direction L is smaller than that in the axial direction L is referred to as a second conductor side portion 412. And when describing with the conductor side part 41, it shall represent without distinguishing both the 1st conductor side part 411 and the 2nd conductor side part 412.
- the conductor side portion 41 extends in the axial direction L in parallel with the slot 21, and another conductor is provided at the tip end portion, that is, the end portion of the conductor side portion 41 opposite to the connecting portion with the connecting portion 42.
- a bonding portion 43 for bonding to the side portion 41 is formed. The detailed configuration of the bonding portion 43 will be described later.
- the crossover portion 42 connects the pair of conductor side portions 41.
- the crossover portion 42 of the first segment conductor 5 connects the end portions of the first side L1 in the axial direction of the pair of conductor side portions 41 of the first segment conductor 5, and the crossover portion of the second segment conductor 6
- the part 42 connects the end parts of the axial direction second side L 2 of the pair of conductor side parts 41 of the second segment conductor 6. That is, the crossover portion 42 is connected to the conductor side portion 41.
- the crossover portion 42 extends in the circumferential direction C.
- the crossover portion 42 is formed with an offset portion 421 that offsets the pair of conductor side portions 41 in the radial direction R.
- the offset portion 421 is formed at the central portion in the circumferential direction C in the crossover portion 42, and is formed to offset the pair of conductor side portions 41 by one layer in the radial direction R.
- a pair of conductor side part 41 comrades of the segment conductor 4 adjoins without overlapping in a circumferential direction C view.
- overlap means that, with regard to the arrangement of the two members, when the virtual straight line parallel to the viewing direction is moved in each direction orthogonal to the virtual straight line, the virtual straight line corresponds to both of the two members. It indicates that there is an area of intersection.
- the coil 3 is wound around the stator core 2 by lap winding. Therefore, as shown in FIG. 3, when one first segment conductor 5 and one second segment conductor 6 are extracted, the joint portion 43 of the first conductor side 411 of the first segment conductor 5, and The joint portion 43 of the second conductor side portion 412 of the two-segment conductor 6 is joined. And while the 2nd conductor side 412 of the 1st segment conductor 5 and the 1st conductor side 411 of the 2nd segment conductor 6 match the position of the circumferential direction C, and are arranged mutually in the radial direction R, It is arranged at a different position.
- joint portion 43 of the second conductor side portion 412 of the first segment conductor 5 and the joint portion 43 of the first conductor side portion 411 of another second segment conductor 6 are joined.
- joint portion 43 of the first conductor side portion 411 of the second segment conductor 6 and the joint portion 43 of the second conductor side portion 412 of another first segment conductor 5 not shown are joined.
- the conductor side portion 41 is disposed in the slot 21, and the crossover portion 42 is disposed outside the axial direction L of the stator core 2. Further, in the present embodiment, the joint portion 43 of the first segment conductor 5 and the joint portion 43 of the second segment conductor 6 are joined to each other in the slot 21.
- the bonding portion 43 has a facing surface 44, and the facing surfaces 44 of the pair of bonding portions 43 bonded to each other are formed to face each other. Then, in a state in which the pair of facing surfaces 44 face each other and the joining portions 43 are joined, the pair of conductor side portions 41 (the first conductor side portion 411 and the second conductor side portion 412) in which they are formed are The joint 43 and the opposing surface 44 are formed to extend linearly along the axial direction L.
- the opposing surface 44 is formed so that there is no overlapping portion in the radial direction R over the entire surface.
- the opposing surface 44 is formed over the entire axial end surface of the tip end portion of the conductor side portion 41 and is a flat surface extending in a direction inclined with respect to the axial direction L.
- one of the opposing surfaces 44 opposed to each other is constituted only by the surface facing one side in the radial direction R, and the other of the opposed surfaces 44 opposed to each other is constituted only from the surface facing the other side in the radial direction R There is.
- the opposing surface 44 of the first conductor side portion 411 is configured only from the surface facing the radially inner side R1, and the opposing surface 44 of the second conductor side portion 412 is only viewed from the surface facing the radially outer side R2. It is configured.
- the opposing surface 44 is formed only of the surface facing the one side in the radial direction R" means that there is no surface facing the other side in the radial direction R in the opposing surface 44.
- the “surface facing the other side in the radial direction R” is a surface in which the normal vector has a component on the other side in the radial direction R.
- the facing surface 44 is configured only from the surface facing the other side in the radial direction R” means that there is no surface facing the one side in the radial direction R in the facing surface 44.
- the “surface facing toward one side in the radial direction R” is a surface in which the normal vector has a component on one side in the radial direction R.
- the opposing surface 44 is formed so that there may be no overlapping part in the circumferential direction C over the whole.
- the facing surface 44 is disposed in parallel to the circumferential direction C.
- the opposing surface 44 is formed so as not to have a portion projecting or recessed in the axial direction L therein.
- “the opposing surface 44 does not have a portion projecting or recessed in the axial direction L” means that there is no unevenness in the axial direction L in the opposing surface 44, and the radial direction R in the opposing surface 44 is And the unevenness
- corrugation of the axial direction L may be formed by parts other than the opposing surface 44, and parts other than the opposing surface 44 and the opposing surface 44.
- the inclination direction of the surface in a part of the opposing surface 44 is a direction toward one side in the axial direction
- the inclination direction of the surface in another part is a direction toward the other side in the axial direction
- the opposing surface 44 has a portion projecting or recessed in the axial direction L.
- Each opposing surface 44 is shaped to conform to the shape of the other opposing surface 44.
- the facing surfaces 44 facing each other have the same shape and are arranged in parallel with each other.
- a convex portion (a first segment conductor (one side conductor segment 28) has a convex portion (a first end 32 and 33).
- a protrusion 60) is formed, and a recess (recess 62) is formed at the tip of the conductor side (the other side legs 40 and 41) of the second segment conductor (the other side conductor segment 29, 30). Therefore, the first segment conductor (one side conductor segment 28) and the second segment conductor (the other side conductor segments 29 and 30) can be configured to receive the radial load only in a relatively narrow range of the opposing surface. ing.
- the opposing surface 44 is formed over the entire axial end surface at the tip of the conductor side portion 41, and the first inclined surface 441 and the second inclined surface 442 are formed. And the third inclined surface 443. Then, the first inclined surface 441, the second inclined surface 442, and the third inclined surface 443 are arranged in the order of the conductor side portion 41 from the tip to the base end in the axial direction L.
- the facing surfaces 44 facing each other have the same shape and are arranged in parallel with each other. Further, in the present example, the first inclined surface 441, the second inclined surface 442, and the third inclined surface 443 are all disposed in parallel to the circumferential direction C.
- the first inclined surface 441 is formed to extend along a direction inclined with respect to the axial direction L.
- the first inclined surface 441 is formed to include the foremost end of the conductor side portion 41 and is a flat surface extending in a direction inclined with respect to the axial direction L.
- the second inclined surface 442 is formed to extend along a direction intersecting with the extending direction of the first inclined surface 441.
- the second inclined surface 442 is disposed between the first inclined surface 441 and the third inclined surface 443 in the axial direction L.
- the second inclined surface 442 is formed continuously with the first inclined surface 441 and forms a protrusion that protrudes in the radial direction R together with the first inclined surface 441.
- the second inclined surface 442 is a flat surface extending in a direction inclined with respect to the axial direction L in a direction different from that of the first inclined surface 441.
- the second inclined surface 442 is formed to overlap the first inclined surface 441 in the axial direction L view.
- the entire second inclined surface 442 overlaps the first inclined surface 441 in the axial direction L view.
- the first inclined surface 441 and the second inclined surface 442 are smoothly continuous via the curved surface portion.
- the present invention is not limited to this, and it is preferable that the first inclined surface 441 and the second inclined surface 442 be continuous so as to intersect with each other through the corner.
- the third inclined surface 443 is formed to extend along a direction intersecting the extending direction of the second inclined surface 442. In the present embodiment, it is disposed closer to the proximal end than the second inclined surface 442 in the axial direction L.
- the third inclined surface 443 is formed continuously with the second inclined surface 442, and forms a recess that is recessed in the radial direction R together with the second inclined surface 442.
- the third inclined surface 443 is a flat surface extending in a direction inclined with respect to the axial direction L in a direction different from that of the second inclined surface 442.
- the third inclined surface 443 is a flat surface extending in a direction parallel to the first inclined surface 441.
- the length in the extension direction of the third inclined surface 443 is the same as the length in the extension direction of the first inclined surface 441.
- the second inclined surface 442 and the third inclined surface 443 are smoothly continuous via the curved surface portion.
- the present invention is not limited thereto, and it is preferable that the second inclined surface 442 and the third inclined surface 443 be continuous so as to intersect with each other through the corner.
- first inclined surface 441 of the first conductor side 411 and the third inclined surface 443 of the second conductor side 412 face each other in a state where the pair of conductor sides 41 are joined, and
- the second inclined surface 442 of the first conductor side 411 faces the second inclined surface 442 of the second conductor side 412, and the third inclined surface 443 of the first conductor side 411 and the second conductor side 412 And the first inclined surface 441 of
- the facing surface 44 is formed so that there are no parts overlapping each other in the radial direction R and the circumferential direction C over the entire surface.
- the opposing surface 44 of the first conductor side portion 411 is formed only of the surface facing the radially inner side R1, and the opposing surface 44 of the second conductor side portion 412 faces the radially outer side R2. It consists only of Further, in the present embodiment, the opposing surface 44 is formed so as not to have a portion projecting or recessed in the axial direction L therein.
- the manufacturing process S1 includes a preparation process S10, a bonding material arranging process S11, an arranging process S12, a pressing process S13, and a bonding process S14.
- the preparation step S10 is a step of preparing the plurality of segment conductors 4 constituting the coil 3 and the stator core 2.
- a plurality of first segment conductors 5 and a number of second segment conductors 6 corresponding to the number of first segment conductors 5 are prepared as the segment conductors 4.
- the bonding material arranging step S11 is a step of arranging the conductive bonding material 8 on at least one of the facing surfaces 44 facing each other.
- the conductive bonding material 8 is a bonding material for bonding the bonding portion 43 of the first segment conductor 5 and the bonding portion 43 of the second segment conductor 6 to each other while securing conductivity.
- the conductive bonding material 8 for example, a paste-like bonding material containing silver nanoparticles can be employed.
- the opposing surface 44 of one joint 43 in the first segment conductor 5 and the opposing surface 44 of one joint 43 in the second segment conductor 6 face each other.
- the opposing surface 44 of the portion 412 is opposed, and the opposing surface 44 of the second conductor side portion 412 of the first segment conductor 5 and the opposing surface 44 of the first conductor side portion 411 of another second segment conductor 6 are The plurality of first segment conductors 5 and the plurality of second segment conductors 6 are disposed in the slot 21 so as to face each other.
- the pressing step S13 is a step of pressing at least a part of the pair of conductor side portions 41 in the plurality of segment conductors 4 joined to each other in the radial direction R.
- the pressing step S13 is a step of pressing, from the radial opening 21a, a portion of the plurality of segment conductors 4 in which the pair of joint portions 43 joined to each other overlap in the radial direction R view.
- the region where the pair of opposing surfaces 44 of the pair of joining portions 43 to be joined face each other in the radial direction R is pressed from the radial opening 21a.
- the pressing process S13 is performed using the pressing device 9.
- the pressing device 9 includes a fixed member 91, a plurality of movable members 92, and an insertion member 93.
- the fixing member 91 is formed in a cylindrical shape, and has an outer diameter which can be disposed radially inward R ⁇ b> 1 of the plurality of segment conductors 4 disposed in the slot 21.
- the fixing member 91 is disposed on the radially inner side R1 of the inner peripheral surface (core reference surface S) of the stator core 2 so as to be coaxial with the stator core 2 and is fixed to the stator core 2 .
- the fixing member 91 has an outer peripheral surface 91a extending along the axial direction L over the entire region in the circumferential direction C, and a bottom surface extending radially outward R2 from an end of the second axial side L2 of the outer peripheral surface 91a. And 91b.
- the outer peripheral surface 91 a of the fixing member 91 is formed in a cylindrical shape
- the bottom surface 91 b is formed in a disk shape.
- the pressing device 9 includes the same number of movable members 92 as the slots 21 of the stator core 2.
- Each movable member 92 is formed in a plate shape. Then, all the movable members 92 are arranged radially based on the axial center of the stator core 2 corresponding to the slots 21 of the stator core 2.
- the movable members 92 are inserted into the slots 21 from the radial openings 21 a of the slots 21. At this time, a part of the radially inner side R1 of the movable member 92 is disposed so as to project radially inward R1 with respect to the radial opening 21a of the slot 21.
- Each movable member 92 is placed on the bottom surface 91 b of the fixed member 91.
- the movable member 92 has an inner peripheral side inclined surface 92a.
- the inner peripheral side inclined surface 92a is formed on the surface of the movable member 92 on the radially inner side R1, and is an inclined surface directed to the radially inner side R1 from the first axial side L1 to the second axial side L2. ing.
- the movable member 92 includes a first pressing portion 921 and a second pressing portion 922.
- the first pressing portion 921 and the second pressing portion 922 are formed on the surface of the movable member 92 in the radially outer side R2.
- the first pressing portion 921 is formed to project radially outward R2 more than the portions on both sides in the axial direction L, and the second pressing portion 921 of the second conductor side portion 412 of the first segment conductor 5 and the second pressing portion
- the joint portion 43 of the first conductor side portion 411 of the segment conductor 6 is disposed in alignment with the position in the axial direction L of the overlapping portion in the radial direction R view.
- the second pressing portion 922 is formed to project radially outward R2 more than the portions on both sides in the axial direction L, and the second pressing portion 922 is connected to the bonding portion 43 of the first conductor side portion 411 of the first segment conductor 5,
- the joint portion 43 of the second conductor side portion 412 of the segment conductor 6 is disposed in alignment with the position in the axial direction L of the overlapping portion in the radial direction R view.
- the portion of the first pressing portion 921 and the second pressing portion 922 that project most to the radially outer side R2 has a planar shape parallel to the axial direction L.
- the insertion member 93 is formed in a cylindrical shape, and is inserted between the fixed member 91 and the movable member 92 in the radial direction R.
- the insertion member 93 has an inner peripheral surface 93 a and an outer peripheral side inclined surface 93 b.
- the inner peripheral surface 93a of the insertion member 93 is formed along the outer peripheral surface 91a of the fixing member 91, and here, is a cylindrical surface having an inner diameter slightly larger than the diameter of the outer peripheral surface 91a of the fixing member 91.
- the outer peripheral side inclined surface 93 b of the insertion member 93 is a frusto-conical surface formed such that the inclination angle with respect to the axial direction L is the same as the inner peripheral side inclined surface 92 a of the movable member 92.
- the thickness of the insertion member 93 in the radial direction R is an insertion member in contact with the inner peripheral side inclined surface 92 a of the movable member 92 in a state where each movable member 92 moves to the outermost radial direction R2 within the movable range.
- the lower end portion 93 is set so as not to abut on the bottom surface 91 b of the fixing member 91.
- each movable member 92 is fixed by inserting the insertion member 93 between the fixed member 91 and the plurality of movable members 92 radially arranged from the first axial direction L1. It is moved along the bottom surface 91 b of the member 91 to the radially outer side R2. Thereby, the first pressing portion 921 and the second pressing portion 922 of the movable member 92 press the segment conductor 4 from the radially inner side R1 (that is, from the radial opening 21a of the slot 21) in the slot 21.
- the bonding portion 43 of the segment conductors 4 in all the slots 21 can be pressed using the pressing device 9.
- the pressing force is transmitted to the inner wall surface 21b on the opposite side (radially outer side R2) of the slot 21 to the radial opening 21a side.
- the movable member 92 is moved to the radially outer side R2.
- the joint portion 43 of all the segment conductors 4 in each slot 21 is sandwiched between the movable member 92 and the inner wall surface 21b of the slot 21 on the opposite side (radially outer side R2) to the radial opening 21a side. It will be pressed in the closed state.
- the joint portion 43 of the first segment conductor 5 and the second segment conductor 6 at the conductor side portions 41 of the plurality of segment conductors 4 disposed in the slot 21 is pressed by the first pressing portion 921 and the second pressing portion 922.
- the non-pressing area NA excluding the pressing area PA in the conductor side portions 41 of the plurality of segment conductors 4 arranged in the slot 21 is not pressed.
- the joint portion 43 of the second conductor side portion 412 of the first segment conductor 5 and the joint portion 43 of the first conductor side portion 411 of the second segment conductor 6 are joined to each other.
- the joint portion 43 of the first conductor side portion 411 and the joint portion 43 of the second conductor side portion 412 of the second segment conductor 6 are joined to each other. Therefore, in the plurality of segment conductors 4 disposed in the slot 21, portions where the pair of joint portions 43 joined to each other overlap in the radial direction R are located at two places in the axial direction L. Therefore, in the present embodiment, the pressing area PA is located at two positions in the axial direction L in the plurality of segment conductors 4 disposed in the slot 21.
- the pair of joint portions 43 joined to each other in one or three or more axial directions L in the plurality of segment conductors 4 disposed in the slot 21 in the radial direction An overlapping portion in R view may be located. That is, the pressing area PA may be positioned at one or three or more locations in the axial direction L of the plurality of segment conductors 4 disposed in the slot 21.
- the bonding step S14 is a step of bonding the bonding portion 43 of each first segment conductor 5 and the bonding portion 43 of the second segment conductor 6 while maintaining the pressed state in the above-described pressing step S13.
- the conductive bonding material 8 is heated using a heater or the like.
- the joint portion 43 of each first segment conductor 5 and the joint portion 43 of the second segment conductor 6 are joined by melting.
- the opposing surface 44 is formed over the entire axial end surface of the tip end portion of the conductor side portion 41 and is a flat surface extending along the radial direction R. .
- the facing surface 44 is disposed in parallel to the circumferential direction C.
- the opposing surfaces 44 opposed to each other have the same shape and are arranged in parallel to each other.
- the manufacturing process S1 according to the reference embodiment of the method of manufacturing the stator 1 according to the present embodiment includes a regulating process S15 instead of the pressing process S13 described above.
- the restricting step S15 is a step of restricting the movement of the conductor side portion 41 in the radial direction R.
- the restricting step S15 is a step of restricting the movement of the joint portion 43 in the radial direction R in the slot 21.
- the above-described pressing step S13 is an example of the regulating step S15.
- the regulating step S ⁇ b> 15 is performed using the regulating member 10.
- the restriction member 10 is disposed closer to the radial opening 21a (radially inner side R1) than the conductor side portion 41 located closest to the radial opening 21a (radially inner side R1) in the slot 21.
- the restricting member 10 is inserted into the slot 21 through the radial opening 21 a. That is, the width in the circumferential direction C of the restriction member 10 is smaller than the width in the circumferential direction C of the radial opening 21 a.
- the restricting member 10 has a restricting surface 11 opposed to the conductor side portion 41 of the segment conductor 4 disposed in the slot 21.
- the restricting surface 11 restricts the movement of the conductor side portion 41 of the segment conductor 4 disposed in the slot 21 in the radial direction R.
- the restriction surface 11 is formed to face the target area OA which is the entire area or a part of the axial direction L in both of the conductor side portion 41 of the first segment conductor 5 and the conductor side portion 41 of the second segment conductor 6 It is done.
- the target area OA is the entire area in the axial direction L in both of the conductor side portion 41 of the first segment conductor 5 and the conductor side portion 41 of the second segment conductor 6.
- the restriction surface 11 has a shape along a surface facing the restriction surface 11 in the target area OA. Specifically, in the present embodiment, the restriction surface 11 has a shape along the side surface in the radial direction R of the conductor side portion 41. That is, in the present embodiment, the restriction surface 11 is a plane extending along the axial direction L, and is formed parallel to the circumferential direction C.
- the restricting member 10 is closer to the radial opening 21a side (radially inner side R1) than the pair of conductor side portions 41 located closest to the radial opening 21a side (radially inner side R1) in the slot 21. Place. Then, the restricting member 10 is disposed so that the restricting surface 11 is along the pair of conductor side portions 41 located closest to the radial opening 21 a side (radial direction inner side R1). In this example, the restriction surface 11 is brought into contact with the pair of conductor side portions 41 so that the restriction member 10 does not press the pair of conductor side portions 41.
- the pair of conductor side portions 41 located on the opposite side (radial direction outer side R2) from the radial direction opening 21a side contacts the inner wall surface 21b of the radial outer side R2 of the slot 21 and It is preferable that a plurality of pairs of conductor side portions 41 arranged in the radial direction R in the above be in contact with each other. However, it is also acceptable for gaps to occur between them.
- the first segment conductor 5 and the second segment conductor are arranged such that the first segment conductor 5 and the second segment conductor 6 come close to each other while maintaining the regulated state in the regulating step S15. At least one of 6 is pressed in the axial direction L.
- the plurality of segment conductors 4 disposed in the slot 21 are pressed from both sides in the axial direction L (axial first side L1 and axial second side L2) while maintaining the restricted state in the restriction step S15.
- a plurality of pairs of conductor side portions 41 arranged in the radial direction R in the slot 21 form the radial direction R between the restriction surface 11 of the restriction member 10 and the inner wall surface 21 b of the radial outer side R2 of the slot 21.
- the movement of the has been regulated. Therefore, even when the plurality of segment conductors 4 are pressed from both sides in the axial direction L, the pair of joint portions 43 facing each other are not shifted or separated in the radial direction.
- the position of radial direction R of the control surface 11 is fixed.
- the restricting surface 11 is formed on the end face of the radially outer side R2 of the restricting member 10, the position of the restricting member 11 in the radial direction R is fixed by fixing the position of the restricting member 10 in the radial direction R. It is fixed.
- the restriction surface 11 of the restriction member 10 is the most radial opening at the time before pressing the plurality of segment conductors 4 in the axial direction L. It does not have to be in contact with the pair of conductor side portions 41 located on the 21a side (radially inner side R1).
- the regulating member 10 is not limited to the above configuration, and for example, the surface of the radially outer side R2 of the movable member 92 having the first pressing portion 921 and the second pressing portion 922 used in the pressing step S13 described above. It may be configured to have the same shape as the shape.
- the end face of the radially outer side R2 of the portion corresponding to the first pressing portion 921 and the end face of the radially outer side R2 of the portion corresponding to the second pressing portion 922 function as the restriction surface 11. That is, in this case, the restriction surface 11 faces both the bonding portion 43 of the first segment conductor 5 and the bonding portion 43 of the second segment conductor 6.
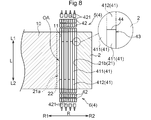
- the restriction surface 11 may have, for example, the shape shown in FIG.
- the target area OA is a partial area in the axial direction L in both the conductor side 41 of the first segment conductor 5 and the conductor side 41 of the second segment conductor 6.
- the pair of joint portions 43 joined to each other at the conductor side portions 41 of the plurality of segment conductors 4 disposed in the slot 21 are viewed in the radial direction R Is the part excluding the overlapping part. Therefore, in the example shown in FIG.
- the restriction surface 11 does not overlap in the radial direction R with the pair of joint portions 43 joined to each other at the conductor side portions 41 of the plurality of segment conductors 4 disposed in the slot 21. It is formed in three places of axial direction L so that a portion may be opposed.
- the shape of the surface of the radially outer side R2 of the regulating member 10 including the regulating surface 11 is applied to the shape of the surface of the radially outer side R2 of the movable member 92 used in the pressing step S13 described above.
- the segment conductor 4 may be pressed by a portion corresponding to the surface 11. If the shape of the portion corresponding to the control surface 11 in the movable member 92 is the same as the shape of the control surface 11 shown in FIG. 8, the entire area in the axial direction L of the conductor side portion 41 is pressed, The pressing force can be uniformly applied to the conductor side portion 41.
- the joint portion 43 of the first segment conductor 5 and the second segment conductor The conductive bonding material 8 disposed between the second bonding portion 43 and the fourth bonding portion 43 is less likely to adhere to the portion of the movable member 92 corresponding to the control surface 11.
- the manufacturing method of the stator 1 that performs the restricting step S15 instead of the pressing step S13 is the configuration of the facing surface 44 as described in the first embodiment or the second embodiment. It is also preferable to use a segment conductor 4 having
- each of the slots 21 is a semi-open slot. Specifically, the width in the circumferential direction C of the radial opening 21 a is smaller than the width in the circumferential direction C of the region where the conductor side portion 41 in the slot 21 is disposed. In other words, at the tip end portion 22 a of the tooth 22, protrusions protruding to both sides in the circumferential direction C are formed.
- Each of the slots 21 is provided with a sheet-like insulating member 7 in order to ensure electrical insulation between the coil 3 and the stator core 2. Specifically, the insulating member 7 is interposed between the conductor side portion 41 and the inner wall surface of the slot 21. In the following, for convenience of description, all the conductor side portions 41 in each slot 21 are referred to as “conductor side portion group”.
- the insulating member 7 is a side surface on both sides in the circumferential direction C of the conductor side portion group (a surface facing the inner wall surface on both sides in the circumferential direction C of the slot 21), and a radially outer side R2 of the conductor side portion group. Is disposed so as to cover the side surface (the surface facing the inner wall surface of the radially outer side R2 of the slot 21). In other words, in the present embodiment, the insulating member 7 is disposed so as to cover the entire side surface of the conductor side portion group excluding the side surface on the radial opening 21a side (radially inner side R1).
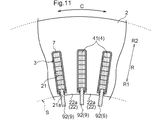
- the length in the axial direction L of the insulating member 7 is longer than the length in the axial direction L of the slot 21. Therefore, the insulating members 7 are disposed so as to protrude in the axial direction L from both ends in the axial direction L of the slot 21. Furthermore, in the present embodiment, as shown in FIG. 11, the insulating member 7 has a portion extending from the portion in contact with the side surface on both sides in the circumferential direction C of the conductor side portion group to the radial opening 21a side. In addition, this part is finally folded and arranged so as to cover the side surface on the radial direction opening 21a side (radial direction inner side R1) in the conductor side portion group.
- the manufacturing process S1 which concerns on the reference form of the manufacturing method of the stator 1 which concerns on this embodiment is provided with pressing process S13 mentioned above.
- the pressing step S13 of the manufacturing step S1 according to the present embodiment uses the pressing device 9 provided with a plurality of movable members 92 whose width in the circumferential direction C is smaller than that of the radial opening 21a.
- the movable member 92 according to the present embodiment is the same as that used in the above-described pressing step S13 except that the width in the circumferential direction C is different.
- the movable member 92 is inserted from the radial inner side R1 into the radial opening 21a. Then, the conductor side portion group is pressed to the radially outer side R2 from the radial opening 21a by the movable member 92.
- the restricting step S15 may be performed instead of the pressing step S13.
- the movable member 92 whose width in the circumferential direction C is smaller than that of the radial opening 21a is not moved to the radially outer side R2, and is moved to the conductor side portion group. Fix at the contact position. Then, the plurality of segment conductors 4 disposed in the slot 21 are pressed from both sides in the axial direction L (the axial first side L1 and the axial second side L2).
- the pressing step S13 according to the present embodiment is performed using a pressing device 9 provided with a plurality of movable members 92 having narrow portions 92b and wide portions 92c.
- the movable member 92 according to the present embodiment has a narrow portion 92 b and a wide portion 92 c. Except for this point, the configuration of the movable member 92 is the same as that used in the above-described pressing step S13.
- the width in the circumferential direction C of the narrow portion 92b is smaller than the width in the circumferential direction C of the radial opening 21a.
- the width in the circumferential direction C of the wide portion 92c is larger than the width in the circumferential direction C of the radial opening 21a and smaller than the width in the circumferential direction C of the region where the conductor side portion 41 in the slot 21 is disposed. Further, the length in the radial direction R of the wide width portion 92c is determined by the distance between the conductor side portion group and the radial direction opening 21a (protrusions projecting in the circumferential direction C formed at the tip 22a of the teeth 22). Too small. And the wide part 92c is disposed at the end of the radially outer side R2 of the narrow part 92b. The wide portion 92 c has a shape corresponding to the space between the radial opening 21 a and the conductor side portion group in the slot 21.
- the narrow portion 92b is positioned in the radial opening 21a, and the wide portion 92c is in the space between the radial opening 21a in the slot 21 and the conductor side portion group.
- the movable member 92 is inserted into the slot 21 along the axial direction L so as to be positioned.
- the conductor side portion group is pressed to the radially outer side R2 by the movable member 92.
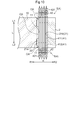
- the part located between the radial direction opening part 21a in the said insulating member 7 and conductor side part group is the circumferential direction C of the slot 21 as shown in FIG.
- the conductor side portion groups in the inner wall surface are in a state along a portion not facing each other.
- the pressing device 9 provided with a plurality of internal pressing members 94 may be used instead of the pressing device 9 provided with a plurality of movable members 92 described above. good.
- the shape of the portion inserted into the slot 21 in the internal pressing member 94 is the same as the shape in which the narrow portion 92b is eliminated and only the wide portion 92c is formed in the movable member 92 described above.
- the length in the axial direction L of the internal pressing member 94 is larger than the length in the axial direction L of the stator core 2.
- the inner pressing member 94 is inserted into the space between the radial opening 21 a and the conductor side group in the slot 21 along the axial direction L.
- the internal pressing member 94 is disposed such that both ends in the axial direction L protrude from the stator core 2 to both sides in the axial direction L (axial first side L1 and axial second side L2). Then, both end portions in the axial direction L of the internal pressing member 94 are moved to the radially outer side R2 while being gripped by the gripping device (not shown). Thus, the conductor side portion group is pressed against the radially outer side R2 by the inner pressing member 94 without passing through the radial opening 21a.
- a pressing device 9 does not include the fixing member 91 and the inserting member 93 (see FIG. 7) described above, and includes a plurality of internal pressing members 94 and the gripping device.
- a plurality of movable members 92 having a width in the circumferential direction C smaller than that of the radial opening 21a are provided.
- the pressing device 9 may be used.
- the restricting step S15 may be performed instead of the pressing step S13.
- the restriction step S15 according to the present embodiment for example, the conductor side without moving the movable member 92 having the narrow part 92b and the wide part 92c or the internal pressing member 94 to the radially outer side R2 Fix at the position where it contacts the group. Then, the plurality of segment conductors 4 disposed in the slot 21 are pressed from both sides in the axial direction L (the axial first side L1 and the axial second side L2).
- the insulating member 7 is arranged to cover all the side surfaces of the conductor side portion group when performing the pressing step S13.
- the portion of the insulating member 7 that covers the side surface on the radial opening 21a side in the conductor side portion group extends from the portion in contact with the side surface on both sides in the circumferential direction C of the conductor side portion group to the radial opening 21a side
- the bent portion is bent in the direction along the side surface on the radial opening 21a side in the conductor side portion group.
- this part may be arrange
- a pressing device 9 provided with a plurality of movable members 92 according to the embodiment of the method of manufacturing the stator 1 of the fourth embodiment is used.
- the regulating step S15 may be performed instead of the pressing step S13.
- the manufacturing process S1 according to the present embodiment includes a preparation process S10, a bonding material arranging process S11, a restricting member arranging process S16, an inserting process S17, a restricting surface moving process S18, and a restricting process. S15 and a bonding step S14 are provided. That is, the manufacturing process S1 according to the present embodiment includes the restricting member arranging process S16 and the restricting surface moving process S18, and further includes the inserting process S17 instead of the arranging process S12 described above. It differs from the manufacturing process S1 (see FIG. 9) according to the embodiment. The following description will be made focusing on the differences from the third embodiment. In addition, about the point which is not demonstrated in particular, suppose that it is the same as that of the said 3rd Embodiment.
- the restricting member disposing step S16 is a step of disposing the restricting member 10 that restricts the movement of the conductor side portion 41 in the radial direction R by the restricting surface 11. As shown in FIG. 16, in the restricting member disposing step S16, the restricting surface 11 of the restricting member 10 is disposed according to the position in the radial direction R of the conductor side portion 41 closest to the radial opening 21a (radially inner side R1). Be done.
- the thickness in the radial direction R of one conductor side portion 41 is the conductor thickness T1
- the number of the conductor side portions 41 aligned in the radial direction R in the slot 21 is taken as the in-slot conductor thickness T2.
- the restricting surface 11 is the radial opening 21a side (radial direction from the inner wall surface 21b on the opposite side (radial outer side R2) to the radial opening 21a side in the slot 21
- the in-slot conductor thickness T2 or more is separated from the inner side R1).
- the restriction surface 11 is disposed at a position that fits in the slot 21. Specifically, the restriction surface 11 is separated from the inner wall surface 21 b by a distance less than the slot depth Ds, which is the length of the slot 21 in the radial direction R.
- the restriction surface 11 is separated from the inner wall surface 21b by a distance obtained by adding a specified clearance to the in-slot conductor thickness T2 on the radial opening 21a side (radially inner side R1). That is, the distance from the inner wall surface 21b to the control surface 11 is larger than the in-slot conductor thickness T2 by the clearance.
- the distance from the inner wall surface 21b to the control surface 11 may be equal to the in-slot conductor thickness T2 with the clearance being zero.
- the restricting surface 11 has a guiding inclined surface 12 on both sides in the axial direction L of the restricting surface 11 (axial first side L1 and axial second side L2). ing.
- the pair of guide inclined surfaces 12 are formed to be directed to the radial opening 21a side (radially inner side R1) as they are separated from each other. That is, the pair of guide inclined surfaces 12 are formed such that the distance between the guide inclined surfaces 12 and the inner wall surface 21b of the slot 21 becomes larger as they are separated from each other.
- the guide slope 12 is formed in parallel to the circumferential direction C.
- the opposing surface 44 of one joint portion 43 of the first segment conductor 5 and the opposing surface 44 of one joint portion 43 of the second segment conductor 6 are opposed after the restriction member arranging step S16.
- the restriction of the restriction member 10 is performed until the opposing surface 44 of one joint 43 in the first segment conductor 5 and the opposing surface 44 of one joint 43 in the second segment conductor 6 oppose each other.
- the movement of the conductor side portion 41 in the radial direction R is restricted by the surface 11.
- the insertion step S17 is an example of the above-described arrangement step S12. As shown in FIG. 16, in the insertion step S17 of the present embodiment, the conductor side portions 41 of the plurality of segment conductors 4 are inserted between the control surface 11 of the control member 10 and the inner wall surface 21b of the slot 21. At this time, in the present embodiment, since the leading end of the conductor side portion 41 is guided by the guiding inclined surface 12 toward the inside of the slot 21, the conductor side portion 41 is interposed between the restricting surface 11 and the inner wall surface 21b. It can be easily inserted.
- the restricting surface moving step S18 is a step of moving the restricting surface 11 to the side (radially outer side R2) opposite to the radial direction opening 21a side in the radial direction R.
- the restriction surface 11 is formed on the end face of the radial outer side R2 of the restriction member 10, the side (radial outer side R2) opposite to the radial opening 21a in the radial direction R is formed.
- the control surface 11 is moved to the opposite side (radial direction outer side R2) to the radial direction opening 21a side.
- the configuration of the moving device for moving the restricting member 10 in the radial direction R is not particularly limited, and may be the same as the mechanism for moving the movable member 92 in the pressing device 9 or the like. A known moving device may be employed.
- control surface moving step S18 is performed after the inserting step S17 and before the bonding step S14.
- the restricting surface moving step S18 is performed after the inserting step S17, and the restricting step S15 is performed after the restricting surface moving step S18.
- the distance from the inner wall surface 21b to the restricting surface 11 is a distance obtained by adding a specified clearance to the in-slot conductor thickness T2. Therefore, when the restriction surface 11 is moved to the opposite side (radial direction outer side R2) to the radial direction opening 21a side in the radial direction R, the clearance for the above clearance disappears, and the restriction surface 11 becomes the radial opening of the segment conductor 4 It will be in the state which touches the field by the side of part 21a. When the restriction surface 11 is further moved, the restriction surface 11 presses the conductor side portions 41 of the plurality of segment conductors 4 to the radially outer side R2. In this case, the restriction surface moving step S18 and the restriction step S15 function as the above-described pressing step S13.
- the restricting member 10 disposed in the restricting member disposing step S16 may be a restricting member 10 having a different shape as shown in FIG. 10 described above. Also, the restriction member 10 may have the same shape as the movable member 92 shown in FIG.
- the present embodiment is different from the seventh embodiment in that a pressing device 9 is disposed instead of the regulating member 10 in the regulating member disposing step S16.
- the end faces of the radially outer side R ⁇ b> 2 of the first pressing portion 921 and the second pressing portion 922 of the movable member 92 each function as the restriction surface 11.
- the segment conductor 4 according to this embodiment is the same as that according to the second embodiment (see FIG. 4). Therefore, the opposing surface 44 of the segment conductor 4 according to the present embodiment includes a first inclined surface 441, a second inclined surface 442, and a third inclined surface 443. As described above, the first inclined surface 441 and the second inclined surface 442 form a convex portion that protrudes in the radial direction R. Therefore, the joint portion 43 of the first segment conductor 5 and the joint portion 43 of the second segment conductor 6 have radial direction uneven portions 45 which mesh with each other in the radial direction R. In the present embodiment, the meshing depth De which is the meshing depth of the radial direction uneven portion 45 is the length of the second inclined surface 442 in the radial direction R.
- the restricting surface 11 is the opposite side to the radial opening 21a side of the slot 21 by the length obtained by adding the meshing depth De to the in-slot conductor thickness T2 ( It is separated from the inner wall surface 21b of the radially outer side R2) to the radial opening 21a side (radially inner side R1). Furthermore, the restriction surface 11 is disposed at a position that fits in the slot 21. Specifically, the restriction surface 11 is separated from the inner wall surface 21 b by a distance less than the slot depth Ds, which is the length of the slot 21 in the radial direction R.
- the restriction surface 11 is separated from the inner wall surface 21b by the same distance as a length obtained by adding the meshing depth De to the in-slot conductor thickness T2 from the inner wall surface 21b to the radial opening 21a side (radial inner side R1). doing. That is, the distance from the inner wall surface 21b to the control surface 11 is equal to the length of the in-slot conductor thickness T2 plus the meshing depth De.
- the conductor side portion 41 on the opposite side (radial direction outer side R2) from the radial opening 21a side is in contact with the inner wall surface 21b of the slot 21, the first pressing portion 921 and the second pressing portion
- the distance between the end face of the radially outer side R2 of the portion 922 and the side face of the radially inner side R1 of the conductor side portion 41 closest to the radial opening 21a (radially inner side R1) is equal to the meshing depth De. That is, a clearance corresponding to the meshing depth De is formed between the first pressing portion 921 and the second pressing portion 922 and the conductor side portion 41 closest to the radial opening 21a (radially inner side R1). There is.
- the movable member 92 is moved to the radially outer side R2 as in the pressing step S13 described above.
- the first pressing portion 921 and the second pressing portion 922 approach the conductor side portion 41 closest to the radial opening 21a (radially inner side R1), and the clearance therebetween is reduced.
- the control surface moving step S18 can be smoothly transferred to the pressing step S19 (see FIG. 7).
- the restricting surface moving step S18 may be ended in a state where a clearance smaller than the meshing depth De is formed without moving the movable member 92 until the above clearance disappears.
- the restricting step S15 is performed instead of the pressing step S19.
- each of the first pressing portion 921 and the second pressing portion 922 is formed to project radially outward R2 more than the portions on both sides in the axial direction L. Therefore, as shown in FIG. 18, on both sides (axial first side L1, axial second side L2) of the movable member 92 in the axial direction L, the first guiding inclined surface 921a and the second guiding inclined surface 922a Is formed. Specifically, the first guiding inclined surface 921a is formed on the first axial side L1 of the first pressing portion 921 and the second guiding inclined surface is on the second axial side L2 of the second pressing portion 922. 922a is formed.
- the first guiding inclined surface 921a and the second guiding inclined surface 922a are formed to be directed to the radial opening 21a side (radially inner side R1) as they are separated from each other.
- the first guide inclined surface 921a and the second guide inclined surface 922a have the same function as the pair of guide inclined surfaces 12 of the regulating member 10 according to the seventh embodiment.
- the first orthogonal plane 445, the parallel plane 446, and the second orthogonal plane 447 are arranged in this order from the tip to the base end in the axial direction L of the conductor side 41, and each plane is continuous with the adjacent plane It is formed.
- the opposing surface 44 of the first conductor side portion 411 does not have a surface facing the radially inner side R 1, and therefore, the opposing surface 44 of the first conductor side portion 411 is only composed of the surface facing the radially outer side R 2. Since the opposing surface 44 does not have a surface facing the radially outer side R2, it can be said that the facing surface 44 is configured only from the surface facing the radially inner side R1. Also in the present embodiment, the opposing surfaces 44 opposed to each other have the same shape and are arranged in parallel to each other. Alternatively, as shown in FIG. 20, the shapes of the facing surfaces 44 facing each other may be different from each other.
- the pair of opposing surfaces 44 facing each other have concavities and convexities corresponding to each other, and the positioning function and the function of restricting the separation in the axial direction L by meshing the concavities and convexities.
- a portion protruding in the radial direction R is formed, or a portion recessed in the radial direction R is formed.
- the pair of facing surfaces 44 configured in this manner also function as the radial direction uneven portion 45, as in the case of the eighth embodiment (see FIG. 18).
- the configuration in which the cross-sectional shape in the plane orthogonal to the extending direction in the segment conductor 4 is rectangular has been described as an example.
- the cross-sectional shape of the linear conductor may be a shape other than a rectangular shape, for example, a circular shape or an elliptical shape, a triangular shape or a pentagonal shape. It may be the above polygonal shape or the like.
- the configuration in which the slot 21 extends in parallel to the axial direction L has been described as an example. However, without being limited to such a configuration, it is also preferable that all or a part of the slot 21 extend obliquely with respect to the axial direction L. Even in this case, the slots 21 extend in the axial direction L.
- the conductive bonding material 8 is placed on at least one of the facing surfaces 44 of the pair of segment conductors 4 facing each other in the bonding material placement step S11, and the conductive bonding material 8 is used to make a pair.
- the structure which joins the junction part 43 (opposing surface 44) of the above was described as an example. However, without being limited to such a configuration, for example, the pair of bonding portions 43 (the opposing surface 44) may be bonded without using a bonding material by welding or the like.
- the joint portion 43 of the first segment conductor 5 and the joint portion 43 of the second segment conductor 6 may have a shape in which they are fitted to each other in the radial direction R.
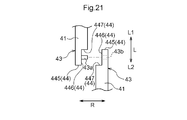
- the radial direction fitting projection 43a is provided on one of the pair of opposing surfaces 44 shown in FIG. 19, and the radial direction fitting hole 43b is provided on the other.
- the radial direction fitting protrusion 43 a protrudes in the radial direction R from the parallel surface 446 of the one opposing surface 44.
- the radial fitting hole 43 b opens in the parallel surface 446 of the other opposing surface 44 so as to extend in the radial direction R in the joint 43 having the other opposing surface 44.
- the length in the radial direction R of the radial fitting protrusion 43a is set to be equal to or less than the length in the radial direction R of the radial fitting hole 43b. Further, in the example shown in FIG. 21, the radial direction fitting hole portion 43 b penetrates the joint portion 43 in the radial direction R.
- the shapes of the radial fitting projection 43a and the radial fitting hole 43b are not particularly limited, and the radial fitting projection 43a can be inserted in the radial direction R into the radial fitting hole 43b. I hope there is.
- a shape of the radial direction fitting protrusion 43a and the radial direction fitting hole portion 43b a cylindrical shape, a prismatic shape, or the like can be adopted.
- the joint portion 43 of the first segment conductor 5 and the joint portion 43 of the second segment conductor 6 may have a shape in which they are fitted to each other in the axial direction L.
- an axial fitting projection 43c is provided on one of a pair of opposing surfaces 44 formed as a flat surface extending along the radial direction R, and an axial fitting hole 43d is provided on the other. It is provided.
- the axial fitting protrusion 43 c protrudes in the radial direction R from the one opposing surface 44.
- the axial fitting hole 43 d opens in the other opposing surface 44 so as to extend in the axial direction L in the joint 43 having the other opposing surface 44.
- the length in the axial direction L of the axial fitting projection 43c is set to be equal to or less than the length in the axial direction L of the axial fitting hole 43d.
- the shapes of the axial fitting projection 43c and the axial fitting hole 43d are not particularly limited, and the axial fitting projection 43c can be inserted in the axial direction L into the axial fitting hole 43d. I hope there is.
- a cylindrical shape, a prismatic shape, or the like can be adopted as the shape of the axial fitting protrusion 43c and the axial fitting hole 43d.
- the conductive bonding material 8 is disposed between them. Also good.
- the segment conductor 4 is formed in a U shape in the radial direction R, and has the pair of conductor side portions 41 and the crossover portion 42 connecting the pair of conductor side portions 41.
- the case where it is set as the above is described as an example.
- the shape of the segment conductor 4 is not limited to this.
- the segment conductor 4 is formed in a J shape and has one conductor side portion 41 and the crossover portion 42 connected to the conductor side portion 41. It may be configured as.
- the armature for rotary electric machines was constituted as stator 1 for inner rotor type rotary electric machines was explained as an example.
- the present invention is not limited to this, and the armature for a rotating electrical machine may be configured as a stator 1 for an outer rotor type rotating electrical machine.
- the radial opening 21a of the slot 21 of the stator core 2 be open toward the radially outer side R2.
- the conductor side portion 41 of the second segment conductor 6 is longer than the conductor side portion 41 of the first segment conductor 5 in the axial direction L.
- the length in the axial direction L of the conductor side portion 41 of the second segment conductor 6 is larger than the length in the axial direction L of the slot 21, and when the second segment conductor 6 is disposed in the slot 21, the conductor side
- the joint portion 43 of the portion 41 is positioned closer to the first axial side L1 than the end of the axial first side L1 of the slot 21 (the stator core 2).
- the joint portion 43 of the first segment conductor 5 and the joint portion 43 of the second segment conductor 6 are joined to each other outside the slot 21.
- the joint portions 43 joined to each other can not be pressed toward the inner wall surface 21b of the radially outer side R2 of the slot 21.
- the restriction step S15 (refer to FIG. 8) and the insertion step S17, the conductor side portion 41 positioned on the outer side of the slot 21 (here, the first segment) using the inner wall surface 21b of the radial outer side R2 of the slot 21.
- the movement of the conductor side portion 41) of the conductor 5 in the radial direction R can not be restricted.
- the outer side of the slot 21 is used. It is preferable to restrict the movement of the conductor side portion 41 located in the radial direction R.
- the manufacturing method (S1) of the armature (1) for a rotating electrical machine is A cylindrical armature core (2) in which a plurality of slots (21) extending in the axial direction (L) and having radial openings (21a) opening in the radial direction (R) are arranged in the circumferential direction;
- a manufacturing method (S1) of an armature (1) for a rotating electrical machine comprising: a coil (3) configured by joining segment conductors (4) and wound around the armature core (2); , A conductor side portion (41) extending along the axial direction (L), and a conductor side portion (41) connected to the conductor side portion (41) outside the axial direction (L) of the armature core (2) And a plurality of segment conductors (4) each including a joint portion (43) having a portion (42) and having an opposing surface (44) at the conductor side portion (41), and the armature A preparation step (S10) of preparing the core (2); It has a control surface (11) arranged according to the position in the radi
- the opposing surface (44) of one of the junctions (43) of the first segment conductor (5) and one of the junctions of the second segment conductor (6) And the conductor side portion (41) of the first segment conductor (5) and the conductor side portion (41) of the second segment conductor (6) so that the opposing surface (44) of 43) is opposed.
- both the conductor side portion (41) of the first segment conductor (5) and the conductor side portion (41) of the second segment conductor (6) are Insert into the slot (21) from both sides in the axial direction,
- bonding the bonding portion (43) of the first segment conductor (5) and the bonding portion (43) of the second segment conductor (6) in the slot (21) It is suitable.
- the thickness (T1) of the one conductor side portion (41) in the radial direction (R) is equal to the number of the conductor side portions (41) aligned in the radial direction (R) in the slot (21).
- the length obtained by multiplying) be the conductor thickness in slot (T2)
- the restricting surface (11) extends from the inner wall surface (21b) on the side opposite to the radial opening (21a) in the slot (21) to the radial opening ( 21a) It is preferable to be disposed at a position separated by at least the in-slot conductor thickness (T2) on the side and to be accommodated in the slot (21).
- the distance between the restriction surface (11) and the inner wall surface (21b) of the slot (21) is the radial direction of the conductor side portion (41) aligned in the radial direction (R) in the slot (21) R) more than the length. Therefore, in the insertion step (S17), the conductor side portion (41) can be appropriately inserted between the control surface (11) and the inner wall surface (21b) of the slot (21).
- the restriction surface (11) has a guiding inclined surface (12) on both sides (L1, L2) of the restriction surface (11) in the axial direction (L), It is preferable that the guide inclined surfaces (12) are formed to be directed toward the radial opening (21a) as they are separated from each other.
- the guide slopes (12) formed on both sides (L1, L2) in the axial direction (L) of the restriction surface (11) separate from each other, the inner wall surface (21b) of the slot (21)
- the tip end portion of the conductor side portion (41) is a guiding inclined surface It is guided to the inside of the slot (21) by (12). Therefore, the conductor side portion (41) can be easily inserted between the restriction surface (11) and the inner wall surface (21b) of the slot (21).
- the control surface (11) when there is a clearance between the control wall (11) and the inner wall surface of the slot (21) and the conductor side portion (41) after the insertion step (S17), the control surface (11) To reduce the clearance.
- the restriction surface (11) is further moved from the state where there is no clearance between the restriction surface (11) and the inner wall surface (21b) of the slot (21) and the conductor side portion (41), the conductor side The part (41) can be pressed in the radial direction (R). In any case, the movement in the radial direction (R) of the conductor side portion (41) can be appropriately restricted in the bonding step (S14).
- a radial direction uneven portion (where the joint portion (43) of the first segment conductor (5) and the joint portion (43) of the second segment conductor (6) mesh with each other in the radial direction (R) 45) and The number of the conductor side portions (41) aligned in the radial direction (R) in the slot (21) is multiplied by the thickness (T1) of the one radial direction (R) of the conductor side portions (41)
- the obtained length is defined as the in-slot conductor thickness (T2), and the meshing depth of the radial asperity (45) as the meshing depth (De).
- the restricting surface (11) has a length equal to or more than the length obtained by adding the meshing depth (De) to the in-slot conductor thickness (T2), the in the slot (21) It is preferable that the inner wall surface (21b) on the side opposite to the radial opening (21a) be separated from the inner wall surface (21b) to the radial opening (21a) and be disposed in the slot (21). is there.
- the conductor side portion (41) of the first segment conductor (5) and the conductor side portion (41) of the second segment conductor (6) are suppressed while suppressing interference between the radial direction uneven portions (45). Can be properly inserted into the slot (21).
- the bonding portion of the first segment conductor (5) while restricting the movement of the conductor side portion (41) in the radial direction (R) by the restriction member (10).
- (43) and the joint portion (43) of the second segment conductor (6) are joined.
- the bonding portion (43) of the first segment conductor (5) and the bonding portion (43) of the second segment conductor (6) are mutually offset in the radial direction (R) It is possible to limit separation. Therefore, it becomes easier to join segment conductors (4) appropriately.
- the restriction surface (11) is formed in the axial direction (in both the conductor side (41) of the first segment conductor (5) and the conductor side (41) of the second segment conductor (6).
- L is formed so as to face the target area (OA) which is the whole area or a partial area of the L), and has a shape along the surface of the target area (OA) that faces the restriction surface (11) Is preferred.
- the restriction surface (11) has a shape along the target area (OA) of the conductor side portion (41). Therefore, the movement in the radial direction (R) of the conductor side portion (41) can be stably restricted by such a restriction surface (11).
- restriction surface (11) is formed to face both the joint portion (43) of the first segment conductor (5) and the joint portion (43) of the second segment conductor (6). Is preferable.
- a technique according to the present disclosure is a manufacturing of an armature for a rotating electrical machine including a cylindrical armature core in which a plurality of axially extending slots are circumferentially arranged, and a coil wound around the armature core. It can be used for the method.
- Stator armature for rotating electrical machine
- Stator core armature core
- slot 21a radial opening
- coil 4 segment conductor 41: conductor side portion 42: transition portion 43: joint portion 44: facing surface 5: first segment conductor 6: second segment conductor 8: conductive joint Material
- Pressing device 10 Regulating member 11: Regulating surface
- R Radial direction
- L Axial direction
- C Circumferential direction
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Windings For Motors And Generators (AREA)
Abstract
ステータ(1)の製造工程(S1)は、最も径方向開口部(21a)側の導体辺部(41)の径方向(R)の位置に応じて配置される規制面(11)を有し、当該規制面(11)により導体辺部(41)の径方向(R)の移動を規制する規制部材(10)を配置する規制部材配置工程(S16)と、第1セグメント導体(5)における1つの接合部(43)の対向面(44)と、第2セグメント導体(6)における1つの接合部(43)の対向面(44)とが対向するように、第1セグメント導体(5)の導体辺部(41)と第2セグメント導体(6)の導体辺部(41)との少なくとも一方を、規制部材配置工程(S16)の後に、スロット(21)内に挿入する挿入工程(S17)と、第1セグメント導体(5)の接合部(43)と第2セグメント導体(6)の接合部(43)とを接合する接合工程(S14)と、を備える。
Description
本発明は、軸方向に延びるスロットが周方向に複数配置された円筒状の電機子コアと、前記電機子コアに巻装されたコイルと、を備えた回転電機用電機子の製造方法に関する。
回転電機用電機子のコイルを、複数のセグメント導体を接合して構成する技術が既に知られている。例えば、下記の特許文献1には、電機子コア(ステータコア14)の軸方向の一方側に配置される第1セグメント導体(一方側導体セグメント28)と、電機子コア(ステータコア14)の軸方向の他方側に配置される第2セグメント導体(他方側導体セグメント29,30)とを接合して構成されたコイルを備えた回転電機用電機子(ステータ10)が開示されている。特許文献1の回転電機用電機子(ステータ10)においては、第1セグメント導体(一方側導体セグメント28)の導体辺部(一方側脚部32,33)の先端部には、凸部(凸部60)が形成され、第2セグメント導体(他方側導体セグメント29,30)の導体辺部(他方側脚部40,41)の先端部には、凹部(凹部62)が形成されている。そして、凸部(凸部60)と凹部(凹部62)とが係合した状態で、第1セグメント導体(一方側導体セグメント28)と第2セグメント導体(他方側導体セグメント29,30)とを、軸方向の両側から押圧しつつ加熱することによって互いに接合している。
特許文献1では、第1セグメント導体(一方側導体セグメント28)の導体辺部(一方側脚部32,33)と、第2セグメント導体(他方側導体セグメント29,30)の導体辺部(他方側脚部40,41)とが、軸方向の両側からスロット(スロット12,13)に挿入される。このとき、導体辺部(脚部32,33,40,41)の厚み(軸方向に直交する方向の長さ)は比較的小さく、また、セグメント導体の成形誤差もあるため、軸方向に対向する導体辺部(脚部32,33,40,41)同士の位置決めが難しい。よって、第1セグメント導体(一方側導体セグメント28)と第2セグメント導体(他方側導体セグメント29,30)とを適切に接合することが難しいという課題があった。
そこで、セグメント導体同士を適切に接合することが容易に行える技術の実現が望まれる。
上記に鑑みた、回転電機用電機子の製造方法の特徴構成は、
軸方向に延びると共に径方向に開口する径方向開口部を有するスロットが周方向に複数配置された円筒状の電機子コアと、複数のセグメント導体を接合して構成されて前記電機子コアに巻装されたコイルと、を備えた回転電機用電機子の製造方法であって、
前記軸方向に沿って延在する導体辺部と、前記電機子コアにおける前記軸方向の外側において前記導体辺部に接続されている渡り部とを有し、対向面を有する接合部が前記導体辺部に設けられている、前記セグメント導体を複数準備すると共に、前記電機子コアを準備する準備工程と、
最も前記径方向開口部側の前記導体辺部の前記径方向の位置に応じて配置される規制面を有し、当該規制面により前記導体辺部の前記径方向の移動を規制する規制部材を配置する規制部材配置工程と、
複数の前記セグメント導体のうち、前記電機子コアに対して前記渡り部が前記軸方向の一方側に配置される前記セグメント導体を第1セグメント導体とし、前記電機子コアに対して前記渡り部が前記軸方向の他方側に配置される前記セグメント導体を第2セグメント導体として、前記第1セグメント導体における1つの前記接合部の前記対向面と、前記第2セグメント導体における1つの前記接合部の前記対向面とが対向するように、前記第1セグメント導体の前記導体辺部と前記第2セグメント導体の前記導体辺部との少なくとも一方を、前記規制部材配置工程の後に、前記スロット内に挿入する挿入工程と、
前記第1セグメント導体の前記接合部と前記第2セグメント導体の前記接合部とを接合する接合工程と、を備え、
前記挿入工程では、前記第1セグメント導体における1つの前記接合部の前記対向面と、前記第2セグメント導体における1つの前記接合部の前記対向面とが対向するまでの間、前記規制部材の前記規制面により前記導体辺部の前記径方向の移動を規制する点にある。
軸方向に延びると共に径方向に開口する径方向開口部を有するスロットが周方向に複数配置された円筒状の電機子コアと、複数のセグメント導体を接合して構成されて前記電機子コアに巻装されたコイルと、を備えた回転電機用電機子の製造方法であって、
前記軸方向に沿って延在する導体辺部と、前記電機子コアにおける前記軸方向の外側において前記導体辺部に接続されている渡り部とを有し、対向面を有する接合部が前記導体辺部に設けられている、前記セグメント導体を複数準備すると共に、前記電機子コアを準備する準備工程と、
最も前記径方向開口部側の前記導体辺部の前記径方向の位置に応じて配置される規制面を有し、当該規制面により前記導体辺部の前記径方向の移動を規制する規制部材を配置する規制部材配置工程と、
複数の前記セグメント導体のうち、前記電機子コアに対して前記渡り部が前記軸方向の一方側に配置される前記セグメント導体を第1セグメント導体とし、前記電機子コアに対して前記渡り部が前記軸方向の他方側に配置される前記セグメント導体を第2セグメント導体として、前記第1セグメント導体における1つの前記接合部の前記対向面と、前記第2セグメント導体における1つの前記接合部の前記対向面とが対向するように、前記第1セグメント導体の前記導体辺部と前記第2セグメント導体の前記導体辺部との少なくとも一方を、前記規制部材配置工程の後に、前記スロット内に挿入する挿入工程と、
前記第1セグメント導体の前記接合部と前記第2セグメント導体の前記接合部とを接合する接合工程と、を備え、
前記挿入工程では、前記第1セグメント導体における1つの前記接合部の前記対向面と、前記第2セグメント導体における1つの前記接合部の前記対向面とが対向するまでの間、前記規制部材の前記規制面により前記導体辺部の前記径方向の移動を規制する点にある。
この特徴構成によれば、規制部材配置工程(S16)で予め配置された規制部材(10)によって、挿入工程(S17)を実行する際に第1セグメント導体(5)の導体辺部(41)と第2セグメント導体(6)の導体辺部(41)とが、径方向(R)に移動することが規制される。そのため、第1セグメント導体(5)の対向面(44)と第2セグメント導体(6)の対向面(44)とを対向させ易い。したがって、セグメント導体(4)同士を適切に接合することが容易に行える。
1.第1の実施形態
回転電機用電機子の第1の実施形態について、図面を参照して説明する。ここでは、回転電機用電機子を、インナロータ型の回転電機用のステータ1に適用した場合を例として説明する。
なお、本明細書では、「回転電機」は、モータ(電動機)、ジェネレータ(発電機)、及び必要に応じてモータ及びジェネレータの双方の機能を果たすモータ・ジェネレータのいずれをも含む概念として用いている。
回転電機用電機子の第1の実施形態について、図面を参照して説明する。ここでは、回転電機用電機子を、インナロータ型の回転電機用のステータ1に適用した場合を例として説明する。
なお、本明細書では、「回転電機」は、モータ(電動機)、ジェネレータ(発電機)、及び必要に応じてモータ及びジェネレータの双方の機能を果たすモータ・ジェネレータのいずれをも含む概念として用いている。
1-1.ステータの全体構成
以下では、本実施形態に係るステータ1の全体構成について、図1及び2を参照して説明する。図1及び2に示すように、ステータ1は、円筒状のステータコア2と、ステータコア2に巻装されたコイル3とを備えている。
なお、以下の説明では、特に断らない限り、「径方向R」、「軸方向L」、及び「周方向C」は、後述する円筒状のステータコア2のコア基準面Sを基準として定義している。さらに、「径方向内側R1」は、コア基準面Sの径方向Rの内側を表し、「径方向外側R2」は、コア基準面Sの径方向Rの外側を表す。また、軸方向Lの一方側である「軸方向第1側L1」は、ここでは図2における軸方向Lの上側を表し、軸方向Lの他方側である「軸方向第2側L2」は、ここでは図2における軸方向Lの下側を表す。
また、以下の説明では、コイル3がステータコア2に巻装された状態(図1及び2参照)を想定して、それ以外の状態においても、径方向R、軸方向L、及び周方向Cの各方向を用いて説明する。
以下では、本実施形態に係るステータ1の全体構成について、図1及び2を参照して説明する。図1及び2に示すように、ステータ1は、円筒状のステータコア2と、ステータコア2に巻装されたコイル3とを備えている。
なお、以下の説明では、特に断らない限り、「径方向R」、「軸方向L」、及び「周方向C」は、後述する円筒状のステータコア2のコア基準面Sを基準として定義している。さらに、「径方向内側R1」は、コア基準面Sの径方向Rの内側を表し、「径方向外側R2」は、コア基準面Sの径方向Rの外側を表す。また、軸方向Lの一方側である「軸方向第1側L1」は、ここでは図2における軸方向Lの上側を表し、軸方向Lの他方側である「軸方向第2側L2」は、ここでは図2における軸方向Lの下側を表す。
また、以下の説明では、コイル3がステータコア2に巻装された状態(図1及び2参照)を想定して、それ以外の状態においても、径方向R、軸方向L、及び周方向Cの各方向を用いて説明する。
ステータコア2は、磁性材料を用いて形成されており、「電機子コア」として機能する。本実施形態では、ステータコア2は、円環板状の電磁鋼板を軸方向Lに複数枚積層した積層構造体である。ステータコア2には、軸方向Lに沿って延びるスロット21が周方向Cに複数分散配置されている。複数のスロット21は、周方向Cに沿って一定間隔で配置されている。周方向Cに隣接する2つのスロット21の間には、ティース22が形成されている。
ここで、上述した円筒状のステータコア2の「コア基準面」は、スロット21の配置や構成に関して基準となる仮想面である。本実施形態では、図1に示すように、複数のティース22における径方向内側R1の端面を含む円筒状の仮想面(コア内周面)を、コア基準面Sとしている。なお、ステータコア2の外周面をコア基準面Sとしても良い。
スロット21は、ステータコア2を軸方向Lに貫通するように形成されている。本実施形態では、スロット21は、軸方向Lに平行に延びると共に、その周方向Cの中央部を結ぶ仮想線(すなわち、幅方向中心線)が径方向Rに平行に延びるように形成されている。スロット21は、径方向Rに開口する径方向開口部21aを有している。本実施形態では、径方向開口部21aは、径方向内側R1に向けて開口している。
図示は省略するが、ステータ1(ステータコア2)の径方向内側R1には、永久磁石又は電磁石を備えた界磁としてのロータが、ステータ1に対して相対回転可能に配置され、ステータ1から発生する回転磁界により回転する。つまり、本実施形態に係るステータ1は、インナロータ型であって回転界磁型の回転電機用のステータである。
1-2.コイルの構成
以下では、コイル3の構成について、図1~3を参照して詳細に説明する。図1及び2に示すように、コイル3は、後述する導体辺部41が径方向Rにn個配列されたn層巻構造である。ここで、nは2以上の整数(例えば、2以上10以下の整数。特に2以上の偶数が望ましい。)であり、回転電機に要求されるトルクや許容される逆起電力の大きさ等に応じて設定される。本実施形態では、コイル3は、8層巻構造である。また、コイル3は、各スロット21において導体辺部41が周方向Cに少なくとも1個配置された構造を有している。本実施形態では、導体辺部41が周方向Cに1個配置されている。つまり、本実施形態では、各スロット21内に、8本の導体辺部41が径方向Rに積み重なるように、1列に整列配置されている。なお、図示は省略するが、コイル3とステータコア2との間の電気的な絶縁性を確保するために、シート状の絶縁部材がコイル3とスロット21の内壁面との間に介装されている。
以下では、コイル3の構成について、図1~3を参照して詳細に説明する。図1及び2に示すように、コイル3は、後述する導体辺部41が径方向Rにn個配列されたn層巻構造である。ここで、nは2以上の整数(例えば、2以上10以下の整数。特に2以上の偶数が望ましい。)であり、回転電機に要求されるトルクや許容される逆起電力の大きさ等に応じて設定される。本実施形態では、コイル3は、8層巻構造である。また、コイル3は、各スロット21において導体辺部41が周方向Cに少なくとも1個配置された構造を有している。本実施形態では、導体辺部41が周方向Cに1個配置されている。つまり、本実施形態では、各スロット21内に、8本の導体辺部41が径方向Rに積み重なるように、1列に整列配置されている。なお、図示は省略するが、コイル3とステータコア2との間の電気的な絶縁性を確保するために、シート状の絶縁部材がコイル3とスロット21の内壁面との間に介装されている。
コイル3は、複数のセグメント導体4を順次接合して構成されている。セグメント導体4は、延在方向に直交する面における断面形状が、例えば矩形状の線状導体で構成されている。なお、線状導体の矩形状断面の角部には、適宜、C面取りやR面取り等の面取り形状が形成されると良い。この線状導体を構成する材料として、例えば、銅、アルミニウム等を採用することができる。また、線状導体の表面は、異なる部材間の電気的な接続箇所(後述する接合部43の形成箇所等)を除き、樹脂等(例えば、ポリイミド等)からなる絶縁皮膜により被覆されている。
ここで、図3を用いて、セグメント導体4の構成について説明する。図3は、径方向R視、軸方向L視、及び周方向C視における、互いに接合される一対のセグメント導体4を示す図である。図3の左下、上、及び右には、それぞれ、径方向R視、軸方向L視、及び周方向C視の一対のセグメント導体4が示されている。
なお、以下の説明では、ステータコア2に対して渡り部42が軸方向第1側L1に配置されたセグメント導体4を第1セグメント導体5とし、ステータコア2に対して渡り部42が軸方向第2側L2に配置されたセグメント導体4を第2セグメント導体6とする。そして、セグメント導体4と記した場合には、第1セグメント導体5及び第2セグメント導体6の双方を区別することなく表すものとする。
なお、以下の説明では、ステータコア2に対して渡り部42が軸方向第1側L1に配置されたセグメント導体4を第1セグメント導体5とし、ステータコア2に対して渡り部42が軸方向第2側L2に配置されたセグメント導体4を第2セグメント導体6とする。そして、セグメント導体4と記した場合には、第1セグメント導体5及び第2セグメント導体6の双方を区別することなく表すものとする。
図3に示すように、セグメント導体4は、径方向R視でU字状に形成されている。セグメント導体4は、一対の導体辺部41と、一対の導体辺部41を接続する渡り部42とを有している。本実施形態では、一対の導体辺部41の軸方向Lの長さが互いに異なる。そのため、以下の説明では、一対の導体辺部41のうちの一方であって他方よりも軸方向Lの長さが大きい導体辺部41を第1導体辺部411とし、第1導体辺部411よりも軸方向Lの長さが小さい導体辺部41を第2導体辺部412とする。そして、導体辺部41と記した場合には、第1導体辺部411及び第2導体辺部412の双方を区別することなく表すものとする。
導体辺部41は、スロット21と平行に軸方向Lに延在し、その先端部、つまり、導体辺部41における渡り部42との接続部とは反対側の端部には、別の導体辺部41と接合させるための接合部43が形成されている。接合部43の詳細な構成については後述する。
渡り部42は、一対の導体辺部41を接続している。本実施形態では、第1セグメント導体5の渡り部42は、第1セグメント導体5の一対の導体辺部41の軸方向第1側L1の端部同士を接続し、第2セグメント導体6の渡り部42は、第2セグメント導体6の一対の導体辺部41の軸方向第2側L2の端部同士を接続している。つまり、渡り部42は導体辺部41に接続されている。また、渡り部42は周方向Cに延在している。渡り部42には、一対の導体辺部41を径方向Rにオフセットさせるオフセット部421が形成されている。本実施形態では、オフセット部421は、渡り部42における周方向Cの中央部に形成されており、一対の導体辺部41を径方向Rに1層分オフセットさせるように形成されている。このオフセット部421を有することにより、セグメント導体4の一対の導体辺部41同士が、周方向C視で重複せず隣接している。
ここで、「重複する」とは、2つの部材の配置に関して、視線方向に平行な仮想直線を当該仮想直線に直交する各方向に移動させた場合に、当該仮想直線が2つの部材の双方に交わる領域が存在することを指す。
ここで、「重複する」とは、2つの部材の配置に関して、視線方向に平行な仮想直線を当該仮想直線に直交する各方向に移動させた場合に、当該仮想直線が2つの部材の双方に交わる領域が存在することを指す。
本実施形態では、コイル3は、重ね巻によりステータコア2に巻装されている。そのため、図3に示すように、1つの第1セグメント導体5と、1つの第2セグメント導体6とを抜き出した場合、第1セグメント導体5の第1導体辺部411の接合部43と、第2セグメント導体6の第2導体辺部412の接合部43とが接合されている。そして、第1セグメント導体5の第2導体辺部412と、第2セグメント導体6の第1導体辺部411とが、周方向Cの位置を合わせて配置されていると共に、互いに径方向Rの異なる位置に配置されている。また、第1セグメント導体5の第2導体辺部412の接合部43と、図示しない別の第2セグメント導体6の第1導体辺部411の接合部43とが接合されている。同様に、第2セグメント導体6の第1導体辺部411の接合部43と、図示しない別の第1セグメント導体5の第2導体辺部412の接合部43とが接合されている。
図2に示すように、本実施形態では、導体辺部41は、スロット21内に配置され、渡り部42は、ステータコア2の軸方向Lの外側に配置されている。そして、本実施形態では、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、スロット21内で互いに接合されている。
接合部43は、対向面44を有しており、互いに接合される一対の接合部43の対向面44同士が対向するように形成されている。そして、一対の対向面44同士が対向して接合部43同士が接合された状態で、それらが形成された一対の導体辺部41(第1導体辺部411及び第2導体辺部412)は軸方向Lに沿って直線状に延在するように、接合部43及び対向面44が形成されている。
対向面44は、その全体に亘って、径方向R視で互いに重複する部分がないように形成されている。本実施形態では、対向面44は、導体辺部41の先端部における軸方向端面の全体に亘って形成され、軸方向Lに対して傾斜する方向に延在する平面とされている。また、互いに対向する対向面44の一方は、径方向Rの一方側を向く面のみから構成され、互いに対向する対向面44の他方は、径方向Rの他方側を向く面のみから構成されている。本実施形態では、第1導体辺部411の対向面44は、径方向内側R1を向く面のみから構成され、第2導体辺部412の対向面44は、径方向外側R2を向く面のみから構成されている。ここで、「対向面44が径方向Rの一方側を向く面のみから構成されている」とは、当該対向面44の中に、径方向Rの他方側を向く面がないということである。そして、「径方向Rの他方側を向く面」とは、法線ベクトルが径方向Rの他方側の成分を有している面のことである。また、「対向面44が径方向Rの他方側を向く面のみから構成されている」とは、当該対向面44の中に、径方向Rの一方側を向く面がないということである。そして、「径方向Rの一方側を向く面」とは、法線ベクトルが径方向Rの一方側の成分を有している面のことである。
また、対向面44は、その全体に亘って、周方向C視で互いに重複する部分がないように形成されている。本実施形態では、対向面44は、周方向Cに平行に配置されている。また、対向面44は、その中に軸方向Lに突出又は窪む部分を有しないように形成されている。ここで、「対向面44が軸方向Lに突出又は窪む部分を有しない」とは、対向面44の中に軸方向Lの凹凸がないことであり、対向面44の中に径方向Rや周方向Cの凹凸が形成されていても良い。また、対向面44以外の部分や、対向面44と対向面44以外の部分とによって軸方向Lの凹凸が形成されていても良い。なお、対向面44の中の一部での面の傾斜方向が軸方向の一方側に向かう方向となっており、別の一部での面の傾斜方向が軸方向の他方側に向かう方向となっている場合のように、面の傾斜方向が軸方向Lで反対向きとなる部分がある場合、「対向面44が軸方向Lに突出又は窪む部分を有する」ことになる。
各対向面44は、対向する他の対向面44の形状に適合する形状とされている。本実施形態では、互いに対向する対向面44は、互いに同一の形状を有しており、互いに平行に配置されている。
各対向面44は、対向する他の対向面44の形状に適合する形状とされている。本実施形態では、互いに対向する対向面44は、互いに同一の形状を有しており、互いに平行に配置されている。
上記のように構成された対向面44により、一対のセグメント導体4が、互いに接合される接合部43における対向面44の全体で径方向Rの荷重を受け止め可能となっている。一方、上述の特許文献1(特開2015-023771号公報)では、第1セグメント導体(一方側導体セグメント28)の導体辺部(一方側脚部32,33)の先端部に、凸部(凸部60)が形成され、第2セグメント導体(他方側導体セグメント29,30)の導体辺部(他方側脚部40,41)の先端部に、凹部(凹部62)が形成されている。そのため、第1セグメント導体(一方側導体セグメント28)及び第2セグメント導体(他方側導体セグメント29,30)は、対向面の比較的狭い範囲でしか径方向の荷重を受け止めることができない構成となっている。
2.第2の実施形態
以下では、回転電機用電機子の第2の実施形態について、図4を用いて説明する。本実施形態では、セグメント導体4における接合部43の対向面44の構成が上記第1の実施形態のものとは異なっている。以下では、上記第1の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第1の実施形態と同様とする。
以下では、回転電機用電機子の第2の実施形態について、図4を用いて説明する。本実施形態では、セグメント導体4における接合部43の対向面44の構成が上記第1の実施形態のものとは異なっている。以下では、上記第1の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第1の実施形態と同様とする。
図4に示すように、本実施形態では、対向面44は、導体辺部41の先端部における軸方向端面の全体に亘って形成されており、第1傾斜面441と、第2傾斜面442と、第3傾斜面443とを含んでいる。そして、導体辺部41の軸方向Lにおける先端部から基端部側へ向かうに従って、第1傾斜面441、第2傾斜面442、第3傾斜面443の順に配置されている。なお、本実施形態では、互いに対向する対向面44は、互いに同一の形状を有しており、互いに平行に配置されている。また、本例では、第1傾斜面441と、第2傾斜面442と、第3傾斜面443とは、いずれも周方向Cに平行に配置されている。
第1傾斜面441は、軸方向Lに対して傾斜する方向に沿って延在するように形成されている。本実施形態では、第1傾斜面441は、導体辺部41の最先端部を含んで形成され、軸方向Lに対して傾斜する方向に延在する平面とされている。
第2傾斜面442は、第1傾斜面441の延在する方向に対して交差する方向に沿って延在するように形成されている。本実施形態では、第2傾斜面442は、軸方向Lにおける第1傾斜面441と第3傾斜面443との間に配置されている。そして、第2傾斜面442は、第1傾斜面441に連続して形成され、第1傾斜面441と共に径方向Rに突出する凸部を成すようにされている。このため、第2傾斜面442は、第1傾斜面441とは異なる向きで軸方向Lに対して傾斜する方向に延在する平面とされている。また、第2傾斜面442は、軸方向L視で第1傾斜面441と重複するように形成されている。本実施形態では、第2傾斜面442の全体が、軸方向L視で第1傾斜面441と重複している。なお、本例では、第1傾斜面441と第2傾斜面442とは曲面部を介して滑らかに連続している。但しこれに限らず、第1傾斜面441と第2傾斜面442とが角部を介して交差するように連続する構成としても好適である。
第3傾斜面443は、第2傾斜面442の延在する方向に対して交差する方向に沿って延在するように形成されている。本実施形態では、軸方向Lにおける第2傾斜面442よりも基端部側に配置されている。そして、第3傾斜面443は、第2傾斜面442に連続して形成され、第2傾斜面442と共に径方向Rに窪む凹部を成すようにされている。このため、第3傾斜面443は、第2傾斜面442とは異なる向きで軸方向Lに対して傾斜する方向に延在する平面とされている。具体的には、第3傾斜面443は、第1傾斜面441に対して平行な方向に延在する平面とされている。更に、第3傾斜面443の延在方向の長さは、第1傾斜面441の延在方向の長さと同一とされている。なお、本実施形態では、第2傾斜面442と第3傾斜面443とは曲面部を介して滑らかに連続している。但しこれに限らず、第2傾斜面442と第3傾斜面443とが角部を介して交差するように連続する構成としても好適である。
本実施形態では、一対の導体辺部41が接合された状態で、第1導体辺部411の第1傾斜面441と、第2導体辺部412の第3傾斜面443とが対向し、第1導体辺部411の第2傾斜面442と、第2導体辺部412の第2傾斜面442とが対向し、第1導体辺部411の第3傾斜面443と、第2導体辺部412の第1傾斜面441とが対向している。
以上のように、本実施形態では、対向面44は、その全体に亘って、径方向R視及び周方向C視で互いに重複する部分がないように形成されている。また、本実施形態では、第1導体辺部411の対向面44は、径方向内側R1を向く面のみから構成され、第2導体辺部412の対向面44は、径方向外側R2を向く面のみから構成されている。また、本実施形態では、対向面44は、その中に軸方向Lに突出又は窪む部分を有しないように形成されている。
3.回転電機用電機子の製造方法の参考形態
以下では、回転電機用電機子の製造方法の参考形態である、ステータ1の製造工程S1について、図5~7を参照して説明する。なお、本参考形態に係る製造工程S1において製造するステータ1は、上記第2の実施形態に係るもの(図4参照)である。
以下では、回転電機用電機子の製造方法の参考形態である、ステータ1の製造工程S1について、図5~7を参照して説明する。なお、本参考形態に係る製造工程S1において製造するステータ1は、上記第2の実施形態に係るもの(図4参照)である。
図5に示すように、本参考形態に係る製造工程S1は、準備工程S10と、接合材配置工程S11と、配置工程S12と、押圧工程S13と、接合工程S14とを備えている。
準備工程S10は、コイル3を構成する複数のセグメント導体4と、ステータコア2と、を準備する工程である。準備工程S10では、セグメント導体4として、複数の第1セグメント導体5と、第1セグメント導体5の数に対応する数の第2セグメント導体6とを準備する。
接合材配置工程S11は、互いに対向する対向面44の少なくとも一方に導電性接合材8を配置する工程である。図6に示すように、導電性接合材8は、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とを導電性を確保しつつ互いに接合するための接合材である。導電性接合材8としては、例えば、銀ナノ粒子を含んだペースト状の接合材を採用することができる。
配置工程S12は、第1セグメント導体5における1つの接合部43の対向面44と、第2セグメント導体6における1つの接合部43の対向面44とが対向するように、第1セグメント導体5の導体辺部41と第2セグメント導体6の導体辺部41との少なくとも一方をスロット21内に配置する工程である。図6に示すように、配置工程S12では、複数のスロット21のそれぞれの中において、第1セグメント導体5の第1導体辺部411の対向面44と、第2セグメント導体6の第2導体辺部412の対向面44とが対向すると共に、第1セグメント導体5の第2導体辺部412の対向面44と、別の第2セグメント導体6の第1導体辺部411の対向面44とが対向するように、複数の第1セグメント導体5と複数の第2セグメント導体6とをスロット21内に配置する。
押圧工程S13は、複数のセグメント導体4における互いに接合される一対の導体辺部41の少なくとも一部を径方向Rに押圧する工程である。本参考形態では、押圧工程S13は、複数のセグメント導体4における、互いに接合される一対の接合部43が径方向R視で重複する部分を、径方向開口部21aから押圧する工程である。言い換えると、押圧工程S13では、接合対象の一対の接合部43の一対の対向面44が、径方向R視で互いに対向している領域を、径方向開口部21aから押圧する。図7に示すように、本参考形態では、押圧装置9を用いて押圧工程S13を行う。押圧装置9は、固定部材91と、複数の可動部材92と、挿入部材93とを備えている。
固定部材91は、円筒状に形成されており、スロット21内に配置された複数のセグメント導体4よりも径方向内側R1に配置可能な外径を有している。そして、固定部材91は、ステータコア2と同軸となるように、ステータコア2における、コア内周面(コア基準面S)よりも径方向内側R1に配置されると共に、ステータコア2に対して固定される。固定部材91は、周方向Cの全域に亘って軸方向Lに沿って延在する外周面91aと、外周面91aの軸方向第2側L2の端部から径方向外側R2に延在する底面91bとを有している。本参考形態では、固定部材91の外周面91aは円筒状に形成され、底面91bは円板状に形成されている。
押圧装置9は、ステータコア2のスロット21と同数の可動部材92を備えている。各可動部材92は板状に形成されている。そして、全ての可動部材92が、ステータコア2のスロット21に対応して、ステータコア2の軸心を基準とする放射状に配置されている。また、各可動部材92は、各スロット21の径方向開口部21aからスロット21内に挿入されている。この際、可動部材92の径方向内側R1の一部が、スロット21の径方向開口部21aよりも径方向内側R1に突出するように配置される。また、各可動部材92は、固定部材91の底面91bに載置される。更に、可動部材92は、内周側傾斜面92aを有している。内周側傾斜面92aは、可動部材92の径方向内側R1の面に形成されており、軸方向第1側L1から軸方向第2側L2に向かうに従って径方向内側R1に向かう傾斜面とされている。
また、可動部材92は、第1押圧部921と、第2押圧部922とを有している。第1押圧部921及び第2押圧部922は、可動部材92の径方向外側R2の面に形成されている。第1押圧部921は、軸方向Lにおける両側の部分よりも径方向外側R2に突出するように形成されており、第1セグメント導体5の第2導体辺部412の接合部43と、第2セグメント導体6の第1導体辺部411の接合部43とが径方向R視で重複する部分の軸方向Lの位置に合わせて配置されている。第2押圧部922は、軸方向Lにおける両側の部分よりも径方向外側R2に突出するように形成されており、第1セグメント導体5の第1導体辺部411の接合部43と、第2セグメント導体6の第2導体辺部412の接合部43とが径方向R視で重複する部分の軸方向Lの位置に合わせて配置されている。本参考形態では、第1押圧部921及び第2押圧部922は、いずれも、最も径方向外側R2に突出した部分が、軸方向Lに平行な平面状となっている。
挿入部材93は、円筒状に形成されており、固定部材91と可動部材92との径方向Rの間に挿入される。挿入部材93は、内周面93aと外周側傾斜面93bを有している。挿入部材93の内周面93aは、固定部材91の外周面91aに沿って形成され、ここでは、固定部材91の外周面91aの径より僅かに大きい内径を有する円筒面とされている。また、挿入部材93の外周側傾斜面93bは、軸方向Lに対する傾斜角度が、可動部材92の内周側傾斜面92aと同じ角度となるように形成された円錐台面とされている。また、挿入部材93の径方向Rの厚さは、各可動部材92が、可動範囲内における最も径方向外側R2に移動した状態で、当該可動部材92の内周側傾斜面92aに接する挿入部材93の下端部が、固定部材91の底面91bに当接しないように設定されている。
押圧工程S13では、軸方向第1側L1から、挿入部材93を固定部材91と放射状に配置された複数の可動部材92との径方向Rの間に挿入することにより、各可動部材92を固定部材91の底面91bに沿って径方向外側R2に移動させる。これにより、可動部材92の第1押圧部921及び第2押圧部922が、スロット21内においてセグメント導体4を径方向内側R1から(すなわちスロット21の径方向開口部21aから)押圧する。こうして、本参考形態の押圧工程S13では、押圧装置9を用いて、全てのスロット21内におけるセグメント導体4の接合部43を押圧することができる。この際、互いに接合される一対の導体辺部41は、軸方向Lに沿って直線状に配置されているため、第1押圧部921によって付与される押圧力と第2押圧部922によって付与される押圧力とが不均一になり難い。
本参考形態では、可動部材92によってセグメント導体4を押圧する際、その押圧力がスロット21における径方向開口部21a側とは反対側(径方向外側R2)の内壁面21bに伝達されるように、可動部材92を径方向外側R2に移動させる。こうして、各スロット21内の全てのセグメント導体4の接合部43が、可動部材92とスロット21における径方向開口部21a側とは反対側(径方向外側R2)の内壁面21bとの間に挟まれた状態で押圧されることとなる。
図7に示すように、本参考形態の押圧工程S13では、スロット21内に配置された複数のセグメント導体4の導体辺部41における、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とを含む押圧領域PAを、第1押圧部921と第2押圧部922とによって押圧する。一方で、スロット21内に配置された複数のセグメント導体4の導体辺部41における押圧領域PAを除いた非押圧領域NAは押圧しない。
本参考形態では、第1セグメント導体5の第2導体辺部412の接合部43と、第2セグメント導体6の第1導体辺部411の接合部43とが互いに接合され、第1セグメント導体5の第1導体辺部411の接合部43と、第2セグメント導体6の第2導体辺部412の接合部43とが互いに接合される。そのため、スロット21内に配置された複数のセグメント導体4において、互いに接合される一対の接合部43が径方向R視で重複する部分は、軸方向Lの2箇所に位置している。よって、本参考形態では、押圧領域PAは、スロット21内に配置された複数のセグメント導体4における軸方向Lの2箇所に位置している。なお、このような構成に限定されることなく、スロット21内に配置された複数のセグメント導体4における軸方向Lの1箇所又は3箇所以上に、互いに接合される一対の接合部43が径方向R視で重複する部分が位置していても良い。つまり、スロット21内に配置された複数のセグメント導体4における軸方向Lの1箇所又は3箇所以上に押圧領域PAが位置していても良い。
接合工程S14は、上述した押圧工程S13における押圧状態を維持しつつ、各第1セグメント導体5の接合部43と、第2セグメント導体6の接合部43とを接合する工程である。本参考形態では、上述の銀ナノ粒子を含んだペースト状の接合材を導電性接合材8として採用しているため、接合工程S14では、例えばヒータ等を用いて導電性接合材8を加熱して溶融させることにより、各第1セグメント導体5の接合部43と、第2セグメント導体6の接合部43とを接合する。
4.第3の実施形態
以下では、回転電機用電機子の第3の実施形態について、図8を用いて説明する。本実施形態では、セグメント導体4における接合部43の対向面44の構成が、上記第1の実施形態及び上記第2の実施形態のものとは異なっている。以下では、上記第1の実施形態及び上記第2の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第1の実施形態及び上記第2の実施形態と同様とする。
以下では、回転電機用電機子の第3の実施形態について、図8を用いて説明する。本実施形態では、セグメント導体4における接合部43の対向面44の構成が、上記第1の実施形態及び上記第2の実施形態のものとは異なっている。以下では、上記第1の実施形態及び上記第2の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第1の実施形態及び上記第2の実施形態と同様とする。
図8に示すように、本実施形態では、対向面44は、導体辺部41の先端部における軸方向端面の全体に亘って形成され、径方向Rに沿って延在する平面とされている。本実施形態では、対向面44は、周方向Cに平行に配置されている。また、本実施形態では、互いに対向する対向面44は、互いに同一の形状を有しており、互いに平行に配置されている。
図9に示すように、本実施形態に係るステータ1の製造方法の参考形態に係る製造工程S1は、上述した押圧工程S13の代わりに規制工程S15を備えている。規制工程S15は、導体辺部41の径方向Rの移動を規制する工程である。ここでは、規制工程S15は、スロット21内における接合部43の径方向Rの移動を規制する工程である。上述した押圧工程S13は、規制工程S15の一形態である。図8に示すように、本参考形態では、規制部材10を用いて規制工程S15を行う。
規制部材10は、スロット21内における、最も径方向開口部21a側(径方向内側R1)に位置する導体辺部41よりも径方向開口部21a側(径方向内側R1)に配置される。本参考形態では、規制部材10は、径方向開口部21aを通してスロット21内に挿入される。つまり、規制部材10の周方向Cの幅は、径方向開口部21aの周方向Cの幅よりも小さい。
規制部材10は、スロット21内に配置されたセグメント導体4の導体辺部41に対向する規制面11を有している。規制面11は、スロット21内に配置されたセグメント導体4の導体辺部41の径方向Rの移動を規制する。規制面11は、第1セグメント導体5の導体辺部41及び第2セグメント導体6の導体辺部41の双方における軸方向Lの全域又は一部の領域である対象領域OAに対向するように形成されている。本参考形態では、対象領域OAは、第1セグメント導体5の導体辺部41及び第2セグメント導体6の導体辺部41の双方における軸方向Lの全域である。また、規制面11は、対象領域OAにおける規制面11に対向する面に沿った形状を有している。具体的には、本参考形態では、規制面11は、導体辺部41の径方向Rの側面に沿った形状を有している。つまり、本参考形態では、規制面11は、軸方向Lに沿って延在する平面であり、周方向Cに平行に形成されている。
規制工程S15では、スロット21内における、最も径方向開口部21a側(径方向内側R1)に位置する一対の導体辺部41よりも径方向開口部21a側(径方向内側R1)に規制部材10を配置する。そして、規制部材10を、最も径方向開口部21a側(径方向内側R1)に位置する一対の導体辺部41に規制面11が沿うように配置する。本例では、規制部材10が、一対の導体辺部41を押圧しないように、当該一対の導体辺部41に規制面11を接触させる。このとき、最も径方向開口部21a側とは反対側(径方向外側R2)に位置する一対の導体辺部41が、スロット21の径方向外側R2の内壁面21bに接触すると共に、スロット21内において径方向Rに配列された複数対の導体辺部41が、互いに接触していると好適である。但し、これらの間に隙間が生じることも許容される。
本参考形態に係る接合工程S14では、規制工程S15における規制状態を維持しつつ、第1セグメント導体5と第2セグメント導体6とが互いに近接するように、第1セグメント導体5及び第2セグメント導体6の少なくとも一方を軸方向Lに押圧する。本例では、規制工程S15における規制状態を維持しつつ、スロット21内に配置された複数のセグメント導体4を軸方向Lの両側(軸方向第1側L1及び軸方向第2側L2)から押圧する。このとき、スロット21内において径方向Rに配列された複数対の導体辺部41は、規制部材10の規制面11とスロット21の径方向外側R2の内壁面21bとの間で、径方向Rの移動を規制された状態となっている。そのため、複数のセグメント導体4を軸方向Lの両側から押圧した場合でも、互いに対向する一対の接合部43が互いに径方向にずれたり離間したりすることはない。
本参考形態に係る接合工程S14では、規制面11の径方向Rの位置が固定される。本例では、規制部材10の径方向外側R2の端面に規制面11が形成されているため、規制部材10の径方向Rの位置を固定することにより、規制面11の径方向Rの位置を固定している。
なお、導体辺部41の径方向Rの移動を規制することができれば、複数のセグメント導体4を軸方向Lに押圧する前の時点で、規制部材10の規制面11を、最も径方向開口部21a側(径方向内側R1)に位置する一対の導体辺部41に接触させなくても良い。また、規制部材10は、上記の構成に限定されず、例えば、上記の押圧工程S13で用いた、第1押圧部921と第2押圧部922とを有する可動部材92の径方向外側R2の表面形状と同様の形状を有する構成であっても良い。この場合、第1押圧部921に相当する部分の径方向外側R2の端面と、第2押圧部922に相当する部分の径方向外側R2の端面とが、規制面11として機能する。つまり、この場合、規制面11は、第1セグメント導体5の接合部43及び第2セグメント導体6の接合部43の双方に対向する。
また、規制面11は、例えば図10に示された形状であっても良い。図10に示す例では、対象領域OAは、第1セグメント導体5の導体辺部41及び第2セグメント導体6の導体辺部41の双方における軸方向Lの一部の領域である。具体的には、図10に示す例では、対象領域OAは、スロット21内に配置された複数のセグメント導体4の導体辺部41における、互いに接合される一対の接合部43が径方向R視で重複する部分を除いた部分である。そのため、図10に示す例では、規制面11は、スロット21内に配置された複数のセグメント導体4の導体辺部41における、互いに接合される一対の接合部43が径方向R視で重複しない部分に対向するように、軸方向Lの3箇所に形成されている。
なお、上記の押圧工程S13で用いた可動部材92の径方向外側R2の表面の形状に、規制面11を含む規制部材10の径方向外側R2の表面の形状を適用し、可動部材92における規制面11に相当する部分によってセグメント導体4を押圧しても良い。可動部材92における規制面11に相当する部分の形状が、図8に示された規制面11の形状と同様である場合には、導体辺部41の軸方向Lの全域が押圧されるため、導体辺部41に均一に押圧力を付与することができる。一方、可動部材92における規制面11に相当する部分の形状が、図10に示された規制面11の形状と同様である場合には、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43との間に配置された導電性接合材8が、可動部材92における規制面11に相当する部分に付着し難くなる。
また、本実施形態のように、押圧工程S13の代わりに規制工程S15を行うステータ1の製造方法は、上記第1の実施形態や上記第2の実施形態で説明したような対向面44の構成を有するセグメント導体4を用いて行っても好適である。
5.第4の実施形態
以下では、回転電機用電機子の第4の実施形態について、図11を用いて説明する。本実施形態では、ステータコア2のスロット21の構成が、上記第1の実施形態及び上記第2の実施形態のものとは異なっている。以下では、上記第1の実施形態及び上記第2の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第1の実施形態及び上記第2の実施形態と同様とする。
以下では、回転電機用電機子の第4の実施形態について、図11を用いて説明する。本実施形態では、ステータコア2のスロット21の構成が、上記第1の実施形態及び上記第2の実施形態のものとは異なっている。以下では、上記第1の実施形態及び上記第2の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第1の実施形態及び上記第2の実施形態と同様とする。
図11に示すように、本実施形態では、スロット21のそれぞれはセミオープンスロットである。具体的には、径方向開口部21aの周方向Cの幅は、スロット21における導体辺部41が配置される領域の周方向Cの幅よりも小さい。換言すれば、ティース22の先端部22aには、周方向Cの両側に突出する突部が形成されている。
スロット21のそれぞれには、コイル3とステータコア2との間の電気的な絶縁性を確保するために、シート状の絶縁部材7が設けられている。具体的には、絶縁部材7は、導体辺部41とスロット21の内壁面との間に介装されている。
なお、以下では、説明の便宜上、各スロット21における全ての導体辺部41を「導体辺部群」と記す。
なお、以下では、説明の便宜上、各スロット21における全ての導体辺部41を「導体辺部群」と記す。
本実施形態では、絶縁部材7は、導体辺部群の周方向Cの両側の側面(スロット21の周方向Cの両側の内壁面に対向する面)、及び導体辺部群の径方向外側R2の側面(スロット21の径方向外側R2の内壁面に対向する面)を覆うように配置されている。換言すれば、本実施形態では、絶縁部材7は、導体辺部群における径方向開口部21a側(径方向内側R1)の側面を除く側面の全体を覆うように配置されている。また、図示は省略するが、絶縁部材7の軸方向Lの長さは、スロット21の軸方向Lの長さより長い。よって、絶縁部材7は、スロット21の軸方向Lの両端部から軸方向Lに突出するように配置されている。更に、本例では、図11に示すように、絶縁部材7は、導体辺部群の周方向Cの両側の側面に接する部分から径方向開口部21a側に延びる部分を有している。なお、この部分は、最終的に折り畳まれて導体辺部群における径方向開口部21a側(径方向内側R1)の側面を覆うように配置される。
本実施形態に係るステータ1の製造方法の参考形態に係る製造工程S1は、上述した押圧工程S13を備えている。図11に示すように、本参考形態に係る製造工程S1の押圧工程S13は、周方向Cの幅が径方向開口部21aのものよりも小さい可動部材92を複数備えた押圧装置9を用いて行われる。本参考形態に係る可動部材92は、周方向Cの幅が異なる点以外は、上述した押圧工程S13で用いられたものと同じである。本参考形態に係る押圧工程S13では、可動部材92を径方向内側R1から径方向開口部21aに挿入する。そして、可動部材92によって径方向開口部21aから導体辺部群を径方向外側R2に押圧する。
なお、本参考形態においても、押圧工程S13の代わりに規制工程S15を行っても良い。本参考形態に係る規制工程S15では、例えば、上記の周方向Cの幅が径方向開口部21aのものよりも小さい可動部材92を、径方向外側R2に移動させずに、導体辺部群に接触する位置で固定する。そして、スロット21内に配置された複数のセグメント導体4を軸方向Lの両側(軸方向第1側L1及び軸方向第2側L2)から押圧する。
6.第5の実施形態
以下では、第5の実施形態について、図12を用いて説明する。本実施形態に係るステータ1の製造方法の参考形態では、可動部材92の構成が、上記第4の実施形態に係るステータ1の製造方法の参考形態のものとは異なっている。以下では、上記第4の実施形態に係るステータ1の製造方法の参考形態との相違点を中心として説明する。なお、特に説明しない点については、上記第4の実施形態に係るステータ1の製造方法の参考形態と同様とする。
以下では、第5の実施形態について、図12を用いて説明する。本実施形態に係るステータ1の製造方法の参考形態では、可動部材92の構成が、上記第4の実施形態に係るステータ1の製造方法の参考形態のものとは異なっている。以下では、上記第4の実施形態に係るステータ1の製造方法の参考形態との相違点を中心として説明する。なお、特に説明しない点については、上記第4の実施形態に係るステータ1の製造方法の参考形態と同様とする。
図12に示すように、本参考形態に係る押圧工程S13は、幅狭部92bと幅広部92cとを有する可動部材92を複数備えた押圧装置9を用いて行われる。本参考形態に係る可動部材92は、幅狭部92bと幅広部92cとを有している。この点以外、可動部材92の構成は、上述した押圧工程S13で用いられたものと同じである。幅狭部92bの周方向Cの幅は、径方向開口部21aの周方向Cの幅よりも小さい。幅広部92cの周方向Cの幅は、径方向開口部21aの周方向Cの幅よりも大きく、スロット21における導体辺部41が配置される領域の周方向Cの幅よりも小さい。また、幅広部92cの径方向Rの長さは、導体辺部群と径方向開口部21a(ティース22の先端部22aに形成された周方向Cに突出する突部)との間の距離よりも小さい。そして、幅狭部92bの径方向外側R2の端部に幅広部92cが配置されている。幅広部92cは、スロット21内における径方向開口部21aと導体辺部群との間の空間に応じた形状を有している。
本参考形態に係る押圧工程S13では、径方向開口部21a内に幅狭部92bが位置すると共に、スロット21内における径方向開口部21aと導体辺部群との間の空間に幅広部92cが位置するように、軸方向Lに沿って可動部材92をスロット21内に挿入する。そして、可動部材92によって導体辺部群を径方向外側R2に押圧する。この際、本例では、図12に示すように、絶縁部材7は、当該絶縁部材7における径方向開口部21aと導体辺部群との間に位置する部分が、スロット21の周方向Cの内壁面における導体辺部群が対向していない部分に沿う状態となっている。
図13に示すように、本参考形態に係る押圧工程S13では、上述の複数の可動部材92を備えた押圧装置9に代えて、複数の内部押圧部材94を備えた押圧装置9を用いても良い。内部押圧部材94におけるスロット21内に挿入される部分の形状は、上述の可動部材92において幅狭部92bを無くして幅広部92cのみとした形状と同様である。内部押圧部材94の軸方向Lの長さは、ステータコア2の軸方向Lの長さよりも大きい。内部押圧部材94は、軸方向Lに沿ってスロット21内における径方向開口部21aと導体辺部群との間の空間に挿入される。それにより、内部押圧部材94は、軸方向Lの両端部がステータコア2から軸方向Lの両側(軸方向第1側L1及び軸方向第2側L2)に突出するように配置される。そして、内部押圧部材94の軸方向Lの両端部が把持装置(図示せず)によって把持された状態で径方向外側R2に移動される。こうして、径方向開口部21aを通さずに、内部押圧部材94によって導体辺部群を径方向外側R2に押圧する。このような押圧装置9は、上述した固定部材91及び挿入部材93(図7参照)を備えておらず、複数の内部押圧部材94と、前記把持装置とを備えている。なお、本参考形態においても、上記第4の実施形態に係るステータ1の製造方法の参考形態のように、周方向Cの幅が径方向開口部21aのものよりも小さい可動部材92を複数備えた押圧装置9を用いても良い。
なお、本参考形態においても、押圧工程S13の代わりに規制工程S15を行っても良い。本実施形態に係る規制工程S15では、例えば、上記の幅狭部92bと幅広部92cとを有する可動部材92、又は上記の内部押圧部材94を、径方向外側R2に移動させずに、導体辺部群に接触する位置で固定する。そして、スロット21内に配置された複数のセグメント導体4を軸方向Lの両側(軸方向第1側L1及び軸方向第2側L2)から押圧する。
7.第6の実施形態
以下では、第6の実施形態について、図14を用いて説明する。本実施形態に係るステータ1の製造方法の参考形態では、押圧工程S13を行う際における絶縁部材7の状態が、上記第4の実施形態に係るステータ1の製造方法の参考形態と異なっている。以下では、上記第4の実施形態に係るステータ1の製造方法の参考形態との相違点を中心として説明する。なお、特に説明しない点については、上記第4の実施形態に係るステータ1の製造方法の参考形態と同様とする。
以下では、第6の実施形態について、図14を用いて説明する。本実施形態に係るステータ1の製造方法の参考形態では、押圧工程S13を行う際における絶縁部材7の状態が、上記第4の実施形態に係るステータ1の製造方法の参考形態と異なっている。以下では、上記第4の実施形態に係るステータ1の製造方法の参考形態との相違点を中心として説明する。なお、特に説明しない点については、上記第4の実施形態に係るステータ1の製造方法の参考形態と同様とする。
図14に示すように、本参考形態では、押圧工程S13を行う際に、絶縁部材7は、導体辺部群の全ての側面を覆うように配置されている。ここで、絶縁部材7における、導体辺部群における径方向開口部21a側の側面を覆う部分は、導体辺部群の周方向Cの両側の側面に接する部分から径方向開口部21a側に延びた部分が、導体辺部群における径方向開口部21a側の側面に沿う方向に折り曲げられて構成される。なお、この部分は、周方向Cの両側の絶縁部材7が互いに重なるように配置されても良いし、周方向Cの両側の絶縁部材7の端部同士が接するように配置されても良い。本参考形態に係る押圧工程S13では、図11に示すように、上記第4の実施形態のステータ1の製造方法の参考形態に係る可動部材92を複数備えた押圧装置9が用いられている。なお、上記第5の実施形態に係るステータ1の製造方法の参考形態で例示した押圧装置9を用いても良い。また、本参考形態においても、押圧工程S13の代わりに規制工程S15を行っても良い。
8.第7の実施形態
以下では、第7の実施形態について、図15~17を参照して説明する。図15に示すように、本実施形態に係る製造工程S1は、準備工程S10と、接合材配置工程S11と、規制部材配置工程S16と、挿入工程S17と、規制面移動工程S18と、規制工程S15と、接合工程S14とを備えている。つまり、本実施形態に係る製造工程S1は、規制部材配置工程S16及び規制面移動工程S18を備えると共に、上述した配置工程S12の代わりに挿入工程S17を備えている点で、上記第3の実施形態に係る製造工程S1(図9参照)と異なっている。以下では、上記第3の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第3の実施形態と同様とする。
以下では、第7の実施形態について、図15~17を参照して説明する。図15に示すように、本実施形態に係る製造工程S1は、準備工程S10と、接合材配置工程S11と、規制部材配置工程S16と、挿入工程S17と、規制面移動工程S18と、規制工程S15と、接合工程S14とを備えている。つまり、本実施形態に係る製造工程S1は、規制部材配置工程S16及び規制面移動工程S18を備えると共に、上述した配置工程S12の代わりに挿入工程S17を備えている点で、上記第3の実施形態に係る製造工程S1(図9参照)と異なっている。以下では、上記第3の実施形態との相違点を中心として説明する。なお、特に説明しない点については、上記第3の実施形態と同様とする。
規制部材配置工程S16は、規制面11により導体辺部41の径方向Rの移動を規制する規制部材10を配置する工程である。図16に示すように、規制部材配置工程S16では、最も径方向開口部21a側(径方向内側R1)の導体辺部41の径方向Rの位置に応じて規制部材10の規制面11が配置される。
ここで、1つの導体辺部41の径方向Rの厚さを導体厚さT1とし、スロット21内で径方向Rに並ぶ導体辺部41の数(図示の例では、8つ)に、導体厚さT1を乗じて得た長さをスロット内導体厚さT2とする。
ここで、1つの導体辺部41の径方向Rの厚さを導体厚さT1とし、スロット21内で径方向Rに並ぶ導体辺部41の数(図示の例では、8つ)に、導体厚さT1を乗じて得た長さをスロット内導体厚さT2とする。
本実施形態に係る規制部材配置工程S16では、規制面11は、スロット21における径方向開口部21a側とは反対側(径方向外側R2)の内壁面21bから径方向開口部21a側(径方向内側R1)にスロット内導体厚さT2以上離間している。更に、規制面11は、スロット21内に収まる位置に配置されている。具体的には、規制面11は、内壁面21bから、スロット21の径方向Rの長さであるスロット深さDs未満の距離で離間している。図示の例では、規制面11は、内壁面21bから径方向開口部21a側(径方向内側R1)に、スロット内導体厚さT2に規定のクリアランスを加えた距離で離間している。つまり、内壁面21bから規制面11までの距離は、スロット内導体厚さT2よりクリアランス分大きい。なお、クリアランスをゼロとして、内壁面21bから規制面11までの距離を、スロット内導体厚さT2と等しくしても良い。
図16に示すように、本実施形態では、規制面11は、当該規制面11の軸方向Lの両側(軸方向第1側L1、軸方向第2側L2)に案内傾斜面12を有している。一対の案内傾斜面12は、互いに離間するに従って径方向開口部21a側(径方向内側R1)へ向かうように形成されている。つまり、一対の案内傾斜面12は、互いに離間するに従ってスロット21の内壁面21bとの間隔が大きくなるように形成されている。本実施形態では、案内傾斜面12は、周方向Cに平行に形成されている。
挿入工程S17は、規制部材配置工程S16の後に、第1セグメント導体5における1つの接合部43の対向面44と、第2セグメント導体6における1つの接合部43の対向面44とが対向するように、第1セグメント導体5の導体辺部41と第2セグメント導体6の導体辺部41との少なくとも一方を、スロット21内に挿入する工程である。挿入工程S17では、第1セグメント導体5における1つの接合部43の対向面44と、第2セグメント導体6における1つの接合部43の対向面44とが対向するまでの間、規制部材10の規制面11により導体辺部41の径方向Rの移動を規制する。挿入工程S17は、上述した配置工程S12の一形態である。図16に示すように、本実施形態の挿入工程S17では、規制部材10の規制面11とスロット21の内壁面21bとの間に、複数のセグメント導体4の導体辺部41を挿入する。このとき、本実施形態では、導体辺部41の先端部が案内傾斜面12によってスロット21内に向かうように案内されるため、規制面11と内壁面21bとの間に、導体辺部41を容易に挿入することができる。
そして、本実施形態の挿入工程S17では、各スロット21内において、第1セグメント導体5の第1導体辺部411の対向面44と、第2セグメント導体6の第2導体辺部412の対向面44とが対向すると共に、第1セグメント導体5の第2導体辺部412の対向面44と、別の第2セグメント導体6の第1導体辺部411の対向面44とが対向するように、複数の第1セグメント導体5と複数の第2セグメント導体6とを、軸方向Lの両側(軸方向第1側L1、軸方向第2側L2)からスロット21内に挿入する。
図17に示すように、規制面移動工程S18は、径方向Rにおける径方向開口部21a側とは反対側(径方向外側R2)へ規制面11を移動させる工程である。本実施形態では、規制部材10の径方向外側R2の端面に規制面11が形成されているため、規制部材10を径方向Rにおける径方向開口部21a側とは反対側(径方向外側R2)へ移動させることにより、規制面11を径方向Rにおける径方向開口部21a側とは反対側(径方向外側R2)へ移動させている。なお、規制部材10を径方向Rに移動させるための移動装置の構成は特に限定されず、押圧装置9における可動部材92を移動させるための機構と同様のものであっても良いし、その他の公知の移動装置を採用しても良い。
図15に示すように、規制面移動工程S18は、挿入工程S17の後であって接合工程S14の前に行われる。本実施形態では、規制面移動工程S18は、挿入工程S17の次に行われ、規制面移動工程S18の次に規制工程S15が行われる。
上述したように、図示の例では、内壁面21bから規制面11までの距離はスロット内導体厚さT2に規定のクリアランスを加えた距離となっている。そのため、規制面11を径方向Rにおける径方向開口部21a側とは反対側(径方向外側R2)へ移動させると、上記クリアランス分の隙間がなくなり、規制面11がセグメント導体4の径方向開口部21a側の面に接する状態となる。規制面11を更に移動させると、規制面11が複数のセグメント導体4の導体辺部41を径方向外側R2に押圧する状態となる。この場合、規制面移動工程S18と規制工程S15とは、上述した押圧工程S13として機能する。
なお、規制部材配置工程S16で配置する規制部材10は、上述した図10で示されたような、異なる形状の規制部材10であっても良い。また、この規制部材10は、図7に示した可動部材92と同様の形状であっても良い。
9.第8の実施形態
以下では、第8の実施形態について、図18を参照して説明する。図18に示すように、本実施形態は、規制部材配置工程S16において、規制部材10の代わりに押圧装置9を配置する点で上記第7の実施形態と異なっている。本実施形態では、可動部材92の第1押圧部921及び第2押圧部922の径方向外側R2の端面が、それぞれ規制面11として機能する。
以下では、第8の実施形態について、図18を参照して説明する。図18に示すように、本実施形態は、規制部材配置工程S16において、規制部材10の代わりに押圧装置9を配置する点で上記第7の実施形態と異なっている。本実施形態では、可動部材92の第1押圧部921及び第2押圧部922の径方向外側R2の端面が、それぞれ規制面11として機能する。
図18に示すように、本実施形態に係るセグメント導体4は、上記第2の実施形態に係るもの(図4参照)と同様である。そのため、本実施形態に係るセグメント導体4の対向面44は、第1傾斜面441と、第2傾斜面442と、第3傾斜面443とを含んでいる。上述したように、第1傾斜面441と第2傾斜面442とは、径方向Rに突出する凸部を成している。よって、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とは、径方向Rに互いに噛み合う径方向凹凸部45を有している。本実施形態では、径方向凹凸部45の噛み合いの深さである噛合い深さDeは、第2傾斜面442の径方向Rの長さである。
本実施形態に係る規制部材配置工程S16では、規制面11は、スロット内導体厚さT2に噛合い深さDeを加えた長さ以上、スロット21における径方向開口部21a側とは反対側(径方向外側R2)の内壁面21bから径方向開口部21a側(径方向内側R1)に離間している。更に、規制面11は、スロット21内に収まる位置に配置されている。具体的には、規制面11は、内壁面21bから、スロット21の径方向Rの長さであるスロット深さDs未満の距離で離間している。
図示の例では、規制面11は、内壁面21bから径方向開口部21a側(径方向内側R1)に、スロット内導体厚さT2に噛合い深さDeを加えた長さと同一の距離で離間している。つまり、内壁面21bから規制面11までの距離は、スロット内導体厚さT2に噛合い深さDeを加えた長さと等しい。図示の例では、最も径方向開口部21a側とは反対側(径方向外側R2)の導体辺部41がスロット21の内壁面21bに接触しているため、第1押圧部921及び第2押圧部922の径方向外側R2の端面と、最も径方向開口部21a側(径方向内側R1)の導体辺部41の径方向内側R1の側面との距離が噛合い深さDeと等しい。つまり、第1押圧部921及び第2押圧部922と、最も径方向開口部21a側(径方向内側R1)の導体辺部41との間に、噛合い深さDe分のクリアランスが形成されている。
本実施形態に係る規制面移動工程S18では、上述した押圧工程S13と同様に、可動部材92を径方向外側R2に移動させる。これにより、第1押圧部921及び第2押圧部922が、最も径方向開口部21a側(径方向内側R1)の導体辺部41に接近し、それらの間のクリアランスが小さくなる。当該クリアランスがなくなった状態から更に可動部材92を移動させた場合には、複数のセグメント導体4の導体辺部41が径方向外側R2に押圧される。こうして、規制面移動工程S18から円滑に押圧工程S19(図7参照)に移行することができる。なお、規制面移動工程S18において、上記のクリアランスがなくなるまで可動部材92を移動させず、噛合い深さDeよりも小さいクリアランスが形成された状態で規制面移動工程S18を終了しても良い。この場合、規制面移動工程S18の後、押圧工程S19の代わりに規制工程S15が行われる。
また、上述したように、第1押圧部921と第2押圧部922とのそれぞれは、軸方向Lにおける両側の部分よりも径方向外側R2に突出するように形成されている。そのため、図18に示すように、可動部材92の軸方向Lの両側(軸方向第1側L1、軸方向第2側L2)には、第1案内傾斜面921aと第2案内傾斜面922aとが形成されている。具体的には、第1押圧部921の軸方向第1側L1には、第1案内傾斜面921aが形成され、第2押圧部922の軸方向第2側L2には、第2案内傾斜面922aが形成されている。第1案内傾斜面921a及び第2案内傾斜面922aは、互いに離間するに従って径方向開口部21a側(径方向内側R1)へ向かうように形成されている。第1案内傾斜面921a及び第2案内傾斜面922aは、上記第7の実施形態に係る規制部材10の一対の案内傾斜面12と同様の機能を有している。
10.その他の実施形態
(1)上記の実施形態では、単一の傾斜面としての対向面44が導体辺部41の接合部43に形成された構成(第1の実施形態)と、第1傾斜面441、第2傾斜面442、及び第3傾斜面443を含む対向面44が導体辺部41の接合部43に形成された構成(第2の実施形態)とを例として説明した。しかし、以下のように、対向面44を上記の各実施形態とは異なる形状とすることも可能である。
例えば、対向面44を、図19に示された形状としても良い。図19に示された対向面44は、径方向R、つまり導体辺部41の延在方向に直交する方向に沿う第1直交面445及び第2直交面447と、軸方向L、つまり導体辺部41の延在方向に平行な方向に沿う平行面446とを含んでいる。そして、導体辺部41の軸方向Lにおける先端部から基端部側へ向かうに従って、第1直交面445、平行面446、第2直交面447の順に配置され、各面は隣接する面と連続して形成されている。本実施形態では、第1導体辺部411の対向面44は、径方向内側R1を向く面を有していないため、径方向外側R2を向く面のみから構成され、第2導体辺部412の対向面44は、径方向外側R2を向く面を有していないため、径方向内側R1を向く面のみから構成されているといえる。なお、本実施形態においても、互いに対向する対向面44は、互いに同一の形状を有しており、互いに平行に配置されている。
或いは、図20に示すように、互いに対向する対向面44の形状が互いに異なる構成としても良い。この場合においても、対向する一対の対向面44に、互いに対応する凹凸を形成し、当該凹凸の噛み合いによって、位置決め機能及び軸方向Lの離間を規制する機能を有するようにすると好適である。なお、図20に示す例では、対向面44の中に、径方向Rに突出する部分が形成され、又は径方向Rに窪む部分が形成されている。このように構成された一対の対向面44も、上記第8の実施形態に係るもの(図18参照)と同様に、径方向凹凸部45として機能する。
(1)上記の実施形態では、単一の傾斜面としての対向面44が導体辺部41の接合部43に形成された構成(第1の実施形態)と、第1傾斜面441、第2傾斜面442、及び第3傾斜面443を含む対向面44が導体辺部41の接合部43に形成された構成(第2の実施形態)とを例として説明した。しかし、以下のように、対向面44を上記の各実施形態とは異なる形状とすることも可能である。
例えば、対向面44を、図19に示された形状としても良い。図19に示された対向面44は、径方向R、つまり導体辺部41の延在方向に直交する方向に沿う第1直交面445及び第2直交面447と、軸方向L、つまり導体辺部41の延在方向に平行な方向に沿う平行面446とを含んでいる。そして、導体辺部41の軸方向Lにおける先端部から基端部側へ向かうに従って、第1直交面445、平行面446、第2直交面447の順に配置され、各面は隣接する面と連続して形成されている。本実施形態では、第1導体辺部411の対向面44は、径方向内側R1を向く面を有していないため、径方向外側R2を向く面のみから構成され、第2導体辺部412の対向面44は、径方向外側R2を向く面を有していないため、径方向内側R1を向く面のみから構成されているといえる。なお、本実施形態においても、互いに対向する対向面44は、互いに同一の形状を有しており、互いに平行に配置されている。
或いは、図20に示すように、互いに対向する対向面44の形状が互いに異なる構成としても良い。この場合においても、対向する一対の対向面44に、互いに対応する凹凸を形成し、当該凹凸の噛み合いによって、位置決め機能及び軸方向Lの離間を規制する機能を有するようにすると好適である。なお、図20に示す例では、対向面44の中に、径方向Rに突出する部分が形成され、又は径方向Rに窪む部分が形成されている。このように構成された一対の対向面44も、上記第8の実施形態に係るもの(図18参照)と同様に、径方向凹凸部45として機能する。
(2)上記の実施形態では、製造工程S1の押圧工程S13において、押圧装置9を用いて、全てのスロット21内における全てのセグメント導体4の接合部43を押圧して接合する構成を例として説明した。しかし、そのような構成に限定されることなく、例えば、スロット21ごとにセグメント導体4の押圧工程S13を行い、スロット21ごとに接合工程S14を行う構成としても良い。
(3)上記の実施形態では、コイル3が重ね巻によりステータコア2に巻装されるように構成された複数のセグメント導体4を備えた構成を例として説明した。しかし、そのような構成に限定されることなく、例えば、コイル3が波巻によりステータコア2に巻装されるように構成された複数のセグメント導体4を備えた構成としても良い。
(4)上記の実施形態では、セグメント導体4における延在方向に直交する面における断面形状が、矩形状である構成を例として説明した。しかし、そのような構成に限定されることなく、線状導体の断面形状は、矩形状以外の形状であってもよく、例えば、円形状や楕円形状であっても良いし、三角形状や五角形以上の多角形状等であっても良い。
(5)上記の実施形態では、スロット21が軸方向Lに平行に延びる構成を例として説明した。しかし、そのような構成に限定されることなく、スロット21の全体又は一部が、軸方向Lに対して傾斜して延びる構成としても好適である。この場合であっても、スロット21は、軸方向Lに延びるものとなる。
(6)上記の実施形態では、接合材配置工程S11において一対のセグメント導体4の互いに対向する対向面44の少なくとも一方に導電性接合材8を配置し、当該導電性接合材8を用いて一対の接合部43(対向面44)を接合する構成を例として説明した。しかし、そのような構成に限定されることなく、例えば、溶接等によって接合材を用いることなく一対の接合部43(対向面44)を接合する構成としても良い。
また、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、互いに径方向Rに嵌合する形状を有していても良い。図21に示す例では、図19に示された一対の対向面44の一方に径方向嵌合突部43aが設けられ、他方に径方向嵌合孔部43bが設けられている。径方向嵌合突部43aは、一方の対向面44の平行面446から径方向Rに突出している。径方向嵌合孔部43bは、他方の対向面44を有する接合部43内に径方向Rに延在するように他方の対向面44の平行面446に開口している。このような径方向嵌合突部43a及び径方向嵌合孔部43bが設けられた構成では、押圧工程S13において、径方向嵌合突部43aと径方向嵌合孔部43bとが対向した状態で、それらが設けられた一対の導体辺部41を径方向Rに押圧することで、径方向嵌合突部43aが径方向嵌合孔部43bに挿入される。それにより、径方向嵌合突部43aと径方向嵌合孔部43bとが互いに嵌合し、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが互いに接合される。なお、径方向嵌合突部43aの径方向Rの長さは、径方向嵌合孔部43bの径方向Rの長さ以下に設定されている。また、図21に示す例では、径方向嵌合孔部43bは、接合部43を径方向Rに貫通している。なお、径方向嵌合突部43a及び径方向嵌合孔部43bの形状は特に限定されず、径方向嵌合突部43aを径方向嵌合孔部43bに径方向Rに嵌挿できる形状であればよい。例えば、径方向嵌合突部43a及び径方向嵌合孔部43bの形状として、円柱形状、角柱形状等を採用可能である。
或いは、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、互いに軸方向Lに嵌合する形状を有していても良い。図22に示す例では、径方向Rに沿って延在する平面として形成された一対の対向面44の一方に軸方向嵌合突部43cが設けられ、他方に軸方向嵌合孔部43dが設けられている。軸方向嵌合突部43cは、一方の対向面44から径方向Rに突出している。軸方向嵌合孔部43dは、他方の対向面44を有する接合部43内に軸方向Lに延在するように他方の対向面44に開口している。このような軸方向嵌合突部43c及び軸方向嵌合孔部43dが設けられた構成では、上記第3の実施形態(図8参照)及び上記第7の実施形態(図17参照)と同様に、接合工程S14において、軸方向嵌合突部43cと軸方向嵌合孔部43dとが対向した状態で、それらが設けられた複数のセグメント導体4を軸方向Lに押圧することで、軸方向嵌合突部43cが軸方向嵌合孔部43dに挿入される。それにより、軸方向嵌合突部43cと軸方向嵌合孔部43dとが互いに嵌合し、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが互いに接合される。なお、軸方向嵌合突部43cの軸方向Lの長さは、軸方向嵌合孔部43dの軸方向Lの長さ以下に設定されている。なお、軸方向嵌合突部43c及び軸方向嵌合孔部43dの形状は特に限定されず、軸方向嵌合突部43cを軸方向嵌合孔部43dに軸方向Lに嵌挿できる形状であればよい。例えば、軸方向嵌合突部43c及び軸方向嵌合孔部43dの形状として、円柱形状、角柱形状等を採用可能である。
なお、上記のように一対のセグメント導体4の接合部43が互いに径方向R又は軸方向Lに嵌合する形状を有する場合であっても、それらの間に導電性接合材8を配置しても良い。
なお、上記のように一対のセグメント導体4の接合部43が互いに径方向R又は軸方向Lに嵌合する形状を有する場合であっても、それらの間に導電性接合材8を配置しても良い。
(7)上記の実施形態では、セグメント導体4が、径方向R視でU字状に形成され、一対の導体辺部41と、一対の導体辺部41を接続する渡り部42とを有している構成とされている場合を例として説明した。しかし、セグメント導体4の形状はこれに限定されず、例えば、セグメント導体4が、J字状に形成され、1つの導体辺部41と当該導体辺部41に接続された渡り部42とを有している構成とされていても良い。
(8)上記の実施形態では、回転電機用電機子がインナロータ型の回転電機用のステータ1として構成されている場合を例として説明した。しかし、これに限定されず、回転電機用電機子がアウタロータ型の回転電機用のステータ1として構成されていても良い。この場合、ステータコア2のスロット21の径方向開口部21aが、径方向外側R2に向けて開口していると好適である。
(9)上記の実施形態では、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、スロット21内で互いに接合された構成を例として説明した。しかし、以下のように、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、スロット21の外側で互いに接合された構成としても良い。
図23及び図24に示す例では、第1セグメント導体5の一対の導体辺部41は互いに同一の軸方向Lの長さを有していると共に、第2セグメント導体6の一対の導体辺部41は互いに同一の軸方向Lの長さを有している。そして、第2セグメント導体6の導体辺部41は、第1セグメント導体5の導体辺部41よりも軸方向Lの長さが大きい。第2セグメント導体6の導体辺部41の軸方向Lの長さは、スロット21の軸方向Lの長さよりも大きく、第2セグメント導体6がスロット21内に配置された場合に、当該導体辺部41の接合部43がスロット21(ステータコア2)の軸方向第1側L1の端部よりも軸方向第1側L1に位置する。このように、図23及び図24に示す例では、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、スロット21の外側で互いに接合される。なお、このような構成では、押圧工程S13(図7参照)において、互いに接合される接合部43をスロット21の径方向外側R2の内壁面21bに向けて押圧することができない。また、規制工程S15(図8参照)及び挿入工程S17において、スロット21の径方向外側R2の内壁面21bを利用して、スロット21の外側に位置する導体辺部41(ここでは、第1セグメント導体5の導体辺部41)の径方向Rの移動を規制することができない。そのため、スロット21の外側に位置する導体辺部41であって最も径方向外側R2に位置する導体辺部41に径方向外側R2から対向する部分を有する治具等を用いて、スロット21の外側に位置する導体辺部41の径方向Rの移動を規制すると好適である。
図23及び図24に示す例では、第1セグメント導体5の一対の導体辺部41は互いに同一の軸方向Lの長さを有していると共に、第2セグメント導体6の一対の導体辺部41は互いに同一の軸方向Lの長さを有している。そして、第2セグメント導体6の導体辺部41は、第1セグメント導体5の導体辺部41よりも軸方向Lの長さが大きい。第2セグメント導体6の導体辺部41の軸方向Lの長さは、スロット21の軸方向Lの長さよりも大きく、第2セグメント導体6がスロット21内に配置された場合に、当該導体辺部41の接合部43がスロット21(ステータコア2)の軸方向第1側L1の端部よりも軸方向第1側L1に位置する。このように、図23及び図24に示す例では、第1セグメント導体5の接合部43と第2セグメント導体6の接合部43とが、スロット21の外側で互いに接合される。なお、このような構成では、押圧工程S13(図7参照)において、互いに接合される接合部43をスロット21の径方向外側R2の内壁面21bに向けて押圧することができない。また、規制工程S15(図8参照)及び挿入工程S17において、スロット21の径方向外側R2の内壁面21bを利用して、スロット21の外側に位置する導体辺部41(ここでは、第1セグメント導体5の導体辺部41)の径方向Rの移動を規制することができない。そのため、スロット21の外側に位置する導体辺部41であって最も径方向外側R2に位置する導体辺部41に径方向外側R2から対向する部分を有する治具等を用いて、スロット21の外側に位置する導体辺部41の径方向Rの移動を規制すると好適である。
(10)なお、上述した各実施形態で開示された構成は、矛盾が生じない限り、他の実施形態で開示された構成と組み合わせて適用することも可能である。その他の構成に関しても、本明細書において開示された実施形態は全ての点で単なる例示に過ぎない。従って、本開示の趣旨を逸脱しない範囲内で、適宜、種々の改変を行うことが可能である。
11.上記実施形態の概要
以下、上記において説明した回転電機用電機子(1)の製造方法(S1)の概要について説明する。
以下、上記において説明した回転電機用電機子(1)の製造方法(S1)の概要について説明する。
回転電機用電機子(1)の製造方法(S1)は、
軸方向(L)に延びると共に径方向(R)に開口する径方向開口部(21a)を有するスロット(21)が周方向に複数配置された円筒状の電機子コア(2)と、複数のセグメント導体(4)を接合して構成されて前記電機子コア(2)に巻装されたコイル(3)と、を備えた回転電機用電機子(1)の製造方法(S1)であって、
前記軸方向(L)に沿って延在する導体辺部(41)と、前記電機子コア(2)における前記軸方向(L)の外側において前記導体辺部(41)に接続されている渡り部(42)とを有し、対向面(44)を有する接合部(43)が前記導体辺部(41)に設けられている、前記セグメント導体(4)を複数準備すると共に、前記電機子コア(2)を準備する準備工程(S10)と、
最も前記径方向開口部(21a)側の前記導体辺部(41)の前記径方向(R)の位置に応じて配置される規制面(11)を有し、当該規制面(11)により前記導体辺部(41)の前記径方向(R)の移動を規制する規制部材(10)を配置する規制部材配置工程(S16)と、
複数の前記セグメント導体(4)のうち、前記電機子コア(2)に対して前記渡り部(42)が前記軸方向(L)の一方側(L1)に配置される前記セグメント導体(4)を第1セグメント導体(5)とし、前記電機子コア(2)に対して前記渡り部(42)が前記軸方向(L)の他方側(L2)に配置される前記セグメント導体(4)を第2セグメント導体(6)として、前記第1セグメント導体(5)における1つの前記接合部(43)の前記対向面(44)と、前記第2セグメント導体(6)における1つの前記接合部(43)の前記対向面(44)とが対向するように、前記第1セグメント導体(5)の前記導体辺部(41)と前記第2セグメント導体(6)の前記導体辺部(41)との少なくとも一方を、前記規制部材配置工程(S16)の後に、前記スロット(21)内に挿入する挿入工程(S17)と、
前記第1セグメント導体(5)の前記接合部(43)と前記第2セグメント導体(6)の前記接合部(43)とを接合する接合工程(S14)と、を備え、
前記挿入工程(S17)では、前記第1セグメント導体(5)における1つの前記接合部(43)の前記対向面(44)と、前記第2セグメント導体(6)における1つの前記接合部(43)の前記対向面(44)とが対向するまでの間、前記規制部材(10)の前記規制面(11)により前記導体辺部(41)の前記径方向(R)の移動を規制する。
軸方向(L)に延びると共に径方向(R)に開口する径方向開口部(21a)を有するスロット(21)が周方向に複数配置された円筒状の電機子コア(2)と、複数のセグメント導体(4)を接合して構成されて前記電機子コア(2)に巻装されたコイル(3)と、を備えた回転電機用電機子(1)の製造方法(S1)であって、
前記軸方向(L)に沿って延在する導体辺部(41)と、前記電機子コア(2)における前記軸方向(L)の外側において前記導体辺部(41)に接続されている渡り部(42)とを有し、対向面(44)を有する接合部(43)が前記導体辺部(41)に設けられている、前記セグメント導体(4)を複数準備すると共に、前記電機子コア(2)を準備する準備工程(S10)と、
最も前記径方向開口部(21a)側の前記導体辺部(41)の前記径方向(R)の位置に応じて配置される規制面(11)を有し、当該規制面(11)により前記導体辺部(41)の前記径方向(R)の移動を規制する規制部材(10)を配置する規制部材配置工程(S16)と、
複数の前記セグメント導体(4)のうち、前記電機子コア(2)に対して前記渡り部(42)が前記軸方向(L)の一方側(L1)に配置される前記セグメント導体(4)を第1セグメント導体(5)とし、前記電機子コア(2)に対して前記渡り部(42)が前記軸方向(L)の他方側(L2)に配置される前記セグメント導体(4)を第2セグメント導体(6)として、前記第1セグメント導体(5)における1つの前記接合部(43)の前記対向面(44)と、前記第2セグメント導体(6)における1つの前記接合部(43)の前記対向面(44)とが対向するように、前記第1セグメント導体(5)の前記導体辺部(41)と前記第2セグメント導体(6)の前記導体辺部(41)との少なくとも一方を、前記規制部材配置工程(S16)の後に、前記スロット(21)内に挿入する挿入工程(S17)と、
前記第1セグメント導体(5)の前記接合部(43)と前記第2セグメント導体(6)の前記接合部(43)とを接合する接合工程(S14)と、を備え、
前記挿入工程(S17)では、前記第1セグメント導体(5)における1つの前記接合部(43)の前記対向面(44)と、前記第2セグメント導体(6)における1つの前記接合部(43)の前記対向面(44)とが対向するまでの間、前記規制部材(10)の前記規制面(11)により前記導体辺部(41)の前記径方向(R)の移動を規制する。
この構成によれば、規制部材配置工程(S16)で予め配置された規制部材(10)によって、挿入工程(S17)を実行する際に第1セグメント導体(5)の導体辺部(41)と第2セグメント導体(6)の導体辺部(41)とが、径方向(R)に移動することが規制される。そのため、第1セグメント導体(5)の対向面(44)と第2セグメント導体(6)の対向面(44)とを対向させ易い。したがって、セグメント導体(4)同士を適切に接合することが容易に行える。
ここで、前記挿入工程(S17)では、前記第1セグメント導体(5)の前記導体辺部(41)と前記第2セグメント導体(6)の前記導体辺部(41)との双方を、前記軸方向の両側から前記スロット(21)内に挿入し、
前記接合工程(S14)では、前記第1セグメント導体(5)の前記接合部(43)と前記第2セグメント導体(6)の前記接合部(43)とを前記スロット(21)内で接合すると好適である。
前記接合工程(S14)では、前記第1セグメント導体(5)の前記接合部(43)と前記第2セグメント導体(6)の前記接合部(43)とを前記スロット(21)内で接合すると好適である。
この構成によれば、第1セグメント導体(5)の導体辺部(41)と第2セグメント導体(6)の前記導体辺部(41)との双方を前記スロット(21)内に挿入する際、スロット(21)の内壁面(21b)を利用して、導体辺部(41)の径方向(R)の移動を規制することができる。したがって、第1セグメント導体(5)の対向面(44)と第2セグメント導体(6)の対向面(44)とを対向させることが更に容易となる。
ここで、前記スロット(21)内で前記径方向(R)に並ぶ前記導体辺部(41)の数に、1つの前記導体辺部(41)の前記径方向(R)の厚さ(T1)を乗じて得た長さをスロット内導体厚さ(T2)として、
前記規制部材配置工程(S16)では、前記規制面(11)は、前記スロット(21)における前記径方向開口部(21a)側とは反対側の内壁面(21b)から前記径方向開口部(21a)側に前記スロット内導体厚さ(T2)以上離間し、かつ、前記スロット(21)内に収まる位置に配置されると好適である。
前記規制部材配置工程(S16)では、前記規制面(11)は、前記スロット(21)における前記径方向開口部(21a)側とは反対側の内壁面(21b)から前記径方向開口部(21a)側に前記スロット内導体厚さ(T2)以上離間し、かつ、前記スロット(21)内に収まる位置に配置されると好適である。
この構成によれば、規制面(11)とスロット(21)の内壁面(21b)との距離が、スロット(21)内で径方向(R)に並ぶ導体辺部(41)の径方向(R)の長さ以上となる。したがって、挿入工程(S17)において、規制面(11)とスロット(21)の内壁面(21b)との間に、導体辺部(41)を適切に挿入することができる。
また、前記規制面(11)は、当該規制面(11)の前記軸方向(L)の両側(L1,L2)に案内傾斜面(12)を有し、
前記案内傾斜面(12)は、互いに離間するに従って前記径方向開口部(21a)側へ向かうように形成されていると好適である。
前記案内傾斜面(12)は、互いに離間するに従って前記径方向開口部(21a)側へ向かうように形成されていると好適である。
この構成によれば、規制面(11)の軸方向(L)の両側(L1,L2)に形成された案内傾斜面(12)が、互いに離間するに従ってスロット(21)の内壁面(21b)との間隔が大きくなる。よって、第1セグメント導体(5)及び第2セグメント導体(6)の導体辺部(41)をスロット(21)内に挿入する際に、当該導体辺部(41)の先端部が案内傾斜面(12)によってスロット(21)内に向かうように案内される。したがって、規制面(11)とスロット(21)の内壁面(21b)との間に、導体辺部(41)を容易に挿入することができる。
また、前記挿入工程(S17)の後であって前記接合工程(S14)の前に、前記径方向(R)における前記径方向開口部(21a)側とは反対側へ前記規制面(11)を移動させる規制面移動工程(S18)を更に備えると好適である。
この構成によれば、挿入工程(S17)の後、規制面(11)及びスロット(21)の内壁面と導体辺部(41)との間にクリアランスがある場合には、規制面(11)を移動させて当該クリアランスを低減することができる。また、規制面(11)及びスロット(21)の内壁面(21b)と導体辺部(41)との間にクリアランスがない状態から更に規制面(11)を移動させた場合には、導体辺部(41)を径方向(R)に押圧することができる。いずれにしても、接合工程(S14)において導体辺部(41)の径方向(R)の移動を適切に規制することができる。
また、前記第1セグメント導体(5)の前記接合部(43)と前記第2セグメント導体(6)の前記接合部(43)とが、前記径方向(R)に互いに噛み合う径方向凹凸部(45)を有し、
前記スロット(21)内で前記径方向(R)に並ぶ前記導体辺部(41)の数に、1つの前記導体辺部(41)の前記径方向(R)の厚さ(T1)を乗じて得た長さをスロット内導体厚さ(T2)とし、前記径方向凹凸部(45)の噛み合いの深さを噛合い深さ(De)として、
前記規制部材配置工程(S16)では、前記規制面(11)は、前記スロット内導体厚さ(T2)に前記噛合い深さ(De)を加えた長さ以上、前記スロット(21)における前記径方向開口部(21a)側とは反対側の内壁面(21b)から前記径方向開口部(21a)側に離間し、かつ、前記スロット(21)内に収まる位置に配置されると好適である。
前記スロット(21)内で前記径方向(R)に並ぶ前記導体辺部(41)の数に、1つの前記導体辺部(41)の前記径方向(R)の厚さ(T1)を乗じて得た長さをスロット内導体厚さ(T2)とし、前記径方向凹凸部(45)の噛み合いの深さを噛合い深さ(De)として、
前記規制部材配置工程(S16)では、前記規制面(11)は、前記スロット内導体厚さ(T2)に前記噛合い深さ(De)を加えた長さ以上、前記スロット(21)における前記径方向開口部(21a)側とは反対側の内壁面(21b)から前記径方向開口部(21a)側に離間し、かつ、前記スロット(21)内に収まる位置に配置されると好適である。
この構成によれば、径方向凹凸部(45)同士の干渉を抑えて、第1セグメント導体(5)の導体辺部(41)と第2セグメント導体(6)の導体辺部(41)とを適切にスロット(21)内に挿入することができる。
また、前記接合工程(S14)では、前記規制部材(10)により前記導体辺部(41)の前記径方向(R)の移動を規制しつつ、前記第1セグメント導体(5)の前記接合部(43)と前記第2セグメント導体(6)の前記接合部(43)とを接合すると好適である。
この構成によれば、接合工程(S14)において第1セグメント導体(5)の接合部(43)と第2セグメント導体(6)の接合部(43)とが互いに径方向(R)にずれたり離間したりすることを制限できる。したがって、セグメント導体(4)同士を適切に接合することが更に容易となる。
また、前記規制面(11)は、前記第1セグメント導体(5)の前記導体辺部(41)及び前記第2セグメント導体(6)の前記導体辺部(41)の双方における前記軸方向(L)の全域又は一部の領域である対象領域(OA)に対向するように形成され、当該対象領域(OA)における前記規制面(11)に対向する面に沿った形状を有していると好適である。
この構成によれば、導体辺部(41)における軸方向(L)の全域又は一部の領域に設定された対象領域(OA)の径方向(R)の移動を、当該対象領域(OA)に対向する規制面(11)によって適切に規制することができる。ここで、この規制面(11)は、導体辺部(41)の対象領域(OA)に沿う形状となっている。したがって、このような規制面(11)によって、安定的に導体辺部(41)の径方向(R)の移動を規制することができる。
また、前記規制面(11)は、前記第1セグメント導体(5)の前記接合部(43)及び前記第2セグメント導体(6)の前記接合部(43)の双方に対向するように形成されていると好適である。
この構成によれば、第1セグメント導体(5)の接合部(43)及び第2セグメント導体(6)の接合部(43)の双方の径方向(R)の移動を、規制面(11)によって適切に規制することができる。そのため、接合工程(S14)において第1セグメント導体(5)の接合部(43)と第2セグメント導体(6)の接合部(43)とが互いに径方向(R)にずれたり離間したりすることを制限できる。したがって、セグメント導体(4)同士を適切に接合することが更に容易となる。
本開示に係る技術は、軸方向に延びるスロットが周方向に複数配置された円筒状の電機子コアと、前記電機子コアに巻装されたコイルと、を備えた回転電機用電機子の製造方法に利用することができる。
1 :ステータ(回転電機用電機子)
2 :ステータコア(電機子コア)
21 :スロット
21a :径方向開口部
3 :コイル
4 :セグメント導体
41 :導体辺部
42 :渡り部
43 :接合部
44 :対向面
5 :第1セグメント導体
6 :第2セグメント導体
8 :導電性接合材
9 :押圧装置
10 :規制部材
11 :規制面
R :径方向
L :軸方向
C :周方向
2 :ステータコア(電機子コア)
21 :スロット
21a :径方向開口部
3 :コイル
4 :セグメント導体
41 :導体辺部
42 :渡り部
43 :接合部
44 :対向面
5 :第1セグメント導体
6 :第2セグメント導体
8 :導電性接合材
9 :押圧装置
10 :規制部材
11 :規制面
R :径方向
L :軸方向
C :周方向
Claims (9)
- 軸方向に延びると共に径方向に開口する径方向開口部を有するスロットが周方向に複数配置された円筒状の電機子コアと、複数のセグメント導体を接合して構成されて前記電機子コアに巻装されたコイルと、を備えた回転電機用電機子の製造方法であって、
前記軸方向に沿って延在する導体辺部と、前記電機子コアにおける前記軸方向の外側において前記導体辺部に接続されている渡り部とを有し、対向面を有する接合部が前記導体辺部に設けられている、前記セグメント導体を複数準備すると共に、前記電機子コアを準備する準備工程と、
最も前記径方向開口部側の前記導体辺部の前記径方向の位置に応じて配置される規制面を有し、当該規制面により前記導体辺部の前記径方向の移動を規制する規制部材を配置する規制部材配置工程と、
複数の前記セグメント導体のうち、前記電機子コアに対して前記渡り部が前記軸方向の一方側に配置される前記セグメント導体を第1セグメント導体とし、前記電機子コアに対して前記渡り部が前記軸方向の他方側に配置される前記セグメント導体を第2セグメント導体として、前記第1セグメント導体における1つの前記接合部の前記対向面と、前記第2セグメント導体における1つの前記接合部の前記対向面とが対向するように、前記第1セグメント導体の前記導体辺部と前記第2セグメント導体の前記導体辺部との少なくとも一方を、前記規制部材配置工程の後に、前記スロット内に挿入する挿入工程と、
前記第1セグメント導体の前記接合部と前記第2セグメント導体の前記接合部とを接合する接合工程と、を備え、
前記挿入工程では、前記第1セグメント導体における1つの前記接合部の前記対向面と、前記第2セグメント導体における1つの前記接合部の前記対向面とが対向するまでの間、前記規制部材の前記規制面により前記導体辺部の前記径方向の移動を規制する、回転電機用電機子の製造方法。 - 前記挿入工程では、前記第1セグメント導体の前記導体辺部と前記第2セグメント導体の前記導体辺部との双方を、前記軸方向の両側から前記スロット内に挿入し、
前記接合工程では、前記第1セグメント導体の前記接合部と前記第2セグメント導体の前記接合部とを前記スロット内で接合する、請求項1に記載の回転電機用電機子の製造方法。 - 前記スロット内で前記径方向に並ぶ前記導体辺部の数に、1つの前記導体辺部の前記径方向の厚さを乗じて得た長さをスロット内導体厚さとして、
前記規制部材配置工程では、前記規制面は、前記スロットにおける前記径方向開口部側とは反対側の内壁面から前記径方向開口部側に前記スロット内導体厚さ以上離間し、かつ、前記スロット内に収まる位置に配置される、請求項1又は2に記載の回転電機用電機子の製造方法。 - 前記規制面は、当該規制面の前記軸方向の両側に案内傾斜面を有し、
前記案内傾斜面は、互いに離間するに従って前記径方向開口部側へ向かうように形成されている、請求項1から3のいずれか一項に記載の回転電機用電機子の製造方法。 - 前記挿入工程の後であって前記接合工程の前に、前記径方向における前記径方向開口部側とは反対側へ前記規制面を移動させる規制面移動工程を更に備える、請求項1から4のいずれか一項に記載の回転電機用電機子の製造方法。
- 前記第1セグメント導体の前記接合部と前記第2セグメント導体の前記接合部とが、前記径方向に互いに噛み合う径方向凹凸部を有し、
前記スロット内で前記径方向に並ぶ前記導体辺部の数に、1つの前記導体辺部の前記径方向の厚さを乗じて得た長さをスロット内導体厚さとし、前記径方向凹凸部の噛み合いの深さを噛合い深さとして、
前記規制部材配置工程では、前記規制面は、前記スロット内導体厚さに前記噛合い深さを加えた長さ以上、前記スロットにおける前記径方向開口部側とは反対側の内壁面から前記径方向開口部側に離間し、かつ、前記スロット内に収まる位置に配置される、請求項1から5のいずれか一項に記載の回転電機用電機子の製造方法。 - 前記接合工程では、前記規制部材により前記導体辺部の前記径方向の移動を規制しつつ、前記第1セグメント導体の前記接合部と前記第2セグメント導体の前記接合部とを接合する、請求項1から6のいずれか一項に記載の回転電機用電機子の製造方法。
- 前記規制面は、前記第1セグメント導体の前記導体辺部及び前記第2セグメント導体の前記導体辺部の双方における前記軸方向の全域又は一部の領域である対象領域に対向するように形成され、当該対象領域における前記規制面に対向する面に沿った形状を有している、請求項1から7のいずれか一項に記載の回転電機用電機子の製造方法。
- 前記規制面は、前記第1セグメント導体の前記接合部及び前記第2セグメント導体の前記接合部の双方に対向するように形成されている、請求項1から8のいずれか一項に記載の回転電機用電機子の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019543705A JP6965934B2 (ja) | 2017-09-20 | 2018-09-20 | 回転電機用電機子の製造方法 |
| EP18859458.4A EP3651318B1 (en) | 2017-09-20 | 2018-09-20 | Method for manufacturing armature for dynamo-electrical machine |
| US16/639,388 US11594926B2 (en) | 2017-09-20 | 2018-09-20 | Method of manufacturing rotary electric machine armature |
| CN201880058061.XA CN111052551B (zh) | 2017-09-20 | 2018-09-20 | 旋转电机用电枢的制造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-180635 | 2017-09-20 | ||
| JP2017180635 | 2017-09-20 | ||
| JP2018-058080 | 2018-03-26 | ||
| JP2018058080 | 2018-03-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019059297A1 true WO2019059297A1 (ja) | 2019-03-28 |
Family
ID=65811365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/034865 WO2019059297A1 (ja) | 2017-09-20 | 2018-09-20 | 回転電機用電機子の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11594926B2 (ja) |
| EP (1) | EP3651318B1 (ja) |
| JP (1) | JP6965934B2 (ja) |
| CN (1) | CN111052551B (ja) |
| WO (1) | WO2019059297A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024122647A1 (ja) * | 2022-12-09 | 2024-06-13 | ミネベアミツミ株式会社 | モータ用コイル、ステータ及びモータ |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11489374B2 (en) * | 2017-09-20 | 2022-11-01 | Aisin Corporation | Rotary electric machine armature and method of manufacturing the same |
| JP7417236B2 (ja) | 2019-05-08 | 2024-01-18 | 株式会社アスター | ステータ部材、ステータおよびモータ |
| CN115967211A (zh) * | 2023-02-14 | 2023-04-14 | 蔚来动力科技(合肥)有限公司 | 电机定子及电机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006121817A (ja) * | 2004-10-21 | 2006-05-11 | Nissan Motor Co Ltd | コイル挿入装置およびコイル挿入方法 |
| JP2015023771A (ja) | 2013-07-23 | 2015-02-02 | トヨタ自動車株式会社 | 回転電機ステータ及びその製造方法 |
| WO2017056985A1 (ja) * | 2015-09-30 | 2017-04-06 | アイシン・エィ・ダブリュ株式会社 | ステータの組立方法 |
| JP2017123755A (ja) * | 2016-01-08 | 2017-07-13 | トヨタ自動車株式会社 | セグメントコイルの捩り形成方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10005179B4 (de) * | 2000-02-05 | 2008-03-13 | Zf Sachs Ag | Verfahren zur Herstellung einer Wicklung und Wicklung für elektrische Maschinen, sowie elektrische Maschine |
| DE10038234A1 (de) | 2000-08-04 | 2002-02-21 | Isad Electronic Sys Gmbh & Co | Verfahren und Satz zur Herstellung eines Ständers einer Elektrischen Maschine sowie Ständer für eine Elektrische Maschine |
| JP2006158044A (ja) * | 2004-11-26 | 2006-06-15 | Toyota Motor Corp | ステータ構造 |
| JP2011205834A (ja) * | 2010-03-26 | 2011-10-13 | Aisin Aw Co Ltd | ステータの製造方法 |
| JP5700667B2 (ja) * | 2011-06-27 | 2015-04-15 | アスモ株式会社 | ステータの製造方法、ステータ及びモータ |
| JP5761690B2 (ja) * | 2011-12-15 | 2015-08-12 | アイシン・エィ・ダブリュ株式会社 | ステータ製造方法及びコイル挿入装置 |
| USPP26783P3 (en) | 2014-04-21 | 2016-05-31 | Klemm+Sohn Gmbh & Co. Kg | Petunia plant named ‘KLEPH13235’ |
| FR3020521B1 (fr) | 2014-04-29 | 2016-06-03 | Nicolas Langlard | Stator de machine electrique tournante muni d'un bobinage optimise |
| DE102015225585A1 (de) | 2015-12-17 | 2017-06-22 | Volkswagen Aktiengesellschaft | Wicklung für eine elektrische Maschine und Verfahren zu deren Herstellung |
-
2018
- 2018-09-20 WO PCT/JP2018/034865 patent/WO2019059297A1/ja unknown
- 2018-09-20 CN CN201880058061.XA patent/CN111052551B/zh active Active
- 2018-09-20 US US16/639,388 patent/US11594926B2/en active Active
- 2018-09-20 JP JP2019543705A patent/JP6965934B2/ja active Active
- 2018-09-20 EP EP18859458.4A patent/EP3651318B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006121817A (ja) * | 2004-10-21 | 2006-05-11 | Nissan Motor Co Ltd | コイル挿入装置およびコイル挿入方法 |
| JP2015023771A (ja) | 2013-07-23 | 2015-02-02 | トヨタ自動車株式会社 | 回転電機ステータ及びその製造方法 |
| WO2017056985A1 (ja) * | 2015-09-30 | 2017-04-06 | アイシン・エィ・ダブリュ株式会社 | ステータの組立方法 |
| JP2017123755A (ja) * | 2016-01-08 | 2017-07-13 | トヨタ自動車株式会社 | セグメントコイルの捩り形成方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3651318A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024122647A1 (ja) * | 2022-12-09 | 2024-06-13 | ミネベアミツミ株式会社 | モータ用コイル、ステータ及びモータ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111052551A (zh) | 2020-04-21 |
| US11594926B2 (en) | 2023-02-28 |
| EP3651318B1 (en) | 2021-07-07 |
| CN111052551B (zh) | 2022-05-17 |
| JP6965934B2 (ja) | 2021-11-10 |
| JPWO2019059297A1 (ja) | 2020-04-23 |
| US20200259381A1 (en) | 2020-08-13 |
| EP3651318A4 (en) | 2020-07-22 |
| EP3651318A1 (en) | 2020-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6996565B2 (ja) | 回転電機用電機子の製造方法 | |
| WO2019059295A1 (ja) | 回転電機用電機子の製造方法 | |
| JP7052802B2 (ja) | 回転電機用電機子及びその製造方法 | |
| WO2019059297A1 (ja) | 回転電機用電機子の製造方法 | |
| WO2011102210A1 (ja) | 回転電機用電機子 | |
| JP2014161180A (ja) | マルチギャップ型回転電機 | |
| JP2012029441A (ja) | 回転電機用電機子 | |
| JP2021164238A (ja) | ステータおよびステータの製造方法 | |
| JP6634431B2 (ja) | 回転電機のステータ | |
| US12062958B2 (en) | Armature | |
| JP2018098942A (ja) | 回転電機のステータ | |
| WO2019230058A1 (ja) | 電機子 | |
| JP2019208324A (ja) | 電機子 | |
| JP2020124079A (ja) | 電機子および電機子の製造方法 | |
| JP2015019452A (ja) | コイル及びコイル形成方法 | |
| JP2020036469A (ja) | 回転電機用ステータコイルの成形装置及び成形方法 | |
| WO2019065103A1 (ja) | ステータおよびステータの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18859458 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019543705 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018859458 Country of ref document: EP Effective date: 20200203 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |