WO2018190309A1 - エラストマー-金属コード複合体およびこれを用いたタイヤ - Google Patents
エラストマー-金属コード複合体およびこれを用いたタイヤ Download PDFInfo
- Publication number
- WO2018190309A1 WO2018190309A1 PCT/JP2018/014966 JP2018014966W WO2018190309A1 WO 2018190309 A1 WO2018190309 A1 WO 2018190309A1 JP 2018014966 W JP2018014966 W JP 2018014966W WO 2018190309 A1 WO2018190309 A1 WO 2018190309A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- elastomer
- metal cord
- cord
- tire
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0007—Reinforcements made of metallic elements, e.g. cords, yarns, filaments or fibres made from metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0057—Reinforcements comprising preshaped elements, e.g. undulated or zig-zag filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2012—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel with particular configuration of the belt cords in the respective belt layers
- B60C2009/2032—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel with particular configuration of the belt cords in the respective belt layers characterised by the course of the belt cords, e.g. undulated or sinusoidal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
Definitions
- the present invention relates to an elastomer-metal cord composite and a tire, and more particularly, to an elastomer-metal cord composite in which a metal cord composed of a bundle in which metal filaments are aligned without being twisted are covered with an elastomer, and a tire using the same. .
- a metal cord for reinforcing a belt has attracted attention, and many techniques for using a metal filament as a cord for a belt without twisting are disclosed.
- Patent Document 1 in order to improve lightness and durability, thin metal filaments with high tensile strength are drawn in parallel without twisting to form a bundle of metal filaments, and this is put into a coated rubber with a width.
- a tire in which a belt layer is formed by at least two belt plies arranged in a direction.
- the number of metal filaments in the metal filament bundle is optimized according to the metal filament diameter. It has also been proposed that the radial thickness of the metal filament bundle be a specific ratio with respect to the belt ply thickness.
- Patent Document 1 Although lightness and durability have been studied, other performance has not been studied. Therefore, it is anticipated that further improvements will be required in the future when the metal filament is used as a belt cord without twisting as the performance of the tire increases.
- an object of the present invention is to provide an elastomer-metal cord composite that can improve the performance of a tire, in which a metal cord composed of a bundle of metal filaments that are arranged without twisting them is covered with an elastomer, and a tire using the same. There is to do.
- the present inventor obtained the following knowledge as a result of intensive studies to solve the above problems. That is, when a metal cord that is bundled without twisting metal filaments is used, the steel cord is prevented from being deformed in-plane during compression input of the belt treat, leading to deterioration of the fatigue property of the steel cord. Further, in a metal cord in which metal filaments are bundled without being twisted together, rubber does not easily permeate between adjacent metal filaments, and a non-rubber covered region that is not covered with rubber is generated. Therefore, when the tire rolls, the metal filaments are displaced from each other, and the steering stability may be impaired due to a decrease in in-plane rigidity. As a result of further intensive studies based on such knowledge, the present inventor has found that the above problems can be solved by setting the configuration of the bundle of metal filaments as follows, and has completed the present invention.
- the elastomer-metal cord composite of the present invention is an elastomer-metal cord composite in which a metal cord composed of a bundle in which 2 to 10 metal filaments are arranged in a line without being twisted is coated with the elastomer.
- the metal filaments are molded with the same molding amount and the same pitch, and at least one pair of metal filaments in which phases of adjacent metal filaments are different exists in the metal cord.
- FIG. 1 is an explanatory diagram of the metal filament showing the definitions of the metal filament molding amount h and the molding pitch p, and the molding amount h refers to the width of fluctuation not including the wire diameter of the metal filament 1.
- the molding height h of the metal filament 1 is measured by projecting the metal filament 1 after molding with a projector, and projecting the projected image of the metal filament on a screen or the like.
- the phase difference between the adjacent metal filaments is preferably ⁇ / 4 to 7 ⁇ / 4.
- the elastomer coverage on the side surface in the width direction of the metal cord of the adjacent metal filament is 10% or more per unit length.
- the metal filament has a mold amount of 0.03 to 0.30 mm and the metal filament has a mold pitch of 2 to 10 mm.
- the straight metal filament refers to a metal filament that is not intentionally shaped and is substantially not shaped.
- the elastomer coverage is, for example, when rubber is used as the elastomer, after the elastomer-metal cord composite of the present invention is covered with rubber, the steel cord is drawn out from the rubber-steel cord composite, and the rubber of the steel cord is removed.
- This is a value calculated based on the following calculation formula by measuring the length of the portion covered with the.
- Elastomer coverage (rubber coating length / sample length) x 100 (%) The same calculation can be performed when an elastomer other than rubber is used as the elastomer.
- the tire of the present invention is characterized by using the elastomer-metal cord composite of the present invention.
- an elastomer-metal cord composite capable of improving the performance of a tire, and a tire using the same, in which a metal cord composed of a bundle in which metal filaments are aligned without being twisted is coated with an elastomer. Can do.
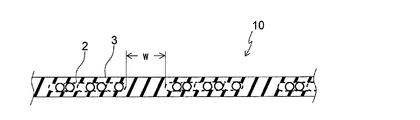
- FIG. 1 is a partial cross-sectional view in the width direction of an elastomer-metal cord composite according to a preferred embodiment of the present invention.
- 1 is a schematic plan view of a metal cord according to an elastomer-metal cord composite of one preferred embodiment of the present invention.
- 1 is a schematic cross-sectional view in the width direction of a metal cord according to an elastomer-metal cord composite of one preferred embodiment of the present invention.
- FIG. 6 is a schematic cross-sectional view in the width direction of a metal cord according to another preferred embodiment of the metal cord according to the elastomer-metal cord composite of the present invention.
- FIG. 6 is a schematic cross-sectional view in the width direction of a metal cord according to still another preferred embodiment of the metal cord according to the elastomer-metal cord composite of the present invention.
- 1 is a schematic half sectional view of a tire according to a preferred embodiment of the present invention.
- FIG. 2 is a partial cross-sectional view in the width direction of an elastomer-metal cord composite according to one preferred embodiment of the present invention
- FIG. 3 is an elastomer-metal cord composite of one preferred embodiment of the present invention
- FIG. 4 is a schematic cross-sectional view in the width direction of the metal cord according to the elastomer-metal cord composite of one preferred embodiment of the present invention.
- the elastomer-metal cord composite 10 of the present invention is obtained by coating a metal cord 2 formed of a bundle in which 2 to 10 metal filaments 1 are not twisted together and arranged in a line with an elastomer 3. In the illustrated example, five metal filaments 1 are drawn together without being twisted to form a metal cord 2.
- all the metal filaments 1 are molded with the same amount and the same pitch, and the metal cord 2 has a phase different from that of the adjacent metal filament.
- the phases of the metal filaments 1 having the same molding amount and pitch are different from each other, so that the phases of the two are not matched.
- the elastomer in the bundle of metal filaments, the elastomer is difficult to permeate between adjacent filaments, and a non-elastomeric coating region that is not covered with the elastomer is generated. Therefore, when a metal cord that is bundled without twisting metal filaments is used as a belt cord, in this non-elastomer-coated region, the metal filaments are displaced from each other when the tire rolls, resulting in in-plane rigidity of the belt. May decrease and steering stability may be impaired.
- the elastomer-metal cord composite 10 of the present invention can solve the above-mentioned problems because the elastomer 3 sufficiently permeates between the adjacent metal filaments 1, and the elastomer-metal cord composite 10 of the present invention can be used as a belt cord.
- the in-plane rigidity of the belt can be improved and the steering stability can be improved.
- the elastomer coverage on the side surface in the width direction of the metal cord 2 of the adjacent metal filament 1 is preferably 10% or more per unit length, more preferably 20% or more. is there. More preferably, the coating is 50% or more, and more preferably 80% or more. Most preferably, 90% or more is covered.
- the phase of adjacent metal filaments is different in at least one place in the metal cord 2, but the phase difference is preferably ⁇ / 4 to 7 ⁇ / 4.
- the phase difference is preferably ⁇ / 4 to 7 ⁇ / 4.
- More preferred is ⁇ / 2 to 3 ⁇ / 2, and particularly preferred is a case where the phase difference is ⁇ .
- the mold amount of the metal filament 1 is preferably about 0.03 to 0.30 mm. If the amount of molding exceeds 0.30 mm, the strength of the elastomer-metal cord composite decreases, and the effects of the present invention cannot be obtained sufficiently.
- the mold amount is preferably 0.03 to 0.30 mm, more preferably 0. 0.03 to 0.25 mm, and most preferably 0.03 to 0.20 mm.
- the molding pitch of the metal filament 1 is preferably 2 to 30 mm, more preferably 2 to 20 mm, and most preferably 3 to 15 mm.
- FIG. 5 is a schematic cross-sectional view in the width direction of a metal cord according to another preferred embodiment of the metal cord according to the elastomer-metal cord composite of the present invention. Even with such a structure, it is possible to sufficiently infiltrate the rubber between the adjacent metal filaments 1, and the effects of the present invention can be obtained.
- the elastomer-metal cord composite 10 of the present invention from the viewpoint of lightness, the elastomer-metal cord composite is thinner when the molding direction of the adjacent metal filaments 1 is the width direction of the metal cord 2. This is preferable because it is possible.
- FIG. 6 is a schematic cross-sectional view in the width direction of a metal cord according to still another preferred embodiment of the metal cord according to the elastomer-metal cord composite of the present invention.
- the metal filament 1 is spirally formed, and the five metal filaments 1 that have been spirally formed are aligned in a line without being twisted to form the metal cord 2.
- the metal filament 1 is generally a linear wire composed mainly of steel, that is, iron (the mass of iron is more than 50 mass% with respect to the total mass of the metal filament). It refers to a metal and may be composed of only iron, or may contain a metal other than iron, such as zinc, copper, aluminum, tin, and the like.
- the surface of the metal filament 1 may be plated.
- the type of plating is not particularly limited, and examples thereof include zinc plating, copper plating, brass plating, and bronze plating. Among these, brass plating is preferable. This is because the metal filament having brass plating has excellent adhesion to rubber.
- the ratio of copper to zinc (copper: zinc) is usually 60 to 70:30 to 40 on a mass basis.
- the thickness of the plating layer is generally 100 nm to 300 nm.
- the wire diameter, tensile strength, and cross-sectional shape of the metal filament 1 are not particularly limited.
- the wire diameter of the metal filament 1 can be 0.15 mm to 0.40 mm.
- the metal filament 1 one having a tensile strength of 2500 MPa or more can be used.
- the cross-sectional shape in the width direction of the metal filament 1 is not particularly limited, and may be an ellipse, a rectangle, a triangle, a polygon, or the like, but a circle is preferable.
- a wrapping filament may be used when the metal filament 1 constituting the metal cord 2 needs to be restrained.
- the elastomer 3 for coating the metal cord 2 is not particularly limited, and rubber or the like conventionally used for coating the metal cord can be used.
- natural rubber NR
- isoprene rubber IR
- epoxidized natural rubber epoxidized natural rubber
- SBR styrene butadiene rubber
- BR butadiene rubber
- NBR nitrile rubber
- Diene rubbers such as hydrogenated NBR and hydrogenated SBR and hydrogenated products thereof, ethylene propylene rubber (EPDM, EPM), maleic acid modified ethylene propylene rubber (M-EPM), butyl rubber (IIR), isobutylene and aromatic vinyl Or diene monomer copolymer
- olefin rubber such as acrylic rubber (ACM), ionomer, brominated product of Br-IIR, CI-IIR, isobutylene paramethylstyrene
- ACM acrylic rubber
- ionomer brominated product of Br-IIR, CI
- elastomers may be used alone or in combination of two or more.
- an anti-aging agent usually used in rubber products such as tires and conveyor belts, zinc oxide, stearic acid, and the like can be appropriately added to the elastomer.
- the elastomer-metal cord composite of the present invention can be produced by a known method.
- the metal cords according to the present invention can be manufactured by arranging them in parallel at a predetermined interval and coating the metal cords from above and below with a sheet made of an elastomer having a thickness of about 0.5 mm.
- the metal filament can be molded by a conventional method using a normal molder.
- the tire 100 of the present invention is formed by using the elastomer-metal cord composite 10 of the present invention, and examples thereof include passenger car tires and truck / bus tires.
- FIG. 7 shows a schematic half sectional view of a tire according to a preferred embodiment of the present invention.
- the illustrated tire 100 includes a tread portion 101 that forms a ground contact portion, a pair of sidewall portions 102 that continuously extend on both sides of the tread portion 101 and extends inward in the tire radial direction, and an inner periphery of each sidewall portion 102.
- a pneumatic tire 100 including a bead portion 103 continuous on the side.
- a tread portion 101, a sidewall portion 102, and a bead portion 103 are reinforced by a carcass 104 including a single carcass layer extending in a toroid shape from one bead portion 103 to the other bead portion 103.
- the tread portion 101 is reinforced by a belt 105 including at least two layers arranged in the tire radial direction outside the crown region of the carcass 104, in the illustrated example, two layers of a first belt layer 105a and a second belt layer 105b.
- a plurality of carcass layers of the carcass 104 may be used, and an organic fiber cord extending in a direction substantially orthogonal to the tire circumferential direction, for example, an angle of 70 to 90 ° can be preferably used.
- the elastomer-metal cord composite 10 of the present invention can be used for the first belt layer 105a and the second belt layer 105b.
- the thickness of the steel cord and the second belt layer 105b of the first belt layer 105a can be reduced, and the weight of the tire can be reduced.
- the durability and steering stability of the belt can be improved at the same time.
- the tire 100 of the present invention only needs to be made using the elastomer-metal cord composite 10 of the present invention, and the other specific tire structures are not particularly limited. Further, the application location of the elastomer-metal cord composite 10 of the present invention is not limited to the belt 105. For example, you may use as a belt reinforcement layer arrange
- an inert gas such as nitrogen, argon, helium, or the like can be used in addition to normal or adjusted oxygen partial pressure.
- Examples 1 to 6 A steel cord in which five steel filaments (wire diameter: 0.25 mm) were bundled as shown in FIG. 3 was produced. The amount of molding and the molding pitch are as shown in Table 1. The obtained steel cord was coated with a sheet made of rubber having a thickness of about 0.5 mm from both upper and lower sides, and vulcanized at 160 ° C. for 20 minutes. The following rubbers were used.
- Natural rubber 100 parts by weight Carbon black * 1 61 parts by weight Zinc white 5 parts by weight Anti-aging agent * 2 1 part by weight Vulcanization accelerator * 3 1 part by weight Sulfur 5 parts by weight * 1 N326, DBP oil absorption 72 ml / 100 g, N 2 SA 78m 2 / g * 2 N-phenyl-N'-1,3-dimethylbutyl-p-phenylenediamine (trade name: NOCRACK 6C, manufactured by Ouchi Shinsei Chemical Co., Ltd.) * 3 N, N'-dicyclohexyl-2-benzothiazylsulfenamide (trade name: Noxeller DZ, manufactured by Ouchi Shinsei Chemical Co., Ltd.)
- the obtained rubber-steel cord composite was used as a reinforcing material for the belt layer to produce a tire of the type shown in FIG. 6 (size: 205 / 55R16).
- the number of driven steel cords of the rubber-steel cord composite was 25/50 mm, and the belt angle was 62 °.
- the obtained tire was evaluated for steel cord breakability and steering stability by the following procedure.
- the elastomer coverage was calculated according to the following procedure. The obtained results are also shown in Table 1.
- ⁇ Elastomer coverage (%)> The elastomer coverage was obtained by drawing each rubber-steel cord composite from the tire from four locations on the tire circumference and from the entire belt width, and measuring the amount of rubber remaining on the cord. The calculation formula of the elastomer coverage is as follows. Elastomer coverage (rubber coating length / sample length) x 100 (%) The rubber covering length is the length of a region where the steel cord surface is completely covered with rubber when the drawn steel cord is observed from a direction perpendicular to the cord longitudinal direction. Larger numbers indicate higher adhesion and better performance.
- ⁇ Steel cord breakability evaluation method> After mounting each test tire on a standard rim as defined by JATMA standard, the vehicle is equipped with an autopilot system that can be filled with 100 kPa of internal pressure under a load condition of 1.05 times the normal load and can be turned in figure 8. Then, after running 300 laps in a figure 8 turning test course at a turning acceleration of 0.7 G and a speed of 25 km / h, the tires were dissected and the belt foldability was compared.
- the breakage rate of the steel cord was indexed based on Comparative Example 1, and ⁇ (good) when less than 100, ⁇ (equivalent) when 100 or more and less than 110, and x (bad) when 110 or more. . The results are also shown in Table 1. The smaller this value, the better the cord fatigue.
- the elastomer-metal cord composite of the present invention is excellent in the elastomer coverage.
Abstract
金属フィラメントを撚り合わせずに引き揃えた束からなる金属コードをエラストマーで被覆した、タイヤの性能を改善し得るエラストマー-金属コード複合体およびこれを用いたタイヤを提供する。 2~10本の金属フィラメント1が撚り合わされずに一列に引き揃えられた束からなる金属コード2が、エラストマー3により被覆されたエラストマー-金属コード複合体10であり、金属フィラメント1が、同一型付け量および同一ピッチで型付けされており、金属コード2中に、隣り合う金属フィラメント1同士の位相が異なる金属フィラメントの対が少なくとも1つ存在する。
Description
本発明は、エラストマー-金属コード複合体およびタイヤに関し、詳しくは、金属フィラメントを撚り合わせずに引き揃えた束からなる金属コードをエラストマーで被覆したエラストマー-金属コード複合体およびこれを用いたタイヤに関する。
近年、自動車の燃費を向上させるために、タイヤを軽量化する要求が高まっている。タイヤの軽量化の手段として、ベルト補強用の金属コードが注目され、金属フィラメントを撚らずにベルト用コードとして使用する技術が多数公開されている。例えば、特許文献1では、軽量性と耐久性とを改善するにあたって、高い引張り強度で細径の金属フィラメントを、撚らずに並列に引き揃えて金属フィラメント束とし、これを被覆ゴム中に幅方向に配列させた少なくとも2枚のベルトプライでベルト層を形成したタイヤが提案されている。このタイヤにおいては、金属フィラメント束内の金属フィラメント本数を、金属フィラメント径に応じて適正化している。また、金属フィラメント束の径方向厚みも、ベルトプライ厚みに対し特定の割合とすることも提案されている。
しかしながら、特許文献1では、軽量性と耐久性については検討されているものの、他の性能については、検討がなされていない。したがって、今後、タイヤの高性能化に伴い、金属フィラメントを撚らずにベルト用コードとして使用するにあたっては、さらなる改良が求められることが予想される。
そこで、本発明の目的は、金属フィラメントを撚り合わせずに引き揃えた束からなる金属コードをエラストマーで被覆した、タイヤの性能を改善し得るエラストマー-金属コード複合体およびこれを用いたタイヤを提供することにある。
本発明者は、上記課題を解消するために鋭意検討した結果、以下の知見を得た。すなわち、金属フィラメントを撚り合わせずに束ねた金属コードを用いると、ベルトトリートの圧縮入力時にスチールコードが面内への変形を抑制し、スチールコードの疲労性の悪化につながる。また、金属フィラメントを撚り合わせずに束ねた金属コードは隣接する金属フィラメント間ではゴムは浸透し難く、ゴムによって被覆されていない非ゴム被覆領域が発生する。したがってタイヤ転動時に、金属フィラメントが相互にずれてしまい、面内剛性の低下により、操縦安定性が損なわれるおそれがある。かかる知見に基づき、本発明者はさらに鋭意検討した結果、金属フィラメントの束の構成を下記のとおりとすることにより、上記課題を解消できることを見出し、本発明を完成するに至った。
すなわち、本発明のエラストマー-金属コード複合体は、2~10本の金属フィラメントが撚り合わされずに一列に引き揃えられた束からなる金属コードが、エラストマーにより被覆されたエラストマー-金属コード複合体において、
前記金属フィラメントが、同一型付け量および同一ピッチで型付けされており、前記金属コード中に、隣り合う金属フィラメント同士の位相が異なる金属フィラメントの対が少なくとも1つ存在することを特徴とするものである。ここで、図1は、金属フィラメントの型付け量hおよび型付けピッチpの定義を示す金属フィラメントの説明図であり、型付け量hとは金属フィラメント1の線径を含まない変動の幅をいう。なお、金属フィラメント1の型付け高さhは、型付け後の金属フィラメント1を投影機にて投影し、金属フィラメントの投影像をスクリーン等に映して計測する。
前記金属フィラメントが、同一型付け量および同一ピッチで型付けされており、前記金属コード中に、隣り合う金属フィラメント同士の位相が異なる金属フィラメントの対が少なくとも1つ存在することを特徴とするものである。ここで、図1は、金属フィラメントの型付け量hおよび型付けピッチpの定義を示す金属フィラメントの説明図であり、型付け量hとは金属フィラメント1の線径を含まない変動の幅をいう。なお、金属フィラメント1の型付け高さhは、型付け後の金属フィラメント1を投影機にて投影し、金属フィラメントの投影像をスクリーン等に映して計測する。
本発明のエラストマー-金属コード複合体においては、前記隣り合う金属フィラメント同士の位相差は、π/4~7π/4であることが好ましい。また、本発明のエラストマー-金属コード複合体においては、前記隣り合う金属フィラメントの、前記金属コードの幅方向側面におけるエラストマー被覆率が、単位長さ当たり10%以上であることが好ましい。さらに、本発明のエラストマー-金属コード複合体においては、前記金属フィラメントの型付け量が0.03~0.30mm、前記金属フィラメントの型付けピッチが2~10mmであることが好ましい。なお、本発明のエラストマー-金属コード複合体においては、真直の金属フィラメントとは、意図的に型付けをしておらず、実質的に型がついていない状態の金属フィラメントを指す。
ここで、エラストマー被覆率とは、例えば、エラストマーとしてゴムを用いた場合、本発明のエラストマー-金属コード複合体をゴム被覆した後、ゴム-スチールコード複合体からスチールコードを引き抜き、スチールコードのゴムに被覆されている部分長さを測定し、下記算出式に基づいて算出した値をいう。
エラストマー被覆率=(ゴム被覆長/試料長)×100(%)
なお、エラストマーとして、ゴム以外のエラストマーを用いた場合も、同様に算出することができる。
エラストマー被覆率=(ゴム被覆長/試料長)×100(%)
なお、エラストマーとして、ゴム以外のエラストマーを用いた場合も、同様に算出することができる。
本発明のタイヤは、本発明のエラストマー-金属コード複合体が用いられてなることを特徴とするものである。
本発明によれば、金属フィラメントを撚り合わせずに引き揃えた束からなる金属コードをエラストマーで被覆した、タイヤの性能を改善し得るエラストマー-金属コード複合体およびこれを用いたタイヤを提供することができる。
以下、本発明のエラストマー-金属コード複合体について、図面を用いて詳細に説明する。図2は、本発明の一好適な実施の形態に係るエラストマー-金属コード複合体の幅方向における部分断面図であり、図3は、本発明の一好適な実施の形態のエラストマー-金属コード複合体に係る金属コードの概略平面図であり、図4は、本発明の一好適な実施の形態のエラストマー-金属コード複合体に係る金属コードの幅方向概略断面図である。本発明のエラストマー-金属コード複合体10は、2~10本の金属フィラメント1が撚り合わされずに一列に引き揃えられた束からなる金属コード2が、エラストマー3により被覆されたものである。図示例においては、5本の金属フィラメント1が、撚り合わされずに引き揃えられ、金属コード2を形成している。
本発明のエラストマー-金属コード複合体10に係る金属コード2は、全ての金属フィラメント1が、同一型付け量および同一ピッチで型付けされており、金属コード2中に、隣り合う金属フィラメントと位相が異なるように配置された、金属フィラメントの対が少なくとも1つ存在する。このように、本発明のエラストマー-金属コード複合体10では、型付け量および型付けピッチが同一の金属フィラメント1の位相を異ならせることで、両者の位相が合致することを避けている。このような構成とすることで、隣り合う金属フィラメント1間にエラストマーを十分に浸透させることが可能となり、その結果、圧縮入力時にスチールコードが面内への変形することができ、スチールコードの疲労性の悪化を防ぐことができる。
また、前述のとおり、金属フィラメントの束は、隣接するフィラメント間ではエラストマーは浸透し難く、エラストマーによって被覆されていない非エラストマー被覆領域が発生する。したがって、金属フィラメントを撚り合わせずに束ねた金属コードをベルト用コードとして用いた場合、この非エラストマー被覆領域において、タイヤ転動時に金属フィラメントが相互にずれてしまい、その結果、ベルトの面内剛性が低下し、操縦安定性が損なわれる結果となることがある。しかしながら、本発明のエラストマー-金属コード複合体10は、隣り合う金属フィラメント1間にエラストマー3が十分に浸透するため上記の不具合が解消でき、本発明のエラストマー-金属コード複合体10をベルト用コードとして用いることで、ベルトの面内剛性を向上させ、操縦安定性を改善することができる。かかる効果を良好に得るためには、隣り合う金属フィラメント1の、金属コード2の幅方向側面におけるエラストマー被覆率は、単位長さ当たり10%以上であることが好ましく、より好ましくは20%以上である。より好ましくは50%以上被覆されており、80%以上被覆されていることが更に好ましい。もっとも好ましくは90%以上被覆されている状態である。
本発明のエラストマー-金属コード複合体は、金属コード2中の少なくとも一か所において、隣り合う金属フィラメント同士の位相が異なっているが、位相差はπ/4~7π/4が好ましい。位相差をかかる範囲とすることで、本発明の効果を良好に得ることができる。より好ましくはπ/2~3π/2、特に好ましくは、位相差がπの場合である。
本発明のエラストマー-金属コード複合体10においては、金属フィラメント1の型付け量が大きすぎると、エラストマー-金属コード複合体10中の金属コード2間の距離wが短くなり、本発明のエラストマー-金属コード複合体10をベルトとして用いた場合、ベルトの強度低下の原因となる。そのため、金属フィラメント1の型付け量は、0.03~0.30mm程度が好ましい。型付け量が0.30mmを超えると、エラストマー-金属コード複合体の強力が低下してしまい、本発明の効果を十分に得られなくなってしまう。特に、金属コード2間の距離wおよび、金属フィラメント1の強力の観点から、金属フィラメント1に型付けを施すにあたっては、型付け量は0.03~0.30mmが好適であり、より好ましくは、0.03~0.25mmであり、もっとも好ましくは0.03~0.20mmである。また、金属フィラメント1の型付けピッチは2~30mmであることが好ましく、より好ましくは、2~20mmであり、もっとも好ましくは3~15mmである。
なお、図3、4に示す金属コード2においては、型付けされている金属フィラメント1は、金属コード2の幅方向に型付けされているが、本発明のエラストマー-金属コード複合体10においては、金属フィラメント1の型付け方向は金属コード2の幅方向に対して傾いていてもよい。図5は、本発明のエラストマー-金属コード複合体に係る金属コードの他の好適な実施の形態に係る金属コードの幅方向概略断面図である。このような構造であっても、隣り合う金属フィラメント1間にゴムを十分に浸透させることが可能であり、本発明の効果を得ることができる。しかしながら、本発明のエラストマー-金属コード複合体10においては、軽量性の観点からは、隣り合う金属フィラメント1同士の型付け方向が金属コード2の幅方向であるほうが、エラストマー-金属コード複合体を薄くできるため好ましい。
また、本発明のエラストマー-金属コード複合体においては、型付けは2次元型付けのみに限らず、3次元型付けであってもよい。図6は、本発明のエラストマー-金属コード複合体に係る金属コードのさらに他の好適な実施の形態に係る金属コードの幅方向概略断面図である。図示例においては、金属フィラメント1は螺旋型付けが施されており、螺旋型付けが施された5本の金属フィラメント1が撚り合わされずに一列に引き揃えられて金属コード2を形成している。
本発明のエラストマー-金属コード複合体10においては、金属フィラメント1は、一般に、鋼、すなわち、鉄を主成分(金属フィラメントの全質量に対する鉄の質量が50質量%を超える)とする線状の金属をいい、鉄のみで構成されていてもよいし、鉄以外の、例えば、亜鉛、銅、アルミニウム、スズ等の金属を含んでいてもよい。
また、本発明のエラストマー-金属コード複合体10においては、金属フィラメント1の表面には、メッキが施されていてもよい。メッキの種類としては、特に制限されず、例えば、亜鉛メッキ、銅メッキ、ブラスメッキ、ブロンズメッキ等が挙げられる。これらの中でもブラスメッキが好ましい。ブラスメッキを有する金属フィラメントは、ゴムとの接着性が優れているからである。なお、ブラスメッキは、通常、銅と亜鉛との割合(銅:亜鉛)が、質量基準で60~70:30~40である。また、メッキ層の層厚は、一般に100nm~300nmである。
さらに、本発明のエラストマー-金属コード複合体10においては、金属フィラメント1の線径、抗張力、断面形状については特に制限はない。例えば、金属フィラメント1の線径は0.15mm~0.40mmとすることができる。また、金属フィラメント1として、抗張力が2500MPa以上のものを用いることができる。さらに、金属フィラメント1の幅方向の断面形状も特に制限されず、楕円状、矩形状、三角形状、多角形状等であってもよいが、円状が好ましい。なお、本発明のエラストマー-金属コード複合体10においては、金属コード2を構成する金属フィラメント1を拘束する必要がある場合には、ラッピングフィラメントを使用してもよい。
また、本発明のエラストマー-金属コード複合体10においては、金属コード2を被覆するエラストマー3に関しても特に制限はなく、従来、金属コードを被覆するために用いていたゴム等を用いることができる。これ以外にも、例えば、天然ゴム(NR)、イソプレンゴム(IR)、エポキシ化天然ゴム、スチレンブタジエンゴム(SBR)、ブタジエンゴム(BR、高シスBRおよび低シスBR)、ニトリルゴム(NBR)、水素化NBR、水素化SBR等のジエン系ゴムおよびその水添物、エチレンプロピレンゴム(EPDM、EPM)、マレイン酸変性エチレンプロピレンゴム(M-EPM)、ブチルゴム(IIR)、イソブチレンと芳香族ビニルまたはジエン系モノマー共重合体、アクリルゴム(ACM)、アイオノマー等のオレフィン系ゴム、Br-IIR、CI-IIR、イソブチレンパラメチルスチレン共重合体の臭素化物(Br-IPMS)、クロロプレンゴム(CR)、ヒドリンゴム(CHR)、クロロスルホン化ポリエチレンゴム(CSM)、塩素化ポリエチレンゴム(CM)、マレイン酸変性塩素化ポリエチレンゴム(M-CM)等の含ハロゲンゴム、メチルビニルシリコンゴム、ジメチルシリコンゴム、メチルフェニルビニルシリコンゴム等のシリコンゴム、ポリスルフィドゴム等の含イオウゴム、ビニリデンフルオライド系ゴム、含フッ素ビニルエーテル系ゴム、テトラフルオロエチレン-プロピレン系ゴム、含フッ素シリコン系ゴム、含フッ素ホスファゼン系ゴム等のフッ素ゴム、スチレン系エラストマー、オレフィン系エラストマー、エステル系エラストマー、ウレタン系エラストマー、ポリアミド系エラストマー等の熱可塑性エラストマーを好ましく使用することができる。これらのエラストマーは1種単独で用いてもよく、2種以上を混合して用いてもよい。また、エラストマーには、硫黄、加硫促進剤、カーボンブラックの他に、タイヤやコンベアベルト等のゴム製品で通常使用される老化防止剤、酸化亜鉛、ステアリン酸等を適宜配合することができる。
本発明のエラストマー-金属コード複合体は、既知の方法にて製造することができる。例えば、本発明に係る金属コードを所定の間隔で平行に並べ、この金属コードを上下両側から、エラストマーからなる厚さ0.5mm程度のシートでコーティングして製造することができる。また、金属フィラメントの型付けについても、通常の型付け機を用いて、従来の手法で行うことができる。
次に、本発明のタイヤについて説明する。
本発明のタイヤ100は、本発明のエラストマー-金属コード複合体10を用いてなるものであり、例えば、乗用車用タイヤやトラック・バス用タイヤを挙げることができる。図7に、本発明の一好適な実施の形態に係るタイヤの概略片側断面図を示す。図示するタイヤ100は、接地部を形成するトレッド部101と、このトレッド部101の両側部に連続してタイヤ半径方向内方へ延びる一対のサイドウォール部102と、各サイドウォール部102の内周側に連続するビード部103とを備えた空気入りタイヤ100である。
本発明のタイヤ100は、本発明のエラストマー-金属コード複合体10を用いてなるものであり、例えば、乗用車用タイヤやトラック・バス用タイヤを挙げることができる。図7に、本発明の一好適な実施の形態に係るタイヤの概略片側断面図を示す。図示するタイヤ100は、接地部を形成するトレッド部101と、このトレッド部101の両側部に連続してタイヤ半径方向内方へ延びる一対のサイドウォール部102と、各サイドウォール部102の内周側に連続するビード部103とを備えた空気入りタイヤ100である。
図示するタイヤ100は、トレッド部101、サイドウォール部102およびビード部103は、一方のビード部103から他方のビード部103にわたってトロイド状に延びる一枚のカーカス層からなるカーカス104により補強されている。また、トレッド部101は、カーカス104のクラウン領域のタイヤ径方向外側に配設した少なくとも2層、図示する例では2層の第1ベルト層105aと第2ベルト層105bとからなるベルト105により補強されている。ここで、カーカス104のカーカス層は複数枚としてもよく、タイヤ周方向に対してほぼ直交する方向、例えば、70~90°の角度で延びる有機繊維コードを好適に用いることができる。
本発明のタイヤ100においては、第1ベルト層105aおよび第2ベルト層105bに、上記本発明のエラストマー-金属コード複合体10を用いることができる。本発明のエラストマー-金属コード複合体10を用いることにより、第1ベルト層105aのスチールコードと第2ベルト層105bの厚みを薄くすることができ、タイヤの軽量化を図ることができる。また、本発明のエラストマー-金属コード複合体10をベルト用コードに用いることで、ベルトの耐久性および操縦安定性を同時に向上させることができる。
本発明のタイヤ100は、本発明のエラストマー-金属コード複合体10を用いてなるものであればよく、それ以外の具体的なタイヤ構造についても、特に制限されるものではない。また、本発明のエラストマー-金属コード複合体10の適用箇所はベルト105に限られるものではない。例えば、ベルト105のタイヤ径方向外側に配置されたベルト補強層や、その他の補強部材としても用いてもよい。なお、タイヤ100に充填する気体としては、通常のあるいは酸素分圧を調整した空気の他、窒素、アルゴン、ヘリウム等の不活性ガスを用いることができる。
以下、本発明を、実施例を用いてより詳細に説明する。
<実施例1~6>
図3に示すような、5本のスチールフィラメント(線径:0.25mm)を束ねたスチールコードを作製した。型付け量、型付けピッチは表1に示すとおりである。得られたスチールコードを上下両側から、ゴムからなる厚さ0.5mm程度のシートでコーティングし、160℃、20分にて加硫を行った。なお、ゴムとしては、下記のものを用いた。
<実施例1~6>
図3に示すような、5本のスチールフィラメント(線径:0.25mm)を束ねたスチールコードを作製した。型付け量、型付けピッチは表1に示すとおりである。得られたスチールコードを上下両側から、ゴムからなる厚さ0.5mm程度のシートでコーティングし、160℃、20分にて加硫を行った。なお、ゴムとしては、下記のものを用いた。
天然ゴム 100質量部
カーボンブラック*1 61質量部
亜鉛華 5質量部
老化防止剤*2 1質量部
加硫促進剤*3 1質量部
硫黄 5質量部
*1 N326、DBP吸油量 72ml/100g、N2SA 78m2/g
*2 N-フェニル-N’-1,3-ジメチルブチル-p-フェニレンジアミン(商品名:ノクラック6C、大内新興化学工業株式会社製)
*3 N,N’-ジシクロヘキシル-2-ベンゾチアジルスルフェンアミド(商品名:ノクセラーDZ、大内新興化学工業株式会社製)
カーボンブラック*1 61質量部
亜鉛華 5質量部
老化防止剤*2 1質量部
加硫促進剤*3 1質量部
硫黄 5質量部
*1 N326、DBP吸油量 72ml/100g、N2SA 78m2/g
*2 N-フェニル-N’-1,3-ジメチルブチル-p-フェニレンジアミン(商品名:ノクラック6C、大内新興化学工業株式会社製)
*3 N,N’-ジシクロヘキシル-2-ベンゾチアジルスルフェンアミド(商品名:ノクセラーDZ、大内新興化学工業株式会社製)
<比較例1>
全てのスチールフィラメントを真直なものとしたこと以外は実施例1と同様にしてゴム-スチールコード複合体を作製した。
全てのスチールフィラメントを真直なものとしたこと以外は実施例1と同様にしてゴム-スチールコード複合体を作製した。
<比較例2>
位相差を設けなかったこと以外は実施例1と同様にしてゴム-スチールコード複合体を作製した。
位相差を設けなかったこと以外は実施例1と同様にしてゴム-スチールコード複合体を作製した。
得られた各ゴム-スチールコード複合体を、ベルト層の補強材として用い、図6に示すタイプのタイヤ(サイズ:205/55R16)を作製した。ゴム-スチールコード複合体のスチールコードの打ち込み数は25本/50mm、ベルト角度は62°とした。得られたタイヤにつき、スチールコード折れ性および操縦安定性について、下記の手順で評価を行った。なお、エラストマー被覆率は、以下の手順で算出した。得られた結果を表1に併記する。
<エラストマー被覆率(%)>
エラストマー被覆率は、タイヤから各ゴム-スチールコード複合体を、タイヤ周上4箇所、ベルト幅全域から引き抜き、コード上に残っているゴム付き量を測定し求めた。エラストマー被覆率の算出式は以下のとおりである。
エラストマー被覆率=(ゴム被覆長/試料長)×100(%)
なお、ゴム被覆長は引き抜いたスチールコードをコード長手方向に直行する方向から観察した際にスチールコード表面がゴムで完全に被覆されている領域の長さである。数字が大きいほど接着力が高く、性能がよいことを示す。
エラストマー被覆率は、タイヤから各ゴム-スチールコード複合体を、タイヤ周上4箇所、ベルト幅全域から引き抜き、コード上に残っているゴム付き量を測定し求めた。エラストマー被覆率の算出式は以下のとおりである。
エラストマー被覆率=(ゴム被覆長/試料長)×100(%)
なお、ゴム被覆長は引き抜いたスチールコードをコード長手方向に直行する方向から観察した際にスチールコード表面がゴムで完全に被覆されている領域の長さである。数字が大きいほど接着力が高く、性能がよいことを示す。
<強力>
得られたゴム-スチールコード複合体から、所定本数のスチールフィラメントからなる束コードを採取し、解剖した束コードを間隔約100mmでつかみ、破断するまで徐々に引っ張り、破断荷重をインストロン社の万能材料試験機にて測定した。得られた値を、比較例1を100とする指数にて表示した。この値が大きいほど、強力に優れていることを意味する。得られた結果を表1、2に併記する。
得られたゴム-スチールコード複合体から、所定本数のスチールフィラメントからなる束コードを採取し、解剖した束コードを間隔約100mmでつかみ、破断するまで徐々に引っ張り、破断荷重をインストロン社の万能材料試験機にて測定した。得られた値を、比較例1を100とする指数にて表示した。この値が大きいほど、強力に優れていることを意味する。得られた結果を表1、2に併記する。
<スチールコード折れ性評価法>
各供試タイヤをJATMA規格に定める標準リムに装着後、正規荷重の1.05倍の荷重条件にて、100kPa内圧を充填し、8の字旋回走行が可能な自動操縦装置を備えた車両にて、8の字旋回テストコースを旋回加速度0.7G、時速25km/hで300ラップ走行後、タイヤを解剖してベルト折れ性を比較した。実施例は比較例1を基準としてスチールコードの破断発生率を指数化し、100未満の場合を◎(良好)、100以上110未満の場合を○(同等)、110以上を×(悪い)とした。結果を表1に併記する。この数値が小さいほど、コード疲労性に優れている。
各供試タイヤをJATMA規格に定める標準リムに装着後、正規荷重の1.05倍の荷重条件にて、100kPa内圧を充填し、8の字旋回走行が可能な自動操縦装置を備えた車両にて、8の字旋回テストコースを旋回加速度0.7G、時速25km/hで300ラップ走行後、タイヤを解剖してベルト折れ性を比較した。実施例は比較例1を基準としてスチールコードの破断発生率を指数化し、100未満の場合を◎(良好)、100以上110未満の場合を○(同等)、110以上を×(悪い)とした。結果を表1に併記する。この数値が小さいほど、コード疲労性に優れている。
<操縦安定性評価法>
各供試タイヤをJATMA規格に定める標準リムに装着後、乾燥状態(ドライ)のサーキットにおけるドライバーのフィーリング走行により、操縦安定性の評価を行った。実施例は比較例1を基準の○として、劣っている場合を×、優れている場合を◎として、表1に示す。
各供試タイヤをJATMA規格に定める標準リムに装着後、乾燥状態(ドライ)のサーキットにおけるドライバーのフィーリング走行により、操縦安定性の評価を行った。実施例は比較例1を基準の○として、劣っている場合を×、優れている場合を◎として、表1に示す。
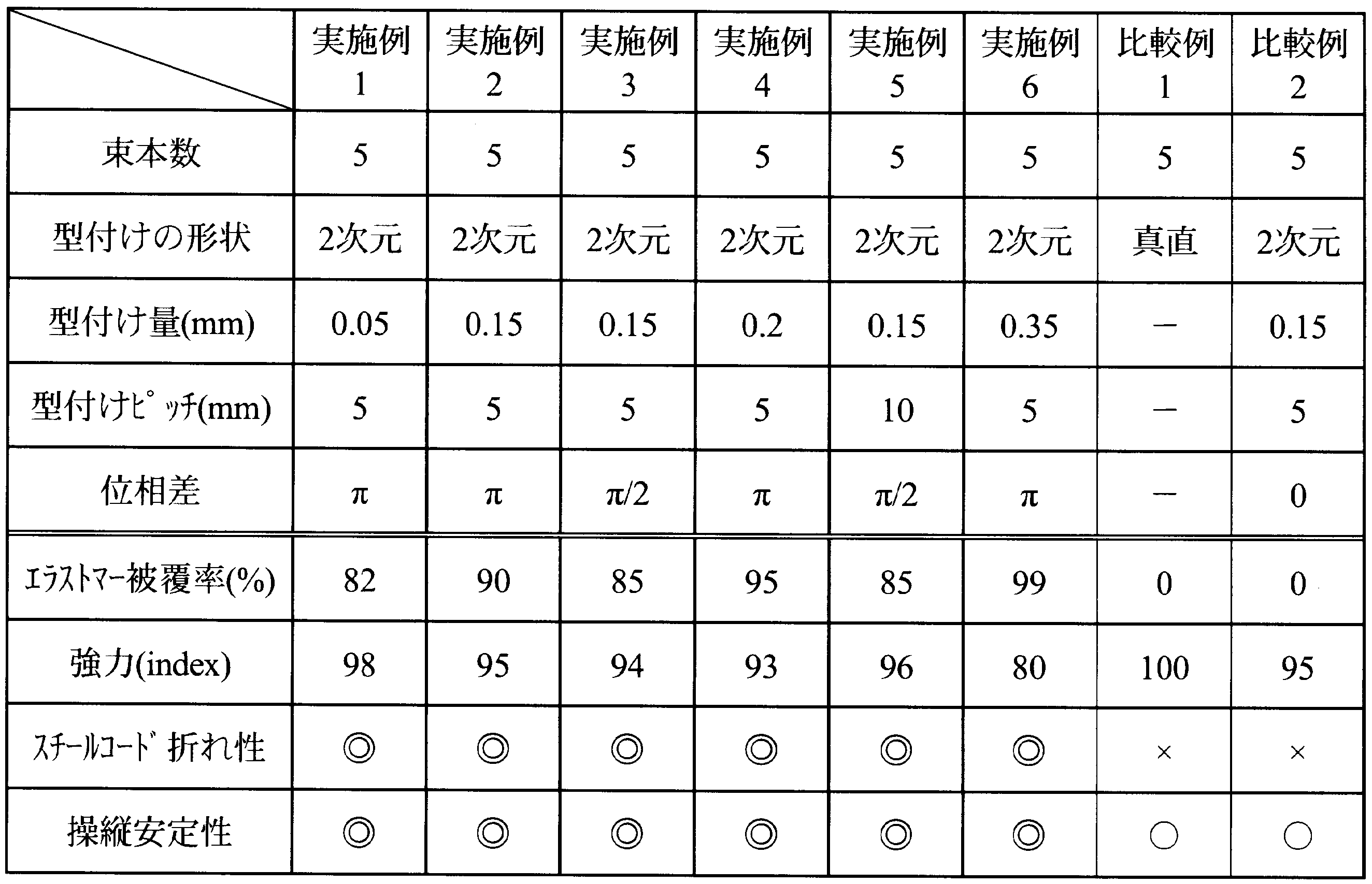
以上より、本発明のエラストマー-金属コード複合体は、エラストマー被覆率に優れていることがわかる。
1 金属フィラメント
2 金属コード
3 エラストマー
10 エラストマー-金属コード複合体
100 タイヤ(空気入りタイヤ)
101 トレッド部
102 サイドウォール部
103 ビード部
104 カーカス
105 ベルト層
2 金属コード
3 エラストマー
10 エラストマー-金属コード複合体
100 タイヤ(空気入りタイヤ)
101 トレッド部
102 サイドウォール部
103 ビード部
104 カーカス
105 ベルト層
Claims (5)
- 2~10本の金属フィラメントが撚り合わされずに一列に引き揃えられた束からなる金属コードが、エラストマーにより被覆されたエラストマー-金属コード複合体において、
前記金属フィラメントが、同一型付け量および同一ピッチで型付けされており、前記金属コード中に、隣り合う金属フィラメント同士の位相が異なる金属フィラメントの対が少なくとも1つ存在することを特徴とするエラストマー-金属コード複合体。 - 前記隣り合う金属フィラメント同士の位相差が、π/4~7π/4である請求項1記載のエラストマー-金属コード複合体。
- 前記隣り合う金属フィラメントの、前記金属コードの幅方向側面におけるエラストマー被覆率が、単位長さ当たり10%以上である請求項1または2記載のエラストマー-金属コード複合体。
- 前記金属フィラメントの型付け量が0.03~0.30mm、前記金属フィラメントの型付けピッチが2~10mmである請求項1~3のうちいずれか一項記載のエラストマー-金属コード複合体。
- 請求項1~4のうちいずれか一項記載のエラストマー-金属コード複合体が用いられてなることを特徴とするタイヤ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019512504A JPWO2018190309A1 (ja) | 2017-04-11 | 2018-04-09 | エラストマー−金属コード複合体およびこれを用いたタイヤ |
| CN201880024541.4A CN110494301A (zh) | 2017-04-11 | 2018-04-09 | 弹性体-金属帘线复合体和使用其的轮胎 |
| EP18784349.5A EP3611034B1 (en) | 2017-04-11 | 2018-04-09 | Elastomer-metal cord composite and tire using same |
| US16/597,917 US20200039294A1 (en) | 2017-04-11 | 2019-10-10 | Elastomer-metal cord composite and tire using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-078441 | 2017-04-11 | ||
| JP2017078441 | 2017-04-11 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/597,917 Continuation US20200039294A1 (en) | 2017-04-11 | 2019-10-10 | Elastomer-metal cord composite and tire using same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018190309A1 true WO2018190309A1 (ja) | 2018-10-18 |
Family
ID=63792920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/014966 WO2018190309A1 (ja) | 2017-04-11 | 2018-04-09 | エラストマー-金属コード複合体およびこれを用いたタイヤ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20200039294A1 (ja) |
| EP (1) | EP3611034B1 (ja) |
| JP (1) | JPWO2018190309A1 (ja) |
| CN (1) | CN110494301A (ja) |
| WO (1) | WO2018190309A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080444A1 (ja) * | 2018-10-17 | 2020-04-23 | 株式会社ブリヂストン | エラストマー-金属コード複合体およびこれを用いたタイヤ |
| WO2020080443A1 (ja) * | 2018-10-17 | 2020-04-23 | 株式会社ブリヂストン | タイヤ |
| WO2021117491A1 (ja) * | 2019-12-13 | 2021-06-17 | 株式会社ブリヂストン | タイヤ |
| US11833867B2 (en) | 2018-10-17 | 2023-12-05 | Bridgestone Corporation | Tire |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49134783A (ja) * | 1973-04-26 | 1974-12-25 | ||
| JPH07145578A (ja) * | 1993-11-22 | 1995-06-06 | Tokyo Seiko Co Ltd | 形付け素線収束コード及び車両用タイヤ |
| JPH0913288A (ja) * | 1995-06-22 | 1997-01-14 | Bridgestone Corp | ゴム物品補強用スチールコードおよび空気入りラジアルタイヤ |
| JP2000129583A (ja) * | 1998-10-16 | 2000-05-09 | Yokohama Rubber Co Ltd:The | スチールコード及びこれを用いた空気入りラジアルタイヤ |
| JP2000198311A (ja) * | 1999-01-06 | 2000-07-18 | Toyo Tire & Rubber Co Ltd | タイヤ用補強材および空気入りタイヤ |
| JP2001334810A (ja) | 2000-05-29 | 2001-12-04 | Bridgestone Corp | 空気入りラジアルタイヤ |
| JP2002339276A (ja) * | 2001-05-09 | 2002-11-27 | Sumitomo Rubber Ind Ltd | 金属コード及びそれを用いた空気入りタイヤ |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3682222A (en) * | 1970-01-06 | 1972-08-08 | Steelastic Co | Pneumatic tire having helical reinforcing filaments |
| JP2883355B2 (ja) * | 1989-07-06 | 1999-04-19 | 株式会社ブリヂストン | 航空機用ラジアルタイヤ |
| JP3016622B2 (ja) * | 1991-04-27 | 2000-03-06 | 株式会社ブリヂストン | 空気入りラジアルタイヤ |
| JPH1111107A (ja) * | 1997-06-25 | 1999-01-19 | Bridgestone Corp | 乗用車用空気入りラジアルタイヤ |
| DE60043552D1 (de) * | 1999-07-07 | 2010-01-28 | Sumitomo Rubber Ind | Luftreifen |
| JP4153127B2 (ja) * | 1999-07-07 | 2008-09-17 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| JP2006160121A (ja) * | 2004-12-08 | 2006-06-22 | Bridgestone Corp | 空気入りタイヤ |
| US8479793B2 (en) * | 2006-12-26 | 2013-07-09 | Bridgestone Corporation | Pneumatic tire |
| KR100916917B1 (ko) * | 2007-11-06 | 2009-09-09 | 주식회사 효성 | 단선 스틸코드 |
| US8079392B2 (en) * | 2008-12-19 | 2011-12-20 | The Goodyear Tire & Rubber Company | Alternating straight/wavy reinforcement structure for pneumatic tire |
-
2018
- 2018-04-09 JP JP2019512504A patent/JPWO2018190309A1/ja not_active Ceased
- 2018-04-09 WO PCT/JP2018/014966 patent/WO2018190309A1/ja unknown
- 2018-04-09 EP EP18784349.5A patent/EP3611034B1/en active Active
- 2018-04-09 CN CN201880024541.4A patent/CN110494301A/zh active Pending
-
2019
- 2019-10-10 US US16/597,917 patent/US20200039294A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49134783A (ja) * | 1973-04-26 | 1974-12-25 | ||
| JPH07145578A (ja) * | 1993-11-22 | 1995-06-06 | Tokyo Seiko Co Ltd | 形付け素線収束コード及び車両用タイヤ |
| JPH0913288A (ja) * | 1995-06-22 | 1997-01-14 | Bridgestone Corp | ゴム物品補強用スチールコードおよび空気入りラジアルタイヤ |
| JP2000129583A (ja) * | 1998-10-16 | 2000-05-09 | Yokohama Rubber Co Ltd:The | スチールコード及びこれを用いた空気入りラジアルタイヤ |
| JP2000198311A (ja) * | 1999-01-06 | 2000-07-18 | Toyo Tire & Rubber Co Ltd | タイヤ用補強材および空気入りタイヤ |
| JP2001334810A (ja) | 2000-05-29 | 2001-12-04 | Bridgestone Corp | 空気入りラジアルタイヤ |
| JP2002339276A (ja) * | 2001-05-09 | 2002-11-27 | Sumitomo Rubber Ind Ltd | 金属コード及びそれを用いた空気入りタイヤ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3611034A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080444A1 (ja) * | 2018-10-17 | 2020-04-23 | 株式会社ブリヂストン | エラストマー-金属コード複合体およびこれを用いたタイヤ |
| WO2020080443A1 (ja) * | 2018-10-17 | 2020-04-23 | 株式会社ブリヂストン | タイヤ |
| US11833867B2 (en) | 2018-10-17 | 2023-12-05 | Bridgestone Corporation | Tire |
| WO2021117491A1 (ja) * | 2019-12-13 | 2021-06-17 | 株式会社ブリヂストン | タイヤ |
| JP7312100B2 (ja) | 2019-12-13 | 2023-07-20 | 株式会社ブリヂストン | タイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200039294A1 (en) | 2020-02-06 |
| EP3611034A1 (en) | 2020-02-19 |
| EP3611034B1 (en) | 2022-06-15 |
| JPWO2018190309A1 (ja) | 2020-02-27 |
| EP3611034A4 (en) | 2020-11-18 |
| CN110494301A (zh) | 2019-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018190308A1 (ja) | エラストマー-金属コード複合体およびこれを用いたタイヤ | |
| WO2018190309A1 (ja) | エラストマー-金属コード複合体およびこれを用いたタイヤ | |
| JP2018176960A (ja) | エラストマー−金属コード複合体およびタイヤ | |
| JPH11227424A (ja) | 空気入り安全タイヤ | |
| US11833867B2 (en) | Tire | |
| JP2000025411A (ja) | 乗用車用空気入りタイヤ | |
| US20210354515A1 (en) | Tire | |
| JP7351846B2 (ja) | エラストマー-金属コード複合体およびこれを用いたタイヤ | |
| JP7420731B2 (ja) | エラストマー-金属コード複合体およびこれを用いたタイヤ | |
| WO2020080446A1 (ja) | タイヤ | |
| WO2020080445A1 (ja) | タイヤ | |
| WO2020080440A1 (ja) | エラストマー-金属コード複合体およびこれを用いたタイヤ | |
| JP7199311B2 (ja) | 空気入りタイヤ | |
| JP2020062970A (ja) | タイヤ | |
| JP2020062968A (ja) | タイヤ | |
| JP2000225806A (ja) | 乗用車用空気入りラジアルタイヤ | |
| JP7397656B2 (ja) | タイヤ | |
| JP7430525B2 (ja) | タイヤ | |
| JP2019006278A (ja) | ランフラットタイヤ及びその製造方法 | |
| JP2019217918A (ja) | 空気入りタイヤ | |
| JP2000225809A (ja) | 乗用車用空気入りラジアルタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18784349 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019512504 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018784349 Country of ref document: EP Effective date: 20191111 |