WO2018181275A1 - 三次元造形物の製造方法 - Google Patents
三次元造形物の製造方法 Download PDFInfo
- Publication number
- WO2018181275A1 WO2018181275A1 PCT/JP2018/012355 JP2018012355W WO2018181275A1 WO 2018181275 A1 WO2018181275 A1 WO 2018181275A1 JP 2018012355 W JP2018012355 W JP 2018012355W WO 2018181275 A1 WO2018181275 A1 WO 2018181275A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- dimensional structure
- composition
- layer
- particles
- forming
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/103—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing an organic binding agent comprising a mixture of, or obtained by reaction of, two or more components other than a solvent or a lubricating agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/001—Rapid manufacturing of 3D objects by additive depositing, agglomerating or laminating of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/03—Printing inks characterised by features other than the chemical nature of the binder
- C09D11/037—Printing inks characterised by features other than the chemical nature of the binder characterised by the pigment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/32—Inkjet printing inks characterised by colouring agents
- C09D11/322—Pigment inks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
- B22F10/43—Structures for supporting workpieces or articles during manufacture and removed afterwards characterised by material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/70—Recycling
- B22F10/73—Recycling of powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
- B22F12/224—Driving means for motion along a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
信頼性に優れた三次元造形物を製造することができる三次元造形物の製造方法を提供すること。 本発明の三次元造形物の製造方法は、複数の層を積層して三次元造形物を製造する方法であって、複数個の粒子を含む組成物を用いて前記層を形成する層形成工程と、前記層にレーザー光を照射し、前記層中に含まれる前記粒子同士を接合する接合工程とを含む一連の工程を繰り返し行い、前記粒子の平均粒径をD50[μm]、前記層形成工程で形成された前記層の厚さをDS[μm]としたとき、DS/D50<5.0の関係を満たし、前記接合工程により前記粒子同士が接合された状態の前記層の表面の算術平均高さSaが15μm以下であることを特徴とする。
Description
本発明は、三次元造形物の製造方法に関する。
従来より、複数個の粒子を含む組成物を用いた三次元造形物の製造が行われてきている。特に、近年、三次元物体のモデルデータを多数の二次元断面層データ(スライスデータ)に分割した後、各二次元断面層データに対応する断面部材(層)を順次造形しつつ、断面部材を順次積層することによって三次元造形物を形成する積層法(三次元造形法)が注目されている。
積層法は、造形しようとする三次元造形物のモデルデータさえあれば、直ちに形成することが可能であり、造形に先立って金型を作成する等の必要がないので、迅速にしかも安価に三次元造形物を形成することが可能である。また、薄い板状の断面部材を一層ずつ積層して形成するので、例えば内部構造を有する複雑な物体であっても、複数の部品に分けることなく一体の造形物として形成することが可能である。
三次元造形物の製造方法としては、粉末をスキージで層形成し当該層にレーザー光を照射して粒子同士を接合する方法や、粒子と、粒子を分散させる溶剤とを含む組成物を用いて層を形成した後に、当該層にレーザー光を照射し、粒子同士を接合する方法がある(例えば、特許文献1参照)。
このような方法では、レーザー光を照射する際に、粒子やその溶融物が飛散してしまったり、三次元造形物の内部に空隙(空孔、鬆)が形成されてしまうことにより、最終的に得られる三次元造形物の寸法精度が低下したり、三次元造形物の強度が低下すること等により、三次元造形物の信頼性が低下するという問題があった。
本発明の目的は、信頼性に優れた三次元造形物を製造することができる三次元造形物の製造方法を提供することにある。
このような目的は、下記の本発明により達成される。
本発明の三次元造形物の製造方法は、複数の層を積層して三次元造形物を製造する方法であって、
複数個の粒子を含む組成物を用いて前記層を形成する層形成工程と、前記層にレーザー光を照射し、前記層中に含まれる前記粒子同士を接合する接合工程とを含む一連の工程を繰り返し行い、
前記粒子の平均粒径をD50[μm]、前記層形成工程で形成された前記層の厚さをDS[μm]としたとき、DS/D50<5.0の関係を満たし、
前記接合工程により前記粒子同士が接合された状態の前記層の表面の算術平均高さSaが15μm以下であることを特徴とする。
本発明の三次元造形物の製造方法は、複数の層を積層して三次元造形物を製造する方法であって、
複数個の粒子を含む組成物を用いて前記層を形成する層形成工程と、前記層にレーザー光を照射し、前記層中に含まれる前記粒子同士を接合する接合工程とを含む一連の工程を繰り返し行い、
前記粒子の平均粒径をD50[μm]、前記層形成工程で形成された前記層の厚さをDS[μm]としたとき、DS/D50<5.0の関係を満たし、
前記接合工程により前記粒子同士が接合された状態の前記層の表面の算術平均高さSaが15μm以下であることを特徴とする。
これにより、信頼性に優れた三次元造形物を製造することができる三次元造形物の製造方法を提供することができる。
本発明の三次元造形物の製造方法では、前記接合工程により前記粒子同士が接合された状態の前記層の表面の最大高さSzが250μm以下であることが好ましい。
これにより、三次元造形物の寸法精度をさらに向上させることができる。
これにより、三次元造形物の寸法精度をさらに向上させることができる。
本発明の三次元造形物の製造方法では、前記組成物を吐出して前記層を形成することが好ましい。
これにより、製造すべき三次元造形物の断面形状等に対応するパターンで、三次元造形物形成用組成物を付与することができ、より微細な構造を有する三次元造形物も好適に製造することができる。また、三次元造形物形成用組成物の無駄を抑制することができ、また、三次元造形物の製造に利用されなかった三次元造形物形成用組成物等の回収を省略または簡略化することができる。
本発明の三次元造形物の製造方法では、前記組成物を平坦化手段により平坦化して前記層を形成することが好ましい。
これにより、接合部が設けられた層を形成するための走査処理の回数を減らすことができ、三次元造形物の生産性をより向上させることができる。また、単一種の組成物(三次元造形物製造用組成物)を用いた場合でも、複雑な形状の三次元造形物であっても好適に製造することができる。また、単一種の三次元造形物製造用組成物を用いることにより、接合部の形成に利用されなかった三次元造形物製造用組成物(粒子)を容易に回収し、再利用に供することができる。
本発明の三次元造形物の製造方法では、前記層形成工程で形成された前記層の厚さDSが、5μm以上300μm以下であることが好ましい。
これにより、三次元造形物の生産性を向上させつつ、三次元造形物の信頼性(特に、寸法精度、強度等)をより向上させることができる。
本発明の三次元造形物の製造方法では、前記粒子の平均粒径D50が、0.1μm以上50μm未満であることが好ましい。
これにより、三次元造形物の生産性をより向上させつつ、三次元造形物の信頼性をより向上させることができる。
以下、添付する図面を参照しつつ、好適な実施形態について詳細な説明をする。
《三次元造形物の製造方法》
まず、本発明の三次元造形物の製造方法について説明する。
《三次元造形物の製造方法》
まず、本発明の三次元造形物の製造方法について説明する。
<第1実施形態>
図1~図10は、本発明の第1実施形態の三次元造形物の製造方法の工程を模式的に示す縦断面図である。図11は、本発明の第1実施形態の三次元造形物の製造方法を示すフローチャートである。
図1~図10は、本発明の第1実施形態の三次元造形物の製造方法の工程を模式的に示す縦断面図である。図11は、本発明の第1実施形態の三次元造形物の製造方法を示すフローチャートである。
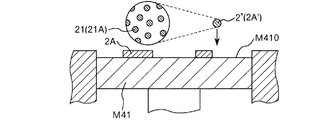
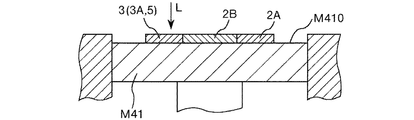
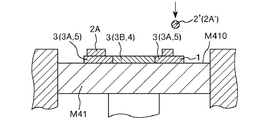
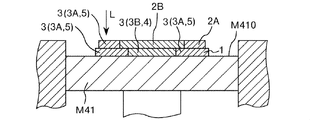
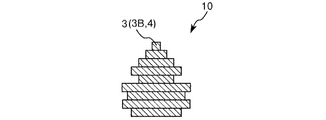
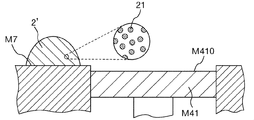
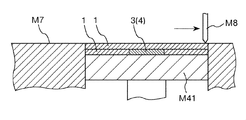
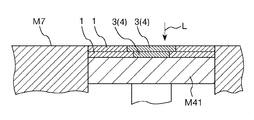
本実施形態の三次元造形物10の製造方法は、複数の層1を積層して三次元造形物10を製造する方法であって、複数個の粒子21を含む三次元造形物製造用組成物(組成物)2’を用いて層1を形成する層形成工程(図1、図2、図5、図6参照)と、層1にレーザー光Lを照射し、層1中に含まれる粒子21同士を接合する接合工程(図3、図4、図7、図8参照)とを含む一連の工程を繰り返し行う(図9参照)。
そして、粒子21の平均粒径をD50[μm]、層形成工程で形成された層1の厚さをDS[μm]としたとき、DS/D50<5.0の関係を満たし、接合工程により粒子21同士が接合された状態の層1の表面の算術平均高さSa(ISO 25178)が15μm以下である。
これにより、粒子21やその溶融物(以下、単に「粒子21等」ともいう)が飛散してしまったり、三次元造形物10の内部に空隙(空孔、鬆)が形成されてしまうことにより、三次元造形物10の寸法精度が低下したり、三次元造形物10の強度が低下すること等を効果的に防止することができ、信頼性に優れた三次元造形物10を製造することができる三次元造形物10の製造方法を提供することができる。
より具体的には、従来においては、複数個の粒子を含む層にレーザー光を照射すると、そのエネルギーにより、当該粒子が層の当初の位置からはじき出されたり、当該粒子の溶融物の液溜り(溶融プール)が波打ち、レーザー光の走査等に伴い、当該溶融物がはじき出されることがあり、これにより、レーザー光照射後の層の表面の不本意な凹凸が発生し、最終的に得られる三次元造形物の寸法精度が低くなるという問題があった。また、はじき出された粒子等が層の他の部位に付着すること等により、三次元造形物の内部に空隙(空孔、鬆)が形成され、三次元造形物の強度が低下するという問題があった。以上のようなことから、三次元造形物の信頼性は、低いものであった。これに対し、本発明では、粒子の平均粒径D50と、層形成工程で形成された層の厚さDSとで所定の関係(DS/D50<5.0)を満足するとともに、接合工程により形成された層(接合工程により粒子同士が接合された状態の層)の表面の算術平均高さSaが所定値以下(15μm以下)であることにより、上記のような問題の発生を防止することができる点に特徴を有する。なお、上記のような接合工程により形成された層の表面の算術平均高さSaについての条件は、少なくとも、製造すべき三次元造形物の実体部に対応する領域において満足していればよい。例えば、本実施形態のように、サポート部5を形成する場合には、サポート部5に対応する領域では、上記のような算術平均高さSaについての条件を満足していなくてもよいが、実体部4に対応する領域およびサポート部5に対応する領域の両方において、上記のような算術平均高さSaについての条件を満足しているのが好ましい。これにより、前述したような効果がより顕著に発揮される。
本発明において、平均粒径とは、体積基準の平均粒径を言い、例えば、サンプルをメタノールに添加し、超音波分散器で3分間分散した分散液をコールターカウンター法粒度分布測定器(COULTER ELECTRONICS INS製TA-II型)にて、50μmのアパチャーを用いて測定することにより求めることができる。
これに対し、前述した条件を満足しない場合には、上記のような優れた効果は得られない。
例えば、粒子の平均粒径D50に対する層の厚さDSの比率(DS/D50)が大きすぎると、レーザー光を照射した際の粒子等の飛散や、三次元造形物の内部における空隙(空孔、鬆)が生じやすくなる。特に、DSが大きい値であることによりDS/D50の値が大きい場合には、厚さ方向(高さ方向)において、層の厚さより精密な三次元造形物の製造が困難となり、その結果として、三次元造形物の寸法精度が低下する。また、D50が小さい値であることによりDS/D50の値が大きい場合には、上記のようなレーザー光を照射した際の粒子等の飛散や、三次元造形物の内部における空隙(空孔、鬆)の発生がより顕著になる。また、三次元造形物製造用組成物の流動性が低下し、三次元造形物製造用組成物の取り扱いのしやすさが低下するとともに、三次元造形物の生産性が低下する。また、D50の値が特に小さい場合には、三次元造形物製造用組成物中における粒子の凝集を生じやすくなり、レーザー光照射前の段階において、層の表面の不本意な凹凸が生じやすくなる。その結果、レーザー光を照射した際の粒子等の飛散等による影響と相まって、三次元造形物の寸法精度は特に低くなる。
また、接合工程により粒子同士が接合された状態の層の表面の算術平均高さSaが大きすぎると、層の表面に存在する凹凸が当該層の上面に形成される層の形状にも大きな影響を与え、最終的に得られる三次元造形物の寸法精度が低下する。
前述したように、粒子21の平均粒径をD50[μm]、層形成工程で形成された層1の厚さをDS[μm]としたとき、DS/D50<5.0の関係を満足すればよいが、1.0<DS/D50<4.0の関係を満足するのが好ましく、1.2<DS/D50<3.5の関係を満足するのがより好ましく、1.4<DS/D50<3.0の関係を満足するのがさらに好ましい。これにより、前述したような効果はより顕著に発揮される。
また、接合工程により粒子21同士が接合された状態の層1の表面の算術平均高さSaは、15μm以下であればよいが、11μm以下であるのが好ましく、8.0μm以下であるのがより好ましく、0μm超5.0μm以下であるのがさらに好ましい。これにより、前述したような効果はより顕著に発揮される。
接合工程が施された層1の表面状態(算術平均高さSa等)を決定する要因としては、種々挙げられるが、三次元造形物製造用組成物2’の構成(より具体的には、例えば、粒子21の構成材料、粒径、粒度分布等)、層形成工程で形成される層1の厚さ、レーザー光Lの照射条件(例えば、レーザー光Lの種類、レーザー光Lのビーム径、走査速度、レーザー出力等)が挙げられる。
また、本実施形態では、三次元造形物製造用組成物2’として、粒子21に加え、粒子21を分散させる分散媒として機能する溶剤を含むものを用い、かつ、層形成工程および接合工程を含む一連の工程中において、層形成工程と接合工程との間に溶剤除去工程を有している。これにより、三次元造形物製造用組成物2’の流動性を良好なものとし、三次元造形物製造用組成物2’の取り扱いのし易さ、層1の形成の容易性を向上させることができる。また、形成される層1の平坦性をより良好なものとすることができる。
なお、本明細書において、溶剤とは、粒子を分散することができる液体(分散媒)であり、揮発性の液体のことをいう。
以下、各工程について詳細に説明する。
[層形成工程]
[層形成工程]
本実施形態では、三次元造形物製造用組成物2’を吐出して層1を形成する。言い換えると、本実施形態では、吐出法により、層1を形成する。
これにより、製造すべき三次元造形物10の断面形状等に対応するパターンで、三次元造形物製造用組成物2’を付与することができ、より微細な構造を有する三次元造形物10も好適に製造することができる。また、製造すべき三次元造形物10の断面積に応じて各層1における三次元造形物製造用組成物2’の付与量を好適に調整することができ、三次元造形物製造用組成物2’の使用量を抑制することができる。その結果、三次元造形物製造用組成物2’の無駄を抑制することができ、また、三次元造形物10の製造に利用されなかった三次元造形物製造用組成物2’等の回収を省略または簡略化することができる。このような効果は、製造すべき三次元造形物10の断面積がステージM41の面積に比して、特に小さい場合(例えば、製造すべき三次元造形物10の断面積がステージM41の面積の10分の1以下の場合等)に、より顕著に発揮される。
なお、本明細書において、吐出法とは、組成物(三次元造形物製造用組成物)を所定のパターンで吐出して層に対応するパターンを形成する方法のことを言い、供給された組成物をスキージ、ローラー等により平坦化して層を形成する方法(後述する第2実施形態の方法)等とは区別される。
また、本実施形態の製造方法では、層形成工程は、三次元造形物製造用組成物2’として、三次元造形物10の実体部4の形成に用いる実体部形成用組成物2B’(粒子(分散質)21Bを含む組成物)、および、実体部4となるべき部位を支持するサポート部(支持部、サポート材)5の形成に用いるサポート部形成用組成物2A’(粒子(分散質)21Aを含む組成物)を用いて行う。そして、サポート部形成用組成物(組成物)2A’を吐出して第1のパターン(サポート部用パターン)2Aを形成する第1のパターン形成工程(サポート部用パターン形成工程)と、実体部形成用組成物(組成物)2B’を吐出して第2のパターン(実体部用パターン)2Bを形成する第2のパターン形成工程(実体部用パターン形成工程)とを有している。
このように、三次元造形物10の実体部4に対応する部位だけでなく、サポート部5も形成することにより、実体部4に対応する部位の不本意な変形をより効果的に防止することができ、三次元造形物10の寸法精度をより向上させることができる。また、より複雑な形状の三次元造形物10であっても好適に製造することができる。
そして、三次元造形物製造用組成物2’としての実体部形成用組成物2B’、サポート部形成用組成物2A’のうち少なくとも一方が、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足している。
これにより、三次元造形物10の信頼性をより向上させることができる。
これにより、三次元造形物10の信頼性をより向上させることができる。
三次元造形物製造用組成物2’としての実体部形成用組成物2B’およびサポート部形成用組成物2A’のうち少なくとも一方が、前述した条件を満足していればよいが、以下の説明では、実体部形成用組成物2B’およびサポート部形成用組成物2A’の両方が、前述した条件を満足している場合について、中心的に説明する。
≪第1のパターン形成工程≫
第1のパターン形成工程では、サポート部形成用組成物2A’を、例えば、ステージM41の平面M410上に吐出して第1のパターン2Aを形成する。
第1のパターン形成工程では、サポート部形成用組成物2A’を、例えば、ステージM41の平面M410上に吐出して第1のパターン2Aを形成する。
このように、第1のパターン2Aを、サポート部形成用組成物2A’の吐出により形成することで、微細な形状、複雑な形状を有するパターンであっても好適に形成することができる。
サポート部形成用組成物2A’の吐出方法は、特に限定されず、例えば、インクジェット装置等を用いて行うこともできるが、ディスペンサーにより吐出するのが好ましい。
このように、ディスペンサーを用いてサポート部形成用組成物2A’の吐出を行うことにより、高粘度のサポート部形成用組成物2A’であっても好適に供給(吐出)することができ、サポート部形成用組成物2A’が目的の部位に接触した後の当該サポート部形成用組成物2A’のダレ等をより効果的に防止することができる。その結果、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。また、高粘度のサポート部形成用組成物2A’を用いることにより、厚さが比較的大きい層1を容易に形成することができ、三次元造形物10の生産性をより向上させることができる。
サポート部形成用組成物2A’は、例えば、ペースト状をなしていてもよい。
サポート部形成用組成物2A’は、例えば、ペースト状をなしていてもよい。
本工程におけるサポート部形成用組成物2A’の粘度は、100mPa・s以上1000000mPa・s以下であるのが好ましく、500mPa・s以上100000mPa・s以下であるのがより好ましく、1000mPa・s以上20000mPa・s以下であるのがさらに好ましい。
これにより、例えば、サポート部形成用組成物2A’の吐出安定性をより向上させることができるとともに、適度な厚さを有する層1の形成に好適であり、三次元造形物10の生産性をより向上させることができる。また、被着体に接触したサポート部形成用組成物2A’が過剰に濡れ広がることがより効果的に防止され、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
なお、本明細書中において、粘度とは、特に条件の指定がない限り、せん断速度:10[s-1]という条件で、レオメーターを用いて測定される値をいう。
本工程では、サポート部形成用組成物2A’を、連続体状に吐出してもよいし、複数の液滴として吐出してもよいが、複数の液滴として吐出するのが好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより向上させることができる。
本工程でサポート部形成用組成物2A’を複数の液滴として吐出する場合、吐出される液滴の1滴あたりの体積は、1pL以上100000pL(100nL)以下であるのが好ましく、10pL以上50000pL(50nL)以下であるのがより好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより向上させることができるとともに、三次元造形物10の生産性をより向上させることができる。
三次元造形物10の製造においては、サポート部形成用組成物2A’として、複数種の組成物を用いてもよい。
なお、サポート部形成用組成物2A’については、後に詳述する。
なお、サポート部形成用組成物2A’については、後に詳述する。
≪第2のパターン形成工程≫
第2のパターン形成工程では、実体部形成用組成物2B’を吐出して第2のパターン2Bを形成する。
第2のパターン形成工程では、実体部形成用組成物2B’を吐出して第2のパターン2Bを形成する。
このように、第2のパターン2Bを、実体部形成用組成物2B’の吐出により形成することで、微細な形状、複雑な形状を有するパターンであっても好適に形成することができる。
特に、本実施形態では、第1のパターン2Aで取り囲まれた領域に実体部形成用組成物2B’を吐出し、第2のパターン2Bの周囲全体が、第1のパターン2Aと接触するようにする。
これにより、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
実体部形成用組成物2B’の吐出方法は、特に限定されず、例えば、インクジェット装置等を用いて行うこともできるが、ディスペンサーにより吐出するのが好ましい。
このように、ディスペンサーを用いて実体部形成用組成物2B’の吐出を行うことにより、高粘度の実体部形成用組成物2B’であっても好適に供給(吐出)することができ、実体部形成用組成物2B’が目的の部位に接触した後の当該実体部形成用組成物2B’のダレ等をより効果的に防止することができる。その結果、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。また、高粘度の実体部形成用組成物2B’を用いることにより、厚さが比較的大きい層1を容易に形成することができ、三次元造形物10の生産性をより向上させることができる。
実体部形成用組成物2B’は、例えば、ペースト状をなしていてもよい。
実体部形成用組成物2B’は、例えば、ペースト状をなしていてもよい。
本工程における実体部形成用組成物2B’の粘度は、100mPa・s以上1000000mPa・s以下であるのが好ましく、500mPa・s以上100000mPa・s以下であるのがより好ましく、1000mPa・s以上20000mPa・s以下であるのがさらに好ましい。
これにより、例えば、実体部形成用組成物2B’の吐出安定性をより向上させることができるとともに、適度な厚さを有する層1の形成に好適であり、三次元造形物10の生産性をより向上させることができる。また、被着体に接触した実体部形成用組成物2B’が過剰に濡れ広がることがより効果的に防止され、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
本工程では、実体部形成用組成物2B’を、連続体状に吐出してもよいし、複数の液滴として吐出してもよいが、複数の液滴として吐出するのが好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより向上させることができる。
本工程で実体部形成用組成物2B’を複数の液滴として吐出する場合、吐出される液滴の1滴あたりの体積は、1pL以上100000pL(100nL)以下であるのが好ましく、10pL以上50000pL(50nL)以下であるのがより好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより向上させることができるとともに、三次元造形物10の生産性をより向上させることができる。
三次元造形物10の製造においては、実体部形成用組成物2B’として、複数種の組成物を用いてもよい。
これにより、例えば、三次元造形物10の各部位に求められる特性に応じて、材料を組み合わせることができ、三次元造形物10全体としての特性(外観、機能性(例えば、弾性、靱性、耐熱性、耐腐食性等)等を含む)をより向上させることができる。
なお、実体部形成用組成物2B’については、後に詳述する。
上記のような第1のパターン形成工程、第2のパターン形成工程を行うことにより、第1のパターン2A、第2のパターン2Bを有する層1が形成される。言い換えると、層形成工程は、第1のパターン形成工程および第2のパターン形成工程を有している。
上記のような第1のパターン形成工程、第2のパターン形成工程を行うことにより、第1のパターン2A、第2のパターン2Bを有する層1が形成される。言い換えると、層形成工程は、第1のパターン形成工程および第2のパターン形成工程を有している。
層形成工程で形成された層1の厚さDSは、特に限定されないが、5μm以上300μm以下であるのが好ましく、10μm以上200μm以下であるのがより好ましく、20μm以上100μm以下であるのがさらに好ましい。
これにより、三次元造形物10の生産性を向上させつつ、三次元造形物10の信頼性(特に、寸法精度、強度等)をより向上させることができる。
≪溶剤除去工程≫
溶剤除去工程では、層1中に含まれる溶剤を除去する。
溶剤除去工程では、層1中に含まれる溶剤を除去する。
これにより、層1の流動性が低下し、層1の形状の安定性が向上する。また、本工程を行うことにより、後の接合工程での溶剤の急激な揮発(突沸等)等に伴う不本意な変形を効果的に防止することができる。以上のようなことから、より確実に信頼性(例えば、寸法精度、強度等)に優れた三次元造形物10を得ることができるとともに、三次元造形物10の生産性をより向上させることができる。
溶剤の除去の方法としては、例えば、層1の加熱や、層1への赤外線の照射、層1を減圧下に置くこと、乾燥空気等のような液体成分の含有率の低いガス(例えば、相対湿度30%以下のガス等)を供給すること等が挙げられる。また、これらから選択される2種以上を組み合わせて行ってもよい。
なお、本工程は、例えば、前述した層形成工程と同時進行的に行ってもよい。より具体的には、例えば、三次元造形物製造用組成物2’を吐出して所定のパターン(層1)が完成する前に、吐出された三次元造形物製造用組成物2’から溶剤を除去する処理を施してもよい。また、第1のパターン形成工程で完成した第1のパターン2Aに対して溶剤除去工程(第1の溶剤除去工程)を行い、その後、第2のパターン形成工程で完成した第2のパターン2Bに対して溶剤除去工程(第2の溶剤除去工程)を行ってもよい。
また、本工程においては、層1中に含まれる溶剤を、完全に除去する必要はない。
本工程後の層1中における溶剤の含有率は、0.1質量%以上25質量%以下であるのが好ましく、0.5質量%以上20質量%以下であるのがより好ましい。
本工程後の層1中における溶剤の含有率は、0.1質量%以上25質量%以下であるのが好ましく、0.5質量%以上20質量%以下であるのがより好ましい。
これにより、後の工程での溶剤の急激な揮発(突沸等)等に伴う不本意な変形を効果的に防止することができるとともに、三次元造形物10の内部に空隙(空孔、鬆)が形成されてしまうことをより効果的に防止することができ、さらに確実に信頼性(例えば、寸法精度、強度等)に優れた三次元造形物10を得ることができるとともに、三次元造形物10の生産性をさらに向上させることができる。
≪接合工程≫
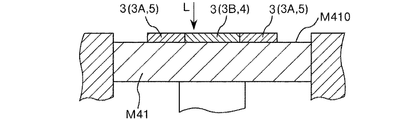
接合工程では、層1にレーザー光Lを照射(走査)する(図3、図4、図7、図8参照)。
接合工程では、層1にレーザー光Lを照射(走査)する(図3、図4、図7、図8参照)。
これにより、三次元造形物製造用組成物2’中に含まれる粒子21同士が接合し、接合部3が形成される。このように接合部3が形成されることにより、その後の粒子21の不本意な移動が防止され、三次元造形物10の寸法精度、強度を向上させることができる。また、このようにして形成される接合部3は、一般に、粒子21同士が十分な接合強度で接合している。また、本工程で、レーザー光Lが照射される層1よりも下側に、接合部3が形成された層1を有する場合には、一般に、当該下側の層1の接合部3と、新たに形成される接合部3とが接合する。このようなことから、最終的に得られる三次元造形物10の機械的強度を向上させることができる。
また、レーザー光Lを用いることにより、所望の部位に高い選択性でエネルギーを付与することができるため、三次元造形物10の寸法精度を向上させる上で有利であるとともに、三次元造形物10の生産性を向上する上でも有利である。また、エネルギー効率を向上させることができ、省エネルギーの観点からも有利である。
また、本工程においては、レーザー光Lの照射により、粒子21の接合を行うとともに、粒子21以外の不要な成分を除去することができる。例えば、バインダー、溶剤等を除去することができ、これらの成分が形成される接合部3中に残存することを効果的に防止することができる。
特に、本実施形態では、本工程(接合工程)により粒子21同士が接合された状態の層1の表面の算術平均高さSaが15μm以下となるように接合工程を行うため、接合部3が形成された層1の表面の平坦性を優れたものとすることができる。また、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足する三次元造形物製造用組成物2’を用いることにより、照射するレーザー光Lのエネルギーによる粒子21等の不本意な飛散が効果的に防止される。このようなことから、信頼性(寸法精度、強度等)に優れた三次元造形物10が得られる。
接合の形態は、粒子21の構成材料等により異なるが、例えば、融着、焼結、溶融固化等が挙げられる。
また、本実施形態の製造方法では、接合工程は、サポート部形成用組成物2A’を用いて形成された第1のパターン2Aに対しレーザー光Lを照射し粒子21A同士を接合し、接合部(第1の接合部)3Aを形成する第1の接合工程と、実体部形成用組成物2B’を用いて形成された第2のパターン2Bに対しレーザー光Lを照射し粒子21B同士を接合し、接合部(第2の接合部)3Bを形成する第2の接合工程とを有している。言い換えると、本実施形態では、三次元造形物10の実体部4となる部位に接合部(第2の接合部)3Bを形成するとともに、三次元造形物10の製造過程においてサポート部5として機能する接合部(第1の接合部)3Aを形成する。このように、三次元造形物10の実体部4となる第2のパターン2Bに対してだけでなく、第1のパターン2Aに対しても接合処理を施すことにより、実体部4となる部位を支持するサポート部5の形状の安定性をより向上させることができ、三次元造形物10の製造過程における不本意な変形の発生をより効果的に防止することができ、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
本工程で用いることのできるレーザーとしては、例えば、ルビーレーザー、YAGレーザー、Nd:YAGレーザー、チタンサファイアレーザー、半導体レーザー等の固体レーザー;色素レーザー等の液体レーザー;中性原子レーザー(ヘリウムネオンレーザー等)、イオンレーザー(アルゴンイオンレーザー等)、分子レーザー(炭酸ガスレーザー、窒素レーザー等)、エキシマレーザー、金属蒸気レーザー(ヘリウムカドミニウムレーザー等)等のガスレーザー;自由電子レーザー;酸素-ヨウ素化学レーザー、フッ化水素レーザー等の化学レーザー;ファイバーレーザー等が挙げられる。
接合部3を有する層1の厚さは、特に限定されないが、5μm以上300μm以下であるのが好ましく、10μm以上200μm以下であるのがより好ましく、20μm以上100μm以下であるのがさらに好ましい。
これにより、三次元造形物10の生産性を向上させつつ、三次元造形物10の信頼性(寸法精度、強度等)をより向上させることができる。
なお、例えば、層1の各部位で、レーザー光Lの照射条件(レーザー光Lの種類、照射強度等)が異なるように調整してもよい。
より具体的には、例えば、接合部3A(サポート材5)における粒子21Aの接合強度が、接合部3B(実体部4)における粒子21Bの接合強度よりも小さくなるようにレーザー光Lの照射条件(照射エネルギー等)を調整してもよい。これにより、サポート材除去工程におけるサポート材5の除去をより効率よく行うことができ、三次元造形物10の生産性をより向上させることができるとともに、サポート材除去工程における三次元造形物10の欠陥の発生をより効果的に防止することができ、最終的に得られる三次元造形物10の信頼性(寸法精度等)をより向上させることができる。
前述したように、接合工程により粒子21同士が接合された状態の層1の表面(接合工程後における層1の表面)は、前述したような算術平均高さSa(ISO 25178)についての条件を満足すればよいが、さらに以下の条件を満足するのが好ましい。
すなわち、接合工程により粒子21同士が接合された状態の層1の表面の最大高さSz(ISO 25178)は、250μm以下であるのが好ましく、200μm以下であるのがより好ましく、0μm超150μm以下であるのがさらに好ましい。
これにより、最終的に得られる三次元造形物10の寸法精度をさらに向上させることができる。
また、接合工程により粒子21同士が接合された状態の層1の表面の二乗平均平方根高さSq(ISO 25178)は、30μm以下であるのが好ましく、20μm以下であるのがより好ましく、0μm超15μm以下であるのがさらに好ましい。
これにより、最終的に得られる三次元造形物10の寸法精度をさらに向上させることができる。
また、接合工程により粒子21同士が接合された状態の層1の表面のスキューネス偏り度Ssk(ISO 25178)は、-1.0以上2.0以下であるのが好ましく、-0.5以上1.5以下であるのがより好ましく、-0.3以上1.0以下であるのがさらに好ましい。
これにより、最終的に得られる三次元造形物10の寸法精度をさらに向上させることができる。
また、接合工程により粒子21同士が接合された状態の層1の表面のクルトシス尖り度Sku(ISO 25178)は、15以下であるのが好ましく、10以下であるのがより好ましく、0超7.0以下であるのがさらに好ましい。
これにより、最終的に得られる三次元造形物10の寸法精度をさらに向上させることができる。
また、接合工程により粒子21同士が接合された状態の層1の表面の最大山高さSp(ISO 25178)は、200μm以下であるのが好ましく、150μm以下であるのがより好ましく、0μm超70μm以下であるのがさらに好ましい。
これにより、最終的に得られる三次元造形物10の寸法精度をさらに向上させることができる。
また、接合工程により粒子21同士が接合された状態の層1の表面の最大谷深さSv(ISO 25178)は、150μm以下であるのが好ましく、100μm以下であるのがより好ましく、0μm超50μm以下であるのがさらに好ましい。
これにより、最終的に得られる三次元造形物10の寸法精度をさらに向上させることができる。
上記のような接合工程後における層1の表面についての条件(最大高さSz、スキューネス偏り度Ssk、クルトシス尖り度Sku、最大山高さSp、最大谷深さSv)は、製造すべき三次元造形物の実体部4に対応する領域において満足しているのが好ましいが、実体部4に対応する領域およびサポート部5に対応する領域の両方において満足しているのがより好ましい。これにより、前述したような効果がより顕著に発揮される。
≪サポート部除去工程≫
本実施形態では、層形成工程(第1のパターン形成工程および第2のパターン形成工程)、溶剤除去工程および接合工程を含む一連の工程を繰り返し行った後に(図9参照)、後処理工程として、サポート材5を除去する(図10参照)。これにより、三次元造形物10が取り出される。
本実施形態では、層形成工程(第1のパターン形成工程および第2のパターン形成工程)、溶剤除去工程および接合工程を含む一連の工程を繰り返し行った後に(図9参照)、後処理工程として、サポート材5を除去する(図10参照)。これにより、三次元造形物10が取り出される。
本工程の具体的な方法としては、例えば、サポート材5の少なくとも一部を溶解させる方法、サポート材5を割る等して破壊する方法等が挙げられる。
前述したような三次元造形物10の製造方法をフローチャートにまとめると、図11のようになる。
三次元造形物10の製造においては、層形成工程(第1のパターン形成工程および第2のパターン形成工程)、溶剤除去工程および接合工程を含む一連の工程を所定回数だけ繰り返し行い、複数の層1が積層された積層体を得る。
すなわち、すでに形成された層1上に新たな層1を形成すべきか否かを判断し、形成すべき層1がある場合には新たな層1を形成し、形成すべき層1がない場合には当該積層体に対し、後処理としてのサポート部除去工程を行い、目的とする三次元造形物10を得る。
なお、図示の構成では、理解を容易にするために、前述した各工程を順次行うものとして説明したが、造形領域(ステージ上の空間)の各部位で、異なる工程を同時進行的に行ってもよい。
また、図示の構成では、上述した一連の工程を1回行うことにより、1つの層1を形成するものとして説明したが、1つの層を形成するのに上述した一連の工程を繰り返し行ってもよい。例えば、サポート部形成用組成物2A’についての層形成工程(第1のパターン形成工程)ないし接合工程の後に、実体部形成用組成物2B’についての層形成工程(第2のパターン形成工程)ないし接合工程を行うことにより、1つの層を形成してもよい。
前述したような製造方法によれば、三次元造形物10の製造過程における粒子21等の飛散や、三次元造形物10の内部に空隙(空孔、鬆)が形成されてしまうことを効果的に防止することができ、信頼性(寸法精度、強度等)に優れた三次元造形物10を効率よく製造することができる。
《三次元造形物製造用組成物》
次に、前述した実施形態の製造方法に用いられる三次元造形物製造用組成物について説明する。
次に、前述した実施形態の製造方法に用いられる三次元造形物製造用組成物について説明する。
三次元造形物10の製造に複数種の三次元造形物製造用組成物2’を用いる場合、少なくとも1種の三次元造形物製造用組成物2’が、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足するものであればよい。特に、少なくとも実体部形成用組成物2B’が層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足するものであるのが好ましく、実体部形成用組成物2B’およびサポート部形成用組成物2A’が層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足するものであるのがより好ましい。
これにより、信頼性(寸法精度、強度等)に優れた三次元造形物10を製造することができる。
本実施形態では、三次元造形物製造用組成物として、実体部形成用組成物2B’と、サポート部形成用組成物2A’とを用いている。
≪実体部形成用組成物≫
まず、三次元造形物10の製造に用いる三次元造形物製造用組成物としての実体部形成用組成物2B’について説明する。
まず、三次元造形物10の製造に用いる三次元造形物製造用組成物としての実体部形成用組成物2B’について説明する。
実体部形成用組成物2B’は、実体部4の形成(第2のパターン2Bの形成)に用いることができれば、その構成成分等は特に限定されないが、複数個の粒子21B(主材粒子)を含み、かつ、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足しているのが好ましい。
以下の説明では、実体部形成用組成物2B’が、複数個の粒子21Bを含み、かつ、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足している場合について、代表的に説明する。
(粒子)
実体部形成用組成物2B’が、複数個の粒子21Bを含むことにより、三次元造形物10の構成材料の選択の幅を拡げることができ、所望の物性、質感等を有する三次元造形物10を好適に得ることができる。例えば、溶媒に溶解した材料を用いて三次元造形物を製造する場合、使用することのできる材料に制限があるが、粒子21Bを含む実体部形成用組成物2B’を用いることによりこのような制限を解消することができる。
実体部形成用組成物2B’が、複数個の粒子21Bを含むことにより、三次元造形物10の構成材料の選択の幅を拡げることができ、所望の物性、質感等を有する三次元造形物10を好適に得ることができる。例えば、溶媒に溶解した材料を用いて三次元造形物を製造する場合、使用することのできる材料に制限があるが、粒子21Bを含む実体部形成用組成物2B’を用いることによりこのような制限を解消することができる。
実体部形成用組成物2B’に含まれる粒子21Bの構成材料としては、例えば、金属材料、金属化合物(セラミックス等)、樹脂材料、顔料等が挙げられる。
実体部形成用組成物2B’は、金属材料を含む材料で構成された金属粒子を含むのが好ましい。
これにより、例えば、三次元造形物10の質感(高級感、重量感)、機械的強度、靭性、耐久性等をより向上させることができる。また、粒子21Bの接合のためのエネルギーを付与した際の伝熱が効率よく進行するため、三次元造形物10の生産性を向上させつつ、各部位での不本意な温度のばらつきの発生をより効果的に防止することができ、三次元造形物10の信頼性をより向上させることができる。
粒子21Bを構成する金属材料としては、例えば、マグネシウム、鉄、銅、コバルト、チタン、クロム、ニッケル、アルミニウムやこれらのうち少なくとも1種を含む合金(例えば、マルエージング鋼、ステンレス鋼、コバルトクロムモリブデン、チタニウム合金、ニッケル基調合金、アルミニウム合金等)等が挙げられる。
粒子21Bを構成する金属化合物としては、例えば、シリカ、アルミナ、酸化チタン、酸化亜鉛、酸化ジルコン、酸化錫、酸化マグネシウム、チタン酸カリウム等の各種金属酸化物;水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム等の各種金属水酸化物;窒化珪素、窒化チタン、窒化アルミニウム等の各種金属窒化物;炭化珪素、炭化チタン等の各種金属炭化物;硫化亜鉛等の各種金属硫化物;炭酸カルシウム、炭酸マグネシウム等の各種金属の炭酸塩;硫酸カルシウム、硫酸マグネシウム等の各種金属の硫酸塩;ケイ酸カルシウム、ケイ酸マグネシウム等の各種金属のケイ酸塩;リン酸カルシウム等の各種金属のリン酸塩;ホウ酸アルミニウム、ホウ酸マグネシウム等の各種金属のホウ酸塩や、これらの複合化物等が挙げられる。
粒子21Bを構成する樹脂材料としては、例えば、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリプロピレン、ポリスチレン、シンジオタクチック・ポリスチレン、ポリアセタール、変性ポリフェニレンエーテル、ポリエーテルエーテルケトン、ポリカーボネート、アクリロニトリル-ブタジエン-スチレン共重合体(ABS樹脂)、ポリエーテルニトリル、ポリアミド(ナイロン等)、ポリアリレート、ポリアミドイミド、ポリエーテルイミド、ポリイミド、液晶ポリマー、ポリサルホン、ポリエーテルサルホン、ポリフェニレンサルファイド、フッ素樹脂等が挙げられる。
粒子21Bの形状は、特に限定されず、球状、紡錘形状、針状、筒状、鱗片状等、いかなる形状であってもよく、また、不定形であってもよいが、球状であるのが好ましい。
粒子21Bの平均粒径は、特に限定されないが、0.1μm以上50μm未満であるのが好ましく、0.2μm以上20μm以下であるのがより好ましく、0.3μm以上10μm以下であるのがさらに好ましい。
これにより、前述したような効果がより顕著に発揮され、三次元造形物10の生産性をより向上させつつ、製造される三次元造形物10の信頼性(寸法精度、強度等)をより向上させることができる。
これに対し、粒子21Bの平均粒径が前記下限値未満であると、実体部形成用組成物2B’の流動性が低下し、実体部形成用組成物2B’の取り扱いのしやすさが低下するとともに、三次元造形物10の生産性が低下する。また、レーザー光Lを照射した際の粒子等の飛散が生じやすくなり、三次元造形物10の寸法精度が低下しやすくなったり、三次元造形物10の内部に空隙(空孔、鬆)が生じやすくなったりする。また、粒子21Bの平均粒径が特に小さいと、実体部形成用組成物2B’中における粒子21Bの凝集を生じやすくなり、レーザー光Lの照射前の段階において、層1の表面の不本意な凹凸が生じやすくなる。その結果、レーザー光Lを照射した際の粒子等の飛散による影響と相まって、三次元造形物10の寸法精度は特に低下しやすくなる。
また、粒子21Bの平均粒径が前記上限値以上であると、粒子21B自体の大きさによる層1の表面の凹凸を生じやすくなること等の影響により、三次元造形物10の寸法精度が低下しやすくなる。また、粒子21Bを十分に熔融させることが困難となり、三次元造形物10の内部に空隙(空孔、鬆)が生じやすくなる。
特に、実体部形成用組成物2B’が粒子21BとしてSUS316Lで構成された金属粒子を含む場合、粒子21Bの体積基準の平均粒径は、0.1μm以上10μm以下であるのが好ましく、0.2μm以上7.0μm以下であるのがより好ましく、0.3μm以上4.0μm以下であるのがさらに好ましい。
これにより、三次元造形物10の生産性をさらに向上させつつ、製造される三次元造形物10の信頼性(寸法精度、強度等)をさらに向上させることができる。
粒子21BのDmaxは、0.2μm以上80μm以下であるのが好ましく、0.4μm以上40μm以下であるのがより好ましく、0.5μm以上20μm以下であるのがさらに好ましい。
これにより、実体部形成用組成物2B’の流動性がより好適になり、第2のパターン形成工程をより円滑に行うことができるとともに、接合工程での粒子21Bの接合をより好適に行うことができる。その結果、三次元造形物10の生産性をより向上させつつ、製造される三次元造形物10の強度をより向上させることができ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより向上させることができる。
実体部形成用組成物2B’中における粒子21Bの含有率は、30質量%以上95質量%以下であるのが好ましく、35質量%以上92質量%以下であるのがより好ましい。
これにより、実体部形成用組成物2B’の取扱いのし易さをより向上させつつ、三次元造形物10の製造過程において除去される成分の量をより少なくすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
なお、粒子21Bは、三次元造形物10の製造過程(例えば、接合工程等)において、化学反応(例えば、酸化反応等)をする材料で構成されており、実体部形成用組成物2B’中に含まれる粒子21Bの組成と、最終的な三次元造形物10の構成材料とで、組成が異なっていてもよい。
また、実体部形成用組成物2B’は、2種以上の粒子21Bを含んでいてもよい。
また、実体部形成用組成物2B’は、2種以上の粒子21Bを含んでいてもよい。
(溶剤)
実体部形成用組成物2B’が溶剤(分散媒)を含むことにより、実体部形成用組成物2B’中において粒子21Bを好適に分散させることができ、ディスペンサー等による実体部形成用組成物2B’の吐出を安定的に行うことができる。
実体部形成用組成物2B’が溶剤(分散媒)を含むことにより、実体部形成用組成物2B’中において粒子21Bを好適に分散させることができ、ディスペンサー等による実体部形成用組成物2B’の吐出を安定的に行うことができる。
溶剤は、実体部形成用組成物2B’中において粒子21Bを分散させる機能(分散媒としての機能)を有していれば、特に限定されないが、例えば、水;エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、ジエチルジグリコール、ジエチレングリコールモノブチルエーテルアセテート等のエーテル類;酢酸エチル、酢酸n-プロピル、酢酸iso-プロピル、酢酸n-ブチル、酢酸iso-ブチル等の酢酸エステル類;カルビトールやそのエステル化合物(例えば、カルビトールアセテート等)等のカルビトール類;セロソロブやそのエステル化合物(例えば、セロソロブアセテート等)等のセロソロブ類;ベンゼン、トルエン、キシレン等の芳香族炭化水素類;メチルエチルケトン、アセトン、メチルイソブチルケトン、エチル-n-ブチルケトン、ジイソプロピルケトン、アセチルアセトン等のケトン類;エタノール、プロパノール、ブタノール等の一価アルコールや、エチレングリコール、プロピレングリコール、ブタンジオール、グリセリン等の多価アルコール等のアルコール類;ジメチルスルホキシド、ジエチルスルホキシド等のスルホキシド系溶剤;ピリジン、ピコリン(α-ピコリン、β-ピコリン、γ-ピコリン)、2,6-ルチジン等のピリジン系溶剤;テトラアルキルアンモニウムアセテート(例えば、テトラブチルアンモニウムアセテート等)等のイオン液体等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
実体部形成用組成物2B’中における溶剤の含有量は、5質量%以上70質量%以下であるのが好ましく、8質量%以上65質量%以下であるのがより好ましい。
これにより、実体部形成用組成物2B’の取扱いのし易さをより向上させつつ、三次元造形物10の生産性をより向上させることができ、また、生産コスト、省資源の観点等からも特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
(バインダー)
実体部形成用組成物2B’は、溶剤が除去された状態において、粒子21B同士を仮結合する機能をするバインダーを含むものであってもよい。
実体部形成用組成物2B’は、溶剤が除去された状態において、粒子21B同士を仮結合する機能をするバインダーを含むものであってもよい。
実体部形成用組成物2B’がバインダーを含むことにより、例えば、実体部形成用組成物2B’を用いて形成された第2のパターン2Bの不本意な変形をより効果的に防止することができる。また、接合工程においてレーザー光Lが照射された際における粒子21Bやその溶融物の不本意な飛散を、より効果的に防止することができる。これにより、接合部3が形成された層1の表面における不本意な凹凸の発生をより効果的に防止することができる。以上のようなことから、三次元造形物10の寸法精度をより向上させることができる。
バインダーとしては、接合工程に供される前の実体部形成用組成物2B’(第2のパターン2B)中において粒子21Bを仮固定する機能を有していればよく、例えば、熱可塑性樹脂、硬化性樹脂等の各種樹脂材料等を用いることができる。
硬化性樹脂を含む場合、実体部形成用組成物2B’の吐出後であって接合工程よりも前のタイミングで、当該硬化性樹脂の硬化反応を行ってもよい。
これにより、実体部形成用組成物2B’を用いて形成された第2のパターン2Bの不本意な変形をさらに効果的に防止することができ、三次元造形物10の寸法精度をさらに向上させることができる。
硬化性樹脂の硬化反応を進行させる硬化処理は、例えば、加熱や紫外線等のエネルギー線の照射により行うことができる。
硬化性樹脂としては、例えば、各種熱硬化性樹脂、光硬化性樹脂等を好適に用いることができる。
バインダーの具体例としては、例えば、アクリル系樹脂、エポキシ樹脂、シリコーン樹脂、ポリビニルアルコール、PLA(ポリ乳酸)、PA(ポリアミド)、PPS(ポリフェニレンサルファイド)等が挙げられる。
実体部形成用組成物2B’中において、バインダーは、いかなる形態で含まれていてもよいが、実体部形成用組成物2B’は、バインダーとして、液状(例えば、溶融状態、溶解状態等)の成分を含むのが好ましい。すなわち、バインダーは、その少なくとも一部が、分散媒の構成成分として含まれているのが好ましい。
これにより、当該バインダーは、粒子21Bを分散する分散媒として機能することができ、実体部形成用組成物2B’の保存性をより向上させることができる。
また、実体部形成用組成物2B’は、バインダーとして、ナノセルロースを含んでいてもよい。
ナノセルロースは、セルロースまたはセルロースの誘導体で構成され、その幅および厚さが100nm以下の繊維状物質であり、いわゆる、セルロースナノファイバーやセルロースナノクリスタルを含む概念である。
このようなナノセルロースを含むことにより、比較的低い含有率で実体部形成用組成物2B’全体の粘度を好適な範囲に調整することができる。その結果、例えば、実体部形成用組成物2B’中における粒子21Bの含有率やナノセルロース以外のバインダーの含有率を高くしなくても、実体部形成用組成物2B’の粘度を十分に高くすることができる。したがって、実体部形成用組成物2B’中における粒子21Bの不本意な凝集や、実体部形成用組成物2B’中や三次元造形物10中における不本意な組成のばらつき等を効果的に防止しつつ、層1の不本意な変形を防止することができる。その一方で、ナノセルロースを含む実体部形成用組成物2B’はチクソ性を有し、吐出時のようにずり応力が加わる状態では、実体部形成用組成物2B’の粘度が低下し、安定的な吐出を行うことができる。また、実体部形成用組成物2B’中に含まれるバインダー量を少なくすることができるため、最終的に得られる三次元造形物10中に不本意にバインダーやその分解物が不本意に残存することをより効果的に防止することができる。また、以上のことから、三次元造形物10の信頼性をより向上させることができる。
これにより、前述したような効果がより顕著に発揮され、三次元造形物10の生産性をより向上させつつ、製造される三次元造形物10の信頼性をより向上させることができる。
なお、実体部形成用組成物2B’中におけるバインダーの含有率が前記上限値を超えると、実体部形成用組成物2B’中の固形分中に占める粒子21Bの割合が相対的に低くなりやすく、三次元造形物10の製造過程におけるレーザー照射時の突沸による体積の減少率が大きくなり、最終的に得られる三次元造形物10の寸法精度が低下しやすくなる。また、最終的に得られる三次元造形物10中において、バインダーに由来する不純物(例えば、炭素等)の含有率が高くなる場合がある。
(その他の成分)
また、実体部形成用組成物2B’は、前述した以外の成分を含んでいてもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、実体部形成用組成物2B’は、前述した以外の成分を含んでいてもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
≪サポート部形成用組成物≫
次に、三次元造形物10の製造に用いる三次元造形物製造用組成物としてのサポート部形成用組成物2A’について説明する。
次に、三次元造形物10の製造に用いる三次元造形物製造用組成物としてのサポート部形成用組成物2A’について説明する。
サポート部形成用組成物2A’は、サポート部5の形成(第1のパターン2Aの形成)に用いることができれば、その構成成分等は特に限定されないが、複数個の粒子21A(主材粒子)を含み、かつ、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足しているのが好ましい。
以下の説明では、サポート部形成用組成物2A’が、複数個の粒子21Aを含み、かつ、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足している場合について、代表的に説明する。
(粒子)
サポート部形成用組成物2A’が、複数個の粒子21Aを含むことにより、形成すべきサポート部5(第1のパターン2A)が微細な形状を有する場合等であっても、サポート部5を高い寸法精度で、効率よく形成することができる。また、サポート部5を構成する複数個の粒子21Aの隙間から、溶剤やバインダー(分解物を含む)を効率よく除去することができ、三次元造形物10の生産性をより向上させることができるとともに、三次元造形物10の信頼性をより向上させることができる。
サポート部形成用組成物2A’が、複数個の粒子21Aを含むことにより、形成すべきサポート部5(第1のパターン2A)が微細な形状を有する場合等であっても、サポート部5を高い寸法精度で、効率よく形成することができる。また、サポート部5を構成する複数個の粒子21Aの隙間から、溶剤やバインダー(分解物を含む)を効率よく除去することができ、三次元造形物10の生産性をより向上させることができるとともに、三次元造形物10の信頼性をより向上させることができる。
サポート部形成用組成物2A’中に含まれる粒子21Aの構成材料としては、例えば、実体部形成用組成物2B’の粒子21Bの構成材料として説明したのと同様の材料が挙げられる。これにより、前述したのと同様の効果が得られる。
ただし、サポート部形成用組成物2A’を構成する粒子21Aは、実体部形成用組成物2B’を構成する粒子21Bよりも高融点の材料で構成されているのが好ましい。
粒子21Aの形状は、特に限定されず、球状、紡錘形状、針状、筒状、鱗片状等、いかなる形状であってもよく、また、不定形であってもよいが、球状であるのが好ましい。
粒子21Aの平均粒径は、特に限定されないが、0.1μm以上50μm未満であるのが好ましく、0.2μm以上20μm以下であるのがより好ましく、0.3μm以上10μm以下であるのがさらに好ましい。
これにより、前述したような効果がより顕著に発揮され、三次元造形物10の生産性をより向上させつつ、製造される三次元造形物10の信頼性をより向上させることができる。
これに対し、粒子21Aの平均粒径が前記下限値未満であると、サポート部形成用組成物2A’の流動性が低下し、サポート部形成用組成物2A’の取り扱いのしやすさが低下するとともに、三次元造形物10の生産性が低下する。また、レーザー光Lを照射した際の粒子等の飛散が生じやすくなり、三次元造形物10の寸法精度が低下しやすくなる。また、粒子21Aの平均粒径が特に小さいと、サポート部形成用組成物2A’中における粒子21Aの凝集を生じやすくなり、レーザー光Lの照射前の段階において、層1の表面の不本意な凹凸が生じやすくなる。その結果、レーザー光Lを照射した際の粒子等の飛散による影響と相まって、三次元造形物10の寸法精度は特に低下しやすくなる。
また、粒子21Aの平均粒径が前記上限値以上であると、粒子21A自体の大きさによる層1の表面の凹凸を生じやすくなること等の影響により、三次元造形物10の寸法精度が低下しやすくなる。
粒子21AのDmaxは、0.2μm以上80μm以下であるのが好ましく、0.4μm以上40μm以下であるのがより好ましく、0.5μm以上20μm以下であるのがさらに好ましい。
これにより、サポート部形成用組成物2A’の流動性がより好適になり、サポート部形成用組成物2A’の供給をより円滑に行うことができる。また、サポート部5(第1のパターン2A)を構成する複数個の粒子21Aの隙間から、溶剤やバインダー(分解物を含む)をより効率よく除去することができ、三次元造形物10の生産性をさらに向上させることができる。
サポート部形成用組成物2A’中における粒子21Aの含有率は、30質量%以上95質量%以下であるのが好ましく、35質量%以上92質量%以下であるのがより好ましい。
これにより、サポート部形成用組成物2A’の取扱いのし易さをより向上させつつ、三次元造形物10の製造過程において除去される成分の量をより少なくすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
なお、粒子21Aは、三次元造形物10の製造過程(例えば、接合工程等)において、化学反応(例えば、酸化反応等)をする材料で構成されており、サポート部形成用組成物2A’中に含まれる粒子21Aの組成と、最終的な三次元造形物10の構成材料とで、組成が異なっていてもよい。
また、サポート部形成用組成物2A’は、2種以上の粒子21Aを含んでいてもよい。
また、サポート部形成用組成物2A’は、2種以上の粒子21Aを含んでいてもよい。
(溶剤)
サポート部形成用組成物2A’が溶剤を含むことにより、サポート部形成用組成物2A’中において粒子を好適に分散させることができ、ディスペンサー等によるサポート部形成用組成物2A’の吐出を安定的に行うことができる。
サポート部形成用組成物2A’が溶剤を含むことにより、サポート部形成用組成物2A’中において粒子を好適に分散させることができ、ディスペンサー等によるサポート部形成用組成物2A’の吐出を安定的に行うことができる。
サポート部形成用組成物2A’中に含まれる溶剤としては、例えば、実体部形成用組成物2B’の構成材料として説明したのと同様のものが挙げられる。これにより、前述したのと同様の効果が得られる。
なお、サポート部形成用組成物2A’中に含まれる溶剤の組成は、実体部形成用組成物2B’中に含まれる溶剤の組成と同一であってもよいし、異なっていてもよい。
サポート部形成用組成物2A’中における溶剤の含有量は、5質量%以上70質量%以下であるのが好ましく、8質量%以上65質量%以下であるのがより好ましい。
これにより、サポート部形成用組成物2A’の取扱いのし易さをより向上させつつ、三次元造形物10の製造過程において除去される成分の量をより少なくすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。
(バインダー)
サポート部形成用組成物2A’は、溶剤が除去された状態において、粒子21A同士を仮結合する機能をするバインダーを含むものであってもよい。
サポート部形成用組成物2A’は、溶剤が除去された状態において、粒子21A同士を仮結合する機能をするバインダーを含むものであってもよい。
サポート部形成用組成物2A’がバインダーを含むことにより、例えば、サポート部形成用組成物2A’を用いて形成された第1のパターン2Aの不本意な変形をより効果的に防止することができる。また、接合工程においてレーザー光Lが照射された際における粒子21Aやその溶融物の不本意な飛散を、より効果的に防止することができる。これにより、接合部3が形成された層1の表面における不本意な凹凸の発生をより効果的に防止することができる。以上のようなことから、三次元造形物10の寸法精度を向上させることができる。
バインダーとしては、例えば、実体部形成用組成物2B’の構成材料として説明したのと同様のものが挙げられる。これにより、前述したのと同様の効果が得られる。
サポート部形成用組成物2A’中に含まれるバインダーの組成や含有率等の条件は、例えば、実体部形成用組成物2B’中に含まれるバインダーについて説明したのと同様の条件であるのが好ましい。これにより、前述したのと同様の効果が得られる。
なお、サポート部形成用組成物2A’中に含まれるバインダーは、実体部形成用組成物2B’中に含まれるバインダーと同一の条件(例えば、組成や含有率等)を満足していてもよいし、異なる条件であってもよい。
(その他の成分)
また、サポート部形成用組成物2A’は、前述した以外の成分を含んでいてもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、サポート部形成用組成物2A’は、前述した以外の成分を含んでいてもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
《三次元造形物製造用組成物セット》
次に、本実施形態に係る三次元造形物製造用組成物セットについて説明する。
次に、本実施形態に係る三次元造形物製造用組成物セットについて説明する。
本実施形態に係る三次元造形物製造用組成物セットは、三次元造形物の製造に用いる複数種の組成物を備えており、前記組成物のうちの少なくとも1種として、複数個の粒子21を含み、かつ、層形成工程で形成される層1との間で前述した条件(DS/D50<5.0の関係)を満足している組成物を備えている。
これにより、三次元造形物10の製造過程における粒子21等の飛散や、三次元造形物10の内部に空隙(空孔、鬆)が形成されてしまうことを効果的に防止することができ、信頼性(寸法精度、強度等)に優れた三次元造形物10を効率よく製造することができる三次元造形物製造用組成物セットを提供することができる。
三次元造形物製造用組成物セットは、前述したような条件を満足する三次元造形物製造用組成物を少なくとも1種備えていればよいが、前述したような条件を満足する三次元造形物製造用組成物を2種以上の備えているのが好ましい。
これにより、三次元造形物10の信頼性をより向上させることができる。
これにより、三次元造形物10の信頼性をより向上させることができる。
また、三次元造形物製造用組成物セットは、前述したような条件を満足する三次元造形物製造用組成物2’として、三次元造形物10の実体部4の形成に用いる実体部形成用組成物2B’を少なくとも1種備えるとともに、サポート部5の形成に用いるサポート部形成用組成物2A’を少なくとも1種備えているのが好ましい。
これにより、三次元造形物10の信頼性をさらに向上させることができる。
これにより、三次元造形物10の信頼性をさらに向上させることができる。
<第2実施形態>
図12~図19は、本発明の第2実施形態の三次元造形物の製造方法の工程を模式的に示す縦断面図である。図20は、本発明の第2実施形態の三次元造形物の製造方法を示すフローチャートである。
図12~図19は、本発明の第2実施形態の三次元造形物の製造方法の工程を模式的に示す縦断面図である。図20は、本発明の第2実施形態の三次元造形物の製造方法を示すフローチャートである。
以下、これらの図を参照して本発明の第2実施形態の三次元造形物の製造方法について説明するが、前述した実施形態との相違点を中心に説明し、同様の事項はその説明を省略する。
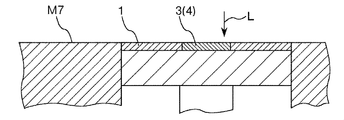
本実施形態の三次元造形物10の製造方法は、複数の層1を積層して三次元造形物10を製造する方法であって、複数個の粒子21を含む三次元造形物製造用組成物(組成物)2’を平坦化手段M8により平坦化して層1を形成する層形成工程(図12、図13、図15、図16参照)と、層1に所定のパターンでレーザー光Lを照射し、層1中に含まれる粒子21同士を部分的に接合する接合工程(図14、図17参照)とを含む一連の工程を繰り返し行う(図18参照)。すなわち、前述した実施形態では、三次元造形物製造用組成物2’を吐出して層1を形成(吐出法により層1を形成)していたのに対し、本実施形態では、一旦、組成物載置部(組成物仮置部)M7上に供給された三次元造形物製造用組成物2’(図12、図15参照)を、平坦化手段M8により平坦化して(図13、図16参照)、層1を形成する。
このように、平坦化手段M8を用いることにより、接合部3が設けられた層1を形成するための走査処理の回数を減らすことができ、三次元造形物10の生産性をより向上させることができる。より具体的には、前述した実施形態では、三次元造形物製造用組成物2’(サポート部形成用組成物2A’、実体部形成用組成物2B’)の付与時の走査、および、サポート部形成用組成物2A’、実体部形成用組成物2B’のそれぞれについてのレーザー光Lの照射時の走査を行っていたのに対し、本実施形態では、粒子21を接合するためのレーザー光Lの照射時の走査のみで済ますことができる。
また、前述した実施形態では、三次元造形物製造用組成物2’として、サポート部形成用組成物2A’および実体部形成用組成物2B’を用いていたのに対し、本実施形態では、単一種の三次元造形物製造用組成物2’を用いた場合でも、複雑な形状の三次元造形物10であっても好適に製造することができる。また、単一種の三次元造形物製造用組成物2’を用いることにより、接合部3の形成に利用されなかった三次元造形物製造用組成物2’(粒子21)を容易に回収し、再利用に供することができる。より具体的には、三次元造形物製造用組成物2’(粒子21)の回収後の分離精製の処理を省略または簡略化することができる。
≪層形成工程≫
本実施形態では、層形成工程を、一旦組成物載置部(組成物仮置部)M7上に三次元造形物製造用組成物2’を供給(仮置き)し(図12、図15参照)、その後、当該三次元造形物製造用組成物2’を、平坦化手段M8により平坦化する(図13、図16参照)ことにより行う。
本実施形態では、層形成工程を、一旦組成物載置部(組成物仮置部)M7上に三次元造形物製造用組成物2’を供給(仮置き)し(図12、図15参照)、その後、当該三次元造形物製造用組成物2’を、平坦化手段M8により平坦化する(図13、図16参照)ことにより行う。
組成物載置部(組成物仮置部)M7上への三次元造形物製造用組成物2’の供給は、例えば、ホッパー等により行うことができる。
図示の構成では、平坦化手段M8は、スキージであるが、平坦化手段M8は、三次元造形物製造用組成物2’を平坦化して層1を形成することができるものであればいかなるものであってもよく、例えば、ローラー等であってもよい。
特に、本実施形態では、ステージ(昇降ステージ)M41上の枠体M45で取り囲まれた領域全体に、三次元造形物製造用組成物2’を供給し、平滑な層1を形成する。
これにより、層1の形状の安定性が向上し、層1を積み重ねていった際に、不本意に層1が崩壊することを効果的に防止することができる。その結果、三次元造形物10の寸法精度をより確実に向上させることができる。
≪接合工程≫
接合工程は、前述した実施形態と同様に、層1にレーザー光Lを照射(走査)することにより行ったが、本実施形態では、前述した実施形態と異なり、三次元造形物10の実体部4に対応する部位に選択的にレーザー光Lを照射する。これにより、三次元造形物10の実体部4に対応する部位に選択的に接合部3が形成され、それ以外の部位は、粒子21が結合していない状態が保持される。
接合工程は、前述した実施形態と同様に、層1にレーザー光Lを照射(走査)することにより行ったが、本実施形態では、前述した実施形態と異なり、三次元造形物10の実体部4に対応する部位に選択的にレーザー光Lを照射する。これにより、三次元造形物10の実体部4に対応する部位に選択的に接合部3が形成され、それ以外の部位は、粒子21が結合していない状態が保持される。
このように、三次元造形物10の実体部4に対応する部位以外の部位に接合部3を形成しなくても、本実施形態では、ステージ(昇降ステージ)M41上の枠体M45で取り囲まれた領域全体に層1が形成されているため、層1の不本意な変形が防止されている。したがって、三次元造形物10の実体部4に対応する部位以外の部位に接合部3を形成しなくても、三次元造形物10の寸法精度をより確実に優れたものとすることができる。また、三次元造形物10の実体部4に対応する部位以外の部位に接合部3を形成しないことにより、接合部3の形成に利用されなかった三次元造形物製造用組成物2’(粒子21)を容易に回収し、再利用に供することができる。より具体的には、三次元造形物製造用組成物2’(粒子21)の回収後の分離精製の処理を省略または簡略化することができる。
≪不要部除去工程≫
本実施形態では、層形成工程、溶剤除去工程および接合工程を含む一連の工程を繰り返し行った後に(図18参照)、後処理工程として、三次元造形物10の実体部4に相当する部位以外の三次元造形物製造用組成物2’(不要部)を除去する(図19参照)。これにより、三次元造形物10が取り出される。
本実施形態では、層形成工程、溶剤除去工程および接合工程を含む一連の工程を繰り返し行った後に(図18参照)、後処理工程として、三次元造形物10の実体部4に相当する部位以外の三次元造形物製造用組成物2’(不要部)を除去する(図19参照)。これにより、三次元造形物10が取り出される。
本工程の具体的な方法としては、例えば、前記実施形態のサポート部除去工程で説明したのと同様の方法(不要部の少なくとも一部を溶解させる方法、不要部を割る等して破壊する方法等)であってもよいが、粉末として回収するのが好ましい。
これにより、不要部を容易に回収することができるとともに、回収された不要部(特に、不要部に含まれる粒子21)を好適に再利用に供することができる。
不要部を粉末として回収する方法としては、例えば、刷毛等で不要部を払い除ける方法、不要部を吸引により除去する方法、空気等の気体を吹き付ける方法、水等の液体を付与する方法、超音波振動等の振動を付与する方法等が挙げられる。また、これらから選択される2種以上の方法を組み合わせて行うことができる。
前述したような本実施形態の三次元造形物10の製造方法をフローチャートにまとめると、図20のようになる。
本実施形態の三次元造形物10の製造においては、層形成工程、溶剤除去工程および接合工程を含む一連の工程を所定回数だけ繰り返し行い、複数の層1が積層された積層体を得る。
すなわち、すでに形成された層1上に新たな層1を形成すべきか否かを判断し、形成すべき層1がある場合には新たな層1を形成し、形成すべき層1がない場合には当該積層体に対し、後処理としての不要部除去工程を行い、目的とする三次元造形物10を得る。
《三次元造形物製造用組成物》
次に、第2実施形態の製造方法に用いられる三次元造形物製造用組成物2’について説明する。
次に、第2実施形態の製造方法に用いられる三次元造形物製造用組成物2’について説明する。
第2実施形態の製造方法においては、三次元造形物製造用組成物2’として、前述した第1実施形態で説明した実体部形成用組成物2B’と同様の組成物を用いることができる。これにより、前述したのと同様の効果が得られる。
ただし、本実施形態においては、第1実施形態と異なり、三次元造形物製造用組成物2’には優れた吐出性は求められない。したがって、三次元造形物製造用組成物2’は、溶剤を含んでいなくても、好適に層1の形成に用いることができる。
三次元造形物製造用組成物2’が溶剤を含むものである場合には、当該三次元造形物製造用組成物2’中における溶剤の含有率は、1質量%以上70質量%以下であるのが好ましく、2質量%以上65質量%以下であるのがより好ましい。
また、第2実施形態の製造方法では、ステージ(昇降ステージ)M41上の枠体M45で取り囲まれた領域全体に、三次元造形物製造用組成物2’を供給し、平滑な層1を形成するため、三次元造形物製造用組成物2’がバインダーを含んでいなくても、層1の形状の安定性を十分に確保することができる。
三次元造形物製造用組成物2’がバインダーを含むものである場合には、当該三次元造形物製造用組成物2’中におけるバインダーの含有率は、0.1体積%以上7.5体積%以下であるのが好ましく、0.2体積%以上7.0体積%以下であるのがより好ましく、0.3体積%以上6.5体積%以下であるのがさらに好ましい。
三次元造形物製造用組成物2’中における粒子21の含有率は、35質量%以上100質量%以下であるのが好ましく、40質量%以上95質量%以下であるのがより好ましい。
《三次元造形物製造装置》
次に、三次元造形物製造装置について説明する。
次に、三次元造形物製造装置について説明する。
<第1実施形態>
図21は、三次元造形物製造装置の第1実施形態を模式的に示す側面図である。
図21は、三次元造形物製造装置の第1実施形態を模式的に示す側面図である。
本実施形態の三次元造形物製造装置M100は、三次元造形物製造用組成物2’を吐出するノズルと、前記ノズルより三次元造形物製造用組成物2’を吐出して形成された層1に対してレーザー光Lを照射するレーザー光照射手段M6とを備え、層1を積み重ねて三次元造形物10を製造する。
より具体的には、本実施形態の三次元造形物製造装置M100は、制御部M2と、粒子21を含む三次元造形物製造用組成物(組成物)2’を所定のパターンで吐出するノズルを備える組成物供給手段(吐出手段)M3と、所定のパターンで供給された組成物2’に、粒子21を接合するためのレーザー光Lを照射するレーザー光照射手段M6とを備えている。
これにより、前述したような本発明の三次元造形物の製造方法(特に、第1実施形態に係る三次元造形物の製造方法)を好適に実行することができる。
制御部M2は、コンピューターM21と、駆動制御部M22とを有している。
コンピューターM21は、内部にCPUやメモリー等を備えて構成される一般的な卓上型コンピューター等である。コンピューターM21は、三次元造形物10の形状をモデルデータとしてデータ化し、それを平行な幾層もの薄い断面体にスライスして得られる断面データ(スライスデータ)を駆動制御部M22に対して出力する。
コンピューターM21は、内部にCPUやメモリー等を備えて構成される一般的な卓上型コンピューター等である。コンピューターM21は、三次元造形物10の形状をモデルデータとしてデータ化し、それを平行な幾層もの薄い断面体にスライスして得られる断面データ(スライスデータ)を駆動制御部M22に対して出力する。
制御部M2が有する駆動制御部M22は、組成物供給手段(吐出手段)M3、層形成部M4、レーザー光照射手段M6等をそれぞれに駆動する制御手段として機能する。具体的には、例えば、組成物供給手段(吐出手段)M3の駆動(XY平面上での移動等)、組成物供給手段(吐出手段)M3による組成物2’の吐出、図12中Z方向に移動可能なステージ(昇降ステージ)M41の下降およびその下降量、レーザー光照射手段M6によるレーザー光Lの照射パターンや照射、走査速度等を制御する。
組成物供給手段(吐出手段)M3には、図示しない材料貯留部(材料供給部)からの配管が接続されている。この材料供給部には、前述した組成物2’が貯留されており、駆動制御部M22の制御により、組成物供給手段(吐出手段)M3より吐出される。
組成物供給手段(吐出手段)M3は、ガイドM5に沿って、図12中のX方向およびY方向に各々独立して移動することができる。
層形成部M4は、組成物2’が供給され、組成物2’を用いて形成された層1を支持するステージ(昇降ステージ)M41と、昇降ステージM41を取り囲む枠体M45を有している。
昇降ステージM41は、先に形成された層1の上に、新たな層1を形成する(積み重ねる)のに際して、駆動制御部M22からの指令により所定量だけ順次下降(Z軸マイナス方向へ移動)する。
ステージM41は、その上面(より詳しくは、組成物2’が付与される部位)が平坦な平面(受液面)M410となっている。これにより、厚さの均一性の高い層1を容易かつ確実に形成することができる。
ステージM41は、高強度の材料で構成されているのが好ましい。ステージM41の構成材料としては、例えば、ステンレス鋼等の各種金属材料等が挙げられる。
また、ステージM41の平面M410には、表面処理または剥離構造体が施されていてもよい。これにより、例えば、組成物2’の構成材料等がステージM41に強固に付着してしまうことをより効果的に防止したり、ステージM41の耐久性を向上させ、三次元造形物10のより長期間にわたる安定的な生産を図ったりすることができる。
組成物供給手段(吐出手段)M3は、駆動制御部M22からの指令により移動し、組成物2’をステージM41上の所望の部位に所定のパターンで吐出するように構成されている。
組成物供給手段(吐出手段)M3は、組成物2’を吐出するように構成されている。
組成物供給手段(吐出手段)M3としては、例えば、インクジェットヘッド、各種ディスペンサー等が挙げられるが、ディスペンサーであるのが好ましい。
組成物供給手段(吐出手段)M3としては、例えば、インクジェットヘッド、各種ディスペンサー等が挙げられるが、ディスペンサーであるのが好ましい。
これにより、高粘度の組成物2’であっても好適に供給(吐出)することができ、組成物2’が目的の部位に接触した後の当該組成物2’のダレ等をより効果的に防止することができる。その結果、最終的に得られる三次元造形物10の寸法精度をより向上させることができる。また、高粘度の組成物2’を用いることにより、厚さが比較的大きい層1を容易に形成することができ、三次元造形物10の生産性をより向上させることができる。
組成物供給手段(吐出手段)M3の吐出部の大きさ(ノズル径)は、特に限定されないが、10μm以上100μm以下であるのが好ましい。
これにより、三次元造形物10の寸法精度をより向上させつつ、三次元造形物10の生産性をより向上させることができる。
組成物供給手段(吐出手段)M3は、組成物2’を液滴として吐出するものであるのが好ましい。これにより、微細なパターンで組成物2’を付与することができ、微細な構造を有する三次元造形物10であっても、特に高い寸法精度、特に高い生産性で製造することができる。
三次元造形物製造装置M100は、複数の組成物供給手段(吐出手段)M3を備えている。
これにより、複数種の組成物2’を組み合わせて用いることができる。より具体的には、例えば、複数種の実体部形成用組成物を用いたり、実体部形成用組成物とサポート材形成用組成物とを組み合わせて用いたりすることができる。
特に、図示の構成では、2つの組成物供給手段(吐出手段)M3として、第1の組成物供給手段(第1の吐出手段)M3A、および、第2の組成物供給手段(第2の吐出手段)M3Bを備えている。
これにより、例えば、2種の実体部形成用組成物を用いたり、1種の実体部形成用組成物と1種のサポート材形成用組成物とを組み合わせて用いたりすること等ができる。
また、異なる組成物供給手段(吐出手段)M3から、同一種の組成物2’を供給する構成とすることにより、三次元造形物10の生産性をより向上させることができる。
以下の説明では、1種の実体部形成用組成物と1種のサポート材形成用組成物とを組み合わせて用いる場合について中心的に説明する。
レーザー光照射手段M6は、組成物2’が目的の部位に接触した後に、当該組成物2’中に含まれる粒子21を接合するためのレーザー光Lを照射(走査)する機能を有する。
これにより、組成物2’中に含まれる粒子21が接合し、接合部3を形成することができる。特に、粒子21を含む組成物2’のパターンにレーザー光Lを走査することにより、組成物2’に選択的にエネルギーを付与することができ、接合部3の形成のエネルギー効率をより向上させることができる。これにより、粒子21の接合や、バインダー等の除去をより効率よく行うことができ、三次元造形物10の生産性をより向上させることができる。また、エネルギー効率を向上させることができるため、省エネルギーの観点からも有利である。
本発明では、三次元造形物10の製造を雰囲気の組成等が管理されたチャンバー内で行ってもよい。これにより、例えば、不活性ガス中で接合工程を行うことができ、粒子の不本意な変性等をより効果的に防止することができる。また、例えば、反応性ガスを含む雰囲気中で接合工程を行うことにより、原料として用いる粒子の組成とは異なる組成の材料で構成された三次元造形物10を好適に製造することができる。
<第2実施形態>
図22は、三次元造形物製造装置の第2実施形態を模式的に示す側面図である。
図22は、三次元造形物製造装置の第2実施形態を模式的に示す側面図である。
以下、この図を参照して第2実施形態の三次元造形物製造装置について説明するが、前述した実施形態との相違点を中心に説明し、同様の事項はその説明を省略する。
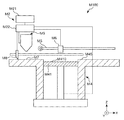
本実施形態の三次元造形物製造装置M100は、三次元造形物製造用組成物2’を収容する組成物供給手段M9と、組成物供給手段M9から供給された三次元造形物製造用組成物2’を平坦化して層1を形成する平坦化手段M8と、層1に対してレーザー光Lを照射するレーザー光照射手段M6とを備え、層1を積み重ねて三次元造形物10を製造する。
より具体的には、本実施形態の三次元造形物製造装置M100は、制御部M2と、粒子21を含む組成物2’を収容する組成物供給手段M9と、組成物供給手段M9から供給された組成物2’が載置(仮置き)される組成物載置部(組成物仮置部)M7と、組成物載置部M7に載置された組成物2’をステージM41に移動させつつ平坦化して層1を形成する平坦化手段M8と、層1に対して所定のパターンでレーザー光Lを照射するレーザー光照射手段M6とを備え、層1を積み重ねて三次元造形物10を製造する。
これにより、前述したような本発明の三次元造形物の製造方法(特に、第2実施形態に係る三次元造形物の製造方法)を好適に実行することができる。
本実施形態において、制御部M2が有する駆動制御部M22は、組成物供給手段M9、平坦化手段M8、層形成部M4、レーザー光照射手段M6等をそれぞれに駆動する制御手段として機能する。
組成物供給手段M3は、内部に三次元造形物製造用組成物(組成物)2’を収容し、駆動制御部M22からの指令により移動し、内部に収容された組成物2’が、組成物載置部(組成物仮置部)M7に供給されるように構成されている。
平坦化手段M8は、Y方向に延在する長手形状を有するものであり、下部先端が尖った刃状の形状を有するブレードを備えるスキージである。
ブレードのY方向の長さは、ステージM41(造形領域)の幅(Y方向の長さ)以上のものである。
なお、三次元造形物製造装置M100は、平坦化手段(スキージ)M8による組成物2’の拡散(層1の形成)が円滑に行えるように、ブレードに微小振動を与えるバイブレーション機構(図示せず)を備えていてもよい。
枠体M45は、ステージM41上に形成された層1の側面を支持する機能を有する。また、層1の形成時には、層1の面積を規定する機能も有している。
枠体M45は、高強度の材料で構成されたものであるのが好ましい。枠体M45の構成材料としては、例えば、ステンレス鋼等の各種金属材料等が挙げられる。
《三次元造形物》
本発明に係る三次元造形物は、前述したような本発明の三次元造形物の製造方法を用いて製造される。
これにより、信頼性に優れた三次元造形物を提供することができる。
本発明に係る三次元造形物は、前述したような本発明の三次元造形物の製造方法を用いて製造される。
これにより、信頼性に優れた三次元造形物を提供することができる。
三次元造形物の用途は、特に限定されないが、例えば、人形、フィギュア等の鑑賞物・展示物;インプラント等の医療機器等が挙げられる。
また、三次元造形物は、プロトタイプ、量産品、オーダーメード品のいずれに適用されてもよい。
以上、本発明の好適な実施形態について説明したが、本発明は、これらに限定されない。
例えば、本発明の三次元造形物の製造方法に用いられる三次元造形物製造装置では、各部の構成は、同様の機能を発揮する任意の構成のものに置換することができ、また、任意の構成を付加することもできる。
例えば、本発明の三次元造形物の製造方法に用いられる三次元造形物製造装置は、吐出される組成物を加熱する加熱手段を備えていてもよい。これにより、組成物の粘度を低下させ、吐出性をより向上させることができる。また、吐出前の組成物を加熱しておくことにより、吐出後の組成物が冷却され、吐出後の組成物の粘度を大きくし、組成物により形成されるパターンの形状の安定性をより向上させることができる。これにより、三次元造形物の生産性および寸法精度を、より高いレベルで両立することができる。
また、本発明の三次元造形物の製造方法に用いられる三次元造形物製造装置は、図示しない冷却手段を備えていてもよい。これにより、例えば、粒子の接合の後に層を速やかに冷却することができ、後の工程を好適に行うことができる。その結果、三次元造形物の生産性、信頼性をより向上させることができる。また、溶剤除去手段として赤外線ハロゲンランプ、カーボンヒーター等を備えていてもよい。
また、前述した実施形態では、ステージの表面に直接層を形成する場合について代表的に説明したが、例えば、ステージ上に造形プレートを配置し、当該造形プレート上に層を積層して三次元造形物を製造してもよい。このような場合、三次元造形物の製造過程においては、造形プレートと最下層を構成する粒子とを接合させ、その後、後処理で目的とする三次元造形物から造形プレートを除去してもよい。これにより、例えば、複数の層を積層していく過程での層の反りの発生をより効果的に防止することができ、最終的に得られる三次元造形物の寸法精度をより向上させることができる。
また、前述した第1実施形態では、単一の層について、第1のパターン形成工程の後に第2のパターン形成工程を行う場合について中心的に説明したが、少なくとも1つの層の形成において、第1のパターン形成工程と第2のパターン形成工程の順番は逆であってもよい。また、異なる領域で複数種の組成物を同時に付与してもよい。
また、前述した第1実施形態では、単一の層について、第1のパターン形成工程および第2のパターン形成工程を行った後に溶剤除去工程を行う場合について代表的に説明したが、例えば、第1のパターン形成工程の後、および、第2のパターン形成工程の後のそれぞれについて、個別に、溶剤除去工程を行ってもよい。
また、前述した第1実施形態では、全ての層の形成に第1のパターンおよび第2のパターンを形成する場合について代表的に説明したが、複数の層が積層されてなる積層体は、例えば、第1のパターンを有さない層や、第2のパターンを有さない層を備えていてもよい。また、ステージとの接触面(ステージの直上)に、実体部に対応する部位が形成されない層(例えば、サポート部のみで構成された層)を形成し、当該層を犠牲層として機能させてもよい。
また、本発明の三次元造形物の製造方法においては、工程・処理の順番は、前述したものに限定されず、その少なくとも一部を入れ替えて行ってもよい。
例えば、第1の接合工程と第2の接合工程との順番を入れ替えてもよいし、層の異なる部位で、第1の接合工程と第2の接合工程とを同時進行的に行ってもよい。
また、前述した第1実施形態では、接合工程において、実体部形成用組成物中に含まれる粒子の接合とともに、サポート部形成用組成物中に含まれる粒子の接合を行わない場合について中心的に説明したが、接合工程では、実体部形成用組成物中に含まれる粒子の接合とともに、サポート部形成用組成物中に含まれる粒子の接合を行ってもよい。
また、製造すべき三次元造形物の形状によっては、サポート部を形成しなくてもよい。
また、本発明の三次元造形物の製造方法においては、必要に応じて、前処理工程、中間処理工程、後処理工程を行ってもよい。
また、本発明の三次元造形物の製造方法においては、必要に応じて、前処理工程、中間処理工程、後処理工程を行ってもよい。
前処理工程としては、例えば、ステージの清掃工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、粒子の接合強度を向上させるための熱処理工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、粒子の接合強度を向上させるための熱処理工程等が挙げられる。
また、本発明の三次元造形物の製造方法は、前述したような三次元造形物製造装置を用いて実行するものに限定されない。
以下に具体的な実施例をあげて本発明をさらに詳しく説明するが、本発明はこれら実施例のみに限定されるものではない。なお、以下の説明において、特に温度条件を示していない処理は、室温(25℃)において行った。また、各種測定条件についても特に温度条件を示していないものは、室温(25℃)における数値である。
(実施例A1)
[1]三次元造形物製造用組成物の製造
平均粒径が10μmのSUS316L粉末:30体積部と、溶剤としてのグリセリン:70体積部とを混合することにより、三次元造形物製造用組成物としての実体部形成用組成物を得た(表1参照)。
[1]三次元造形物製造用組成物の製造
平均粒径が10μmのSUS316L粉末:30体積部と、溶剤としてのグリセリン:70体積部とを混合することにより、三次元造形物製造用組成物としての実体部形成用組成物を得た(表1参照)。
また、平均粒径が3μmのアルミナ粉末:30体積部と、溶剤としてのグリセリン:70体積部とを混合することにより、三次元造形物製造用組成物としてのサポート部形成用組成物を得た。
これにより、実体部形成用組成物とサポート部形成用組成物とからなる三次元造形物製造用組成物セットを得た。
[2]三次元造形物の製造
前記のようにして得られた三次元造形物製造用組成物を用いて、設計寸法が厚さ:4mm×幅:10mm×長さ:80mmの直方体形状である三次元造形物を、以下のようにして製造した。
前記のようにして得られた三次元造形物製造用組成物を用いて、設計寸法が厚さ:4mm×幅:10mm×長さ:80mmの直方体形状である三次元造形物を、以下のようにして製造した。
まず、図21に示すような三次元造形物製造装置を用意し、第1の組成物供給手段としてのディスペンサーのノズルから、ステージ上に所定のパターンで、サポート部形成用組成物を複数の液滴として吐出して第1のパターン(サポート部用パターン)を形成した(層形成工程(第1のパターン形成工程))。
次に、第2の組成物供給手段としてのディスペンサーのノズルから、ステージ上に所定のパターンで、実体部形成用組成物を複数の液滴として吐出して第2のパターン(実体部用パターン)を形成した(層形成工程(第2のパターン形成工程))。
これにより、第1のパターンおよび第2のパターンからなる層が形成された。層の厚さは26μmであった。
その後、第1のパターンおよび第2のパターンからなる層に対して、250℃での加熱処理を施し、層中に含まれる溶剤を除去した(溶剤除去工程)。
その後、層の第1のパターン、第2のパターンについて、順次、レーザー光(YAGレーザー、最大ピーク波長:1064nm、レーザー出力:110W、ビーム径:100μm)を走査(照射)させ、粒子の接合を行った。これにより、第1の接合部(サポート部)および第2の接合部(実体部)を形成した(接合工程)。なお、レーザー光の走査速度は、400mm/秒とした。
上記のような層形成工程(第1のパターン形成工程および第2のパターン形成工程)ないし接合工程を有する一連の工程を繰り返し行うことにより、製造すべき三次元造形物に対応する形状の積層体を得た。
その後、サポート部を吸引除去し、目的とする三次元造形物を取り出した(サポート部除去工程)。
(実施例A2~A4)
実体部形成用組成物の構成、層形成工程で形成する層の厚さを、表1に示すようにし、レーザー光の照射条件を調整した以外は、前記実施例A1と同様にして三次元造形物製造用組成物(三次元造形物製造用組成物セット)、三次元造形物を製造した。
実体部形成用組成物の構成、層形成工程で形成する層の厚さを、表1に示すようにし、レーザー光の照射条件を調整した以外は、前記実施例A1と同様にして三次元造形物製造用組成物(三次元造形物製造用組成物セット)、三次元造形物を製造した。
(比較例A1~A7)
実体部形成用組成物の構成、層形成工程で形成する層の厚さを、表1に示すようにし、レーザー光の照射条件を調整した以外は、前記実施例A1と同様にして三次元造形物製造用組成物(三次元造形物製造用組成物セット)、三次元造形物を製造した。
実体部形成用組成物の構成、層形成工程で形成する層の厚さを、表1に示すようにし、レーザー光の照射条件を調整した以外は、前記実施例A1と同様にして三次元造形物製造用組成物(三次元造形物製造用組成物セット)、三次元造形物を製造した。
前記各実施例および各比較例の三次元造形物製造用組成物(実体部形成用組成物)の構成を表1にまとめて示す。なお、表中、グリセリンを「Gly」で示した。
また、前記各実施例および各比較例での三次元造形物の製造条件と同一の条件で、層形成工程、溶剤除去工程および接合工程を施すことにより得られた層(積層されていない単一の層)の表面(実体部に相当する領域)について、ISO 25178で規定される算術平均高さSa、最大高さSz、スキューネス偏り度Ssk、クルトシス尖り度Skuを求めた。実体部に相当する領域について求めたこれらの値を、表1にまとめて示した。SskおよびSkuの値から、DS/D50>5.0において、造形面の表面粗さ分布が急激に尖った偏りある分布に変化する傾向のあることがわかる。
また、前記各実施例で用いたサポート部形成用組成物、実体部形成用組成物の粘度は、いずれも、1000mPa・s以上20000mPa・s以下の範囲内の値であった。また、前記各実施例および各比較例でのサポート部形成用組成物、実体部形成用組成物の液滴1滴あたりの体積は、いずれも1nL以上50nL以下の範囲内の値であった。また、前記各実施例および各比較例では、溶剤除去工程後の層中における溶剤の含有率は、いずれも、0.5質量%以上20質量%以下の範囲内の値であった。また、前記各実施例で用いたサポート部形成用組成物、実体部形成用組成物中に含まれる粒子のDmaxは、いずれも、0.2μm以上80μm以下の範囲内の値であった。

[3]評価
[3.1]三次元造形物の寸法精度
前記各実施例および各比較例の三次元造形物について、厚さ、幅、長さを測定し、設計値からのずれ量を求め、以下の基準に従い評価した。
A:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%未満である。
B:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%以上2.0%未満である。
C:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が2.0%以上4.0%未満である。
D:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が4.0%以上7.0%未満である。
E:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が7.0%以上である。
[3.1]三次元造形物の寸法精度
前記各実施例および各比較例の三次元造形物について、厚さ、幅、長さを測定し、設計値からのずれ量を求め、以下の基準に従い評価した。
A:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%未満である。
B:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%以上2.0%未満である。
C:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が2.0%以上4.0%未満である。
D:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が4.0%以上7.0%未満である。
E:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が7.0%以上である。
[3.2]強度
前記各実施例および各比較例の三次元造形物について、JIS K 7171:1994(ISO 178:1993)に準拠し、支点間距離64mm、試験速度:2mm/分という条件で測定を行い、曲げ強度について、以下の基準に従い評価した。
A:曲げ強度が65MPa以上。
B:曲げ強度が60MPa以上65MPa未満。
C:曲げ強度が45MPa以上60MPa未満。
D:曲げ強度が30MPa以上45MPa未満。
E:曲げ強度が30MPa未満。
これらの結果を表2にまとめて示す。
前記各実施例および各比較例の三次元造形物について、JIS K 7171:1994(ISO 178:1993)に準拠し、支点間距離64mm、試験速度:2mm/分という条件で測定を行い、曲げ強度について、以下の基準に従い評価した。
A:曲げ強度が65MPa以上。
B:曲げ強度が60MPa以上65MPa未満。
C:曲げ強度が45MPa以上60MPa未満。
D:曲げ強度が30MPa以上45MPa未満。
E:曲げ強度が30MPa未満。
これらの結果を表2にまとめて示す。

表2から明らかなように、本発明では、寸法精度、強度に優れ、信頼性の高い三次元造形物を製造することができた。これに対し、比較例では、満足のいく結果が得られなかった。
(実施例B1)
[4]三次元造形物製造用組成物の用意
前記実施例A1で製造した実体部形成用組成物を、本実施例の三次元造形物製造用組成物として用意した。
[4]三次元造形物製造用組成物の用意
前記実施例A1で製造した実体部形成用組成物を、本実施例の三次元造形物製造用組成物として用意した。
[5]三次元造形物の製造
前記のようにして得られた三次元造形物製造用組成物を用いて、設計寸法が厚さ:4mm×幅:10mm×長さ:80mmの直方体形状である三次元造形物を、以下のようにして製造した。
前記のようにして得られた三次元造形物製造用組成物を用いて、設計寸法が厚さ:4mm×幅:10mm×長さ:80mmの直方体形状である三次元造形物を、以下のようにして製造した。
まず、図22に示すような三次元造形物製造装置を用意し、組成物供給手段から、組成物載置部(組成物仮置部)に三次元造形物製造用を供給した。次に、平坦化手段としてのスキージを用いて、組成物載置部(組成物仮置部)に供給された三次元造形物製造用をステージM41に移動させつつ平坦化して層を形成した(層形成工程)。形成された層の厚さは26μmであった。
その後、形成された層に対して、250℃での加熱処理を施し、層中に含まれる溶剤を除去した(溶剤除去工程)。
その後、層に対し、形成すべき三次元造形物の実体部に対応するパターンで、レーザー光(YAGレーザー、最大ピーク波長:1064nm、レーザー出力:110W、ビーム径:100μm)を走査(照射)させ、粒子の接合を行い、接合部(実体部)を形成した(接合工程)。なお、レーザー光の走査速度は400mm/秒とした。
上記のような層形成工程ないし接合工程を有する一連の工程を繰り返し行うことにより、製造すべき三次元造形物に対応する形状の積層体を得た。
その後、サポート部を吸引除去し、目的とする三次元造形物を取り出した(不要部除去工程)。
(実施例B2~B4)
前記実施例A2~A4で製造した実体部形成用組成物を、それぞれ、実施例B2~B4の三次元造形物製造用組成物として用意した。
前記実施例A2~A4で製造した実体部形成用組成物を、それぞれ、実施例B2~B4の三次元造形物製造用組成物として用意した。
その後、層形成工程で形成する層の厚さを、それぞれ表3に示すようにし、レーザー光の照射条件を調整した以外は、前記実施例B1と同様にして三次元造形物を製造した。
(比較例B1~B7)
前記比較例A1~A7で製造した実体部形成用組成物を、それぞれ、比較例B1~B7の三次元造形物製造用組成物として用意した。
前記比較例A1~A7で製造した実体部形成用組成物を、それぞれ、比較例B1~B7の三次元造形物製造用組成物として用意した。
その後、層形成工程で形成する層の厚さを、それぞれ表3に示すようにし、レーザー光の照射条件を調整した以外は、前記実施例B1と同様にして三次元造形物を製造した。
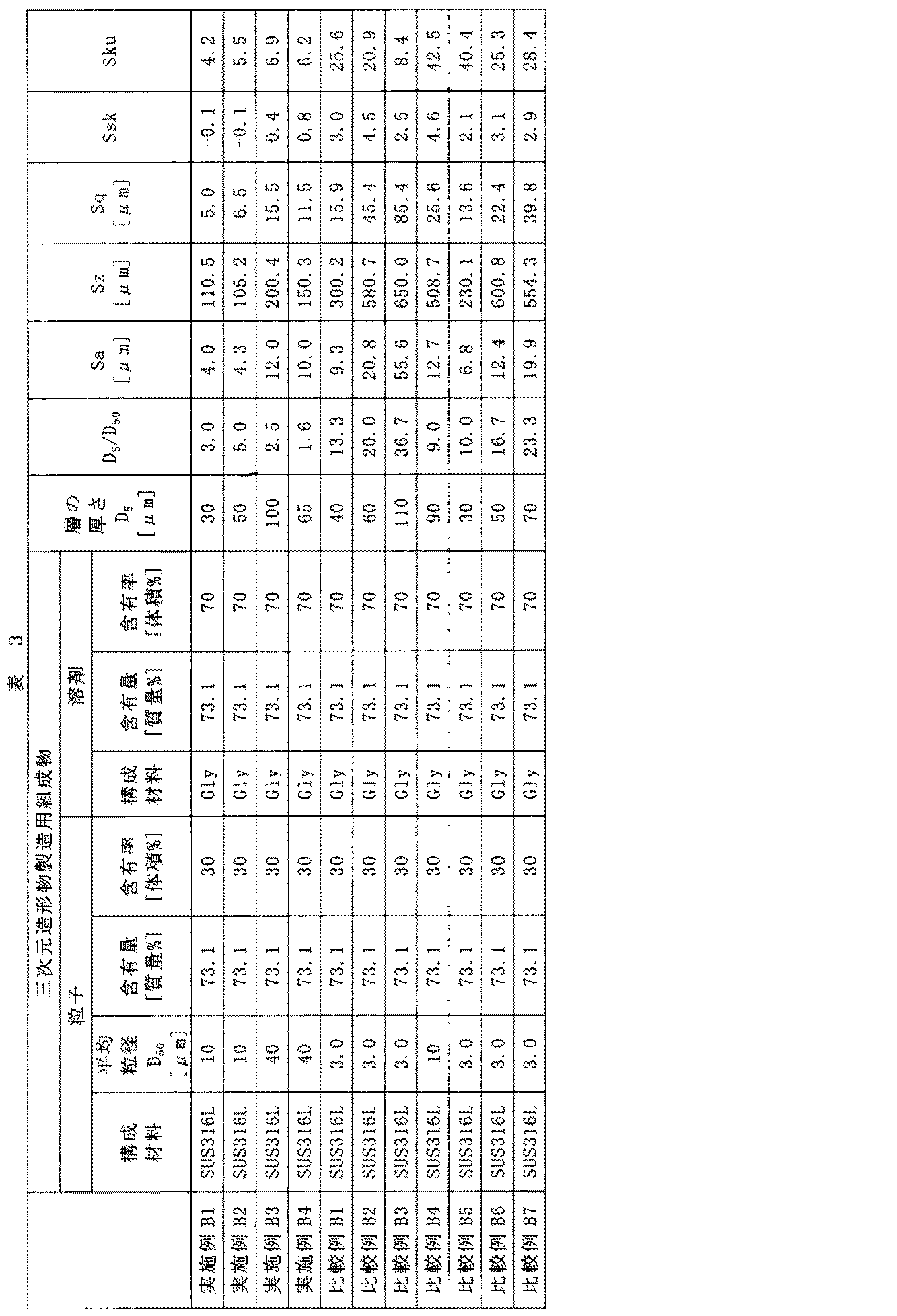
前記各実施例および各比較例の三次元造形物製造用組成物の構成を表3にまとめて示す。なお、表中、グリセリンを「Gly」で示した。
また、前記各実施例および各比較例での三次元造形物の製造条件と同一の条件で、層形成工程、溶剤除去工程および接合工程を施すことにより得られた層(積層されていない単一の層)の表面(実体部に相当する領域)について、ISO 25178で規定される算術平均高さSa、最大高さSz、スキューネス偏り度Ssk、クルトシス尖り度Skuを求めた。これらの値を表3にまとめて示した。
また、前記各実施例および各比較例では、溶剤除去工程後の層中における溶剤の含有率は、いずれも、0.5質量%以上20質量%以下の範囲内の値であった。また、前記各実施例で用いた三次元造形物製造用組成物中に含まれる粒子のDmaxは、いずれも、0.2μm以上80μm以下の範囲内の値であった。
[6]評価
[6.1]三次元造形物の寸法精度
前記各実施例および各比較例の三次元造形物について、厚さ、幅、長さを測定し、設計値からのずれ量を求め、以下の基準に従い評価した。
A:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%未満である。
B:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%以上2.0%未満である。
C:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が2.0%以上4.0%未満である。
D:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が4.0%以上7.0%未満である。
E:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が7.0%以上である。
[6.1]三次元造形物の寸法精度
前記各実施例および各比較例の三次元造形物について、厚さ、幅、長さを測定し、設計値からのずれ量を求め、以下の基準に従い評価した。
A:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%未満である。
B:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が1.0%以上2.0%未満である。
C:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が2.0%以上4.0%未満である。
D:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が4.0%以上7.0%未満である。
E:厚さ、幅、長さのうち、設計値からのずれ量が最も大きいものについての設計値からのずれ量が7.0%以上である。
[6.2]強度
前記各実施例および各比較例の三次元造形物について、JIS K 7171:1994(ISO 178:1993)に準拠し、支点間距離64mm、試験速度:2mm/分という条件で測定を行い、曲げ強度について、以下の基準に従い評価した。
A:曲げ強度が65MPa以上。
B:曲げ強度が60MPa以上65MPa未満。
C:曲げ強度が45MPa以上60MPa未満。
D:曲げ強度が30MPa以上45MPa未満。
E:曲げ強度が30MPa未満。
これらの結果を表4にまとめて示す。
前記各実施例および各比較例の三次元造形物について、JIS K 7171:1994(ISO 178:1993)に準拠し、支点間距離64mm、試験速度:2mm/分という条件で測定を行い、曲げ強度について、以下の基準に従い評価した。
A:曲げ強度が65MPa以上。
B:曲げ強度が60MPa以上65MPa未満。
C:曲げ強度が45MPa以上60MPa未満。
D:曲げ強度が30MPa以上45MPa未満。
E:曲げ強度が30MPa未満。
これらの結果を表4にまとめて示す。

表4から明らかなように、本発明では、寸法精度、強度に優れ、信頼性の高い三次元造形物を製造することができた。これに対し、比較例では、満足のいく結果が得られなかった。
10…三次元造形物、1…層、2’…組成物(三次元造形物製造用組成物)、2A’…組成物(サポート部形成用組成物)、2B’…組成物(実体部形成用組成物)、21…粒子(分散質)、21A…粒子(分散質)、21B…粒子(分散質)、2A…第1のパターン(サポート部用パターン)、2B…第2のパターン(実体部用パターン)、3…接合部、3A…接合部(第1の接合部)、3B…接合部(第2の接合部)、4…実体部、5…サポート部(支持部、サポート材)、M100…三次元造形物製造装置、M2…制御部、M21…コンピューター、M22…駆動制御部、M3…組成物供給手段(吐出手段)、M3A…第1の組成物供給手段(第1の吐出手段)、M3B…第2の組成物供給手段(第2の吐出手段)、M4…層形成部、M41…ステージ(昇降ステージ)、M410…平面(受液面)、M45…枠体、M5…ガイド、M6…レーザー光照射手段、M7…組成物載置部(組成物仮置部)、M8…平坦化手段、M9…組成物供給手段、L…レーザー光
Claims (6)
- 複数の層を積層して三次元造形物を製造する方法であって、
複数個の粒子を含む組成物を用いて前記層を形成する層形成工程と、前記層にレーザー光を照射し、前記層中に含まれる前記粒子同士を接合する接合工程とを含む一連の工程を繰り返し行い、
前記粒子の平均粒径をD50[μm]、前記層形成工程で形成された前記層の厚さをDS[μm]としたとき、DS/D50<5.0の関係を満たし、
前記接合工程により前記粒子同士が接合された状態の前記層の表面の算術平均高さSaが15μm以下であることを特徴とする三次元造形物の製造方法。 - 前記接合工程により前記粒子同士が接合された状態の前記層の表面の最大高さSzが250μm以下である請求項1に記載の三次元造形物の製造方法。
- 前記組成物を吐出して前記層を形成する請求項1または2に記載の三次元造形物の製造方法。
- 前記組成物を平坦化手段により平坦化して前記層を形成する請求項1または2に記載の三次元造形物の製造方法。
- 前記層形成工程で形成された前記層の厚さDSが、5μm以上300μm以下である請求項1ないし4のいずれか1項に記載の三次元造形物の製造方法。
- 前記粒子の平均粒径D50が、0.1μm以上50μm未満である請求項1ないし5のいずれか1項に記載の三次元造形物の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/498,455 US11383303B2 (en) | 2017-03-31 | 2018-03-27 | Production method for three-dimensional shaped article |
| CN201880022093.4A CN110475634B (zh) | 2017-03-31 | 2018-03-27 | 三维造型物的制造方法 |
| EP18777429.4A EP3603852A4 (en) | 2017-03-31 | 2018-03-27 | MANUFACTURING PROCESS FOR THREE-DIMENSIONAL OBJECT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017073075A JP6907657B2 (ja) | 2017-03-31 | 2017-03-31 | 三次元造形物の製造方法 |
| JP2017-073075 | 2017-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018181275A1 true WO2018181275A1 (ja) | 2018-10-04 |
Family
ID=63676178
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/012355 WO2018181275A1 (ja) | 2017-03-31 | 2018-03-27 | 三次元造形物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11383303B2 (ja) |
| EP (1) | EP3603852A4 (ja) |
| JP (1) | JP6907657B2 (ja) |
| CN (1) | CN110475634B (ja) |
| WO (1) | WO2018181275A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7036035B2 (ja) * | 2017-01-12 | 2022-03-15 | コニカミノルタ株式会社 | 樹脂組成物および立体造形物の製造方法 |
| JP2022175662A (ja) * | 2021-05-14 | 2022-11-25 | トヨタ自動車株式会社 | 積層造形物の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336403A (ja) * | 1999-05-26 | 2000-12-05 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法 |
| JP2005536324A (ja) * | 2002-06-18 | 2005-12-02 | ダイムラークライスラー・アクチェンゲゼルシャフト | 処理精度を増大させたレーザ焼結法、及びその方法に用いられる粒子 |
| JP2008184623A (ja) | 2007-01-26 | 2008-08-14 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法及び材料 |
| JP2009001900A (ja) * | 2007-05-23 | 2009-01-08 | Panasonic Electric Works Co Ltd | 三次元形状造形物の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005022308B4 (de) | 2005-05-13 | 2007-03-22 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objekts mit einem beheizten Beschichter für pulverförmiges Aufbaumaterial |
| DE112011101779T5 (de) * | 2010-05-25 | 2013-03-14 | Panasonic Corporation | Metallpulver zum selektiven Lasersintern, Verfahren zur Herstellung eines dreidimensionalen Formgegenstands unter Verwendung desselben und davon erhaltener dreidimensionaler Formgegenstand |
| JP6379850B2 (ja) | 2013-10-11 | 2018-08-29 | セイコーエプソン株式会社 | レーザー焼結用粉末および構造物の製造方法 |
| JP2015196267A (ja) * | 2014-03-31 | 2015-11-09 | 株式会社東芝 | 積層造形物の製造方法、製造装置及びスラリー |
| JP5721887B1 (ja) * | 2014-06-20 | 2015-05-20 | 株式会社ソディック | 積層造形装置 |
| JP6403785B2 (ja) * | 2014-09-19 | 2018-10-10 | 株式会社Fuji | 製造装置及び製造方法 |
| CN104259459B (zh) * | 2014-09-29 | 2016-08-24 | 飞而康快速制造科技有限责任公司 | 一种采用选区激光熔化技术制备钛合金工艺品的方法 |
| US10974496B2 (en) * | 2014-09-30 | 2021-04-13 | Hewlett-Packard Development Company, L.P. | Generating a three-dimensional object |
| JP6515557B2 (ja) * | 2015-02-04 | 2019-05-22 | セイコーエプソン株式会社 | 三次元造形物製造用部材、三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
| JP2016172893A (ja) * | 2015-03-17 | 2016-09-29 | セイコーエプソン株式会社 | 3次元形成装置および3次元形成方法 |
| WO2017015159A1 (en) * | 2015-07-17 | 2017-01-26 | Applied Materials, Inc. | Selective material dispensing and fusing of multiple layers in additive manufacturing |
| RU2018103772A (ru) * | 2015-07-18 | 2019-08-19 | Вулканформс Инк. | Аддитивное производство посредством пространственно регулируемого сплавления материала |
| CN105537589B (zh) * | 2016-01-28 | 2018-12-25 | 佛山市安齿生物科技有限公司 | 一种slm成型钛种植体表面处理方法 |
-
2017
- 2017-03-31 JP JP2017073075A patent/JP6907657B2/ja active Active
-
2018
- 2018-03-27 WO PCT/JP2018/012355 patent/WO2018181275A1/ja active Application Filing
- 2018-03-27 CN CN201880022093.4A patent/CN110475634B/zh active Active
- 2018-03-27 EP EP18777429.4A patent/EP3603852A4/en active Pending
- 2018-03-27 US US16/498,455 patent/US11383303B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336403A (ja) * | 1999-05-26 | 2000-12-05 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法 |
| JP2005536324A (ja) * | 2002-06-18 | 2005-12-02 | ダイムラークライスラー・アクチェンゲゼルシャフト | 処理精度を増大させたレーザ焼結法、及びその方法に用いられる粒子 |
| JP2008184623A (ja) | 2007-01-26 | 2008-08-14 | Matsushita Electric Works Ltd | 三次元形状造形物の製造方法及び材料 |
| JP2009001900A (ja) * | 2007-05-23 | 2009-01-08 | Panasonic Electric Works Co Ltd | 三次元形状造形物の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3603852A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110475634B (zh) | 2022-06-10 |
| JP2018172766A (ja) | 2018-11-08 |
| EP3603852A4 (en) | 2020-11-11 |
| JP6907657B2 (ja) | 2021-07-21 |
| EP3603852A1 (en) | 2020-02-05 |
| CN110475634A (zh) | 2019-11-19 |
| US11383303B2 (en) | 2022-07-12 |
| US20210213533A1 (en) | 2021-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018159133A1 (ja) | 三次元造形物製造用組成物、三次元造形物の製造方法および三次元造形物製造装置 | |
| JP6669985B2 (ja) | 三次元造形物の製造方法 | |
| JP2015189007A (ja) | 造形物の製造方法 | |
| JP6825293B2 (ja) | 三次元造形物製造用組成物および三次元造形物の製造方法 | |
| TW201609606A (zh) | 燒結造形方法、液狀結合劑及燒結造形物 | |
| JP2018141225A (ja) | 三次元造形物製造用組成物および三次元造形物の製造方法 | |
| JP2017110271A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017031490A (ja) | 三次元造形物の製造方法、三次元造形物製造装置、三次元造形物および三次元造形物製造用組成物 | |
| JP6720608B2 (ja) | 三次元造形物の製造方法 | |
| US20210138587A1 (en) | Three-dimensional shaped article producing powder, three-dimensional shaped article producing composition, and production method for three-dimensional shaped article | |
| WO2018181275A1 (ja) | 三次元造形物の製造方法 | |
| JP2015189024A (ja) | 造形物の製造方法 | |
| JP2017160471A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| WO2018159134A1 (ja) | 三次元造形物製造用組成物、三次元造形物の製造方法および三次元造形物製造装置 | |
| JP2017159474A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2018159110A (ja) | 組成物および三次元造形物の製造方法 | |
| JP2017177510A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017113888A (ja) | 三次元造形物の製造方法、三次元造形物製造装置、三次元造形物および三次元造形物製造用組成物 | |
| JP2018141222A (ja) | 三次元造形物製造用組成物および三次元造形物の製造方法 | |
| JP2018052084A (ja) | 三次元造形物製造用組成物、三次元造形物製造用組成物セット、三次元造形物の製造方法および三次元造形物製造装置 | |
| JP2021050407A (ja) | 三次元造形物製造用組成物 | |
| JP2017106082A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2021055157A (ja) | 三次元造形物製造用組成物 | |
| JP2017171959A (ja) | 三次元造形物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18777429 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018777429 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018777429 Country of ref document: EP Effective date: 20191031 |