JP2017160471A - 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 - Google Patents
三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 Download PDFInfo
- Publication number
- JP2017160471A JP2017160471A JP2016043675A JP2016043675A JP2017160471A JP 2017160471 A JP2017160471 A JP 2017160471A JP 2016043675 A JP2016043675 A JP 2016043675A JP 2016043675 A JP2016043675 A JP 2016043675A JP 2017160471 A JP2017160471 A JP 2017160471A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- composition
- dimensional structure
- particles
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/112—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using individual droplets, e.g. from jetting heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/62—Treatment of workpieces or articles after build-up by chemical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/66—Treatment of workpieces or articles after build-up by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6026—Computer aided shaping, e.g. rapid prototyping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Automation & Control Theory (AREA)
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
Abstract
【課題】寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物の製造方法を提供すること。【解決手段】本発明の三次元造形物の製造方法は、層を積層することにより、三次元造形物を製造する三次元造形物の製造方法であって、ディスペンサーを用いて、粒子および溶剤を含む組成物の液滴を吐出して所定のパターンで前記層を形成する層形成工程と、前記層の高さを求める測定工程と、複数の前記層を備える積層体に対し前記粒子を接合するための接合処理を施す接合工程とを有し、nを1以上の任意の整数としたとき、前記測定工程で求められた第n番目の前記層(第n層)の高さの情報に基づいて、第n+1番目の前記層(第n+1層)を形成する前記層形成工程において、前記ディスペンサーから前記第n層へ吐出する単位面積当たりの前記組成物の液滴数を調整することを特徴とする。【選択図】なし
Description
本発明は、三次元造形物の製造方法、三次元造形物製造装置および三次元造形物に関する。
従来より、例えば、三次元CADソフト、三次元スキャナー等で生成した三次元物体のモデルデータを基にして、三次元造形物を形成する方法が知られている。
三次元造形物を形成する方法として、積層法(三次元造形法)が知られている。積層法では、一般的に、三次元物体のモデルデータを多数の二次元断面層データ(スライスデータ)に分割した後、各二次元断面層データに対応する断面部材を順次造形しつつ、断面部材を順次積層することによって三次元造形物を形成する。
積層法は、造形しようとする三次元造形物のモデルデータさえあれば、直ちに形成することが可能であり、造形に先立って金型を作成するなどの必要がないので、迅速にしかも安価に三次元造形物を形成することが可能である。また、薄い板状の断面部材を一層ずつ積層して形成するので、例えば内部構造を有する複雑な物体であっても、複数の部品に分けることなく一体の造形物として形成することが可能である。
このような積層法として、粉体と溶剤とを含む材料(スラリー)をディスペンサーにより吐出して膜(層)を形成する処理を繰り返し行い、三次元造形物を製造する技術が知られている(例えば、特許文献1参照)。
しかしながら、このような積層法では、形成する層の厚みが目標の値からずれることがある。このような厚みのずれは、三次元造形物の寸法精度を低下させる原因となる。特に、積層によって、厚みのずれが累積されることにより、最終的に得られる三次元造形物の寸法精度が大きく低下する場合がある。このような問題は、積層数が多い場合により顕著に表れる。
本発明の目的は、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物の製造方法を提供すること、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物製造装置を提供すること、また、寸法精度に優れた三次元造形物を提供することにある。
このような目的は、下記の本発明により達成される。
本発明の三次元造形物の製造方法は、層を積層することにより、三次元造形物を製造する三次元造形物の製造方法であって、
ディスペンサーを用いて、粒子および溶剤を含む組成物の液滴を吐出して所定のパターンで前記層を形成する層形成工程と、
前記層の高さを求める測定工程と、
複数の前記層を備える積層体に対し前記粒子を接合するための接合処理を施す接合工程とを有し、
nを1以上の任意の整数としたとき、前記測定工程で求められた第n番目の前記層である第n層の高さの情報に基づいて、第n+1番目の前記層である第n+1層を形成する前記層形成工程において、前記ディスペンサーから前記第n層へ吐出する単位面積当たりの前記組成物の液滴数を調整することを特徴とする。
本発明の三次元造形物の製造方法は、層を積層することにより、三次元造形物を製造する三次元造形物の製造方法であって、
ディスペンサーを用いて、粒子および溶剤を含む組成物の液滴を吐出して所定のパターンで前記層を形成する層形成工程と、
前記層の高さを求める測定工程と、
複数の前記層を備える積層体に対し前記粒子を接合するための接合処理を施す接合工程とを有し、
nを1以上の任意の整数としたとき、前記測定工程で求められた第n番目の前記層である第n層の高さの情報に基づいて、第n+1番目の前記層である第n+1層を形成する前記層形成工程において、前記ディスペンサーから前記第n層へ吐出する単位面積当たりの前記組成物の液滴数を調整することを特徴とする。
これにより、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物の製造方法を提供することができる。
本発明の三次元造形物の製造方法では、前記測定工程では、前記第n層の表面のうち、前記第n+1層が積層される複数の箇所について、高さを求め、前記第n層と前記第n+1層とによって膜厚が所望の膜厚になるように、前記第n+1層を形成する前記層形成工程における単位面積当たりの前記組成物の液滴数を調整することが好ましい。
これにより、三次元造形物の寸法精度をより優れたものとすることができる。
これにより、三次元造形物の寸法精度をより優れたものとすることができる。
本発明の三次元造形物の製造方法では、前記第n層を形成する前記層形成工程においては、前記組成物の単位面積当たりの液滴数を所定の値とし、
前記第n+1層を形成する前記層形成工程においては、前記組成物の単位面積当たりの液滴数として、前記所定の値よりも少ない値、前記所定の値よりも多い値の少なくとも一方を選択して、単位面積当たりの前記組成物の吐出量を調整することが好ましい。
これにより、三次元造形物の寸法精度をより優れたものとすることができる。
前記第n+1層を形成する前記層形成工程においては、前記組成物の単位面積当たりの液滴数として、前記所定の値よりも少ない値、前記所定の値よりも多い値の少なくとも一方を選択して、単位面積当たりの前記組成物の吐出量を調整することが好ましい。
これにより、三次元造形物の寸法精度をより優れたものとすることができる。
本発明の三次元造形物の製造方法では、前記第n層についての前記測定工程は、前記第n層から前記溶剤を除去する溶剤除去工程を行った後に行うものであることが好ましい。
これにより、測定工程後における第n層の変形(厚みの変化)の影響を防止することができ、第n+1層の層形成工程での組成物の付与量をより適切に決定することができる。その結果、三次元造形物の寸法精度をより優れたものとすることができる。
本発明の三次元造形物の製造方法では、前記組成物は、前記粒子、前記溶剤に加え、さらに、前記溶剤が除去された前記層中において前記粒子同士を仮接合する機能を有するバインダーを含むものであることが好ましい。
これにより、三次元造形物の寸法精度をより優れたものとすることができる。また、三次元造形物中における空隙率(空孔率)、三次元造形物の密度等の調整を好適に行うことができる。
本発明の三次元造形物の製造方法では、前記組成物は、前記粒子として、金属材料、セラミックス材料のうち少なくとも一方を含む材料で構成されたものを含むものであることが好ましい。
これにより、例えば、三次元造形物の質感(高級感)、機械的強度、耐久性等をより優れたものとすることができる。
本発明の三次元造形物製造装置は、粒子および溶剤を含む組成物の液滴を吐出するディスペンサーと、
前記組成物を用いて形成された層の高さを求める測定手段と、
前記ディスペンサーからの前記組成物の吐出量を制御する制御部とを備え、
前記制御部は、前記測定手段により測定された結果に基づいて、前記ディスペンサーからの、高さを測定された前記層への単位面積当たりの前記組成物の液滴数を調整するように構成されていることを特徴とする。
前記組成物を用いて形成された層の高さを求める測定手段と、
前記ディスペンサーからの前記組成物の吐出量を制御する制御部とを備え、
前記制御部は、前記測定手段により測定された結果に基づいて、前記ディスペンサーからの、高さを測定された前記層への単位面積当たりの前記組成物の液滴数を調整するように構成されていることを特徴とする。
これにより、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物製造装置を提供することができる。
本発明の三次元造形物製造装置では、前記層が積層された積層体に対し、前記粒子同士を接合するためのエネルギーを付与する接合手段をさらに備えていることが好ましい。
これにより、複数の層が積層されて成る積層体を三次元造形物製造装置の外部に取り出すことなく、同一装置内で、三次元造形物の製造を行うことができ、三次元造形物の生産性をより優れたものとすることができる。
本発明の三次元造形物は、本発明の三次元造形物製造装置を用いて製造されたものであることを特徴とする。
これにより、寸法精度に優れた三次元造形物を提供することができる。
これにより、寸法精度に優れた三次元造形物を提供することができる。
以下、添付する図面を参照しつつ、好適な実施形態について詳細な説明をする。
《三次元造形物の製造方法》
まず、本発明の三次元造形物の製造方法について説明する。
《三次元造形物の製造方法》
まず、本発明の三次元造形物の製造方法について説明する。
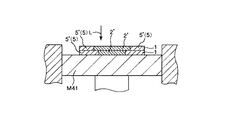
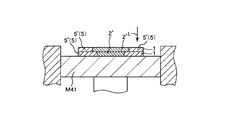
図1、図3〜図12は、本発明の三次元造形物の製造方法の好適な実施形態の工程を模式的に示す縦断面図、図2は、吐出される組成物(実体部形成用組成物)の様子を示す拡大図である。また、図13は、本発明の三次元造形物の製造方法の一例を示すフローチャートである。
図示のように、本実施形態の三次元造形物10の製造方法は、複数の層1を積層して三次元造形物を製造する方法であって、ディスペンサーM2、M3を用いて、粒子および溶剤を含む組成物としての組成物2’および組成物5’の液滴を吐出して所定のパターンで層1を形成する層形成工程と、層1の高さを求める測定工程と、複数の層1を備える積層体50に対し前記粒子(特に、組成物2’を構成する粒子21)を接合するための接合処理を施す接合工程とを有している。
そして、nを1以上の任意の整数としたとき、測定工程で求められた第n番目の層1(以下、「第n層」という)の高さの情報に基づいて、第n+1番目の層1(以下、「第n+1層」という)を形成する層形成工程において、ディスペンサー(ディスペンサーM2およびディスペンサーM3)から第n層へ吐出する単位面積当たりの組成物(組成物2’および組成物5’)の液滴数を調整する。
このように、ディスペンサーを用いて組成物の吐出を行うことにより、高粘度の組成物であっても好適に吐出することができ、組成物が目的の部位に接触した後の当該組成物のダレ等を効果的に防止することができる。その結果、最終的に得られる三次元造形物10の寸法精度を優れたものとすることができる。また、高粘度の組成物を用いることにより、厚みが比較的大きい層1を容易に形成することができ、三次元造形物10の生産性を優れたものとすることができる。
また、組成物の吐出量を調整して層1の厚みを調整することにより、最終的に得られる三次元造形物10の寸法精度を優れたものとすることができる。特に、第n層についての測定工程で求められた高さの情報に基づいて、第n+1層を形成する層形成工程においてディスペンサーから第n層へ吐出する単位面積当たりの前記組成物の液滴数を調整することにより、予め、ディスペンサーの駆動波形データを複数用意する必要がなく、様々な種類の組成物の吐出に好適に対応することができる。
また、第n層での厚みのずれを許容しつつ、第n+1層で厚みを調整することにより、三次元造形物10の生産性を特に優れたものとすることができる。
すなわち、三次元造形物を構成する各層について、厚みのずれが生じた場合に(言い換えると、層の厚みが所望の値より小さくなった場合に)、当該層の厚みが所定の値となるように、当該層の形成時に、組成物を追加で供給することも考えられるが、このような方法では、三次元造形物の生産性が著しく低下する。また、このような方法では、層の厚みが所望の値よりも小さい場合には対応することができるものの、所望の値よりも大きい場合には対応することができない。
これに対し、本実施形態のように、第n層での厚みのずれを許容しつつ、第n+1層で厚みを調整すること(言い換えると、第n層への単位面積当たりの組成物の吐出量(以下、単に、「組成物の供給量」ともいう)を調整すること)により、三次元造形物10の寸法精度を十分に優れたものとすることができるとともに、三次元造形物10の生産性を優れたものとすることができる。また、本実施形態では、第n層の厚みが、所望の値よりも小さくなった場合だけでなく、所望の値よりも大きくなった場合にも好適に対応することができる。
なお、本発明においては、三次元造形物の製造において形成される積層体を構成する層のうち少なくとも1組の隣り合う2つの層を形成する際に、上記のような測定および組成物の吐出量の調整を行えばよく、必ずしも、積層体を構成する全ての隣り合う2つの層の組み合わせについて上記のような測定および組成物の吐出量の調整を行わなくてもよいが、少なくとも、複数の組み合わせ(言い換えると、複数個のn)について上記のような測定および組成物の吐出量の調整を行うのが好ましく、全ての層の組み合わせ(言い換えると、積層体がm個(mは正の整数)の層が積層されてなるものである場合、(m−1)の層の組み合わせ)について上記のような測定および組成物の吐出量の調整を行うのがより好ましい。
これにより、前述したような効果がより顕著に発揮される。
これにより、前述したような効果がより顕著に発揮される。
なお、本実施形態においては、nが2以上の整数である場合での層1の高さ(第n層の高さ)とは、第1層から第n層までの各層の厚みを累積した厚みに対応するもののことを指し、第n層単独での厚みのことを指すものではない。
以下、各工程について詳細に説明する。
≪層形成工程≫
層形成工程では、複数個の粒子21と、粒子(分散質)21を分散する分散媒22とを含む液状の組成物(実体部形成用組成物)2’を、所定の部位(すなわち、三次元造形物10の実体部となるべき部位に対応する部位)に向けて吐出し、層1を形成する。
≪層形成工程≫
層形成工程では、複数個の粒子21と、粒子(分散質)21を分散する分散媒22とを含む液状の組成物(実体部形成用組成物)2’を、所定の部位(すなわち、三次元造形物10の実体部となるべき部位に対応する部位)に向けて吐出し、層1を形成する。
特に、1層目の層1を形成する層形成工程では、ステージ(支持体)M41の表面に向かって組成物2’を吐出し、2層目以降の層1を形成する層形成工程では、先に形成された層1に向かって組成物2’を吐出する。すなわち、1層目の層1を形成する層形成工程では、ステージM41が組成物2’の被着体であり、2層目以降の層1を形成する層形成工程では、先に形成された層1が組成物2’の被着体である。なお、ステージM41上に金属プレート(図示せず)を載置させ、金属プレートを被着体としてもよい。
また、本実施形態では、三次元造形物10の実体部の形成に寄与する組成物2’ をディスペンサーM2により吐出するとともに、三次元造形物10の製造過程において三次元造形物10の実体部となるべき部位を支持する機能を有するサポート材(支持部)5の形成に用いるサポート材形成用組成物(組成物)5’をディスペンサーM3により吐出することによって、層1を形成している。
これにより、複数の層1を積み重ねる場合において、新たに形成する層1のうち三次元造形物10の実体部に対応する部位の少なくとも一部が、先に形成された層1のうち三次元造形物10の実体部に対応する部位に接触しない場合であっても、当該新たに形成する層1の前記部位(すなわち、先に形成された層1のうち三次元造形物10の実体部に対応する部位に接触しない部位)を好適に支持することができる。このようなことから、様々な形状の三次元造形物10を優れた寸法精度で製造することができる。
組成物2’、サポート材形成用組成物5’は、吐出可能な程度の流動性を有するものであればよく、例えば、ペースト状のものであってもよい。
本工程における組成物2’、サポート材形成用組成物5’の粘度は、10mPa・s以上20000mPa・s以下であるのが好ましく、100mPa・s以上10000mPa・s以下であるのがより好ましい。
これにより、組成物2’、サポート材形成用組成物5’の吐出安定性をより優れたものとすることができるとともに、適度な厚みを有する層1の形成に好適であり、三次元造形物10の生産性をより優れたものとすることができる。また、被着体に接触した組成物2’およびサポート材形成用組成物5’が過剰に濡れ広がることが効果的に防止され、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、本明細書中において、粘度とは、特に条件の指定がない限り、せん断速度:10[s−1]という条件で、レオメーターを用いて測定される値をいう。
本工程で吐出される組成物(組成物2’、組成物5’)の液滴の1滴あたりの体積は、1pL以上500pL以下であるのが好ましく、2pL以上300pL以下であるのがより好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより優れたものとすることができるとともに、三次元造形物10の生産性をより優れたものとすることができる。
三次元造形物10の製造においては、複数種の組成物2’を用いてもよい。
これにより、例えば、三次元造形物10の各部位に求められる特性に応じて、材料を組み合わせることができ、三次元造形物10全体としての特性(外観、機能性(例えば、弾性、靱性、耐熱性、耐腐食性等)等を含む)をより優れたものとすることができる。
これにより、例えば、三次元造形物10の各部位に求められる特性に応じて、材料を組み合わせることができ、三次元造形物10全体としての特性(外観、機能性(例えば、弾性、靱性、耐熱性、耐腐食性等)等を含む)をより優れたものとすることができる。
また、三次元造形物10の製造においては、複数種のサポート材形成用組成物5’を用いてもよい。
実体部形成用組成物2’およびサポート材形成用組成物5’については、後に詳述する。
三次元造形物10の製造においては、所定回数だけ層形成工程を行い、複数の層1が積層された積層体50を得る。
すなわち、すでに形成された層1上に新たな層1を形成すべきか否かを判断し、形成すべき層1がある場合には新たな層1を形成し、形成すべき層1がない場合には積層体50に対して後に詳述する接合工程を行う。
第2層目以降の層1を形成する層形成工程においては、後に詳述する測定工程で求めた先に形成された層1の高さの情報に基づいて、ディスペンサー(ディスペンサーM2、ディスペンサーM3)から吐出する組成物(組成物2’、組成物5’)の液滴数を調整することにより、単位面積当たりの組成物の吐出量を調整する。すなわち、nを1以上の任意の整数としたとき、測定工程で求められた第n番目の前記層(第n層)の高さの情報に基づいて、第n+1番目の層(第n+1層)を形成する層形成工程において、ディスペンサーから第n層へ吐出する単位面積当たりの組成物の液滴数を調整することにより、第n+1番目の層(第n+1層)を形成する層形成工程における第n層への単位面積当たりの組成物の吐出量を調整する。
第n層を形成する層形成工程においては、組成物の単位面積当たりの液滴数を所定の値で付与し、第n+1層を形成する層形成工程においては、組成物の単位面積当たりの液滴数として、所定の値よりも少ない値、所定の値よりも多い値の少なくとも一方を選択して、単位面積当たりの組成物の吐出量を調整するのが好ましい。
これにより、第n層の高さが所望の値に比べて小さい場合および大きい場合のいずれにおいても、第n+1層を形成する層形成工程における組成物2’、組成物5’の吐出量(言い換えると、第n+1層の厚み)を好適に調整することができる。より具体的には、第n層の高さが目標値よりも低い場合には組成物の液滴数を前記所定の値よりも多いものとし、第n層の高さが目標値よりも高い場合には組成物の液滴数を前記所定の値よりも少ないものとすることにより、第n+1層形成後の高さを好適に調整することができる。その結果、三次元造形物10の寸法精度をより優れたものとすることができる。
組成物の単位面積当たりの液滴数を所定の値として形成すべき層1の厚み(第n層の厚み)は、特に限定されないが、10μm以上500μm以下であるのが好ましく、20μm以上250μm以下であるのがより好ましい。
これにより、三次元造形物10の生産性を優れたものとしつつ、三次元造形物10の寸法精度をより優れたものとすることができる。
第n+1層を形成する層形成工程において、組成物の単位面積当たりの液滴数として所定の値(第n層を形成する際の組成物の単位面積当たりの液滴数)よりも少ない値を採用する場合、第n+1層の当該部位での単位面積当たりの組成物の吐出量は、特に限定されないが、第n層での単位面積当たりの組成物の吐出量に対し、10%以上90%以下であるのが好ましく、20%以上80%以下であるのがより好ましい。
これにより、三次元造形物10の生産性および寸法精度をより高いレベルで両立することができる。
第n+1層を形成する層形成工程において、組成物の単位面積当たりの液滴数として所定の値(第n層を形成する際の組成物の単位面積当たりの液滴数)よりも多い値を採用する場合、第n+1層の当該部位での単位面積当たりの組成物の吐出量は、特に限定されないが、第n層での単位面積当たりの組成物の吐出量に対し、110%以上190%以下であるのが好ましく、120%以上180%以下であるのがより好ましい。
これにより、三次元造形物10の生産性および寸法精度をより高いレベルで両立することができる。
≪測定工程≫
層形成工程の後、当該工程で形成された層1の高さを求める。
層形成工程の後、当該工程で形成された層1の高さを求める。
本工程で測定された層1(第n層)の高さの情報は、当該層1の表面に新たに層1(第n+1層)を形成する際の単位面積当たりの組成物2’、組成物5’の吐出量の調整に利用される。
層1の高さの測定は、いかなる方法で行うものであってもよいが、例えば、レーザー変位計を用いて行うことができる。
これにより、比較的安価な装置で、優れた精度で層1の高さを求めることができる。なお、図4、図5、図8、図9中の矢印は、測定用の光(レーザー光)Lを示す。
測定工程では、第n層の表面のうち、第n+1層が積層される部位の少なくとも1箇所について高さを求めればよいが、第n+1層が積層される複数の箇所について、高さを求め、第n層と第n+1層とによって膜厚が所望の値になるように、第n+1層を形成する層形成工程における単位面積当たりの組成物の液滴数を調整することが好ましい。
これにより、層1の各部位での高さを個別に調整することができ、三次元造形物10の寸法精度をより優れたものとすることができる。
このように第n層の表面の複数の箇所について高さを求める場合、第n層のうち、組成物2’が付与された複数の箇所について測定を行うものであってもよいし、組成物5’が付与された複数の箇所について測定を行うものであってもよいし、組成物2’が付与された箇所に加え、組成物5’が付与された箇所について測定を行うものであってもよい。
また、第n層の表面の複数の箇所について高さを求める場合、第n+1層の形成時に組成物2’が付与されるべき複数の箇所について測定を行うものであってもよいし、第n+1層の形成時に組成物5’が付与されるべき複数の箇所について測定を行うものであってもよいし、第n+1層の形成時に組成物2’が付与されるべき箇所に加え、組成物5’が付与されるべき箇所について測定を行うものであってもよい。
第n層の高さの測定箇所数は、第n層の面積(第n層のうち第n+1層が積層される領域の面積)等により異なるが、2箇所以上1000箇所以下であるのが好ましく、3箇所以上500箇所以下であるのがより好ましい。
これにより、三次元造形物10の生産性および寸法精度をより高いレベルで両立することができる。
また、第n層の単位面積当たりの測定箇所数(第n層のうち第n+1層が積層される領域の単位面積当たりの測定箇所数)は、0.01箇所/cm2以上3.0箇所/cm2以下であるのが好ましく、0.05箇所/cm2以上1.0箇所/cm2以下であるのがより好ましい。
これにより、三次元造形物10の生産性および寸法精度をより高いレベルで両立することができる。
前述したように、ディスペンサーM2、M3から吐出される組成物2’、5’は、溶剤を含むものである。
ディスペンサーM2、M3から吐出された組成物2’、組成物5’からの溶剤の除去は、いかなるタイミングで行ってもよいが、当該組成物を用いて形成された層1についての測定工程よりも前に行うのが好ましい。言い換えると、第n層についての測定工程は、第n層から溶剤を除去する溶剤除去工程を行った後に行うものであるのが好ましい。
これにより、測定工程後における第n層の変形(厚みの変化)の影響を防止することができ、第n+1層の層形成工程での組成物2’、組成物5’の付与量をより適切に決定することができる。その結果、三次元造形物10の寸法精度をより優れたものとすることができる。
吐出された組成物2’、組成物5’からの溶剤の除去は、例えば、加熱処理や減圧処理により行うことができる。
なお、溶剤除去工程は、組成物2’、組成物5’が目的の部位に接触する前に行うものであってもよいし、組成物2’、組成物5’が目的の部位に接触した後に行うものであってもよい。
層1の上面に新たな層を形成すべきか否かを判断し、形成すべき次層がある場合には、ステージを移動し、前述したような一連の工程(すなわち、層形成工程と測定工程とを含む一連の工程)を行う。
≪接合工程≫
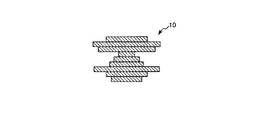
上記工程を繰り返し行うことにより、所定の数だけ層1が積層された積層体50が得られたら(図10参照)、その後、当該積層体50に対して、組成物2’中に含まれる粒子21を接合するための接合処理を施す。言い換えると、前記のような一連の工程を繰り返し行った後形成すべき次層がない場合には、得られた積層体50に対して、組成物2’中に含まれる粒子21を接合するための接合処理を施す。
上記工程を繰り返し行うことにより、所定の数だけ層1が積層された積層体50が得られたら(図10参照)、その後、当該積層体50に対して、組成物2’中に含まれる粒子21を接合するための接合処理を施す。言い換えると、前記のような一連の工程を繰り返し行った後形成すべき次層がない場合には、得られた積層体50に対して、組成物2’中に含まれる粒子21を接合するための接合処理を施す。
これにより、組成物2’中に含まれる粒子21が接合され、接合部2が形成される。このように接合部2が形成されることにより、三次元造形物10の実体部(接合部2)は、粒子21が強固に接合して構成されたものとなり、その後の後処理としてのサポート材除去工程での三次元造形物10の不本意な変形等が効果的に防止され、最終的に得られる三次元造形物10の寸法精度、機械的強度等を優れたものとすることができる。
接合工程は、複数の層1を備える積層体50に対して行うものであれば、いかなる方法で行ってもよいが、通常、加熱処理により行う。
接合工程(焼結工程)での加熱は、粒子21の構成材料の融点(複数の成分を含むものである場合には、最も含有率の高い成分の融点)以上の温度で行うのが好ましい。
これにより、粒子21の接合をより効率よく行うことができる。
これにより、粒子21の接合をより効率よく行うことができる。
粒子21の構成材料の融点をTm[℃]としたとき、接合工程での加熱温度は、(Tm+1)℃以上(Tm+80)℃以下であるのが好ましく、(Tm+5)℃以上(Tm+60)℃以下であるのがより好ましい。
これにより、より短時間の加熱処理でより効率よく粒子21の接合を行うことができるとともに、接合工程時における積層体50の不本意な変形をより効果的に防止することができ、三次元造形物10の寸法精度をより優れたものとすることができる。
なお、粒子21が複数の成分を含むものである場合には、前記融点としては、最も含有率の高い成分の融点を採用することができる。
接合工程での加熱時間は、特に限定されないが、30秒以上60分以下であるのが好ましく、1分以上30分以下であるのがより好ましい。
これにより、粒子21同士の接合を十分に進行させつつ本工程における不本意な変形をより効果的に防止することができ、三次元造形物10の機械的強度、寸法精度をより高いレベルで両立することができるとともに、三次元造形物10の生産性をより優れたものとすることができる。
また、サポート材形成用組成物5’が粒子を含むものである場合、本工程において、当該粒子の接合も行ってもよい。
本工程においてサポート材形成用組成物5’を構成する粒子の接合を行う場合、当該粒子の接合は、当該粒子同士の接合強度(例えば、焼結度)が、組成物2’を構成する粒子21同士の接合強度(例えば、焼結度)よりも小さくなるように行うものであってもよい。
これにより、サポート材5としての機能を効果的に発揮させつつ、後述するサポート材除去工程でのサポート材5の除去をより容易に行うことができる。
≪サポート材(支持部)除去工程≫
そして、接合工程を行った後に、後処理工程として、サポート材5を除去する。これにより、三次元造形物10が取り出される。
そして、接合工程を行った後に、後処理工程として、サポート材5を除去する。これにより、三次元造形物10が取り出される。
本工程の具体的な方法としては、例えば、刷毛等でサポート材5を払い除ける方法、サポート材5を吸引により除去する方法、空気等の気体を吹き付ける方法、水等の液体を付与する方法(例えば、液体中に前記のようにして得られたサポート材5と三次元造形物10との複合物を浸漬する方法、液体を吹き付ける方法等)、超音波振動等の振動を付与する方法、粒子が接合することにより形成されたサポート材5を割る等して破壊する方法等が挙げられる。また、これらから選択される2種以上の方法を組み合わせて行うことができる。
また、サポート材5は、例えば、サポート材5の少なくとも一部を溶解する液体を用いることにより除去されるものであってもよいし、化学反応により分解されることにより除去されるものであってもよい。
前述したような本発明の製造方法によれば、寸法精度に優れた三次元造形物を効率よく製造することができる。
前述したような三次元造形物の製造方法をフローチャートにまとめると、図13のようになる。
なお、図示の構成では、理解を容易にするために、前述した各工程を順次行うものとして説明したが、造形領域(すなわち、ステージ上の空間)の各部位で、異なる工程を同時進行的に行ってもよい。例えば、造形領域の異なる領域において、層形成工程と測定工程とを同時進行的に行ってもよい。また、例えば、造形領域の異なる領域において、第n層の層形成工程と、第n+1層の層形成工程とを同時進行的に行ってもよいし、第n層についての測定工程と、第n+1層についての測定工程とを同時進行的に行ってもよい。
《三次元造形物製造装置》
次に、本発明の三次元造形物製造装置について説明する。
次に、本発明の三次元造形物製造装置について説明する。
図14は、本発明の三次元造形物製造装置の好適な実施形態を模式的に示す断面図である。
図示のように、三次元造形物製造装置M100は、制御部M1と、粒子21および溶剤を含む組成物2’を吐出するディスペンサーM2と、粒子および溶剤を含む組成物5’を吐出するディスペンサーM3と、組成物2’、組成物5’を用いて形成された層1の高さを求める測定手段M5と、複数の層1を備える積層体50に対し、当該積層体50中に含まれる粒子21を接合するためのエネルギーを付与する接合手段M6とを備えている。
制御部M1は、ディスペンサーM2、M3からの組成物2’、5’の吐出量等を制御するものである。より具体的には、制御部M1は、測定手段M5により測定された結果に基づいて、ディスペンサー(ディスペンサーM2、M3)から吐出する組成物(組成物2’、5’)の液滴数(単位面積当たりの液滴数)を調整することより、高さを測定された層1(第n層)に形成される新たな層1(第n+1層)の高さを調整するように構成されている。
これにより、前述したような本発明の三次元造形物10の製造方法を好適に実行することができ、最終的に得られる三次元造形物10の寸法精度を優れたものとすることができる。特に、第n層についての測定工程で求められた高さの情報に基づいて、第n+1層を形成する層形成工程においてディスペンサーから第n層へ吐出する単位面積当たりの前記組成物の液滴数を調整することにより、予め、ディスペンサーの駆動波形データを複数用意する必要がなく、様々な種類の組成物の吐出に好適に対応することができる。
また、組成物の吐出を、ディスペンサーを用いて行うことにより、例えば、インクジェット法等で組成物を吐出する場合に比べて、三次元造形物10の生産性を特に優れたものとすることができる。また、比較的高い粘度の組成物であっても好適に吐出することができ、材料選択の幅が広がる。
また、第n層での厚みのずれを許容しつつ、第n+1層で厚みを調整することにより、三次元造形物10の生産性を優れたものとすることができる。
制御部M1は、コンピューターM11と、駆動制御部M12とを有している。
コンピューターM11は、内部にCPUやメモリ等を備えて構成される一般的な卓上型コンピューター等である。コンピューターM11は、三次元造形物10の形状をモデルデータとしてデータ化し、それを平行な幾層もの薄い断面体にスライスして得られる断面データ(スライスデータ)を駆動制御部M12に対して出力する。
コンピューターM11は、内部にCPUやメモリ等を備えて構成される一般的な卓上型コンピューター等である。コンピューターM11は、三次元造形物10の形状をモデルデータとしてデータ化し、それを平行な幾層もの薄い断面体にスライスして得られる断面データ(スライスデータ)を駆動制御部M12に対して出力する。
また、コンピューターM11は、測定手段M5により測定された結果に基づいて、ディスペンサーM2、M3から吐出する組成物2’、5’の液滴数(単位面積当たりの液滴数)を決定し、その情報を駆動制御部M12に対して出力する。
駆動制御部M12は、ディスペンサーM2、ディスペンサーM3、層形成部M4、測定手段M5、接合手段M6、シャッターM8等をそれぞれに駆動する制御手段として機能する。具体的には、例えば、ディスペンサーM2による組成物2’の吐出パターンや吐出量、ディスペンサーM3による組成物5’の吐出パターンや吐出量、測定手段M5による層1の高さの測定(測定部位の設定、高さの検出等)、接合手段(加熱手段)M6による加熱のオンオフ、加熱温度、ステージ(昇降ステージ)M41の下降量、シャッターM8の開閉等を制御する。
層形成部M4は、組成物2’およびサポート材形成用組成物5’が供給され、組成物2’および組成物5’(サポート材5)で構成された層1を支持するステージ(昇降ステージ)M41と、昇降ステージM41を取り囲む枠体M45とを有している。
昇降ステージM41は、先に形成された層1の上に、新たな層1を形成するのに際して、駆動制御部M12からの指令により所定量だけ順次下降する。
ステージM41は、表面(より詳しくは、組成物2’および組成物5’が付与される部位)が平坦なものである。これにより、厚みの均一性の高い層1を容易かつ確実に形成することができる。
ステージM41は、高強度の材料で構成されたものであるのが好ましい。ステージM41の構成材料としては、例えば、ステンレス鋼等の各種金属材料等が挙げられる。
また、ステージM41の表面には、表面処理が施されていてもよい。これにより、例えば、組成物2’の構成材料や組成物5’の構成材料がステージM41に強固に付着してしまうことをより効果的に防止したり、ステージM41の耐久性を特に優れたものとし、三次元造形物10のより長期間にわたる安定的な生産を図ったりすることができる。ステージM41の表面の表面処理に用いられる材料としては、例えば、ポリテトラフルオロエチレン等のフッ素系樹脂等が挙げられる。
ディスペンサーM2は、駆動制御部M12からの指令により移動し、組成物2’をステージM41上の所望の部位に所定のパターンで吐出するように構成されている。
ディスペンサーM2は、組成物2’を液滴として吐出するものである。これにより、微細なパターンで組成物2’を付与することができ、微細な構造を有する三次元造形物10であっても、高い寸法精度、特に高い生産性で製造することができる。
ディスペンサーM2は、駆動制御部M12からの指令により、付与する組成物2’のパターン(形成すべき接合部2に対応するパターン)、量(単位面積当たりの液滴数等)等が制御されている。ディスペンサーM2による組成物2’の吐出パターン、吐出量等は、スライスデータや測定手段M5による測定結果に基づいて決定される。これにより、必要十分な量の組成物2’を付与することができ、所望のパターンの接合部2を確実に形成することができ、三次元造形物10の寸法精度等を確実に優れたものとすることができる。
ディスペンサーM2は、1つの吐出部(ノズル)を備えるものである。
ディスペンサーM2の吐出部の大きさ(ノズル径)は、特に限定されないが、10μm以上100μm以下であるのが好ましい。
ディスペンサーM2の吐出部の大きさ(ノズル径)は、特に限定されないが、10μm以上100μm以下であるのが好ましい。
これにより、三次元造形物10の寸法精度をより優れたものとしつつ、三次元造形物10の生産性をより優れたものとすることができる。
ディスペンサーM3は、駆動制御部M12からの指令により移動し、組成物5’をステージM41上の所望の部位に所定のパターンで吐出するように構成されている。
ディスペンサーM3は、組成物5’を液滴として吐出するものである。これにより、微細なパターンで組成物5’を付与することができ、微細な構造を有する三次元造形物10であっても、高い寸法精度、特に高い生産性で製造することができる。
ディスペンサーM3は、駆動制御部M12からの指令により、付与する組成物5’のパターン(形成すべきサポート材5に対応するパターン)、量(単位面積当たりの液滴数等)等が制御されている。ディスペンサーM3による組成物5’の吐出パターン、吐出量等は、スライスデータや測定手段M5による測定結果に基づいて決定される。これにより、必要十分な量の組成物5’を付与することができ、所望のパターンのサポート材5を確実に形成することができ、三次元造形物10の寸法精度等を確実に優れたものとすることができる。
ディスペンサーM3は、1つの吐出部(ノズル)を備えるものである。
ディスペンサーM3の吐出部の大きさ(ノズル径)は、特に限定されないが、10μm以上100μm以下であるのが好ましい。
ディスペンサーM3の吐出部の大きさ(ノズル径)は、特に限定されないが、10μm以上100μm以下であるのが好ましい。
これにより、三次元造形物10の寸法精度をより優れたものとしつつ、三次元造形物10の生産性をより優れたものとすることができる。
測定手段M5は、組成物2’、5’を用いて形成された層1の高さを求めるものである。
測定手段M5による測定データは、制御部M1に送られ、次層(第n+1層)を形成する層形成工程における単位面積当たりの組成物2’、5’の吐出量の調整に利用される。
本実施形態において、測定手段M5は、レーザー変位計である。
本実施形態において、測定手段M5は、レーザー変位計である。
接合手段M6は、複数の層1を備える積層体50に対し、当該積層体50中に含まれる粒子21を接合し、接合部2を形成するためのエネルギーを付与するものである。すなわち、本実施形態の三次元造形物製造装置M100は、層1が積層された積層体50に対し、粒子21同士を接合するためのエネルギーを付与する接合手段をさらに備えている。
このような接合手段M6を備えることにより、複数の層1が積層されて成る積層体50を三次元造形物製造装置M100の外部に取り出すことなく、同一装置内で、三次元造形物10の製造を行うことができ、三次元造形物10の生産性をより優れたものとすることができる。
図示の構成では、積層体50中の粒子21の接合を行う際に、積層体50が、ディスペンサーM2、M3等から隔離された空間(言い換えると、ディスペンサーM2、M3等が接合手段M6による加熱の悪影響を受けることを防止するために、積層体50を隔離するための空間)である隔離部M7に置かれるように、シャッターM8が設けられている。
これにより、ディスペンサーM2、M3が加熱による悪影響を受けること(例えば、組成物2’、5’の固形分の析出による目詰まり等)を効果的に防止することができ、長期間にわたってより安定的に三次元造形物10を製造することができる。
なお、図中の矢印は、積層体50をディスペンサーM2、M3等から隔離する際のシャッターM8の移動方向Dを示す。
前述したような本発明の三次元造形物製造装置によれば、寸法精度に優れた三次元造形物を効率よく製造することができる。
《組成物(実体部形成用組成物)》
次に、三次元造形物の製造に用いる組成物(実体部形成用組成物)2’について説明する。
次に、三次元造形物の製造に用いる組成物(実体部形成用組成物)2’について説明する。
組成物2’は、少なくとも複数個の粒子21を含むものであり、三次元造形物10の実体部の形成に用いる組成物である。
以下、組成物2’の構成成分について説明する。
以下、組成物2’の構成成分について説明する。
(粒子)
組成物2’は、粒子21を複数個含むものである。
組成物2’は、粒子21を複数個含むものである。
組成物(実体部形成用組成物)2’が、粒子21を含むものであることにより、三次元造形物10の構成材料の選択の幅を広いものとすることができ、所望の物性、質感等を有する三次元造形物10を好適に得ることができる。例えば、溶媒に溶解した材料を用いて三次元造形物を製造する場合、使用することのできる材料に制限があるが、粒子21を含む組成物2’を用いることによりこのような制限を解消することができる。また、例えば、三次元造形物10の機械的強度、靱性、耐久性等をより優れたものとすることができ、試作用途のみならず実製品として適用することができる。
粒子21の構成材料としては、例えば、金属材料、金属化合物(セラミックス等)、樹脂材料、顔料等が挙げられる。
組成物2’は、粒子21として、金属材料、セラミックス材料のうち少なくとも一方を含む材料で構成されたものを含むものであるのが好ましい。
これにより、例えば、三次元造形物10の質感(高級感)、機械的強度、耐久性等をより優れたものとすることができる。
特に、粒子21が金属材料を含む材料で構成されたものであると、三次元造形物10の高級感、重量感、機械的強度、靱性等を特に優れたものとすることができる。また、粒子21の接合のためのエネルギーを付与した後の放熱が効率よく進行するため、三次元造形物10の生産性を特に優れたものとすることができる。
粒子21を構成する金属材料としては、例えば、マグネシウム、鉄、銅、コバルト、チタン、クロム、ニッケルやこれらのうち少なくとも1種を含む合金(例えば、マルエージング鋼、ステンレス、コバルトクロムモリブデン、チタニウム合金、ニッケル基調合金、アルミニウム合金等)等が挙げられる。
粒子21を構成する金属化合物としては、例えば、シリカ、アルミナ、酸化チタン、酸化亜鉛、酸化ジルコン、酸化錫、酸化マグネシウム、チタン酸カリウム等の各種金属酸化物;水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム等の各種金属水酸化物;窒化珪素、窒化チタン、窒化アルミニウム等の各種金属窒化物;炭化珪素、炭化チタン等の各種金属炭化物;硫化亜鉛等の各種金属硫化物;炭酸カルシウム、炭酸マグネシウム等の各種金属の炭酸塩;硫酸カルシウム、硫酸マグネシウム等の各種金属の硫酸塩;ケイ酸カルシウム、ケイ酸マグネシウム等の各種金属のケイ酸塩;リン酸カルシウム等の各種金属のリン酸塩;ホウ酸アルミニウム、ホウ酸マグネシウム等の各種金属のホウ酸塩や、これらの複合化物等が挙げられる。
粒子21を構成する樹脂材料としては、例えば、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリプロピレン、ポリスチレン、シンジオタクチック・ポリスチレン、ポリアセタール、変性ポリフェニレンエーテル、ポリエーテルエーテルケトン、ポリカーボネート、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリエーテルニトリル、ポリアミド(ナイロン等)、ポリアリレート、ポリアミドイミド、ポリエーテルイミド、ポリイミド、液晶ポリマー、ポリサルホン、ポリエーテルサルホン、ポリフェニレンサルファイド、フッ素樹脂等が挙げられる。
粒子21の形状は、特に限定されず、球状、紡錘形状、針状、筒状、鱗片状等、いかなる形状であってもよく、また、不定形のものであってもよいが、球状をなすものであるのが好ましい。
粒子21の平均粒径は、特に限定されないが、0.1μm以上20μm以下であるのが好ましく、0.2μm以上10μm以下であるのがより好ましい。
これにより、組成物2’の流動性をより好適なものとすることができ、層形成工程をより円滑に行うことができるとともに、接合工程での粒子21の接合をより好適に行うことができる。また、例えば、層1中に含まれる溶剤やバインダー等の除去等を効率よく除去することができ、不本意に粒子21以外の構成材料が最終的な三次元造形物10中に残存することをより効果的に防止することができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の信頼性、機械的強度をより優れたものとすることができ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
なお、本発明において、平均粒径とは、体積基準の平均粒径を言い、例えば、サンプルをメタノールに添加し、超音波分散器で3分間分散した分散液をコールターカウンター法粒度分布測定器(COULTER ELECTRONICS INS製TA−II型)にて、50μmのアパチャーを用いて測定することにより求めることができる。
粒子21のDmaxは、0.2μm以上25μm以下であるのが好ましく、0.4μm以上15μm以下であるのがより好ましい。
これにより、組成物2’の流動性をより好適なものとすることができ、層形成工程をより円滑に行うことができるとともに、接合工程での粒子21の接合をより好適に行うことができる。その結果、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の機械的強度をより優れたものとすることができ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
組成物2’中における粒子21の含有率は、50質量%以上99質量%以下であるのが好ましく、55質量%以上70質量%以下であるのがより好ましい。
これにより、組成物2’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、粒子21は、三次元造形物10の製造過程(例えば、接合工程等)において、化学反応(例えば、酸化反応等)をする材料で構成されたものであり、組成物2’中に含まれる粒子21の組成と、最終的な三次元造形物10の構成材料とで、組成が異なっていてもよい。
なお、組成物2’は、2種以上の粒子を含むものであってもよい。
なお、組成物2’は、2種以上の粒子を含むものであってもよい。
(溶剤)
組成物2’は、溶剤を含むものである。
組成物2’は、溶剤を含むものである。
溶剤を含むことにより、組成物2’中において粒子21を好適に分散させることができ、ディスペンサーM2による組成物2’の吐出を安定的に行うことができる。
溶剤は、組成物2’中において粒子21を好適に分散させる機能(分散媒としての機能)を有するものであれば、特に限定されないが、揮発性のものであるのが好ましい。
揮発性の溶剤は、三次元造形物10の製造過程において効率よく除去することができるため、最終的に得られる三次元造形物10中に、不本意に残存することによる弊害の発生を効果的に防止することができる。
溶剤としては、例えば、水;エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル等の(ポリ)アルキレングリコールモノアルキルエーテル類;酢酸エチル、酢酸n−プロピル、酢酸iso−プロピル、酢酸n−ブチル、酢酸iso−ブチル等の酢酸エステル類;ベンゼン、トルエン、キシレン等の芳香族炭化水素類;メチルエチルケトン、アセトン、メチルイソブチルケトン、エチル−n−ブチルケトン、ジイソプロピルケトン、アセチルアセトン等のケトン類;エタノール、プロパノール、ブタノール等のアルコール類;テトラアルキルアンモニウムアセテート類;ジメチルスルホキシド、ジエチルスルホキシド等のスルホキシド系溶剤;ピリジン、ピコリン、2,6−ルチジン等のピリジン系溶剤;テトラアルキルアンモニウムアセテート(例えば、テトラブチルアンモニウムアセテート等)等のイオン液体等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
組成物2’が金属材料で構成された粒子21を含むものである場合、溶剤としては、非プロトン性溶剤を用いるのが好ましい。これにより、粒子21の構成材料の不本意な酸化反応等を効果的に防止することができる。
組成物2’中における溶剤の含有量は、0.5質量%以上70質量%以下であるのが好ましく、1質量%以上50質量%以下であるのがより好ましい。
これにより、組成物2’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、溶剤としては、例えば、重合性のモノマー等のように、重合反応により固化し、揮発性を有さないものを用いてもよい。
(バインダー)
組成物2’は、粒子21、溶剤に加え、さらに、溶剤が除去された層1中において粒子21同士を仮接合する機能を有するバインダーを含むものであってもよい。
組成物2’は、粒子21、溶剤に加え、さらに、溶剤が除去された層1中において粒子21同士を仮接合する機能を有するバインダーを含むものであってもよい。
これにより、例えば、組成物2’を用いて形成されたパターンの不本意な変形をより効果的に防止することができる。その結果、三次元造形物10の寸法精度をより優れたものとすることができる。また、三次元造形物10中における空隙率(空孔率)、三次元造形物10の密度等の調整を好適に行うことができる。
バインダーとしては、接合工程に供される前の組成物2’(すなわち、組成物2’を用いて形成されたパターン)中において粒子21を仮固定する機能を有するものであればよく、例えば、熱可塑性樹脂、硬化性樹脂等の各種樹脂材料等を用いることができる。
硬化性樹脂を含む場合、組成物2’の吐出後であって接合工程よりも前のタイミングで、当該硬化性樹脂の硬化反応を行ってもよい。
これにより、組成物2’を用いて形成されたパターンの不本意な変形をさらに効果的に防止することができ、三次元造形物10の寸法精度をさらに優れたものとすることができる。
硬化性樹脂の硬化反応を進行させる硬化処理は、例えば、加熱や紫外線等のエネルギー線の照射により行うことができる。
硬化性樹脂としては、例えば、各種熱硬化性樹脂、光硬化性樹脂等を好適に用いることができる。
硬化性樹脂(重合性化合物)としては、例えば、各種モノマー、各種オリゴマー(ダイマー、トリマー等を含む)、プレポリマー等を用いることができるが、組成物2’は、硬化性樹脂(重合性化合物)として、少なくともモノマー成分を含むものであるのが好ましい。モノマーは、オリゴマー成分等に比べて、一般に、低粘度の成分であるため、硬化性樹脂(重合性化合物)の吐出安定性をより優れたものとする上で有利である。
硬化性樹脂(重合性化合物)としては、エネルギー線の照射により、重合開始剤から生じるラジカル種またはカチオン種等により、付加重合または開環重合が開始され、重合体を生じるものが好ましく使用される。付加重合の重合様式として、ラジカル、カチオン、アニオン、メタセシス、配位重合が挙げられる。また、開環重合の重合様式として、カチオン、アニオン、ラジカル、メタセシス、配位重合が挙げられる。
組成物2’は、硬化性樹脂(重合性化合物)として、モノマー以外に、オリゴマー(ダイマー、トリマー等を含む)、プレポリマー等を含むものであってもよい。
組成物2’中において、バインダーは、いかなる形態で含まれるものであってもよいが、液状(例えば、溶融状態、溶解状態等)をなすものであるのが好ましい。すなわち、分散媒22の構成成分として含まれているのが好ましい。
これにより、バインダーは、粒子21を分散する分散媒22として機能することができ、組成物2’の吐出性をより優れたものとすることができる。また、接合工程に際してバインダーが粒子21を好適に被覆することができ、接合工程を行う際におけるパターン(組成物2’を用いて形成されたパターン)の形状の安定性をより優れたものとすることができ、三次元造形物10の寸法精度をより優れたものとすることができる。
組成物2’中におけるバインダーの含有率は、0.1質量%以上48質量%以下であるのが好ましく、0.8質量%以上10質量%以下であるのがより好ましい。
これにより、層形成工程での組成物2’の流動性をより適切なものとしつつ、バインダーによる粒子21の仮固定の機能がより効果的に発揮される。また、接合工程でのバインダーの除去をより確実に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の寸法精度、信頼性をより優れたものとすることができる。
(その他の成分)
また、組成物2’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、組成物2’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
《サポート材形成用組成物》
次に、三次元造形物の製造に用いるサポート材形成用組成物について説明する。
サポート材形成用組成物5’は、サポート材5の形成に用いられる組成物である。
次に、三次元造形物の製造に用いるサポート材形成用組成物について説明する。
サポート材形成用組成物5’は、サポート材5の形成に用いられる組成物である。
(粒子)
サポート材形成用組成物5’は、粒子を複数個含むものであるのが好ましい。
サポート材形成用組成物5’は、粒子を複数個含むものであるのが好ましい。
サポート材形成用組成物5’が、粒子を含むものであることにより、形成すべきサポート材5が微細な形状を有するもの等である場合であっても、サポート材5を高い寸法精度で、効率よく形成することができる。
サポート材形成用組成物5’を構成する粒子の構成材料としては、例えば、金属材料、金属化合物(セラミックス等)、樹脂材料、顔料等が挙げられる。
ただし、サポート材形成用組成物5’を構成する粒子は、組成物2’を構成する粒子21よりも高融点の材料で構成されたものであるのが好ましい。
粒子の形状は、特に限定されず、球状、紡錘形状、針状、筒状、鱗片状等、いかなる形状であってもよく、また、不定形のものであってもよいが、球状をなすものであるのが好ましい。
粒子の平均粒径は、特に限定されないが、0.1μm以上20μm以下であるのが好ましく、0.2μm以上10μm以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の流動性をより好適なものとすることができ、層形成工程をより円滑に行うことができるとともに、接合工程での粒子の接合をより好適に行うことができる。また、例えば、層1中に含まれる溶剤やバインダー等の除去等を効率よく除去することができ、不本意に粒子以外の構成材料が最終的な三次元造形物10中に残存することをより効果的に防止することができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
粒子のDmaxは、0.2μm以上25μm以下であるのが好ましく、0.4μm以上15μm以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の流動性をより好適なものとすることができ、サポート材形成用組成物5’の供給をより円滑に行うことができるとともに、接合工程での粒子の接合をより好適に行うことができる。その結果、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
サポート材形成用組成物5’中における粒子の含有率は、50質量%以上99質量%以下であるのが好ましく、55質量%以上98質量%以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、サポート材形成用組成物5’は、2種以上の粒子を含むものであってもよい。
なお、サポート材形成用組成物5’は、2種以上の粒子を含むものであってもよい。
(溶剤)
サポート材形成用組成物5’は、溶剤を含むものであってもよい。
サポート材形成用組成物5’は、溶剤を含むものであってもよい。
溶剤を含むことにより、サポート材形成用組成物5’中において粒子を好適に分散させることができ、ディスペンサーM3によるサポート材形成用組成物5’の吐出を安定的に行うことができる。
溶剤は、サポート材形成用組成物5’中において粒子を好適に分散させる機能(分散媒としての機能)を有するものであれば、特に限定されないが、揮発性のものであるのが好ましい。
揮発性の溶剤は、三次元造形物10の製造過程において効率よく除去することができるため、最終的に得られる三次元造形物10中に、不本意に残存することによる弊害の発生を効果的に防止することができる。
サポート材形成用組成物5’が溶剤を含むものである場合、当該溶剤としては、例えば、組成物2’の構成成分として説明したもの等を用いることができる。
なお、組成物2’中に含まれる溶剤と、サポート材形成用組成物5’中に含まれる溶剤とは、同一の条件(例えば、同一の組成等)のものであってもよいし、異なる条件のものであってもよい。
サポート材形成用組成物5’中における溶剤の含有量は、0.5質量%以上30質量%以下であるのが好ましく、1質量%以上25質量%以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
(バインダー)
サポート材形成用組成物5’は、粒子、溶剤に加え、さらに、溶剤が除去された層1中において粒子同士を仮接合する機能を有するバインダーを含むものであってもよい。
サポート材形成用組成物5’は、粒子、溶剤に加え、さらに、溶剤が除去された層1中において粒子同士を仮接合する機能を有するバインダーを含むものであってもよい。
これにより、例えば、サポート材形成用組成物5’を用いて形成されたサポート材5の不本意な変形をより効果的に防止することができる。その結果、三次元造形物10の寸法精度をより優れたものとすることができる。
バインダーとしては、接合工程に供される前のサポート材形成用組成物5’中において粒子を仮固定する機能を有するものであればよく、例えば、熱可塑性樹脂、硬化性樹脂等の各種樹脂材料等を用いることができる。
硬化性樹脂を含む場合、サポート材形成用組成物5’の吐出後であって接合工程よりも前のタイミングで、当該硬化性樹脂の硬化反応を行ってもよい。
これにより、サポート材形成用組成物5’を用いて形成されたパターン(サポート材5)の不本意な変形をさらに効果的に防止することができ、三次元造形物10の寸法精度をさらに優れたものとすることができる。
硬化処理は、例えば、加熱や紫外線等のエネルギー線の照射により行うことができる。
サポート材形成用組成物5’が硬化性樹脂を含むものである場合、当該硬化性樹脂としては、例えば、組成物2’の構成成分として説明したもの等を用いることができる。
サポート材形成用組成物5’が硬化性樹脂を含むものである場合、当該硬化性樹脂としては、例えば、組成物2’の構成成分として説明したもの等を用いることができる。
なお、組成物2’中に含まれる硬化性樹脂と、サポート材形成用組成物5’中に含まれる硬化性樹脂とは、同一の条件(例えば、同一の組成等)のものであってもよいし、異なる条件のものであってもよい。
サポート材形成用組成物5’中におけるバインダーの含有率は、0.5質量%以上48質量%以下であるのが好ましく、1質量%以上43質量%以下であるのがより好ましい。
これにより、層形成工程でのサポート材形成用組成物5’の流動性をより適切なものとしつつ、バインダーによる粒子の仮固定の機能がより効果的に発揮される。また、接合工程でのバインダーの除去をより確実に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の寸法精度、信頼性をより優れたものとすることができる。
(その他の成分)
また、サポート材形成用組成物5’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、サポート材形成用組成物5’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
《三次元造形物》
本発明の三次元造形物は、前述したような本発明の三次元造形物製造装置を用いて製造することができる。
本発明の三次元造形物は、前述したような本発明の三次元造形物製造装置を用いて製造することができる。
これにより、寸法精度に優れた三次元造形物を提供することができる。また、前述したような製造方法、製造装置によれば、様々な組成の粒子を用いることができるため、三次元造形物の構成材料の選択の幅を広いものとすることができ、三次元造形物を所望の物性、質感等を有するものとすることができる。
本発明の三次元造形物の用途は、特に限定されないが、例えば、人形、フィギュア等の鑑賞物・展示物;インプラント等の医療機器等が挙げられる。
また、本発明の三次元造形物は、プロトタイプ、量産品、オーダーメード品のいずれに適用されるものであってもよい。
以上、本発明の好適な実施形態について説明したが、本発明は、これらに限定されるものではない。
例えば、本発明の三次元造形物製造装置では、各部の構成は、同様の機能を発揮する任意の構成のものに置換することができ、また、任意の構成を付加することもできる。
例えば、本発明の三次元造形物製造装置は、図示しない減圧手段を備えていてもよい。これにより、例えば、吐出された組成物(実体部形成用組成物やサポート材形成用組成物)から溶剤を効率よく除去することができ、三次元造形物の生産性を特に優れたものとすることができる。
また、本発明の三次元造形物製造装置は、吐出された組成物(実体部形成用組成物やサポート材形成用組成物)から溶剤を除去するための加熱手段を備えていてもよい。これにより、三次元造形物の生産性を特に優れたものとすることができる。
また、前述した実施形態では、ステージの表面に直接層を形成する場合について代表的に説明したが、例えば、ステージ上に造形プレートを配置し、当該造形プレート上に層を積層して三次元造形物を製造してもよい。
また、本発明の三次元造形物の製造方法は、前述したような三次元造形物製造装置を用いて実行するものに限定されない。
また、前述した実施形態では、全ての層に実体部に対応する部位が形成される場合について代表的に説明したが、実体部に対応する部位が形成されない層を有していてもよい。例えば、ステージとの接触面(ステージの直上)に、実体部に対応する部位が形成されない層(例えば、サポート材のみで構成された層)を形成し、当該層を犠牲層として機能させてもよい。
また、前述した実施形態では、最上層を除くすべての層について層形成工程後に測定工程を行う場合について代表的に説明したが、本発明においては、積層体を構成する少なくとも一部の層についてのみ、測定工程を行ってもよい。また、最上層についても層形成工程後に測定工程を行ってもよい。
また、前述した実施形態では、第n層のうち、実体部形成用組成物を用いて形成された部位(三次元造形物の実体部となるべき部位)、および、サポート材形成用組成物を用いて形成された部位の両方において、層の高さを求める場合について中心的に説明したが、本発明においては、第n層の少なくとも1箇所について高さの測定を行えばよく、例えば、実体部形成用組成物を用いて形成された部位についてのみ測定を行い、サポート材形成用組成物を用いて形成された部位については測定を行わないものとしてもよい。また、例えば、サポート材形成用組成物を用いて形成された部位についてのみ測定を行い、実体部形成用組成物を用いて形成された部位については測定を行わないものとしてもよい。
また、前述した実施形態においては、nが2以上の整数である場合での層1の高さ(第n層の高さ)が、第1層から第n層までの各層の厚みを累積した厚みに対応するもののことを指すものとして説明したが、nが2以上の整数である場合での層1の高さ(第n層の高さ)としては、第n層単独での厚みを用いてもよい。例えば、測定する層1を上面視した場合、下層の層1の表面が露出している箇所を基準にして、厚みを測定することができる。
また、本発明の三次元造形物の製造方法においては、工程・処理の順番は、前述したものに限定されず、その少なくとも一部を入れ替えて行ってもよい。例えば、前述した実施形態では、任意の層を形成する層形成工程において、実体部形成用組成物を吐出した後にサポート材形成用組成物を吐出する場合について代表的に説明したが、サポート材形成用組成物を吐出した後に実体部形成用組成物を吐出してもよいし、実体部形成用組成物とサポート材形成用組成物とを同時に吐出してもよい。
また、前述した実施形態では、接合工程において、実体部形成用組成物中に含まれる粒子の接合を行い、サポート材形成用組成物中に含まれる粒子の接合を行わない場合について中心的に説明したが、接合工程では、実体部形成用組成物中に含まれる粒子の接合とともに、サポート材形成用組成物中に含まれる粒子の接合を行ってもよい。
また、前述した実施形態では、実体部形成用組成物に加え、サポート材の形成に用いるサポート材形成用組成物も粒子および粒子を分散させる分散媒として機能する溶剤を含むものである場合について代表的に説明したが、サポート材形成用組成物は、粒子を含まないものであってもよい。
また、前述した実施形態では、三次元造形物の実体部の形成に用いる組成物(実体部形成用組成物)とともに、サポート材形成用組成物を用いる場合について代表的に説明したが、本発明においては、製造すべき三次元造形物の形状等によっては、サポート材形成用組成物を用いなくてもよい。
また、本発明の製造方法においては、必要に応じて、前処理工程、中間処理工程、後処理工程を行ってもよい。
前処理工程としては、例えば、ステージの清掃工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、粒子の接合強度を向上させるための熱処理工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、粒子の接合強度を向上させるための熱処理工程等が挙げられる。
また、組成物がバインダーを含むものである場合、バインダー除去工程を、接合工程とは別の工程としてさらに有していてもよい。より具体的には、例えば、複数の層が積層された積層体に対して、接合工程(焼結工程)を施す前に、バインダー除去工程としての脱脂工程を有していてもよい。
また、前述した実施形態では、前述した工程の全てを同一の装置(三次元造形物製造装置)にて行う場合について代表的に説明したが、三次元造形物の製造方法の一部の工程は、他の装置を用いて行ってもよい。例えば、層の形成および層の高さの測定を行う装置とは異なる装置(焼結炉等)を用いて、積層体に対する接合処理(焼結処理)を行ってもよい。
10…三次元造形物、50…積層体、1…層、2’…組成物(実体部形成用組成物)、21…粒子(分散質)、22…分散媒、2…接合部、5’…サポート材形成用組成物(組成物)、5…サポート材(支持部)、M100…三次元造形物製造装置、M1…制御部、M11…コンピューター、M12…駆動制御部、M2…ディスペンサー、M3…ディスペンサー、M4…層形成部、M41…ステージ(昇降ステージ、支持体)、M45…枠体、M5…測定手段、M6…接合手段(加熱手段)、M7…隔離部、M8…シャッター、L…測定用の光(レーザー光)、D…移動方向
Claims (9)
- 層を積層することにより、三次元造形物を製造する三次元造形物の製造方法であって、
ディスペンサーを用いて、粒子および溶剤を含む組成物の液滴を吐出して所定のパターンで前記層を形成する層形成工程と、
前記層の高さを求める測定工程と、
複数の前記層を備える積層体に対し前記粒子を接合するための接合処理を施す接合工程とを有し、
nを1以上の任意の整数としたとき、前記測定工程で求められた第n番目の前記層である第n層の高さの情報に基づいて、第n+1番目の前記層である第n+1層を形成する前記層形成工程において、前記ディスペンサーから前記第n層へ吐出する単位面積当たりの前記組成物の液滴数を調整することを特徴とする三次元造形物の製造方法。 - 前記測定工程では、前記第n層の表面のうち、前記第n+1層が積層される複数の箇所について、高さを求め、前記第n層と前記第n+1層とによって膜厚が所望の膜厚になるように、前記第n+1層を形成する前記層形成工程における単位面積当たりの前記組成物の液滴数を調整する請求項1に記載の三次元造形物の製造方法。
- 前記第n層を形成する前記層形成工程においては、前記組成物の単位面積当たりの液滴数を所定の値とし、
前記第n+1層を形成する前記層形成工程においては、前記組成物の単位面積当たりの液滴数として、前記所定の値よりも少ない値、前記所定の値よりも多い値の少なくとも一方を選択して、単位面積当たりの前記組成物の吐出量を調整する請求項1または2に記載の三次元造形物の製造方法。 - 前記第n層についての前記測定工程は、前記第n層から前記溶剤を除去する溶剤除去工程を行った後に行うものである請求項1ないし3のいずれか1項に記載の三次元造形物の製造方法。
- 前記組成物は、前記粒子、前記溶剤に加え、さらに、前記溶剤が除去された前記層中において前記粒子同士を仮接合する機能を有するバインダーを含むものである請求項1ないし4のいずれか1項に記載の三次元造形物の製造方法。
- 前記組成物は、前記粒子として、金属材料、セラミックス材料のうち少なくとも一方を含む材料で構成されたものを含むものである請求項1ないし5のいずれか1項に記載の三次元造形物の製造方法。
- 粒子および溶剤を含む組成物の液滴を吐出するディスペンサーと、
前記組成物を用いて形成された層の高さを求める測定手段と、
前記ディスペンサーからの前記組成物の吐出量を制御する制御部とを備え、
前記制御部は、前記測定手段により測定された結果に基づいて、前記ディスペンサーからの、高さを測定された前記層への単位面積当たりの前記組成物の液滴数を調整するように構成されていることを特徴とする三次元造形物製造装置。 - 前記層が積層された積層体に対し、前記粒子同士を接合するためのエネルギーを付与する接合手段をさらに備えている請求項7に記載の三次元造形物製造装置。
- 請求項7または8に記載の三次元造形物製造装置を用いて製造されたものであることを特徴とする三次元造形物。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016043675A JP2017160471A (ja) | 2016-03-07 | 2016-03-07 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
| US15/441,751 US20170252970A1 (en) | 2016-03-07 | 2017-02-24 | Three-dimensional shaped article production method, three-dimensional shaped article production apparatus, and three-dimensional shaped article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016043675A JP2017160471A (ja) | 2016-03-07 | 2016-03-07 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017160471A true JP2017160471A (ja) | 2017-09-14 |
Family
ID=59723515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016043675A Withdrawn JP2017160471A (ja) | 2016-03-07 | 2016-03-07 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20170252970A1 (ja) |
| JP (1) | JP2017160471A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6576593B1 (ja) * | 2018-11-09 | 2019-09-18 | 三菱電機株式会社 | 積層造形装置 |
| JP6896193B1 (ja) * | 2020-08-26 | 2021-06-30 | 三菱電機株式会社 | 積層造形装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3659728B1 (en) * | 2018-11-29 | 2021-01-27 | Ivoclar Vivadent AG | Method for layer-wise additive manufacturing of a shaped body |
| US20220324057A1 (en) * | 2019-08-07 | 2022-10-13 | Mitsubishi Electric Corporation | Additive manufacturing apparatus, additive manufacturing method, and storage medium |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012030530A (ja) * | 2010-07-30 | 2012-02-16 | Seiko Epson Corp | 造形方法 |
| JP2015140016A (ja) * | 2014-01-29 | 2015-08-03 | ゼロックス コーポレイションXerox Corporation | 3次元オブジェクト印刷における材料の液滴の体積をコントロールするためのシステムおよび方法 |
| US20150298394A1 (en) * | 2012-11-05 | 2015-10-22 | Yehoshua Sheinman | System and method for direct inkjet printing of 3d objects |
| JP2015212060A (ja) * | 2014-05-07 | 2015-11-26 | セイコーエプソン株式会社 | 三次元造形用組成物、三次元造形物の製造方法および三次元造形物 |
| JP2015221576A (ja) * | 1999-03-01 | 2015-12-10 | ストラタシス・リミテッド | 三次元的印刷方法 |
| US20150352839A1 (en) * | 2014-06-06 | 2015-12-10 | Xerox Corporation | System For Controlling Operation Of A Printer During Three-Dimensional Object Printing With Reference To A Distance From The Surface Of Object |
| US20150352781A1 (en) * | 2014-06-06 | 2015-12-10 | Xerox Corporation | System For Compensating For Drop Volume Variation During Three-Dimensional Printing Of An Object |
| JP2016011331A (ja) * | 2014-06-27 | 2016-01-21 | セイコーエプソン株式会社 | インク、インクセット、三次元造形物および三次元造形物の製造方法 |
-
2016
- 2016-03-07 JP JP2016043675A patent/JP2017160471A/ja not_active Withdrawn
-
2017
- 2017-02-24 US US15/441,751 patent/US20170252970A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015221576A (ja) * | 1999-03-01 | 2015-12-10 | ストラタシス・リミテッド | 三次元的印刷方法 |
| JP2012030530A (ja) * | 2010-07-30 | 2012-02-16 | Seiko Epson Corp | 造形方法 |
| US20150298394A1 (en) * | 2012-11-05 | 2015-10-22 | Yehoshua Sheinman | System and method for direct inkjet printing of 3d objects |
| JP2015140016A (ja) * | 2014-01-29 | 2015-08-03 | ゼロックス コーポレイションXerox Corporation | 3次元オブジェクト印刷における材料の液滴の体積をコントロールするためのシステムおよび方法 |
| JP2015212060A (ja) * | 2014-05-07 | 2015-11-26 | セイコーエプソン株式会社 | 三次元造形用組成物、三次元造形物の製造方法および三次元造形物 |
| US20150352839A1 (en) * | 2014-06-06 | 2015-12-10 | Xerox Corporation | System For Controlling Operation Of A Printer During Three-Dimensional Object Printing With Reference To A Distance From The Surface Of Object |
| US20150352781A1 (en) * | 2014-06-06 | 2015-12-10 | Xerox Corporation | System For Compensating For Drop Volume Variation During Three-Dimensional Printing Of An Object |
| JP2016011331A (ja) * | 2014-06-27 | 2016-01-21 | セイコーエプソン株式会社 | インク、インクセット、三次元造形物および三次元造形物の製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6576593B1 (ja) * | 2018-11-09 | 2019-09-18 | 三菱電機株式会社 | 積層造形装置 |
| WO2020095454A1 (ja) * | 2018-11-09 | 2020-05-14 | 三菱電機株式会社 | 積層造形装置 |
| CN112955270A (zh) * | 2018-11-09 | 2021-06-11 | 三菱电机株式会社 | 层叠造形装置 |
| CN112955270B (zh) * | 2018-11-09 | 2024-02-13 | 三菱电机株式会社 | 层叠造形装置 |
| JP6896193B1 (ja) * | 2020-08-26 | 2021-06-30 | 三菱電機株式会社 | 積層造形装置 |
| WO2022044163A1 (ja) * | 2020-08-26 | 2022-03-03 | 三菱電機株式会社 | 積層造形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170252970A1 (en) | 2017-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6825293B2 (ja) | 三次元造形物製造用組成物および三次元造形物の製造方法 | |
| US10183332B2 (en) | Sintering and shaping method | |
| JP6720608B2 (ja) | 三次元造形物の製造方法 | |
| WO2018159133A1 (ja) | 三次元造形物製造用組成物、三次元造形物の製造方法および三次元造形物製造装置 | |
| JP2017160471A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017159474A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017110271A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| CN110831711A (zh) | 模制方法及设备,特别是适用于金属及/或陶瓷 | |
| JP2017159475A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| CN107020739B (zh) | 三维造型物的制造方法 | |
| JP2018144354A (ja) | ペースト及び三次元造形物の製造方法 | |
| EP3375595B1 (en) | Three-dimensional modeled-object manufacturing composition and three-dimensional modeled-object manufacturing method | |
| JP2017136712A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| WO2018159134A1 (ja) | 三次元造形物製造用組成物、三次元造形物の製造方法および三次元造形物製造装置 | |
| CN110475634B (zh) | 三维造型物的制造方法 | |
| JP2017177510A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2018052084A (ja) | 三次元造形物製造用組成物、三次元造形物製造用組成物セット、三次元造形物の製造方法および三次元造形物製造装置 | |
| JP2017171959A (ja) | 三次元造形物の製造方法 | |
| JP6924380B2 (ja) | 三次元造形物の製造装置及び三次元造形物の製造方法 | |
| JP2017113888A (ja) | 三次元造形物の製造方法、三次元造形物製造装置、三次元造形物および三次元造形物製造用組成物 | |
| JP2018141222A (ja) | 三次元造形物製造用組成物および三次元造形物の製造方法 | |
| JP2021008095A (ja) | 三次元造形物の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191029 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20191129 |