JP2017106082A - 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 - Google Patents
三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 Download PDFInfo
- Publication number
- JP2017106082A JP2017106082A JP2015241377A JP2015241377A JP2017106082A JP 2017106082 A JP2017106082 A JP 2017106082A JP 2015241377 A JP2015241377 A JP 2015241377A JP 2015241377 A JP2015241377 A JP 2015241377A JP 2017106082 A JP2017106082 A JP 2017106082A
- Authority
- JP
- Japan
- Prior art keywords
- region
- dimensional structure
- particles
- composition
- liquid composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Abstract
【課題】材料の無駄の発生を抑制しつつ、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物の製造方法を提供すること。
【解決手段】本発明の三次元造形物の製造方法は、複数の層を積層し、三次元造形物を製造する三次元造形物の製造方法であって、複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給工程と、前記パターン上にレーザー光を走査させ、前記粒子を接合させる接合工程と、を含む一連の工程を繰り返し行い、前記組成物供給工程において、前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給することを特徴とする。
【選択図】なし
【解決手段】本発明の三次元造形物の製造方法は、複数の層を積層し、三次元造形物を製造する三次元造形物の製造方法であって、複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給工程と、前記パターン上にレーザー光を走査させ、前記粒子を接合させる接合工程と、を含む一連の工程を繰り返し行い、前記組成物供給工程において、前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給することを特徴とする。
【選択図】なし
Description
本発明は、三次元造形物の製造方法、三次元造形物製造装置および三次元造形物に関する。
従来より、例えば、三次元CADソフト、三次元スキャナー等で生成した三次元物体のモデルデータを基にして、三次元造形物を形成する方法が知られている。
三次元造形物を形成する方法として、積層法(三次元造形法)が知られている。積層法では、一般的に、三次元物体のモデルデータを多数の二次元断面層データ(スライスデータ)に分割した後、各二次元断面層データに対応する断面部材を順次造形しつつ、断面部材を順次積層することによって三次元造形物を形成する。
積層法は、造形しようとする三次元造形物のモデルデータさえあれば、直ちに形成することが可能であり、造形に先立って金型を作成するなどの必要がないので、迅速にしかも安価に三次元造形物を形成することが可能である。また、薄い板状の断面部材を一層ずつ積層して形成するので、例えば内部構造を有する複雑な物体であっても、複数の部品に分けることなく一体の造形物として形成することが可能である。
このような積層法として、材料粉末を用いて粉末層を形成し、当該粉末層に光ビームを照射して材料粉末を接合して、三次元造形物を製造する技術が知られている(例えば、特許文献1参照)。
しかしながら、このような技術では、粉末層を構成する材料の一部にのみ光ビームを照射して焼結するため、粉末層のうち光ビームが照射されない部分を構成するものは除去されるだけの無駄な部分であった。また、所定の光ビームの照射領域に対して、その近傍でも不完全ではあるが材料粉末の焼結が生じるため、三次元造形物の寸法精度が低下するという問題があった。
また、粉末(複数個の粒子)と溶剤とを含む材料を線状のパターンで供給した後、光ビームを照射(走査)して焼結する操作を繰り返し行うことにより、製造すべき三次元造形物の断面形状に対応する焼結部を形成することも考えられるが、このような場合、前記線状のパターンの焼結部の各部位で厚さのばらつきを生じることを、本発明者は見出した。そして、このような焼結部の厚さのばらつきを生じると、三次元造形物全体としての寸法精度が低くなる。また、焼結部の各部位で厚さのばらつきが特に大きいものであると、当該焼結部が設けられた層上に新たな層を形成する際に、当該新たな層の形状にも悪影響を与えてしまい、三次元造形物全体としての寸法精度が特に低いものとなるとともに、三次元造形物の生産性も低下する。
本発明の目的は、材料の無駄の発生を抑制しつつ、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物の製造方法を提供すること、材料の無駄の発生を抑制しつつ、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物製造装置を提供すること、また、寸法精度に優れた三次元造形物を提供することにある。
このような目的は、下記の本発明により達成される。
本発明の三次元造形物の製造方法は、複数の層を積層し、三次元造形物を製造する三次元造形物の製造方法であって、
複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給工程と、
前記パターン上にレーザー光を走査させ、前記粒子を接合させる接合工程と、
を含む一連の工程を繰り返し行い、
前記組成物供給工程において、前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給することを特徴とする。
本発明の三次元造形物の製造方法は、複数の層を積層し、三次元造形物を製造する三次元造形物の製造方法であって、
複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給工程と、
前記パターン上にレーザー光を走査させ、前記粒子を接合させる接合工程と、
を含む一連の工程を繰り返し行い、
前記組成物供給工程において、前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給することを特徴とする。
これにより、材料の無駄の発生を抑制しつつ、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物の製造方法を提供することができる。
本発明の三次元造形物の製造方法では、前記パターンを、前記液状組成物を複数の液滴として吐出することにより形成することが好ましい。
これにより、例えば、微細な構造を有する三次元造形物の製造にもより好適に対応することができ、三次元造形物の寸法精度をより優れたものとすることができる。特に、線状のパターンの各部位における液状組成物の供給量をより精密に制御することができるため、三次元造形物の寸法精度を特に優れたものとすることができる。
本発明の三次元造形物の製造方法は、前記液滴の大きさを調整することにより、前記第1の領域での前記粒子の密度を、前記第2の領域での前記粒子の密度よりも小さいものとすることが好ましい。
これにより、形成すべきパターンがより微細なものであっても、各部位での液状組成物の付与量(粒子の密度)をより精確に制御することができる。したがって、より微細な構造を有する三次元造形物であっても、高い寸法精度で製造することができる。
本発明の三次元造形物の製造方法は、前記液滴間のドット間隔を調整することにより、前記第1の領域での前記粒子の密度を、前記第2の領域での前記粒子の密度よりも小さいものとすることが好ましい。
これにより、製造すべき三次元造形物に応じて、液状組成物の種類を変更した場合であっても、液状組成物の供給条件(例えば、吐出条件等)の調整が比較的容易であり、多種類の液状組成物に好適に対応することができ、所望の特性を有する三次元造形物をより容易に得ることができる。
本発明の三次元造形物の製造方法は、前記第1の領域と前記第2の領域とで、供給する前記液状組成物の組成を異なるものとすることにより、前記第1の領域での前記粒子の密度を、前記第2の領域での前記粒子の密度よりも小さいものとすることが好ましい。
これにより、例えば、第1の領域に供給する液状組成物と、第2の領域に供給する液状組成物とで、粒子以外の成分の含有率等を異なるものとすることにより、第1の領域および第2の領域での粒子の密度を、いずれもより好適に調整することができる。また、単一種の液状組成物を用いる場合に比べて、容易に、第2の領域での粒子の密度と第1の領域での粒子の密度との差をより大きいものとすることができる。
本発明の三次元造形物の製造方法は、前記接合工程に供される前記パターン中の前記第2の領域における前記粒子の密度に対する前記第1の領域における前記粒子の密度の割合は、30体積%以上70体積%以下であることが好ましい。
これにより、粒子を接合して形成される接合部の厚さの不本意なばらつきをより効果的に抑制することができ、三次元造形物全体としての寸法精度をより優れたものとすることができる。
本発明の三次元造形物の製造方法は、前記粒子は、金属材料で構成されたものであることが好ましい。
これにより、例えば、三次元造形物の質感(高級感)、重量感、機械的強度、靱性、耐久性等をより優れたものとすることができる。また、粒子の接合のためのエネルギー(レーザー光によるエネルギー)を付与した後の放熱が効率よく進行するため、三次元造形物の生産性を特に優れたものとすることができる。
本発明の三次元造形物製造装置は、複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給手段と、前記パターン上に、レーザー光を走査するレーザー光照射手段とを備える三次元造形物製造装置であって、
前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給するように構成されていることを特徴とする。
前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給するように構成されていることを特徴とする。
これにより、材料の無駄の発生を抑制しつつ、寸法精度に優れた三次元造形物を効率よく製造することができる三次元造形物製造装置を提供することができる。
本発明の三次元造形物は、本発明の三次元造形物製造装置を用いて製造されたものであることを特徴とする。
これにより、寸法精度に優れた三次元造形物を提供することができる。
これにより、寸法精度に優れた三次元造形物を提供することができる。
以下、添付する図面を参照しつつ、好適な実施形態について詳細な説明をする。
《三次元造形物の製造方法》
《三次元造形物の製造方法》
まず、本発明の三次元造形物の製造方法について説明する。
図1〜図8は、本発明の三次元造形物の製造方法の好適な実施形態の工程を模式的に示す断面図であり、図9は、組成物供給工程で形成される線状のパターンの一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図10は、組成物供給工程で形成される線状のパターンの他の一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図11は、組成物供給工程で形成される線状のパターンの他の一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図12は、組成物供給工程で形成される線状のパターンの他の一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図13は、本発明の三次元造形物の製造方法の一例を示すフローチャートである。また、図14は、液状組成物を均一に付与して線状のパターンを形成した場合の接合部の厚さの分布(線状のパターンの長手方向の各部位での厚さの分布)を説明するためのグラフである。なお、図9、図10、図11、図12においては、レーザー光の走査方向を矢印で示した(図16、図17も同様)。
図1〜図8は、本発明の三次元造形物の製造方法の好適な実施形態の工程を模式的に示す断面図であり、図9は、組成物供給工程で形成される線状のパターンの一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図10は、組成物供給工程で形成される線状のパターンの他の一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図11は、組成物供給工程で形成される線状のパターンの他の一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図12は、組成物供給工程で形成される線状のパターンの他の一例、および、当該線状のパターンとレーザー光の照射領域、走査方向との関係を模式的に示す平面図であり、図13は、本発明の三次元造形物の製造方法の一例を示すフローチャートである。また、図14は、液状組成物を均一に付与して線状のパターンを形成した場合の接合部の厚さの分布(線状のパターンの長手方向の各部位での厚さの分布)を説明するためのグラフである。なお、図9、図10、図11、図12においては、レーザー光の走査方向を矢印で示した(図16、図17も同様)。
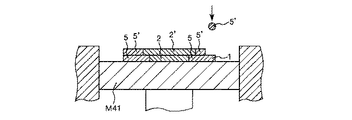
図1〜図8、図13に示すように、本実施形態の三次元造形物10の製造方法は、複数の層1を積層して三次元造形物10を製造する方法であって、複数個の粒子21を含む液状組成物(三次元造形物製造用組成物)2’を所定の部位に線状のパターン25で供給する組成物供給工程(図1、図4参照)と、パターン25上にレーザー光を走査させ、粒子21を接合させ接合部2を形成する接合工程(図3、図6参照)とを有し、これらを含む一連の工程を繰り返し行う。
ここで、線状のパターンにおいて、液状組成物を均一に付与した場合、線状のパターンの各部位で厚さのばらつきを生じることを、本発明者は見出していた(図14参照)。そして、このような厚さのばらつきを生じると、三次元造形物全体としての寸法精度が低くなる。また、焼結部の各部位で厚さのばらつきが特に大きいものであると、当該焼結部が設けられた層上に新たな層を形成する際に、当該新たな層の形状にも悪影響を与えてしまい、三次元造形物全体としての寸法精度が特に低いものとなるとともに、三次元造形物の生産性も低下する。
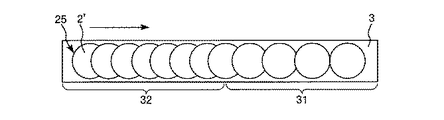
そこで、本実施形態では、組成物供給工程において、レーザー光の走査領域(照射領域)3の終端部である第1の領域31での粒子21の密度が、レーザー光の走査領域3のうちの第1の領域(終端部)31以外の領域である第2の領域32での粒子21の密度よりも小さくなるように、液状組成物2’を供給する(図9、図10、図11参照)。
このように、線状のパターンにおいて、粒子を均一な密度で存在させるのではなく、レーザー光の走査領域(照射領域)の終端部(第1の領域)での粒子の密度が、レーザー光の走査領域の他の領域(第2の領域)での粒子の密度よりも小さいものとすることにより、接合部2の厚さのばらつきを効果的に抑制することができ、三次元造形物10全体としての寸法精度を優れたものとすることができる。また、三次元造形物10の生産性を優れたものとすることができる。
これは、以下のような理由によるものであると思われる。すなわち、レーザー光の照射により組成物を構成する粒子の構成材料の流動性が高まった状態(例えば、溶融状態等)においては、粒子の構成材料は移動しやすい状態になっており、レーザー光の照射とともに、レーザー光の照射方向に沿って移動し易くなる。このため、レーザー光の走査領域の上流側から移動してきた粒子の構成材料は、レーザー光の走査領域(照射領域)の終端部(第1の領域)に溜まりやすい。したがって、前記線状のパターンにおいて粒子の密度を均一にした場合には、レーザー光の走査領域(照射領域)の終端部(第1の領域)の厚みが、レーザー光の走査領域(照射領域)の他の部位(第2の部位)よりも大きくなる。これに対し、レーザー光の走査領域の終端部(第1の領域)での粒子の密度が、レーザー光の走査領域のうちの第1の領域以外の領域(第2の領域)での前記粒子の密度よりも小さくなるように、液状組成物を付与することにより、上記のような問題を効果的に抑制することができる。
また、液状組成物を所定の部位に選択的に付与するため、材料の無駄の派生を抑制することができる。
なお、レーザー光の走査領域3は、液状組成物2’が付与された部位を含む領域であればよく、図9、図10、図11のように、レーザー光の走査領域(照射領域)3は、液状組成物2’が付与された部位に加え、液状組成物2’が付与されていない部位を含むものであってもよい。
以下、各工程について詳細に説明する。
≪組成物供給工程≫
≪組成物供給工程≫
組成物供給工程では、複数個の粒子21と、粒子(分散質)21を分散する分散媒22とを含む液状組成物(三次元造形物製造用組成物)2’を、所定の部位(形成すべき接合部2に対応する部位)に線状のパターン25で供給する(図1、図4参照)。
特に、1層目の層1の形成に用いられる液状組成物2’を供給する組成物供給工程では、ステージ(支持体)M41の表面に向かって所定のパターンで液状組成物2’を吐出し(図1参照)、2層目以降の層1の形成に用いられる液状組成物2’を供給する組成物供給工程では、先に液状組成物2’を用いて形成された接合部2を有する層1に向かって所定のパターンで液状組成物2’を吐出する(図4参照)。すなわち、1層目の層1の形成に用いられる液状組成物2’を供給する組成物供給工程では、ステージ(支持体)M41が液状組成物2’の被着体であり(図1参照)、2層目以降の層1の形成に用いられる液状組成物2’を供給する組成物供給工程では、先に形成された層1が液状組成物2’の被着体である(図4参照)。
液状組成物2’は、線状のパターン25の形成が可能な程度の流動性を有するものであればよく、例えば、ペースト状のものであってもよい。
本工程で所定の部位に供給される液状組成物2’の粘度は、1mPa・s以上60mPa・s以下であるのが好ましく、3mPa・s以上50mPa・s以下であるのがより好ましい。
これにより、液状組成物2’の吐出安定性をより優れたものとすることができ、三次元造形物10の生産性をより優れたものとすることができる。また、液状組成物2’が目的の部位に接触した後に、不本意な変形を生じることをより効果的に防止することができるため、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、本明細書中において、粘度とは、特に条件の指定がない限り、E型粘度計(例えば、東京計器社製 VISCONIC ELD等)を用いて測定される値をいう。
液状組成物2’については、後に詳述する。
液状組成物2’については、後に詳述する。
液状組成物2’の供給(吐出)は、例えば、インクジェット装置、各種ディスペンサー等の各種吐出装置等を用いて行うことができるが、本工程では、液状組成物2’を複数の液滴として吐出して、線状のパターン25を形成するのが好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより優れたものとすることができる。特に、線状のパターン25の各部位における液状組成物2’の供給量をより精密に制御することができるため、三次元造形物10の寸法精度を特に優れたものとすることができる。
本工程で液状組成物2’を複数の液滴として吐出する場合、吐出される液状組成物2’の液滴は、1滴あたりの体積が、1pL以上100pL以下であるのが好ましく、2pL以上80pL以下であるのがより好ましい。
これにより、例えば、微細な構造を有する三次元造形物10の製造にもより好適に対応することができ、三次元造形物10の寸法精度をより優れたものとすることができるとともに、三次元造形物10の生産性をより優れたものとすることができる。
前述したように、組成物供給工程(吐出工程)では、レーザー光の走査領域(照射領域)3の終端部である第1の領域31での粒子21の密度が、レーザー光の走査領域3のうちの第1の領域(終端部)31以外の領域である第2の領域32での粒子21の密度よりも小さくなるように、液状組成物2’を供給すればよいが、図9に示す構成では、液状組成物2’の液滴の大きさを調整することにより、第1の領域31での粒子21の密度を、第2の領域32での粒子21の密度よりも小さいものとしている。
これにより、形成すべきパターン25がより微細なものであっても、各部位での液状組成物2’の付与量(粒子21の密度)をより精確に制御することができる。したがって、より微細な構造を有する三次元造形物10であっても、高い寸法精度で製造することができる。
また、図10に示す構成では、液状組成物2’の液滴間のドット間隔を調整することにより、第1の領域31での粒子21の密度を、第2の領域32での粒子21の密度よりも小さいものとしている。
これにより、製造すべき三次元造形物10に応じて、液状組成物2’の種類を変更した場合であっても、液状組成物2’の吐出条件の調整が比較的容易であり、多種類の液状組成物2’に好適に対応することができ、所望の特性を有する三次元造形物10をより容易に得ることができる。
また、図11に示す構成では、線状のパターン25のうち、第1の領域31に対応する部位の幅(太さ)が、第2の領域32に対応する部位の太さ(幅)よりも小さいものとなるように調整することにより、第1の領域31での粒子21の密度を、第2の領域32での粒子21の密度よりも小さいものとしている。特に、図11に示す構成では、線状のパターン25の幅方向での、液状組成物2’の液滴のドット数を調整することにより、第1の領域31での粒子21の密度を、第2の領域32での粒子21の密度よりも小さいものとしている。
これにより、製造すべき三次元造形物10に応じて、液状組成物2’の種類を変更した場合であっても、液状組成物2’の吐出条件の調整が比較的容易であり、多種類の液状組成物2’に好適に対応することができ、所望の特性を有する三次元造形物10をより容易に得ることができる。
また、第1の領域31と第2の領域32とで、供給する液状組成物2’の組成を異なるものとすることにより、第1の領域31での粒子21の密度を、第2の領域32での粒子21の密度よりも小さいものとしてもよい。
これにより、例えば、第1の領域31に供給する液状組成物2’と、第2の領域32に供給する液状組成物2’とで、粒子21以外の成分(バインダー等)の含有率等を異なるものとすることにより、第1の領域31および第2の領域32での粒子21の密度を、いずれもより好適に調整することができる。また、単一種の液状組成物2’を用いる場合に比べて、容易に、第2の領域32での粒子の密度と第1の領域31での粒子の密度との差をより大きいものとすることができる。
パターン25の幅は、特に限定されないが、0.3μm以上25μm以下であるのが好ましく、0.5μm以上15μm以下であるのがより好ましい。
これにより、三次元造形物10の寸法精度と生産性とをより高いレベルで両立することができる。
後に詳述する接合工程に供されるパターン25中の第2の領域32における粒子21の密度に対する第1の領域31における粒子21の密度の割合は、30体積%以上70体積%以下であるのが好ましく、35体積%以上65体積%以下であるのがより好ましい。
これにより、接合部2の厚さの不本意なばらつきをより効果的に抑制することができ、三次元造形物10全体としての寸法精度をより優れたものとすることができる。
なお、組成物供給工程に供される液状組成物2’が揮発性の溶剤を含むものである場合、後に詳述する接合工程に先立ち、当該溶剤を除去するための溶剤除去工程を行ってもよい。
これにより、三次元造形物10の生産性をより優れたものとすることができる。また、例えば、接合工程における溶剤の急激な揮発(突沸等)等による層1の不本意な変形をより効果的に防止することができ、三次元造形物10の寸法精度をより確実に優れたものとすることができる。
溶剤除去工程を行う場合、当該工程は、例えば、加熱処理や減圧処理により行うことができる。
なお、溶剤除去工程を行う場合であっても、接合工程に供されるパターン25中から、完全に溶剤を除去する必要はない。このような場合であっても、接合工程で付与されるエネルギーにより残存する溶剤を除去することができる。
三次元造形物10の製造においては、複数種の液状組成物2’を用いてもよい。
これにより、例えば、三次元造形物10の各部位に求められる特性に応じて、材料を組み合わせることができ、三次元造形物10全体としての特性(外観、機能性等を含む)をより優れたものとすることができる。
これにより、例えば、三次元造形物10の各部位に求められる特性に応じて、材料を組み合わせることができ、三次元造形物10全体としての特性(外観、機能性等を含む)をより優れたものとすることができる。
≪サポート材形成用組成物供給工程≫
本実施形態では、前述した液状組成物2’とともに、サポート材形成用組成物5’を用いてサポート材(支持部)5を形成する(図2、図5参照)。
本実施形態では、前述した液状組成物2’とともに、サポート材形成用組成物5’を用いてサポート材(支持部)5を形成する(図2、図5参照)。
これにより、複数の層1を積み重ねる場合において、新たに接合部2を形成すべき部位が、先に形成された層1の接合部2と接触するものでない場合であっても、当該新たに接合部2を形成すべき部位を好適に支持することができる。このようなことから、様々な形状の三次元造形物10を優れた寸法精度で製造することができる。
サポート材形成用組成物5’は、例えば、前述した液状組成物2’と同様の方法により、吐出することができる。
なお、本実施形態のように、パターン25(液状組成物2’)の接合を行う前に、サポート材形成用組成物5’を供給する場合、サポート材形成用組成物5’は、パターン25(例えば、パターン25の延在(長手)方向の端部)と接触するように配置してもよいが、パターン25の側面とは接触しないように配置するのが好ましい。
これにより、接合部2、サポート材(支持部)5の寸法精度をより優れたものとすることができ、最終的に得られる三次元造形物10全体としての寸法精度もより優れたものとすることができる。
サポート材形成用組成物5’の形態は、いかなるものであってもよいが、通常、複数個の粒子を含むものであり、流動性を有するものである。
特に、サポート材形成用組成物5’は、複数個の粒子とともに、当該粒子を分散する液状の分散媒を含み、全体として液状をなすものであるのが好ましい。
これにより、サポート材形成用組成物5’を目的の部位により好適に付与することができる。
サポート材形成用組成物5’の供給(吐出)は、例えば、インクジェット装置、各種ディスペンサー等の各種吐出装置等を用いて行うことができるが、本工程では、サポート材形成用組成物5’を複数の液滴として吐出するのが好ましい。
これにより、サポート材形成用組成物5’の使用量を抑制しつつ好適にサポート材5を形成することができる。また、サポート材形成用組成物5’を微細なパターンで付与することができ、三次元造形物10の寸法精度をより優れたものとする上で有利である。特に、本工程の後に、サポート材形成用組成物5’に含まれる粒子をレーザー光の照射により接合する場合において、サポート材形成用組成物5’を、前述した液状組成物2’による線状のパターン25と同様の条件を満足するパターンで付与すること(レーザー光の走査領域(照射領域)の終端部である第3の領域での粒子の密度が、レーザー光の走査領域のうちの第3の領域(終端部)以外の領域である第4の領域での粒子の密度よりも小さくなるように、サポート材形成用組成物5’を供給すること)ができ、当該パターンにレーザー光を照射して形成されるサポート材5の各部位で厚さのばらつきを効果的に抑制することができ、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
本工程でサポート材形成用組成物5’を複数の液滴として吐出する場合、吐出されるサポート材形成用組成物5’の液滴は、1滴あたりの体積が、1pL以上100pL以下であるのが好ましく、2pL以上80pL以下であるのがより好ましい。
これにより、例えば、微細なパターンでサポート材形成用組成物5’を付与することができ、三次元造形物10の寸法精度をより優れたものとすることができるとともに、三次元造形物10の生産性をより優れたものとすることができる。
本工程の後に、サポート材形成用組成物5’に含まれる粒子をレーザー光の照射により接合する場合、本工程では、レーザー光の走査領域(照射領域)の終端部である第3の領域での粒子の密度が、レーザー光の走査領域のうちの第3の領域(終端部)以外の領域である第4の領域での粒子の密度よりも小さくなるように、サポート材形成用組成物5’を供給するのが好ましい。
これにより、サポート材5の各部位で厚さのばらつきを効果的に抑制することができ、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
第3の領域での粒子の密度が、第4の領域での粒子の密度よりも小さくなるように、サポート材形成用組成物5’を供給する方法としては、例えば、前述した第1の領域31と第2の領域32との関係で説明したのと同様に、サポート材形成用組成物5’の液滴の大きさを調整する方法、サポート材形成用組成物5’の液滴間のドット間隔を調整する方法、第3の領域と第4の領域とで、供給するサポート材形成用組成物5’の組成を異なるものとする方法等が挙げられる。
これにより、前述したのと同様の効果が得られる。
これにより、前述したのと同様の効果が得られる。
液状のサポート材形成用組成物5’を用いて線状のパターンを形成する場合、当該パターンの幅は、特に限定されないが、0.3μm以上25μm以下であるのが好ましく、0.5μm以上15μm以下であるのがより好ましい。
これにより、三次元造形物10の寸法精度と生産性とをより高いレベルで両立することができる。
サポート材形成用組成物5’に含まれる粒子をレーザー光の照射により接合する場合、接合工程に供されるパターン(サポート材形成用組成物5’を用いて形成されたパターン)中の第4の領域における粒子の密度に対する第3の領域における粒子の密度の割合は、30体積%以上70体積%以下であるのが好ましく、35体積%以上65体積%以下であるのがより好ましい。
これにより、サポート材5の厚さの不本意なばらつきをより効果的に抑制することができ、三次元造形物10全体としての寸法精度をより優れたものとすることができる。
なお、サポート材形成用組成物5’が揮発性の溶剤を含むものである場合、接合工程に先立ち、当該溶剤を除去するための溶剤除去工程を行ってもよい。
これにより、三次元造形物10の生産性をより優れたものとすることができる。また、例えば、接合工程における溶剤の急激な揮発(突沸等)等による層1の不本意な変形をより効果的に防止することができ、三次元造形物10の寸法精度をより確実に優れたものとすることができる。
溶剤除去工程を行う場合、当該工程は、例えば、加熱処理や減圧処理により行うことができる。
なお、溶剤除去工程を行う場合であっても、サポート材形成用組成物5’を用いて形成されたパターン中から、完全に溶剤を除去する必要はない。このような場合であっても、接合工程で付与されるエネルギーにより残存する溶剤を除去することができる。
三次元造形物10の製造においては、複数種のサポート材形成用組成物5’を用いてもよい。
サポート材形成用組成物5’については、後に詳述する。
サポート材形成用組成物5’については、後に詳述する。
≪接合工程≫
その後、パターン25上にレーザー光を走査(照射)する(図3、図6参照)。
その後、パターン25上にレーザー光を走査(照射)する(図3、図6参照)。
これにより、液状組成物2’中に含まれる粒子21が接合し、接合部2が形成される。このように接合部2が形成されることにより、その後の粒子21の不本意な移動が防止され、三次元造形物10の寸法精度を優れたものとすることができる。また、このようにして形成される接合部2は、一般に、粒子21同士が強固に接合したものとなる。また、本工程で、レーザー光が照射されるパターン25よりも下側に、接合部2が形成された層1を有する場合には、一般に、当該下側の層1の接合部2と、新たに形成される接合部2とが、強固に接合したものとなる。このようなことから、最終的に得られる三次元造形物10の機械的強度を優れたものとすることができる。
また、所望の部位に高い選択性でエネルギーを付与することができるため、三次元造形物10の寸法精度を優れたものとする上で有利であるとともに、三次元造形物10の生産性を向上する上でも有利である。また、エネルギー効率を優れたものとすることができ、省エネルギーの観点からも有利である。
また、本工程においては、レーザー光の照射により、粒子21の接合を行うとともに、粒子21以外の不要な成分を除去することができる。例えば、バインダー、溶剤等を除去することができ、これらの成分が形成される接合部2中に残存することを効果的に防止することができる。
接合の形態は、粒子21の構成材料等により異なるが、例えば、融着、焼結、溶融固化等が挙げられる。
前述したように、線状のパターン25は、本工程での、レーザー光の走査領域3の終端部である第1の領域31での粒子21の密度が、レーザー光の走査領域3のうちの第1の領域31以外の領域である第2の領域32での粒子21の密度よりも小さくなるように形成されたものである。
これにより、本工程で形成される接合部2の厚さのばらつきを効果的に抑制することができ、三次元造形物10全体としての寸法精度を優れたものとすることができる。また、三次元造形物10の生産性を優れたものとすることができる。
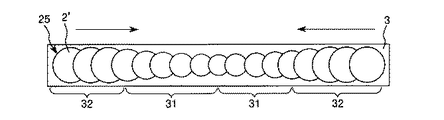
なお、図9、図10、図11に示す構成では、レーザー光の走査領域3の終端部(第1の領域)31と、線状のパターン25の終端部とが一致しているが、図12に示すように、レーザー光の走査領域3の終端部(第1の領域)31と、線状のパターン25の終端部とは、一致していなくてもよい。図12に示す構成では、線状のパターン25の延在方向の中央部付近に2つの第1の領域31が設けられており、線状のパターン25の両端からレーザー光の照射を開始し、線状のパターン25の延在方向の中央部付でレーザー光の照射を終了する。
本工程で用いることのできるレーザーとしては、例えば、ルビーレーザー、YAGレーザー、Nd:YAGレーザー、チタンサファイアレーザー、半導体レーザー等の固体レーザー;色素レーザー等の液体レーザー;中性原子レーザー(ヘリウムネオンレーザー等)、イオンレーザー(アルゴンイオンレーザー等)、分子レーザー(炭酸ガスレーザー、窒素レーザー等)、エキシマレーザー、金属蒸気レーザー(ヘリウムカドミニウムレーザー等)等のガスレーザー;自由電子レーザー;酸素−ヨウ素化学レーザー、フッ化水素レーザー等の化学レーザー;ファイバーレーザー等が挙げられる。
本工程で照射されるレーザーのビーム径は、0.5μm以上25μm以下であるのが好ましく、1μm以上15μm以下であるのがより好ましい。
これにより、三次元造形物10の寸法精度をより優れたものとしつつ、接合部2をより効率よく形成することができ、三次元造形物10の生産性をより優れたものとすることができる。
レーザーの出力は、特に限定されないが、50W以上100W以下であるのが好ましい。
これにより、装置の大型化を防止しつつ、効率よく接合部2を形成することができる。
これにより、装置の大型化を防止しつつ、効率よく接合部2を形成することができる。
また、サポート材形成用組成物5’が粒子を含むものである場合、本工程において、当該粒子の接合も行ってもよい。
サポート材形成用組成物5’を構成する粒子の接合は、例えば、液状組成物2’を構成する粒子21の接合の方法、条件として説明したのと同様の方法、条件(レーザー光の照射条件)により行うことができる。
本工程においてサポート材形成用組成物5’を構成する粒子の接合を行う場合、当該粒子の接合は、液状組成物2’を構成する粒子21の接合と、サポート材形成用組成物5’を構成する粒子の接合とは、同一の条件で行うものであってもよいし、異なる条件で行うものであってもよい。
本工程においてサポート材形成用組成物5’を構成する粒子の接合を行う場合、当該粒子の接合は、当該粒子同士の接合強度(例えば、焼結度)が、液状組成物2’を構成する粒子21同士の接合強度(例えば、焼結度)よりも小さくなるように行うものであってもよい。
これにより、サポート材としての機能を効果的に発揮させつつ、後述するサポート材除去工程でのサポート材5の除去をより容易に行うことができる。
上記のような線状のパターン25の形成(組成物供給工程)ないし粒子の接合(接合工程)を繰り返すことにより、所望の形状(三次元造形物10の断面形状に対応する形状)の接合部2を有する層1が形成される。ここで、接合処理前の線状のパターン25同士は、接触しないようにするのが好ましい。また、サポート材形成用組成物供給工程において、サポート材形成用組成物5’を用いて、線状のパターンを形成する場合、接合処理前の当該線状のパターン(サポート材形成用組成物5’による線状のパターン)同士は、接触しないようにするのが好ましい。
接合部2を有する層1の厚さは、特に限定されないが、10μm以上500μm以下であるのが好ましく、20μm以上250μm以下であるのがより好ましい。
これにより、三次元造形物10の生産性を優れたものとしつつ、三次元造形物10の寸法精度をより優れたものとすることができる。
≪サポート材(支持部)除去工程≫
そして、前記のような一連の工程を繰り返し行った後に(図7参照)、後処理工程として、サポート材5を除去する(図8参照)。これにより、三次元造形物10が取り出される。
そして、前記のような一連の工程を繰り返し行った後に(図7参照)、後処理工程として、サポート材5を除去する(図8参照)。これにより、三次元造形物10が取り出される。
本工程の具体的な方法としては、例えば、刷毛等でサポート材5を払い除ける方法、サポート材5を吸引により除去する方法、空気等の気体を吹き付ける方法、水等の液体を付与する方法(例えば、液体中に前記のようにして得られた積層体を浸漬する方法、液体を吹き付ける方法等)、超音波振動等の振動を付与する方法、粒子が接合することにより形成されたサポート材5を割る等して破壊する方法等が挙げられる。また、これらから選択される2種以上の方法を組み合わせて行うことができる。
前述したような三次元造形物の製造方法をフローチャートにまとめると、図13のようになる。
なお、図示の構成では、理解を容易にするために、前述した各工程を順次行うものとして説明したが、造形領域(ステージ上の空間)の各部位で、異なる工程を同時進行的に行ってもよい。例えば、線状のパターン25の完成前に、当該パターン25に対するレーザー光の照射を開始してもよい。
《三次元造形物製造装置》
次に、本発明の三次元造形物製造装置について説明する。
次に、本発明の三次元造形物製造装置について説明する。
図15は、本発明の三次元造形物製造装置の好適な実施形態を模式的に示す断面図である。
図15に示すように、三次元造形物製造装置M100は、制御部M2と、粒子21を含む液状組成物2’を線状のパターン25で吐出する組成物供給部(吐出手段)M3と、パターン25上に粒子21を接合するためのレーザー光を走査(照射)するレーザー光走査手段(レーザー光照射手段)M6と、サポート材(支持部)5の形成に用いるサポート材形成用組成物5’を吐出するサポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8とを備えている。
制御部M2は、コンピューターM21と、駆動制御部M22とを有している。
コンピューターM21は、内部にCPUやメモリ等を備えて構成される一般的な卓上型コンピューター等である。コンピューターM21は、三次元造形物10の形状をモデルデータとしてデータ化し、それを平行な幾層もの薄い断面体にスライスして得られる断面データ(スライスデータ)を駆動制御部M22に対して出力する。
コンピューターM21は、内部にCPUやメモリ等を備えて構成される一般的な卓上型コンピューター等である。コンピューターM21は、三次元造形物10の形状をモデルデータとしてデータ化し、それを平行な幾層もの薄い断面体にスライスして得られる断面データ(スライスデータ)を駆動制御部M22に対して出力する。
駆動制御部M22は、組成物供給部(吐出手段)M3、層形成部M4、レーザー光走査手段(レーザー光照射手段)M6、サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8等をそれぞれに駆動する制御手段として機能する。具体的には、例えば、組成物供給部(吐出手段)M3による液状組成物2’の吐出パターンや吐出量、サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8によるサポート材形成用組成物5’の吐出パターンや吐出量、レーザー光走査手段(レーザー光照射手段)M6によるレーザー光の照射パターンや照射量、走査速度、ステージ(昇降ステージ)M41の下降量等を制御する。
層形成部M4は、液状組成物2’およびサポート材形成用組成物5’が供給され、接合部2(液状組成物2’)およびサポート材5(サポート材形成用組成物5’)で構成された層1を支持するステージ(昇降ステージ)M41と、昇降ステージM41を取り囲む枠体M45とを有している。
昇降ステージM41は、先に形成された層1の上に、新たな層1を形成するのに際して、駆動制御部M22からの指令により所定量だけ順次下降する。この昇降ステージM41の下降量は、新たに形成される層1の厚さと等しくなるように設定される。
ステージM41は、表面(液状組成物2’およびサポート材形成用組成物5’が付与される部位)が平坦なものである。これにより、厚さの均一性の高い層1を容易かつ確実に形成することができる。
ステージM41は、高強度の材料で構成されたものであるのが好ましい。ステージM41の構成材料としては、例えば、ステンレス鋼等の各種金属材料等が挙げられる。
また、ステージM41の表面(液状組成物2’およびサポート材形成用組成物5’が付与される部位)には、表面処理が施されていてもよい。これにより、例えば、液状組成物2’の構成材料やサポート材形成用組成物5’の構成材料がステージM41に強固に付着してしまうことをより効果的に防止したり、ステージM41の耐久性を特に優れたものとし、三次元造形物10のより長期間にわたる安定的な生産を図ったりすることができる。ステージM41の表面の表面処理に用いられる材料としては、例えば、ポリテトラフルオロエチレン等のフッ素系樹脂等が挙げられる。
組成物供給部(吐出手段)M3は、駆動制御部M22からの指令により移動し、内部に収容された液状組成物2’が、ステージM41に線状のパターン25で供給されるように構成されている。
特に、レーザー光の走査領域の終端部である第1の領域31での粒子21の密度が、レーザー光の走査領域のうちの第1の領域31以外の領域である第2の領域32での粒子21の密度よりも小さくなるように、液状組成物2’を供給するように構成されている。
これにより、接合部2の厚さのばらつきを効果的に抑制することができ、三次元造形物10全体としての寸法精度を優れたものとすることができる。また、三次元造形物10の生産性を優れたものとすることができる。また、液状組成物2’を所定の部位に選択的に付与するため、材料の無駄の派生を抑制することができる。
組成物供給部(吐出手段)M3は、液状組成物2’を吐出するように構成されている。
組成物供給部(吐出手段)M3としては、例えば、インクジェットヘッド、各種ディスペンサー等が挙げられるが、特に、液状組成物2’を液滴として吐出するものであるのが好ましい。これにより、微細なパターンで液状組成物2’を付与することができ、微細な構造を有する三次元造形物10であっても、特に高い寸法精度、特に高い生産性で製造することができる。
組成物供給部(吐出手段)M3としては、例えば、インクジェットヘッド、各種ディスペンサー等が挙げられるが、特に、液状組成物2’を液滴として吐出するものであるのが好ましい。これにより、微細なパターンで液状組成物2’を付与することができ、微細な構造を有する三次元造形物10であっても、特に高い寸法精度、特に高い生産性で製造することができる。
インクジェット法による液滴吐出方式としては、例えば、ピエゾ方式や、液状組成物2’を加熱して発生した泡(バブル)により液状組成物2’を吐出させる方式等を用いることができる。
組成物供給部(吐出手段)M3は、駆動制御部M22からの指令により、形成すべき線状のパターン25(接合部2のパターン)、付与する液状組成物2’の量等が制御されている。組成物供給部(吐出手段)M3による液状組成物2’の吐出パターン、吐出量等は、スライスデータに基づいて決定される。これにより、必要十分な量の液状組成物2’を付与することができ、所望のパターンの接合部2を確実に形成することができ、三次元造形物10の寸法精度等をより確実に優れたものとすることができる。
組成物供給部(吐出手段)M3の吐出部の大きさ(ノズル径)は、特に限定されないが、10μm以上100μm以下であるのが好ましい。
これにより、三次元造形物10の寸法精度をより優れたものとしつつ、三次元造形物10の生産性をより優れたものとすることができる。
図示の構成では、三次元造形物製造装置M100は、複数の組成物供給部(吐出手段)M3を備えている。
これにより、三次元造形物10の生産性をより優れたものとすることができる。また、異なる組成の液状組成物2’を供給することができるため、例えば、複数の組成物供給部(吐出手段)M3が、粒子21の含有率等の条件が異なる液状組成物2’を吐出する構成とすることにより、第1の領域31と第2の領域32とで、供給する液状組成物2’の組成を異なるものとし、第1の領域31での粒子21の密度が、第2の領域32での粒子21の密度よりも小さいものとなるようにより好適に制御することができる。
レーザー光走査手段(レーザー光照射手段)M6は、液状組成物2’が目的の部位に接触した後に、当該液状組成物2’中に含まれる粒子21を接合するためのレーザー光を照射するものである。
これにより、液状組成物2’中に含まれる粒子21が接合し、接合部2を形成することができる。
特に、粒子21を含む線状のパターン25にレーザー光を照射(走査)することにより、液状組成物2’に選択的にエネルギーを付与することができ、接合部2の形成のエネルギー効率をより優れたものとすることができる。これにより、粒子21の接合や、バインダー等の除去をより効率よく行うことができ、三次元造形物10の生産性をより優れたものとすることができる。また、エネルギー効率を優れたものとすることができるため、省エネルギーの観点からも有利である。
また、前述したように、線状のパターン25は、レーザー光の走査領域の終端部である第1の領域31での粒子21の密度が、レーザー光の走査領域のうちの第1の領域31以外の領域である第2の領域32での粒子21の密度よりも小さくなるように形成されたものであるため、接合部2の厚さのばらつきを効果的に抑制することができ、三次元造形物10全体としての寸法精度を優れたものとすることができる。
サポート材形成用組成物5’が粒子を含むものである場合、レーザー光走査手段(レーザー光照射手段)M6は、当該粒子の接合も行うものであってもよい。
サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8は、サポート材(支持部)5の形成に用いるサポート材形成用組成物5’を吐出するように構成されている。
サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8としては、前述した組成物供給部(吐出手段)M3と同様に、例えば、インクジェットヘッド、各種ディスペンサー等が挙げられるが、特に、サポート材形成用組成物5’を液滴として吐出するものであるのが好ましい。
これにより、微細なパターンでサポート材形成用組成物5’を付与することができ、サポート材形成用組成物5’の使用量を抑制することができるとともに、微細な構造を有する三次元造形物10であっても特に生産性良く製造することができる。
サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8は、駆動制御部M22からの指令により、形成すべきサポート材5のパターン、付与するサポート材形成用組成物5’の量等が制御されている。サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)M8によるサポート材形成用組成物5’の吐出パターン、吐出量等は、スライスデータに基づいて決定される。これにより、必要十分な量のサポート材形成用組成物5’を付与することができ、所望のパターンのサポート材(支持部)5を確実に形成することができ、三次元造形物10の寸法精度等をより確実に優れたものとすることができる。
本発明では、三次元造形物の製造を雰囲気の組成等が管理されたチャンバー内で行うものであってもよい。これにより、例えば、不活性ガス中で接合工程を行うことができ、粒子の不本意な変性等をより効果的に防止することができる。また、例えば、反応性ガスを含む雰囲気中で接合工程を行うことにより、原料として用いる粒子の組成とは異なる組成の材料で構成された三次元造形物を好適に製造することができる。
《液状組成物(三次元造形物製造用組成物)》
次に、三次元造形物の製造に用いる液状組成物(三次元造形物製造用組成物)について説明する。
次に、三次元造形物の製造に用いる液状組成物(三次元造形物製造用組成物)について説明する。
本発明の三次元造形物の製造に用いる液状組成物(三次元造形物製造用組成物)は、複数の層を積層し、三次元造形物を製造するのに用いられる組成物であって、少なくとも複数個の粒子を含むものである。
(粒子)
液状組成物2’は、粒子21を複数個含むものである。
液状組成物2’は、粒子21を複数個含むものである。
組成物(三次元造形物製造用組成物)2’が、粒子21を含むものであることにより、三次元造形物10の構成材料の選択の幅を広いものとすることができ、所望の物性、質感等を有する三次元造形物10を好適に得ることができる。例えば、溶媒に溶解した材料を用いて三次元造形物を製造する場合、使用することのできる材料に制限があるが、粒子21を含む液状組成物2’を用いることによりこのような制限を解消することができる。また、例えば、三次元造形物10の機械的強度、靱性、耐久性等をより優れたものとすることができ、試作用途のみならず実製品として適用することができる。
粒子21の構成材料としては、例えば、金属材料、金属化合物(セラミックス等)、樹脂材料、顔料等が挙げられる。
液状組成物2’が粒子21として、金属材料、セラミックス材料のうち少なくとも一方を含む材料で構成されたものを含むものであると、例えば、三次元造形物10の質感(高級感)、機械的強度、耐久性等をより優れたものとすることができる。
特に、粒子21が金属材料を含む材料で構成されたものであると、三次元造形物10の高級感、重量感、機械的強度、靱性等を特に優れたものとすることができる。また、粒子21の接合のためのエネルギー(レーザー光によるエネルギー)を付与した後の放熱が効率よく進行するため、三次元造形物10の生産性を特に優れたものとすることができる。
粒子21を構成する金属材料としては、例えば、マグネシウム、鉄、銅、コバルト、チタン、クロム、ニッケルやこれらのうち少なくとも1種を含む合金(例えば、マルエージング鋼、ステンレス、コバルトクロムモリブデン、チタニウム合金、ニッケル基調合金、アルミニウム合金等)等が挙げられる。
粒子21を構成する金属化合物としては、例えば、シリカ、アルミナ、酸化チタン、酸化亜鉛、酸化ジルコン、酸化錫、酸化マグネシウム、チタン酸カリウム等の各種金属酸化物;水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム等の各種金属水酸化物;窒化珪素、窒化チタン、窒化アルミニウム等の各種金属窒化物;炭化珪素、炭化チタン等の各種金属炭化物;硫化亜鉛等の各種金属硫化物;炭酸カルシウム、炭酸マグネシウム等の各種金属の炭酸塩;硫酸カルシウム、硫酸マグネシウム等の各種金属の硫酸塩;ケイ酸カルシウム、ケイ酸マグネシウム等の各種金属のケイ酸塩;リン酸カルシウム等の各種金属のリン酸塩;ホウ酸アルミニウム、ホウ酸マグネシウム等の各種金属のホウ酸塩や、これらの複合化物等が挙げられる。
粒子21を構成する樹脂材料としては、例えば、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリプロピレン、ポリスチレン、シンジオタクチック・ポリスチレン、ポリアセタール、変性ポリフェニレンエーテル、ポリエーテルエーテルケトン、ポリカーボネート、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリエーテルニトリル、ポリアミド(ナイロン等)、ポリアリレート、ポリアミドイミド、ポリエーテルイミド、ポリイミド、液晶ポリマー、ポリサルホン、ポリエーテルサルホン、ポリフェニレンサルファイド、フッ素樹脂等が挙げられる。
粒子21を構成する顔料としては、無機顔料および有機顔料のいずれも使用することができる。
無機顔料としては、例えば、ファーネスブラック、ランプブラック、アセチレンブラック、チャネルブラック等のカーボンブラック(C.I.ピグメントブラック7)類、酸化鉄、酸化チタン等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
前記無機顔料の中でも、好ましい白色を呈するためには、酸化チタンが好ましい。
前記無機顔料の中でも、好ましい白色を呈するためには、酸化チタンが好ましい。
有機顔料としては、例えば、不溶性アゾ顔料、縮合アゾ顔料、アゾレーキ、キレートアゾ顔料等のアゾ顔料、フタロシアニン顔料、ペリレンおよびペリノン顔料、アントラキノン顔料、キナクリドン顔料、ジオキサン顔料、チオインジゴ顔料、イソインドリノン顔料、キノフタロン顔料等の多環式顔料、染料キレート(例えば、塩基性染料型キレート、酸性染料型キレート等)、染色レーキ(塩基性染料型レーキ、酸性染料型レーキ)、ニトロ顔料、ニトロソ顔料、アニリンブラック、昼光蛍光顔料等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
粒子21の形状は、特に限定されず、球状、紡錘形状、針状、筒状、鱗片状等、いかなる形状であってもよく、また、不定形のものであってもよいが、球状をなすものであるのが好ましい。
粒子21の平均粒径は、特に限定されないが、0.1μm以上20μm以下であるのが好ましく、0.2μm以上10μm以下であるのがより好ましい。
これにより、液状組成物2’の流動性をより好適なものとすることができ、組成物供給工程をより円滑に行うことができるとともに、接合工程での粒子21の接合をより好適に行うことができる。また、例えば、接合工程におけるバインダー等の除去等を効率よく除去することができ、不本意に粒子21以外の構成材料が最終的な三次元造形物10中に残存することをより効果的に防止することができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の信頼性、機械的強度をより優れたものとすることができ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
なお、本発明において、平均粒径とは、体積基準の平均粒径を言い、例えば、サンプルをメタノールに添加し、超音波分散器で3分間分散した分散液をコールターカウンター法粒度分布測定器(COULTER ELECTRONICS INS製TA−II型)にて、50μmのアパチャーを用いて測定することにより求めることができる。
粒子21のDmaxは、0.2μm以上25μm以下であるのが好ましく、0.4μm以上15μm以下であるのがより好ましい。
これにより、液状組成物2’の流動性をより好適なものとすることができ、組成物供給工程をより円滑に行うことができるとともに、接合工程での粒子21の接合をより好適に行うことができる。その結果、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の機械的強度をより優れたものとすることができ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
液状組成物2’中における粒子21の含有率は、50質量%以上99質量%以下であるのが好ましく、55質量%以上98質量%以下であるのがより好ましい。
これにより、液状組成物2’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、粒子21は、三次元造形物10の製造過程(例えば、接合工程等)において、化学反応(例えば、酸化反応等)をする材料で構成されたものであり、液状組成物2’中に含まれる粒子21の組成と、最終的な三次元造形物10の構成材料とで、組成が異なっていてもよい。
なお、液状組成物2’は、2種以上の粒子を含むものであってもよい。
なお、液状組成物2’は、2種以上の粒子を含むものであってもよい。
(バインダー)
液状組成物2’は、粒子21に加え、さらにバインダーを含むものであってもよい。
液状組成物2’は、粒子21に加え、さらにバインダーを含むものであってもよい。
これにより、例えば、液状組成物2’を用いて形成されたパターン25の不本意な変形をより効果的に防止することができる。その結果、三次元造形物10の寸法精度をより優れたものとすることができる。また、三次元造形物10中における空隙率(空孔率)、三次元造形物10の密度等の調整を好適に行うことができる。
バインダーとしては、接合工程に供される前の液状組成物2’(パターン25)中において粒子21を仮固定する機能を有するものであればよく、例えば、熱可塑性樹脂、硬化性樹脂等の各種樹脂材料等を用いることができるが、硬化性樹脂を含むのが好ましい。
これにより、例えば、吐出された液状組成物2’に対して接合工程の前のタイミング(例えば、液状組成物2’の吐出後であって当該液状組成物2’が目的の部位(被着体)に接触する前(着弾前)のタイミングや、吐出された液状組成物2’が目的の部位(被着体)に接触(着弾)した後のタイミング)で硬化処理を施すことにより、液状組成物2’の流動性をより効果的に低下させ、より複雑なパターン25や、微細な構造を有するパターン25等を好適に形成することができる。したがって、複雑な形状や微細な構造を有する三次元造形物10であってもより好適に製造することができる。また、液状組成物2’が目的の部位(被着体)に接触した状態での粘度(硬化性樹脂が硬化した状態での液状組成物2’の粘度)を大きいものとしつつ、吐出時における液状組成物2’の粘度を低いものとすることができるため、液状組成物2’の吐出性、三次元造形物10の生産性をより優れたものとすることができる。
なお、硬化処理は、紫外線等のエネルギー線の照射により行うことができる。
なお、硬化処理は、紫外線等のエネルギー線の照射により行うことができる。
以下、バインダーとして硬化性樹脂を含む場合について代表的に説明する。
硬化性樹脂としては、例えば、各種熱硬化性樹脂、光硬化性樹脂等を好適に用いることができる。
硬化性樹脂としては、例えば、各種熱硬化性樹脂、光硬化性樹脂等を好適に用いることができる。
硬化性樹脂(重合性化合物)としては、例えば、各種モノマー、各種オリゴマー(ダイマー、トリマー等を含む)、プレポリマー等を用いることができるが、液状組成物2’は、硬化性樹脂(重合性化合物)として、少なくともモノマー成分を含むものであるのが好ましい。モノマーは、オリゴマー成分等に比べて、一般に、低粘度の成分であるため、硬化性樹脂(重合性化合物)の吐出安定性をより優れたものとする上で有利である。
硬化性樹脂(重合性化合物)としては、エネルギー線の照射により、重合開始剤から生じるラジカル種またはカチオン種等により、付加重合または開環重合が開始され、重合体を生じるものが好ましく使用される。付加重合の重合様式として、ラジカル、カチオン、アニオン、メタセシス、配位重合が挙げられる。また、開環重合の重合様式として、カチオン、アニオン、ラジカル、メタセシス、配位重合が挙げられる。
付加重合性化合物としては、例えば、少なくとも1個のエチレン性不飽和二重結合を有する化合物等が挙げられる。付加重合性化合物として、末端エチレン性不飽和結合を少なくとも1個、好ましくは2個以上有する化合物が好ましく使用できる。
エチレン性不飽和重合性化合物は、単官能の重合性化合物および多官能の重合性化合物、またはそれらの混合物の化学的形態をもつ。単官能の重合性化合物としては、例えば、不飽和カルボン酸(例えば、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸等)や、そのエステル類、アミド類等が挙げられる。多官能の重合性化合物としては、不飽和カルボン酸と脂肪族の多価アルコール化合物とのエステル、不飽和カルボン酸と脂肪族の多価アミン化合物とのアミド類が用いられる。
また、ヒドロキシル基や、アミノ基、メルカプト基等の求核性置換基を有する不飽和カルボン酸エステルまたはアミド類とイソシアネート類、エポキシ類との付加反応物、カルボン酸との脱水縮合反応物等も使用できる。また、イソシアネート基やエポキシ基等の親電子性置換基を有する不飽和カルボン酸エステルまたはアミド類と、アルコール類、アミン類およびチオール類との付加反応物、さらに、ハロゲン基やトシルオキシ基等の脱離性置換基を有する不飽和カルボン酸エステルまたはアミド類と、アルコール類、アミン類またはチオール類との置換反応物も使用できる。
不飽和カルボン酸と脂肪族多価アルコール化合物とのエステルであるラジカル重合性化合物の具体例としては、例えば、(メタ)アクリル酸エステルが代表的であり、単官能のもの、多官能のもののいずれも用いることができる。
本発明において、エポキシ基、オキセタン基等の環状エーテル基を分子内に1つ以上有するカチオン開環重合性の化合物を硬化性樹脂(重合性化合物)として好適に用いることができる。
カチオン重合性化合物としては、例えば、開環重合性基を含む硬化性化合物等が挙げられ、中でも、ヘテロ環状基含有硬化性化合物が特に好ましい。このような硬化性化合物としては、例えば、エポキシ誘導体、オキセタン誘導体、テトラヒドロフラン誘導体、環状ラクトン誘導体、環状カーボネート誘導体、オキサゾリン誘導体などの環状イミノエーテル類、ビニルエーテル類等が挙げられ、中でも、エポキシ誘導体、オキセタン誘導体、ビニルエーテル類が好ましい。
液状組成物2’は、硬化性樹脂(重合性化合物)として、モノマー以外に、オリゴマー(ダイマー、トリマー等を含む)、プレポリマー等を含むものであってもよい。オリゴマー、プレポリマーとしては、例えば、上述したようなモノマーを構成成分としたものを用いることができる。
液状組成物2’中において、バインダーは、いかなる形態で含まれるものであってもよいが、液状(例えば、溶融状態、溶解状態等)をなすものであるのが好ましい。すなわち、分散媒22の構成成分として含まれているのが好ましい。
これにより、バインダーは、粒子21を分散する分散媒22として機能することができ、液状組成物2’の吐出性をより優れたものとすることができる。また、接合工程に際してバインダーが粒子21を好適に被覆することができ、接合工程を行う際におけるパターン25の形状の安定性をより優れたものとすることができ、三次元造形物10の寸法精度をより優れたものとすることができる。
液状組成物2’中におけるバインダーの含有率は、0.5質量%以上48質量%以下であるのが好ましく、1質量%以上43質量%以下であるのがより好ましい。
これにより、組成物供給工程での液状組成物2’の流動性をより適切なものとしつつ、バインダーによる粒子21の仮固定の機能がより効果的に発揮される。また、接合工程でのバインダーの除去をより確実に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の寸法精度、信頼性をより優れたものとすることができる。
(溶剤)
液状組成物2’は、揮発性の溶剤を含むものであってもよい。
液状組成物2’は、揮発性の溶剤を含むものであってもよい。
これにより、液状組成物2’の粘度調整を好適に行うことができ、液状組成物2’の吐出安定性をより優れたものとすることができる。また、溶剤は、液状組成物2’において、粒子21を分散させる分散媒22として機能することができ、液状組成物2’の分散状態をより良好なものとすることができる。また、揮発性の溶剤は、三次元造形物10の製造過程において効率よく除去することができるため、最終的に得られる三次元造形物10中に、不本意に残存することによる弊害の発生を効果的に防止することができる。
溶剤としては、例えば、水;エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル等の(ポリ)アルキレングリコールモノアルキルエーテル類;酢酸エチル、酢酸n−プロピル、酢酸iso−プロピル、酢酸n−ブチル、酢酸iso−ブチル等の酢酸エステル類;ベンゼン、トルエン、キシレン等の芳香族炭化水素類;メチルエチルケトン、アセトン、メチルイソブチルケトン、エチル−n−ブチルケトン、ジイソプロピルケトン、アセチルアセトン等のケトン類;エタノール、プロパノール、ブタノール等のアルコール類;テトラアルキルアンモニウムアセテート類;ジメチルスルホキシド、ジエチルスルホキシド等のスルホキシド系溶剤;ピリジン、ピコリン、2,6−ルチジン等のピリジン系溶剤;テトラアルキルアンモニウムアセテート(例えば、テトラブチルアンモニウムアセテート等)等のイオン液体等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
液状組成物2’が金属材料で構成された粒子21を含むものである場合、溶剤としては、非プロトン性溶剤を用いるのが好ましい。これにより、粒子21の構成材料の不本意な酸化反応等を効果的に防止することができる。
液状組成物2’中における溶剤の含有量は、0.5質量%以上30質量%以下であるのが好ましく、1質量%以上25質量%以下であるのがより好ましい。
これにより、液状組成物2’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
(その他の成分)
また、液状組成物2’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、液状組成物2’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
重合開始剤としては、例えば、ラジカル重合開始剤やカチオン重合開始剤を使用することができるが、ラジカル重合開始剤を使用することが好ましい。ラジカル重合開始剤は、紫外線領域に吸収ピークを有していることが好ましい。
ラジカル重合開始剤としては、例えば、芳香族ケトン類、アシルホスフィンオキサイド化合物、芳香族オニウム塩化合物、有機過酸化物、チオ化合物(チオキサントン化合物、チオフェニル基含有化合物等)、ヘキサアリールビイミダゾール化合物、ケトオキシムエステル化合物、ボレート化合物、アジニウム化合物、メタロセン化合物、活性エステル化合物、炭素ハロゲン結合を有する化合物、アルキルアミン化合物等が挙げられる。
液状組成物2’が重合開始剤を含むものである場合、液状組成物2’中において、重合開始剤は、いかなる形態で含まれるものであってもよいが、液状(例えば、溶融状態、溶解状態等)をなすものであるのが好ましい。すなわち、分散媒22の構成成分として含まれているのが好ましい。
これにより、重合開始剤は、粒子21を分散する分散媒22として機能することができ、液状組成物2’の吐出性をより優れたものとすることができる。また、接合工程に際してバインダー(硬化性樹脂)の硬化物が粒子21を好適に被覆することができ、接合工程を行う際におけるパターン25の形状の安定性をより優れたものとすることができ、三次元造形物10の寸法精度をより優れたものとすることができる。
液状組成物2’中における重合開始剤の含有量は、0.5質量%以上10質量%以下であるのが好ましい。
これにより、組成物供給工程での液状組成物2’の流動性をより適切なものとしつつ、バインダー(硬化性樹脂の硬化物)による粒子21の仮固定の機能がより効果的に発揮される。また、接合工程でのバインダーの除去をより確実に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の寸法精度、信頼性をより優れたものとすることができる。
《サポート材形成用組成物》
次に、三次元造形物の製造に用いるサポート材形成用組成物について説明する。
サポート材形成用組成物5’は、サポート材5の形成に用いられる組成物である。
次に、三次元造形物の製造に用いるサポート材形成用組成物について説明する。
サポート材形成用組成物5’は、サポート材5の形成に用いられる組成物である。
(粒子)
サポート材形成用組成物5’は、粒子を複数個含むものであるのが好ましい。
サポート材形成用組成物5’は、粒子を複数個含むものであるのが好ましい。
サポート材形成用組成物5’が、粒子を含むものであることにより、形成すべきサポート材5が微細な形状を有するもの等である場合であっても、サポート材5を高い寸法精度で、効率よく形成することができる。
サポート材形成用組成物5’を構成する粒子の構成材料としては、例えば、金属材料、金属化合物(セラミックス等)、樹脂材料、顔料等が挙げられる。
ただし、サポート材形成用組成物5’を構成する粒子は、液状組成物2’を構成する粒子21よりも高融点の材料で構成されたものであるのが好ましい。
粒子の形状は、特に限定されず、球状、紡錘形状、針状、筒状、鱗片状等、いかなる形状であってもよく、また、不定形のものであってもよいが、球状をなすものであるのが好ましい。
粒子の平均粒径は、特に限定されないが、0.1μm以上20μm以下であるのが好ましく、0.2μm以上10μm以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の流動性をより好適なものとすることができ、サポート材形成用組成物5’の供給をより円滑に行うことができるとともに、接合工程での粒子の接合をより好適に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
粒子のDmaxは、0.2μm以上25μm以下であるのが好ましく、0.4μm以上15μm以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の流動性をより好適なものとすることができ、サポート材形成用組成物5’の供給をより円滑に行うことができるとともに、接合工程での粒子の接合をより好適に行うことができる。その結果、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10における不本意な凹凸の発生等をより効果的に防止し、三次元造形物10の寸法精度をより優れたものとすることができる。
サポート材形成用組成物5’中における粒子の含有率は、50質量%以上99質量%以下であるのが好ましく、55質量%以上98質量%以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
なお、サポート材形成用組成物5’は、2種以上の粒子を含むものであってもよい。
なお、サポート材形成用組成物5’は、2種以上の粒子を含むものであってもよい。
(バインダー)
サポート材形成用組成物5’は、粒子に加え、さらにバインダーを含むものであってもよい。
サポート材形成用組成物5’は、粒子に加え、さらにバインダーを含むものであってもよい。
これにより、例えば、サポート材形成用組成物5’を用いて形成されたサポート材5の不本意な変形をより効果的に防止することができる。その結果、三次元造形物10の寸法精度をより優れたものとすることができる。
バインダーとしては、接合工程に供される前のサポート材形成用組成物5’中において粒子を仮固定する機能を有するものであればよく、例えば、熱可塑性樹脂、硬化性樹脂等の各種樹脂材料等を用いることができるが、硬化性樹脂を含むのが好ましい。
これにより、例えば、吐出されたサポート材形成用組成物5’に対して接合工程の前のタイミング(例えば、サポート材形成用組成物5’の吐出後であって当該サポート材形成用組成物5’が目的の部位(被着体)に接触する前(着弾前)のタイミングや、吐出されたサポート材形成用組成物5’が目的の部位(被着体)に接触(着弾)した後のタイミング)で硬化処理を施すことにより、サポート材形成用組成物5’の流動性をより効果的に低下させ、より複雑なパターンや、微細な構造を有するパターン等を好適に形成することができる。したがって、複雑な形状や微細な構造を有する三次元造形物10であってもより好適に製造することができる。また、サポート材形成用組成物5’が目的の部位(被着体)に接触した状態での粘度(硬化性樹脂が硬化した状態でのサポート材形成用組成物5’の粘度)を大きいものとしつつ、吐出時におけるサポート材形成用組成物5’の粘度を低いものとすることができるため、サポート材形成用組成物5’の吐出性、三次元造形物10の生産性をより優れたものとすることができる。
なお、硬化処理は、紫外線等のエネルギー線の照射により行うことができる。
なお、硬化処理は、紫外線等のエネルギー線の照射により行うことができる。
サポート材形成用組成物5’が硬化性樹脂を含むものである場合、当該硬化性樹脂としては、例えば、液状組成物2’の構成成分として説明したもの等を用いることができる。
なお、液状組成物2’中に含まれる硬化性樹脂と、サポート材形成用組成物5’中に含まれる硬化性樹脂とは、同一の条件(例えば、同一の組成等)のものであってもよいし、異なる条件のものであってもよい。
サポート材形成用組成物5’中におけるバインダーの含有率は、0.5質量%以上48質量%以下であるのが好ましく、1質量%以上43質量%以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の供給時におけるサポート材形成用組成物5’の流動性をより適切なものとしつつ、バインダーによる粒子の仮固定の機能がより効果的に発揮される。また、接合工程でのバインダーの除去をより確実に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の寸法精度、信頼性をより優れたものとすることができる。
(溶剤)
サポート材形成用組成物5’は、揮発性の溶剤を含むものであってもよい。
サポート材形成用組成物5’は、揮発性の溶剤を含むものであってもよい。
これにより、サポート材形成用組成物5’の粘度調整を好適に行うことができ、サポート材形成用組成物5’の吐出安定性をより優れたものとすることができる。また、溶剤は、サポート材形成用組成物5’において、粒子を分散させる分散媒として機能することができ、サポート材形成用組成物5’の分散状態をより良好なものとすることができる。
サポート材形成用組成物5’が溶剤を含むものである場合、当該溶剤としては、例えば、液状組成物2’の構成成分として説明したもの等を用いることができる。
なお、液状組成物2’中に含まれる溶剤と、サポート材形成用組成物5’中に含まれる溶剤とは、同一の条件(例えば、同一の組成等)のものであってもよいし、異なる条件のものであってもよい。
サポート材形成用組成物5’中における溶剤の含有量は、0.5質量%以上30質量%以下であるのが好ましく、1質量%以上25質量%以下であるのがより好ましい。
これにより、サポート材形成用組成物5’の取扱いのし易さをより優れたものとしつつ、三次元造形物10の製造過程において除去される成分の量をより少ないものとすることができ、三次元造形物10の生産性、生産コスト、省資源の観点等から特に有利である。また、最終的に得られる三次元造形物10の寸法精度をより優れたものとすることができる。
(その他の成分)
また、サポート材形成用組成物5’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、サポート材形成用組成物5’は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;分散剤;界面活性剤;増粘剤;凝集防止剤;消泡剤;スリップ剤(レベリング剤);染料;重合禁止剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
サポート材形成用組成物5’が重合開始剤を含むものである場合、サポート材形成用組成物5’中において、重合開始剤は、いかなる形態で含まれるものであってもよいが、液状(例えば、溶融状態、溶解状態等)をなすものであるのが好ましい。すなわち、分散媒の構成成分として含まれているのが好ましい。
これにより、重合開始剤は、粒子を分散する分散媒として機能することができ、サポート材形成用組成物5’の吐出性をより優れたものとすることができる。また、接合工程に際してバインダー(硬化性樹脂)の硬化物が粒子を好適に被覆することができ、接合工程を行う際におけるパターンの形状の安定性をより優れたものとすることができ、三次元造形物10の寸法精度をより優れたものとすることができる。
サポート材形成用組成物5’中における重合開始剤の含有量は、0.5質量%以上10質量%以下であるのが好ましい。
これにより、サポート材形成用組成物5’の供給時におけるサポート材形成用組成物5’の流動性をより適切なものとしつつ、バインダー(硬化性樹脂の硬化物)による粒子の仮固定の機能がより効果的に発揮される。また、接合工程でのバインダーの除去をより確実に行うことができる。このようなことから、三次元造形物10の生産性をより優れたものとしつつ、製造される三次元造形物10の寸法精度、信頼性をより優れたものとすることができる。
《三次元造形物》
本発明の三次元造形物は、前述したような本発明の製造方法、三次元造形物製造装置を用いて製造することができる。
本発明の三次元造形物は、前述したような本発明の製造方法、三次元造形物製造装置を用いて製造することができる。
これにより、寸法精度に優れた三次元造形物を提供することができる。また、前述したような製造方法、製造装置によれば、様々な組成の粒子を用いることができるため、三次元造形物の構成材料の選択の幅を広いものとすることができ、三次元造形物を所望の物性、質感等を有するものとすることができる。
本発明の三次元造形物の用途は、特に限定されないが、例えば、人形、フィギュア等の鑑賞物・展示物;インプラント等の医療機器等が挙げられる。
また、本発明の三次元造形物は、プロトタイプ、量産品、オーダーメード品のいずれに適用されるものであってもよい。
また、本発明の三次元造形物は、プロトタイプ、量産品、オーダーメード品のいずれに適用されるものであってもよい。
以上、本発明の好適な実施形態について説明したが、本発明は、これらに限定されるものではない。
例えば、本発明の三次元造形物製造装置では、各部の構成は、同様の機能を発揮する任意の構成のものに置換することができ、また、任意の構成を付加することもできる。
例えば、本発明の三次元造形物製造装置は、図示しない加熱手段や減圧手段を備えていてもよい。これにより、例えば、吐出された三次元造形物製造用組成物やサポート材形成用組成物から溶剤を効率よく除去することができ、三次元造形物の生産性を特に優れたものとすることができる。
また、本発明の三次元造形物製造装置は、吐出される組成物を加熱する加熱手段を備えるものであってもよい。これにより、組成物の粘度を低下させ、吐出性をより優れたものとすることができる。また、吐出前の組成物を加熱しておくことにより、吐出後の組成物が冷却され、吐出後の組成物の粘度を大きいものとし、組成物により形成されるパターンの形状の安定性をより大きいものとすることができる。これにより、三次元造形物の生産性および寸法精度を、より高いレベルで両立することができる。
また、本発明の三次元造形物製造装置は、図示しない冷却手段を備えていてもよい。これにより、例えば、粒子の接合の後に層を速やかに冷却することができ、後の工程を好適に行うことができる。その結果、三次元造形物の生産性、寸法精度、信頼性等を特に優れたものとすることができる。
また、前述した実施形態では、ステージの表面に直接層を形成する場合について代表的に説明したが、例えば、ステージ上に造形プレートを配置し、当該造形プレート上に層を積層して三次元造形物を製造してもよい。このような場合、三次元造形物の製造過程においては、造形プレートと最下層を構成する粒子とを接合させ、その後、後処理で目的とする三次元造形物から造形プレートを除去してもよい。これにより、例えば、複数の層を積層していく過程での層(積層体)の反りの発生をより効果的に防止することができ、最終的に得られる三次元造形物の寸法精度をより優れたものとすることができる。
また、前述した実施形態では、全ての層が接合部を有するものとして説明したが、接合部が形成されない層を有していてもよい。例えば、ステージとの接触面(ステージの直上)に、接合部が形成されない層(例えば、サポート材で構成された層)を形成し、当該層を犠牲層として機能させてもよい。
また、本発明の三次元造形物の製造方法においては、工程・処理の順番は、前述したものに限定されず、その少なくとも一部を入れ替えて行ってもよい。例えば、前述した実施形態では、サポート材形成用組成物供給工程を、組成物供給工程と接合工程との間に行う場合について代表的に説明したが、サポート材形成用組成物供給工程は、例えば、接合工程の後に行うものであってもよい。また、サポート材形成用組成物は、接合部の形成に用いる組成物(三次元造形物製造用組成物)の吐出と同一工程において、吐出されるものであってもよい。
また、サポート材形成用組成物は接合処理を施すことなく、サポート材として機能するものであってもよい。
また、前述した実施形態では、接合部の形成に用いる液状組成物とともに、サポート材形成用組成物を用いる場合について代表的に説明したが、本発明においては、製造すべき三次元造形物の形状等によっては、サポート材形成用組成物を用いなくてもよい。
また、本発明の製造方法においては、必要に応じて、前処理工程、中間処理工程、後処理工程を行ってもよい。
前処理工程としては、例えば、ステージの清掃工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、粒子の接合強度を向上させるための熱処理工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、粒子の接合強度を向上させるための熱処理工程等が挙げられる。
また、組成物がバインダーを含むものである場合、バインダー除去工程を、接合工程とは別の工程としてさらに有していてもよい。
また、前述した実施形態では、線状のパターンとして、直線状(一直線状)のパターンを形成する場合について代表的に説明したが、線状のパターンは、図16に示すように、湾曲線状をなすものであってもよいし、図17に示すように、屈曲線状をなすものであってもよい。また、線状のパターンは、分岐した線状のものであってもよい。
10…三次元造形物、1…層、2’…液状組成物(三次元造形物製造用組成物)、21…粒子(分散質)、22…分散媒、2…接合部、25…パターン、3…レーザー光の走査領域(照射領域)、31…第1の領域(終端部)、32…第2の領域、5’…サポート材形成用組成物、5…サポート材(支持部)、M100…三次元造形物製造装置、M2…制御部、M21…コンピューター、M22…駆動制御部、M3…組成物供給部(吐出手段)、M4…層形成部、M41…ステージ(昇降ステージ、支持体)、M45…枠体、M6…レーザー光走査手段(レーザー光照射手段)、M8…サポート材形成用組成物供給部(サポート材形成用組成物吐出手段)
Claims (9)
- 複数の層を積層し、三次元造形物を製造する三次元造形物の製造方法であって、
複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給工程と、
前記パターン上にレーザー光を走査させ、前記粒子を接合させる接合工程と、
を含む一連の工程を繰り返し行い、
前記組成物供給工程において、前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給することを特徴とする三次元造形物の製造方法。 - 前記パターンを、前記液状組成物を複数の液滴として吐出することにより形成する請求項1に記載の三次元造形物の製造方法。
- 前記液滴の大きさを調整することにより、前記第1の領域での前記粒子の密度を、前記第2の領域での前記粒子の密度よりも小さいものとする請求項2に記載の三次元造形物の製造方法。
- 前記液滴間のドット間隔を調整することにより、前記第1の領域での前記粒子の密度を、前記第2の領域での前記粒子の密度よりも小さいものとする請求項2または3に記載の三次元造形物の製造方法。
- 前記第1の領域と前記第2の領域とで、供給する前記液状組成物の組成を異なるものとすることにより、前記第1の領域での前記粒子の密度を、前記第2の領域での前記粒子の密度よりも小さいものとする請求項1ないし4のいずれか1項に記載の三次元造形物の製造方法。
- 前記接合工程に供される前記パターン中の前記第2の領域における前記粒子の密度に対する前記第1の領域における前記粒子の密度の割合は、30体積%以上70体積%以下である請求項1ないし5のいずれか1項に記載の三次元造形物の製造方法。
- 前記粒子は、金属材料で構成されたものである請求項1ないし6のいずれか1項に記載の三次元造形物の製造方法。
- 複数個の粒子を含む液状組成物を所定の部位に線状のパターンで供給する組成物供給手段と、前記パターン上に、レーザー光を走査するレーザー光照射手段とを備える三次元造形物製造装置であって、
前記レーザー光の走査領域の終端部である第1の領域での前記粒子の密度が、前記レーザー光の走査領域のうちの前記第1の領域以外の領域である第2の領域での前記粒子の密度よりも小さくなるように、前記液状組成物を供給するように構成されていることを特徴とする三次元造形物製造装置。 - 請求項8に記載の三次元造形物製造装置を用いて製造されたものであることを特徴とする三次元造形物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241377A JP2017106082A (ja) | 2015-12-10 | 2015-12-10 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241377A JP2017106082A (ja) | 2015-12-10 | 2015-12-10 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017106082A true JP2017106082A (ja) | 2017-06-15 |
Family
ID=59059149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015241377A Pending JP2017106082A (ja) | 2015-12-10 | 2015-12-10 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017106082A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020231329A1 (en) * | 2019-05-15 | 2020-11-19 | Agency For Science, Technology And Research | A three-dimensional printing method |
-
2015
- 2015-12-10 JP JP2015241377A patent/JP2017106082A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020231329A1 (en) * | 2019-05-15 | 2020-11-19 | Agency For Science, Technology And Research | A three-dimensional printing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107097416B (zh) | 三维造形物的制造方法及其装置以及三维造形物 | |
| JP2017031490A (ja) | 三次元造形物の製造方法、三次元造形物製造装置、三次元造形物および三次元造形物製造用組成物 | |
| JP6669985B2 (ja) | 三次元造形物の製造方法 | |
| JP6825293B2 (ja) | 三次元造形物製造用組成物および三次元造形物の製造方法 | |
| CN110366465B (zh) | 三维造型物制造用组合物、三维造型物的制造方法以及三维造型物制造装置 | |
| CN107020739B (zh) | 三维造型物的制造方法 | |
| JP2017031495A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| US20180243826A1 (en) | Three-dimensional modeled-object manufacturing composition and three-dimensional modeled-object manufacturing method | |
| JP2017171958A (ja) | 三次元造形物の製造方法 | |
| JP2017136712A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017160471A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017113888A (ja) | 三次元造形物の製造方法、三次元造形物製造装置、三次元造形物および三次元造形物製造用組成物 | |
| US11383303B2 (en) | Production method for three-dimensional shaped article | |
| JP2017106082A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2017047534A (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| CN110366464A (zh) | 三维造型物制造用组合物、三维造型物的制造方法以及三维造型物制造装置 | |
| JP2017075369A (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| JP6828351B2 (ja) | 三次元造形物製造用組成物、三次元造形物製造用組成物セット、三次元造形物の製造方法および三次元造形物製造装置 | |
| JP2018159110A (ja) | 組成物および三次元造形物の製造方法 | |
| US20180243825A1 (en) | Three-dimensional modeled-object manufacturing composition and three-dimensional modeled-object manufacturing method | |
| JP2016187943A (ja) | 三次元造形物の製造方法および三次元造形物 | |
| JP2017171959A (ja) | 三次元造形物の製造方法 |