WO2018159509A1 - 多重袋 - Google Patents
多重袋 Download PDFInfo
- Publication number
- WO2018159509A1 WO2018159509A1 PCT/JP2018/006830 JP2018006830W WO2018159509A1 WO 2018159509 A1 WO2018159509 A1 WO 2018159509A1 JP 2018006830 W JP2018006830 W JP 2018006830W WO 2018159509 A1 WO2018159509 A1 WO 2018159509A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- tear
- bag
- multiple bag
- welded
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/02—Bags or like containers made of paper and having structural provision for thickness of contents with laminated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/40—Packages formed by enclosing successive articles, or increments of material, in webs, e.g. folded or tubular webs, or by subdividing tubes filled with liquid, semi-liquid, or plastic materials
- B65D75/44—Individual packages cut from webs or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
Definitions
- the present invention relates to a multiple bag composed of multiple films, and relates to a novel multiple bag in which cut pieces due to tearing are not scattered around.
- a packaging method called a so-called bag-in-box in which such contents are stored in a cardboard box or pallet in a state of being filled in a bag made of a synthetic resin film, is proposed and widely used. It has been put into practical use.
- the film for bags needs to have high mechanical strength, and a film in which a layer having heat-fusibility is laminated on a high-strength film such as nylon or polyester is used. .
- a film in which a layer having heat-fusibility is laminated on a high-strength film such as nylon or polyester is used.
- attempts have been made to laminate various films or increase the thickness.
- This multiple bag (also called double bag) consists of an outer film that appears on the outside and an inner film that contacts the contents, and can prevent damage to other films even if pinholes occur in one film. .
- a certain amount of slip can be generated between the inner film supporting the contents and the outer film supporting the multiple bag in contact with the cardboard box or the like. Is absorbed and an excessive bending stress is prevented from being applied, and the occurrence of pinholes in the film forming the bag or the rupture of the bag is prevented.
- the multiple bag When taking out the filled contents, the multiple bag is often torn from the back seal part and opened, but for example, when the back seal part is formed at the joint part as a pasting at the joint part There is a problem in that the easy-openability is not good, including the need to tear the four seals collected in the palm portion and the freedom to move the outer film and the inner film relative to each other.
- the management standards are strict, and it is required to strictly check whether there is a number of films after use.
- the packaging bag is divided into upper and lower parts by tearing or the like, if the number of the tear pieces and the multiple bag main body cannot be matched, there is a possibility that foreign matter may be mixed, which is a big problem. Therefore, there is a need for a packaging bag that is easy to open and difficult to separate.
- the present invention has been proposed in view of such a conventional situation, and provides a multiple bag that can be easily processed without separation of tear pieces generated by tearing from the multiple bag main body. With the goal.
- the multiple bag of the present invention is a multiple bag composed of multiple films composed of an outer film and an inner film, wherein both ends of the multiple film are overlapped and welded with a predetermined width.
- a seal part is formed, and a multi-bag in which contents are filled and sealed is formed by forming a horizontal seal part welded with a predetermined width near both end edges on the side orthogonal to the back seal part, In the vicinity of the back seal portion, it has a tear start portion for opening it substantially parallel to the lateral seal portion, and has a tear stop portion in the vicinity of the end portion corresponding to the formation position of the tear start portion.
- the tear stop portion is formed corresponding to the formation position of the tear start portion (for example, on the expected cutting line by tearing), the multiple film tearing started from the tear start portion is prevented. Stop at this tear stop. For this reason, the tear piece is not completely separated from the multiple bag body, and even after opening, the tear piece is handled integrally with the multiple bag body and does not scatter around or enter the bag in box. .
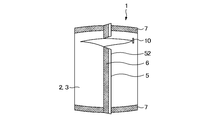
- FIG. 1 is a perspective view showing a multiple bag 1 according to the present embodiment
- FIG. 2 is a plan view showing the multiple bag 1 according to the present embodiment
- the multiple bag 1 shown in FIGS. 1 and 2 is constituted by a multiple fill 2 composed of an outer film 3 and an inner film 4.
- the outer film 3 and the inner film 4 when the bag is made as the multiple bag 1, the film that appears outside the multiple bag 1 (in contact with a cardboard box or the like not shown) is the inner film of the outer film 3 or the multiple bag 1.
- the film appearing at (in contact with the contents not shown) is referred to as the inner film 4.
- the multiple bag 1 of the present embodiment is a multiple-ply type multiple bag.
- the multiple film 2 is overlapped with both ends of the multiple film 2 so that the inner films 4 face each other.
- a back seal portion 6 welded with a width is formed.
- the palm portion 5 constituting the multiplex bag 1 is formed by bending the multiplex film 2 into a cylindrical shape and overlapping both ends of the multiplex film 2 so that the inner films 4 face each other.
- the multiple bag 1 is filled with a predetermined content when used, and the content is filled and sealed by forming the back seal portion 6 and the lateral seal portion 7.
- the back seal portion 6 is welded in a band shape with a predetermined width (approximately 2 to 20 mm; the same shall apply hereinafter) with respect to the palm portion 5 (heat sealing, heat fusion).
- the lateral seal portion 7 is formed by welding the vicinity of both end edges on the side orthogonal to the back seal portion 6 with a predetermined width (approximately 2 to 20 mm; the same shall apply hereinafter) in a band shape.
- Both the back seal portion 6 and the horizontal seal portion 7 are formed by sandwiching the inner films 4 of the multiple film 2 in a flat state and sandwiching them with a seal bar having a predetermined width (not shown) from the outside. At this time, in addition to the inner films 4 that are in contact with each other, all the films to be overlaid, including the outer film 3 (a total of four films, two outer films and two inner films) are welded and integrated. This also applies to the lateral seal portion 7.
- a tear start part. 51 is formed.
- the tear start portion 51 is formed to open substantially parallel to the lateral seal portion 7.
- the tear start portion 51 is formed so as to be substantially parallel to the lateral seal portion 7, the user can contact the lateral seal portion 7. On the other hand, it becomes easy to open it substantially parallel.
- the tear start portion 51 formed in the palm portion 5 weakens the initial tear strength and improves easy-openability.
- the tear start portion 51 can have an arbitrary shape such as a slit (cut), a V notch, an I notch, a perforation, or a microporous aggregate.
- the tear start portion 51 is formed so as to reach at least the back seal portion 6 from the outer edge 52 of the palm portion. Since the tear start portion 51 reaches the back seal portion 6, the tear can be smoothly drawn out at the time of opening, and the back seal portion 6 in which four films (two multiplex films 2) gather can be easily obtained. It becomes the multiple bag 1 excellent in easy-opening property that can be torn.
- the length of the tear start portion 51 is not particularly limited as long as it reaches the back seal portion 6 as described above, but it may be approximately 5 to 20 mm.
- the multiple bag 1 of the present embodiment is formed of a multiple film 2 that is easy to tear, and the material of the multiple film 2 that is easy to tear will be described below.
- the outer film 3 and the inner film 4 have a multilayer structure, and the outer film 3 and the inner film 4 are symmetrical with respect to the gap formed between the outer film 3 and the inner film 4.
- the outside / outer layer / intermediate layer / inner layer (the above is the layer of the outer film 3) / gap / inner layer / intermediate layer / outer layer (the above is the inside) Layer of film 4) / inside of multiple bag 1.
- the layer corresponding to an outer layer forms the back seal
- the outer layer that is directly contacted and welded when forming the back seal portion 6 and the lateral seal portion 7 is preferably heat-sealable in itself, and examples thereof include polyolefin resins.
- high density polyethylene high density polyethylene (HDPE), medium density polyethylene (MDPE), low density polyethylene (LDPE), linear (linear) low density polyethylene (LLDPE), linear very low density polyethylene (VLDPE)
- copolymers of vinyl compounds copolymerizable with ethylene such as ethylene-vinyl acetate copolymer (EVA), ionomers, ethylene-acrylic acid or ethylene-acrylic ester copolymers, ethylene methacrylic Polyethylene resins such as acid or methacrylic acid ester copolymer, ethylene-propylene copolymer
- EVA ethylene-vinyl acetate copolymer
- ionomers ethylene-acrylic acid or ethylene-acrylic ester copolymers
- low-density polyethylene which has excellent heat-sealing properties, etc.
- low-density polyethylene it has pinhole resistance, is tough and strong, and has mechanical strength, etc.
- LLDPE linear low density polyethylene
- LLDPE linear low density polyethylene
- ⁇ -olefins having 3 to 13 carbon atoms, preferably 4 to 8 carbon atoms, such as butene-1, octene-1, hexene-1, 4-methylpentene-1, heptene-1, etc. are preferably used. It is done.
- the density of the low density polyethylene (including linear low density polyethylene) is preferably 0.870 to 0.935 g / cm 3. Various characteristics such as heat sealability are maintained by using low density polyethylene in a range where the density is high.
- the density of the low density polyethylene is particularly preferably from 0.880 to 0.920 g / cm 3.
- the melt flow rate (MFR) at 190 ° C. is preferably 0.1 to 30.0 g / 10 min, and particularly preferably 0.5 to 4.0 g / 10 min.
- the inner layer and the intermediate layer constituting the outer film 3 and the inner film 4 are not only polyolefin resins such as the polyethylene resins and polypropylene resins described above, in order to impart pinhole resistance and mechanical properties to the multiple film 2, Polyamide resins (nylon), polyester resins (PET, PBT), ethylene-vinyl alcohol copolymers, and the like can be used.
- the outer film 3 and the inner film 4 have a three-layer structure, the outer film 3 is a layer made of linear low density polyethylene (linear low density polyethylene layer) / An easily tearable resin layer / a layer made of a polyolefin resin (polyolefin resin layer), and the inner film 4 are polyolefin resin layer / easy tear resin layer / linear low in order from the outside of the multiple bag 1 (the above-mentioned gap). A density polyethylene layer is preferred.
- the resin constituting the easy tear resin layer for example, a mixed resin containing a cyclic polyolefin resin may be used.
- a mixed resin containing a cyclic polyolefin resin may be used as the resin constituting the easy tear resin layer.
- the cyclic polyolefin resin is a general term for resins that are polymerized using a cyclic olefin as a polymerization unit, and is described, for example, in JP-A-1-240517, JP-A-3-14882, JP-A-3-122137, and the like.
- it is a copolymer of a cyclic olefin and an ⁇ -olefin (chain olefin) as well as a ring-opening metathesis polymer (cycloolefin polymer: COP) obtained by polymerizing a cyclic olefin by a metathesis ring-opening polymerization reaction.
- cyclic olefin copolymers cycloolefin copolymers: COC
- graft polymers obtained by modifying these with unsaturated carboxylic acids or derivatives thereof, hydrides thereof, and the like.
- any cyclic hydrocarbon having an ethylenically unsaturated bond and a bicyclo ring can be used, and norbornene monomers and the like are widely known.
- the cyclic olefin has, for example, a carboxyl group, an acid anhydride group such as a carboxylic acid anhydride, an epoxy group, an amino group, an amide group, an ester group, a hydroxyl group, a sulfo group, a phosphono group, a phosphino group, etc. May have a polar group.
- a polar group such as a hydroxyl group, a sulfo group, a phosphono group, or a phosphino group.
- ethylene an ⁇ -olefin having 3 to 20 carbon atoms can be used, and specifically, ethylene, propylene, 1- Examples include butene, 1-pentene, 3-methyl-1-butene, 1-hexene, 4-methyl-1-pentene, and ethylene is widely used.
- a polyethylene resin is used as a resin to be combined with the cyclic polyolefin resin (described later), it is preferable to use a cyclic olefin copolymer (COC) for reasons such as good dispersibility in polyethylene, and the ⁇ -olefin to be copolymerized
- a cyclic olefin copolymer COC
- the production of the ring-opening metathesis polymer is not particularly limited as long as it is a known ring-opening metathesis polymerization reaction, and can be produced by ring-opening polymerization of the above-mentioned cyclic olefin using a polymerization catalyst.
- the cyclic olefin copolymer is produced by, for example, randomly polymerizing an ⁇ -olefin and a cyclic olefin having a predetermined molar ratio using a single site catalyst such as a metallocene catalyst or a multisite catalyst.
- a hydrogenated product such as a ring-opened polymer of a cyclic olefin monomer can be obtained by hydrogenating the ring-opened polymer with a known hydrogenation catalyst.
- a cyclic polyolefin resin having a glass transition temperature (Tg) (for example, JIS K7121 etc.) of 60 ° C. or higher.
- Tg glass transition temperature
- cyclic polyolefin resin having a glass transition temperature in such a range excellent heat resistance can be maintained.
- the glass transition temperature (Tg) shall be 70 degreeC or more.
- the melt flow rate (MFR) of the cyclic polyolefin resin is preferably 3.0 to 30.0 g / 10 min.
- MFR melt flow rate
- a cyclic polyolefin resin in such a range that MFR is applied excellent heat resistance can be maintained.
- MFR of the cyclic polyolefin resin a value measured in accordance with ISO 1133 or ASTM D-1238 (for example, 280 ° C., 21.18 N) may be used.
- the MFR of the cyclic polyolefin resin is particularly preferably 5.0 to 20.0 g / 10 min.
- the intermediate layer is made of the above mixed resin
- the resin that can be used in combination with the cyclic polyolefin resin the above-described polyethylene resins and polyolefin resins such as polypropylene resins can be used.
- polyethylene resins are preferable, low density polyethylene (LDPE) is more preferable, and linear low density polyethylene (LLDPE) is particularly preferable.
- the content of the cyclic polyolefin resin in the mixed resin constituting the easily tearable resin layer is 3 to 99 mass with respect to the entire mixed resin (the total of the cyclic polyolefin resin and the resin used in combination with the cyclic polyolefin resin). % Is preferable. By setting the content of the cyclic polyolefin resin within such a range, the easy tearability is favorably implemented.
- the content of the cyclic polyolefin resin is more preferably 60 to 90% by mass, and particularly preferably 60 to 80% by mass with respect to the entire mixed resin.
- the layer containing cyclic polyolefin resin which is comprised with an above-described mixed resin is preferable to make it an intermediate
- the outer film 3 and the inner film 4 are used.
- the layer containing cyclic polyolefin resin which is comprised with an above-described mixed resin is preferable to make it an intermediate
- middle layer in the multilayer outer film 3 and the inner film 4 the outer film 3 and the inner film 4 are used.
- middle layer in the multilayer outer film 3 and the inner film 4 the outer film 3 and the inner film 4 are used.
- the film used for the multiple bag 1, it is preferable to obtain the film by, for example, an inflation film method.
- the inflation film is in the form of a tube (cylinder) in advance, and can be used as manufactured, and there is an advantage that the film does not need to be formed into a cylinder in the subsequent process and no seam is produced. In addition, it is possible to easily produce a relatively thick film as well as a thin film.
- a molten resin extruded in a tube shape from a extruder through a die is pulled up in the vertical direction, and the molten resin is expanded by air supplied in the process of being pulled up in the vertical direction. It is possible to obtain a roll in which a tubular film is wound in a flat shape by forming a flat film while cooling with air and winding it on a winding device.
- the outer film 3 and the inner film 4 that do not appear on the outer side and contact with each other are preferably blocking-bonded to each other.
- blocking to each other means that the films in contact with each other are not completely integrated by being bonded by another medium such as an adhesive or by heat-sealing. It means that the films are in a flexible state by pseudo-bonding. Blocking adhesion may occur over the entire surface of the film, or may occur partially on a part of the film. By carrying out blocking adhesion, the outer film 3 and the inner film 4 are integrated during bag making or the like, and the handleability is improved.
- the polyolefin tubular film formed by the above-described inflation film method is folded and pressed with a nip roll or the like, and the air between the stacked films is extruded and folded in one. It can manufacture simply by winding up as a flat 2 layer film.
- the multiple bag 1 described above has a feature that a user can easily open the tear seal portion 51 substantially in parallel with the tear seal portion 51. . Therefore, when the multiple bag 1 is torn and opened using the tear starting portion 51, the multiple film 2 is formed of a material that is easy to tear, and the tearing proceeds easily, so that the tear piece becomes the multiple bag. 1 will be separated.
- the multiplex bag 1 since it is composed of the multiplex film 2, a plurality of tear pieces such as a tear piece derived from the outer film 3 and a tear piece derived from the inner film 4 are generated and scattered around, There is a risk of entering the bag-in-box, and the processing is complicated.
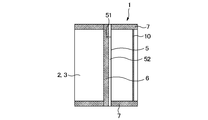
- a tear stopper 10 is provided corresponding to the tear start portion 51 formed in the palm portion 5, and the tear start portion 51. The tearing of the multiplex film 2 that starts is stopped here.
- the tearing of the multiple film 2 starting from the tear start portion 51 proceeds substantially parallel to the lateral seal portion 7. That is, tearing of the multiple film 2 proceeds substantially along the line xx in FIG. Therefore, if the tear stopper 10 is formed so as to block the x-rays, the tearing of the multiple film 2 stops here, and the tear pieces are not separated from the multiple bag 1.
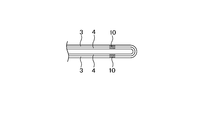
- the tear stopper portion 10 is formed as a welded portion by heat sealing, similar to the back seal portion 6 and the lateral seal portion 7, and in the example shown in FIG. 2, the tear displacement is centered around the position of the xx line. Etc., and are formed to have a predetermined length on both sides.
- the outer film 3 and the inner film 4 of the multiple film 2 are integrated by welding, and the strength increases and functions to prevent further tearing.
- the tear stop portion 10 is formed at a position that intersects the xx line, and is formed as close as possible to the side parallel to the back seal portion 6 of the multiple bag 1 (in the vicinity of the end portion). If the formation position of the tear stopper 10 is separated from the side, the formation of the space for accommodating the contents of the multiple bag 1 may be affected by the formation of the tear stopper 10 which is a welded portion.
- the tear stopper 10 is formed with a predetermined length.
- the tear stopper 10 is not limited to this.
- the tear stopper 10 is parallel to the back seal 6 and is extended from the end to the end of the multiple bag 1. It is also possible to form a linear shape. Thereby, even when the tearing of the multiple film 2 deviates from the xx line, the tearing can be surely stopped.
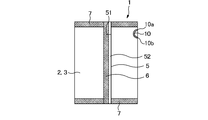
- the tear stop portion 10 may be formed in an arc shape so that the end portions 10 a and 10 b reach the side of the multiple bag 1. In this case, the content does not enter the portion surrounded by the arcuate tear stopper 10.
- FIG. 5 shows an example in which the tear stopper 10 is formed integrally with the lateral seal 7.
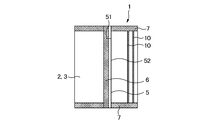
- FIG. 6 it is possible to provide the tear stoppers 10 at two locations.
- FIG. 7 is an example in which linear tear stoppers 10 are provided at two locations.
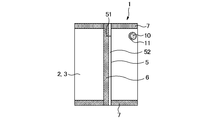
- FIG. 8 shows an example in which a circular tear stopper 10 is formed by welding and a semicircular cut 11 is formed in the center of the tear stopper 10.
- FIG. 9 shows an example in which the tear stopper 10 is formed integrally with the lateral seal portion 7 and a semicircular cut 11 is formed in the center of the tear stopper 10 in the same manner.
- the tear In the tearing of the multiple bag 1, if the tearing does not stop at the tearing stop portion 10, the tear reaches the notch 11 for stopping the tearing.
- the tearing force is dispersed and applied to two end portions on the downstream side of the notch 11 in the tearing direction, and does not work as a shearing force, so that the tearing stops. Thereby, the tearing stop can be realized with certainty.
- a strong welded portion (tearing stop portion 10) in which four films are welded is formed, and the tearing of the multiple film 2 is more reliably stopped. Can do.
- the inner films 4 are not welded to each other, so that the formation of the tear stoppers 10 does not affect the shape of the content accommodation space of the multiple bag 1.
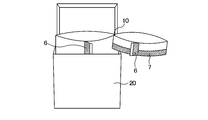
- the above-described multiple bag 1 is used as an inner bag of a bag-in-box, and a cardboard box, a metal can, or the like is placed in an outer box and the contents are filled therein.
- FIG. 13 shows a usage pattern of the multiple bag 1 accommodated in the outer box 20, and the contents are taken out by opening the outer box 20 and opening the multiple bag 1.
- FIG. 14 is a view showing an opened state of the multiple bag 1.
- the top and bottom of the palm portion 5 are picked with the tear start portion 51 in between and pulled to both sides.
- the multiple bag 1 is torn from the tear start portion 51 as a starting point.
- FIG. 15 shows the state of the multiple bag 1 after tearing. The tearing of the multiple bag 1 is stopped at the tear stopper 10, and the tear piece remains connected to the main body of the multiple bag 1. Is done.
- the manufacturing method of the multiplex bag 1 will be described by taking as an example the case of manufacturing using the pillow packaging machine 100 as shown in FIG.
- the first step for forming the multiple laminated film 34 into a cylindrical shape the second step for forming the back seal portion (vertical seal portion) 6, and the lower horizontal seal portion 7, the fourth step of filling the article W to be packed, the fifth step of forming the upper lateral seal portion 7, and the sixth step of cutting the boundary line of the continuous bag are sequentially performed.
- it demonstrates in order of a process.
- First step of making the multi-layered film into a cylindrical shape The multi-layered film 34 fed out from the roll-shaped film 35 is guided to the former 112 through a plurality of feed-out rolls 120 and 121.
- a sensor 119 is disposed in the middle of the path from the roll film 35 to the former 112, detects registration marks printed at regular intervals in the length direction on the multilayer film 34, and is on the track of the packaging machine 100.
- a multi-layered film 34 having a fixed length can be sent out at fixed time intervals.
- the multi-laminate film 34 is curved in a cylindrical shape while passing through the former 112, and is in the form of a cylindrical body in which a palm portion is formed so that the inner surfaces of both end edges face each other.
- Second step of forming the vertical seal portion The vertical seal machine 113 heats the contact surface of the multi-laminate film 34 with the abutment surface in accordance with the timing at which the multi-laminate film 34 moves at a constant time interval. Welding is performed to form the back seal portion 6. At the same time, the tear stopper 10 can be formed by heat welding.
- the third step of forming the lower horizontal seal portion When the thermal welding by the vertical seal machine 113 is completed, the openable / closable ironing roll 115 is closed and the cylindrical body formed from the multi-layered film 34 is ironed. As a result, the horizontal sealing machines 116 and 117 are closed at predetermined positions of the flattened cylindrical body to form the lower horizontal sealing portion 7.
- the brace and cutter 118 is closed and the lower lateral seal portion 7 of the packaging bag 1a before separation and the upper lateral seal portion 7 continuous thereto are clamped, The boundary between the two is divided into two and the multiple bag 1 is dropped onto the conveyor 130.
- the previous embodiment is an example in which the present invention is applied to a so-called joint-pasted type multiple bag, but the present invention can also be applied to a so-called envelope-pasted type multiple bag.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Packages (AREA)
Abstract
【課題】 引き裂きにより発生する引裂片が多重袋本体から分離することなく、容易に処理することが可能な多重袋を提供する。 【解決手段】 外側フィルムと内側フィルムからなる多重フィルムで構成される多重袋である。多重フィルムの両端を重ね合わせ所定の幅で溶着した背シール部が形成されるさらに、背シール部と直交する側の両端縁付近を所定の幅で溶着した横シール部が形成されることで内容物が充填密封された多重袋が形成される。背シール部近傍には横シール部に対して略平行に開封するための引裂開始部を有する。また、引裂開始部の形成位置に対応して、多重袋の端部近傍に引裂停止部を有する。
Description
本発明は、多重フィルムで構成される多重袋に関するものであり、引き裂きによる切断片が周囲に散乱することのない新規な多重袋に関する。
業務用に使用される液体、半流動体、粉体、固形、ペースト体等の材料、食品等は、金属製の容器に充填して運搬、保管、販売等に供されることが多い。ただし、金属製の容器は、使用後の容器が嵩張ること、内容物を取出し難いこと、使用後の容器処理が困難であること、容器の重量が重いこと等、多くの問題を抱えている。
このような状況から、かかる内容物を合成樹脂製のフィルムからなる袋に充填した状態で段ボール製の箱やパレット等に収納して流通させる、いわゆるバッグインボックスと呼ばれる包装方法が提案され、広く実用化されている。このようなバッグインボックスにおいては、袋用のフィルムは機械的強度が高いことが必要であり、ナイロン、ポリエステル等の高強度フィルムに熱融着性を有する層を積層したフィルムが用いられている。また、機械的強度をさらに高めるべく、種々のフィルムを積層したり、厚みを厚くする試みもなされている。
しかしながら、強度の点で必ずしも満足のいく性能が得られておらず、袋を形成する2枚のフィルムが完全にラミネートされず、相互に移動ができる自由度が存在する多重袋とするいことが提案されている(例えば、特許文献1を参照。)。
この多重袋(二重袋とも呼ばれる。)は、外側に現れる外側フィルムと、内容物と接する内側フィルムからなり、1枚のフィルムにピンホールが生じても他のフィルムの損傷を防ぐことができる。また、屈曲応力に対しても、内容物を支えている内側フィルムと、段ボール箱等と接して多重袋を支持する外側フィルムとの間で、ある程度の滑りを生じさせることができるため、衝撃等が吸収され、極度の屈曲応力が加わることを抑制し、袋を形成するフィルムにおけるピンホールの発生ないしは袋の破裂が生じることを防止している。
多重袋は、充填された内容物を取り出す際に、背シール部から引き裂いて開封することが多いが、例えば、合掌部での貼り合わせとして、かかる合掌部に背シール部を形成した場合には、合掌部に集められる4枚のシールを引き裂く必要があり、外側フィルムと内側フィルムが相互に移動ができる自由度が存在する等も含め、易開封性が良好でないという問題がある。
そこで、引裂開始部を設けることで、多重フィルムを容易に引き裂くことができ、易開封性に優れた多重袋も提案されている(例えば、特許文献2を参照)。
ところで、多重フィルムからなる多重袋を引き裂きにより開封した場合、引き裂きにより多数の引裂片が発生する。多重フィルムにおいて、外側フィルムと内側フィルムは一体化されておらず、引き裂いた時には、外側フィルムに由来する引裂片と、内側フィルムに由来する引裂片が発生し、これらがバラバラに周囲に散乱したり、バッグインボックス内に入り込む等するため、その廃棄が煩雑である。
特に、内容物が食品等の場合には、管理基準が厳しく、使用後のフィルムの数があっているか否かを厳密に確認することが求められている。引き裂き等により包装袋が上下に分割した場合、引裂片と多重袋本体の数の整合が取れないと、異物混入の可能性があるということで、大きな問題となる。そのため、開封性が良く、分離し難い包装袋が求められている。
本発明は、このような従来の実情に鑑みて提案されたものであり、引き裂きにより発生する引裂片が多重袋本体から分離することなく、容易に処理することが可能な多重袋を提供することを目的とする。
前述の目的を達成するために、本発明の多重袋は、外側フィルムと内側フィルムからなる多重フィルムで構成される多重袋であって、前記多重フィルムの両端を重ね合わせ所定の幅で溶着した背シール部が形成されるとともに、前記背シール部と直交する側の両端縁付近を所定の幅で溶着した横シール部が形成されることで内容物が充填密封された多重袋が形成され、前記背シール部近傍には前記横シール部に対して略平行に開封するための引裂開始部を有し、前記引裂開始部の形成位置に対応して端部近傍に引裂停止部を有することを特徴とする。
本発明の多重袋は、引裂開始部の形成位置に対応して(例えば、引き裂きによる予想切断線上に)引裂停止部が形成されていることから、引裂開始部から開始される多重フィルムの引き裂きが、この引裂停止部で停止する。このため、引裂片が多重袋本体から完全に分離することがなく、開封後にも引裂片が多重袋本体と一体に取り扱われ、周囲に散乱したり、バッグインボックス内に入り込んだりすることがない。
本発明によれば、引き裂きにより発生する引裂片が多重袋本体から分離することなく、容易に処理することが可能な多重袋を提供することが可能である。
以下、本発明を適用した多重袋の実施形態について、図面を参照しながら詳細に説明する。
図1は、本実施形態に係る多重袋1を示した斜視図であり、図2は、本実施形態に係る多重袋1を示した平面図である。図1及び図2に示される多重袋1は、外側フィルム3と内側フィルム4からなる多重フィル2により構成される。なお、外側フィルム3及び内側フィルム4については、多重袋1として製袋化した場合に、多重袋1の外側に現れる(図示しない段ボール箱等と接する)フィルムを外側フィルム3、多重袋1の内側に現れる(図示しない内容物と接する)フィルムを内側フィルム4とする。
本実施形態の多重袋1は、合掌貼りタイプの多重袋であり、多重フィルム2の両端を内側フィルム4同士が対向するように重ね合わせて合掌部5が形成され、当該合掌部5に所定の幅で溶着した背シール部6が形成されている。多重袋1を構成する合掌部5は、多重フィルム2を筒状に湾曲させ、多重フィルム2の両端を内側フィルム4同士が対向するように重ね合わせることにより形成される。
多重袋1は、使用する際に所定の内容物が充填されるとともに、背シール部6と横シール部7が形成されることにより、内容物が充填密封される。図1や図2に示すように、背シール部6は、合掌部5に対して所定の幅(概ね、2~20mm程度。以下同じ。)で帯状に溶着(ヒートシール、熱融着のこと。以下同じ。)することにより形成される。また、横シール部7は、かかる背シール部6と直交する側の両端縁付近を所定の幅(概ね2~20mm程度。以下同じ。)で帯状に溶着することにより形成される。なお、横シール部7は、細幅線状の複数のシール部からなるようにしてもよい。
背シール部6、横シール部7とも、多重フィルム2の内側フィルム4同士を平坦状に接した状態とした上で、外部から図示しない所定の幅のシールバー等で挟み込むことにより形成される。この時、接している内側フィルム4同士のほか、外側フィルム3も含め、重ね合わされる全てのフィルム(外側フィルム2枚、内側フィルム2枚の計4枚)が溶着されて一体化している。また、これは、横シール部7についても同様である。
また、本実施形態に係る多重袋1では、図1及び図2に示すように、多重フィルム2の両端を内側フィルム4同士が対向するように重ね合わせた合掌部5に対して、引裂開始部51が形成されている。引裂開始部51は、横シール部7に対して略平行に開封するために形成され、例えば、横シール部7に対して略平行となるように形成すれば、使用者が横シール部7に対して略平行に開封しやすくなる。
合掌部5に形成される引裂開始部51は、初期の引き裂き強度を弱め、易開封性を向上させる。引裂開始部51は、スリット(切れ目)、Vノッチ、Iノッチ、ミシン目、微多孔の集合体等の任意の形状とすることができる。
引裂開始部51は、図1及び図2に示すように、合掌部の外縁52から少なくとも背シール部6まで達するように形成されている。引裂開始部51が背シール部6まで達しているため、開封時の引き裂きの繰り出しをスムースに行うことができ、4枚のフィルム(2枚の多重フィルム2)が集まった背シール部6を容易に引き裂くことができる、易開封性に優れた多重袋1となる。また、引裂開始部51の長さとしては、前記のように背シール部6まで達していれば特に制限はないが、概ね5~20mmであればよい。
本実施形態の多重袋1は、引き裂きが容易な多重フィルム2により形成されており、以下、引き裂き容易な多重フィルム2の材質について説明する。
本実施形態においては、外側フィルム3及び内側フィルム4が多層構成とされており、外側フィルム3と内側フィルム4は、外側フィルム3と内側フィルム4の間に形成されている隙間からみて対称の関係となり、多重袋1の外側から多重袋1の内側までは、多重袋1の外側/外層/中間層/内層(以上が外側フィルム3の層)/隙間/内層/中間層/外層(以上が内側フィルム4の層)/多重袋1の内側、となる。そして、外層に該当する層が、背シール部6や横シール部7を形成する際に、重ね合わされて、直接接して溶着されることになる。
前記した層のうち、背シール部6や横シール部7を形成する際に直接接して溶着される外層は、その層自体にヒートシール性があることが好ましく、例えば、ポリオレフィン系樹脂が挙げられ、具体的には、高密度ポリエチレン(HDPE)、中密度ポリエチレン(MDPE)、低密度ポリエチレン(LDPE)、直鎖状(線状)低密度ポリエチレン(LLDPE)、直鎖状超低密度ポリエチレン(VLDPE)、また、エチレンと共重合可能なビニル化合物との共重合体、例えば、エチレン-酢酸ビニル共重合体(EVA)、アイオノマー、エチレン-アクリル酸またはエチレン-アクリル酸エステル共重合体、エチレンメタアクリル酸またはメタアクリル酸エステル共重合体、エチレン-プロピレン共重合体等のポリエチレン系樹脂や、ポリプロピレン系樹脂や、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタアクリル酸、無水マレイン酸、フマール酸、その他の不飽和カルボン酸で変成した酸変性ポレオレフィン樹脂等のポリオレフィン系樹脂が挙げられる。これらの樹脂は、その1種を単独で使用してもよく、2種以上を組み合わせて使用するようにしてもよい。
これらの樹脂のうち、ヒートシール性等が優れた、低密度ポリエチレン(LDPE)を使用することが好ましく、低密度ポリエチレンの中でも、耐ピンホール性を有し、タフで丈夫なため機械的強度等にも優れた直鎖状低密度ポリエチレン(LLDPE)を使用することが特に好ましい。
なお、直鎖状低密度ポリエチレン(LLDPE)を用いた場合の物性、機械的強度やヒートシール強度等は、共重合させるα-オレフィンの炭素数により調整される。一般に、炭素数3~13個、好ましくは炭素数4~8個のα-オレフィン、例えばブテン-1、オクテン-1、ヘキセン-1、4-メチルペンテン-1、へプテン-1等が好ましく用いられる。
低密度ポリエチレン(直鎖状低密度ポリエチレンを含む。)の密度は、0.870~0.935g/cm3であることが好ましい。密度がかかる範囲の低密度ポリエチレンを用いることにより、ヒートシール性等の諸特性が維持される。低密度ポリエチレンの密度は、0.880~0.920g/cm3であることが特に好ましい。なお、190℃におけるメルトフローレート(MFR)は、0.1~30.0g/10分とすることが好ましく、0.5~4.0g/10分とすることが特に好ましい。
外側フィルム3及び内側フィルム4を構成する内層や中間層は、多重フィルム2に耐ピンホール性や機械的特性を付与すべく、前記したポリエチレン系樹脂、ポリプロピレン系樹脂等のポリオレフィン系樹脂の他、ポリアミド系樹脂(ナイロン)、ポリエステル系樹脂(PET、PBT)、エチレン-ビニルアルコール共重合体等を使用することができる
。
。
なお、中間層として、易引裂樹脂からなる易引裂樹脂層とすることが好ましい。易引裂樹脂を中間層として介することにより、多重フィルム2にさらなる易開封性を付与することができる。また、外側フィルム3や内側フィルム4を3層の構成とする場合、外側フィルム3は、多重袋1の外側から順に、直鎖状低密度ポリエチレンからなる層(直鎖状低密度ポリエチレン層)/易引裂樹脂層/ポリオレフィン系樹脂からなる層(ポリオレフィン系樹脂層)、内側フィルム4は、多重袋1の外側(前記した隙間)から順に、ポリオレフィン系樹脂層/易引裂樹脂層/直鎖状低密度ポリエチレン層とすることが好ましい。外側フィルム3及び内側フィルム4をかかる構成とすることにより、ヒートシール性、耐ピンホール性等を維持した状態で、易開封性(易引裂性)を付与することができる。
易引裂樹脂層を構成する樹脂としては、例えば、環状ポリオレフィン樹脂を含有する混合樹脂を用いるようにしてもよい。かかる環状ポリオレフィン樹脂を含有する層を中間層として介在させることにより、多重フィルム2の易開封性(易引裂性)が向上する。
環状ポリオレフィン樹脂は、一般に、環状オレフィンを重合単位として重合される樹脂の総称であり、例えば、特開平1-240517号公報、特開平3-14882号公報、特開平3-122137号公報等に記載されている。ここでは、環状オレフィンをメタセシス開環重合反応によって重合した開環メタセシス重合体(シクロオレフィンポリマー:COP)はもちろんのこと、環状オレフィンとα-オレフィン(鎖状オレフィン)等との共重合体である、いわゆる環状オレフィンコポリマー(シクロオレフィンコポリマー:COC)や、これらを不飽和カルボン酸やその誘導体で変性したグラフト重合体、並びに、それらの水素化物等を含むものとする。
環状オレフィンとしては、エチレン系不飽和結合及びビシクロ環を有する任意の環状炭化水素を使用することができ、ノルボルネン系モノマー等が広く知られており、ビシクロ[2.2.1]ヘプタ-2-エン(ノルボルネン)骨格を有するものが好ましい。
具体的には、ビシクロ[2.2.1]ヘプタ-2-エン及びその誘導体、トリシクロ[4.3.0.12.5]-3-デセン及びその誘導体、トリシクロ[4.4.0.12.5]-3-ウンデセン及びその誘導体、テトラシクロ[4.4.0.12.5.17.10]-3-ドデセン及びその誘導体、ペンタシクロ[6.5.1.13.6.02.7.09.13]-4-ペンタデセン及びその誘導体、ペンタシクロ[7.4.0.12.5.19.12.08.13]-3-ペンタデセン及びその誘導体、ペンタシクロ[6.5.1.13.6.02.7.09.13]-4,10-ペンタデカジエン及びその誘導体、ペンタシクロ[8.4.0.12.5.19.12.08.13]-3-ヘキサデセン及びその誘導体等が挙げられるが、これらに限定されない。
また、環状オレフィンは、置換基として、例えば、カルボキシル基、カルボン酸無水物等の酸無水物基、エポキシ基、アミノ基、アミド基、エステル基、ヒドロキシル基、スルホ基、ホスホノ基、ホスフィノ基等の極性基を有していてもよい。また、(メタ)アクリル酸、マレイン酸、無水マレイン酸、無水イタコン酸、グリシジル(メタ)アクリレート、(メタ)アクリル酸アルキル(例えば、炭素数1~10)エステル、マレイン酸アルキル(例えば、炭素数1~10)エステル、(メタ)アクリルアミド、(メタ)アクリル酸-2-ヒドロキシエチル等を挙げることができ、好ましくは、カルボキシル基、酸無水物基、エポキシ基、アミノ基、アミド基、エステル基、ヒドロキシル基、スルホ基、ホスホノ基、ホスフィノ基等の極性基を有する不飽和化合物を有していてもよい。
例えば、環状オレフィンコポリマーとして、環状オレフィンと共重合するα-オレフィンとしては、例えば、エチレン、炭素数3~20のα-オレフィンを使用することができ、具体的には、エチレン、プロピレン、1-ブテン、1-ペンテン、3-メチル-1-ブテン、1-ヘキセン、4-メチル-1-ペンテン等が挙げられ、エチレン等が広く用いられる。
環状ポリオレフィン樹脂と組み合わせられる樹脂(後記)としてポリエチレン系樹脂を用いる場合、ポリエチレンに対する分散性が良好となるという等の理由で、環状オレフィンコポリマー(COC)を用いることが好ましく、共重合するα-オレフィンをエチレンとした、エチレン-環状オレフィン共重合体とすることが特に好ましい。
開環メタセシス重合体の製造は、公知の開環メタセシス重合反応であれば特に限定されず、前記した環状オレフィンを、重合触媒を用いて開環重合させることによって製造することができる。
また、環状オレフィンコポリマーの製造は、例えば、所定のモル比としたα-オレフィンと環状オレフィンとを、メタロセン触媒等のシングルサイト系触媒やマルチサイト系触媒を用いてランダム重合させることによりなされる。
また、環状オレフィンモノマーの開環重合体等の水素添加物は、開環重合体を公知の水素化触媒により水素化することにより得ることができる。
環状ポリオレフィン樹脂は、ガラス転移温度(Tg)(例えば、JIS K7121等。)が60℃以上のものを使用することが好ましい。ガラス転移温度がかかる範囲の環状ポリオレフィン樹脂を用いることにより、優れた耐熱性を維持することができる。環状ポリオレフィン樹脂は、ガラス転移温度(Tg)は、70℃以上とすることが特に好ましい。
また、環状ポリオレフィン樹脂のメルトフローレート(MFR)は、3.0~30.0g/10分とすることが好ましい。MFRがかかる範囲の環状ポリオレフィン樹脂を用いることにより、優れた耐熱性を維持することができる。環状ポリオレフィン樹脂のMFRは、ISO 1133やASTM D-1238(例えば、280℃。21.18N)に準拠して測定した値を用いればよい。環状ポリオレフィン樹脂のMFRは、5.0~20.0g/10分とすることが特に好ましい。
中間層を前記の混合樹脂とする場合、環状ポリオレフィン樹脂と組み合わせて用いることができる樹脂としては、前記したポリエチレン系樹脂や、ポリプロピレン系樹脂等のポリオレフィン系樹脂を用いることができる。この中でも、ポリエチレン系樹脂が好ましく、低密度ポリエチレン(LDPE)がさらに好ましく、直鎖状低密度ポリエチレン(LLDPE)が特に好ましい。
易引裂樹脂層を構成する混合樹脂における環状ポリオレフィン樹脂の含有量は、混合樹脂全体(環状ポリオレフィン樹脂及び当該環状ポリオレフィン樹脂と組み合わせて用いられる樹脂との合計を指す。)に対して3~99質量%とすることが好ましい。環状ポリオレフィン樹脂の含有量をかかる範囲とすることにより、易引裂性が良好に実施されることになる。環状ポリオレフィン樹脂の含有量は、混合樹脂全体に対して60~90質量%とすることがさらに好ましく、60~80質量%とすることが特に好ましい。
なお、前記した混合樹脂で構成されるような、環状ポリオレフィン樹脂を含有する層は、多層の外側フィルム3及び内側フィルム4において、中間層とすることが好ましいが、外側フィルム3や内側フィルム4を多層とする場合に、中間層以外の層としても問題はない。
多重袋1に用いられる多重フィルム2を製造するには、例えば、インフレーションフィルム法で得るのが好ましい。インフレーションフィルムは、あらかじめチューブ状(筒状)となっており、製造されたままの状態で使用でき、後工程でフィルムを筒状にする必要がなく継ぎ目も生じないというメリットもある。加えて、インフレーションフィルムは厚さが薄いフィルムはもちろんのこと、厚さが比較的厚いフィルムを容易に製造可能である。
一般的なインフレーションフィルム法としては、例えば、押出機からダイを経てチューブ状に押し出された溶融樹脂を垂直方向に引き上げ、かかる溶融樹脂を垂直方向に引き上げられる過程で供給される空気により膨らませてチューブ状とし、空冷しながらフラットなフィルムにして巻取装置に巻き取ることで、チューブ状フィルムを扁平状に巻いたロールを得ることができる。
なお、多重フィルム2をチューブ状フィルムとした場合にあっては、外側フィルム3及び内側フィルム4における外側に現れず接触する層(前記した内層)については、相互にブロッキング接着していることが好ましい。ここで、「相互にブロッキング接着している」とは、接触しているフィルム同士が接着剤等の他の媒体や熱融着により接着されて完全に一体化されているものではなく、接触しているフィルム同士が疑似接着して柔軟な状態であることを指す。ブロッキング接着は、フィルムの全面にわたって発生していてもよいし、フィルムの一部に部分的に発生していてもよい。ブロッキング接着させることにより、製袋等の際に外側フィルム3と内側フィルム4が一体化し、取り扱い性が良好となる。
チューブ状フィルムをブロッキング接着させるためには、例えば、前記したインフレーションフィルム法によって製膜されたポリオレフィン系のチューブ状フィルムを折畳みニップロール等で加圧して重ね合わせたフィルム間の空気を押出しながら1つ折りの扁平な2層フィルムとして巻き取ることによって、簡便に製造することができる。
以上が多重袋1の基本的構成であり、前述の多重袋1には、引裂開始部51が形成されることで使用者が横シール部7に対して略平行に開封しやすいという特徴を有する。したがって、引裂開始部51を利用して多重袋1を引き裂き開封すると、多重フィルム2が引き裂きが容易な材質で形成されていることも相俟って、簡単に引き裂きが進み、引裂片が多重袋1から分離されることになる。
多重袋1の場合、多重フィルム2から構成されているため、外側フィルム3に由来する引裂片や、内側フィルム4に由来する引裂片等、複数の引裂片が発生し、周囲に散乱したり、バッグインボックス内に入り込むおそれがあり、その処理が煩雑である。
そこで、本実施形態の多重袋1においては、図1及び図2に示すように、合掌部5に形成された引裂開始部51に対応して、引裂停止部10を設け、引裂開始部51から始まる多重フィルム2の引き裂きを、ここで停止するようにしている。
引裂開始部51から始まる多重フィルム2の引き裂きは、横シール部7に対して略平行に進む。すなわち、概ね図2におけるx-x線に沿って多重フィルム2の引き裂きが進行する。したがって、このx-線を遮るように引裂停止部10を形成しておけば、多重フィルム2の引き裂きがここで停止し、引裂片が多重袋1から分離されることがなくなる。
引裂停止部10は、背シール部6や横シール部7と同様、ヒートシールにより溶着部として形成されており、図2に示す例の場合、x-x線の位置を中心に、引き裂きのズレ等を見込んで、両側に所定の長さとなるように形成されている。溶着部である引裂停止部10では、多重フィルム2の外側フィルム3や内側フィルム4が溶着により一体化しており、強度が増して引き裂きがそれ以上進まないよう機能する。
引裂停止部10の形成位置は、前記の通り、x-x線と交差する位置であり、多重袋1の背シール部6と平行な辺のなるべく近い位置(端部近傍)に形成する。引裂停止部10の形成位置が前記辺から離れると、溶着部である引裂停止部10の形成により、多重袋1の内容物を収容する空間の形成に影響を及ぼすおそれがある。
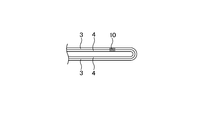
引裂停止部10は、図2に示す例では、所定の長さで形成したが、これに限らず、例えば図3に示すように、背シール部6と平行に、多重袋1の端から端まで線状に形成することも可能である。これにより、多重フィルム2の引き裂きがx-x線から外れた場合にも、確実に引き裂きを停止することができる。
あるいは、図4に示すように、引裂停止部10を円弧状に形成し、その端部10a,10bが多重袋1の辺に達するように形成することもできる。この場合、円弧状の引裂停止部10で囲まれる部分に内容物が入り込むことがなくなる。図5は、横シール部7と一体に引裂停止部10を形成した例である。
さらには、図6に示すように、引裂停止部10を2箇所に設けることも可能である。同様に、図7は、線状の引裂停止部10を2箇所に設けた例である。このように、引裂停止部10を2箇所に設けることにより、引裂片が所定の長さで多重袋1の本体に繋がった状態となり、離脱をより確実に防止することができる。
前述の多重袋1においては、引き裂き停止をより確実するために、溶着による引裂停止部10の形成と、切り込みによる引き裂き停止を組み合わせることも可能である。図8は、溶着による円形の引裂停止部10を形成するとともに、引裂停止部10の中央に半円形の切り込み11を形成した例である。図9は、横シール部7と一体に引裂停止部10を形成し、同様に引裂停止部10の中央に半円形の切り込み11を形成した例である。
多重袋1の引き裂きにおいて、引裂停止部10で引き裂きが停止しなかった場合、裂け目が引裂停止用の切り込み11に達する。裂け目と切り込み11とがつながると、引き裂き力が、切り込み11の引き裂き方向下流側の二カ所の端部に分散してかかることになり、剪断力として働かなくなるため、引き裂きが停止する。これにより、引き裂き停止を確実に実現することができる。
また、引裂停止部10における多重フィルム2の溶着状態であるが、図10に示すように、接している内側フィルム4同士のほか、外側フィルム3も含め、重ね合わされる全てのフィルム(外側フィルム2枚、内側フィルム2枚の計4枚)が溶着されて一体化されるようにしてもよいし、図11に示すように、互いに接する内側フィルム4同士は溶着されず、外側フィルム3と内側フィルム4がそれぞれ溶着されるようにしてもよい。互いに接する内側フィルム4同士が溶着されず、外側フィルム3と内側フィルム4が溶着される形態としては、図12に示すように、表裏いずれか一方においてのみ外側フィルム3と内側フィルム4が溶着されるようにしてもよい。
前者(図10に示す例)の場合、4枚のフィルムが溶着された強固な溶着部(引裂停止部10)が形成されることになり、多重フィルム2の引き裂きをより確実に停止されることができる。後者(図11及び図12に示す例)の場合、内側フィルム4同士が溶着されないので、引裂停止部10の形成が多重袋1の内容物収容空間の形態に影響を及ぼすことがない。
前述の多重袋1は、バッグインボックスの内袋として用いられ、段ボール製の箱や金属缶等を外箱し、その中に内容物が充填された状態で収容される。図13は、外箱20に収容された多重袋1の使用形態を示すものであり、外箱20を開け、多重袋1を開封することで内容物を取り出す。
図14は、多重袋1の開封状態を示す図である。多重袋1の開封に際しては、引裂開始部51を挟んで合掌部5の上下を摘み、両側に引っ張る。これにより、引裂開始部51を起点に多重袋1が引き裂かれる。この引き裂きは、多重袋1に設けられた引裂停止部10において停止する。図15は、引き裂き後の多重袋1の状態を示すものであり、多重袋1の引き裂きは、引裂停止部10において停止され、引裂片は多重袋1の本体に連結されたままの状態が維持される。
次に、多重袋1の製造方法について、図16に示すようなピロー包装機100を用いて製造する場合を例に挙げて説明する。ピロー包装機100を用いて多重袋1を製造する場合、多重積層フィルム34を筒状にする第1工程、背シール部(縦シール部)6を形成する第2工程、下側の横シール部7を形成する第3工程、被包装物Wを充填する第4工程、上側の横シール部7を形成する第5工程、連続状の袋の境界線を切断する第6工程が順次行われる。以下、工程順に説明する。
多重積層フィルムを筒状にする第1工程:ロール状フィルム35から繰り出された多重積層フィルム34は、複数の繰り出しロール120、121を経てフォーマ112に導かれる。ロール状フィルム35からフォーマ112までの経路途中にはセンサ119が配されており、多重積層フィルム34に長さ方向において一定間隔で印刷されたレジマークを検知して、包装機100の軌道上に一定の長さの多重積層フィルム34を一定の時間間隔で送り出せるようになっている。多重積層フィルム34は、フォーマ112を通過する間に筒状に湾曲されて、両端縁部の内面同士が対向するように合掌部が形成された筒状体の形態となる。
縦シール部を形成する第2工程:縦シール機113は、多重積層フィルム34が一定の時間間隔で移動するタイミングに合わせて、多重積層フィルム34の合掌部に当接面を接離させて熱溶着を行い、背シール部6を形成する。また、同時に、引裂停止部10を熱溶着により形成することも可能である。
下側の横シール部を形成する第3工程:縦シール機113による熱溶着が完了すると、開閉自在なしごきロール115を閉じて、多重積層フィルム34から形成された筒状体をしごく。これにより扁平化した筒状体の所定位置に、横シール機116,117を閉じて、下側の横シール部7を形成する。
被包装物を充填する第4工程:次に、ホッパ111により所定量の被包装物Wを投入して筒状体に充填する。
上側の横シールを行う第5工程:しごきロール115、横シール機116,117を開いたのち、送りロール114を回転させることで、分離前の包装袋1aとともに筒状体及びこれに続く多重積層フィルム34を所定の長さだけ繰り出す。横シール機116,117を閉じて、所定位置を熱溶着することで、上側の横シール部7を形成するとともに、これに連なる軌道上の上流に位置する次の包装袋の下側の横シール部7を形成する。
連続状の袋の境界線を切断する第6工程:ブレス兼カッタ118を閉じて分離前の包装袋1aの下側の横シール部7及びそれに連続する上側の横シール部7を挟圧するとともに、両者の境界を二分割して多重袋1をコンベア130上へ落下させる。
以上、本発明を適用した実施形態についてを説明してきたが、本発明が前述の実施形態に限られるものでないことは言うまでもなく、本発明の要旨を逸脱しない範囲において、種々の変更を加えることが可能である。
例えば、先の実施形態は、本発明をいわゆる合掌貼りタイプの多重袋に適用した例であるが、いわゆる封筒貼りタイプの多重袋等にも適用することも可能である。
1 多重袋
2 多重フィルム
3 外側フィルム
4 内側フィルム
5 合掌部
51 引裂開始部
6 背シール部
10 引裂停止部
11 切り込み
2 多重フィルム
3 外側フィルム
4 内側フィルム
5 合掌部
51 引裂開始部
6 背シール部
10 引裂停止部
11 切り込み
Claims (10)
- 外側フィルムと内側フィルムからなる多重フィルムで構成される多重袋であって、
前記多重フィルムの両端を重ね合わせ所定の幅で溶着した背シール部が形成されるとともに、
前記背シール部と直交する側の両端縁付近を所定の幅で溶着した横シール部が形成されることで内容物が充填密封された多重袋が形成され、
前記背シール部近傍には前記横シール部に対して略平行に開封するための引裂開始部を有し、
前記引裂開始部の形成位置に対応して端部近傍に引裂停止部を有することを特徴とする多重袋。 - 前記多重フィルムの両端を前記内側フィルム同士が対向するように 重ね合わせて合掌部が形成され、
前記合掌部に所定の幅で溶着した背シール部が形成されるとともに、前記引裂開始部は前記合掌部に形成されていることを特徴とする請求項1記載の多重袋。 - 前記引裂停止部は、前記背シール部と略平行に多重フィルムを所定の長さで溶着した溶着部として形成されていることを特徴とする請求項1または2記載の多重袋。
- 前記引裂停止部は、前記背シール部の形成方向において、全体に亘り形成されていることを特徴とする請求項3記載の多重袋。
- 前記引裂停止部は、両端が袋の1辺に達するように円弧状に形成されていることを特徴とする請求項3記載の多重袋。
- 前記引裂停止部は、重ね合わせた2枚の多重フィルム全体が溶着されて形成されていることを特徴とする請求項3から5のいずれか1項記載の多重袋。
- 前記引裂停止部は、多重フィルムの外側フィルムと内側フィルムが溶着されて形成されていることを特徴とする請求項3から5のいずれか1項記載の多重袋。
- 前記多重フィルムは、チューブ状のフィルムを扁平状にして2枚重ねにした両端が袋状に閉じた対面する2枚のフィルムからなることを特徴とする請求項1から7のいずれか1項記載の多重袋。
- 前記外側フィルムは多重袋の外側から順に、直鎖状低密度ポリエチレンからなる層/易引裂樹脂層/ポリオレフィン系樹脂からなる樹脂層で構成され、
前記内側フィルムは多重袋の外側から順に、ポリオレフィン系樹脂からなる層/易引裂樹脂層/直鎖状低密度ポリエチレンからなる層で構成されることを特徴とする請求項1から8のいずれか1項記載の多重袋。 - 前記易引裂樹脂層は環状ポリオレフィンを易引裂樹脂層全体に対して3~99質量%含有する混合樹脂からなることを特徴とする請求項9記載の多重袋。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910642135.0A CN110329657B (zh) | 2017-03-02 | 2018-02-23 | 袋 |
| CN201880005533.5A CN110121465B (zh) | 2017-03-02 | 2018-02-23 | 多重袋 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017039915A JP7209937B2 (ja) | 2017-03-02 | 2017-03-02 | 多重袋 |
| JP2017-039915 | 2017-03-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018159509A1 true WO2018159509A1 (ja) | 2018-09-07 |
Family
ID=63370805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/006830 WO2018159509A1 (ja) | 2017-03-02 | 2018-02-23 | 多重袋 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7209937B2 (ja) |
| CN (2) | CN110121465B (ja) |
| WO (1) | WO2018159509A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020115612A1 (de) * | 2018-12-03 | 2020-06-11 | Takigawa Corporation Japan | Reissfester verpackungsbeutel |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7230260B2 (ja) | 2017-12-18 | 2023-02-28 | キヤノン株式会社 | 画像形成装置及びその制御方法 |
| JP2021187488A (ja) * | 2020-05-28 | 2021-12-13 | キョーラク株式会社 | 包装袋 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009096495A (ja) * | 2007-10-15 | 2009-05-07 | Kyodo Printing Co Ltd | 包装袋 |
| JP2016159932A (ja) * | 2015-02-27 | 2016-09-05 | キョーラク株式会社 | 多重袋 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4220052B2 (ja) * | 1999-01-14 | 2009-02-04 | 大日本印刷株式会社 | 半開口ガゼット包装袋 |
| JP4490045B2 (ja) * | 2002-05-15 | 2010-06-23 | キョーラク株式会社 | 多重袋 |
| JP4338175B2 (ja) * | 2003-02-27 | 2009-10-07 | 富士特殊紙業株式会社 | 易開封手段を施したピロー包装袋 |
| CN1795128A (zh) * | 2003-05-29 | 2006-06-28 | 加川敦子 | 方便食品用容器以及使用该容器的方便食品 |
| BRPI0511919A (pt) * | 2004-06-10 | 2008-01-15 | Hosokawa Yoko Kk | saco para acondicionamento, e, método para formar o mesmo |
| JP2006176166A (ja) * | 2004-12-22 | 2006-07-06 | Nakano Shiga:Kk | 包装袋及び開封構造 |
| JP5033315B2 (ja) * | 2005-06-08 | 2012-09-26 | 株式会社川島製作所 | 製袋充填包装方法及び装置 |
| JP3120596U (ja) * | 2006-01-24 | 2006-04-13 | 株式会社旭紙工社 | 米袋 |
| JP2009255959A (ja) * | 2008-04-17 | 2009-11-05 | Kanae Co Ltd | 包装袋 |
| JP5659682B2 (ja) * | 2010-10-15 | 2015-01-28 | 凸版印刷株式会社 | 包装袋 |
| KR20140025399A (ko) * | 2011-05-27 | 2014-03-04 | 오츠카 세이야쿠 가부시키가이샤 | 포장 백 및 포장 백의 제조 방법 |
| CN202743636U (zh) * | 2012-02-10 | 2013-02-20 | 马晓璐 | 一种简易食品袋 |
| US9669981B2 (en) * | 2012-02-13 | 2017-06-06 | Polytex Fibers Corporation | Easy open plastic bags |
| JP5917250B2 (ja) * | 2012-04-12 | 2016-05-11 | 大成ラミック株式会社 | 液状物充填包装体 |
| JP6188312B2 (ja) * | 2012-11-21 | 2017-08-30 | ポーラ化成工業株式会社 | 包装袋 |
| JP2015013653A (ja) * | 2013-07-03 | 2015-01-22 | 大日本印刷株式会社 | 袋体および包装体 |
| JP2015016878A (ja) * | 2013-07-09 | 2015-01-29 | 大日本印刷株式会社 | 袋体および包装体 |
-
2017
- 2017-03-02 JP JP2017039915A patent/JP7209937B2/ja active Active
-
2018
- 2018-02-23 WO PCT/JP2018/006830 patent/WO2018159509A1/ja active Application Filing
- 2018-02-23 CN CN201880005533.5A patent/CN110121465B/zh active Active
- 2018-02-23 CN CN201910642135.0A patent/CN110329657B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009096495A (ja) * | 2007-10-15 | 2009-05-07 | Kyodo Printing Co Ltd | 包装袋 |
| JP2016159932A (ja) * | 2015-02-27 | 2016-09-05 | キョーラク株式会社 | 多重袋 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020115612A1 (de) * | 2018-12-03 | 2020-06-11 | Takigawa Corporation Japan | Reissfester verpackungsbeutel |
| US11603243B2 (en) | 2018-12-03 | 2023-03-14 | Takigawa Corporation Japan | Packaging pouch |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7209937B2 (ja) | 2023-01-23 |
| CN110121465B (zh) | 2022-11-04 |
| CN110121465A (zh) | 2019-08-13 |
| CN110329657B (zh) | 2022-07-22 |
| JP2018144837A (ja) | 2018-09-20 |
| CN110329657A (zh) | 2019-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7140105B2 (ja) | 積層フィルム及び食品包装袋 | |
| TWI755577B (zh) | 積層薄膜及食品包裝袋 | |
| US10099817B2 (en) | Flexible container and process for producing same | |
| JP5139422B2 (ja) | シール及び剥離可能なフィルム | |
| US8827557B2 (en) | Gusseted bag with easy-open lap seal | |
| JP6536878B2 (ja) | 多重袋 | |
| JP6160798B2 (ja) | 積層フィルム及び包装材 | |
| JP5459535B2 (ja) | 共押出多層フィルム及び該フィルムからなる包装材 | |
| JP7140104B2 (ja) | 積層フィルム及び食品包装袋 | |
| KR20160147721A (ko) | 다층 실란트 필름 | |
| WO2018159509A1 (ja) | 多重袋 | |
| TWI586535B (zh) | 低吸附性積層用多層膜、使用其的複合膜及包裝材 | |
| AU2014393431A1 (en) | Flexible container | |
| TWI583549B (zh) | 積層體及使用其的包裝材 | |
| WO2019220912A1 (ja) | 多層フィルム及び包装材 | |
| JP2002036462A (ja) | 大型袋用積層フィルム | |
| JP7492132B2 (ja) | フィルムロール、内容物の充填方法 | |
| JP6773995B2 (ja) | 多重袋 | |
| JP6971443B2 (ja) | 袋 | |
| JP2003165571A (ja) | 包装方法及び共押出積層フィルム | |
| JPH05330560A (ja) | バッグ・イン・ボックス及びそれに用いるバッグ | |
| JP4864235B2 (ja) | 熱融着フィルム及びそれからなる包装体 | |
| JP7572606B2 (ja) | 包装袋 | |
| WO2021241569A1 (ja) | 包装袋 | |
| JP4596210B2 (ja) | 開封性包装用積層フィルム及び包装容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18761663 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18761663 Country of ref document: EP Kind code of ref document: A1 |