WO2018123893A1 - 液体薬剤包装体及びその製造方法 - Google Patents
液体薬剤包装体及びその製造方法 Download PDFInfo
- Publication number
- WO2018123893A1 WO2018123893A1 PCT/JP2017/046199 JP2017046199W WO2018123893A1 WO 2018123893 A1 WO2018123893 A1 WO 2018123893A1 JP 2017046199 W JP2017046199 W JP 2017046199W WO 2018123893 A1 WO2018123893 A1 WO 2018123893A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- soluble film
- pva
- weight
- resin
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/46—Applications of disintegrable, dissolvable or edible materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
- C08J5/122—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives using low molecular chemically inert solvents, swelling or softening agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/14—Water soluble or water swellable polymers, e.g. aqueous gels
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
- C08L2203/162—Applications used for films sealable films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
Definitions
- the present invention relates to a liquid drug package in which a liquid drug is contained in a water-soluble film containing a polyvinyl alcohol-based resin as a main component, and a method for producing the same. More specifically, a liquid that can maintain high sealing performance with high adhesion between water-soluble films at the water-sealed portion when water-sealed and excellent sealing performance, and less influence over time from water application to water sealing.
- the present invention relates to a medicine package and a method for producing the same.
- polyvinyl alcohol may be abbreviated as “PVA”
- a water-soluble film containing a polyvinyl alcohol-based resin as a main component may be abbreviated as “PVA-based water-soluble film” or simply “water-soluble film”.
- a PVA film is a film made of a PVA resin having water solubility while being a thermoplastic resin.
- a hydrophobic film usually used for packaging films such as a polyethylene terephthalate film and a polyolefin film is a film of the same type. Various physical properties and feeling of touch are greatly different.
- water-soluble unit packaging bag used for such applications, for example, 5 to 30 parts by weight of a plasticizer, 1 to 10 parts by weight of starch, and 0.01 to 2 parts by weight of a surfactant are blended with 100 parts by weight of PVA.
- Water-soluble film see, for example, Patent Document 1
- anionic group modification amount 1 is 10 to 35 mPa ⁇ s, average saponification degree 80.0 to 99.9 mol%, anionic group modification amount 1 to It contains 20 to 50 parts by weight of a plasticizer, 2 to 30 parts by weight of a filler, and 0.01 to 2.5 parts by weight of a surfactant based on 100 parts by weight of 10 mol% of an anionic group-modified PVA resin.
- a water-soluble film made of a resin composition (see, for example, Patent Document 2) is known.
- the water-soluble films disclosed in Patent Documents 1 and 2 are excellent in water-solubility and can be used as a medicine package in which a liquid detergent or the like is packaged.
- a liquid such as a liquid detergent is packaged.
- the adhesiveness of the water seal portion is not sufficient, and there is a concern about liquid leakage, etc. Improvement was required. Further, if the required time from the application of water to the water sealing is too short, the sealing performance may be affected, and there is room for improvement in terms of productivity.
- the gist of the present invention is a liquid drug package comprising a package formed by laminating a water-soluble film containing a PVA-based resin (A) and a liquid drug contained in the package, A liquid containing 20 or more inorganic particles having a particle diameter of 2 ⁇ m or more within a range of ⁇ 10 ⁇ m and width of 900 ⁇ m in the vertical direction from the interface of the bonding surface in a cross section perpendicular to the bonding surface of the water-soluble film.
- the present invention relates to a medicine package.
- the present invention also provides a method for producing the liquid medicine package.
- the liquid medicine packaging body of the present invention is a liquid medicine packaging body comprising a packaging body formed by laminating a water-soluble film containing a PVA resin (A), and a liquid medicine contained in the packaging body, In a cross section perpendicular to the bonding surface of the water-soluble film, within a range of ⁇ 10 ⁇ m and a width of 900 ⁇ m in the vertical direction from the interface of the bonding surface (hereinafter sometimes abbreviated as “seal cross section”).
- the water seal portion since it contains 20 or more inorganic particles having a particle diameter of 2 ⁇ m or more, the water seal portion has high adhesion and excellent sealing properties, and has little influence over time from water application to water sealing, and high sealing properties. Can be maintained.
- the sealing performance of the seal portion is improved.
- the liquid medicine package is more flexible.
- the flexibility is further improved.
- the liquid drug has a pH value of 6 to 12 when dissolved or dispersed in water and the water content of the liquid drug is 15% by weight or less, the water-soluble film is gelled or insolubilized. It will be excellent in water solubility.
- the liquid medicine packaging body in which the liquid medicine was included by pasting together the water-soluble film containing PVA system resin (A), and before pasting up the above-mentioned water-soluble film, at least one of the above-mentioned
- the production method including the step of applying inorganic particle-dispersed water ( ⁇ ) containing 0.1 to 50% by weight of inorganic particles having an average particle diameter of 2 ⁇ m or more to the bonding surface of the water-soluble film, It has high performance and excellent sealing properties, and can prevent liquid medicine from leaking.
- the sealing property is further improved.
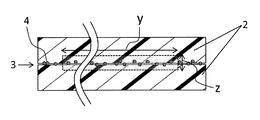
- the method for measuring the number of inorganic particles in the seal cross section it is a schematic view for illustrating a method for forming the seal cross section, and is a plan view (a) and a plan view of the state in which a water-soluble film is sandwiched and fixed by a jig ( The side view (b) which looked at a) from the X direction is shown.
- the schematic diagram which shows the seal sectional drawing in the liquid medicine packaging body of this invention is shown.
- inorganic particles inorganic particles 4 having a particle diameter of 2 ⁇ m or more existing in the range (z) in the vertical distance ⁇ 10 ⁇ m from the interface 3 of the bonding surface of the water-soluble film 2 are schematically shown. . Even if inorganic particles other than the inorganic particles of less than 2 ⁇ m and the range of (z) are present, they are within the range of the liquid medicine package of the present invention.
- (meth) acryl means acryl or methacryl
- (meth) acrylate means acrylate or methacrylate.
- the liquid medicine packaging body of the present invention is a liquid medicine packaging body having a packaging body in which water-soluble films containing PVA-based resin (A) are bonded together and a liquid medicine contained in the packaging body.
- A water-soluble films containing PVA-based resin
- FIG. 2 in a cross section in the direction perpendicular to the bonding surface of the water-soluble film 2, the width in the direction parallel to the interface 3 is ⁇ 10 ⁇ m (z) in the vertical direction from the interface 3 of the bonding surface.
- 20 or more inorganic particles 4 having a particle diameter of 2 ⁇ m or more are contained within the range of 900 ⁇ m (y) (seal cross section).
- the liquid drug package of the present invention is obtained by water-sealing water-soluble films when producing a package, and the inorganic particle dispersion in which inorganic particles are dispersed as water for this water seal
- the sealing performance is drastically improved. Therefore, since the inorganic particles in the inorganic particle-dispersed water used for water sealing are present in the seal cross section of the obtained liquid medicine package, the present invention defines the number of inorganic particles.
- the liquid medicine package of the present invention contains 20 or more inorganic particles having a particle diameter of 2 ⁇ m or more in the seal cross section. From the viewpoint of improving the sealing property, it is preferable to further contain 30 or more, particularly 40 or more.
- the upper limit of the number of inorganic particles having a particle diameter of 2 ⁇ m or more is usually 400, preferably 300 or less, more preferably 200 or less.
- the measurement of the number of inorganic particles in the cross section of the seal is performed as follows.
- the inorganic particles are not particularly limited, and examples thereof include silica (silicon dioxide), diatomaceous earth, titanium oxide, calcium oxide, magnesium oxide, aluminum oxide, barium oxide, germanium oxide, tin oxide, and zinc oxide.
- Oxide-based inorganic compounds such as talc, clay, kaolin, mica, asbestos, gypsum, graphite, glass balloon, glass beads, calcium sulfate, barium sulfate, ammonium sulfate, calcium sulfite, calcium carbonate, whisker-like calcium carbonate, magnesium carbonate , Dosonite, dolomite, potassium titanate, carbon black, glass fiber, alumina fiber, boron fiber, processed mineral fiber, carbon fiber, carbon hollow sphere, bentonite, montmorillonite, copper powder, sodium sulfate, potassium sulfate, Zinc acid, copper sulfate, iron sulfate, magnesium sulfate, aluminum sulfate, potassium aluminum sul
- an oxide type inorganic compound and a talc from the point which is excellent in the hydrogen bonding effect
- More preferably Titanium oxide, talc, and silica are preferably used, and silica is particularly preferably used. It is presumed that the adhesive force at the time of water sealing is improved by the interaction between the silicas present on the bonding surface of the water-soluble film.
- silica examples include amorphous synthetic silica.
- inorganic particles in the inorganic particle-dispersed water ( ⁇ ) used at the time of water sealing the liquid medicine package of the present invention inorganic particles having an average particle diameter of 2 ⁇ m or more are used, and further, the average particle diameter is 4 ⁇ m or more.
- the average particle diameter is 4 ⁇ m or more.
- the upper limit of the average particle diameter of the inorganic particles is 10 ⁇ m.
- the said average particle diameter can be measured with a laser diffraction type particle size distribution measuring apparatus etc., for example.
- the improvement in sealability can be confirmed by measuring the peel strength between the water-soluble films bonded together.
- the peel strength between the water-soluble films is preferably 140 g / 15 mm or more, more preferably 150 g / 15 mm or more, and particularly preferably 160 g / 15 mm or more from the viewpoint of durability of the package. If the peel strength between the water-soluble films is too low, liquid leakage may occur from the end face after packaging the liquid medicine.
- the upper limit is usually 10,000 g / 15 mm, preferably 5000 g / 15 mm, and more preferably 2000 g / 15 mm.
- the water-soluble film used in the present invention is obtained by forming a resin composition containing a PVA resin (A) as a main component.
- the PVA resin (A) contained in the resin composition as the film forming material will be described first.
- the main component means a component showing the majority of the whole, and includes the case where the whole consists of only the main component.
- PVA-type resin (A) it is more preferable to make PVA-type resin (A) contain in a resin composition 50 weight% or more, especially 70 weight% or more.
- PVA resin (A) examples include unmodified PVA and modified PVA resin.
- the average saponification degree of these PVA resins (A) is preferably 80 mol% or more, particularly preferably 82 to 99.9 mol%, more preferably 85 to 98.5 mol%, and particularly preferably. Is 90 to 97 mol%. Further, when unmodified PVA is used as the PVA-based resin (A), the average saponification degree is preferably 80 mol% or more, particularly preferably 82 to 99 mol%, more preferably 85 to 90 mol%. When a modified PVA resin is used as the PVA resin (A), the average saponification degree is preferably 80 mol% or more, particularly preferably 85 to 99.9 mol%, and more preferably Is 90 to 98 mol%.
- the average saponification degree is preferably 85 mol% or more, particularly preferably 88 to 99 mol%, Preferably, it is 90 to 97 mol%. If the average degree of saponification is too small, the solubility of the water-soluble film in water tends to decrease over time depending on the pH of the liquid drug to be packaged. In addition, when the average saponification degree is too large, the solubility in water tends to be greatly reduced due to the heat history during film formation.
- the degree of polymerization of the PVA-based resin (A) can be generally represented by an aqueous solution viscosity, and a 4 wt% aqueous solution viscosity at 20 ° C is preferably 5 to 50 mPa ⁇ s, particularly preferably 13 to 45 mPa ⁇ s. s, more preferably 17 to 40 mPa ⁇ s.
- the viscosity of the 4% by weight aqueous solution of unmodified PVA at 20 ° C. is preferably 5 to 50 mPa ⁇ s, particularly preferably 13 to 45 mPa ⁇ s.
- the viscosity of the 4% by weight aqueous solution at 20 ° C. of the modified PVA resin is preferably 5 to 50 mPa ⁇ s, particularly preferably 13 -40 mPa ⁇ s, more preferably 17-30 mPa ⁇ s. If the viscosity is too small, the mechanical strength of the water-soluble film as a packaging material tends to decrease. On the other hand, if the viscosity is too large, the aqueous solution viscosity during film formation tends to be high and productivity tends to decrease.
- said average saponification degree is measured based on JIS K 6726 3.5, and 4 weight% aqueous solution viscosity is measured according to JIS K 6726 311.2.
- Examples of the modified PVA resin used in the present invention include an anionic group-modified PVA resin, a cationic group-modified PVA resin, and a nonionic group-modified PVA resin.
- an anionic group-modified PVA resin from the viewpoint of solubility in water.
- examples of the anionic group include a carboxyl group, a sulfonic acid group, and a phosphoric acid group. From the viewpoint of chemical resistance and stability over time, a carboxyl group and a sulfonic acid group are preferable, and in particular, a carboxyl group. Is preferred.
- the amount of modification of the anionic group-modified PVA resin is preferably 1 to 10 mol%, particularly preferably 2 to 9 mol%, more preferably 2 to 8 mol%, particularly preferably 3 to 7 mol%. %. If the amount of such modification is too small, the solubility in water tends to decrease, and if it is too large, the productivity of the PVA resin (A) tends to decrease, or the biodegradability tends to decrease, There is also a tendency to cause blocking.
- each of the above PVA resins (A) can be used alone or in combination with unmodified PVA, in combination with modified PVA resins, unmodified PVA and modified PVA.
- a resin can be used in combination, and two or more different saponification degrees, viscosities, modified species, modified amounts, and the like can be used in combination.
- PVA-type resin (A) contains a modified PVA-type resin at the point which can maintain solubility long, and also contains an anionic group modified PVA-type resin.
- an anionic group-modified PVA-based resin and an unmodified PVA in terms of excellent film strength and adhesiveness of the water seal portion, and in particular, an anionic group-modified PVA-based resin (A1), It is preferable to contain unmodified PVA (A2) and unmodified PVA (A3) having different viscosities.
- the content ratio of the modified PVA resin to the unmodified PVA is preferably 95/5 to 60/40, particularly preferably 94/6 to 70/30, Preferably, it is 93/7 to 80/20. If the content weight ratio is too small, the solubility in water tends to decrease, and if it is too large, the sealing property tends to decrease.
- the unmodified PVA preferably has a 4% by weight aqueous solution viscosity at 20 ° C. of 5 to 50 mPa ⁇ s, particularly preferably 8 to 45 mPa ⁇ s. s, more preferably 12 to 40 mPa ⁇ s, particularly preferably 15 to 35 mPa ⁇ s. If the viscosity is too small, the mechanical strength of the water-soluble film as a packaging material tends to decrease. On the other hand, if the viscosity is too large, the aqueous solution viscosity during film formation tends to be high and productivity tends to decrease.
- the weight of the unmodified PVA (A2) at 20 ° C is usually preferably 21 to 80 mPa ⁇ s, particularly preferably 25 to 70 mPa ⁇ s, more preferably 30 to 60 mPa ⁇ s, and particularly preferably 35 to 50 mPa ⁇ s.
- the viscosity is usually preferably 1 to 20 mPa ⁇ s, particularly preferably 2 to 18 mPa ⁇ s, more preferably 3 to 15 mPa ⁇ s, Particularly preferred is 4 to 13 mPa ⁇ s. If the viscosity is too small, the sealing strength at the time of water sealing tends to decrease or the mechanical strength of the film tends to decrease. If the viscosity is too large, the aqueous solution viscosity at the time of film formation tends to be high and the productivity tends to decrease. is there.
- the average saponification degree of the unmodified PVA (A2) and unmodified PVA (A3) is usually 80 mol% or more, preferably 82 to 99 mol%, particularly preferably 85 to 90 mol%. If the average saponification degree is too small, the solubility of the water-soluble film in water tends to decrease over time depending on the pH of the drug to be packaged. If the average saponification degree is too large, There exists a tendency for the solubility to water to fall large with a heat history.
- the anionic group-modified PVA resin (A1) is used in combination with unmodified PVA (A2) and unmodified PVA (A3) having different viscosities
- the anionic group-modified PVA resin (A1) is mainly used. It is preferable to contain unmodified PVA (A2) and unmodified PVA (A3) as components.
- the main component means a component that occupies the majority of the whole, and the content of the anionic group-modified PVA resin (A1) is more preferably 70% by weight or more of the PVA resin (A), and 80% by weight. It is still more preferable to contain more than%.
- the content of unmodified PVA (A2) in the PVA resin (A) is preferably 1 to 20 parts by weight, particularly preferably 3 parts per 100 parts by weight of the anionic group-modified PVA resin (A1). -15 parts by weight, more preferably 5-13 parts by weight, particularly preferably 6-10 parts by weight.
- the content of the unmodified PVA (A3) in the PVA resin (A) is preferably 0.5 to 10 parts by weight with respect to 100 parts by weight of the anionic group-modified PVA resin (A1).
- the amount is particularly preferably 1 to 7 parts by weight, further preferably 1.5 to 5 parts by weight, and particularly preferably 2 to 4 parts by weight. If the content is too small, the water seal strength tends to decrease, and if the content is too large, the water solubility tends to decrease.
- the content ratio (A2 / A3) of the unmodified PVA (A2) to the unmodified PVA (A3) is usually 1/9 to 9/1, preferably 5/5 to 9/1, particularly preferably, in weight ratio. Is 6/4 to 8/2. If the content ratio of the unmodified PVA (A2) is too small relative to the unmodified PVA (A3), the water seal strength tends to decrease or the mechanical strength tends to decrease, and if it is too large, the water solubility decreases. Tend.
- the anionic group-modified PVA resin (A1) when used in combination with unmodified PVA (A2) and unmodified PVA (A3) having different viscosities, the anionic group-modified PVA resin (A1), unmodified Resins other than modified PVA (A2) and unmodified PVA (A3), for example, PVA resins having different saponification degrees, viscosities, modified species, modified amounts, etc., within a range that does not impair the effects of the present invention. You may make it contain in (A).
- the PVA resin (A) is manufactured as follows, for example.
- Examples of the PVA resin (A) include unmodified PVA and modified PVA resin, and the unmodified PVA is produced by saponifying a vinyl ester polymer obtained by polymerizing a vinyl ester compound. be able to.
- vinyl ester compounds examples include vinyl formate, vinyl acetate, vinyl trifluoroacetate, vinyl propionate, vinyl butyrate, vinyl caprate, vinyl laurate, vinyl versatate, vinyl palmitate, and vinyl stearate. Among them, it is preferable to use vinyl acetate.
- the vinyl ester compounds may be used alone or in combination of two or more.
- the modified PVA resin is obtained by copolymerizing the vinyl ester compound and an unsaturated monomer having a modifying group copolymerizable with the vinyl ester compound, and then saponifying the unmodified PVA. It can be produced by a modification method or the like.
- the following unsaturated monomer copolymerizable with the vinyl ester compound may be copolymerized, but when obtaining a modified PVA resin, among the following unsaturated monomers, It is necessary to copolymerize an unsaturated monomer having a modifying group.
- unsaturated monomers include olefins such as ethylene, propylene, isobutylene, ⁇ -octene, ⁇ -dodecene, ⁇ -octadecene, 3-buten-1-ol, 4-penten-1-ol, 5- Hydroxyl group-containing ⁇ -olefins such as hexen-1-ol and derivatives thereof such as acylated products thereof, unsaturated acids such as acrylic acid, methacrylic acid, crotonic acid, maleic acid, maleic anhydride, itaconic acid, undecylenic acid, Examples thereof include salts, monoesters or dialkyl esters, amides such as diacetone acrylamide, acrylamide and methacrylamide, olefin sulfonic acids such as ethylene sulfonic acid, allyl sulfonic acid and methallyl sulfonic acid, and salts thereof.
- olefins such as ethylene, prop
- the content rate of the said copolymerizable unsaturated monomer is 10 mol% or less normally with respect to the sum total of the unsaturated monomer copolymerizable with a vinyl ester type compound.
- the modified PVA-based resin has a primary hydroxyl group in the side chain.
- the number of primary hydroxyl groups in the side chain is usually 1 to 5, preferably 1 to 2, particularly preferably 1.
- modified PVA resins include PVA resins having a hydroxyalkyl group in the side chain, PVA resins having a 1,2-diol structural unit in the side chain, and the like.
- PVA resins having a 1,2-diol structural unit in the side chain are, for example, (i) a method of saponifying a copolymer of vinyl acetate and 3,4-diacetoxy-1-butene, and (ii) vinyl acetate.
- a method of saponifying a copolymer of vinyl acetate and 3,4-diacetoxy-1-butene are, for example, (i) a method of saponifying a copolymer of vinyl acetate and 3,4-diacetoxy-1-butene, and (ii) vinyl acetate.
- saponifying and decarboxylating a copolymer of ethylene and vinyl ethylene carbonate are saponifying and decarboxylating a copolymer of ethylene and vinyl ethylene carbonate.
- saponifying and deketalizing a copolymer of vinyl acetate and 2,2-dialkyl-4-vinyl-1,3-dioxolane are examples,
- a known polymerization method such as a solution polymerization method, an emulsion polymerization method, and a suspension polymerization method can be arbitrarily used.
- methanol, ethanol or isopropyl is used. It is carried out by a solution polymerization method using a lower alcohol such as alcohol as a solvent.
- the monomer is charged in such a solution polymerization method.
- the whole amount of the vinyl ester compound and a part of the unsaturated monomer having a carboxyl group for example, are charged and polymerized.
- any method such as a method in which the remaining unsaturated monomer is added continuously or in a divided manner during the polymerization period, or a method in which the unsaturated monomers having a carboxyl group are charged together. Can do.
- polymerization catalysts such as azo-based catalysts such as azobisisobutyronitrile, peroxide catalysts such as acetyl peroxide, benzoyl peroxide and lauroyl peroxide may be appropriately selected and blended. it can.
- the polymerization reaction temperature is selected from the range of 50 ° C. to about the boiling point of the polymerization catalyst.
- the obtained copolymer is dissolved in alcohol and carried out in the presence of a saponification catalyst.
- a saponification catalyst examples include alcohols having 1 to 5 carbon atoms such as methanol, ethanol and butanol. These may be used alone or in combination of two or more.
- the concentration of the copolymer in the alcohol is selected from the range of 20 to 50% by weight.
- the saponification catalyst examples include alkali catalysts such as alkali metal hydroxides and alcoholates such as sodium hydroxide, potassium hydroxide, sodium methylate, sodium ethylate, potassium methylate, and the like. It is also possible to use a catalyst.
- the saponification catalyst is preferably used in an amount of 1 to 100 mmol equivalents relative to the vinyl ester compound. These saponification catalysts can be used alone or in combination of two or more.
- the carboxyl group-modified PVA resin which is a preferred modified species will be described.
- the carboxyl group-modified PVA resin can be produced by an arbitrary method.
- (I) a method in which an unsaturated monomer having a carboxyl group and a vinyl ester compound are copolymerized and then saponified
- (II ) A method of saponifying after polymerizing a vinyl ester compound in the presence of a carboxyl group-containing alcohol, aldehyde or thiol as a chain transfer agent.
- vinyl ester compound in the above method (I) or (II) those described above can be used, but vinyl acetate is preferably used.
- Examples of the unsaturated monomer having a carboxyl group in the method (I) include ethylenically unsaturated dicarboxylic acid (maleic acid, fumaric acid, itaconic acid, etc.), ethylenically unsaturated dicarboxylic acid monoester (maleic acid). Monoalkyl esters, fumaric acid monoalkyl esters, itaconic acid monoalkyl esters, etc.), ethylenically unsaturated dicarboxylic acid diesters (maleic acid dialkyl esters, fumaric acid dialkyl esters, itaconic acid dialkyl esters, etc.). It is necessary to change to a carboxyl group by hydrolysis during saponification of the polymer.
- Monomers such as ethylenically unsaturated carboxylic acid anhydrides (maleic anhydride, itaconic anhydride, etc.) or ethylenically unsaturated monocarboxylic acids ((meth) acrylic acid, crotonic acid, etc.), and salts thereof Can be given.
- maleic acid, maleic acid monoalkyl ester, maleic acid dialkyl ester, maleate, maleic anhydride, itaconic acid, itaconic acid monoalkyl ester, itaconic acid dialkyl ester, (meth) acrylic acid, etc. are preferably used.
- Particularly preferred are maleic acid, maleic acid monoalkyl ester, maleic acid dialkyl ester, maleate, maleic anhydride, more preferably maleic acid monoalkyl ester. These may be used alone or in combination of two or more.
- a compound derived from a thiol having a large chain transfer effect is particularly effective, and examples thereof include compounds represented by the following general formulas (1) to (3).
- salts of the compounds represented by the general formulas (1) to (3) are also exemplified. Specific examples include mercaptoacetate, 2-mercaptopropionate, 3-mercaptopropionate, 2-mercaptostearate, and the like. These compounds can be used alone or in combination of two or more.
- the method for producing the carboxyl group-modified PVA resin is not limited to the above method.
- the PVA resin partially saponified product or fully saponified product
- hydroxyl groups such as dicarboxylic acid, aldehyde carboxylic acid and hydroxycarboxylic acid.
- a post-modification method in which a carboxyl group-containing compound having a certain functional group is post-reacted can also be performed.
- a sulfonic acid-modified PVA resin modified with a sulfonic acid group for example, vinyl sulfonic acid, styrene sulfonic acid, allyl sulfonic acid, methallyl sulfonic acid, 2-acrylamido-2-methylpropane sulfonic acid, etc.
- unmodified PVA As a method of post-modifying the above-mentioned unmodified PVA, there may be mentioned a method of converting unmodified PVA into acetoacetate ester, acetalization, urethanization, etherification, grafting, phosphate esterification, oxyalkylene and the like.
- alkyl esters of ethylenically unsaturated carboxylic acids allyl esters of saturated carboxylic acids, ⁇ -olefins, alkyl vinyl ethers, alkyl allyl ethers, (meth) acrylamide, (meth) acrylonitrile, styrene, vinyl chloride Etc. can be used. These may be used alone or in combination of two or more.
- the resin composition as the film forming material preferably contains a plasticizer (B) in addition to the PVA resin (A), and if necessary. Furthermore, you may contain a filler (C), surfactant (D), and another component.
- ⁇ Plasticizer (B)> As a resin composition as a film-forming material, in addition to the PVA resin (A), when a plasticizer (B) is contained, a water-soluble film is made flexible when it is used as a liquid medicine package. This is preferable. Only one type of plasticizer (B) may be used, or two or more types may be used in combination, but the combination of two types is preferable in terms of the toughness of the water-soluble film itself when used as a package.
- plasticizer (b1) having a melting point of 80 ° C. or higher
- plasticizer (b2) having a melting point of 80 ° C. or higher
- the polyhydric alcohol (b1) having a melting point of 80 ° C. or higher that is, the plasticizer (b1)
- many of sugar alcohols, monosaccharides and polysaccharides can be applied.
- sugar alcohols, monosaccharides and polysaccharides can be applied.
- sugar alcohols, monosaccharides and polysaccharides can be applied.
- sugar alcohols, monosaccharides and polysaccharides can be applied.
- sugar alcohols, monosaccharides and polysaccharides can be applied.
- sugar alcohols, monosaccharides and polysaccharides can be applied.
- Trihydric alcohols such as loglucinol (218 ° C), tetrahydric alcohols such as erythritol (121 ° C), threitol (88 ° C), pentaerythritol (260 ° C), xylitol (92 ° C), arabitol (103 ° C), fucito
- the inside of said () shows melting
- plasticizers (b1) those having a melting point of 85 ° C. or higher, particularly 90 ° C. or higher are preferable from the viewpoint of the tensile strength of the water-soluble film.
- the upper limit of the melting point is usually 300 ° C., particularly 200 ° C. is preferable.
- the number of hydroxyl groups in one molecule is preferably 4 or more from the viewpoint of compatibility with the PVA resin (A), particularly preferably 5 to 10 More preferably, it is 6 to 8, and specifically, sorbitol, sucrose, and trehalose are preferable.
- the plasticizer (b1) preferably has a molecular weight of 150 or more, particularly preferably 160 to 500, more preferably 180 to 400, in terms of toughness of the water-soluble film. Specifically, sorbitol and sucrose are preferable.
- the polyhydric alcohol (b2) having a melting point of 50 ° C. or less that is, the plasticizer (b2)
- many of aliphatic alcohols can be applied.
- fusing point is 30 degrees C or less at the point of the softness
- the lower limit of the melting point is usually ⁇ 80 ° C., preferably ⁇ 10 ° C., particularly preferably 0 ° C. These may be used alone or in combination of two or more. In the above (), the melting point of each compound is shown.
- the number of hydroxyl groups in one molecule is preferably 4 or less, and particularly 3 or less is flexibility at room temperature (25 ° C.). Is preferable in that it is easy to control, and specifically, glycerin is preferable.
- the plasticizer (b2) preferably has a molecular weight of 100 or less, particularly preferably 50 to 100, more preferably 60 to 95, in terms of easy control of flexibility. Specifically, glycerin is preferable.
- plasticizers (b3) other than the plasticizers (b1) and (b2) may be used in combination as long as the effects of the present invention are not impaired.
- the plasticizer (b3) include trimethylolpropane (58 ° C.), diethylene glycol monomethyl ether, alcohols such as cyclohexanol, carbitol, and polypropylene glycol, ethers such as dibutyl ether, stearic acid, oleic acid, and linol.
- Carboxylic acids such as acid, linolenic acid, sorbic acid, citric acid and adipic acid, ketones such as cyclohexanone, amines such as monoethanolamine, triethanolamine, ethylenediamine and imidazole compounds, alanine, glycine, aspartic acid, glutamic acid, Examples thereof include amino acids such as histidine, lysine, and cysteine. These may be used alone or in combination of two or more.
- the content of the plasticizer (B) is preferably 20 parts by weight or more, particularly preferably 25 to 70 parts by weight, and more preferably 30 parts by weight with respect to 100 parts by weight of the PVA resin (A). -60 parts by weight, particularly preferably 35-50 parts by weight. If the content of the plasticizer (B) is too small, the toughness of the water-soluble film tends to be lost over time when a liquid such as a liquid medicine is packaged to form a package. In addition, when too much, there exists a tendency for mechanical strength to fall.
- the weight ratio (b1 / b2) of the plasticizer (b1) to the plasticizer (b2) is preferably 0.1 to 5, particularly It is preferably 0.35 to 4.5, more preferably 0.4 to 4, particularly preferably 0.5 to 3.5, most preferably 0.7 to 3. If the content ratio is too small, the water-soluble film tends to be too soft, the sealing strength at low temperature tends to decrease, and blocking tends to occur, and if it is too large, the water-soluble film tends to be too hard. There is a tendency to become brittle even in a low humidity environment.
- the content of the plasticizer (b1) and the plasticizer (b2) is preferably 5 to 40 parts by weight of the plasticizer (b1) with respect to 100 parts by weight of the PVA resin (A).
- the amount is preferably 8 to 30 parts by weight, more preferably 10 to 25 parts by weight, and the plasticizer (b2) is preferably 5 to 40 parts by weight, particularly preferably 10 to 35 parts by weight, and still more preferably.
- the amount is preferably 15 to 30 parts by weight. If the amount of the plasticizer (b1) is too small, the water-soluble film tends to be too soft and blocking tends to occur. If the amount is too large, the water-soluble film becomes too hard and tends to be brittle even in a low humidity environment.
- plasticizer (b2) when there is too little plasticizer (b2), there exists a tendency for a water-soluble film to become hard too much, and there exists a tendency for it to become brittle also in a low-humidity environment, and when too much, a water-soluble film becomes too soft and tends to produce blocking. There is.
- the total amount of the plasticizer (b1) and the plasticizer (b2) is preferably 70% by weight or more, more preferably 80% by weight or more, and particularly preferably 87% by weight with respect to the entire plasticizer (B). % Or more, more preferably 90% by weight or more, particularly preferably 95% by weight or more, and most preferably, the entire plasticizer (B) consists of the plasticizer (b1) and the plasticizer (b2) alone. . If the total amount of the plasticizers (b1) and (b2) is too small, the mechanical strength tends to decrease.
- ⁇ Filler (C)> it is preferable from the viewpoint of blocking resistance to contain a filler (C) as a resin composition as a film forming material.
- a filler (C) include inorganic fillers and organic fillers, and organic fillers are particularly preferable.
- the average particle diameter is preferably 0.1 to 50 ⁇ m, particularly preferably 0.5 to 40 ⁇ m.
- the said average particle diameter can be measured with a laser diffraction type particle size distribution measuring apparatus etc., for example.
- Such an inorganic filler preferably has an average particle size of 1 to 10 ⁇ m. If the average particle size is too small, the effect of dispersibility of the water-soluble film in water tends to be small. When the film is stretched by molding, it tends to become a pinhole or the appearance is deteriorated.
- the inorganic filler include, for example, talc, clay, silicon dioxide (silica), diatomaceous earth, kaolin, mica, asbestos, gypsum, graphite, glass balloon, glass beads, calcium sulfate, barium sulfate, ammonium sulfate, calcium sulfite.
- an inorganic filler When an inorganic filler is used, it may be the same as or different from the inorganic particles used in the inorganic particle-dispersed water ( ⁇ ) for water sealing, but is preferably the same and preferably silica. Used.
- the organic filler preferably has an average particle size of 0.5 to 50 ⁇ m, particularly preferably 1 to 40 ⁇ m, more preferably 2 to 30 ⁇ m, and particularly preferably 3 to 25 ⁇ m. If the average particle size is too small, the cost tends to be high, and if it is too large, the water-soluble film tends to become a pinhole when stretched by molding.
- the organic filler examples include starch, melamine resin, polymethyl (meth) acrylate resin, polystyrene resin, biodegradable resin such as polylactic acid, and the like.
- a biodegradable resin such as polymethyl (meth) acrylate resin, polystyrene resin, and starch is preferably used. These may be used alone or in combination of two or more.
- starch examples include raw starch (corn starch, potato starch, sweet potato starch, wheat starch, kissava starch, sago starch, tapioca starch, sorghum starch, rice starch, bean starch, kudzu starch, bracken starch, lotus starch, Castor starch, etc.), physically modified starch ( ⁇ -starch, fractionated amylose, wet heat-treated starch, etc.), enzyme-modified starch (hydrolyzed dextrin, enzyme-degraded dextrin, amylose, etc.), chemically modified starch (acid-treated starch, hypochlorous acid) Chlorinated starch, dialdehyde starch, etc.), chemically modified starch derivatives (esterified starch, etherified starch, cationized starch, cross-linked starch, etc.).
- raw starch especially corn starch and rice starch from the point of availability and economical efficiency.
- the content of the filler (C) is preferably 1 to 30 parts by weight, particularly preferably 2 to 25 parts by weight, more preferably 2.5 to 2.5 parts by weight with respect to 100 parts by weight of the PVA resin (A). 20 parts by weight. If the content is too small, the blocking resistance tends to decrease, and if it is too large, the water-soluble film tends to become pinholes when stretched by molding.
- the resin composition as the film-forming material preferably contains a surfactant (D) for the purpose of improving the peelability from the cast surface during the production of the water-soluble film.
- a surfactant (D) include nonionic surfactants, cationic surfactants, and anionic surfactants.
- Nonionic surfactants include, for example, polyoxyethylene nonyl phenyl ether, polyoxyethylene octyl nonyl ether, polyoxyethylene dodecyl phenyl ether, polyoxyethylene alkyl allyl ether, polyoxyethylene sorbitan monolaurate, polyoxyethylene sorbitan mono Polyoxyethylene such as palmitate, polyoxyethylene sorbitan monostearate, polyoxyethylene sorbitan monooleate, polyoxyalkylene alkyl ether phosphate monoethanolamine salt, polyoxyethylene lauryl amino ether, polyoxyethylene stearyl amino ether Examples thereof include alkylamino ethers. Of these, polyoxyalkylene alkyl ether phosphate monoethanolamine salt and polyoxyethylene lauryl amino ether are preferable in terms of production stability. These may be used alone or in combination of two or more.
- the content of the surfactant (D) is preferably 0.01 to 3 parts by weight, particularly preferably 0.1 to 2.5 parts by weight with respect to 100 parts by weight of the PVA resin (A). More preferably, it is 0.5 to 2 parts by weight.
- the content is too small, the peelability between the cast surface of the film forming apparatus and the formed water-soluble film tends to decrease, and the productivity tends to decrease.
- the content is too large, the water-soluble film is used as a package. There is a tendency to cause inconvenience such as a decrease in adhesive strength at the time of sealing.
- water-soluble polymers for example, sodium polyacrylate, polyethylene oxide, polyvinyl pyrrolidone, dextrin, chitosan, chitin, methylcellulose, hydroxyethylcellulose, etc.
- Fragrances rust inhibitors, colorants, extenders, antifoaming agents, ultraviolet absorbers, liquid paraffins, fluorescent brighteners, bitterness components (for example, denatonium benzoate, etc.), and the like can also be included.
- these may be used alone or in combination of two or more.
- antioxidants include sulfites such as sodium sulfite, potassium sulfite, calcium sulfite, and ammonium sulfite, tartaric acid, ascorbic acid, sodium thiosulfate, catechol, and longgarit.
- sulfites, particularly Sodium sulfite is preferred.
- Such a blending amount is preferably 0.1 to 10 parts by weight, particularly preferably 0.2 to 5 parts by weight, more preferably 0.3 to 3 parts by weight with respect to 100 parts by weight of the PVA resin (A). is there.
- the water-soluble film used in the present invention can be obtained, for example, as follows. That is, the PVA resin (A) and the plasticizer (B), and if necessary, a resin composition containing a filler (C), a surfactant (D), and the like are dissolved or dissolved in water. Disperse to obtain a film forming raw material. And the target water-soluble film is obtained by forming this film forming raw material into a film.
- a film forming method for example, a method such as a melt extrusion method or a casting method can be employed, and the casting method is preferable in terms of film thickness accuracy.
- the film formation by the casting method is performed as follows, for example. First, water is added to the PVA resin (A) (powder) to form a PVA resin aqueous solution, and further, a plasticizer (B) and, if necessary, a filler (C), a surfactant (D) and the like are added. Then, an aqueous dispersion or aqueous solution of the resin composition is obtained. Alternatively, water is added to the resin composition containing the PVA resin (A), the plasticizer (B), and various blends to obtain an aqueous dispersion or aqueous solution of the resin composition.
- the solid concentration of the aqueous dispersion or aqueous solution of the resin composition is preferably 10 to 50% by weight, particularly preferably 15 to 40% by weight, and further preferably 20 to 35% by weight. If the concentration is too low, the productivity of the water-soluble film tends to decrease. If the concentration is too high, the viscosity becomes too high, and it takes time to defoam the dope. Tend to. Furthermore, if the temperature of the metal surface of the endless belt or drum roll is too low, drying tends to take time, and if it is too high, foaming tends to occur during film formation.
- the dissolution temperature is usually 80 to 100 ° C., preferably 90 to 100 ° C. in the case of high-temperature dissolution, and usually 80 to 130 ° C., preferably 90 to 120 ° C. in the case of pressure dissolution.
- the dissolution time is usually 1 to 20 hours, preferably 2 to 15 hours, particularly preferably 3 to 10 hours. If the dissolution time is too short, undissolved products tend to remain, and if the dissolution time is too long, productivity tends to decrease.
- examples of the stirring blade include paddle, full zone, max blend, twister, anchor, ribbon, and propeller.
- the obtained PVA resin aqueous solution is subjected to defoaming treatment.
- the defoaming method include stationary defoaming, vacuum defoaming, and biaxial extrusion defoaming. It is done. Of these, stationary defoaming and biaxial extrusion defoaming are preferable.
- the temperature for stationary defoaming is usually 50 to 100 ° C., preferably 70 to 95 ° C., and the defoaming time is usually 2 to 30 hours, preferably 5 to 20 hours.
- the film-forming raw material consisting of the above aqueous dispersion or aqueous solution is passed through a slit such as a T-die, and is cast onto a cast surface such as a metal surface of an endless belt or drum roll or a plastic substrate surface such as a polyethylene terephthalate film, and then dried. If necessary, it can be further heat-treated to obtain a water-soluble film. For example, it can be performed under the following film forming conditions.
- the temperature of the discharge part in the aqueous dispersion or aqueous solution of the resin composition is preferably 60 to 98 ° C., particularly preferably 70 to 95 ° C. If the temperature is too low, the drying time tends to be long and the productivity tends to decrease. If the temperature is too high, foaming or the like tends to occur.
- the film formation speed is preferably 3 to 80 m / min, particularly preferably 5 to 60 m / min, and further preferably 8 to 50 m / min.
- the heat treatment can be performed with a hot roll, but other examples include floating and far-infrared treatment. In particular, it is preferable in terms of productivity to carry out with a hot roll.
- the heat treatment temperature is preferably 50 to 150 ° C., particularly preferably 70 to 130 ° C.
- the heat treatment time is preferably 1 to 60 seconds, particularly preferably 3 to 50 seconds, and further preferably. Is 5 to 40 seconds.
- an aqueous dispersion or aqueous solution of the resin composition can be cast on a plastic substrate or a metal substrate such as a polyethylene terephthalate film or a polyethylene film using an applicator, and dried to obtain a water-soluble film.
- the film formation is preferably performed in an environment of 10 to 35 ° C., particularly 15 to 30 ° C., for example.
- the humidity is usually 70% RH or less.
- the thickness of the water-soluble film thus obtained is appropriately selected depending on the application and the like, but is preferably 10 to 120 ⁇ m, more preferably 30 to 110 ⁇ m, and particularly preferably 45 to 100 ⁇ m. If the thickness is too thin, the mechanical strength of the water-soluble film tends to decrease, and if it is too thick, the dissolution rate in water tends to be slow, and the film-forming efficiency tends to decrease.
- the width of the water-soluble film is appropriately selected depending on the application and the like, but is preferably 300 to 5000 mm, more preferably 500 to 4000 mm, and particularly preferably 800 to 3000 mm. If the width is too narrow, the production efficiency tends to decrease, and if it is too wide, it tends to be difficult to control slackness or film thickness.
- the length of the water-soluble film is appropriately selected depending on the use and the like, but is preferably 500 to 20000 m, more preferably 800 to 15000 m, and particularly preferably 1000 to 10,000 m. If this length is too short, there is a tendency that it takes time to change the film, and if it is too long, there is a tendency that the appearance defect or weight due to winding tightening becomes too heavy.
- the surface of the water-soluble film may be plain, but an embossed pattern is formed on one or both surfaces of the water-soluble film from the viewpoint of blocking resistance, slipperiness during processing, reduced adhesion between products, and appearance. It is also preferable to make irregularities such as fine irregular patterns and special engraving patterns.
- the processing temperature is usually 60 to 150 ° C, preferably 80 to 140 ° C.
- the processing pressure is usually 2 to 8 MPa, preferably 3 to 7 MPa.
- the processing time is usually 0.01 to 5 seconds, preferably 0.1 to 3 seconds, although it depends on the processing pressure and the film forming speed.
- the water content of the obtained water-soluble film is preferably from 3 to 15% by weight, particularly preferably from 5 to 14% by weight, more preferably from the viewpoint of mechanical strength and sealing properties. 6 to 13% by weight. If the water content is too low, the water-soluble film tends to be too hard, and if it is too high, blocking tends to occur. Adjustment to such a moisture content can be achieved by appropriately setting drying conditions and humidity control conditions. In addition, the said moisture content is measured based on JISK67263.4, and let the value of the obtained volatile matter be a moisture content.
- the obtained water-soluble film is useful for various packaging applications, and is particularly useful for unit packaging applications such as liquid drugs.
- the liquid medicine package of the present invention is formed by enclosing a liquid medicine in a package made of a water-soluble film. When transporting or storing, the liquid medicine is held in its shape. During use (during washing, etc.), the package made of a water-soluble film dissolves in contact with water and is contained. The drug flows into the water and diffuses, and the drug comes into contact with the object to exert its medicinal effect.
- the size of the liquid medicine package is usually 10 to 50 mm in length, preferably 20 to 40 mm.
- the thickness of the package of the water-soluble film is usually 10 to 120 ⁇ m, preferably 30 to 110 ⁇ m, particularly preferably 45 to 100 ⁇ m.
- the amount of the liquid drug to be included is usually 5 to 50 mL, preferably 10 to 40 mL.
- the liquid drug contained in the package made of a water-soluble film is not particularly limited and may be alkaline, neutral, or acidic, but is soluble or soluble in water from the water-soluble point of the water-soluble film.
- the pH value when dispersed is preferably 6 to 12, particularly 7 to 11.
- the water content of the liquid drug is preferably 15% by weight or less, particularly preferably 0.1 to 10% by weight, and further preferably 0.1 to 7% by weight, from the viewpoint of water solubility of the water-soluble film. %.
- the pH value is measured in accordance with JIS K 3362 8.3.
- the amount of water is measured according to JIS K 3362 7.21.3.
- the viscosity is not particularly limited, but is preferably 10 to 200 mPa ⁇ s.
- medical agent is measured with the B-type rotational viscometer under normal temperature.
- liquid drug examples include liquid drugs used for various types of cleaning, sterilization, surface finishing, etc., such as washing of clothes and the like and cleaning of tableware.
- Specific examples include liquid detergents, softeners, fragrance finishes, bleaching / bactericides, and the like, and among these, it is preferable to use them for liquid detergents.
- a method for producing the liquid medicine package of the present invention a known production method can be used. For example, a step of forming a water-soluble film into a container shape, and a step of filling the container-like water-soluble film with a liquid medicine And a sealing step in which a water-soluble film is bonded and pressure-bonded.
- the water-soluble film is placed on a mold having a large number of recesses, and the mold is heated to a high temperature (for example, 50 to 60 ° C.) to soften the water-soluble film. Then, after forming a water-soluble film in a concave-convex shape along each concave portion by vacuum forming, a predetermined amount of liquid medicine is filled in each concave portion of the water-soluble film, and another one is formed thereon. Stack a sheet of water-soluble film. Then, by sealing the opening of each recess, an intermediate molded product in which a predetermined amount of liquid medicine is sealed is obtained. Then, by removing the intermediate molded product and cutting it individually, a unit packaging type liquid medicine package can be obtained.
- a high temperature for example, 50 to 60 ° C.
- the water-soluble film in the sealing step in which the water-soluble film is bonded and pressure-bonded, may be manufactured by a method including a sealing step in which water-soluble films are pressure-bonded (water-sealed) via inorganic particle dispersed water ( ⁇ ). preferable.
- the liquid medicine package of the present invention is particularly provided with the above-described sealing step, whereby a good liquid medicine packaging body having high adhesion of the water-sealed portion and excellent sealing properties and no liquid leakage can be obtained. .
- inorganic particle dispersion containing 0.1 to 50% by weight of inorganic particles having an average particle diameter of 2 ⁇ m or more on the bonding surface of at least one water-soluble film After applying water ( ⁇ ), it is preferable to bond them together.
- the inorganic particle-dispersed water ( ⁇ ) preferably contains 0.1 to 50% by weight of the inorganic particles, more preferably 0.5 to 30% by weight, particularly 1 to 20% by weight, especially 3%.
- the content is preferably 15% by weight from the viewpoint of sealing properties. When the content is too small, the water seal strength tends to decrease, and when the content is too large, there are too many inorganic particles on the seal end face, and cracks tend to occur.
- inorganic particle-dispersed water ( ⁇ ) to the bonding surface of at least one water-soluble film and apply the pressure of 0.01 to 10 MPa for bonding.
- the inorganic particle dispersion water ( ⁇ ) it is possible to apply the inorganic particle dispersion water ( ⁇ ) to the bonding surface of the water-soluble film by 0.5 to 50 g / cm 2 for sealing properties. From the viewpoint, it is preferable to apply 1 to 40 g / cm 2 , particularly 1.5 to 20 g / cm 2 . If the coating amount is too small, the water seal strength tends to decrease, and if it is too large, the coated surface tends to be broken by water.
- a package manufacturing apparatus for manufacturing the liquid medicine package. Specifically, first, a water-soluble film (bottom film) is fixed on a mold at the bottom of the apparatus, and the upper part of the apparatus is Also fix a water-soluble film (top film). Thereafter, the bottom film is heated with, for example, a dryer that generates hot air of 50 to 120 ° C. for 1 to 20 seconds, and the bottom film is vacuum-formed into a mold. The formed bottom film is filled with a liquid medicine. And the liquid medicine package of this invention is obtained by apply
- coating inorganic particle dispersion water ((alpha) to a top film
- liquid medicine package of the present invention in which the liquid medicine is encapsulated in a package made of a water-soluble film is obtained.
- PVA resin (A) 90 parts of carboxyl group-modified PVA (A1-1), 8 parts of unmodified PVA (A2-1), 2 parts of unmodified PVA (A3-1), plasticizer (B)
- a sorbitol (b1) 20 parts, glycerin (b2) 20 parts, filler (C), starch (average particle size 20 ⁇ m) 8 parts, surfactant (D), polyoxyalkylene alkyl ether phosphate 1.4 parts of ester monoethanolamine salt and water were mixed and dissolved to obtain a PVA aqueous solution (solid concentration 25%) in which starch was dispersed.
- the obtained PVA aqueous solution was degassed at 80 ° C.
- the PVA aqueous solution was cast on a polyethylene terephthalate film, passed through a 3 m drying chamber (105 ° C.) at a rate of 0.35 m / min, dried, and a PVA water-soluble film having a thickness of 89 ⁇ m (water content 5%) )
- Example 1> (Preparation of measurement specimen) After the PVA-based water-soluble film obtained above is conditioned at 23 ° C. and 40% RH for 24 hours, from the center in the width direction of the film, one side is parallel to the MD direction (flow direction) A PVA water-soluble film was cut into a 50 mm ⁇ 50 mm square shape to obtain a PVA water-soluble film (1). Further, from the central portion in the width direction of the film, the PVA water-soluble film is cut out so that one side parallel to the MD direction (flow direction) is a rectangle of 70 mm and one side parallel to the TD direction (width direction) is 15 mm, A PVA water-soluble film (2) was obtained.
- the cast surface of the PVA-based water-soluble film (1) is placed on a 30 cm square glass plate, and silica particles (manufactured by Fuji Silysia Co., Ltd., average particle diameter of 8 ⁇ m) are dispersed at 9% concentration as inorganic particles.
- a cotton swab an antibacterial cotton swab manufactured by Just Neo Co., Ltd.
- the dispersion water is circular with a diameter of 1 cm on the water-soluble film (1).
- the cast surface side of the other PVA-based water-soluble film (2) is placed on the PVA-based water-soluble film (1) 5 seconds after the dispersion water is applied, and a weight of 85 g is slowly added. Then, two PVA water-soluble films were water-sealed (adhered).
- Example 2 In Example 1, it carried out similarly except having changed the silica particle dispersion water to be used to a 5% density
- Example 3 A water-sealed PVA-based water-soluble film was produced in the same manner except that the silica particle-dispersed water used in Example 1 was changed to a concentration of 1%.
- Example 1 In Example 1, it carried out similarly except having changed the silica particle dispersion water to be used into distilled water, and produced the water-sealed PVA type water-soluble film.
- FIG. 1 ((a): plan view, (b): side view), a water-sealed PVA-based water-soluble film 2 is sandwiched and fixed with jigs 1 from both sides, and then a razor (made by Feather Safety Razor Co., Ltd.) , 099001) was slid in the horizontal direction above the jig to cut the water-soluble film 2 protruding from the jig 1 to form a seal cross-section of the water-soluble film 2.
- a razor made by Feather Safety Razor Co., Ltd.
- the number of inorganic particles in the cross section of the seal was measured with a digital microscope (HIROX, KH-8700). 1 is placed on the stage, the surface of the seal cross section (uneven surface) is observed with a digital microscope, and the linear distance of the seal interface is 900 ⁇ m wide. The number of inorganic particles having a particle diameter of 2 ⁇ m or more existing in the range of ⁇ 10 ⁇ m in the vertical direction from the interface of the bonding surface of the water-soluble film 2 was counted and measured. The number of inorganic particles was measured on a 15-inch monitor with a magnification of 1000 times. The results are shown in Table 1.
- Example 1 and Comparative Example 1 in preparation of the said measurement test piece, after wetting a PVA type water-soluble film (1) with a dispersion water, the cast surface side of a PVA type water-soluble film (2) is put. Two PVA water-soluble films were similarly water-sealed except that the time was changed after 5 seconds to 10 seconds, and the peel strength of the water-sealed portion was measured. The results are shown in Table 2.
- Example 1 containing 20 or more inorganic particles having a particle diameter of 2 ⁇ m or more in the seal cross-section bonded with the PVA-based water-soluble film, the time from application of dispersed water to water sealing It can be seen that even if the length is longer, the peel strength of the water seal portion is high, the influence of the passage of time from the application of water to the water seal is small, and a liquid drug package capable of maintaining high sealability can be obtained. .
- the liquid drug package of the present invention can be used for various packaging applications, and is useful for unit packaging applications of drugs, particularly liquid detergents.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Wrappers (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
水溶性はもとより、水シール部分の密着性が高くシール性に優れるとともに、水塗布後から水シールするまでの経時の影響が少なく、高いシール性を維持できる液体薬剤包装体として、ポリビニルアルコール系樹脂(A)を含有する水溶性フィルムを貼り合わせてなる包装体と、上記包装体に内包された液体薬剤とを有する液体薬剤包装体であって、上記水溶性フィルムの貼り合わせ面に対して垂直方向の断面において、上記貼り合わせ面の界面から垂直方向に±10μm、幅900μmの範囲内に、粒子径2μm以上の無機粒子を20個以上含有する液体薬剤包装体を提供する。
Description
本発明は、ポリビニルアルコール系樹脂を主成分として含有する水溶性フィルムに液体薬剤を内包した液体薬剤包装体及びその製造方法に関する。更に詳しくは、水シールした際の水シール部分の水溶性フィルム同士の密着性が高くシール性に優れるとともに、水塗布後から水シールするまでの経時の影響が少なく、高いシール性を維持できる液体薬剤包装体及びその製造方法に関するものである。
以下、ポリビニルアルコールを「PVA」と略記することがあり、ポリビニルアルコール系樹脂を主成分とする水溶性フィルムを「PVA系水溶性フィルム」もしくは単に「水溶性フィルム」と略記することがある。
以下、ポリビニルアルコールを「PVA」と略記することがあり、ポリビニルアルコール系樹脂を主成分とする水溶性フィルムを「PVA系水溶性フィルム」もしくは単に「水溶性フィルム」と略記することがある。
PVA系フィルムは、熱可塑性樹脂でありながら水溶性を有するPVA系樹脂からなるフィルムであり、ポリエチレンテレフタレートフィルムやポリオレフィンフィルム等の包装用フィルム等にも通常よく用いられる疎水性フィルムとは、フィルムの諸物性や手触り感等が大きく異なるものである。
そして、従来、PVA系樹脂の水溶性を活かして、農薬や洗剤等の各種薬剤をPVA系樹脂のフィルムからなる袋に入れた薬剤の分包(ユニット包装)が提案され、幅広い用途に用いられている。
かかる用途に用いる水溶性ユニット包装袋として、例えば、PVA100重量部に対して、可塑剤5~30重量部、澱粉1~10重量部及び界面活性剤0.01~2重量部を配合してなる水溶性フィルム(例えば、特許文献1参照。)や、20℃における4重量%水溶液粘度が10~35mPa・s、平均ケン化度80.0~99.9モル%、アニオン性基変性量1~10モル%のアニオン性基変性PVA系樹脂100重量部に対して、可塑剤20~50重量部、フィラー2~30重量部、界面活性剤0.01~2.5重量部を含有してなる樹脂組成物からなる水溶性フィルム(例えば、特許文献2参照。)等が知られている。
しかしながら、上記特許文献1及び2に開示の水溶性フィルムは、水溶性に優れるものであり、液体洗剤等を包装した薬剤包装体として用いることができるが、一方では、液体洗剤等の液体を包装して包装体とする際に、水溶性フィルムの貼り合わせを水シールにて行った場合には、水シール部分の接着性が充分ではなく、液漏れ等が懸念されるものであり、更なる改良が求められるものであった。また、水塗布後から水シールするまでの所要時間が短すぎると、シール性に影響が生じることがあり、生産性の点からも改善の余地があるものであった。
そこで、本発明ではこのような背景下において、水溶性はもとより、水シール部分の密着性が高くシール性に優れるとともに、水塗布後から水シールするまでの経時の影響が少なく、高いシール性を維持できる液体薬剤包装体及びその製造方法を提供する。
しかるに、本発明者はかかる事情に鑑み鋭意研究した結果、PVA系樹脂を主成分とする水溶性フィルムを用いて、液体薬剤包装体を作製する際、水溶性フィルムの貼り合わせ面の界面に無機粒子を存在させることにより、水溶性フィルムの水溶性を損なうことなく、水シール部分の密着性が高くシール性に優れるとともに、水塗布後から水シールするまでの経時の影響が少なく、高いシール性を維持できる液体薬剤包装体を得ることができることを見出した。
即ち、本発明の要旨は、PVA系樹脂(A)を含有する水溶性フィルムを貼り合わせてなる包装体と、上記包装体に内包された液体薬剤とを有する液体薬剤包装体であって、上記水溶性フィルムの貼り合わせ面に対して垂直方向の断面において、上記貼り合わせ面の界面から垂直方向に±10μm、幅900μmの範囲内に、粒子径2μm以上の無機粒子を20個以上含有する液体薬剤包装体に関するものである。
更に、本発明では、上記液体薬剤包装体を製造する方法をも提供するものである。
本発明の液体薬剤包装体は、PVA系樹脂(A)を含有する水溶性フィルムを貼り合わせてなる包装体と、上記包装体に内包された液体薬剤とを有する液体薬剤包装体であって、上記水溶性フィルムの貼り合わせ面に対して垂直方向の断面において、上記貼り合わせ面の界面から垂直方向に±10μm、幅900μmの範囲内(以下、「シール断面部」と略すことがある。)に、粒子径2μm以上の無機粒子を20個以上含有することから、水シール部分の密着性が高くシール性に優れるとともに、水塗布後から水シールするまでの経時の影響が少なく、高いシール性を維持できるようになる。
また、上記PVA系樹脂(A)が、アニオン性基変性PVA系樹脂及び未変性PVAを含有するものであると、シール部分のシール性により優れるようになる。
更に、上記水溶性フィルムが、更に可塑剤(B)を含有すると、液体薬剤包装体とする場合に、より柔軟性に優れるようになる。
そして、上記水溶性フィルムの含水率が3~15重量%であると、柔軟性により一層優れるようになる。
また、上記液体薬剤が、水に溶解または分散させた時のpH値が6~12で、上記液体薬剤の水分量が15重量%以下であると、水溶性フィルムがゲル化したり不溶化したりすることがなく水溶性に優れるようになる。
そして、PVA系樹脂(A)を含有する水溶性フィルムを貼り合わせることによって液体薬剤が内包された液体薬剤包装体の製造方法であって、上記水溶性フィルムを貼り合わせる前に、少なくとも一方の上記水溶性フィルムの貼り合わせ面に、平均粒子径2μm以上の無機粒子を0.1~50重量%含有する無機粒子分散水(α)を塗布する工程を有する製造方法によると、水シール部分の密着性が高くシール性に優れ、液体薬剤の液漏れを防ぐことができるようになる。
また、上記無機粒子分散水(α)を、水溶性フィルムの貼り合わせ面に、0.5~50g/cm2塗工すると、より一層シール性に優れるようになる。
以下、本発明の構成につき詳細に説明するが、これらは望ましい実施態様の一例を示すものであり、本発明はこれらの内容に特定されるものではない。
なお、本発明において、(メタ)アクリルとはアクリルあるいはメタクリルを、(メタ)アクリレートとはアクリレートあるいはメタクリレートをそれぞれ意味するものである。
なお、本発明において、(メタ)アクリルとはアクリルあるいはメタクリルを、(メタ)アクリレートとはアクリレートあるいはメタクリレートをそれぞれ意味するものである。
以下、本発明の液体薬剤包装体について具体的に説明する。
本発明の液体薬剤包装体は、PVA系樹脂(A)を含有する水溶性フィルム同士を貼り合わせてなる包装体と、上記包装体に内包された液体薬剤とを有する液体薬剤包装体であって、図2に示すように、上記水溶性フィルム2の貼り合わせ面に対して垂直方向の断面において、上記貼り合わせ面の界面3から垂直方向に±10μm(z)、界面3と平行方向に幅900μm(y)の範囲内(シール断面部)に、粒子径2μm以上の無機粒子4を20個以上含有するものである。
本発明の液体薬剤包装体は、PVA系樹脂(A)を含有する水溶性フィルム同士を貼り合わせてなる包装体と、上記包装体に内包された液体薬剤とを有する液体薬剤包装体であって、図2に示すように、上記水溶性フィルム2の貼り合わせ面に対して垂直方向の断面において、上記貼り合わせ面の界面3から垂直方向に±10μm(z)、界面3と平行方向に幅900μm(y)の範囲内(シール断面部)に、粒子径2μm以上の無機粒子4を20個以上含有するものである。
ここで、本発明の液体薬剤包装体は、包装体を作製する際、水溶性フィルム同士を水シールして得られるものであり、この水シール用の水として、無機粒子が分散した無機粒子分散水を用いると、飛躍的にシール性が向上するようになったものである。そのため、得られた液体薬剤包装体のシール断面部には、水シールに用いた無機粒子分散水中の無機粒子が存在することから、本発明は無機粒子の個数を規定したものである。
上記のように、本発明の液体薬剤包装体は、シール断面部において、粒子径2μm以上の無機粒子を20個以上含有する。シール性向上の点から、更に30個以上、特に40個以上含有することが好ましい。粒子径2μm以上の無機粒子の個数の上限は、通常、400個であり、好ましくは300個以下、更に好ましくは200個以下である。
シール断面部の無機粒子の個数の測定に際しては下記の通りにて行われる。
〔シール断面部における無機粒子の個数測定方法〕
図1の平面図(a)及びその平面図(a)をX方向から見た側面図(b)に示すように、水シールされた水溶性フィルム2を、両側から治具1で挟み固定した後、剃刀を治具上部の水平方向にスライドすることによって、治具1からはみ出ている水溶性フィルム2をカットして、水溶性フィルム2のシール断面部を形成する。そして、図1に示す治具1にて固定されたシール断面部を、デジタルマイクロスコープ(HIROX社製、KH-8700)のステージ上に載せ、その後、デジタルマイクロスコープにより、シール断面部(凹凸面)の表面観察を行う。なお、観察は15型モニタ上倍率:1000倍の視野で行い、シール断面部に存在する粒子径2μm以上の無機粒子の個数を数える。この操作をシール界面の直線距離900μmになるまで測定を行う。
図1の平面図(a)及びその平面図(a)をX方向から見た側面図(b)に示すように、水シールされた水溶性フィルム2を、両側から治具1で挟み固定した後、剃刀を治具上部の水平方向にスライドすることによって、治具1からはみ出ている水溶性フィルム2をカットして、水溶性フィルム2のシール断面部を形成する。そして、図1に示す治具1にて固定されたシール断面部を、デジタルマイクロスコープ(HIROX社製、KH-8700)のステージ上に載せ、その後、デジタルマイクロスコープにより、シール断面部(凹凸面)の表面観察を行う。なお、観察は15型モニタ上倍率:1000倍の視野で行い、シール断面部に存在する粒子径2μm以上の無機粒子の個数を数える。この操作をシール界面の直線距離900μmになるまで測定を行う。
また、上記無機粒子としては、特に限定されるものではないが、例えば、シリカ(二酸化ケイ素)、珪藻土、酸化チタン、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、酸化バリウム、酸化ゲルマニウム、酸化スズ、酸化亜鉛等の酸化物系無機化合物や、タルク、クレー、カオリン、雲母、アスベスト、石膏、グラファイト、ガラスバルーン、ガラスビーズ、硫酸カルシウム、硫酸バリウム、硫酸アンモニウム、亜硫酸カルシウム、炭酸カルシウム、ウィスカー状炭酸カルシウム、炭酸マグネシウム、ドーソナイト、ドロマイト、チタン酸カリウム、カーボンブラック、ガラス繊維、アルミナ繊維、ボロン繊維、加工鉱物繊維、炭素繊維、炭素中空球、ベントナイト、モンモリロナイト、銅粉、硫酸ナトリウム、硫酸カリウム、硫酸亜鉛、硫酸銅、硫酸鉄、硫酸マグネシウム、硫酸アルミニウム、硫酸アルミニウムカリウム、硝酸アンモニウム、硝酸ナトリウム、硝酸カリウム、硝酸アルミニウム、塩化アンモニウム、塩化ナトリウム、塩化カリウム、塩化マグネシウム、塩化カルシウム、リン酸ナトリウム、クロム酸カリウム等があげられる。これらは、単独で、もしくは2種以上併せて用いることができる。
なかでも、本発明においては、PVA系樹脂(A)との水素結合作用に優れ、水シール性の向上効果が高くなる点から、酸化物系無機化合物、タルクを用いることが好ましく、更に好ましくは酸化チタン、タルク、シリカを用いることが好ましく、特には、シリカを用いることが好ましい。水溶性フィルムの貼り合わせ面に存在するシリカ同士の相互作用により水シール時の接着力が向上するものと推測される。
上記のシリカとしては、非晶質の合成シリカがあげられ、例えば、(I)乾式法(四塩化ケイ素、酸素、水素を燃焼して合成)で得られる乾式シリカ、フュームドシリカ、(II)湿式法(ケイ酸ナトリウムに鉱酸を添加して湿式で合成)で得られる沈降シリカ、シリカゲル(多孔質シリカ)、ゾルゲル法で合成したコロイダルシリカ等があげられる。また、これらのシリカ表面にカップリング剤等を修飾したものを用いてもよい。
本発明においては、水シール性向上の点から、細孔構造による吸水補助作用とPVA系樹脂(A)との補強作用に優れる多孔質シリカを用いることがより好ましい。
本発明においては、水シール性向上の点から、細孔構造による吸水補助作用とPVA系樹脂(A)との補強作用に優れる多孔質シリカを用いることがより好ましい。
本発明の液体薬剤包装体の水シール時に用いる無機粒子分散水(α)中の無機粒子としては、平均粒子径が2μm以上の無機粒子が用いられ、更には、平均粒子径が4μm以上、特には、6μm以上の無機粒子を用いることが好ましい。無機粒子の平均粒子径の上限は、10μmである。
なお、上記平均粒子径は、例えば、レーザ回折式粒度分布測定装置等で測定することができる。
シール性向上は、貼り合わせた水溶性フィルム同士の剥離強度を測定することにより確認することができる。水溶性フィルム同士の剥離強度は、包装体の耐久性の点から、140g/15mm以上が好ましく、更には150g/15mm以上、特には160g/15mm以上が好ましい。上記水溶性フィルム同士の剥離強度が低すぎると液体薬剤包装後、端面から液漏れが起こる可能性がある。なお、上限は通常10000g/15mm、好ましくは5000g/15mm、更に好ましくは2000g/15mmである。
<水溶性フィルム>
本発明で用いられる水溶性フィルムは、PVA系樹脂(A)を通常主成分として含有する樹脂組成物を製膜したものである。水溶性フィルムの説明に際し、その製膜材料としての樹脂組成物に含有されているPVA系樹脂(A)についてまず説明する。
ここで主成分とは、全体の過半を示す成分のことをいい、全体が主成分のみからなる場合も含む意味である。なかでも、樹脂組成物中にPVA系樹脂(A)を50重量%以上、特に70重量%以上含有させることがより好ましい。
本発明で用いられる水溶性フィルムは、PVA系樹脂(A)を通常主成分として含有する樹脂組成物を製膜したものである。水溶性フィルムの説明に際し、その製膜材料としての樹脂組成物に含有されているPVA系樹脂(A)についてまず説明する。
ここで主成分とは、全体の過半を示す成分のことをいい、全体が主成分のみからなる場合も含む意味である。なかでも、樹脂組成物中にPVA系樹脂(A)を50重量%以上、特に70重量%以上含有させることがより好ましい。
〈PVA系樹脂(A)〉
本発明で用いられるPVA系樹脂(A)としては、未変性PVAや変性PVA系樹脂があげられる。
本発明で用いられるPVA系樹脂(A)としては、未変性PVAや変性PVA系樹脂があげられる。
これらのPVA系樹脂(A)の平均ケン化度は、80モル%以上であることが好ましく、特に好ましくは82~99.9モル%、更に好ましくは85~98.5モル%、殊に好ましくは90~97モル%である。また、PVA系樹脂(A)として、未変性PVAを用いる場合には、その平均ケン化度は、80モル%以上であることが好ましく、特に好ましくは82~99モル%、更に好ましくは85~90モル%である。そして、PVA系樹脂(A)として、変性PVA系樹脂を用いる場合には、その平均ケン化度は、80モル%以上であることが好ましく、特に好ましくは85~99.9モル%、更に好ましくは90~98モル%である。更に、PVA系樹脂(A)として、アニオン性基変性PVA系樹脂を用いる場合には、その平均ケン化度は、85モル%以上であることが好ましく、特に好ましくは88~99モル%、更に好ましくは90~97モル%である。かかる平均ケン化度が小さすぎると、包装対象である液体薬剤のpHによっては経時的に水溶性フィルムの水への溶解性が低下する傾向がある。なお、平均ケン化度が大きすぎると製膜時の熱履歴により水への溶解性が大きく低下する傾向がある。
上記PVA系樹脂(A)の重合度は一般的に水溶液粘度で示すことができ、20℃における4重量%水溶液粘度は、5~50mPa・sであることが好ましく、特に好ましくは13~45mPa・s、更に好ましくは17~40mPa・sである。また、PVA系樹脂(A)として、未変性PVAを用いる場合には、未変性PVAの20℃における4重量%水溶液粘度は、5~50mPa・sであることが好ましく、特に好ましくは13~45mPa・s、更に好ましくは17~40mPa・sである。そして、PVA系樹脂(A)として、変性PVA系樹脂を用いる場合には、変性PVA系樹脂の20℃における4重量%水溶液粘度は、5~50mPa・sであることが好ましく、特に好ましくは13~40mPa・s、更に好ましくは17~30mPa・sである。かかる粘度が小さすぎると、包装材料としての水溶性フィルムの機械的強度が低下する傾向があり、一方、大きすぎると製膜時の水溶液粘度が高く生産性が低下する傾向がある。
なお、上記の平均ケン化度は、JIS K 6726 3.5に準拠して測定され、4重量%水溶液粘度は、JIS K 6726 3.11.2に準じて測定される。
本発明で用いる変性PVA系樹脂としては、アニオン性基変性PVA系樹脂、カチオン性基変性PVA系樹脂、ノニオン性基変性PVA系樹脂等があげられる。なかでも、水に対する溶解性の点で、アニオン性基変性PVA系樹脂を用いることが好ましい。アニオン性基の種類としては、例えば、カルボキシル基、スルホン酸基、リン酸基等があげられるが、耐薬品性及び経時安定性の点で、カルボキシル基、スルホン酸基が好ましく、特にはカルボキシル基が好ましい。
上記アニオン性基変性PVA系樹脂の変性量は、1~10モル%であることが好ましく、特に好ましくは2~9モル%、更に好ましくは2~8モル%、殊に好ましくは3~7モル%である。かかる変性量が少なすぎると、水に対する溶解性が低下する傾向があり、多すぎるとPVA系樹脂(A)の生産性が低下したり、生分解性が低下したりする傾向があり、また、ブロッキングを引き起こしやすくなる傾向もある。
本発明において、上記のPVA系樹脂(A)はそれぞれ単独で用いることもできるし、また、未変性PVA同士を併用すること、変性PVA系樹脂同士を併用すること、未変性PVAと変性PVA系樹脂を併用すること、更に、ケン化度、粘度、変性種、変性量等が異なる2種以上を併用すること等もできる。
なかでも、本発明においては、PVA系樹脂(A)が、溶解性を長く保持できる点で、変性PVA系樹脂を含有することが好ましく、更にはアニオン性基変性PVA系樹脂を含有することが好ましく、特にはカルボキシル基変性PVA系樹脂を含有することが好ましい。更に、フィルム強度の点や水シール部分の密着性に優れる点で、アニオン性基変性PVA系樹脂と未変性PVAを含有することが好ましく、特にはアニオン性基変性PVA系樹脂(A1)と、互いに粘度の異なる未変性PVA(A2)及び未変性PVA(A3)を含有することが好ましい。
なかでも、本発明においては、PVA系樹脂(A)が、溶解性を長く保持できる点で、変性PVA系樹脂を含有することが好ましく、更にはアニオン性基変性PVA系樹脂を含有することが好ましく、特にはカルボキシル基変性PVA系樹脂を含有することが好ましい。更に、フィルム強度の点や水シール部分の密着性に優れる点で、アニオン性基変性PVA系樹脂と未変性PVAを含有することが好ましく、特にはアニオン性基変性PVA系樹脂(A1)と、互いに粘度の異なる未変性PVA(A2)及び未変性PVA(A3)を含有することが好ましい。
変性PVA系樹脂の未変性PVAに対する含有重量割合(変性PVA系樹脂/未変性PVA)については、95/5~60/40であることが好ましく、特に好ましくは94/6~70/30、更に好ましくは93/7~80/20である。かかる含有重量割合が小さすぎると水への溶解性が低下する傾向があり、大きすぎるとシール性が低下する傾向がある。
また、上記変性PVA系樹脂と未変性PVAの併用に際しては、未変性PVAは、特に20℃における4重量%水溶液粘度が、5~50mPa・sであることが好ましく、特に好ましくは8~45mPa・s、更に好ましくは12~40mPa・s、殊に好ましくは15~35mPa・sである。かかる粘度が小さすぎると、包装材料としての水溶性フィルムの機械的強度が低下する傾向があり、一方、大きすぎると製膜時の水溶液粘度が高く生産性が低下する傾向がある。
更に、上記アニオン性基変性PVA系樹脂(A1)と、粘度の異なる未変性PVA(A2)及び未変性PVA(A3)との併用に際しては、上記未変性PVA(A2)の20℃における4重量%水溶液粘度は、通常、21~80mPa・sであることが好ましく、特に好ましくは25~70mPa・s、更に好ましくは30~60mPa・s、殊に好ましくは35~50mPa・sである。一方、未変性PVA(A3)の20℃における4重量%水溶液粘度は、通常、1~20mPa・sであることが好ましく、特に好ましくは2~18mPa・s、更に好ましくは3~15mPa・s、殊に好ましくは4~13mPa・sである。かかる粘度が小さすぎると、水シール時のシール強度が低下したり、フィルムの機械的強度が低下したりする傾向があり、大きすぎると製膜時の水溶液粘度が高く生産性が低下する傾向がある。
上記未変性PVA(A2)及び未変性PVA(A3)の平均ケン化度は、通常80モル%以上、好ましくは82~99モル%、特に好ましくは85~90モル%である。かかる平均ケン化度が小さすぎると、包装対象である薬剤のpHによっては経時的に水溶性フィルムの水への溶解性が低下する傾向があり、平均ケン化度が大きすぎると製膜時の熱履歴により水への溶解性が大きく低下する傾向がある。
また、上記アニオン性基変性PVA系樹脂(A1)と、粘度の異なる未変性PVA(A2)及び未変性PVA(A3)との併用に際しては、上記アニオン性基変性PVA系樹脂(A1)を主成分として未変性PVA(A2)及び未変性PVA(A3)を含有することが好ましい。ここで、主成分とは、全体の過半を占める成分のことをいい、アニオン性基変性PVA系樹脂(A1)の含有量はPVA系樹脂(A)の70重量%以上がより好ましく、80重量%以上含有させることが更に好ましい。
PVA系樹脂(A)における未変性PVA(A2)の含有量は、アニオン性基変性PVA系樹脂(A1)100重量部に対して、1~20重量部であることが好ましく、特に好ましくは3~15重量部、更に好ましくは5~13重量部、殊に好ましくは6~10重量部である。また、PVA系樹脂(A)における未変性PVA(A3)の含有量は、アニオン性基変性PVA系樹脂(A1)100重量部に対して、0.5~10重量部であることが好ましく、特に好ましくは1~7重量部、更に好ましくは1.5~5重量部、殊に好ましくは2~4重量部である。かかる含有量が少なすぎると水シール強度が低下する傾向があり、含有量が多すぎると水溶性が低下する傾向がある。
また、未変性PVA(A3)に対する未変性PVA(A2)の含有割合(A2/A3)は、重量比で、通常1/9~9/1、好ましくは5/5~9/1、特に好ましくは6/4~8/2である。未変性PVA(A3)に対して未変性PVA(A2)の含有割合が少なすぎると水シール強度が低下したり、機械的強度が低下したりする傾向があり、多すぎると水溶性が低下する傾向がある。
更に、上記アニオン性基変性PVA系樹脂(A1)と、粘度の異なる未変性PVA(A2)及び未変性PVA(A3)との併用に際しては、上記アニオン性基変性PVA系樹脂(A1)、未変性PVA(A2)及び未変性PVA(A3)以外の樹脂、例えば、ケン化度、粘度、変性種、変性量等が異なるPVA系樹脂を、本発明の効果を阻害しない範囲内でPVA系樹脂(A)に含有させてもよい。
上記PVA系樹脂(A)は、例えば、以下の通り製造される。
PVA系樹脂(A)としては、未変性PVAや変性PVA系樹脂があげられるが、未変性PVAは、ビニルエステル系化合物を重合して得られるビニルエステル系重合体をケン化することにより製造することができる。
かかるビニルエステル系化合物としては、例えば、ギ酸ビニル、酢酸ビニル、トリフルオロ酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、カプリン酸ビニル、ラウリル酸ビニル、バーサティック酸ビニル、パルミチン酸ビニル、ステアリン酸ビニル等があげられ、なかでも、酢酸ビニルを用いることが好ましい。上記ビニルエステル系化合物は単独で用いても、2種以上を併用してもよい。
変性PVA系樹脂は、上記ビニルエステル系化合物と、ビニルエステル系化合物と共重合可能な変性基を有する不飽和単量体とを共重合させた後、ケン化する方法または、未変性PVAを後変性する方法等により製造することができる。
本発明においては、上記ビニルエステル系化合物と共重合可能な以下の不飽和単量体を共重合させてもよいが、変性PVA系樹脂を得る場合は、以下の不飽和単量体のうち、変性基を有する不飽和単量体を共重合させる必要がある。不飽和単量体としては、例えば、エチレンやプロピレン、イソブチレン、α-オクテン、α-ドデセン、α-オクタデセン等のオレフィン類、3-ブテン-1-オール、4-ペンテン-1-オール、5-ヘキセン-1-オール等のヒドロキシ基含有α-オレフィン類及びそのアシル化物等の誘導体、アクリル酸、メタクリル酸、クロトン酸、マレイン酸、無水マレイン酸、イタコン酸、ウンデシレン酸等の不飽和酸類、その塩、モノエステル、あるいはジアルキルエステル、ジアセトンアクリルアミド、アクリルアミド、メタクリルアミド等のアミド類、エチレンスルホン酸、アリルスルホン酸、メタアリルスルホン酸等のオレフィンスルホン酸類あるいはその塩等があげられる。これらは単独でもしくは2種以上併せて用いることができる。なお、上記共重合可能な不飽和単量体の含有割合は、通常、ビニルエステル系化合物と共重合可能な不飽和単量体との合計に対して10モル%以下である。
また、変性PVA系樹脂として、側鎖に一級水酸基を有するもので、例えば、側鎖の一級水酸基の数が、通常1~5個、好ましくは1~2個、特に好ましくは1個であるものもあげられ、更には、一級水酸基以外にも二級水酸基を有することが好ましい。かかる変性PVA系樹脂としては、例えば、側鎖にヒドロキシアルキル基を有するPVA系樹脂、側鎖に1,2-ジオール構造単位を有するPVA系樹脂等があげられる。側鎖に1,2-ジオール構造単位を有するPVA系樹脂は、例えば、(i)酢酸ビニルと3,4-ジアセトキシ-1-ブテンとの共重合体をケン化する方法、(ii)酢酸ビニルとビニルエチレンカーボネートとの共重合体をケン化及び脱炭酸する方法、(iii)酢酸ビニルと2,2-ジアルキル-4-ビニル-1,3-ジオキソランとの共重合体をケン化及び脱ケタール化する方法、(iv)酢酸ビニルとグリセリンモノアリルエーテルとの共重合体をケン化する方法、等により製造することができる。
PVA系樹脂(A)の製造における重合方法としては、例えば、溶液重合法、乳化重合法、懸濁重合法等、公知の重合方法を任意に用いることができるが、通常、メタノール、エタノールあるいはイソプロピルアルコール等の低級アルコールを溶媒とする溶液重合法により行われる。かかる溶液重合法における単量体の仕込み方法としては、変性PVA系樹脂の場合、まず、ビニルエステル系化合物の全量と、例えば前記のカルボキシル基を有する不飽和単量体の一部を仕込み、重合を開始し、残りの不飽和単量体を重合期間中に連続的にまたは分割的に添加する方法、前記のカルボキシル基を有する不飽和単量体を一括仕込みする方法等任意の方法を用いることができる。
重合方法に応じて、アゾビスイソブチロニトリル等のアゾ系触媒、過酸化アセチル、過酸化ベンゾイル、過酸化ラウロイル等の過酸化物触媒等の公知の重合触媒を適宜選択し、配合することができる。また、重合の反応温度は50℃~重合触媒の沸点程度の範囲から選択される。
ケン化にあたっては、得られた共重合体をアルコールに溶解してケン化触媒の存在下に行なわれる。アルコールとしては、例えば、メタノール、エタノール、ブタノール等の炭素数1~5のアルコールがあげられる。これらは単独でもしくは2種以上併せて用いることができる。また、アルコール中の共重合体の濃度は、20~50重量%の範囲から選択される。
ケン化触媒としては、例えば、水酸化ナトリウム、水酸化カリウム、ナトリウムメチラート、ナトリウムエチラート、カリウムメチラート等のアルカリ金属の水酸化物やアルコラートの如きアルカリ触媒を用いることができ、また、酸触媒を用いることも可能である。ケン化触媒の使用量はビニルエステル系化合物に対して1~100ミリモル当量にすることが好ましい。これらのケン化触媒は、単独でもしくは2種以上併せて用いることができる。
本発明においては、PVA系樹脂(A)として、カルボキシル基変性PVA系樹脂を用いることが好ましく、以下、好ましい変性種であるカルボキシル基変性PVA系樹脂について説明する。
上記カルボキシル基変性PVA系樹脂は、任意の方法で製造することができ、例えば、(I)カルボキシル基を有する不飽和単量体とビニルエステル系化合物を共重合した後にケン化する方法、(II)カルボキシル基を有するアルコールやアルデヒドあるいはチオール等を連鎖移動剤として共存させてビニルエステル系化合物を重合した後にケン化する方法等があげられる。
上記(I)または(II)の方法におけるビニルエステル系化合物としては、前記のものを用いることができるが、酢酸ビニルを用いることが好ましい。
上記(I)の方法におけるカルボキシル基を有する不飽和単量体としては、例えば、エチレン性不飽和ジカルボン酸(マレイン酸、フマル酸、イタコン酸等)、エチレン性不飽和ジカルボン酸モノエステル(マレイン酸モノアルキルエステル、フマル酸モノアルキルエステル、イタコン酸モノアルキルエステル等)、エチレン性不飽和ジカルボン酸ジエステル(マレイン酸ジアルキルエステル、フマル酸ジアルキルエステル、イタコン酸ジアルキルエステル等)〔但し、これらのジエステルは共重合体のケン化時に加水分解によりカルボキシル基に変化することが必要である。〕、エチレン性不飽和カルボン酸無水物(無水マレイン酸、無水イタコン酸等)、あるいはエチレン性不飽和モノカルボン酸((メタ)アクリル酸、クロトン酸等)等の単量体、及びそれらの塩があげられる。なかでも、マレイン酸、マレイン酸モノアルキルエステル、マレイン酸ジアルキルエステル、マレイン酸塩、無水マレイン酸、イタコン酸、イタコン酸モノアルキルエステル、イタコン酸ジアルキルエステル、(メタ)アクリル酸等を用いることが好ましく、特に好ましくは、マレイン酸、マレイン酸モノアルキルエステル、マレイン酸ジアルキルエステル、マレイン酸塩、無水マレイン酸、更に好ましくはマレイン酸モノアルキルエステルである。これらは単独でもしくは2種以上併せて用いることができる。
上記(II)の方法においては、特に連鎖移動効果の大きいチオールに由来する化合物が有効であり、例えば、以下の一般式(1)~(3)で表される化合物があげられる。


また、上記一般式(1)~(3)で表される化合物の塩もあげられる。具体的には、例えば、メルカプト酢酸塩、2-メルカプトプロピオン酸塩、3-メルカプトプロピオン酸塩、2-メルカプトステアリン酸塩等があげられる。これらの化合物は、単独でもしくは2種以上併せて用いることができる。
上記カルボキシル基変性PVA系樹脂の製造方法としては、上記方法に限らず、例えば、PVA系樹脂(部分ケン化物または完全ケン化物)にジカルボン酸、アルデヒドカルボン酸、ヒドロキシカルボン酸等の水酸基と反応性のある官能基をもつカルボキシル基含有化合物を後反応させる後変性方法等も実施可能である。
また、スルホン酸基で変性されたスルホン酸変性PVA系樹脂を用いる場合は、例えば、ビニルスルホン酸、スチレンスルホン酸、アリルスルホン酸、メタアリルスルホン酸、2-アクリルアミド-2-メチルプロパンスルホン酸等の共重合成分を、ビニルエステル系化合物と共重合した後、ケン化する方法、ビニルスルホン酸もしくはその塩、2-アクリルアミド-2-メチルプロパンスルホン酸もしくはその塩等をPVA系樹脂にマイケル付加させる方法等により製造することができる。
一方、上記未変性PVAを後変性する方法としては、未変性PVAをアセト酢酸エステル化、アセタール化、ウレタン化、エーテル化、グラフト化、リン酸エステル化、オキシアルキレン化する方法等があげられる。
なお、上記カルボキシル基を有する不飽和単量体、ビニルエステル系化合物以外に、その他の一般の単量体を、水溶性を損なわない範囲で含有させて重合を行なってもよく、これらの単量体としては、例えば、エチレン性不飽和カルボン酸のアルキルエステル、飽和カルボン酸のアリルエステル、α-オレフィン、アルキルビニルエーテル、アルキルアリルエーテル、その他に(メタ)アクリルアミド、(メタ)アクリロニトリル、スチレン、塩化ビニル等を用いることができる。これらは単独でもしくは2種以上併せて用いることができる。
このようにしてPVA系樹脂(A)が得られるが、製膜材料としての樹脂組成物には、上記PVA系樹脂(A)に加え、好ましくは可塑剤(B)を含有し、必要に応じて更に、フィラー(C)、界面活性剤(D)、及びその他の成分を含有してもよい。
〈可塑剤(B)〉
本発明において、製膜材料としての樹脂組成物として、PVA系樹脂(A)に加え、可塑剤(B)を含有させることが液体薬剤包装体とする場合に水溶性フィルムに柔軟性を持たせる点で好ましい。可塑剤(B)は1種のみを用いても、2種以上を併用してもよいが2種を併用することが包装体とした場合の水溶性フィルム自身の強靭さの点で好ましい。
本発明において、製膜材料としての樹脂組成物として、PVA系樹脂(A)に加え、可塑剤(B)を含有させることが液体薬剤包装体とする場合に水溶性フィルムに柔軟性を持たせる点で好ましい。可塑剤(B)は1種のみを用いても、2種以上を併用してもよいが2種を併用することが包装体とした場合の水溶性フィルム自身の強靭さの点で好ましい。
かかる可塑剤(B)を2種以上併用する場合は、融点が80℃以上である多価アルコール(b1)(以下、「可塑剤(b1)」と略記することがある。)及び、融点が50℃以下である多価アルコール(b2)(以下、「可塑剤(b2)」と略記することがある。)の2種の可塑剤を用いることが水溶性フィルム製造時や包装体製造時の強靭さ及び液体薬剤用の包装体とした際の経時的な形状安定性の点で好ましい。
上記の融点が80℃以上である多価アルコール(b1)、すなわち可塑剤(b1)としては、糖アルコール、単糖類、多糖類の多くが適用可能であるが、なかでも、例えば、サリチルアルコール(83℃)、カテコール(105℃)、レゾルシノール(110℃)、ヒドロキノン(172℃)、ビスフェノールA(158℃)、ビスフェノールF(162℃)、ネオペンチルグリコール(127℃)等の2価アルコール、フロログルシノール(218℃)等の3価アルコール、エリスリトール(121℃)、トレイトール(88℃)、ペンタエリスリトール(260℃)等の4価アルコール、キシリトール(92℃)、アラビトール(103℃)、フシトール(153℃)、グルコース(146℃)、フルクトース(104℃)等の5価アルコール、マンニトール(166℃)、ソルビトール(95℃)、イノシトール(225℃)等の6価アルコール、ラクチトール(146℃)、スクロース(186℃)、トレハロース(97℃)等の8価アルコール、マルチトール(145℃)等の9価以上のアルコールがあげられる。これらは単独でもしくは2種以上併せて用いることができる。なお、上記( )内は、各化合物の融点を示す。
上記の可塑剤(b1)の中でも、水溶性フィルムの引張強度の点で融点が85℃以上、特には90℃以上のものが好ましい。なお、融点の上限は通常300℃、特には200℃が好ましい。
上記の可塑剤(b1)の中でも、水溶性フィルムの引張強度の点で融点が85℃以上、特には90℃以上のものが好ましい。なお、融点の上限は通常300℃、特には200℃が好ましい。
更に、本発明では、可塑剤(b1)の中でも、1分子中の水酸基の数が4個以上であることがPVA系樹脂(A)との相溶性の点で好ましく、特に好ましくは5~10個、更に好ましくは6~8個であり、具体的には、ソルビトール、スクロース、トレハロースが好適なものとしてあげられる。
また、本発明においては、可塑剤(b1)として、水溶性フィルムの強靭さの点で、分子量が150以上であることが好ましく、特に好ましくは160~500、更に好ましくは180~400であり、具体的には、ソルビトール、スクロースが好適なものとしてあげられる。
一方、融点が50℃以下である多価アルコール(b2)、すなわち可塑剤(b2)としては、脂肪族系アルコールの多くが適用可能であり、例えば、好ましくはエチレングリコール(-13℃)、ジエチレングリコール(-11℃)、トリエチレングリコール(-7℃)、プロピレングリコール(-59℃)、テトラエチレングリコール(-5.6℃)、1,3-プロパンジオール(-27℃)、1,4-ブタンジオール(20℃)、1,6-ヘキサンジオール(40℃)、トリプロピレングリコール、分子量2000以下のポリエチレングリコール等の2価アルコール、グリセリン(18℃)、ジグリセリン、トリエタノールアミン(21℃)等の3価以上のアルコールがあげられる。そして、水溶性フィルムの柔軟性の点で融点が30℃以下であることが好ましく、特には20℃以下が好ましい。なお、融点の下限は通常-80℃であり、好ましくは-10℃、特に好ましくは0℃である。これらは単独でもしくは2種以上併せて用いることができる。なお、上記( )内は、各化合物の融点を示す。
更に、本発明では、可塑剤(b2)の中でも、1分子中の水酸基の数が4個以下であることが好ましく、特には3個以下であることが室温(25℃)近傍での柔軟性を制御しやすい点で好ましく、具体的には、グリセリンが好適である。
また、本発明においては、可塑剤(b2)として、柔軟性を制御しやすい点で、分子量が100以下であることが好ましく、特に好ましくは50~100、更に好ましくは60~95であり、具体的には、グリセリンが好適である。
本発明においては、上記の可塑剤(b1)や(b2)以外の可塑剤(b3)を、本発明の効果を阻害しない範囲で併用することもできる。かかる可塑剤(b3)としては、例えば、トリメチロールプロパン(58℃)、ジエチレングリコールモノメチルエーテル、シクロヘキサノール、カルビトール、ポリプロピレングリコール等のアルコール類、ジブチルエーテル等のエーテル類、ステアリン酸、オレイン酸、リノール酸、リノレン酸、ソルビン酸、クエン酸、アジピン酸等のカルボン酸類、シクロヘキサノン等のケトン類、モノエタノールアミン、トリエタノールアミン、エチレンジアミン、イミダゾール化合物等のアミン類、アラニン、グリシン、アスパラギン酸、グルタミン酸、ヒスチジン、リシン、システイン等のアミノ酸類等があげられる。これらは単独でもしくは2種以上併せて用いることができる。
本発明では、可塑剤(B)の含有量は、PVA系樹脂(A)100重量部に対して、20重量部以上であることが好ましく、特に好ましくは25~70重量部、更に好ましくは30~60重量部、殊に好ましくは35~50重量部である。かかる可塑剤(B)の含有量が少なすぎると液体薬剤等の液体を包装して包装体とした場合に経時で水溶性フィルムの強靭さが損なわれる傾向がある。なお、多すぎると機械的強度が低下する傾向にある。
また、上記の可塑剤(b1)と可塑剤(b2)について、可塑剤(b2)に対する可塑剤(b1)の含有重量割合(b1/b2)が0.1~5であることが好ましく、特に好ましくは0.35~4.5、更に好ましくは0.4~4、殊に好ましくは0.5~3.5、最も好ましくは0.7~3である。含有重量割合が小さすぎると水溶性フィルムが柔らかくなりすぎる傾向があり、低温でのシール強度が低下する傾向があり、ブロッキングが生じやすくなる傾向があり、大きすぎると水溶性フィルムが硬くなりすぎる傾向があり、低湿環境下でもろくなる傾向がある。
また、上記の可塑剤(b1)と可塑剤(b2)の含有量としては、PVA系樹脂(A)100重量部に対して、可塑剤(b1)が5~40重量部であることが好ましく、特に好ましくは8~30重量部、更に好ましくは10~25重量部であり、可塑剤(b2)が5~40重量部であることが好ましく、特に好ましくは10~35重量部、更に好ましくは15~30重量部であることが好ましい。
かかる可塑剤(b1)が少なすぎると水溶性フィルムが柔らかくなりすぎて、ブロッキングが生じやすくなる傾向があり、多すぎると水溶性フィルムが硬くなりすぎて、低湿環境下でもろくなる傾向がある。また、可塑剤(b2)が少なすぎると水溶性フィルムが硬くなりすぎる傾向があり、低湿環境下でもろくなる傾向があり、多すぎると水溶性フィルムが柔らかくなりすぎて、ブロッキングが生じやすくなる傾向がある。
かかる可塑剤(b1)が少なすぎると水溶性フィルムが柔らかくなりすぎて、ブロッキングが生じやすくなる傾向があり、多すぎると水溶性フィルムが硬くなりすぎて、低湿環境下でもろくなる傾向がある。また、可塑剤(b2)が少なすぎると水溶性フィルムが硬くなりすぎる傾向があり、低湿環境下でもろくなる傾向があり、多すぎると水溶性フィルムが柔らかくなりすぎて、ブロッキングが生じやすくなる傾向がある。
更に、可塑剤(B)全体に対して、可塑剤(b1)及び可塑剤(b2)の合計量が70重量%以上であることが好ましく、より好ましくは80重量%以上、特に好ましくは87重量%以上、更に好ましくは90重量%以上、殊に好ましくは95重量%以上であり、最も好ましくは可塑剤(B)全体が上記可塑剤(b1)及び可塑剤(b2)のみからなる場合である。かかる可塑剤(b1)と(b2)の合計量が少なすぎると機械的強度が低下する傾向がある。
〈フィラー(C)〉
本発明において、製膜材料としての樹脂組成物として、フィラー(C)を含有させることが耐ブロッキング性の点から好ましい。かかるフィラー(C)は、具体例としては、無機フィラーや有機フィラーがあげられ、なかでも、有機フィラーが好ましい。また、平均粒子径としては、0.1~50μmであることが好ましく、特に好ましくは0.5~40μmである。なお、上記平均粒子径は、例えば、レーザ回折式粒度分布測定装置等で測定することができる。
本発明において、製膜材料としての樹脂組成物として、フィラー(C)を含有させることが耐ブロッキング性の点から好ましい。かかるフィラー(C)は、具体例としては、無機フィラーや有機フィラーがあげられ、なかでも、有機フィラーが好ましい。また、平均粒子径としては、0.1~50μmであることが好ましく、特に好ましくは0.5~40μmである。なお、上記平均粒子径は、例えば、レーザ回折式粒度分布測定装置等で測定することができる。
かかる無機フィラーとしては、その平均粒子径が1~10μmであることが好ましく、かかる平均粒子径が小さすぎると水溶性フィルムの水中への分散性の効果が少ない傾向があり、大きすぎると水溶性フィルムが成形加工で引き伸ばされた際にピンホールとなったり、外観が低下する傾向がある。
無機フィラーの具体例としては、例えば、タルク、クレー、二酸化ケイ素(シリカ)、ケイ藻土、カオリン、雲母、アスベスト、石膏、グラファイト、ガラスバルーン、ガラスビーズ、硫酸カルシウム、硫酸バリウム、硫酸アンモニウム、亜硫酸カルシウム、炭酸カルシウム、ウィスカー状炭酸カルシウム、炭酸マグネシウム、ドーソナイト、ドロマイト、チタン酸カリウム、カーボンブラック、ガラス繊維、アルミナ繊維、ボロン繊維、加工鉱物繊維、炭素繊維、炭素中空球、ベントナイト、モンモリロナイト、銅粉、硫酸ナトリウム、硫酸カリウム、硫酸亜鉛、硫酸銅、硫酸鉄、硫酸マグネシウム、硫酸アルミニウム、硫酸アルミニウムカリウム、硝酸アンモニウム、硝酸ナトリウム、硝酸カリウム、硝酸アルミニウム、塩化アンモニウム、塩化ナトリウム、塩化カリウム、塩化マグネシウム、塩化カルシウム、リン酸ナトリウム、クロム酸カリウム等があげられ、なかでも、シリカが好ましい。これらは単独でもしくは2種以上併せて用いることができる。
無機フィラーを用いる場合には、水シール用の無機粒子分散水(α)に用いる無機粒子と同様であっても異なっていてもよいが、好ましくは、同じであるほうがよく、好適にはシリカが用いられる。
有機フィラーとしては、その平均粒子径が0.5~50μmであることが好ましく、特に好ましくは1~40μm、更に好ましくは2~30μm、殊に好ましくは3~25μmである。かかる平均粒子径が小さすぎるとコストが高くなる傾向があり、大きすぎると水溶性フィルムが成形加工で引き伸ばされた際にピンホールとなる傾向がある。
かかる有機フィラーとしては、例えば、澱粉、メラミン系樹脂、ポリメチル(メタ)アクリレート系樹脂、ポリスチレン系樹脂の他、ポリ乳酸等の生分解性樹脂等があげられる。有機フィラーとして、特にはポリメチル(メタ)アクリレート系樹脂、ポリスチレン系樹脂、澱粉等の生分解性樹脂が好適に用いられる。これらは単独でもしくは2種以上併せて用いることができる。
上記の澱粉としては、例えば、生澱粉(トウモロコシ澱粉、馬鈴薯澱粉、甘藷澱粉、コムギ澱粉、キッサバ澱粉、サゴ澱粉、タピオカ澱粉、モロコシ澱粉、コメ澱粉、マメ澱粉、クズ澱粉、ワラビ澱粉、ハス澱粉、ヒシ澱粉等)、物理的変性澱粉(α-澱粉、分別アミロース、湿熱処理澱粉等)、酵素変性澱粉(加水分解デキストリン、酵素分解デキストリン、アミロース等)、化学分解変性澱粉(酸処理澱粉、次亜塩素酸酸化澱粉、ジアルデヒド澱粉等)、化学変性澱粉誘導体(エステル化澱粉、エーテル化澱粉、カチオン化澱粉、架橋澱粉等)等があげられる。なかでも、入手の容易さや経済性の点から、生澱粉、とりわけトウモロコシ澱粉、コメ澱粉を用いることが好ましい。これらは単独でもしくは2種以上併せて用いることができる。
上記フィラー(C)の含有量については、PVA系樹脂(A)100重量部に対して1~30重量部であることが好ましく、特に好ましくは2~25重量部、更に好ましくは2.5~20重量部である。かかる含有量が少なすぎると耐ブロッキング性が低下する傾向があり、多すぎると水溶性フィルムが成形加工で引き伸ばされた際にピンホールとなる傾向がある。
〈界面活性剤(D)〉
製膜材料としての樹脂組成物には、水溶性フィルム製造時のキャスト面からの剥離性改善の目的で、界面活性剤(D)を含有させることが好ましい。
界面活性剤(D)としては、通常、ノニオン界面活性剤、カチオン界面活性剤、アニオン界面活性剤があげられる。ノニオン界面活性剤としては、例えば、ポリオキシエチレンノニルフェニルエーテル、ポリオキシエチレンオクチルノニルエーテル、ポリオキシエチレンドデシルフェニルエーテル、ポリオキシエチレンアルキルアリルエーテル、ポリオキシエチレンソルビタンモノラウレート、ポリオキシエチレンソルビタンモノパルミテート、ポリオキシエチレンソルビタンモノステアレート、ポリオキシエチレンソルビタンモノオレエート、ポリオキシアルキレンアルキルエーテルリン酸エステルモノエタノールアミン塩、ポリオキシエチレンラウリルアミノエーテル、ポリオキシエチレンステアリルアミノエーテル等のポリオキシエチレンアルキルアミノエーテル等があげられる。なかでも、製造安定性の点でポリオキシアルキレンアルキルエーテルリン酸エステルモノエタノールアミン塩、ポリオキシエチレンラウリルアミノエーテルが好適である。これらは単独でもしくは2種以上併せて用いることができる。
製膜材料としての樹脂組成物には、水溶性フィルム製造時のキャスト面からの剥離性改善の目的で、界面活性剤(D)を含有させることが好ましい。
界面活性剤(D)としては、通常、ノニオン界面活性剤、カチオン界面活性剤、アニオン界面活性剤があげられる。ノニオン界面活性剤としては、例えば、ポリオキシエチレンノニルフェニルエーテル、ポリオキシエチレンオクチルノニルエーテル、ポリオキシエチレンドデシルフェニルエーテル、ポリオキシエチレンアルキルアリルエーテル、ポリオキシエチレンソルビタンモノラウレート、ポリオキシエチレンソルビタンモノパルミテート、ポリオキシエチレンソルビタンモノステアレート、ポリオキシエチレンソルビタンモノオレエート、ポリオキシアルキレンアルキルエーテルリン酸エステルモノエタノールアミン塩、ポリオキシエチレンラウリルアミノエーテル、ポリオキシエチレンステアリルアミノエーテル等のポリオキシエチレンアルキルアミノエーテル等があげられる。なかでも、製造安定性の点でポリオキシアルキレンアルキルエーテルリン酸エステルモノエタノールアミン塩、ポリオキシエチレンラウリルアミノエーテルが好適である。これらは単独でもしくは2種以上併せて用いることができる。
かかる界面活性剤(D)の含有量については、PVA系樹脂(A)100重量部に対して0.01~3重量部であることが好ましく、特に好ましくは0.1~2.5重量部、更に好ましくは0.5~2重量部である。かかる含有量が少なすぎると製膜装置のキャスト面と製膜した水溶性フィルムとの剥離性が低下して生産性が低下する傾向があり、多すぎると水溶性フィルムを包装体とする場合に実施するシール時の接着強度が低下する等の不都合を生じる傾向がある。
なお、本発明においては、発明の目的を阻害しない範囲で、更に他の水溶性高分子(例えば、ポリアクリル酸ナトリウム、ポリエチレンオキサイド、ポリビニルピロリドン、デキストリン、キトサン、キチン、メチルセルロース、ヒドロキシエチルセルロース等)や、香料、防錆剤、着色剤、増量剤、消泡剤、紫外線吸収剤、流動パラフィン類、蛍光増白剤、苦味成分(例えば、安息香酸デナトニウム等)等を含有させることも可能である。これらは単独でもしくは2種以上併せて用いることができる。
また、本発明においては、黄変抑制の点で酸化防止剤を配合することが好ましい。かかる酸化防止剤としては、例えば、亜硫酸ナトリウム、亜硫酸カリウム、亜硫酸カルシウム、亜硫酸アンモニウム等の亜硫酸塩、酒石酸、アスコルビン酸、チオ硫酸ナトリウム、カテコール、ロンガリット等があげられ、なかでも、亜硫酸塩、特には亜硫酸ナトリウムが好ましい。これらは単独でもしくは2種以上併せて用いることができる。かかる配合量はPVA系樹脂(A)100重量部に対して0.1~10重量部であること好ましく、特に好ましくは0.2~5重量部、更に好ましくは0.3~3重量部である。
本発明に用いる水溶性フィルムは、例えば、つぎのようにして得ることができる。すなわち、上記PVA系樹脂(A)及び可塑剤(B)、必要に応じて更に、フィラー(C)及び界面活性剤(D)等を含有してなる樹脂組成物を、水を用いて溶解または分散して製膜原料とする。そして、この製膜原料を製膜することにより、目的とする水溶性フィルムを得る。かかる製膜の方法としては、例えば、溶融押出法や流延法等の方法を採用することができ、膜厚の精度の点で流延法が好ましい。
上記流延法による製膜は、例えば、以下のようにして行われる。まず、PVA系樹脂(A)(粉末)に水を加えてPVA系樹脂水溶液とし、更に可塑剤(B)及び必要に応じてフィラー(C)、界面活性剤(D)等の配合物を加え、樹脂組成物の水分散液または水溶液を得る。あるいは、PVA系樹脂(A)、更に可塑剤(B)及び各種配合物を含有した樹脂組成物に水を加えて樹脂組成物の水分散液または水溶液を得る。
かかる樹脂組成物の水分散液または水溶液の固形分濃度は、10~50重量%であることが好ましく、特に好ましくは15~40重量%、更に好ましくは20~35重量%である。かかる濃度が低すぎると水溶性フィルムの生産性が低下する傾向があり、高すぎると粘度が高くなりすぎ、ドープの脱泡に時間を要したり、水溶性フィルム製膜時にダイラインが発生したりする傾向がある。更に、エンドレスベルトやドラムロールの金属表面の温度が低すぎると乾燥に時間がかかる傾向があり、高すぎると製膜時に発泡する傾向がある。
上記樹脂組成物の溶解方法としては、通常、常温溶解、高温溶解、加圧溶解等が採用され、なかでも、未溶解物が少なく、生産性に優れる点から高温溶解、加圧溶解が好ましい。溶解温度は、高温溶解の場合、通常80~100℃、好ましくは90~100℃であり、加圧溶解の場合、通常80~130℃、好ましくは90~120℃である。溶解時間としては、通常1~20時間、好ましくは2~15時間、特に好ましくは3~10時間である。溶解時間が短すぎると未溶解物が残る傾向にあり、長すぎると生産性が低下する傾向にある。
また、溶解工程において、撹拌翼としては、例えば、パドル、フルゾーン、マックスブレンド、ツイスター、アンカー、リボン、プロペラ等があげられる。
更に、溶解した後、得られたPVA系樹脂水溶液に対して脱泡処理が行われるが、かかる脱泡方法としては、例えば、静置脱泡、真空脱泡、二軸押出脱泡等があげられる。なかでも、静置脱泡、二軸押出脱泡が好ましい。
静置脱泡の温度としては、通常50~100℃、好ましくは70~95℃であり、脱泡時間は、通常2~30時間、好ましくは5~20時間である。
更に、溶解した後、得られたPVA系樹脂水溶液に対して脱泡処理が行われるが、かかる脱泡方法としては、例えば、静置脱泡、真空脱泡、二軸押出脱泡等があげられる。なかでも、静置脱泡、二軸押出脱泡が好ましい。
静置脱泡の温度としては、通常50~100℃、好ましくは70~95℃であり、脱泡時間は、通常2~30時間、好ましくは5~20時間である。
上記水分散液または水溶液からなる製膜原料を、T-ダイ等のスリットを通過させ、エンドレスベルトやドラムロールの金属表面やポリエチレンテレフタレートフィルム等のプラスチック基材表面等のキャスト面に流延、乾燥し、必要に応じて更に熱処理して水溶性フィルムを得ることができる。
例えば、下記の製膜条件にて行うことができる。
例えば、下記の製膜条件にて行うことができる。
樹脂組成物の水分散液または水溶液における吐出部の温度は、60~98℃であることが好ましく、特に好ましくは70~95℃である。かかる温度が低すぎると乾燥時間が長くなり生産性が低下する傾向があり、高すぎると発泡等が生じる傾向がある。
製膜に際して、製膜速度は3~80m/分であることが好ましく、特に好ましくは5~60m/分、更に好ましくは8~50m/分である。
また、熱処理においては、熱ロールにて行うこともできるが、その他、フローティングや遠赤外線処理等もあげられる。とりわけ、熱ロールにて行うことが生産性の点で好ましい。熱処理温度としては、50~150℃であることが好ましく、特に好ましくは70~130℃であり、熱処理時間としては、1~60秒間であることが好ましく、特に好ましくは3~50秒間、更に好ましくは5~40秒間である。
また、熱処理においては、熱ロールにて行うこともできるが、その他、フローティングや遠赤外線処理等もあげられる。とりわけ、熱ロールにて行うことが生産性の点で好ましい。熱処理温度としては、50~150℃であることが好ましく、特に好ましくは70~130℃であり、熱処理時間としては、1~60秒間であることが好ましく、特に好ましくは3~50秒間、更に好ましくは5~40秒間である。
また、アプリケーターを用いて、樹脂組成物の水分散液または水溶液をポリエチレンテレフタレートフィルムやポリエチレンフィルム等のプラスチック基材あるいは金属基材上にキャストして、乾燥させて水溶性フィルムを得ることもできる。
本発明において、上記製膜は、例えば、10~35℃、特には15~30℃の環境下にて行うことが好ましい。なお、湿度については、通常70%RH以下である。
かくして得られた水溶性フィルムの厚みとしては、用途等により適宜選択されるものであるが、好ましくは10~120μm、更には30~110μm、特には45~100μmであることが好ましい。かかる厚みが薄すぎると水溶性フィルムの機械的強度が低下する傾向があり、厚すぎると水への溶解速度が遅くなる傾向があり、製膜効率も低下する傾向がある。
水溶性フィルムの幅としては、用途等により適宜選択されるものであるが、好ましくは300~5000mm、更には500~4000mm、特には800~3000mmであることが好ましい。かかる幅が狭すぎると生産効率が低下する傾向があり、広すぎると弛みや膜厚の制御が困難になる傾向がある。
水溶性フィルムの長さとしては、用途等により適宜選択されるものであるが、好ましくは500~20000m、更には800~15000m、特には1000~10000mであることが好ましい。かかる長さが短すぎるとフィルムの切り替えに手間を要する傾向があり、長すぎると巻き締まりによる外観不良や重量が重くなりすぎる傾向がある。
また、該水溶性フィルムの表面はプレーンであってもよいが、耐ブロッキング性、加工時の滑り性、製品同士の密着性軽減、及び外観の点から、水溶性フィルムの片面或いは両面にエンボス模様や微細凹凸模様、特殊彫刻柄等の凹凸加工を施しておくことも好ましい。
かかる凹凸加工に際しては、加工温度は、通常60~150℃であり、好ましくは80~140℃である。加工圧力は、通常2~8MPa、好ましくは3~7MPaである。加工時間は、上記加工圧力、製膜速度にもよるが、通常0.01~5秒間であり、好ましくは0.1~3秒間である。
また、必要に応じて、凹凸加工処理の後に、熱による水溶性フィルムの意図しない延伸を防止するために、冷却処理を施してもよい。
かかる凹凸加工に際しては、加工温度は、通常60~150℃であり、好ましくは80~140℃である。加工圧力は、通常2~8MPa、好ましくは3~7MPaである。加工時間は、上記加工圧力、製膜速度にもよるが、通常0.01~5秒間であり、好ましくは0.1~3秒間である。
また、必要に応じて、凹凸加工処理の後に、熱による水溶性フィルムの意図しない延伸を防止するために、冷却処理を施してもよい。
また、本発明においては、得られた水溶性フィルムの含水率は、機械的強度やシール性の点で3~15重量%であることが好ましく、特に好ましくは5~14重量%、更に好ましくは6~13重量%である。かかる含水率が低すぎると水溶性フィルムが硬くなりすぎる傾向があり、高すぎるとブロッキングが生じやすくなる傾向がある。かかる含水率に調整するに際しては、乾燥条件や調湿条件を適宜設定することにより達成することができる。
なお、上記含水率は、JIS K 6726 3.4に準拠して測定され、得られた揮発分の値を含水率とする。
なお、上記含水率は、JIS K 6726 3.4に準拠して測定され、得られた揮発分の値を含水率とする。
得られた水溶性フィルムは、各種の包装用途等に有用であり、なかでも、液体薬剤等のユニット包装用途に有用である。
<液体薬剤包装体>
本発明の液体薬剤包装体は、水溶性フィルムからなる包装体内に液体薬剤が内包されてなるものである。そして、運搬や保存の際には液体薬剤を内包した形状を保持し、使用時(洗濯時等)には、水溶性フィルムからなる包装体が水と接触して溶解し、内包されている液体薬剤が水中に流出し拡散して対象物に薬剤が接触して薬効を発揮するようになっている。
本発明の液体薬剤包装体は、水溶性フィルムからなる包装体内に液体薬剤が内包されてなるものである。そして、運搬や保存の際には液体薬剤を内包した形状を保持し、使用時(洗濯時等)には、水溶性フィルムからなる包装体が水と接触して溶解し、内包されている液体薬剤が水中に流出し拡散して対象物に薬剤が接触して薬効を発揮するようになっている。
上記液体薬剤包装体の大きさは、通常長さ10~50mm、好ましくは20~40mmである。また、水溶性フィルムからなる包装体のフィルムの厚みは、通常10~120μm、好ましくは30~110μm、特に好ましくは45~100μmである。内包される液体薬剤の量は、通常5~50mL、好ましくは10~40mLである。
<内包される液体薬剤>
水溶性フィルムからなる包装体内に内包される液体薬剤としては、特に制限はなく、アルカリ性、中性、酸性のいずれであってもよいが、水溶性フィルムの水溶性の点から、水に溶解または分散させた時のpH値が6~12であることが好ましく、特には7~11が好ましい。
水溶性フィルムからなる包装体内に内包される液体薬剤としては、特に制限はなく、アルカリ性、中性、酸性のいずれであってもよいが、水溶性フィルムの水溶性の点から、水に溶解または分散させた時のpH値が6~12であることが好ましく、特には7~11が好ましい。
また、液体薬剤の水分量としては、水溶性フィルムの水溶性の点から、15重量%以下であることが好ましく、特に好ましくは0.1~10重量%、更に好ましくは0.1~7重量%である。
なお、上記pH値は、JIS K 3362 8.3に準拠して測定される。また、水分量は、JIS K 3362 7.21.3に準じて測定される。
液体薬剤は、流動性で、容器に合わせて形を変える液状の薬剤であれば、その粘度は特に限定されないが、好ましくは10~200mPa・sである。なお、かかる液体薬剤の粘度は、常温下におけるB型回転粘度計にて測定される。
上記液体薬剤としては、衣料等の洗濯や食器等の洗浄等、各種の洗浄や殺菌、表面仕上げ等に用いられる液状の薬剤があげられる。具体的には、例えば、液体洗剤、柔軟仕上げ剤、芳香仕上げ剤、漂白・殺菌剤等があげられ、なかでも、液体洗剤に用いることが好ましい。
<液体薬剤包装体の製造方法>
本発明の液体薬剤包装体の製造方法としては、公知の製造方法を用いることができ、例えば、水溶性フィルムを容器状にする工程と、その容器状の水溶性フィルムに液体薬剤を充填する工程と、水溶性フィルムを貼り合わせて圧着するシール工程とを備える方法で製造することができる。
本発明の液体薬剤包装体の製造方法としては、公知の製造方法を用いることができ、例えば、水溶性フィルムを容器状にする工程と、その容器状の水溶性フィルムに液体薬剤を充填する工程と、水溶性フィルムを貼り合わせて圧着するシール工程とを備える方法で製造することができる。
具体的には、水溶性フィルムを、多数の凹部が並ぶ型上に載置し、型を高温(例えば50~60℃)に加熱して水溶性フィルムを軟化させる。そして、真空成形により水溶性フィルムを各凹部に沿わせて凹凸状に成形した後、上記水溶性フィルムの各凹部内に、所定量ずつ計量された液体薬剤を充填し、その上に、もう一枚の水溶性フィルムを重ねる。そして、各凹部の開口をシールすることにより、液体薬剤が所定量ずつ密封された中間成形品を得る。そして、この中間成形品を脱型し、個別に裁断することにより、ユニット包装タイプの液体薬剤包装体を得ることができる。
本発明においては、上記水溶性フィルムを貼り合わせて圧着するシール工程において、水溶性フィルム同士を無機粒子分散水(α)を介して圧着(水シール)するシール工程を備える方法で製造することが好ましい。
本発明の液体薬剤包装体は、特に上記シール工程を備えることによって、水シール部分の密着性が高くシール性に優れるものであり、液漏れ等もない良好な液体薬剤包装体を得ることができる。
水溶性フィルムを貼り合わせて圧着するシール工程として具体的には、少なくとも一方の水溶性フィルムの貼り合わせ面に、平均粒子径2μm以上の無機粒子を0.1~50重量%含有する無機粒子分散水(α)を塗布した後に、貼り合わせることが好ましい。
上記無機粒子分散水(α)としては、上記無機粒子を0.1~50重量%含有することが好ましく、更には0.5~30重量%、特には1~20重量%、殊には3~15重量%含有することがシール性の点から好ましい。かかる含有量が少なすぎると水シール強度が低下する傾向があり、多すぎるとシール端面に無機粒子が多すぎてクラックが生じる傾向がある。
上記シール工程においては、少なくとも一方の水溶性フィルムの貼り合わせ面に、無機粒子分散水(α)を塗布し、0.01~10MPaの圧力をかけ、貼り合わせることが好ましい。
また、上記無機粒子分散水(α)の塗布においては、上記無機粒子分散水(α)を、水溶性フィルムの貼り合わせ面に、0.5~50g/cm2塗工することがシール性の点から好ましく、更に好ましくは1~40g/cm2、特には1.5~20g/cm2塗工することが好ましい。かかる塗工量が少なすぎると水シール強度が低下する傾向があり、多すぎると塗布面が水によって破れる傾向がある。
液体薬剤包装体の製造には包装体製造装置を用いることが好ましく、具体的には、まず、装置の下部にある金型の上に、水溶性フィルム(ボトムフィルム)を固定し、装置の上部にも水溶性フィルム(トップフィルム)を固定する。その後、ボトムフィルムを、例えば、1~20秒間、50~120℃の熱風を発生させるドライヤーで加熱し、ボトムフィルムを金型に真空成形する。その成形されたボトムフィルムに液体薬剤を充填する。そして、トップフィルムに無機粒子分散水(α)を塗布し、トップフィルムとボトムフィルムとを圧着することにより、本発明の液体薬剤包装体が得られる。
このようにして、水溶性フィルムからなる包装体内に液体薬剤が内包された、本発明の液体薬剤包装体が得られる。
以下、実施例をあげて本発明を更に具体的に説明するが、本発明はその要旨を超えない限り以下の実施例に限定されるものではない。
なお、例中「部」、「%」とあるのは、重量基準を意味する。
なお、例中「部」、「%」とあるのは、重量基準を意味する。
実施例に先立って、下記のカルボキシル基変性PVA並びに20℃における4%水溶液粘度の異なる未変性PVA2種類を用意し、これらを用いて、水溶性フィルムの作製を行い、実施例及び比較例のために準備した。
・カルボキシル基変性PVA(A1-1): 20℃における4%水溶液粘度22mPa・s、平均ケン化度94モル%、マレイン酸モノメチルエステルによる変性量2.0モル%
・未変性PVA(A2-1): 20℃における4%水溶液粘度40mPa・s、平均ケン化度88モル%
・未変性PVA(A3-1): 20℃における4%水溶液粘度5mPa・s、平均ケン化度88モル%
・未変性PVA(A2-1): 20℃における4%水溶液粘度40mPa・s、平均ケン化度88モル%
・未変性PVA(A3-1): 20℃における4%水溶液粘度5mPa・s、平均ケン化度88モル%
〔水溶性フィルムの作製〕
PVA系樹脂(A)として、カルボキシル基変性PVA(A1-1)を90部、未変性PVA(A2-1)を8部、未変性PVA(A3-1)を2部、可塑剤(B)として、ソルビトール(b1)を20部、グリセリン(b2)を20部、フィラー(C)として、澱粉(平均粒子径20μm)を8部、界面活性剤(D)として、ポリオキシアルキレンアルキルエーテルリン酸エステルモノエタノールアミン塩を1.4部及び水を混合して、溶解処理をし、澱粉が分散したPVA水溶液(固形分濃度25%)を得た。
得られたPVA水溶液を80℃にて脱泡し、40℃まで冷やした。そのPVA水溶液をポリエチレンテレフタレートフィルム上に流延し、3mの乾燥室(105℃)の中を0.35m/分の速度で通過させ乾燥し、厚み89μmのPVA系水溶性フィルム(含水率5%)を得た。
PVA系樹脂(A)として、カルボキシル基変性PVA(A1-1)を90部、未変性PVA(A2-1)を8部、未変性PVA(A3-1)を2部、可塑剤(B)として、ソルビトール(b1)を20部、グリセリン(b2)を20部、フィラー(C)として、澱粉(平均粒子径20μm)を8部、界面活性剤(D)として、ポリオキシアルキレンアルキルエーテルリン酸エステルモノエタノールアミン塩を1.4部及び水を混合して、溶解処理をし、澱粉が分散したPVA水溶液(固形分濃度25%)を得た。
得られたPVA水溶液を80℃にて脱泡し、40℃まで冷やした。そのPVA水溶液をポリエチレンテレフタレートフィルム上に流延し、3mの乾燥室(105℃)の中を0.35m/分の速度で通過させ乾燥し、厚み89μmのPVA系水溶性フィルム(含水率5%)を得た。
<実施例1>
(測定試験片の調製)
上記で得られたPVA系水溶性フィルムを23℃、40%RHに24時間調湿を行った後、フィルムの幅方向における中央部から、一辺がMD方向(流れ方向)と平行となるように50mm×50mmの正方形状にPVA系水溶性フィルムを切り出し、PVA系水溶性フィルム(1)とした。また、フィルムの幅方向における中央部から、MD方向(流れ方向)と平行な一辺が70mm、TD方向(幅方向)と平行な一辺が15mmの長方形となるようにPVA系水溶性フィルムを切り出し、PVA系水溶性フィルム(2)とした。
(測定試験片の調製)
上記で得られたPVA系水溶性フィルムを23℃、40%RHに24時間調湿を行った後、フィルムの幅方向における中央部から、一辺がMD方向(流れ方向)と平行となるように50mm×50mmの正方形状にPVA系水溶性フィルムを切り出し、PVA系水溶性フィルム(1)とした。また、フィルムの幅方向における中央部から、MD方向(流れ方向)と平行な一辺が70mm、TD方向(幅方向)と平行な一辺が15mmの長方形となるようにPVA系水溶性フィルムを切り出し、PVA系水溶性フィルム(2)とした。
30cm角のガラス板上に、上記PVA系水溶性フィルム(1)のキャスト面を上側にして載せ、無機粒子としてシリカ粒子(富士サイリシア社製、平均粒子径8μm)を9%濃度で分散させたシリカ粒子分散水(以下「分散水」と略すことがある)を充分に含ませた綿棒(ジャストネオ社製抗菌綿棒)で、PVA系水溶性フィルム(1)に、分散水を直径1cmの円形に1g/cm2の塗工量で塗布した。その後、もう1枚の上記PVA系水溶性フィルム(2)のキャスト面側を、分散水を塗布してから5秒後のPVA系水溶性フィルム(1)の上に載せ、85gの重りをゆっくりのせてPVA系水溶性フィルム2枚を水シール(接着)した。
<実施例2>
実施例1において、使用するシリカ粒子分散水を5%濃度に変更した以外は同様に行い、水シールしたPVA系水溶性フィルムを作製した。
実施例1において、使用するシリカ粒子分散水を5%濃度に変更した以外は同様に行い、水シールしたPVA系水溶性フィルムを作製した。
<実施例3>
実施例1において使用するシリカ粒子分散水を1%濃度に変更した以外は同様に行い、水シールしたPVA系水溶性フィルムを作製した。
実施例1において使用するシリカ粒子分散水を1%濃度に変更した以外は同様に行い、水シールしたPVA系水溶性フィルムを作製した。
<比較例1>
実施例1において、使用するシリカ粒子分散水を蒸留水に変更した以外は同様に行い、水シールしたPVA系水溶性フィルムを作製した。
実施例1において、使用するシリカ粒子分散水を蒸留水に変更した以外は同様に行い、水シールしたPVA系水溶性フィルムを作製した。
上記水シールしたPVA系水溶性フィルムについて、それぞれ以下の通り測定を行った。その結果を後記の表1に示した。
〔シール断面部における無機粒子の個数測定方法〕
図1((a):平面図、(b):側面図)のように、水シールしたPVA系水溶性フィルム2を、両側から治具1で挟み固定した後、剃刀(フェザー安全剃刀社製、099001)を治具上部の水平方向にスライドすることによって、治具1からはみ出している水溶性フィルム2をカットして、水溶性フィルム2のシール断面部を形成した。
図1((a):平面図、(b):側面図)のように、水シールしたPVA系水溶性フィルム2を、両側から治具1で挟み固定した後、剃刀(フェザー安全剃刀社製、099001)を治具上部の水平方向にスライドすることによって、治具1からはみ出している水溶性フィルム2をカットして、水溶性フィルム2のシール断面部を形成した。
上記シール断面部における無機粒子の個数を、デジタルマイクロスコープ(HIROX社製、KH-8700)で測定した。
図1に示す治具1にて固定されたシール断面部をステージ上に載せ、デジタルマイクロスコープにより、シール断面部(凹凸面)の表面を観察し、シール界面の直線距離900μm幅の範囲で、水溶性フィルム2の貼り合わせ面の界面から垂直方向に±10μmの範囲に存在する粒子径2μm以上の無機粒子の個数を数え測定した。なお、無機粒子の個数の測定は15型モニタ上倍率:1000倍の視野で行った。結果を表1に示す。
図1に示す治具1にて固定されたシール断面部をステージ上に載せ、デジタルマイクロスコープにより、シール断面部(凹凸面)の表面を観察し、シール界面の直線距離900μm幅の範囲で、水溶性フィルム2の貼り合わせ面の界面から垂直方向に±10μmの範囲に存在する粒子径2μm以上の無機粒子の個数を数え測定した。なお、無機粒子の個数の測定は15型モニタ上倍率:1000倍の視野で行った。結果を表1に示す。
〔水シール部分の剥離強度測定〕
水シールしたPVA系水溶性フィルムを10秒間放置した後、下部のPVA系水溶性フィルム(1)を基板ガラスに固定し、上部のPVA系水溶性フィルム(2)の端面に、ばねばかりを取り付け、上方に2mm/秒の速さで引っ張ることで、剥離強度(g/15mm)を測定した。水シール部分の剥離強度が大きいほど、シール部分の密着性が高く、水シール性に優れる。なお、測定は、23℃、40%RH環境下で行った。結果を表1に示す。
水シールしたPVA系水溶性フィルムを10秒間放置した後、下部のPVA系水溶性フィルム(1)を基板ガラスに固定し、上部のPVA系水溶性フィルム(2)の端面に、ばねばかりを取り付け、上方に2mm/秒の速さで引っ張ることで、剥離強度(g/15mm)を測定した。水シール部分の剥離強度が大きいほど、シール部分の密着性が高く、水シール性に優れる。なお、測定は、23℃、40%RH環境下で行った。結果を表1に示す。
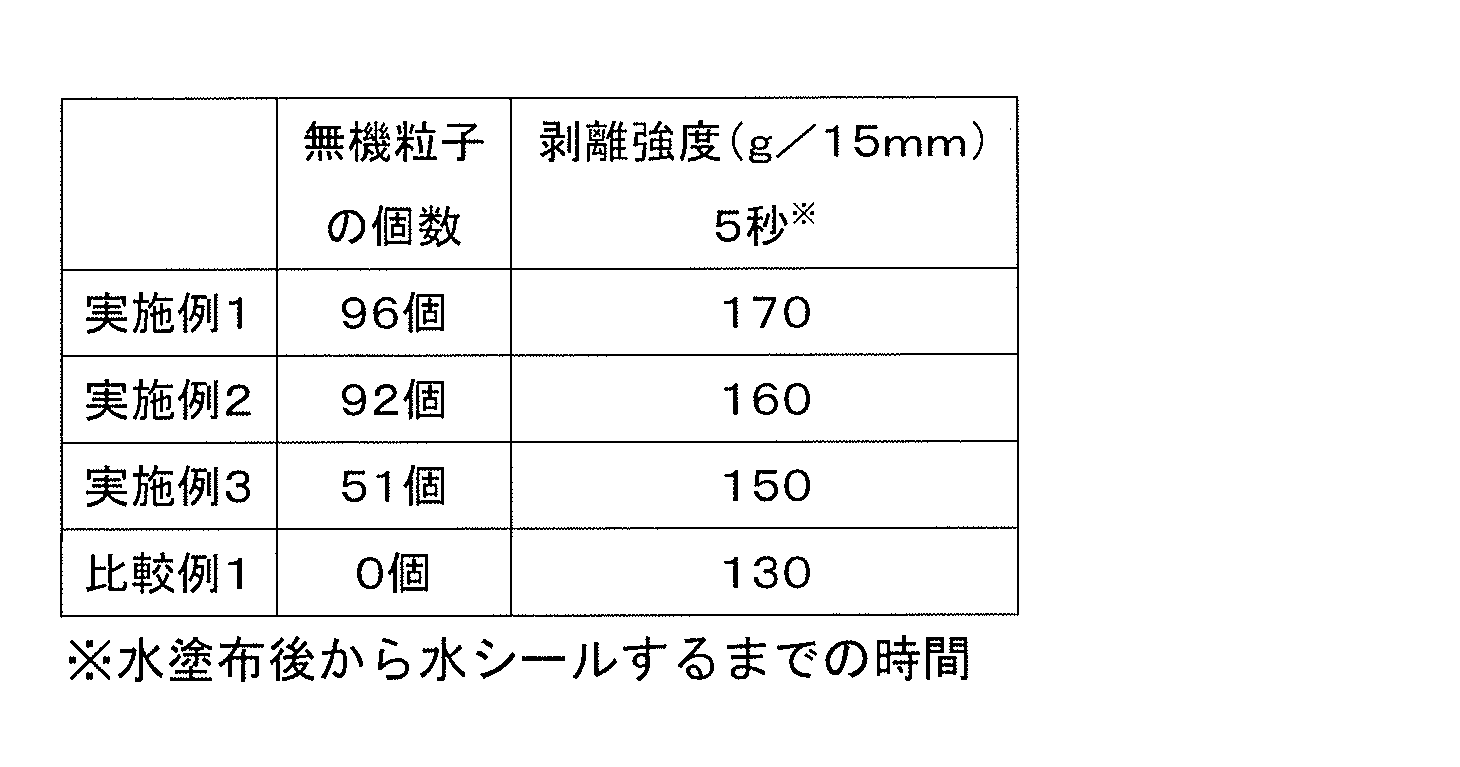
上記実施例1~3においては、PVA系水溶性フィルムを貼り合わせたシール断面部において粒子径2μm以上の無機粒子を20個以上含有することから、水シール部分の剥離強度が高く、そのため液体薬剤を包装して包装体とした状態であっても、液体の液漏れの心配もないものであることが分かった。これに対して、PVA系水溶性フィルムを貼り合わせたシール断面部において粒子径2μm以上の無機粒子を20個以上含有しない比較例1は、水シール部分の剥離強度が低いため液漏れの懸念が残るものであり、実施例品の方が良好な液体薬剤包装体を形成できるものであることが分かった。
また、実施例1で用いたPVA系水溶性フィルムと分散水を用いた水シールにより、液体薬剤を包装して包装体を作製すると、液漏れの心配のない包装体を得ることができる。
また、実施例1で用いたPVA系水溶性フィルムと分散水を用いた水シールにより、液体薬剤を包装して包装体を作製すると、液漏れの心配のない包装体を得ることができる。
更に、実施例1及び比較例1について、上記測定試験片の調製において、PVA系水溶性フィルム(1)を分散水で濡らしてからPVA系水溶性フィルム(2)のキャスト面側を乗せるまでの時間を5秒後から10秒後に変更した以外は同様にして、PVA系水溶性フィルム2枚を水シールし、水シール部分の剥離強度を測定した。結果を表2に示す。

上記表2の結果より、PVA系水溶性フィルムを貼り合わせたシール断面部において粒子径2μm以上の無機粒子を20個以上含有する実施例1においては、分散水塗布後から水シールするまでの時間が長くなっても水シール部分の剥離強度が高く、水塗布後から水シールするまでの経時の影響が少なく、高いシール性を維持できる液体薬剤包装体を得ることができるものであることがわかる。
上記実施例においては、本発明における具体的な形態について示したが、上記実施例は単なる例示にすぎず、限定的に解釈されるものではない。当業者に明らかな様々な変形は、本発明の範囲内であることが企図されている。
本発明の液体薬剤包装体は、各種の包装用途に用いることができ、薬剤等、とりわけ液体洗剤のユニット包装用途に有用である。
1 治具
2 水溶性フィルム
3 界面
4 無機粒子
y シール界面の直線距離900μm
z シール界面から垂直方向距離±10μm
2 水溶性フィルム
3 界面
4 無機粒子
y シール界面の直線距離900μm
z シール界面から垂直方向距離±10μm
Claims (7)
- ポリビニルアルコール系樹脂(A)を含有する水溶性フィルムを貼り合わせてなる包装体と、上記包装体に内包された液体薬剤とを含有する液体薬剤包装体であって、
上記水溶性フィルムの貼り合わせ面に対して垂直方向の断面において、上記貼り合わせ面の界面から垂直方向に±10μm、幅900μmの範囲内に、粒子径2μm以上の無機粒子を20個以上含有することを特徴とする液体薬剤包装体。 - 上記ポリビニルアルコール系樹脂(A)として、アニオン性基変性ポリビニルアルコール系樹脂及び未変性ポリビニルアルコールを含有することを特徴とする請求項1記載の液体薬剤包装体。
- 上記水溶性フィルムが、更に可塑剤(B)を含有することを特徴とする請求項1または2記載の液体薬剤包装体。
- 上記水溶性フィルムの含水率が3~15重量%であることを特徴とする請求項1~3のいずれか一項に記載の液体薬剤包装体。
- 上記液体薬剤が、水に溶解または分散させた時のpH値が6~12で、上記液体薬剤の水分量が15重量%以下であることを特徴とする請求項1~4のいずれか一項に記載の液体薬剤包装体。
- ポリビニルアルコール系樹脂(A)を含有する水溶性フィルムを貼り合わせることによって液体薬剤が内包された液体薬剤包装体の製造方法であって、
上記水溶性フィルムを貼り合わせる前に、少なくとも一方の上記水溶性フィルムの貼り合わせ面に、平均粒子径2μm以上の無機粒子を0.1~50重量%含有する無機粒子分散水(α)を塗布する工程を有することを特徴とする液体薬剤包装体の製造方法。 - 上記無機粒子分散水(α)を、水溶性フィルムの貼り合わせ面に、0.5~50g/cm2塗工することを特徴とする請求項6記載の液体薬剤包装体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780079596.0A CN110121466B (zh) | 2016-12-27 | 2017-12-22 | 液体药剂包装体及其制造方法 |
| JP2017567280A JP6969390B2 (ja) | 2016-12-27 | 2017-12-22 | 液体薬剤包装体及びその製造方法 |
| EP17885591.2A EP3564151B1 (en) | 2016-12-27 | 2017-12-22 | Liquid chemical agent package and production method therefor |
| US16/448,507 US10843444B2 (en) | 2016-12-27 | 2019-06-21 | Liquid chemical agent package and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016252833 | 2016-12-27 | ||
| JP2016-252833 | 2016-12-27 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/448,507 Continuation US10843444B2 (en) | 2016-12-27 | 2019-06-21 | Liquid chemical agent package and production method therefor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018123893A1 true WO2018123893A1 (ja) | 2018-07-05 |
Family
ID=62707561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/046199 WO2018123893A1 (ja) | 2016-12-27 | 2017-12-22 | 液体薬剤包装体及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10843444B2 (ja) |
| EP (1) | EP3564151B1 (ja) |
| JP (1) | JP6969390B2 (ja) |
| CN (1) | CN110121466B (ja) |
| WO (1) | WO2018123893A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113911556B (zh) * | 2020-06-30 | 2023-04-14 | 宝洁公司 | 用于制备水溶性单位剂量制品的方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06501276A (ja) * | 1990-07-03 | 1994-02-10 | エコラッブ・インコーポレーテッド | 水溶性フィルム包装体に収容された洗剤システム |
| JP2001329130A (ja) | 2000-05-19 | 2001-11-27 | Kuraray Co Ltd | 水溶性フィルムおよびその製造法 |
| JP2004161823A (ja) | 2002-11-11 | 2004-06-10 | Nippon Synthetic Chem Ind Co Ltd:The | 水溶性フィルム |
| JP2006257225A (ja) * | 2005-03-16 | 2006-09-28 | Nippon Synthetic Chem Ind Co Ltd:The | ポリビニルアルコール系フィルム及びその用途 |
| JP2009541086A (ja) * | 2006-07-05 | 2009-11-26 | ザ プロクター アンド ギャンブル カンパニー | 水への浸漬前に溶解耐性を有する水溶性基材 |
| WO2016061054A1 (en) * | 2014-10-13 | 2016-04-21 | The Procter & Gamble Company | Articles comprising water-soluble polyvinyl alcohol film with plasticizer blend and related methods |
| JP2016529335A (ja) * | 2013-06-04 | 2016-09-23 | モノソル リミテッド ライアビリティ カンパニー | 水溶性フィルムシール溶液、関連する方法、および関連する物品 |
| JP2017110213A (ja) * | 2015-12-14 | 2017-06-22 | 日本合成化学工業株式会社 | 薬剤包装体及び薬剤包装体の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0021113D0 (en) * | 2000-08-25 | 2000-10-11 | Reckitt & Colmann Prod Ltd | Improvements in or relating to containers |
| GB2377407A (en) * | 2001-07-14 | 2003-01-15 | Reckitt Benckiser | Heat sealing of water soluble components with pre-step of applying aqueous solution to at least one surface thereof, may form container |
| TWI677525B (zh) * | 2014-10-13 | 2019-11-21 | 美商摩諾索公司 | 水溶性聚乙烯醇摻合物膜、相關方法及相關物品 |
| CA2962792C (en) * | 2014-10-13 | 2019-08-13 | The Procter & Gamble Company | Articles comprising water-soluble polyvinyl alcohol blend film and related methods |
-
2017
- 2017-12-22 EP EP17885591.2A patent/EP3564151B1/en active Active
- 2017-12-22 JP JP2017567280A patent/JP6969390B2/ja active Active
- 2017-12-22 CN CN201780079596.0A patent/CN110121466B/zh active Active
- 2017-12-22 WO PCT/JP2017/046199 patent/WO2018123893A1/ja unknown
-
2019
- 2019-06-21 US US16/448,507 patent/US10843444B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06501276A (ja) * | 1990-07-03 | 1994-02-10 | エコラッブ・インコーポレーテッド | 水溶性フィルム包装体に収容された洗剤システム |
| JP2001329130A (ja) | 2000-05-19 | 2001-11-27 | Kuraray Co Ltd | 水溶性フィルムおよびその製造法 |
| JP2004161823A (ja) | 2002-11-11 | 2004-06-10 | Nippon Synthetic Chem Ind Co Ltd:The | 水溶性フィルム |
| JP2006257225A (ja) * | 2005-03-16 | 2006-09-28 | Nippon Synthetic Chem Ind Co Ltd:The | ポリビニルアルコール系フィルム及びその用途 |
| JP2009541086A (ja) * | 2006-07-05 | 2009-11-26 | ザ プロクター アンド ギャンブル カンパニー | 水への浸漬前に溶解耐性を有する水溶性基材 |
| JP2016529335A (ja) * | 2013-06-04 | 2016-09-23 | モノソル リミテッド ライアビリティ カンパニー | 水溶性フィルムシール溶液、関連する方法、および関連する物品 |
| WO2016061054A1 (en) * | 2014-10-13 | 2016-04-21 | The Procter & Gamble Company | Articles comprising water-soluble polyvinyl alcohol film with plasticizer blend and related methods |
| JP2017110213A (ja) * | 2015-12-14 | 2017-06-22 | 日本合成化学工業株式会社 | 薬剤包装体及び薬剤包装体の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3564151A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110121466B (zh) | 2020-08-25 |
| EP3564151A1 (en) | 2019-11-06 |
| EP3564151B1 (en) | 2022-08-03 |
| US20190315102A1 (en) | 2019-10-17 |
| CN110121466A (zh) | 2019-08-13 |
| EP3564151A4 (en) | 2020-01-08 |
| JPWO2018123893A1 (ja) | 2019-10-31 |
| US10843444B2 (en) | 2020-11-24 |
| JP6969390B2 (ja) | 2021-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017043509A1 (ja) | 水溶性フィルム、薬剤包装体及び水溶性フィルムの製造方法 | |
| JP6729279B2 (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP6787132B2 (ja) | 水溶性フィルム及び薬剤包装体 | |
| WO2018230583A1 (ja) | 水溶性フィルム及び薬剤包装体、ならびに水溶性フィルムの製造方法 | |
| JP7156584B1 (ja) | 水溶性フィルム及びそれを用いた薬剤包装体並びにそれらの製造方法 | |
| JP6977564B2 (ja) | 水溶性フィルムおよび薬剤包装体 | |
| JPWO2017043510A1 (ja) | 液体洗剤包装用水溶性フィルム及び液体洗剤包装体 | |
| JP7234626B2 (ja) | ポリビニルアルコール系フィルム及び薬剤包装体 | |
| WO2018123894A1 (ja) | 水溶性フィルム及び薬剤包装体 | |
| JPWO2017043505A1 (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2017115128A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2017119434A (ja) | 水溶性フィルム、薬剤包装体及び水溶性フィルムの製造方法 | |
| JP2017095679A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2017110213A (ja) | 薬剤包装体及び薬剤包装体の製造方法 | |
| WO2017043514A1 (ja) | フィルムロール及び薬剤包装体 | |
| JP7035313B2 (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2018104563A (ja) | 水溶性フィルム及び薬剤包装体 | |
| WO2018123893A1 (ja) | 液体薬剤包装体及びその製造方法 | |
| JP2022008489A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2017119851A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2017106008A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2019189706A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP2019044048A (ja) | 水溶性フィルム及び薬剤包装体 | |
| JP6825358B2 (ja) | 水溶性フィルムの製造方法 | |
| JPWO2017043512A1 (ja) | 水溶性フィルム及び薬剤包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017567280 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17885591 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017885591 Country of ref document: EP Effective date: 20190729 |