WO2017204119A1 - 形状測定装置及び形状測定方法 - Google Patents
形状測定装置及び形状測定方法 Download PDFInfo
- Publication number
- WO2017204119A1 WO2017204119A1 PCT/JP2017/018897 JP2017018897W WO2017204119A1 WO 2017204119 A1 WO2017204119 A1 WO 2017204119A1 JP 2017018897 W JP2017018897 W JP 2017018897W WO 2017204119 A1 WO2017204119 A1 WO 2017204119A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- linear light
- strip
- shape
- screen
- shape measuring
- Prior art date
Links
Images











Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/022—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness by means of tv-camera scanning
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/26—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/30—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces
- G01B11/303—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces using photoelectric detection means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/30—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces
- G01B11/306—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces for measuring evenness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/8901—Optical details; Scanning details
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F17/00—Digital computing or data processing equipment or methods, specially adapted for specific functions
- G06F17/10—Complex mathematical operations
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/8901—Optical details; Scanning details
- G01N2021/8908—Strip illuminator, e.g. light tube
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/8914—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the material examined
- G01N2021/8918—Metal
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2201/00—Features of devices classified in G01N21/00
- G01N2201/06—Illumination; Optics
- G01N2201/062—LED's
Abstract
Description
前記帯状体の表面に対して、前記帯状体の幅方向に広がる線状光を照射する、スーパールミネッセントダイオード(SuperLuminescent Diode)からなる線状光源と、前記帯状体の表面での前記線状光の反射光が投影されるスクリーンと、前記スクリーンに投影された前記線状光の反射光を撮像するエリアカメラと、前記エリアカメラにより撮像された前記線状光の反射光の撮像画像を用いて、前記帯状体の表面形状を算出する演算処理装置と、を備え、前記線状光源は、スペクトル半値幅が20nm以上であり、かつ、前記線状光源の光軸と前記帯状体の表面法線方向とのなす角θと、前記線状光の波長λとが、前記帯状体の鏡面性に関する以下の式(I)を満足するように配置されている、形状測定装置が提供される。




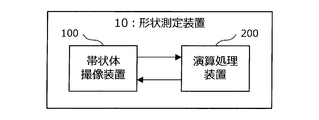
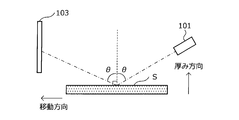
まず、図1を参照しながら、本発明の実施形態に係る形状測定装置の全体構成について説明する。図1は、本実施形態に係る形状測定装置の全体構成を模式的に示した説明図である。
次に、図2~図10を参照しながら、本実施形態に係る形状測定装置10が備える帯状体撮像装置100の構成について、詳細に説明する。
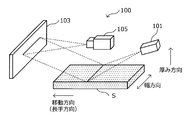
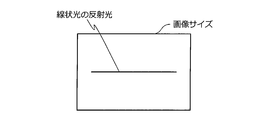
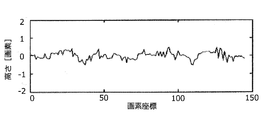
図2は、本実施形態に係る形状測定装置が有する帯状体撮像装置の構成の一例を模式的に示した説明図である。図3は、本実施形態に係る帯状体撮像装置により生成される撮像画像の一例を模式的に示した説明図である。図4A、図4B、図6及び図7は、本実施形態に係る帯状体撮像装置について説明するための説明図である。図5は、線状光のスペクトル半値幅とスペックルノイズとの関係を示したグラフ図であり、図8は、線状光の入射角と表面形状の検出状況との関係を示した説明図である。図9は、鏡面反射状態と線状光の波長及び入射角との関係を示したグラフ図であり、図10は、粗さ曲線の要素平均長さRSmについて説明するための説明図である。
帯状体撮像装置100は、主に、後述するような、線状光源101、スクリーン103及びエリアカメラ105から構成される。
帯状体撮像装置100は、移動する帯状体Sの表面に対して、線状光源101を用いて、帯状体の幅方向に沿って広がり、かつ、移動方向に狭い幅を有する光である線状光を照射し、帯状体Sの表面での線状光の反射光をスクリーン103に投影させる。そして、スクリーン103に投影された線状光の反射光を、エリアカメラ105を用いて複数撮像する。
続いて、図5~図9を参照しながら、本実施形態に係る帯状体撮像装置100が有する線状光源101について、詳細に説明する。
本実施形態に係る線状光源101は、以下で詳述するような諸条件を満足する線状光を照射することで、帯状体Sの表面上、及び、スクリーン103の投影面上でのスペックルノイズの発生を防止することが可能となる。その結果、本実施形態に係る帯状体撮像装置100は、撮像の際の露光時間を長くすることなく、帯状体Sの表面形状をより高速かつより高精度に撮像することができる。
○スペクトル半値幅の下限について
まず、本実施形態に係る線状光源101から照射される線状光の光源スペクトル(波長と照射光の強度との関係)について着目する。本実施形態に係る線状光源101では、光源としてスーパールミネッセントダイオードを用い、線状光のスペクトルの半値幅(半値全幅)を、20nm以上とする。本実施形態に係る線状光源101では、出射する線状光をスペクトル半値幅が20nm以上とすることで、スペックルノイズの発生を防止することが可能となる。
線状光のスペクトルの半値幅が大きい場合は、光学系の色収差により集光が困難になり、後述する表面での線幅の制約が満たせなくなる。そのため、スペクトル半値幅の上限は、線状光を生成する光学系の特性と、実現すべき線幅の値と、に応じて決まる値となる。
線状光源101から照射される線状光の波長の上限値は、帯状体撮像装置100に用いられるエリアカメラ105に搭載された撮像素子の特性により規定される。一般的に用いられるCCDやCMOS等の撮像素子は、SiやInGaAs等の半導体材料を用いて形成されているが、これらの半導体材料は、波長1700nmを超える光を検出することができない。そのため、本実施形態に係る線状光源101から照射される線状光の波長の上限値は、1700nmとする。
続いて、線状光の入射角、線状光の波長の下限、及び、帯状体の表面での線幅について説明する。
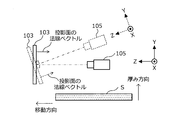
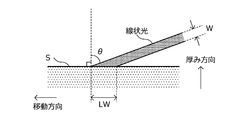
図6に示したように、線状光源101の光軸と帯状体Sの表面法線方向とのなす角θを、線状光の入射角θとする。また、線状光源101から照射される線状光は、図7に模式的に示したように、ある有限の線幅Wを有しているものとする。この際に、かかる線幅の線状光が入射角θで帯状体Sの表面に入射することで、帯状体Sの表面において、線状光の線幅がLWとなっているものとする。
図7に模式的に示したような帯状体Sの表面での線幅LWは、どの程度の微細な表面形状を測定したいかに応じて、設定される。本実施形態に係る形状測定装置10において着目する、検出したい微細な表面形状の大きさ(帯状体Sの表面位置(高さ)での形状の特異部分についての、搬送方向の広がりの程度)は、最大でも2mm程度である。そのため、図7に示した帯状体Sの表面での線状光の線幅LWは、最大2mmとする。
本実施形態に係る形状測定装置10は、先だって言及したように、光てこの原理に基づいて、帯状体の表面形状を測定する。そのためには、帯状体の表面に照射された線状光が帯状体の表面で反射して、スクリーン上に投影されなければならない。従って、本実施形態に係る帯状体撮像装置100では、元来、鏡面性を有していないことが多い金属体の表面があたかも鏡面とみなすことができる状態となるように、線状光の入射角と、線状光の波長と、を制御することが重要となる。

σ:測定対象物の表面における凹凸の標準偏差[μm]
θ:入射角[度]
λ:測定に用いる光の波長[μm]
である。

入射角θの上限値である88度において、パラメータg≦1が保証される波長は、上記式3及び図9から、約200nmである。本実施形態に係る線状光源101として用いられるスーパールミネッセントダイオードは、発光波長λが800nm以上であることが多い。そのため、スーパールミネッセントダイオードを用いて、入射角θを88度とすることで、図9から明らかなように、パラメータg≦1が保証される。一方、線状光の波長の上限である1700nmにおいて、パラメータg≦1が保証される入射角θの大きさは、上記式3及び図9から、約74度となる。従って、本実施形態に係る帯状体撮像装置100において、入射角の下限を74度とすることが好ましい。


以上のような条件を満足する線状光を用いることで、本実施形態に係る帯状体撮像装置100では、スペックルノイズの発生を防止しつつ、高精度の撮像処理を実施することが可能である。この際、帯状体の表面での線状光のパワー密度を以下のような範囲とすることで、スクリーン103の投影面上において、線状光の反射光の輝度をより高い値とすることができ、より確実な撮像処理を実施することが可能となる。
以上のような条件を満足することで、本実施形態に係る帯状体撮像装置100では、スペックルノイズを含まない線状光を得ることが可能となり、より確実な撮像処理を実施可能である。この際、以下で示すような投影面を有するスクリーン103を利用することで、より鮮明な撮像画像を得ることができ、より高精度な測定を実施することが可能となる。

<演算処理装置200の全体構成について>
続いて、図11を参照しながら、本実施形態に係る演算処理装置200の全体構成について、詳細に説明する。図11は、本実施形態に係る形状測定装置が有する演算処理装置の構成の一例を示したブロック図である。
次に、図12~図15を参照しながら、本実施形態に係る演算処理装置200が有する画像処理部205について、詳細に説明する。
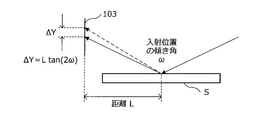
図12は、本実施形態に係る演算処理装置が有する画像処理部205の構成の一例を示したブロック図である。図13は、帯状体の表面状態と撮像画像との関係を模式的に示した説明図であり、図14は、帯状体の表面の傾きとスクリーンの投影面上における反射光の変位量との関係を模式的に示した説明図である。図15は、本実施形態に係る画像処理部で実施される高さ算出処理を説明するための説明図である。
次に、図16を参照しながら、本実施形態に係る形状測定装置10で実施される形状検査方法の流れの一例について、簡単に説明する。図16は、本実施形態に係る形状検査方法の流れの一例を示した流れ図である。
次に、図17を参照しながら、本発明の各実施形態に係る演算処理装置200のハードウェア構成について、詳細に説明する。図17は、本発明の実施形態に係る演算処理装置200のハードウェア構成を説明するためのブロック図である。
この際、線状光源101として、波長800nmの光をスペクトル半値幅30nmで出射可能なスーパールミネッセントダイオードを利用し、鋼板表面から300mm離れた位置から鋼板表面に向けて、線状光を、入射角θ=83度となるように集光しつつ照射した。上記のような線状光の波長λ及び入射角θは、上記式(3)で表される関係を満足している。なお、鋼板表面における線状光の線幅LWは、2mmとし、鋼板表面における線状光のパワー密度は、55mW/cm2となるようにした。
100 帯状体撮像装置
101 線状光源
103 スクリーン
105 エリアカメラ
200 演算処理装置
201 撮像制御部
203 データ取得部
205 画像処理部
207 表示制御部
209 記憶部
221 傾き角算出部
223 高さ算出部
225 結果出力部
Claims (20)
- 金属体からなる帯状体の表面形状を測定する形状測定装置であって、
前記帯状体の表面に対して、前記帯状体の幅方向に広がる線状光を照射する、スーパールミネッセントダイオード(SuperLuminescent Diode)からなる線状光源と、
前記帯状体の表面での前記線状光の反射光が投影されるスクリーンと、
前記スクリーンに投影された前記線状光の反射光を撮像するエリアカメラと、
前記エリアカメラにより撮像された前記線状光の反射光の撮像画像を用いて、前記帯状体の表面形状を算出する演算処理装置と、
を備え、
前記線状光源は、
スペクトル半値幅が20nm以上であり、かつ、
前記線状光源の光軸と前記帯状体の表面法線方向とのなす角θと、前記線状光の波長λとが、前記帯状体の鏡面性に関する以下の式(I)を満足するように配置されている、形状測定装置。

- 前記帯状体の表面において、前記帯状体の長手方向に沿った前記線状光の線幅Wは、測定したい前記表面形状の前記長手方向に沿った大きさの最小値をLminとし、前記線状光の波長をλとしたときに、以下の式(II)を満足するように制御される、請求項1に記載の形状測定装置。

- 前記線状光の波長は、800nm以上1700nm以下である、請求項1又は2に記載の形状測定装置。
- 前記線状光源は、前記線状光源の光軸と前記帯状体の表面法線方向とのなす角θが74度以上88度以下の範囲内となるように、前記式(I)に基づき配置される、請求項1~3の何れか1項に記載の形状測定装置。
- 前記帯状体の表面での前記線状光のパワー密度は、55mW/cm2以上である、請求項1~4の何れか1項に記載の形状測定装置。
- 前記スクリーンにおける前記線状光の反射光の投影面は、JIS B0601:2001で規定される粗さ曲線の要素平均長さRSmが、前記線状光の波長の10倍以上であり、かつ、当該スクリーン上での前記スクリーンの高さ方向に沿った前記線状光の反射光の線幅の1/10以下である表面粗さを有する、請求項1~5の何れか1項に記載の形状測定装置。
- 前記線状光は、所定の曲率を有するロールの表面上に位置する前記帯状体の表面に対して照射される、請求項1~6の何れか1項に記載の形状測定装置。
- 前記演算処理装置は、前記撮像画像における前記反射光の基準位置からの変位量から、前記表面形状に関する情報として前記帯状体の表面の傾き角を算出する、請求項1~7の何れか1項に記載の形状測定装置。
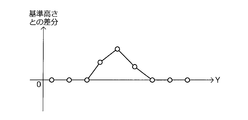
- 前記演算処理装置は、算出した前記帯状体の表面の傾き角の正接を前記エリアカメラと前記帯状体の相対的な移動方向に沿って積分することで、前記表面形状に関する情報として前記帯状体の表面の高さを算出する、請求項8に記載の形状測定装置。
- 前記演算処理装置は、算出した前記帯状体の表面の傾き角を所定の閾値と比較することで、前記帯状体の形状を検査する、請求項8又は9に記載の形状測定装置。
- 金属体からなる帯状体の表面形状を測定する形状測定方法であって、
前記帯状体の表面に対して、スーパールミネッセントダイオード(SuperLuminescent Diode)からなる線状光源を用いて、前記帯状体の幅方向に広がる線状光を照射する照射ステップと、
スクリーンに対し、前記帯状体の表面での前記線状光の反射光を投影するステップと、
エリアカメラを用いて、前記スクリーンに投影された前記線状光の反射光を撮像する撮像ステップと、
前記エリアカメラにより撮像された前記線状光の反射光の撮像画像を用いて、前記帯状体の表面形状を算出する算出ステップと、
を含み、
前記線状光源は、
スペクトル半値幅が20nm以上であり、かつ、
前記線状光源の光軸と前記帯状体の表面法線方向とのなす角θと、前記線状光の波長λとが、前記帯状体の鏡面性に関する以下の式(I)を満足するように配置されている、形状測定方法。

- 前記帯状体の表面において、前記帯状体の長手方向に沿った前記線状光の線幅Wは、測定したい前記表面形状の前記長手方向に沿った大きさの最小値をLminとし、前記線状光の波長をλとしたときに、以下の式(II)を満足するように制御される、請求項11に記載の形状測定方法。

- 前記線状光の波長は、800nm以上1700nm以下である、請求項11又は12の何れか1項に記載の形状測定方法。
- 前記線状光源は、前記線状光源の光軸と前記帯状体の表面法線方向とのなす角θが74度以上88度以下の範囲内となるように、前記式(I)に基づき配置される、請求項11~13の何れか1項に記載の形状測定方法。
- 前記帯状体の表面での前記線状光のパワー密度は、55mW/cm2以上である、請求項11~14の何れか1項に記載の形状測定方法。
- 前記スクリーンにおける前記線状光の反射光の投影面は、JIS B0601:2001で規定される粗さ曲線の要素平均長さRSmが、前記線状光の波長の10倍以上であり、かつ、当該スクリーン上での前記スクリーンの高さ方向に沿った前記線状光の反射光の線幅の1/10以下である表面粗さを有する、請求項11~15の何れか1項に記載の形状測定方法。
- 前記線状光は、所定の曲率を有するロールの表面上に位置する前記帯状体の表面に対して照射される、請求項11~16の何れか1項に記載の形状測定方法。
- 前記算出ステップは、前記撮像画像における前記反射光の基準位置からの変位量から、前記表面形状に関する情報として前記帯状体の表面の傾き角を算出する、請求項11~17の何れか1項に記載の形状測定方法。
- 前記算出ステップは、算出した前記帯状体の表面の傾き角の正接を前記エリアカメラと前記帯状体の相対的な移動方向に沿って積分することで、前記表面形状に関する情報として前記帯状体の表面の高さを算出する、請求項18に記載の形状測定方法。
- 算出された前記帯状体の表面の傾き角を所定の閾値と比較して、前記帯状体の形状を検査する検査ステップを更に含む、請求項18又は19に記載の形状測定方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17802711.6A EP3309508B1 (en) | 2016-05-23 | 2017-05-19 | Shape measurement device and shape measurement method |
| US15/738,499 US10605591B2 (en) | 2016-05-23 | 2017-05-19 | Shape measurement apparatus and shape measurement method |
| JP2017550258A JP6281667B1 (ja) | 2016-05-23 | 2017-05-19 | 形状測定装置及び形状測定方法 |
| KR1020187002605A KR101994051B1 (ko) | 2016-05-23 | 2017-05-19 | 형상 측정 장치 및 형상 측정 방법 |
| CN201780002621.5A CN107850422A (zh) | 2016-05-23 | 2017-05-19 | 形状测定装置和形状测定方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-102330 | 2016-05-23 | ||
| JP2016102330 | 2016-05-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017204119A1 true WO2017204119A1 (ja) | 2017-11-30 |
Family
ID=60412803
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/018897 WO2017204119A1 (ja) | 2016-05-23 | 2017-05-19 | 形状測定装置及び形状測定方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10605591B2 (ja) |
| EP (1) | EP3309508B1 (ja) |
| JP (1) | JP6281667B1 (ja) |
| KR (1) | KR101994051B1 (ja) |
| CN (1) | CN107850422A (ja) |
| WO (1) | WO2017204119A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020051874A (ja) * | 2018-09-26 | 2020-04-02 | 日本製鉄株式会社 | 表面測定装置及び表面測定方法 |
| JP2021131320A (ja) * | 2020-02-20 | 2021-09-09 | 有限会社折原製作所 | 強化ガラスの応力測定装置、強化ガラスの応力測定方法 |
| WO2021199299A1 (ja) * | 2020-03-31 | 2021-10-07 | 日本製鉄株式会社 | 表面測定装置及び表面測定方法 |
| JP2021162584A (ja) * | 2020-03-31 | 2021-10-11 | Jfeスチール株式会社 | 表面欠陥検出装置、表面欠陥検出方法、鋼板の製造方法、鋼板の品質管理方法、及び、鋼板の製造設備 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018200685A2 (en) | 2017-04-27 | 2018-11-01 | Ecosense Lighting Inc. | Methods and systems for an automated design, fulfillment, deployment and operation platform for lighting installations |
| EP3575741A1 (de) * | 2018-05-29 | 2019-12-04 | manroland Goss web systems GmbH | Verfahren zum berührungsfreien vermessen einer werkstückkante |
| CN109238181B (zh) * | 2018-09-29 | 2023-09-26 | 昆明理工大学 | 一种基于多级光杠杆的电梯轨道平整度检测系统及方法 |
| CN109612408B (zh) * | 2018-12-11 | 2021-12-07 | 信利光电股份有限公司 | 半导体激光器发射角度测试方法、装置及可读存储介质 |
| JP7207386B2 (ja) * | 2019-10-29 | 2023-01-18 | Jfeスチール株式会社 | 表面欠陥検査方法、表面欠陥検査装置、鋼板の製造方法、鋼板の品質管理方法及び鋼板の製造設備 |
| US11690490B2 (en) * | 2020-07-08 | 2023-07-04 | Pixart Imaging Inc. | Auto clean machine and auto clean machine control method |
| CN114544208A (zh) * | 2021-11-04 | 2022-05-27 | 万向一二三股份公司 | 一种超声焊接机稳定性检测装置和方法 |
| CN114166768B (zh) * | 2022-02-14 | 2022-05-20 | 四川大学华西医院 | 不同设备检测同一指标同质化换算方法、装置、电子设备 |
| CN117213411B (zh) * | 2023-11-08 | 2024-01-05 | 天津欧派集成家居有限公司 | 基于机器视觉的装饰板材平整度智能检测装置及检测方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262205A (ja) * | 1985-09-13 | 1987-03-18 | Toray Ind Inc | 物体の表面凹凸検査方法 |
| JPH08233541A (ja) * | 1995-02-23 | 1996-09-13 | Murata Mfg Co Ltd | シート厚み測定方法 |
| JPH11316111A (ja) * | 1998-04-30 | 1999-11-16 | Asahi Glass Co Ltd | 板状鏡面体の表面形状測定方法および装置 |
| JP2004184397A (ja) * | 2002-10-08 | 2004-07-02 | Nippon Steel Corp | 帯状体の形状不良検査方法およびその装置 |
| WO2007032216A1 (ja) * | 2005-09-14 | 2007-03-22 | Matsushita Electric Industrial Co., Ltd. | 画像形成装置 |
| JP2009111230A (ja) * | 2007-10-31 | 2009-05-21 | Sony Corp | レーザモジュール |
| JP2012078144A (ja) * | 2010-09-30 | 2012-04-19 | Kaneka Corp | 透明体シート状物の表面欠陥検査装置 |
| JP2014153149A (ja) * | 2013-02-07 | 2014-08-25 | Nikon Corp | 形状測定装置、構造物製造システム、形状測定方法、及びプログラム |
| JP2014178323A (ja) * | 2014-04-16 | 2014-09-25 | Dainippon Printing Co Ltd | 線状照明装置 |
| US20160169798A1 (en) * | 2013-08-21 | 2016-06-16 | Fraunhofer-Gesellschaft Zur Foerderung Der Angewandten Forschung E.V. | Device and method for sensing at least one partially specular surface |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL279098A (ja) * | 1961-05-31 | |||
| JPH0599639A (ja) | 1991-10-09 | 1993-04-23 | Mitsubishi Rayon Co Ltd | 平面状物の緩やかな凹凸検査装置 |
| JP2002197993A (ja) * | 2000-12-26 | 2002-07-12 | Nippon Electric Glass Co Ltd | カラー陰極線管用ファンネル |
| US7132212B2 (en) * | 2001-06-13 | 2006-11-07 | Fuji Photo Film Co., Ltd. | Presensitized plate |
| JPWO2007111301A1 (ja) * | 2006-03-28 | 2009-08-13 | 京セラ株式会社 | 表面被覆工具 |
| US20070246158A1 (en) * | 2006-04-21 | 2007-10-25 | 3M Innovative Properties Company | Wiring board, production process thereof and connection method using same |
| JP2010020268A (ja) * | 2008-06-09 | 2010-01-28 | Sony Corp | 光学フィルムおよびその製造方法、防眩性フィルム、光学層付偏光子、ならびに表示装置 |
| KR20100020906A (ko) * | 2008-08-13 | 2010-02-23 | 소니 가부시끼가이샤 | 광학 필름 및 그 제조 방법, 눈부심방지성 필름, 광학층이 부착된 편광자 및 표시 장치 |
| WO2010135769A1 (en) * | 2009-05-26 | 2010-12-02 | Udo Wolfgang Bucher | Wet paint coating thickness measurement and instrument |
| JP5903999B2 (ja) * | 2011-06-16 | 2016-04-13 | 株式会社リコー | 感光体ドラム、画像形成装置、画像形成方法、及びプロセスカートリッジ |
| TWI423785B (zh) * | 2011-07-26 | 2014-01-21 | Univ Nat Chiao Tung | 生理訊號蒐集單元及其探頭 |
| US10914037B2 (en) * | 2012-10-09 | 2021-02-09 | Michael Gorden | Yankee dryer profiler and control |
| KR20150091109A (ko) * | 2012-11-30 | 2015-08-07 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 투명 노트 시트 및 이의 제조 방법 |
| US9131219B2 (en) * | 2012-12-18 | 2015-09-08 | Institut National D'optique | Method and apparatus for triangulation-based 3D optical profilometry |
| CN105611825B (zh) * | 2013-10-07 | 2019-07-12 | 株式会社可乐丽 | 植物栽培培养介质和使用其的植物栽培装置和植物栽培方法 |
| JP6100203B2 (ja) * | 2014-05-19 | 2017-03-22 | 日新製鋼株式会社 | 接続部品用材料 |
| CN106250800B (zh) * | 2015-06-05 | 2021-08-27 | Agc株式会社 | 一种保护玻璃以及便携式信息终端 |
| CN208378728U (zh) * | 2015-06-12 | 2019-01-15 | Agc株式会社 | 玻璃板和显示装置 |
| JP6532345B2 (ja) * | 2015-08-05 | 2019-06-19 | キヤノン株式会社 | 画像形成装置 |
| TWM519751U (zh) * | 2015-11-09 | 2016-04-01 | 大立光電股份有限公司 | 塑膠鏡筒、鏡頭模組及電子裝置 |
| JP6648547B2 (ja) * | 2016-02-10 | 2020-02-14 | 富士ゼロックス株式会社 | 静電荷像現像剤、現像剤カートリッジ、プロセスカートリッジ、画像形成装置、及び、画像形成方法 |
| JP6750245B2 (ja) * | 2016-02-19 | 2020-09-02 | 富士ゼロックス株式会社 | 静電荷像現像用トナー、静電荷像現像剤、トナーカートリッジ、プロセスカートリッジ、画像形成装置、及び画像形成方法 |
| DE102016119728A1 (de) * | 2016-10-17 | 2018-04-19 | Inoex Gmbh Lnnovationen Und Ausrüstungen Für Die Extrusionstechnik | Terahertz-Messgerät |
-
2017
- 2017-05-19 WO PCT/JP2017/018897 patent/WO2017204119A1/ja active Application Filing
- 2017-05-19 JP JP2017550258A patent/JP6281667B1/ja active Active
- 2017-05-19 EP EP17802711.6A patent/EP3309508B1/en active Active
- 2017-05-19 KR KR1020187002605A patent/KR101994051B1/ko active IP Right Grant
- 2017-05-19 CN CN201780002621.5A patent/CN107850422A/zh not_active Withdrawn
- 2017-05-19 US US15/738,499 patent/US10605591B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6262205A (ja) * | 1985-09-13 | 1987-03-18 | Toray Ind Inc | 物体の表面凹凸検査方法 |
| JPH08233541A (ja) * | 1995-02-23 | 1996-09-13 | Murata Mfg Co Ltd | シート厚み測定方法 |
| JPH11316111A (ja) * | 1998-04-30 | 1999-11-16 | Asahi Glass Co Ltd | 板状鏡面体の表面形状測定方法および装置 |
| JP2004184397A (ja) * | 2002-10-08 | 2004-07-02 | Nippon Steel Corp | 帯状体の形状不良検査方法およびその装置 |
| WO2007032216A1 (ja) * | 2005-09-14 | 2007-03-22 | Matsushita Electric Industrial Co., Ltd. | 画像形成装置 |
| JP2009111230A (ja) * | 2007-10-31 | 2009-05-21 | Sony Corp | レーザモジュール |
| JP2012078144A (ja) * | 2010-09-30 | 2012-04-19 | Kaneka Corp | 透明体シート状物の表面欠陥検査装置 |
| JP2014153149A (ja) * | 2013-02-07 | 2014-08-25 | Nikon Corp | 形状測定装置、構造物製造システム、形状測定方法、及びプログラム |
| US20160169798A1 (en) * | 2013-08-21 | 2016-06-16 | Fraunhofer-Gesellschaft Zur Foerderung Der Angewandten Forschung E.V. | Device and method for sensing at least one partially specular surface |
| JP2014178323A (ja) * | 2014-04-16 | 2014-09-25 | Dainippon Printing Co Ltd | 線状照明装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3309508A4 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020051874A (ja) * | 2018-09-26 | 2020-04-02 | 日本製鉄株式会社 | 表面測定装置及び表面測定方法 |
| JP7284562B2 (ja) | 2018-09-26 | 2023-05-31 | 日本製鉄株式会社 | 表面測定装置及び表面測定方法 |
| JP2021131320A (ja) * | 2020-02-20 | 2021-09-09 | 有限会社折原製作所 | 強化ガラスの応力測定装置、強化ガラスの応力測定方法 |
| JP7284512B2 (ja) | 2020-02-20 | 2023-05-31 | 有限会社折原製作所 | 強化ガラスの応力測定装置、強化ガラスの応力測定方法 |
| WO2021199299A1 (ja) * | 2020-03-31 | 2021-10-07 | 日本製鉄株式会社 | 表面測定装置及び表面測定方法 |
| JP2021162584A (ja) * | 2020-03-31 | 2021-10-11 | Jfeスチール株式会社 | 表面欠陥検出装置、表面欠陥検出方法、鋼板の製造方法、鋼板の品質管理方法、及び、鋼板の製造設備 |
| JP7014338B1 (ja) * | 2020-03-31 | 2022-02-01 | 日本製鉄株式会社 | 表面測定装置及び表面測定方法 |
| JP7207443B2 (ja) | 2020-03-31 | 2023-01-18 | Jfeスチール株式会社 | 表面欠陥検出装置、表面欠陥検出方法、鋼板の製造方法、鋼板の品質管理方法、及び、鋼板の製造設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017204119A1 (ja) | 2018-06-07 |
| KR20180022886A (ko) | 2018-03-06 |
| JP6281667B1 (ja) | 2018-02-21 |
| US10605591B2 (en) | 2020-03-31 |
| EP3309508B1 (en) | 2019-08-28 |
| KR101994051B1 (ko) | 2019-06-27 |
| CN107850422A (zh) | 2018-03-27 |
| EP3309508A4 (en) | 2018-07-18 |
| US20180180405A1 (en) | 2018-06-28 |
| EP3309508A1 (en) | 2018-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6281667B1 (ja) | 形状測定装置及び形状測定方法 | |
| JP6278171B1 (ja) | 形状測定装置及び形状測定方法 | |
| KR101894683B1 (ko) | 금속체의 형상 검사 장치 및 금속체의 형상 검사 방법 | |
| JP6119926B1 (ja) | 金属体の形状検査装置及び金属体の形状検査方法 | |
| JP6447728B2 (ja) | 被検査体撮像装置、被検査体撮像方法、表面検査装置及び表面検査方法 | |
| JP6350747B2 (ja) | 形状測定装置及び形状測定方法 | |
| JP4335218B2 (ja) | スペックル捕獲デバイス、光学式マウス及びスペックル捕獲方法 | |
| JP2017053790A (ja) | 欠陥検出装置及び欠陥検出方法 | |
| US20110037984A1 (en) | Information processing apparatus and method | |
| JP5920534B2 (ja) | 膜厚測定方法、膜厚測定装置及び記録媒体 | |
| JP6436664B2 (ja) | 基板の検査装置及び基板の検査方法 | |
| JP6547472B2 (ja) | 形状測定装置 | |
| JP4690584B2 (ja) | 表面評価装置及び表面評価方法 | |
| TWI597472B (zh) | Method and device for measuring the height of protrusions and even protrusions on the surface of articles | |
| JP2015200544A (ja) | 表面凹凸検査装置及び表面凹凸検査方法 | |
| JP6595951B2 (ja) | 金属板の粗さ推定方法及び粗さ推定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017550258 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15738499 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017802711 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20187002605 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |