WO2017171084A1 - 包装体の製造方法 - Google Patents
包装体の製造方法 Download PDFInfo
- Publication number
- WO2017171084A1 WO2017171084A1 PCT/JP2017/013837 JP2017013837W WO2017171084A1 WO 2017171084 A1 WO2017171084 A1 WO 2017171084A1 JP 2017013837 W JP2017013837 W JP 2017013837W WO 2017171084 A1 WO2017171084 A1 WO 2017171084A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat
- label
- sensitive adhesive
- shrinkable
- layer
- Prior art date
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/38—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor by liberation of internal stresses
- B29C63/40—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor by liberation of internal stresses using sheet or web-like material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/38—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor by liberation of internal stresses
- B29C63/42—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor by liberation of internal stresses using tubular layers or sheathings
- B29C63/423—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor by liberation of internal stresses using tubular layers or sheathings specially applied to the mass-production of externally coated articles, e.g. bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/20—Gluing the labels or articles
- B65C9/24—Gluing the labels or articles by heat
- B65C9/25—Gluing the labels or articles by heat by thermo-activating the glue
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/04—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/08—Fastening or securing by means not forming part of the material of the label itself
- G09F3/10—Fastening or securing by means not forming part of the material of the label itself by an adhesive layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
Abstract
Description
前記ラベルは、デザインが印刷されたラベル基材から構成されており、例えば、接着剤を介して被着体に貼り付けられる。このような接着剤として、感熱性接着剤が用いられる。感熱性接着剤は、加熱することによって接着力を発現する接着剤である。感熱性接着剤を有するラベルは、熱を加えることによって感熱性接着剤が活性化して被着体に接着する。
前記感熱性接着剤を有するラベルを熱収縮の可否で区別すると、熱収縮可能なラベル基材から構成されたラベル、熱収縮しないラベル基材から構成されたラベルが知られている。
また、前記感熱性接着剤を有するラベルを、被着体に装着する前の形態で分類すると、代表的には、枚葉状に形成されたラベル、筒状に形成されたラベルが知られている。
本明細書において、熱収縮可能なラベル基材から構成され且つ感熱性接着剤を有するラベルを総称して「収縮接着ラベル」といい、熱収縮しないラベル基材から構成され且つ感熱性接着剤を有するラベルを総称して「非収縮接着ラベル」という場合がある。また、枚葉状に形成された収縮接着ラベルを「熱収縮性枚葉状ラベル」といい、筒状に形成された収縮接着ラベルを「熱収縮性筒状ラベル」という。さらに、枚葉状に形成された非収縮接着ラベルを「非熱収縮性枚葉状ラベル」という。前記熱収縮性枚葉状ラベルや非熱収縮性枚葉状ラベルは、熱活性化ラベル、或いは、ホットメルトラベルなどとも呼ばれており、特に、日本では感熱ラベルなどとも呼ばれている。前記熱収縮性筒状ラベルは、熱収縮性筒状ラベル、シュリンクチューブ、シュリンクラベル、或いは、シュリンクスリーブなどとも呼ばれている。
特に、熱収縮性筒状ラベル及び熱収縮性枚葉状ラベルを含む収縮接着ラベルは、加熱によってラベル基材が熱収縮すると共に感熱性接着剤が活性化する。前記収縮接着ラベルは、加熱することによって熱収縮するので、3次元曲面のような様々な立体形状の被着体の外面にほぼ沿わせて装着することもできる。かかるラベルを用いることによって好ましい外観を有する包装体を提供できる。
しかしながら、スチーム発生装置及び熱風発生装置のような加熱装置は、比較的大型の設備であり、設置コストも大きい。加えて、スチーム又は熱風は、大気中(雰囲気中)にエネルギーが逃げていくので、エネルギー効率が悪い。このため、スチーム又は熱風の使用では、ランニングコストが高い割には、感熱性接着剤を十分に活性化できないことがある。
例えば、特許文献1には、感熱性接着剤がラベル基材の開口端部における周回方向に塗布され、且つ、ラベル基材を扁平状に折り畳んだ状態で一方の面の感熱性接着剤と他方の面の感熱性接着剤とが互いに対向しないよう、何れか一方の感熱性接着剤が筒軸方向に変位して塗布されている熱収縮性筒状ラベルが開示されている。
かかる熱収縮性筒状ラベルを容器に外装した後、スチームや熱風を用いて加熱することにより、熱収縮性筒状ラベルが周方向に熱収縮して被着体に密着する共に、感熱性接着剤が活性化して被着体に接着する。
しかしながら、比較的低い温度(例えば、60℃前後)で活性化する感熱性接着剤を用いると、ブロッキングという問題が生じ易い。それ故、特許文献1では、一方の面の感熱性接着剤と他方の面の感熱性接着剤とが互いに対向しないように各感熱性接着剤を配置してその問題を解決している。
また、上述のように、スチームや熱風ではエネルギー効率が悪いため、熱収縮性枚葉状ラベルにおいても、一般に、比較的低い温度で活性化する感熱性接着剤が用いられている。
本発明の第2の目的は、感熱性接着剤層の近辺で変形などを生じないようにラベルが被着体に装着された包装体を製造する方法を提供することである。
本発明の好ましい包装体の製造方法は、前記紫外線吸収発熱剤が、前記筒状体の面全体に亘って含有されている。
本発明の好ましい包装体の製造方法は、 前記紫外線のピーク波長が、200nm~399nmである。
本発明の好ましい包装体の製造方法は、前記紫外線の照射強度が、780mW/cm2以上である。
本発明の好ましい包装体の製造方法は、前記紫外線吸収発熱剤が、前記感熱性接着剤層に含有されている。
また、本発明の好ましい製造方法によれば、熱収縮性筒状ラベルがブロッキングを生じることを防止でき、さらに、感熱性接着剤層の近辺で変形などを生じさせることなく熱収縮性筒状ラベルを被着体に熱収縮装着でき、良好な外観を有する包装体を製造できる。
本明細書において、表面は、ラベル基材の一方の面をいい、裏面は、その反対側の面をいう。ラベル基材を筒状に形成する場合、ラベル基材の表面は、それを筒状に形成した際に外側となる面であり、ラベル基材の裏面は、筒状に形成した際に内側となる面である。横方向は、ラベル基材の面内の1つの方向を指し、縦方向は、前記面内において前記横方向と直交する方向を指す。図3においては、横方向を紙面の左右方向としている。用語の頭に、「第1」、「第2」を付す場合があるが、この第1などは、用語を区別するためだけに付加されたものであり、その優劣などの特別な意味を持たない。「~」で表される数値範囲は、「~」の前後の数値を下限値及び上限値として含む数値範囲を意味する。複数の下限値と複数の上限値が別個に記載されている場合、任意の下限値と任意の上限値を選択し、「~」で結んだ範囲とすることができるものとする。
各図における構成要素の厚みなどの寸法及び要素間の比率などは、実際のものと異なっていることに留意されたい。
第1実施形態及びその各変形例は、熱収縮可能なラベル基材から構成された熱収縮性筒状ラベルを用いた製法に関する。
第1実施形態では、熱収縮性筒状ラベルが用いられる。熱収縮性筒状ラベルは、熱収縮可能なラベル基材と、前記ラベル基材の内面に設けられた感熱性接着剤層と、を有する。前記感熱性接着剤層、及び、ラベル基材のうち少なくとも感熱性接着剤層が設けられた領域の少なくとも一方に、紫外線吸収発熱剤が含有されている。
上述のように、収縮接着ラベルは、形態上、熱収縮性枚葉状ラベルと熱収縮性筒状ラベルに大別できるが、ここでは、熱収縮性筒状ラベルを詳細に説明する。
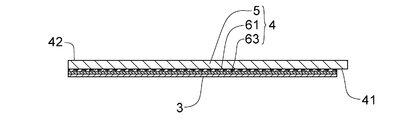
筒状体2は、熱収縮性を有するラベル基材4を筒状にし、その両側端部41,42を接着することによって形成されている。
前記感熱性接着剤層3、及び、筒状体2のうち少なくとも感熱性接着剤層3が設けられた領域の少なくとも一方に、紫外線吸収発熱剤が含有されている。つまり、(a)紫外線吸収発熱剤が、感熱性接着剤層3中に含有されている、或いは、(b)紫外線吸収発熱剤が、筒状体2のうち、少なくとも感熱性接着剤層3が設けられた領域中に含有されている、或いは、(c)紫外線吸収発熱剤が、前記感熱性接着剤層3と、前記少なくとも感熱性接着剤層3が設けられた領域と、の双方に含有されている。
なお、紫外線吸収発熱剤が、筒状体2のうち少なくとも感熱性接着剤層3が設けられた領域中に含有されている場合としては、(A)筒状体2のうち感熱性接着剤層3が設けられた領域のみに含有されている場合、(B)感熱性接着剤層3が設けられた領域を含む筒状体2の一部分に含有されている場合、或いは、(C)筒状体2の全体に亘って含有されている場合のいずれかである。
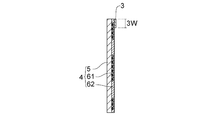
ラベル基材4は、図3乃至図5に示すように、熱収縮性フィルム5と、任意の印刷層61,…と、を有し、このラベル基材4の裏面の一部分に感熱性接着剤層3が設けられている。なお、本明細書において、「フィルム」は、一般にシートと呼ばれるものと同義である。
前記印刷層は、公知のインキをグラビア印刷法などの公知の印刷法にて塗布し、固化させた層である。印刷層は、厚み0.5μm~10μm程度の薄い層である。印刷層自体は熱収縮性フィルムのような機械的強度を有さず、フィルムとは異なるものである。印刷層としては、機能面で分類すると、デザイン印刷層、下地印刷層、滑り層、保護層などが挙げられる。これらの印刷層から選ばれる少なくとも1つが熱収縮性フィルムに設けられる。
以下、熱収縮性フィルム、各種の印刷層及び感熱性接着剤層について説明した後、ラベル基材などを詳述する。
熱収縮性フィルムは、熱収縮性を有する柔軟なフィルムである。
本明細書において、「熱収縮性」は、熱収縮温度(例えば、60℃~200℃)に加熱されると、少なくとも主延伸方向に収縮する性質をいう。
熱収縮性フィルムは、熱的性質の観点では、少なくとも横方向(主延伸方向)に主として熱収縮可能であり、縦方向に若干熱収縮又は熱伸長してもよい。ラベル基材を筒状にした際(つまり、ラベル基材を用いて熱収縮性筒状ラベルを形成した際)、前記熱収縮性フィルムの横方向は、熱収縮性筒状ラベルの周方向となる。かかる熱収縮性フィルムとしては、横方向に主として延伸された1軸延伸又は2軸延伸フィルムを用いることができる。
熱収縮性フィルムは、熱収縮性を有していることを条件として、自己伸縮性を有していてもよく、或いは、自己伸縮性を有していなくてもよい。前記自己伸縮性は、フィルムを引っ張ると伸張し、その引っ張り力を解除すると縮んでほぼ元の長さに戻る性質をいう。
ただし、本明細書において、熱収縮率は、加熱前のフィルムの長さ(元の長さ)と、100℃の温水中に10秒間浸漬した後のフィルムの長さ(浸漬後の長さ)の割合であり、下記式に代入して求められる。
前記熱収縮率(%)=[{(横方向又は縦方向の元の長さ)-(横方向又は縦方向の浸漬後の長さ)}/(横方向又は縦方向の元の長さ)]×100。
本明細書において、「透明」は、フィルム又は層(印刷層や感熱性接着剤層など)の裏面側に、その裏面から1cm離れた箇所に、白地の紙に黒色インキで任意の数字(大きさ12ポイント)を印刷したものを配置し、前記フィルム又は層を透かしてその数字を表面側から判別できる状態をいう。「透明」は、無色透明又は有色透明のいずれでもよい。
本明細書において、「不透明」は、前記と同じ条件で裏面側に配置した数字を、前記フィルム又は層を透かして表面側から判別できない状態(数字を認識できない状態)をいう。
不透明の指標を前記全光線透過率で表すと、例えば、30%以下であり、好ましくは20%以下である。
また、後述するように、紫外線吸収発熱剤が含有されている層を熱収縮性フィルムに設ける場合には、その紫外線吸収発熱剤を発熱させるための紫外線が透過可能な熱収縮性フィルムが用いられる。
熱収縮性フィルムの材質の観点では、ポリエチレンテレフタレート、ポリ乳酸などのポリエステル系樹脂;ポリエチレン、ポリプロピレン、環状オレフィンなどのオレフィン系樹脂;ポリスチレン、スチレン-ブタジエン共重合体などのポリスチレン系樹脂;ポリアミド系樹脂;塩化ビニル系樹脂などの熱可塑性樹脂から選ばれる1種、又は2種以上の混合物などが挙げられる。
また、熱収縮性フィルムは、厚み方向における構造の観点では、単層フィルムでもよく、2層以上の樹脂層が積層接着された積層フィルムでもよい。
前記熱収縮性フィルムの厚みは、特に限定されないが、合成樹脂フィルムの場合には、例えば20μm~100μmであり、発泡樹脂フィルムの場合には、例えば、50μm~500μmである。
デザイン印刷層は、主として加飾目的で設けられる。デザイン印刷層は、所望の文字、図形などの表示が1色又は2色以上の色彩で表された印刷層である。デザイン印刷層は、通常、文字などの表示がカラーインキから形成され、一般には、不透明な部分と透明な部分が混在していることが多い。デザイン印刷層は、従来公知のカラーインキを、グラビア印刷法などの従来公知の印刷法を用いて単色刷り又は多色刷りすることによって形成できる。デザイン印刷層の厚みは、例えば、0.1μm~5μmである。
下地印刷層は、1つの目的では、デザイン印刷層の表示を際立たせるために設けられる層である。また、下地印刷層は、他の目的では、筒状体に遮光性を付与するために設けられる層である。
下地印刷層は、1色又は2色以上を塗り分けた無模様の不透明な印刷層であり、好ましくは、無模様1色の不透明な印刷層である。
下地印刷層は、例えば、白色、灰色、銀色、黒色、赤色などの任意の色彩を呈する。好ましくは、下地印刷層は、白色、灰色及び黒色から選ばれる1色を呈する無模様の不透明な印刷層である。
灰色を呈する下地印刷層は、灰色顔料を含む灰色インキを、従来公知の印刷法にてベタ状に印刷することによって形成できる。前記灰色顔料としては、例えば、カーボンブラックなどの黒色顔料又は粉末アルミニウムなどの銀色顔料と白色顔料とを適量混合した顔料などが挙げられる。
銀色を呈する下地印刷層は、銀色顔料を含む銀色インキを、従来公知の印刷法にてベタ状に印刷することによって形成できる。前記銀色顔料としては、例えば、粉末アルミニウム、蒸着アルミニウムなどが挙げられる。
黒色を呈する下地印刷層は、例えば、カーボンブラックなどの黒色顔料を含む黒色インキを、従来公知の印刷法にてベタ状に印刷することによって形成できる。
顔料の含有量は顔料ごとに適宜設定されるが、例えば、白色顔料の場合、白色の下地印刷層の全体を100重量%として、30重量%~80重量%である。
なお、本明細書において、ある層が「ベタ状」であるとは、その層を構成する材料が面方向に延在して1つの連続した層を成していることをいう。ただし、グラビア印刷法などの有版印刷法にて形成される層は、ドット状に付着した材料の集合物から構成されるので、巨視的に見ると、その材料が面方向に延在して1つの連続した層を成しているが、微視的に見ると、その面内に無数の微細な隙間が存在する場合があることに留意されたい。このように微視的に見ると、微細な隙間を有する場合でも、巨視的に1つの連続した層を成している場合には、ベタ状の範疇に含まれるものとする。
下地印刷層の厚みは、例えば、0.5μm~5μmである。
滑り層は、被着体に対する熱収縮性筒状ラベルの摩擦を軽減するために設けられる層である。滑り層を有する熱収縮性筒状ラベルは、被着体に良好に外装できるようになる。
前記滑り層は、通常、筒状体の最内面を構成するように設けられる。滑り層は、透明又は不透明の何れでもよいが、好ましくは透明である。
滑り層は、例えば、滑剤などの滑り成分を含み且つ実質的に着色剤を含まないインキ(いわゆるメジウムインキ)を、従来公知の印刷法にてベタ状に印刷することによって形成できる。なお、実質的に着色剤を含まないとは、不可避的に含まれる程度の微量の着色剤の混入は許容され、有意な量の混入は除外されるという意味である。
前記滑剤などの滑り成分としては、特に限定されず、例えば、ポリオレフィンワックス、シリコーンオイルなどが挙げられる。
前記滑り成分の含有量も特に限定されないが、例えば、滑り層の全体を100重量%として、1重量%~20重量%である。
なお、前記滑り層は、透明に限られず、不透明であってもよい。
前記滑り層の厚みは、例えば、0.1μm~3μmである。
保護層は、主として熱収縮性フィルムの表面を保護するために設けられる層である。保護層は、好ましくは透明であり、より好ましくは無色透明である。
なお、後述するように、デザイン印刷層が熱収縮性フィルムの表面側に設けられる場合には、保護層は、そのデザイン印刷層の表面に設けられる。また、必要に応じて、デザイン印刷層以外の層の表面又は裏面を保護するために、保護層を設けてもよい。
保護層は、実質的に着色剤を含まないインキ(いわゆるメジウムインキ)を、従来公知の印刷法にてベタ状に印刷することによって形成できる。
なお、保護層は、必要に応じて、滑剤などの滑り成分を含んでいてもよい。滑剤の具体例及び量としては、上記滑り層と同様である。
保護層の厚みは、例えば、0.5μm~5μmである。
感熱性接着剤層は、熱収縮性筒状ラベルを被着体に接着させるために設けられる接着層である。感熱性接着剤層は、ラベル基材の裏面の所望の範囲に設けられる。感熱性接着剤層は、通常、その所望の範囲内にベタ状に設けられるが、その範囲内に編み目状や無数のドット状に設けてもよい(図示せず)。
感熱性接着剤層は、透明又は不透明のいずれでもよいが、通常、無色透明である。
感熱性接着剤層は、ラベル基材の裏面に感熱性接着剤を印刷又は塗工することによって設けられる。
本発明において、感熱性接着剤は、室温(23℃)では接着力を有さず且つ加熱されることによって活性化して接着力を発現しうる接着剤である。なお、本発明において、接着剤は、粘着剤と呼ばれるものを含む概念である。
感熱性接着剤は、室温で接着性を示さず且つ加熱されることによって被着体に接着可能なものであれば、特に限定されない。
ディレードタック型感熱接着剤は、室温で接着力を有さず、加熱することによって活性化して接着力を発現し且つ冷却後長時間に亘ってそれが持続する接着剤である。ディレードタック型感熱接着剤は、グラビアコーティングなどの印刷によって塗工可能である。ディレードタック型感熱接着剤としては、例えば、エチレン-酢酸ビニル共重合体、酢酸ビニル-アクリル酸エステル共重合体、合成ゴムなどのベース樹脂に粘着付与剤及び固体可塑剤が配合されたエマルジョン型などが例示される。
ホットメルト型接着剤は、室温で接着力を有さず、加熱することによって接着力を発現する接着剤である。ホットメルト型接着剤は、加熱溶融させてホットメルトコーター、エクストルージョンラミネーターなどによって塗工可能な接着剤である。ホットメルト型接着剤としては、例えば、エチレン-酢酸ビニル共重合体やエチレンアクリル酸共重合体などのエチレン系樹脂、スチレン-ブタジエンブロック共重合体などのベース樹脂に粘着付与剤などの添加剤が配合されたものが例示される。
本発明のように、紫外線吸収発熱剤を用いて加熱すれば、活性化温度が比較的高温の感熱性接着剤層でも容易に活性化でき、又、活性化温度が比較的高い感熱性接着剤層を有する熱収縮性筒状ラベルはブロッキングを生じ難い。それ故、熱収縮性筒状ラベルに使用する感熱性接着剤(感熱性接着剤層)としては、活性化温度が70℃以上のものが好ましく、80℃以上がより好ましく、90℃以上がさらに好ましい。一方、感熱性接着剤(感熱性接着剤層)の活性化温度が余りに高すぎると、紫外線吸収発熱剤でも加熱不十分になるおそれがあることから、感熱性接着剤(感熱性接着剤層)は、活性化温度が150℃以下のものが好ましく、120℃以下がより好ましい。
感熱性接着剤層の接着強度は、感熱性接着剤層が設けられたフィルムを試験片(剥離方向の長さ10mm、幅方向の長さ15mm)とし、その感熱性接着剤層を所望の温度で加熱した後、感熱性接着剤層を介して試験片をポリエチレンテレフタレート製の平板に0.1MPaの圧力で貼り合わせ、JIS K 6854-3に準じた方法でT型剥離試験(剥離速度300mm/min)を行い、試験片の接着強度を測定する。前記加熱温度を段階的に上げながら試験片の接着強度を測定することにより、試験片の接着強度が0.7N/15mm以上となる温度(すなわち、活性化温度)を測定できる。
活性化温度が70℃以上のような比較的高温の感熱性接着剤は、市販品を用いてもよく、そのような市販品としては、三洋貿易(株)の商品名「CPH 380-N」、東ソー(株)の商品名「トヨパラックス A70」などが挙げられる。
感熱性接着剤層の厚みは、特に限定されず、通常、3μm~30μm程度である。
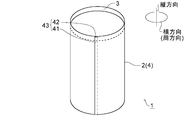
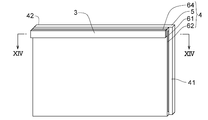
前記熱収縮性筒状ラベル1は、図1及び図2に示すように、ラベル基材4を筒状に形成した筒状体2と、その筒状体2の内面に設けられた感熱性接着剤層3と、から構成されている。
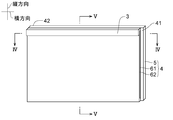
本実施形態のラベル基材4は、図3乃至図5に示すように、熱収縮性フィルム5と、デザイン印刷層61と、滑り層62と、を有する。これらの詳細は、上記<熱収縮性フィルム>、<デザイン印刷層>、及び<滑り層>の通りである。
図示例では、デザイン印刷層61は、第1側端部41及び縦方向において向かい合った両端部を除いた範囲の所々に設けられている。デザイン印刷層61を設ける範囲は、デザインに応じて適宜設定される。すなわち、本実施形態では、デザイン印刷層61は、第1側端部41及び縦方向において向かい合った両端部を除いた、熱収縮性フィルム5の裏面中の所々に設けられている。前記範囲を海として例えると、デザイン印刷層61は、その海中に島状に点在して設けられている。
滑り層62は、第1側端部41を除く残部の全体に設けられる。
図示例のようにデザイン印刷層61が所々設けられている場合には、滑り層62は、熱収縮性フィルム5の裏面とデザイン印刷層61の裏面に跨がって設けられている。従って、裏面側からラベル基材4を見て、その第1側端部41において熱収縮性フィルム5の裏面が露出し、第1側端部41以外では滑り層62が露出している。ただし、後述する感熱性接着剤層3を滑り層62の裏面に設けた後には、滑り層62の裏面のうち接着剤層3が設けられた部分を除いて露出する。
この第1側端部41において熱収縮性フィルム5の裏面露出部の横方向長さは、特に限定されないが、良好なシール部を形成するという観点から、例えば、2mm~10mmである。
感熱性接着剤層3は、ラベル基材4の裏面の一部分に設けられる。
例えば、感熱性接着剤層3は、ラベル基材4の最裏面を構成する滑り層62の裏面の一部分に設けられる。好ましくは、感熱性接着剤層3は、ラベル基材4の第1側端部41を除いた残部内の、横方向帯状に延びる領域に設けられ、より好ましくは、前記残部内のうち、縦方向端部の横方向帯状に延びる領域に設けられる。
帯状に設けられた感熱性接着剤層3の幅3W(この幅3Wは、感熱性接着剤層3の、縦方向長さ)は、特に限定されないが、余りに小さいと、被着体に対する接着面積が小さくなる。かかる観点から、感熱性接着剤層3の幅3Wは、3mm以上が好ましく、5mm以上がより好ましい。一方、感熱性接着剤層3の幅3Wが余りに大きいと、感熱性接着剤層3が熱収縮性筒状ラベル1の内面の多くを占め、熱収縮性筒状ラベル1を被着体に外装し難くなる。かかる観点から、感熱性接着剤層3の幅3Wは、ラベル基材4(熱収縮性筒状ラベル1)の縦方向長さ×1/3以下が好ましく、同1/4以下がより好ましい。具体的な数値では、感熱性接着剤層3の幅3Wは、30mm以下が好ましく、20mm以下がより好ましい。
本発明において、紫外線吸収発熱剤は、紫外線を熱エネルギーに変換し、その熱エネルギーにて周囲を昇温させる機能(発熱する機能)を有する物質をいう。
紫外線吸収発熱剤としては、ベンゾフェノン系化合物、サリシレート系化合物、シアノアクリレート系化合物、ベンゾエート系化合物、ベンゾトリアゾール系化合物、トリアジン系化合物などの有機材料;二酸化チタン、酸化亜鉛、カーボンブラックなどの無機材料;などが挙げられる。これらの紫外線吸収発熱剤は、1種単独で又は2種以上を併用してもよい。
前記「紫外線吸収発熱剤が、ラベル基材4の面全体に亘って含有されている」とは、ラベル基材4の裏面に対して直交する方向からラベル基材4を透視したときに、ラベル基材4の面全体に亘って紫外線吸収発熱剤が存在することをいう。前記「紫外線吸収発熱剤が、ラベル基材4の第1側端部41を除く面全体に亘って含有されている」とは、ラベル基材4の裏面に対して直交する方向からラベル基材4を透視したときに、ラベル基材4の第1側端部41を除く面全体に亘って紫外線吸収発熱剤が存在することをいう。
従って、ラベル基材4を構成するフィルム5及び印刷層61,…の全てに紫外線吸収発熱剤を含有させてもよく、そのうちの少なくとも1つに紫外線吸収発熱剤を含有させてもよい。
以下、紫外線吸収発熱剤が含有されている層又はフィルムを「発熱部」という場合がある。
図3乃至図5に示すようなラベル基材4において、紫外線吸収発熱剤がラベル基材4の第1側端部41を除く面全体に亘って含有されている場合としては、滑り層62中に紫外線吸収発熱剤が含有されていることが挙げられる。
好ましくは、発熱部は、感熱性接着剤層3が直接接している部分である。図示例では、感熱性接着剤層3が直接接している滑り層62に紫外線吸収発熱剤が配合されている。
かかる観点から、滑り層62中の紫外線吸収発熱剤の量は、滑り層62の全体を100重量%として、1重量%~20重量%であり、好ましくは、2重量%~10重量%である。
なお、熱収縮性フィルム5に紫外線吸収発熱剤を含有させる場合、その量は、そのフィルム5の全体を100重量%として、2重量%~40重量%であり、好ましくは、5重量%~30重量%である。
また、感熱性接着剤層3に紫外線吸収発熱剤を含有させる場合、その量は、その感熱性接着剤層3の全体を100重量%として、2重量%~10重量%であり、好ましくは、3重量%~8重量%である。
この感熱性接着剤層3が設けられたラベル基材4を筒状にし、第1側端部41の裏面を第2側端部42の表面に重ね合わせ、その重ね合わせ部位を接着することによって、図1及び図2に示す熱収縮性筒状ラベル1が構成されている。
第1側端部41の裏面と第2側端部42の表面との接着方法は、例えば、溶剤を用いた溶着、接着剤を用いた接着などが挙げられる。前記重ね合わせて接着した部位が、シール部43である。
なお、現実的な製造工程では、一般に、熱収縮性筒状ラベル1は、その複数が連続的に繋がった長尺帯状の連続体であって扁平状に折り畳まれた連続体の形態で提供される。そして、この連続体を適宜切断して個々の熱収縮性筒状ラベル1が得られ、被着体に外装する直前に筒状に開かれる。
なお、熱収縮性筒状ラベルが連続的に繋がった連続体の形態で提供される場合に限られず、枚葉状のラベル基材が連続的に繋がった基材連続体の形態で提供されてもよい。枚葉状のラベル基材が連続的に繋がった基材連続体の形態で提供される場合には、被着体に外装する直前に、基材連続体から1枚のラベル基材を切り出し、それをマンドレルなどの治具に巻き付けながら筒状にして熱収縮性筒状ラベルを形成した後に、被着体に外装される。
図2に示すように、ラベル基材4を筒状に形成することにより、シール部43付近において、滑り層62の両側縁が接し、滑り層62の裏面は、筒状体2の最内面において筒状を成している。ただし、実際上、ラベル基材4の第1側端部41と第2側端部42を接着した際に、シール部43付近において、滑り層62の両側縁の間に、無視できる程度の僅かな隙間(例えば数mm程度)を有する場合もある。そのような僅かな隙間を有する場合でも、前記滑り層62は筒状を成しているものとする。
本実施形態では、少なくとも滑り層62の全体に紫外線吸収発熱剤が含まれているので、紫外線吸収発熱剤は、筒状体2の面全体に亘って含有されている。前記「紫外線吸収発熱剤が、筒状体2の面全体に亘って含有されている」とは、筒状体2の周方向の何れの位置から筒状体2を透視したときに、紫外線吸収発熱剤が存在することをいう。なお、上述の通り、滑り層62の両側縁の間に僅かな隙間を有する場合でも、紫外線吸収発熱剤が筒状体2の面全体に亘って含有されているとする。
ただし、シール部43付近において、感熱性接着剤層3の両側縁の間に、無視できる程度の僅かな隙間(例えば数mm程度)を有する場合でも、前記感熱性接着剤層3は帯環状を成しているものとする。
前記熱収縮性筒状ラベル1は、任意の被着体に熱収縮装着される。
被着体は、特に限定されず、代表的には、コーヒーなどの飲料容器、調味料容器、即席麺などの食品容器、シャンプーなどのサニタリー容器、洗剤容器、化粧品容器、医薬品容器などの各種容器;機械部品などの物品そのもの;などが挙げられる。
被着体の外面部の材質も特に限定されず、例えば、合成樹脂、ガラス、金属、陶器などが挙げられる。
被着体の形態も特に限定されない。例えば、被着体が容器である場合には、キャップ部及び胴部を有するボトル状容器、カップ状容器、椀状容器などが挙げられる。
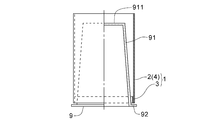
カップ状容器9は、上面開口型の胴部91と、胴部91の上端部から径外方向に延出されたフランジ部92と、を有する。カップ状容器9は、胴部91の底部911を下にして水平面上に自立可能である。胴部91は、直胴状でもよく、非直胴状でもよい。前記胴部91は、熱収縮性筒状ラベル1が装着される部位である。前記直胴状は、容器9の軸方向において周長が変わらない形状をいう。図示例の胴部91は、非直胴状であり、例えば、下方に向かうに従って周長が小さくなるテーパ状である。このようなカップ状容器9は、その内部内に飲料や食品などが収容され、胴部91の開口部が蓋材(図示せず)で閉塞される。もっとも、蓋材で閉塞せず、カップ状容器9のままで使用することもできる。
フランジ部92が形成されている容器9にあっては、図6に示すように、フランジ部92を下にした状態で熱収縮性筒状ラベル1を装着することが簡便である。そのため、図6では、カップ状容器9を逆さにして図示している。
なお、前記胴部91は3次元曲面を有する形状であってもよい。
次に、熱収縮性筒状ラベル1を加熱して熱収縮させると共に、感熱性接着剤層3を活性化させて容器9の胴部91に接着させる。
加熱手段としては、紫外線照射が用いられる。なお、必要に応じて、紫外線照射に加えて、従来から使用されているスチームや熱風を併用してもよい。
本実施形態においては、紫外線吸収発熱剤が筒状体2の面全体に亘って含まれているので、紫外線照射のみで熱収縮性筒状ラベル1を熱収縮させると共に感熱性接着剤層3を活性化させることができる。
紫外線照射装置の光源は、特に限定されず、紫外線LED、紫外線ランプ(有電極又は無電極)、紫外線レーザーなどが挙げられる。紫外線照射装置は、市販品を用いることができ、例えば、Phoseon Tecnology社製の商品名「FE300」などが挙げられる。
紫外線の照射強度(UV照度)は、特に限定されないが、余りに小さいと紫外線吸収発熱剤が短時間で十分に発熱しないことから、780mW/cm2以上が好ましく、2000mW/cm2以上がより好ましい。なお、紫外線の照射強度の上限に制限はないが、例えば、15W/cm2以下である。
紫外線の照射時間は、少なくとも目的が達成できるまでである。つまり、紫外線の照射時間は、少なくとも感熱性接着剤層3を活性化させて容器9に接着させることができるまで又はそれ以上であり、好ましくは、熱収縮性筒状ラベル1が容器9に密着するまで熱収縮させること及び感熱性接着剤層3を活性化させて容器9に接着させることができるまで又はそれ以上である。
具体的には、紫外線の積算光量は、400mJ/cm2以上が好ましく、800mJ/cm2以上がより好ましい。一方、余りに紫外線を照射しすぎると、ラベル基材4が溶融するおそれあるため、前記積算光量の上限は、例えば、8100mJ/cm2以下が好ましい。積算光量=紫外線の照射強度×照射時間で求められる。
このようにして、図7に示すように、熱収縮性筒状ラベル1が感熱性接着剤層3にて容器9に接着され且つその他の部分で容器9に密着された包装体10が得られる。
ただし、部分的に外面が凹んだ凹み部を有する容器9などのように、容器9の形状によっては、その凹み部において熱収縮性筒状ラベル1が密着しない場合もある。
このような比較的高温の感熱性接着剤を用いた場合には、図1に示すように、感熱性接着剤層3を筒状体2の周方向に帯環状に設けてもブロッキングを生じ難い。もちろん、感熱性接着剤層3を特許文献1に記載のように、扁平状にした際に一方の面の感熱性接着剤層3と他方の面の感熱性接着剤層3とが互いに対向しないように配置し、或いは、筒状体2の縦方向に延びる帯状に配置しても、ブロッキングを生じ難い。つまり、比較的高温の感熱性接着剤を用いた場合には、ブロッキングを生じ難いので感熱性接着剤層3を所望の位置に配置できる。
従来では、感熱性接着剤層を十分に活性化させるために、比較的低温の感熱性接着剤を用い、且つ、そのブロッキングを防止するために、感熱性接着剤層の配置が制限されている。この点、本発明の方法によれば、熱収縮性筒状ラベルの感熱性接着剤層を十分に活性化でき、さらに、感熱性接着剤層を任意の位置に設けてもブロッキングを防止できる。
なお、本実施形態のように、紫外線吸収発熱剤が筒状体2の面全体に亘って含有されている場合には、紫外線照射によって熱収縮性筒状ラベル1を熱収縮させることもできる。このため、1つの加熱手段で容器9に対する熱収縮性筒状ラベル1の熱収縮装着と感熱性接着剤層3の接着を行うことができる。
この場合、デザイン印刷層61が設けられていない部分に、図8に示すように、紫外線吸収発熱剤を含む部分印刷層65を設けることが好ましい。かかるラベル基材4は、紫外線吸収発熱剤を含むデザイン印刷層61と紫外線吸収発熱剤を含む部分印刷層65が互いに補完し合い、ラベル基材4の面全体(ただし、第1側端部41を除く)に亘って紫外線吸収発熱剤が存在するようになる。
第1実施形態の第1変形例に係る熱収縮性筒状ラベル1は、図9に示すように、主として、デザイン印刷層61の裏面側に下地印刷層63が設けられている点で、上記第1実施形態と異なっている。
具体的には、第1変形例の熱収縮性筒状ラベル1を構成するラベル基材4は、図10乃至図12に示すように、熱収縮性フィルム5と、デザイン印刷層61と、下地印刷層63と、を有する。これらの詳細は、上記<熱収縮性フィルム>、<デザイン印刷層>、及び<下地印刷層>の通りである。
デザイン印刷層61は、傷付き防止の観点から、熱収縮性フィルム5の裏面側に設けられている。デザイン印刷層61は、熱収縮性フィルム5の裏面のうち、第1側端部41を除いた残部の全体に設けられている。
この下地印刷層63の裏面側に、感熱性接着剤層3が設けられている。
好ましくは、感熱性接着剤層3が直接接する下地印刷層63中に紫外線吸収発熱剤が含有される。
なお、紫外線吸収発熱剤としても機能する顔料(この顔料としては、二酸化チタンやカーボンブラックなどが好ましい)が含まれている下地印刷層63である場合には、別途の紫外線吸収発熱剤を配合しなくても、その下地印刷層63が発熱部として機能し得る。もっとも、このような下地印刷層63に、別途の紫外線吸収発熱剤を配合してもよい。
二酸化チタンを紫外線吸収発熱剤として使用する場合の、下地印刷層63中の二酸化チタンの量は、その印刷層の全体を100重量%として、40重量%~80重量%であり、好ましくは、50重量%~75重量%である。
第1変形例の熱収縮性筒状ラベル1も、熱収縮可能なラベル基材4を筒状に形成した筒状体2と、その筒状体2の内面に設けられた感熱性接着剤層3と、から構成されている。かかる熱収縮性筒状ラベル1において、下地印刷層63の裏面は、筒状体2の最内面において筒状を成し、その下地印刷層63に接する感熱性接着剤層3も、帯環状を成している。
第1変形例の熱収縮性筒状ラベル1も、上記第1実施形態と同様にして、被着体に外装され、紫外線を照射することによって、発熱部(下地印刷層63)が発熱する。その熱によって、熱収縮性筒状ラベル1が熱収縮すると略同時に感熱性接着剤層3が活性化して容器9に接着し、包装体10を得ることができる。
上記第1実施形態及びその第1変形例では、主として紫外線吸収発熱剤が筒状体2の面全体(ラベル基材4の第1側端部41を除く面全体)に亘って含有されている熱収縮性筒状ラベル1を用いる場合について説明した。ここでは、(A)筒状体2のうち感熱性接着剤層3が設けられた領域のみに紫外線吸収発熱剤が含有されている場合、又は、(B)感熱性接着剤層3のみに紫外線吸収発熱剤が含有されている場合、について主として説明する。
具体的には、ラベル基材4は、例えば、第1実施形態と同様に、熱収縮性フィルム5と、デザイン印刷層61と、滑り層62と、を有し、その滑り層62の裏面の一部分に、紫外線吸収発熱剤を含む部分印刷層64が設けられている。熱収縮性フィルム5、デザイン印刷層61及び滑り層62の何れにも、実質的に紫外線吸収発熱剤が含有されていない。つまり、熱収縮性フィルム5、デザイン印刷層61及び滑り層62の何れにも、紫外線吸収発熱剤が含有されていない又は感熱性接着剤層3を活性化させるほどの紫外線吸収発熱剤が含有されていない。
部分印刷層64は、紫外線吸収発熱剤を含んでいることを条件として、透明又は不透明の何れでもよい。部分印刷層64に含まれる紫外線吸収発熱剤の量は、例えば、上記第1実施形態で示した滑り層62に含まれる紫外線吸収発熱剤の量と同程度である。
この部分印刷層64の裏面に感熱性接着剤層3が設けられている。
第2変形例の熱収縮性筒状ラベル1も、上記第1実施形態と同様にして、被着体に外装され、紫外線を照射することによって、発熱部(部分印刷層64)が発熱して感熱性接着剤層3が活性化される。ただし、部分印刷層64は、筒状体2の面全体に存在しないので、熱収縮性筒状ラベル1を熱収縮させるために、スチーム又は熱風などの紫外線以外の加熱手段を併用する。この場合、(1)紫外線を照射して感熱性接着剤層3を活性化させた後に、スチームなどの加熱手段を熱収縮性筒状ラベル1に当てて、熱収縮性筒状ラベル1を熱収縮させてもよく、或いは、(2)紫外線とスチームなどの加熱手段を同時に行ってもよく、或いは、(3)スチームなどの加熱手段を熱収縮性筒状ラベル1に当てて熱収縮性筒状ラベル1を熱収縮させた後に、紫外線を照射して感熱性接着剤層3を活性化させてもよい。
このようにしても上記第1実施形態と同様な包装体10が得られる。
感熱性接着剤層3のみに紫外線吸収発熱剤が含有されている熱収縮性筒状ラベル1についても、紫外線照射とスチーム又は熱風などの紫外線以外の加熱手段とを併用することにより、包装体10が得られる。
上記第1実施形態及び第1乃至第2変形例においては、主として感熱性接着剤層が筒状体の縦方向端部に帯環状に設けられている熱収縮性筒状ラベルについて説明したが、これに限定されない。例えば、感熱性接着剤層を筒状体の縦方向両端部にそれぞれ帯環状に設けてもよく、或いは、感熱性接着剤層を筒状体の縦方向中間部に帯環状に設けてもよく、或いは、感熱性接着剤層を筒状体の縦方向に延びる帯状に設けてもよく、或いは、感熱性接着剤層を特許文献1のような配置してもよい(いずれも図示せず)。
本発明によれば、感熱性接着剤層を所望の位置に形成できる。
また、上記第1実施形態の熱収縮性筒状ラベル1に、公知のミシン目線を形成してもよい。
例えば、図15に示すように、熱収縮性筒状ラベル1に、縦方向に延びるミシン目線28が形成される。ミシン目線28は、周方向に間隔を開けて複数(例えば、2本)形成されている。なお、ミシン目線とは、筒状体に断続的に形成された複数の小さな穴であって、線状に並んだ複数の穴をいう。
特に、第4変形例のように、ミシン目線28が形成されている熱収縮性筒状ラベル1にあっては、発熱部が、前記ミシン目線28の周辺領域を除いて、筒状体2に設けられていることが好ましい。図15において、発熱部を判り易く図示するため、描写上、発熱部に相当する箇所に網掛けを付加している。より好ましくは、図示のように、ミシン目線28の周辺領域並びに筒状体2の上下端部のうち2つのミシン目線28,28の間の上端部2a及び下端部2bを除いて、発熱部が筒状体2に設けられている。なお、前記ミシン目線の周辺領域は、例えば、ミシン目線を基準にして、その線から周方向一方側に10mm以内及び反対側に10mm以内の領域であり、好ましくは、周方向一方側に7mm以内及び反対側に7mm以内の領域である。
第2実施形態は、ラベルとして、枚葉状のラベル基材から構成された収縮接着ラベルを用いた製法に関する。
第2実施形態の第1例では、枚葉状の非熱収縮性のラベル基材47から構成された非熱収縮性枚葉状ラベル17が用いられる。
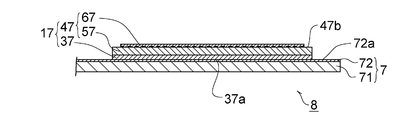
図16乃至図19において、非熱収縮性枚葉状ラベル17は、枚葉状のラベル基材47と、感熱性接着剤から構成された感熱性接着剤層37と、を有し、前記感熱性接着剤層37、及び、ラベル基材47のうち少なくとも感熱性接着剤層37が設けられた領域の少なくとも一方に、紫外線吸収発熱剤が含有されている。前記感熱性接着剤層37は、ラベル基材47の裏面に設けられている。前記ラベル基材47は、実質的に熱収縮性を有さない、つまり、非熱収縮性のラベル基材である。
連続体8は、図17に示すように、通常、ロール状に巻き取られて保管・運搬される。この場合、連続体8は、非熱収縮性枚葉状ラベル17を外側にして巻き取られていてもよく、或いは、非熱収縮性枚葉状ラベル17を内側にして巻き取られていてもよい。図示例では、連続体8は、非熱収縮性枚葉状ラベル17を外側にして芯材81に巻かれている。
非熱収縮性枚葉状ラベル17の感熱性接着剤層37の、離型フィルム7の離型面7aに対する接着強度は、連続体8をロール状に巻き取っても非熱収縮性枚葉状ラベル17が剥がれず且つ必要時に非熱収縮性枚葉状ラベル17を容易に引き剥がすことができる程度の強度であれば特に限定されない。例えば、感熱性接着剤層37の離型フィルム7に対する接着強度は、0.05N/15mm~0.7N/15mmであり、好ましくは、0.1N/15mm~0.5N/15mmである。前記接着強度は、JIS Z 0237の180度剥離に準じた方法で測定された値をいう。具体的には、前記接着強度は、ラベル基材が感熱性接着剤層を介して離型フィルムの離型面に添付されたものを縦×横=100mm×15mmに切り出してサンプルを作製し、そのサンプルのラベル基材を、温度23±2℃、湿度50±5%RH、300mm/分の速度で剥離したときの最大強度をいう。
なお、非熱収縮性枚葉状ラベル17において、ラベル基材47の裏面と感熱性接着剤層37の表面との接着強度は、極めて大きく、ラベル基材47と感熱性接着剤層37は、分離困難である。
図示例では、離型フィルム7は、ベースフィルム71と、そのベースフィルム71の表面全体に積層された離型層72と、を有する。前記離型層72は、ベースフィルム71の表面の全体に、ベタ状に形成されている。前記離型層72の表面が、離型フィルム7の離型面7aである。
ベースフィルム71は、特に限定されず、例えば、ポリエステル系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂などの合成樹脂フィルム;異種又は同種の樹脂層が複数積層された積層樹脂フィルム;合成紙;普通紙、上質紙などの紙;これらの中から選択される2種以上のフィルムが積層された積層フィルムなどが挙げられる。ベースフィルム71は、合成樹脂フィルム又は積層樹脂フィルムが好ましい。合成樹脂フィルム又は積層樹脂フィルムを使用することにより、離型フィルム7に当接する感熱性接着剤層37が鏡面状態となり、感熱性接着剤層37の凹凸に起因した非熱収縮性枚葉状ラベル17の白濁化を防止できる。
ベースフィルム71は、通常の機械的強度を有していればよく、その厚みは、特に限定されず、例えば、30μm~300μmである。また、離型層72の厚みは、特に限定されず、例えば、0.1μm~3μm程度である。ベースフィルム71は、透明又は不透明の何れでもよい。
なお、濡れ性の小さいベースフィルム71(離型性に優れたベースフィルム71)を用いる場合には、前記離型層72を省略してもよい。この場合、ベースフィルム71の表面が、離型フィルム7の離型面7aとなる。
なお、図16では、非熱収縮性枚葉状ラベル17が離型フィルム7の短手方向に1列配置されている連続体8を例示しているが、例えば、図20に示すように、非熱収縮性枚葉状ラベル17が短手方向に2列配置されていてもよく、特に図示しないが、短手方向に3列以上配置されていてもよい。
ここで、本発明において「略」は、本発明の属する技術分野において許容される範囲を意味する。
前記形状の「略」は、本発明の属する技術分野において許容される形状を意味する。略矩形や略三角形などの略多角の「略」は、例えば、角部が面取りされている形状、辺の一部が僅かに膨らむ又は窪んでいる形状、辺が若干湾曲している形状などが含まれる。なお、角部が面取りされているとは、角張った部分の角を取り去り、その部分を弧状又はなだらかな鈍角状に形成することをいう。略円及び略楕円の「略」は、例えば、周の一部が僅かに膨らむ又は窪んでいる形状、周の一部が若干直線又は斜線とされた形状などが含まれる。
感熱性接着剤層37が設けられた領域及び前記感熱性接着剤層37の少なくとも一方に、紫外線吸収発熱剤が含有されている。つまり、(a)紫外線吸収発熱剤が、感熱性接着剤層37中に含有されている、或いは、(b)紫外線吸収発熱剤が、ラベル基材47のうち、少なくとも感熱性接着剤層37が設けられた領域中に含有されている、或いは、(c)紫外線吸収発熱剤が、前記感熱性接着剤層37と、前記少なくとも感熱性接着剤層37が設けられた領域と、の双方に含有されている。
本実施形態のラベル基材47は、実質的に熱収縮しない柔軟なフィルム(非熱収縮性フィルム)を含む。非熱収縮性フィルムは、特に限定されず、非熱収縮性の合成樹脂フィルム、紙、合成紙、発泡樹脂フィルム、不織布などから選ばれるフィルムを用いることができる。さらに、前記合成樹脂フィルムなどのフィルムにバリア層(ガスバリア及び/又は遮光の層)が設けられたフィルム、蒸着、断熱、抗菌などの他の機能層が設けられたフィルム、及びこれらのフィルムが2種以上積層された積層体を用いてもよい。前記合成樹脂フィルム及び発泡樹脂フィルムの材質としては、ポリプロピレン、低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、エチレン-環状オレフィン共重合体などのポリオレフィン系樹脂;ポリエチレンテレフタレート、ポリ乳酸などのポリエステル系樹脂;ポリ塩化ビニルなどのハロゲン化ビニル系樹脂;6,6ナイロンなどのポリアミド系樹脂;ポリスチレン、ABSなどのポリスチレン系樹脂などの熱可塑性樹脂の1種、及びこれらの混合物などを挙げることができる。前記合成樹脂フィルムとしては、特に、二軸延伸ポリエチレンテレフタレート樹脂フィルムが好ましい。
枚葉状のラベル基材に用いられる非熱収縮性フィルムの厚みは、特に限定されないが、例えば、10μm~100μmであり、好ましくは、15μm~60μmであり、より好ましくは、20μm~50μmである。このような厚みのラベル基材からなる非熱収縮性枚葉状ラベルは、一般的には薄く、取り扱い難いが、本発明においては、非熱収縮性枚葉状ラベルが離型フィルムに添付されているので、ラベル基材の厚み等に起因するカールなどの問題が生じない。
デザイン印刷層67は、上記第1実施形態で説明したものと同様である。本実施形態のデザイン印刷層は、下地印刷層を含んでいてもよい。
デザイン印刷層67は、非熱収縮性フィルム57の表面又は裏面に設けられ、或いは、非熱収縮性フィルム57の表面及び裏面に設けられる。好ましくは、デザイン印刷層67は、図示例のように、非熱収縮性フィルム57の表面に設けられる。
デザイン印刷層67は、非熱収縮性フィルム57の表面(又は裏面)の全体に設けられていてもよく、或いは、その一部の領域に設けられていてもよい。図示例では、デザイン印刷層67が、透明な非熱収縮性フィルム57の周縁部を除いて設けられており、従って、ラベル基材47の周縁部47bは、デザイン印刷層67を有さない領域である。なお、図16において、デザイン印刷層67が設けられた範囲に、便宜上、無数のドットを付している。
感熱性接着剤層37は、非熱収縮性枚葉状ラベル17を被着体に接着させるために設けられる接着層である。感熱性接着剤層37は、ラベル基材47の裏面の所望の範囲に設けられる。図示例では、図18及び図19に示すように、感熱性接着剤層37は、ラベル基材47の裏面全体に亘ってベタ状に設けられている。もっとも、感熱性接着剤層37は、ラベル基材47の裏面の一部分にベタ状に設けられていてもよい(図示せず)。なお、感熱性接着剤層37は、通常、前記のように所望の範囲内にベタ状に設けられるが、その範囲内に編み目状や無数のドット状に設けてもよい(図示せず)。
感熱性接着剤層37は、透明又は不透明のいずれでもよいが、通常、無色透明である。
感熱性接着剤層37は、ラベル基材47の裏面に感熱性接着剤を印刷又は塗工することによって設けられる。
感熱性接着剤(感熱性接着剤層)の活性化温度は、特に限定されず、例えば、活性化温度の下限値が30℃の感熱性接着剤を用いてもよい。
本実施形態では、例えば、活性化温度が40℃~80℃(好ましくは50℃~65℃)であるディレードタック型感熱接着剤を用いることができる。また、活性化温度が40℃~80℃(好ましくは50℃~65℃)であるエマルジョン型感熱接着剤又は溶剤型感熱接着剤を用いることができる。また、活性化温度が30℃~50℃(好ましくは30℃~40℃)であるホットメルト型接着剤を用いることができる。
この感熱性接着剤を簡単に説明すると、活性化温度が60℃~110℃、好ましくは60℃~90℃であり、より好ましくは60℃~70℃の感熱性接着剤である。このような温度で活性化する感熱性接着剤から構成された感熱性接着剤層を有する非熱収縮性枚葉状ラベルは、各種成形法によるインモールド成形品の作製に好適に利用できる。特に、透明な感熱性接着剤が好ましい。このような感熱性接着剤としては、例えば、エチレン-酢酸ビニル共重合体(EVA)、エチレン-アクリル酸エステル共重合体、エチレン-メタクリル酸エステル共重合体、熱可塑性エラストマー(合成ゴム系、エチレン-αオレフィン等のオレフィン系、ウレタン系等の熱可塑性エラストマー)等のベース樹脂に、石油系、テルペン系、テルペンフェノール系、クロマン-インデン系等の粘着付与剤、ワックスや滑剤等の添加剤が配合されたものが挙げられる。前記ワックスとしては、例えば、高級脂肪酸系、ポリエチレン系などが挙げられ、前記滑剤としては、例えばアミド系などが挙げられる。ベース樹脂などは、一種単独で又は二種以上併用できる。好ましくは、感熱性接着剤のベース樹脂は、エチレン系共重合体とオレフィン系エラストマーとを含み、より好ましくは、エチレン-酢酸ビニル共重合体とオレフィン系エラストマーとを含む。かかる感熱性接着剤は、比較的低い温度で活性化する。また、ベース樹脂がエチレン系共重合体(好ましくはエチレン-酢酸ビニル共重合体)とオレフィン系エラストマーとを含む場合、その含有比は特に限定されない。感熱性接着剤中のエチレン系共重合体の含有量は、例えば、20質量%~60質量%であり、好ましくは25質量%~55質量%であり、同オレフィン系エラストマーの含有量は、例えば、10質量%~50質量%であり、好ましくは、15質量%~45質量%であり、同粘着付与剤の含有量は、例えば、1質量%~40質量%であり、好ましくは、5質量%~35質量%である。中でも、ベース樹脂としてエチレン系共重合体(好ましくはエチレン-酢酸ビニル共重合体)とオレフィン系エラストマーとを含む感熱性接着剤が好ましい。
なお、ラベル基材47の裏面と感熱性接着剤層37とを強固に接着させるため、ラベル基材47の裏面に公知のアンカーコート層(図示せず)が設けられ、そのアンカーコート層の裏面に感熱性接着剤層37が設けられていてもよい。
好ましくは、感熱性接着剤層の裏面の十点平均粗さRzは、3μm以下とされ、より好ましくは、2μm以下であり、さらに好ましくは、1μm以下である。このような感熱性接着剤層を有する非熱収縮性枚葉状ラベルを用いることにより、白濁化し難く、外観上好ましい包装体を得ることができる。感熱性接着剤層の裏面の十点平均粗さRzの下限値は、理論上、零であるが、現実的な数値では零を超える。
本明細書において、十点平均粗さRzは、JIS B 0601-1994に準拠した方法で測定される値である。具体的には、例えば、表面粗さ測定機(株式会社東京精密製の商品名「Handy Surf E-35A」)を用い、JIS B 0601-1994に準拠した面スキャン法にて、サンプルの表面を任意の箇所を測定することによって、十点平均粗さRzが測定される。
前記非熱収縮性枚葉状ラベル17の透明部は、無色透明又は有色透明のいずれであってもよく、好ましくは、無色透明である。非熱収縮性枚葉状ラベル17の透明部は、例えば、全光線透過率が70%以上であり、好ましくは80%以上であり、より好ましくは90%以上である場合をいう。
ラベル基材47及び感熱性接着剤層37の少なくとも一方には、紫外線吸収発熱剤が含有される。
紫外線吸収発熱剤としては、上記第1実施形態で説明したようなものが挙げられる。
紫外線吸収発熱剤は、例えば、感熱性接着剤層に含有される。或いは、紫外線吸収発熱剤は、非熱収縮性フィルムに含有される。或いは、紫外線吸収発熱剤は、デザイン印刷層などの印刷層に含有される。或いは、紫外線吸収発熱剤は、感熱性接着剤層、非熱収縮性フィルム、及び、デザイン印刷層などの印刷層から選ばれる少なくとも2つに含有される。好ましくは、紫外線吸収発熱剤は、感熱性接着剤層及び/又はデザイン印刷層などの印刷層に含有され、より好ましくは、感熱性接着剤層に含有される。
紫外線吸収発熱剤の量としては、特に限定されないが、より多く含ませると大きく発熱する一方で、余りに多いと、相対的に他の成分の量が少なくなり、フィルムや印刷層の機能を担保できなくなるおそれがある。
かかる観点から、感熱性接着剤層に紫外線吸収発熱剤を含有させる場合、その量は、その感熱性接着剤層の全体を100重量%として、0.5重量%~10重量%であり、好ましくは、0.5重量%~8重量%である。
また、デザイン印刷層中の紫外線吸収発熱剤の量は、デザイン印刷層の全体を100重量%として、0.5重量%~10重量%であり、好ましくは、0.5重量%~8重量%である。
なお、非熱収縮性フィルムに紫外線吸収発熱剤を含有させる場合、その量は、そのフィルムの全体を100重量%として、0.5重量%~40重量%であり、好ましくは、1重量%~30重量%である。
非熱収縮性枚葉状ラベル17は、通常、図16乃至図19に示すように、離型フィルム7上に添付された連続体8の形態で提供される。
この連続体の製造方法は、長尺帯状の離型フィルムと長尺帯状のフィルム原反との間に、溶融させた感熱性接着剤を介在させることによって、離型フィルム、感熱性接着剤からなる感熱性接着剤層及びフィルム原反の順で積層された積層体を得る工程、前記ラベル基材47原反を厚み方向に切断することにより、前記フィルム原反を長手方向に複数のラベルに区画する工程、を有し、必要に応じて、フィルム原反のうち、不要部分を除去する工程、を有していてもよい。
長尺帯状の離型フィルムは、上記で説明したようなものを準備すればよいが、その離型面の十点平均粗さRzが3μm以下である離型フィルムを準備することが好ましい。このような離型フィルムを使用することにより、上述のような裏面平滑性に優れた感熱性接着剤層を有する非熱収縮性枚葉状ラベルを容易に形成できる。
離型面の十点平均粗さRzが3μm以下である離型フィルム7は、長尺帯状のベースフィルムの表面にグラビアコーターなどを用いて、厚み0.1μm~3μmの離型層が得られるように剥離剤を塗布することにより、得ることができる。
長尺帯状のフィルム原反には、その長手方向に所望間隔を開けて、上記デザイン印刷層や保護層などが設けられている。また、必要に応じて、フィルム原反の裏面には、アンカーコート層がベタ状に設けられる。
長尺帯状の離型フィルム及び長尺帯状のフィルム原反は、それぞれロール状に巻いた状態で保管・運搬される。
図21に示すように、長尺帯状の離型フィルムA1及び長尺帯状のフィルム原反A2を、それぞれ独立して、長手方向一方側へと搬送する。搬送方向を矢印で示す。
この搬送途中において、離型フィルムA1の離型面とフィルム原反A2の裏面との間に、溶融させた感熱性接着剤A3を介在させつつ、離型フィルムA1とフィルム原反A2を圧着する。具体的には、図21に示すように、離型フィルムA1の離型面とフィルム原反A2の裏面が対面するように、主ロールB1と副ロールB2からなる圧着ロールB3に通過させる。その主ロールB1と副ロールB2の間に離型フィルムA1とフィルム原反A2を通す直前に、前記離型フィルムA1の離型面又はフィルム原反A2の裏面に、溶融させた感熱性接着剤A3を載せる。感熱性接着剤A3は、押し出し機(図示せず)によって加熱溶融され、ダイB4から離型フィルムA1の短手方向全体に亘って膜状となって押し出される(いわゆるサンドラミネート)。感熱性接着剤の加熱温度は、感熱性接着剤の活性化温度以上であり、感熱性接着剤の種類に応じて適宜設定される。
積層体A4を得た後、それを一旦ロール状に巻き取り、そのロールから積層体A4を引き出して次の切断工程を行ってもよく、或いは、図21に示すように、積層体A4を得た後、そのまま引き続いて次の切断工程を行ってもよい。
この積層体A4のうち、フィルム原反A2を厚み方向に切断することにより、前記フィルム原反A2の面内をその長手方向に並んだ複数の非熱収縮性枚葉状ラベルに区画する。フィルム原反A2の面内を、非熱収縮性枚葉状ラベルの平面視形状に合致するように切り込むことにより、複数の非熱収縮性枚葉状ラベルを形成できる。前記切断は、例えば、ダイロールB5などを使用して実施できる。
なお、離型フィルムA1を切断しないことを条件に、フィルム原反A2のみを切断してもよく、感熱性接着剤層を含んでフィルム原反A2を切断してもよい。感熱性接着剤層自体は、脆いので、フィルム原反A2のみを切断した場合でも、後述する不要部分を除去できる。
このようにして、図16乃至図19に示すような、所望間隔を開けて複数の非熱収縮性枚葉状ラベル17が離型フィルム7に添付された連続体8が得られる。得られた連続体8は、ロール状に巻き取られる。
ロール状に巻かれた連続体を引き出し、連続体から非熱収縮性枚葉状ラベルを剥離し、容器などの被着体に装着することによって、包装体が得られる。
被着体は、特に限定されず、上記第1実施形態で説明したような各種のものが挙げられる。
また、枚葉状の粘着ラベルは、インモールドラベルとして使用することもできる。インモールドラベルは、容器の成形と同時に容器に装着されるラベルである。成形方法としては、射出成形、ブロー成形、差圧成形、圧縮成形、発泡成形などの公知の成形法が挙げられる。
前記連続体8は、離型フィルム7に非熱収縮性枚葉状ラベル17が添付されているので、非熱収縮性枚葉状ラベル17同士がブロッキングすることはない。また、複数の非熱収縮性枚葉状ラベル17は、離型フィルム7の長手方向に並び且つ離型フィルム7に剥離可能に添付されているので、使用時に、連続体8から非熱収縮性枚葉状ラベル17を1枚ずつ容易に取り出すことができる。特に、非熱収縮性枚葉状ラベルの感熱性接着剤層の、離型フィルムの離型面に対する接着強度が上記の範囲(0.05N/15mm~0.7N/15mm)であることにより、離型フィルム7から非熱収縮性枚葉状ラベル17を確実に剥離できる。
紫外線照射装置の光源は、特に限定されず、紫外線LED、紫外線ランプ(有電極又は無電極)、紫外線レーザーなどが挙げられる。紫外線照射装置は、市販品を用いることができ、例えば、Phoseon Tecnology社製の商品名「FJ300」などが挙げられる。
紫外線の照射強度(UV照度)は、特に限定されないが、1000mW/cm2以上が好ましく、3000mW/cm2以上がより好ましい。なお、紫外線の照射強度の上限に制限はないが、例えば、15W/cm2以下である。非熱収縮性枚葉状ラベルにおける紫外線の照射強度は、5W/cm2~12W/cm2が特に好ましい。
紫外線の照射時間は、少なくとも目的が達成できるまでである。つまり、紫外線の照射時間は、少なくとも感熱性接着剤層を活性化させて被着体に接着させることができるまで又はそれ以上である。
具体的には、紫外線の積算光量は、400mJ/cm2以上が好ましく、800mJ/cm2以上がより好ましい。一方、余りに紫外線を照射しすぎると、ラベル基材が溶融するおそれあるため、前記積算光量の上限は、例えば、8100mJ/cm2以下が好ましい。
このようにして、図23に示すように、非熱収縮性枚葉状ラベル17が感熱性接着剤層にて容器などの被着体97に接着された包装体107が得られる。
第2実施形態の第2例では、枚葉状の熱収縮性のラベル基材から構成された熱収縮性枚葉状ラベルが用いられる。
熱収縮性枚葉状ラベル18は、図24及び図25に示すように、熱収縮可能な枚葉状のラベル基材48と、前記ラベル基材48の裏面に設けられた感熱性接着剤層38と、を有する。前記感熱性接着剤層38及び前記ラベル基材48のうち少なくとも感熱性接着剤層38が設けられた領域の少なくとも一方には、紫外線吸収発熱剤が含有されている。
ラベル基材48は、熱収縮性フィルム58と、デザイン印刷層68などの任意の印刷層と、を有する。前記デザイン印刷層は、下地印刷層を含んでいてもよい。
熱収縮性枚葉状ラベル18に用いられる熱収縮性フィルム58は、上記第1実施形態と同様な熱収縮性を有するものでもよいが、好ましくは、横方向及び縦方向の双方に比較的大きく熱収縮するものが用いられる。例えば、熱収縮性枚葉状ラベル18の横方向及び縦方向における熱収縮率は、それぞれ独立して、20%以上であり、好ましくは25%以上であり、より好ましくは30%以上である。
つまり、熱収縮性枚葉状ラベルの構成は、上記第2実施形態の第1例の説明中の「非熱収縮性」を「熱収縮性」と読み替えることにより、説明したものとする。
包装体の製造に際しては、熱収縮性枚葉状ラベルを準備し、これを被着体に装着する。好ましくは、上記第2実施形態の第1例で説明したように、熱収縮性枚葉状ラベルも離型フィルムの離型面に添付された連続体の形態で提供される。
熱収縮性枚葉状ラベル18の裏面(感熱性接着剤層の裏面)を容器98の外面に向ける。そして、紫外線を照射しながら前記熱収縮性枚葉状ラベル18の表面側から押圧治具D1を当て、熱収縮性枚葉状ラベル18を容器98の曲面98aを含む外面に押し当てる。この押圧治具D1は、容器98の外面のうちラベルを装着する部分(被着部分)の外形に略一致した形状の押圧面D2を有している。
前記押圧治具D1として、例えば、紫外線を透過する材料から形成された治具D1を用いると、押圧治具D1の外側から治具D1を通過して熱収縮性枚葉状ラベル18に紫外線を照射できる。もっとも、紫外線を透過しない材料から形成された押圧治具D1を用いてもよく、この場合には、熱収縮性枚葉状ラベル18の裏面側に紫外線が当たるようにする。
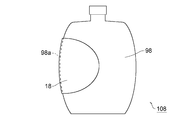
このようにして、図27に示すように、容器98などの被着体に熱収縮性枚葉状ラベル18が接着して装着された包装体108が得られる。図示例では、容器98の3次元曲面98aに熱収縮性枚葉状ラベル18が装着されている。かかるラベル18は、周縁部に皺などが生じることなく、3次元曲面98aに沿って密着して装着されている。
17 非熱収縮性枚葉状ラベル
18 熱収縮性枚葉状ラベル
2 筒状体
3,37,38 感熱性接着剤層
4,47,48 ラベル基材
5,58 熱収縮性フィルム
57 非熱収縮性フィルム
61,62,63,64,67,68 印刷層
9,97,98 容器(被着体)
10,107,108 包装体
Claims (8)
- ラベル基材と、前記ラベル基材の裏面に設けられた感熱性接着剤層と、を有するラベルであって、前記感熱性接着剤層、及び、前記ラベル基材のうち少なくとも感熱性接着剤層が設けられた領域、の少なくとも一方に紫外線吸収発熱剤が含有されているラベルを準備する準備工程、
前記ラベルを被着体に装着する装着工程、を有し、
さらに、紫外線を照射して前記感熱性接着剤層を活性化させる工程を有する、包装体の製造方法。 - 前記準備工程で準備されるラベルが、熱収縮可能なラベル基材を筒状に形成した筒状体と、前記筒状体の内面に設けられた前記感熱性接着剤層と、を有する熱収縮性筒状ラベルである、請求項1に記載の包装体の製造方法。
- 前記感熱性接着剤層が、前記筒状体の内面のうち帯環状に延びる領域の全体に設けられている、請求項2に記載の包装体の製造方法。
- 前記紫外線吸収発熱剤が、前記筒状体の面全体に亘って含有されている、請求項2または3に記載の包装体の製造方法。
- 前記感熱性接着剤層の活性化温度が、30℃以上である、請求項1乃至4のいずれか一項に記載の包装体の製造方法。
- 前記紫外線のピーク波長が、200nm~399nmである、請求項1乃至5のいずれか一項に記載の包装体の製造方法。
- 前記紫外線の照射強度が、780mW/cm2以上である、請求項1乃至6のいずれか一項に記載の包装体の製造方法。
- 前記紫外線吸収発熱剤が、前記感熱性接着剤層に含有されている、請求項1乃至7のいずれか一項に記載の包装体の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17775615.2A EP3438011B1 (en) | 2016-03-31 | 2017-03-31 | Production process for package |
| PL17775615.2T PL3438011T3 (pl) | 2016-03-31 | 2017-03-31 | Sposób wytwarzania opakowania |
| EP20204743.7A EP3792038A1 (en) | 2016-03-31 | 2017-03-31 | Production process for package |
| US16/088,649 US20190055043A1 (en) | 2016-03-31 | 2017-03-31 | Production process for package |
| JP2018509707A JP7069005B2 (ja) | 2016-03-31 | 2017-03-31 | 包装体の製造方法 |
| US16/994,789 US20200377249A1 (en) | 2016-03-31 | 2020-08-17 | Production process for package |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-071716 | 2016-03-31 | ||
| JP2016071716 | 2016-03-31 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/088,649 A-371-Of-International US20190055043A1 (en) | 2016-03-31 | 2017-03-31 | Production process for package |
| US16/994,789 Division US20200377249A1 (en) | 2016-03-31 | 2020-08-17 | Production process for package |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017171084A1 true WO2017171084A1 (ja) | 2017-10-05 |
Family
ID=59964751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/013837 WO2017171084A1 (ja) | 2016-03-31 | 2017-03-31 | 包装体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20190055043A1 (ja) |
| EP (2) | EP3438011B1 (ja) |
| JP (1) | JP7069005B2 (ja) |
| PL (1) | PL3438011T3 (ja) |
| WO (1) | WO2017171084A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018518389A (ja) * | 2015-05-29 | 2018-07-12 | 株式会社フジシールインターナショナル | スリーブを施した製品の製造方法 |
| JP2020050417A (ja) * | 2018-09-28 | 2020-04-02 | 株式会社フジシールインターナショナル | ラベル貼付装置 |
| CN115109527A (zh) * | 2021-03-23 | 2022-09-27 | 三星Sdi株式会社 | 粘合膜、包含其的光学构件及包含其的光学显示设备 |
| WO2023017821A1 (ja) * | 2021-08-11 | 2023-02-16 | 株式会社フジシールインターナショナル | ラベル付き物品の製造方法、ラベル原反及びラベル |
| EP3544102B1 (en) * | 2018-03-19 | 2023-08-16 | SCREEN Holdings Co., Ltd. | Support film, affixing method, and method of and apparatus for manufacturing membrane electrode assembly |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112017017423B1 (pt) * | 2015-02-16 | 2022-03-03 | Yupo Corporation | Filme de resina termoplástica, métodos de produção de um filme de resina termoplástica e de um recipiente plástico com um rótulo, rótulo de moldagem no molde, e, recipiente de plástico com um rótulo. |
| JP6657715B2 (ja) * | 2015-09-29 | 2020-03-04 | 横浜ゴム株式会社 | パンク修理液収容容器 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6420475U (ja) * | 1987-07-24 | 1989-02-01 | ||
| JP2008145497A (ja) * | 2006-12-06 | 2008-06-26 | Dainippon Printing Co Ltd | 巻きラベル、巻きラベル付き容器およびこれらの製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4184461B2 (ja) * | 1997-09-18 | 2008-11-19 | 大日本印刷株式会社 | 成形容器用ラベル |
| JP4486719B2 (ja) | 1999-04-23 | 2010-06-23 | 株式会社フジシールインターナショナル | チューブ体及びストレッチラベル |
| JP2002059694A (ja) * | 2000-08-22 | 2002-02-26 | Godo Ink Kk | 熱を使用しない箔転写方法 |
| JP2003177672A (ja) * | 2001-12-13 | 2003-06-27 | Toppan Label Co Ltd | シュリンクラベル及びその製造方法 |
| US20060275564A1 (en) * | 2005-06-01 | 2006-12-07 | Michael Grah | Method of activating the shrink characteristic of a film |
| US9757922B2 (en) * | 2010-02-03 | 2017-09-12 | Multi-Color Corporation | Heat transfer label having a UV layer |
| JP6050078B2 (ja) | 2012-09-28 | 2016-12-21 | 株式会社フジシールインターナショナル | インジェクションブロー成形用インモールドラベル及びインジェクションブロー成形容器 |
| JP2014159515A (ja) * | 2013-02-19 | 2014-09-04 | Seiko Instruments Inc | 粘着ラベル、粘着ラベルの製造方法及びラベル発行装置 |
-
2017
- 2017-03-31 JP JP2018509707A patent/JP7069005B2/ja active Active
- 2017-03-31 EP EP17775615.2A patent/EP3438011B1/en active Active
- 2017-03-31 WO PCT/JP2017/013837 patent/WO2017171084A1/ja active Application Filing
- 2017-03-31 EP EP20204743.7A patent/EP3792038A1/en not_active Withdrawn
- 2017-03-31 US US16/088,649 patent/US20190055043A1/en not_active Abandoned
- 2017-03-31 PL PL17775615.2T patent/PL3438011T3/pl unknown
-
2020
- 2020-08-17 US US16/994,789 patent/US20200377249A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6420475U (ja) * | 1987-07-24 | 1989-02-01 | ||
| JP2008145497A (ja) * | 2006-12-06 | 2008-06-26 | Dainippon Printing Co Ltd | 巻きラベル、巻きラベル付き容器およびこれらの製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018518389A (ja) * | 2015-05-29 | 2018-07-12 | 株式会社フジシールインターナショナル | スリーブを施した製品の製造方法 |
| EP3544102B1 (en) * | 2018-03-19 | 2023-08-16 | SCREEN Holdings Co., Ltd. | Support film, affixing method, and method of and apparatus for manufacturing membrane electrode assembly |
| JP2020050417A (ja) * | 2018-09-28 | 2020-04-02 | 株式会社フジシールインターナショナル | ラベル貼付装置 |
| JP7227724B2 (ja) | 2018-09-28 | 2023-02-22 | 株式会社フジシールインターナショナル | ラベル貼付装置 |
| CN115109527A (zh) * | 2021-03-23 | 2022-09-27 | 三星Sdi株式会社 | 粘合膜、包含其的光学构件及包含其的光学显示设备 |
| JP2022151810A (ja) * | 2021-03-23 | 2022-10-07 | 三星エスディアイ株式会社 | 粘着フィルム、それを含む光学部材およびそれを含む光学表示装置 |
| JP7398494B2 (ja) | 2021-03-23 | 2023-12-14 | 三星エスディアイ株式会社 | 粘着フィルム、それを含む光学部材およびそれを含む光学表示装置 |
| CN115109527B (zh) * | 2021-03-23 | 2024-04-30 | 三星Sdi株式会社 | 粘合膜、包含其的光学构件及包含其的光学显示设备 |
| WO2023017821A1 (ja) * | 2021-08-11 | 2023-02-16 | 株式会社フジシールインターナショナル | ラベル付き物品の製造方法、ラベル原反及びラベル |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3438011A1 (en) | 2019-02-06 |
| US20190055043A1 (en) | 2019-02-21 |
| JP7069005B2 (ja) | 2022-05-17 |
| PL3438011T3 (pl) | 2023-09-04 |
| EP3438011A4 (en) | 2019-11-13 |
| US20200377249A1 (en) | 2020-12-03 |
| EP3792038A1 (en) | 2021-03-17 |
| EP3438011B1 (en) | 2023-06-21 |
| JPWO2017171084A1 (ja) | 2019-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017171084A1 (ja) | 包装体の製造方法 | |
| US7829163B2 (en) | Shrink sleeve for an article closure | |
| JP2006281518A (ja) | 転写フィルム | |
| US20150013273A1 (en) | Expanded Content Heat Shrinkable Label | |
| JP2010152028A (ja) | 巻きシュリンクラベル、巻きシュリンクラベル付き容器およびこれらの製造方法 | |
| JP2004123190A (ja) | ラベル付容器 | |
| JP2014141303A (ja) | ラベル付きチューブ容器 | |
| JP4847080B2 (ja) | 熱収縮性積層フィルム、及び熱収縮性筒状ラベル | |
| JP3623698B2 (ja) | 感熱性粘着ラベル、感熱性粘着剤原液、および容器 | |
| JP6050078B2 (ja) | インジェクションブロー成形用インモールドラベル及びインジェクションブロー成形容器 | |
| JP2003200965A (ja) | 遮光性シュリンク積層体 | |
| WO2014104239A1 (ja) | ラベル付きチューブ容器 | |
| JP2005193984A (ja) | 筒状ラベル付き容器、及び熱収縮性筒状ラベル | |
| JP2018114661A (ja) | ラベル基材の製造方法及びラベル | |
| JP2006030668A (ja) | 断熱性シュリンクラベル、およびラベル付き容器 | |
| JP5948912B2 (ja) | 易引裂き性エンボスフィルム及びこれを用いた包装材料 | |
| JP2005215512A (ja) | 断熱性シュリンクラベル、およびラベル付き容器 | |
| JP2000190986A (ja) | 積層袋 | |
| JP2006027675A (ja) | 熱収縮性ラベル、およびラベル付き容器 | |
| JP6858489B2 (ja) | インモールドラベル連続体、及びその製造方法 | |
| JP7266442B2 (ja) | 熱収縮性筒状ラベル及びラベル付き容器 | |
| JP2019066582A (ja) | 熱収縮性筒状ラベル | |
| JPH0844295A (ja) | 感熱ラベル | |
| JP2018135116A (ja) | 台紙及び筒状フィルム付き台紙 | |
| JP2010105692A (ja) | チューブ容器及びチューブ体の加飾方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018509707 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017775615 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017775615 Country of ref document: EP Effective date: 20181031 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17775615 Country of ref document: EP Kind code of ref document: A1 |