以下、本発明の好ましい実施の形態につき、図面を参照して具体的に説明する。
本開示における「第1」、「第2」等の用語は、単にラベルとして用いたものであり、必ずしもそれらの対象物に順列を付することを意図していない。
<第1実施形態>
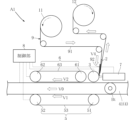
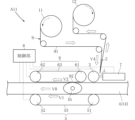
図1および図2は、本発明の第1実施形態に係るラベル貼付装置を示している。本実施形態のラベル貼付装置A1は、ラベルフィルム9のラベル92を容器Btに貼り付ける装置である。図1は、ラベル貼付装置A1を示す概略平面図である。図2は、ラベル貼付装置A1を示す概略側面図である。
図3は、ラベル貼付装置A1に用いられるラベルフィルム9を示している。ラベルフィルム9は、支持フィルム91に複数のラベル92が支持された構成である。
支持フィルム91は、長尺の帯状である。支持フィルム91には、複数のラベル92が長手方向に互いに離間して支持されている。支持フィルム91の一例としては、ベースフィルム911および離型層912を有する離型フィルムからなる構成が挙げられる。
ベースフィルム911は、特に限定されず、例えば、ポリエステル系樹脂、ポリスチレン系樹脂、塩化ビニル系樹脂などの合成樹脂フィルム、異種または同種の樹脂層が複数積層された積層樹脂フィルム、合成紙、普通紙、上質紙などの紙、およびこれらの中から選択される2種以上のフィルムが積層された積層フィルムなどが挙げられる。ベースフィルム911は、透明または不透明の何れでもよい。ベースフィルム911は、合成樹脂フィルムまたは積層樹脂フィルムが好ましい。合成樹脂フィルムまたは積層樹脂フィルムを使用することにより、支持フィルム91に当接するラベル92の接着層922が鏡面状態となり、接着層922の凹凸に起因したラベル92の白濁化を防止できる。ベースフィルム911は、通常の機械的強度を有していればよい。ベースフィルム911の厚みは、特に限定されず、例えば、15μm~300μmである。
離型層912は、ベースフィルム911の片面全体を覆うように形成されており、支持フィルム91の離型面を構成している。離型層912は、たとえばシリコーン樹脂等を含む剥離剤をベースフィルム911の表面に塗布する等の手法によって形成される。離型層912の厚みは、特に限定されず、例えば、0.1μm~3μm程度である。なお、濡れ性の小さいベースフィルム911(離型性に優れたベースフィルム911)を用いる場合には、離型層912を省略してもよい。この場合、ベースフィルム911が、支持フィルム91の離型面を構成する。
ラベル92は、長尺帯状の支持フィルム91の前記離型面に、長手方向に所望間隔をおいて複数並べて支持されている。なお、複数のラベル92の配列は、1列配列に限定されず、複数列に配列されていてもよい。
ラベル92の平面視形状は、特に限定されず、デザインなどを考慮して適宜設計される。ラベル92の平面視形状は、たとえば略矩形状、略三角形状、略六角形状などの略多角形状、略円形状、略楕円形状などが挙げられる。ここで、本発明において「略」は、本発明の属する技術分野において許容される範囲を意味する。
ラベル92は、基材921、接着層922および印刷層923を有する。なお、ラベル92は、印刷層923を保護するための保護層(図示略)をさらに有する構成であってもよい。本実施形態においては、基材921のうち接着層922が設けられた領域、接着層922および印刷層923の少なくともいずれかに、特定の波長域の光を吸収することによって発熱する光吸収発熱剤が含有されている。光吸収発熱剤が吸収する光の波長域は、特に限定されない。以降の説明においては、光吸収発熱剤が、紫外線吸収発熱剤である場合を例に説明する。
基材921は、特に限定されず、好ましくは実質的に熱収縮しない柔軟なフィルム(非熱収縮性フィルム)を含む。非熱収縮性フィルムは、特に限定されず、非熱収縮性の合成樹脂フィルム、紙、合成紙、発泡樹脂フィルム、不織布などから選ばれるフィルムを用いることができる。さらに、前記合成樹脂フィルムなどのフィルムにバリア層(ガスバリアおよび遮光の層の少なくともいずれか)が設けられたフィルム、蒸着、断熱、抗菌などの他の機能層が設けられたフィルム、およびこれらのフィルムが2種以上積層された積層体を用いてもよい。前記合成樹脂フィルムおよび発泡樹脂フィルムの材質としては、ポリプロピレン、低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、エチレン-環状オレフィン共重合体などのポリオレフィン系樹脂;ポリエチレンテレフタレート、ポリ乳酸などのポリエステル系樹脂、ポリ塩化ビニルなどのハロゲン化ビニル系樹脂、6,6ナイロンなどのポリアミド系樹脂、ポリスチレン、ABSなどのポリスチレン系樹脂などの熱可塑性樹脂の1種、およびこれらの混合物などを挙げることができる。前記合成樹脂フィルムとしては、特に、二軸延伸ポリエチレンテレフタレート樹脂フィルムが好ましい。
非熱収縮性フィルムは、透明または不透明のいずれでもよい。見栄えの良い包装体を構成できることから、透明な非熱収縮性フィルムが好ましい。このような透明な非熱収縮性フィルムとしては、上記のような合成樹脂フィルムが挙げられる。
基材921に用いられる非熱収縮性フィルムの厚みは、特に限定されないが、例えば、10μm~100μmであり、好ましくは、15μm~60μmであり、より好ましくは、16μm~25μmである。このような厚みの基材921からなるラベル92は、一般的には薄く、取り扱い難いが、ラベル92が離型フィルムからなる支持フィルム91に支持されているので、基材921の厚み等に起因するカールなどの問題を抑制可能である。
印刷層923は、主として加飾目的で設けられる。印刷層923は、所望の文字、図形などの表示が1色又は2色以上の色彩で表された印刷層である。印刷層923は、通常、文字などの表示がカラーインキから形成され、一般には、不透明な部分と透明な部分が混在していることが多い。印刷層923は、従来公知のカラーインキを、グラビア印刷法、フレキソ印刷法などの従来公知の印刷法を用いて単色刷り又は多色刷りすることによって形成できる。デザイン印刷層の厚みは、例えば、0.1μm~5.0μmである。図示された例においては、印刷層923は、基材921のうち接着層922とは反対側の面に設けられている。なお、印刷層923は、基材921の片面に設けられていてもよいし、両面に設けられていてもよい。また、印刷層923は、基材921の全体を覆うものであってもよいし、基材921の一部を覆うものであってもよい。
接着層922は、ラベル92を被着体に接着させるために設けられる層である。接着層922は、基材921の片面側の所望の範囲に設けられる。図示された例においては、接着層922は、基材921の片面全体に亘ってベタ状に設けられている。ただし、接着層922は、基材921の片面の一部分にベタ状に設けられていてもよい。また、接着層922は、通常、所望の範囲内にベタ状に設けられるが、その範囲内に編み目状や無数のドット状に設けられていてもよい。接着層922は、透明または不透明のいずれでもよいが、通常、無色透明である。接着層922は、基材921の片面に感熱性接着剤を印刷または塗工することによって設けられる。
接着層922に用いられる感熱性接着剤としては、ディレードタック型感熱接着剤、エマルジョン型感熱接着剤、溶剤型感熱接着剤、ホットメルト型接着剤などが挙げられる。感熱性接着剤(感熱性接着剤層)の活性化温度は、特に限定されず、例えば、活性化温度の下限値が30℃の感熱性接着剤を用いてもよい。本実施形態では、例えば、活性化温度が40℃~80℃(好ましくは50℃~65℃)であるディレードタック型感熱接着剤を用いることができる。また、活性化温度が40℃~80℃(好ましくは50℃~65℃)であるエマルジョン型感熱接着剤または溶剤型感熱接着剤を用いることができる。また、活性化温度が30℃~50℃(好ましくは30℃~40℃)であるホットメルト型接着剤を用いることができる。
さらに、感熱性接着剤としては、活性化温度が60℃~110℃、好ましくは60℃~90℃であり、より好ましくは60℃~70℃の感熱性接着剤を用いてもよい。また、基材921に用いられる感熱性接着剤は、透明な感熱性接着剤が好ましい。このような感熱性接着剤としては、例えば、エチレン-酢酸ビニル共重合体(EVA)、エチレン-アクリル酸エステル共重合体、エチレン-メタクリル酸エステル共重合体、熱可塑性エラストマー(合成ゴム系、エチレン-αオレフィン等のオレフィン系、ウレタン系等の熱可塑性エラストマー)等のベース樹脂に、石油系、テルペン系、テルペンフェノール系、クロマン-インデン系等の粘着付与剤、ワックスや滑剤等の添加剤が配合されたものが挙げられる。前記ワックスとしては、例えば、高級脂肪酸系、ポリエチレン系などが挙げられ、前記滑剤としては、例えばアミド系などが挙げられる。ベース樹脂などは、一種単独でまたは二種以上併用できる。好ましくは、感熱性接着剤のベース樹脂は、エチレン系共重合体とオレフィン系エラストマーとを含み、より好ましくは、エチレン-酢酸ビニル共重合体とオレフィン系エラストマーとを含む。かかる感熱性接着剤は、比較的低い温度で活性化する。また、ベース樹脂がエチレン系共重合体(好ましくはエチレン-酢酸ビニル共重合体)とオレフィン系エラストマーとを含む場合、その含有比は特に限定されない。感熱性接着剤中のエチレン系共重合体の含有量は、例えば、20質量%~60質量%であり、好ましくは25質量%~55質量%であり、同オレフィン系エラストマーの含有量は、例えば、10質量%~50質量%であり、好ましくは、15質量%~45質量%であり、同粘着付与剤の含有量は、例えば、1質量%~40質量%であり、好ましくは、5質量%~35質量%である。中でも、ベース樹脂としてエチレン系共重合体(好ましくはエチレン-酢酸ビニル共重合体)とオレフィン系エラストマーとを含む感熱性接着剤が好ましい。
接着層922の厚みは、特に限定されず、通常、3μm~30μm程度である。なお、基材921の裏面と接着層922とを強固に接着させるため、基材921の裏面に公知のアンカーコート層(図示せず)が設けられ、そのアンカーコート層上に接着層922が設けられていてもよい。
基材921および接着層922の少なくともいずれかには、紫外線吸収発熱剤が含有される。本発明において、紫外線吸収発熱剤は、紫外線を熱エネルギーに変換し、その熱エネルギーにて周囲を昇温させる機能(発熱する機能)を有する物質をいう。紫外線吸収発熱剤としては、ベンゾフェノン系化合物、サリシレート系化合物、シアノアクリレート系化合物、ベンゾエート系化合物、ベンゾトリアゾール系化合物、トリアジン系化合物などの有機材料、二酸化チタン、酸化亜鉛、カーボンブラックなどの無機材料、などが挙げられる。これらの紫外線吸収発熱剤は、1種単独で又は2種以上を併用してもよい。
紫外線吸収発熱剤は、例えば、接着層922に含有される。或いは、紫外線吸収発熱剤は、基材921に含有される。或いは、紫外線吸収発熱剤は、印刷層923に含有される。或いは、紫外線吸収発熱剤は、基材921、接着層922、および印刷層923から選ばれる少なくとも2つに含有される。好ましくは、紫外線吸収発熱剤は、接着層922および印刷層923の少なくともいずれかに含有され、より好ましくは、接着層922に含有される。紫外線吸収発熱剤の量としては、特に限定されないが、より多く含ませると大きく発熱する一方で、余りに多いと、相対的に他の成分の量が少なくなり、基材921、接着層922および印刷層923の各層の機能を担保できなくなるおそれがある。かかる観点から、印刷層923に紫外線吸収発熱剤を含有させる場合、その量は、その印刷層923の全体を100重量%として、0.5重量%~10重量%であり、好ましくは、0.5重量%~8重量%である。また、印刷層923中の紫外線吸収発熱剤の量は、印刷層923の全体を100重量%として、0.5重量%~10重量%であり、好ましくは、0.5重量%~8重量%である。また、基材921に紫外線吸収発熱剤を含有させる場合、その量は、そのフィルムの全体を100重量%として、0.5重量%~40重量%であり、好ましくは、1重量%~30重量%である。
ラベル92は、主面92aおよび接着面92bを有する。主面92aは、ラベルフィルム9において外側を向く面であり、図示された例においては、印刷層923によって構成されている。接着面92bは、支持フィルム91によって支持される面であり、図示された例においては、接着層922によって構成されている。ラベル92の接着層922の、支持フィルム91の離型面に対する接着強度は、0.05N/15mm~0.7N/15mmであり、好ましくは、0.1N/15mm~0.5N/15mmである。このような接着強度の範囲とすることで、ロール状態のラベルフィルム9からラベル92が脱落せず、且つ必要時にラベル92を容易に支持フィルム91から引き剥がすことができる。なお、接着強度は、JIS Z 0237の180度剥離に準じた方法で測定された値をいう。具体的には、前記接着強度は、ラベル92が接着層922を介して支持フィルム91の離型面に接着されたものを、縦×横=100mm×15mmに切り出してサンプルを作製し、そのサンプルのラベルを、温度23±2℃、湿度50±5%RH、300mm/分の速度で剥離したときの最大強度をいう。
ラベル貼付装置A1は、ラベル供給ロール11、剥離部2、保持部3および発光部7を備えており、本実施形態においては、図1および図2に示すように、ラベル貼付装置A1は、ラベル供給ロール11、回収ロール12、剥離部2、吸引ロール3(保持部)、地側コンベア4、第1側方コンベア5、第2側方コンベア6、発光部7および制御部8を備えている。
ラベル供給ロール11は、ラベルフィルム9を供給するためのものである。ラベル供給ロール11には、所定長さのラベルフィルム9が巻かれた状態で保持されている。回収ロール12は、ラベル92の貼り付けが終了した後の支持フィルム91を回収するためのものであり、支持フィルム91を巻き取る。ラベル供給ロール11および回収ロール12の少なくともいずれかは、図示しないモータ等の駆動源によって駆動される。図示された例においては、回収ロール12がモータによって駆動される。なお、後述する吸引ロール3、地側コンベア4、第1側方コンベア5および第2側方コンベア6等との同期制御を行うことを考慮すると、回収ロール12は、サーボモータによって駆動されることが好ましい。
剥離部2は、ラベル供給ロール11から供給されたラベルフィルム9の支持フィルム91からラベル92を剥離させるためのものである。図1および図5に示すように、本実施形態の剥離部2は、先端が鋭利な角度に形成された断面楔状のプレート部材によって構成されている。ラベルフィルム9は、剥離部2の図中左方に沿って図中下方に搬送され、剥離部2の先端において図中右斜め上方に急峻に折り曲げられる。この際に、支持フィルム91からラベル92が剥離される。なお、剥離部2の直上(直前)等の位置には、ラベル92の存在を検出するセンサ等(図示略)が適宜設置される。
吸引ロール3は、剥離部2によって剥離されたラベル92を主面92a側から保持するものであり、本発明における「保持部」の一例に相当する。本発明の保持部は、剥離部2によって剥離されたラベル92を保持し、対象物である容器Btに付着させうる構成であれば、具体的構成はなんら限定されない。ラベル92を保持する原理は特に限定されず、気圧差による吸引力、静電気力、粘着力等の様々な原理を用いることができる。保持部としては、ロール、ベルトコンベア、ロボットアーム等種々の機構を利用することができる。本実施形態においては、保持部は、ロールの一例である吸引ロール3によって構成されている。
吸引ロール3は、ラベル92を保持する機能を有する。図示された例においては、吸引ロール3は、吸引力を利用してラベル92を保持する。具体的には、図5に示すように、吸引ロール3の周面31には、複数の吸引孔32が開口している。複数の吸引孔32は、吸引ロール3内の所定空間に繋がっている。この所定空間は、図示しないたとえば吸引ポンプ等によって負圧に設定される。この負圧と大気圧との差圧によって、吸引ロール3の周面31にラベル92を吸引によって保持可能である。また、吸引ロール3は、図示しないモータ等の駆動源によって回転自在である。後述する同期制御を実現する観点から、吸引ロール3は、サーボモータによって駆動されることが好ましい。
地側コンベア4は、ラベル貼付装置A1に供給された貼り付けの対象物である容器Btを搬送し、ラベル貼付装置A1外へと排出するものである。図1および図2に示すように、図示された例においては、地側コンベア4のベルト41に複数の容器Btが載置された状態で、ベルト41が周回動することにより、容器Btが図中の矢印の向きに搬送される。地側コンベア4は、図示しないモータ等の駆動源によって回転自在である。後述する同期制御を実現する観点から、地側コンベア4は、サーボモータによって駆動されることが好ましい。
第1側方コンベア5は、図1および図2に示すように、地側コンベア4によって搬送される容器Btの搬送経路を挟んで、吸引ロール3と反対側に位置している。また、第1側方コンベア5は、吸引ロール3に対して搬送経路に沿って搬送方向下流側に延びている。第1側方コンベア5は、吸引ロール3とは搬送経路を挟んで反対側から容器Btを支持することにより、吸引ロール3から容器Btへのラベル92の付着や後述の容器Btへのラベル92の貼り付けを補助するためのものである。図示された例においては、第1側方コンベア5は、ロール51、ロール52およびベルト53を有する。ロール51およびロール52は、容器Btの搬送経路に沿って互いに離間している。ベルト53は、ロール51およびロール52に掛け回されており、容器Btの側面に接して容器Btの搬送を実現する。ロール51およびロール52の少なくともいずれかは、図示しないモータ等の駆動源によって回転自在である。後述する同期制御を実現する観点から、ロール51およびロール52の少なくともいずれかは、サーボモータによって駆動されることが好ましい。
第2側方コンベア6は、図1に示すように、容器Btの搬送経路に対して吸引ロール3と同じ側に位置している。また、第2側方コンベア6は、吸引ロール3に対して容器Btの搬送経路に沿って、搬送方向の下流側に位置しており、図示された例においては、容器Btの搬送経路を挟んで第1側方コンベア5と対向している。本実施形態の第2側方コンベア6は、容器Btに付着したラベル92を容器Btに押し付けることにより、ラベル92を容器Btに貼り付ける機能を有する。なお、吸引ロール3と第2側方コンベア6との距離は、後述するラベル92の貼り付け動作に応じて適宜設定される。図示された例においては、第2側方コンベア6は、ロール61、ロール62およびベルト63を有する。ロール61およびロール62は、容器Btの搬送経路に沿って互いに離間している。ベルト63は、ロール61およびロール62に掛け回されており、容器Btの側面に接して容器Btの搬送を実現する。ロール61およびロール62の少なくともいずれかは、図示しないモータ等の駆動源によって回転自在である。後述する同期制御を実現する観点から、ロール61およびロール62の少なくともいずれかは、サーボモータによって駆動されることが好ましい。
発光部7は、図1および図5に示すように、ラベル92に接着面92b側から特定波長域の光Lを照射する光照射装置である。発光部7は、ラベル92が剥離部2によって支持フィルム91から剥離された後、保持部としての吸引ロール3による保持が終了するまでの間のいずれかのタイミングで、ラベル92に光Lを照射する。発光部7が照射する光Lの波長域は特に限定されず、ラベル92の接着層922が活性化される波長域(特定波長域)の光Lを照射する。当該波長域としては、例えば、150~500nmであり、好ましくは、200~400nmであり、より好ましくは、300~399nmであり、最も好ましくは、350nm~399nmである。本実施形態においては、発光部7は、光Lとして紫外線を照射する紫外線照射装置である。発光部7の光源は特に限定されず、たとえばLEDや半導体レーザ等が適宜用いられる。また、図示された例においては、発光部7は、吸引ロール3に保持されたラベル92に接着面92b側から光Lを照射する。
制御部8は、ラベル貼付装置A1の各部の動作を制御するものである。制御部8の具体的構成は特に限定されず、たとえばCPU、半導体メモリ、インターフェース部等を適宜備える。本実施形態においては、制御部8は、ラベル供給ロール11および回収ロール12の少なくともいずれか、吸引ロール3、地側コンベア4、第1側方コンベア5および第2側方コンベア6の同期制御や、発光部7の発光制御、吸引ロール3の吸引を実現する吸引ポンプ(図示略)の吸引制御等を行う。
次に、ラベル貼付装置A1の動作について以下に説明する。
ラベル貼付装置A1は、地側コンベア4に供給された複数の容器Btを対象物として、ラベルフィルム9から複数のラベル92を順次貼り付ける動作を行う。以降の説明においては、理解の便宜上、1つの容器Btに1つのラベル92を貼り付ける動作を説明するが、ラベル貼付装置A1は、以降に説明する動作を連続的に行うことにより、複数の容器Btに複数のラベル92を連続的に貼り付けることが可能である。
まず、図4に示すように、地側コンベア4のベルト41上を、容器Btが搬送される。容器Btは、ラベル貼付装置A1においてラベル92が貼り付けられる対象物の一例である。なお、本発明における対象物は、容器Btに限定されず、ラベル92を貼り付け可能な様々な物体が選択される。また、図示された例においては、容器Btは、平面視において略円形状であるが、これに限定されず、略楕円形状や略多角形状等の形状であってもよい。容器Btが、搬送経路において搬送される速度は、搬送速度V0である。容器Btが吸引ロール3に接近すると、ラベル供給ロール11および回収ロール12が制御部8によって制御され、ラベルフィルム9のラベル92が剥離部2に接近する。なお、ラベル供給ロール11および回収ロール12によってラベルフィルム9が供給される供給速度V4は、一定速度であってもよいし、加減速や停止等を含む速度パターンが適宜適用されてもよい。いずれの速度パターンが選択されるかは、制御部8によって制御される。ただし、供給速度V4の平均速度は、地側コンベア4の搬送速度V0の平均速度と概ね同じ速度となる。
剥離部2に沿ってラベルフィルム9がさらに送り出されると、図5に示すように、支持フィルム91からラベル92が剥離される。この剥離は、ラベルフィルム9の支持フィルム91が剥離部2に沿って急峻に折り返されることによってなされる。支持フィルム91から剥離したラベル92は、進行方向に存在する吸引ロール3の周面31に付着する。この際、ラベルフィルム9の供給速度V4と、吸引ロール3の周速V3とは、同じ速度となるように制御部8によって制御される。また、少なくともラベル92が吸引ロール3に付着する際には、制御部8の吸引ポンプの吸引制御により、吸引ロール3の吸引がなされている。なお、吸引ロール3の吸引は、ラベル貼付装置A1の動作中において常時なされていてもよい。この吸引により、剥離したラベル92は、周面31の複数の吸引孔32によって主面92a側から吸引され、吸引ロール3の周面31に主面92a側から保持される。
また、図示された例においては、吸引ロール3に保持されたラベル92の接着面92b側から、発光部7の光Lが照射される。なお、発光部7による光Lの照射は、常時照射されるように制御部8によって制御されてもよいし、ラベル92が吸引ロール3に保持されている間のみにおいて選択的に照射されるように制御部8によって制御されてもよい。図示された例においては、吸引ロール3に保持されたラベル92が、発光部7によって光Lが照射されている領域を、順次通過することにより、ラベル92の略全面に接着面92b側から光Lが照射される。この光Lの照射により、ラベル92に含まれる紫外線吸収発熱剤が発熱し、接着層922が活性化され、接着層922が接着力を発揮する。
図6に示すように、制御部8による同期制御により、吸引ロール3に保持されたラベル92の先端と、容器Btとが、吸引ロール3と第1側方コンベア5のロール51との間に位置し、ラベル92の接着面92bが容器Btに付着する。この際、搬送速度V0および周速V3と、第1側方コンベア5のベルト速度V1とは、互いに同じ速度となるように、制御部8によって同期制御されている。これにより、容器Btは、平面視において回転しない状態で搬送速度V0で搬送される。また、この容器Btに付着したラベル92が、回転しない容器Btに付着した状態で、搬送経路を下流側に送られる。すなわち、吸引ロール3から容器Btにラベル92の先端部分が付着した直後は、ラベル92の後端はいまだ吸引ロール3に保持されている。このため、容器Btの搬送および吸引ロール3の回転によるラベル92の送り出しが進行し、ラベル92の後端部分が吸引ロール3から離脱するまでの間は、ラベル92は、容器Btと吸引ロール3との双方に付着した状態となる。
容器Btが搬送経路を下流側に搬送されると、図7に示すように、容器Btが第2側方コンベア6のロール61に到達する。また、本実施形態においては、容器Btがロール61に到達するときには、ラベル92の後端が吸引ロール3から離脱するように、吸引ロール3と第2側方コンベア6との距離が設定されている。また、第2側方コンベア6のベルト速度V2は、制御部8によって搬送速度V0よりも速い速度に設定されている。すなわち、ベルト速度V2は、ベルト速度V1よりも速い。このため、第2側方コンベア6に到達した容器Btは、図8に示すように、搬送速度V0で搬送されつつ、平面視において反時計回りに回転する。この回転に伴い、ラベル92の先端から順に、第2側方コンベア6のベルト63と容器Btとによってラベル92が挟まれる格好となる。この結果、ラベル92の接着面92bが容器Btに接着し、ラベル92が容器Btに貼り付けられる。
この後は、地側コンベア4、第1側方コンベア5および第2側方コンベア6による容器Btの搬送が継続され、図9に示すように、第1側方コンベア5および第2側方コンベア6から容器Btが排出される。そして、ラベル92が貼り付けられた容器Btが地側コンベア4によってラベル貼付装置A1外に向けて搬送される。
以上に述べた、容器Btへのラベル92の貼り付け動作が連続的に行われることにより、ラベル貼付装置A1に供給される複数の容器Btにラベル92が順次貼り付けられる。
次に、ラベル貼付装置A1の作用について説明する。
本実施形態によれば、図5に示すように、ラベル92が剥離部2によって支持フィルム91から剥離された後に光Lが照射されるため、ラベル92が支持フィルム91に支持されている状態では、ラベル92の接着層922は、活性化されていない。このため、接着層922の接着力は増大しておらず(接着層922が活性化しておらず)、剥離部2によるラベル92の支持フィルム91からの剥離をスムーズに行うことができる。ラベル92が剥離部2によって支持フィルム91から剥離された後、吸引ロール3による保持が終了するまでの間のいずれかのタイミングにおいて、発光部7の光Lが接着面92b側からラベル92に照射される。このため、光Lは、基材921や印刷層923や支持フィルム91によって遮られることがなく、接着面92b(紫外線吸収発熱剤)への照射が不足したり不均一となったりすることを防止することができる。したがって、ラベル92の接着面92bにおける接着力をより均一且つ確実に増大させる(接着層922を活性化させる)ことが可能であり、ラベル92を容器Btにより適切に貼り付けることができる。
図7に示すように、搬送速度V0と周速V3とが同じ速度となるように制御されることにより、吸引ロール3から回転しない状態の容器Btにラベル92が付着する。このため、容器Btに付着したラベル92は、容器Btと吸引ロール3とによって搬送方向に張られた状態とされる。これにより、ラベル92が容器Btに付着する際、もしくは付着した直後に、ラベル92に皺が生じること等を回避することができる。
第2側方コンベア6のベルト速度V2を、搬送速度V0およびベルト速度V1よりも速い速度となるように制御することにより、第1側方コンベア5と第2側方コンベア6との間においては、容器Btが平面視において反時計回りに回転する。これにより、容器Btに付着したラベル92は、第2側方コンベア6のベルト63によって容器Btに順次押し付けられることとなる。これにより、ラベル92を容器Btにより確実に貼り付けることができる。なお、容器Btが回転することにより、ラベル92は、第1側方コンベア5のベルト53によっても容器Btに押し付けられる。これは、ラベル92の貼り付けに好ましい。
図10~図13は、本発明の変形例および他の実施形態を示している。なお、これらの図において、上記実施形態と同一または類似の要素には、上記実施形態と同一の符号を付している。
<第1実施形態 第1変形例>
図10は、ラベル貼付装置A1の変形例を示している。本変形例においては、剥離部2によって支持フィルム91から剥離されたラベル92のうち、未だ吸引ロール3によって保持されていない部分に、発光部7からの光Lが照射されている。
このような変形例によっても、支持フィルム91から剥離したラベル92の接着面92b側に光Lを照射するため、接着面92b(紫外線吸収発熱剤)への照射が不足したり不均一となったりすることを防止することができる。また、本変形例から理解されるように、発光部7からの光Lは、支持フィルム91から剥離されたラベル92のうち、未だ吸引ロール3によって保持されていない部分および吸引ロール3によって保持された部分の少なくともいずれかに照射されればよく、双方の部分に照射される構成であってもよい。なお、以降に示す例においては、発光部7の照射形態は、図5および図10に示す形態をはじめ、様々な形態を適宜採用可能である。
<第1実施形態 第2変形例>
図11は、ラベル貼付装置A1の第2変形例を示している。本変形例のラベル貼付装置A11においては、容器Btの形状が上述した例と異なっている。本変形例においては、容器Btは、平面視において図中左右方向を長軸方向とする略楕円形状である。このような形状の容器Btに対応すべく、ラベル貼付装置A11においては、搬送速度V0、ベルト速度V1およびベルト速度V2が同じ速度となるように、制御部8によって同期制御されている。すなわち、本変形例の容器Btは、第1側方コンベア5および第2側方コンベア6に挟まれて搬送される際も、平面視において回転しない状態で搬送速度V0で搬送される。
本変形例のラベル92は、容器Btの全周に貼り付けられる程度の大きさではなく、容器Btの図中上側の一部を覆う程度の大きさである。このため、第1側方コンベア5および第2側方コンベア6の間で回転しなくとも、容器Btに第2側方コンベア6のベルト63が適度に押圧される構成とすることにより、ラベル92を容器Btに貼り付けることができる。なお、容器Btの径(本変形例では短径)に対してベルト53とベルト63との間隔を若干狭くし、ベルト63が撓むようにしておくことで、ベルト63によりラベル92を容器Btの曲面に対して押し込むことができ、ラベル92を容器Btにより適切に貼り付けることができる。このような構成は、たとえば、容器Btが略矩形状である場合にも適用することができる。
<第2実施形態>
図12は、本発明の第2実施形態に係るラベル貼付装置を示している。本実施形態のラベル貼付装置A2は、保持部の構成が上述した実施形態と異なっている。
本実施形態においては、保持部の一例に相当する吸引コンベア3Aを備えている。吸引コンベア3Aは、ロール31A、ロール32Aおよびベルト33Aを有する。ロール31Aは、たとえばラベル貼付装置A1における吸引ロール3と略同様の位置に配置されている。ロール32Aは、ロール31Aに対して搬送方向下流側に配置されている。ベルト33Aは、ロール31Aとロール32Aとに掛け回されている。ベルト33Aには、図示しない複数の吸引孔が設けられている。また、吸引コンベア3Aには、図示しない吸引ポンプ等の吸引源が接続されている。制御部8の制御によって、吸引コンベア3Aは、ベルト33Aの複数の吸引孔から、吸引自在に構成されている。
本実施形態においては、吸引コンベア3Aのベルト速度V3Aは、搬送速度V0よりも速い速度に設定される。なお、第1側方コンベア5のベルト速度V1と搬送速度V0とは、同じ速度である。また、ラベルフィルム9の供給速度V4は、少なくともラベル92が吸引コンベア3Aに付着する際には、ベルト速度V3Aと同じ速度となるように制御される。剥離部2によって剥離されたラベル92が吸引コンベア3Aによって保持され、容器Btに付着する際には、容器Btは、ベルト速度V3Aとベルト速度V1との速度差により、平面視において反時計回りに回転する状態となっている。このため、ラベル92の各部は、吸引コンベア3Aから離脱すると、即座に容器Btに付着する格好となる。そして、容器Btが回転しつつ吸引コンベア3Aと第1側方コンベア5とに挟まれた状態で搬送される間に、容器Btに付着したラベル92は、吸引コンベア3Aのベルト33Aによって容器Btに順次押し付けられ、ラベル92が容器Btに貼り付けられる。本実施形態においては、吸引コンベア3A(保持部)がラベル92の保持と貼り付けとを行う機能を有する。
このような実施形態によっても、ラベル92を容器Btにより適切に貼り付けることができる。また、保持部としての吸引コンベア3Aのベルト速度V3Aが搬送速度V0よりも速い速度に設定されることにより、ラベル貼付装置A2の貼り付け処理能力をラベル貼付装置A1の貼り付け処理能力よりも高めることができる。
<第3実施形態>
図13は、本発明の第3実施形態に係るラベル貼付装置を示している。本実施形態のラベル貼付装置A3は、上述した第1側方コンベア5に代えて、支持ユニット54を備えている。
支持ユニット54は、2つの従動ロール55を有しており、図中上下方向に進退動自在に構成されている。ラベル貼付装置A3においては、ラベル92が付着される容器Btが到来すると、退避していた支持ユニット54が容器Btに向かって前進する。また、地側コンベア4の搬送が一時的に停止される。これにより、この容器Btは、吸引ロール3と2つの従動ロール55とに挟まれる。この状態で、吸引ロール3が回転することにより、吸引ロール3に保持されたラベル92が容器Btに付着されつつ、容器Btがその場で回転する。この結果、容器Btに付着したラベル92は、吸引ロール3によって容器Btに押し付けられ、容器Btにラベル92が貼り付けられる。ラベル92の貼り付けが完了すると、支持ユニット54が後退する。そして、地側コンベア4の搬送が再開されることにより、ラベル92が貼り付けられた容器Btが搬送される。
このような実施形態によっても、ラベル92を容器Btにより適切に貼り付けることができる。また、本実施形態から理解されるように、容器Btへのラベル92の付着や貼り付けを補助する手段としては、第1側方コンベア5や支持ユニット54等の種々の機構を適宜採用することができる。
本発明に係るラベル貼付装置は、上述した実施形態に限定されるものではない。本発明に係るラベル貼付装置の各部の具体的な構成は、種々に設計変更自在である。