WO2017169410A1 - 熱交換器 - Google Patents
熱交換器 Download PDFInfo
- Publication number
- WO2017169410A1 WO2017169410A1 PCT/JP2017/007273 JP2017007273W WO2017169410A1 WO 2017169410 A1 WO2017169410 A1 WO 2017169410A1 JP 2017007273 W JP2017007273 W JP 2017007273W WO 2017169410 A1 WO2017169410 A1 WO 2017169410A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plate fin
- flow path
- plate
- header
- region
- Prior art date
Links
Images
























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0062—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by spaced plates with inserted elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/08—Elements constructed for building-up into stacks, e.g. capable of being taken apart for cleaning
Definitions
- the present disclosure relates to a heat exchanger, and more particularly, to a heat exchanger for stacked plate fins configured by stacking plate-shaped plate fins through which a refrigerant flows.
- a heat exchanger used for exchanging heat energy between fluids having different heat energy is used in many devices.
- heat exchangers of laminated plate fins are widely used in, for example, home and vehicle air conditioners, computers, and various electric devices.
- the heat exchanger for stacked plate fins exchanges heat between the fluid (refrigerant) that flows through the flow path formed in the plate-shaped plate fins and the fluid (air) that flows between the stacked plate fins. It is a form to do.
- plate fins In the field of heat exchangers, it is advantageous to form plate fins with a material having a small thickness and high thermal conductivity in terms of reducing weight, size, and efficiency, but there is a problem in terms of reliability. There was a risk of having.
- the flow path of the refrigerant in the plate fin is deformed, resulting in variations in the flow rate and flow rate of the refrigerant.
- the performance as a heat exchanger may be deteriorated.
- the present disclosure aims to provide a heat exchanger that achieves weight reduction, size reduction, and efficiency of heat exchange, and that is highly reliable even in a configuration in which a high-pressure refrigerant flows.
- a plate fin stack in which plate fins having a flow path through which a first fluid flows is stacked, and the first fluid flowing through the flow path of each plate fin in the plate fin stack passes. And a supply and discharge pipe, and a second fluid is allowed to flow between the stacks of the plate fin stacks to exchange heat between the first fluid and the second fluid.
- the plate fin is a header flow that communicates a flow path region having a plurality of linear first fluid flow paths and each first fluid flow path of the flow path area and a supply / discharge pipe so that the first fluid flows in parallel.
- a header area having a path.
- the outer wall of the header channel is in contact with the outer wall of the header channel of the plate fin adjacent in the stacking direction in the plate fin stack.
- the perspective view which shows the external appearance of the laminated plate fin heat exchanger of embodiment which concerns on this indication The top view which shows the plate fin in the laminated plate fin heat exchanger of this embodiment Exploded view showing a part of the structure of the plate fin in the laminated plate fin heat exchanger of the present embodiment.
- the top view which shows a part of plate fin in the plate fin laminated body in the laminated plate fin heat exchanger of this embodiment
- the top view of the plate fin which shows the modification of embodiment concerning this indication The top view of the plate fin which shows the modification of embodiment concerning this indication
- the top view of the plate fin which shows the modification of embodiment concerning this indication The perspective view which shows the upper end plate provided in the upper end of the plate fin laminated body in this embodiment
- a heat exchanger includes a plate fin laminate in which plate fins having flow paths through which a first fluid flows are stacked, and a first fluid that flows through the flow path of each plate fin in the plate fin stack.
- the second fluid is caused to flow between the stacks of the plate fin stacks to exchange heat between the first fluid and the second fluid.
- the plate fin is a header flow that communicates a flow path region having a plurality of linear first fluid flow paths and each first fluid flow path of the flow path area and a supply / discharge pipe so that the first fluid flows in parallel.
- the outer wall of the header channel is in contact with the outer wall of the header channel of the plate fin adjacent in the stacking direction in the plate fin stack.
- the header flow path in the first aspect is a multi-branch flow path for allowing the refrigerant passing through the supply / discharge pipe to flow through the first fluid flow paths in the flow path region. You may have.
- a heat exchanger is configured in the second aspect such that the multi-branch channel is in contact with the outer wall of the multi-branch channel in the plate fin adjacent in the stacking direction in the plate fin stack. May be.
- the pipe wall of the header channel may be formed thicker than the other part in the header region of any one of the first to third aspects.
- the tube wall of the flow path may be formed thicker than other parts in the flow path region of any one of the first to fourth aspects.
- a heat exchanger is the plate fin according to any one of the first to fifth aspects, wherein the header regions are provided on both sides, and the header flow paths in the header regions on both sides are symmetrical. It may be configured to have a typical shape.
- a heat exchanger is the sixth aspect according to the sixth aspect, in which the header flow path communicates between the supply / discharge pipe and the multi-branch flow path in the plate fins in which the header regions are provided on both sides.
- the bypass channel and the multi-branch channel including the bypass channel and disposed on both sides of the plate fin may be configured to have a point-symmetric shape with the center of the plate fin as the center of symmetry.
- a heat exchanger includes a plurality of protruding fins that differ from the flow path in the header region in the plate fin in which the header region of any one of the first to seventh aspects is provided on both sides.
- the header region support portions formed on the both sides of the plate fins may be configured to have a point-symmetric shape with the center of the plate fin as the center of symmetry.
- the header region is provided on one end side, and the supply / discharge pipe corresponds to the header region. It is good also as a structure provided in the position.
- a plurality of header region support portions that are different from the flow path are formed in the header region of the plate fin of any one of the first to ninth aspects,
- the header region support portion may be configured to contact a header region of an adjacent plate fin in the stacking direction in the plate fin stack to form a predetermined space between the adjacent plate fins in the stacking direction.
- the heat exchanger of the eleventh aspect according to the present disclosure may be configured such that the header region support portion provided in the header region of the tenth aspect has a through hole, and the through hole becomes a positioning hole. .
- the heat exchanger according to the twelfth aspect of the present disclosure may have a configuration in which a positioning pin is fixed to the positioning hole according to the eleventh aspect.
- a protruding flow path region support portion that is different from the flow path is formed in the flow path region of the plate fin.
- the flow channel region support portion may be configured to contact a flow channel region of the plate fin adjacent in the stacking direction in the plate fin laminate to form a predetermined space between the stacks.
- the plate fin laminate is configured by laminating plate fins having different flow channel shapes. Also good.
- the plate fin stack is formed by alternately stacking plate fins having two types of flow paths. May be configured.
- the heat exchanger according to the sixteenth aspect of the present disclosure includes a plate fin laminate according to the fifteenth aspect in which the flow in the plate fins that are alternately laminated in a cross section perpendicular to the direction in which the first fluid flows in the flow path region.
- the road may be configured in a staggered arrangement.
- the heat exchanger of the seventeenth aspect is configured such that a flow path support portion that protrudes different from the flow path is formed in the flow path region of the plate fin, and the flow path support portion is a plate. You may comprise so that it may contact
- the flow path support portion protruding from the plate fin of the seventeenth aspect is in a flow direction of the second fluid flowing between the laminations of the plate fin laminate. They may be arranged in a staggered arrangement.
- the number of flow path support portions projecting from the plate fins of the seventeenth aspect is provided more on the leeward side than on the leeward side in the flow direction of the second fluid B. May be.
- a heat exchanger is the plate fin having the two kinds of flow path shapes according to the fifteenth aspect, wherein the flow path area of one of the plate fins is different from the flow path. Is formed in the flow channel region of the other plate fin at a position corresponding to the flow channel region convex portion, and the flow channel region convex portion of the plate fin adjacent in the stacking direction in the plate fin laminate. And the channel region recess may be engaged so that a predetermined space is maintained between the stacked plate fins adjacent to each other.
- the flow path of at least the flow path region of the plate fin flows in the direction in which the first fluid flows in the flow path.
- the cross section orthogonal to may be rectangular.
- the flow path of at least the flow path region in the plate fin flows in the direction in which the first fluid flows in the flow path.
- the cross section orthogonal to may be circular.
- a heat exchanger according to a twenty-third aspect of the present disclosure is the heat exchanger according to any one of the first to twenty-second aspects, in which at least the flow path in the flow path region of the plate fin is one of the stacking directions in the plate fin stack. It may be formed protruding only on the side.
- a heat exchanger according to a twenty-fourth aspect according to the present disclosure is the heat exchanger according to any one of the first to twenty-second aspects, in which at least flow paths in the flow path region of the plate fins are on both sides in the stacking direction of the plate fin laminate. It may be formed protruding.
- a laminated plate fin heat exchanger will be described as an embodiment according to the heat exchanger of the present disclosure with reference to the accompanying drawings.
- the heat exchanger of the present disclosure is not limited to the configuration of the laminated plate fin heat exchanger described in the following embodiments, and is a heat exchanger equivalent to the technical idea described in the following embodiments.
- the configuration is included.
- Embodiment described below shows an example of this indication, and the composition, the function, operation, etc. which are shown in the embodiment are illustrations and do not limit this indication.
- constituent elements in the following embodiments constituent elements that are not described in the independent claims indicating the highest concept are described as optional constituent elements.
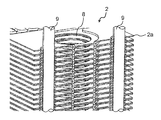
- FIG. 1 is a perspective view showing an appearance of a laminated plate fin heat exchanger (hereinafter simply referred to as a heat exchanger) 1 of the present embodiment.
- the heat exchanger 1 according to the present embodiment includes a supply pipe (inlet header) 4 into which a refrigerant that is a first fluid is supplied, and a plurality of plate fins 2 a each having a rectangular plate shape.
- the plate fin laminated body 2 configured as described above, and a discharge pipe (exit header) 5 that discharges the refrigerant that has flowed through the flow path formed in the plate fin 2a.
- the supply pipe 4 and the discharge pipe 5 are collectively referred to as a supply / discharge pipe.
- end plates 3a and 3b having substantially the same shape in plan view as the rectangular plate fins 2a are disposed at both ends (upper and lower ends) in the stacking direction of the plate fin stack 2 configured by stacking a plurality of plate fins 2a. Is provided.
- the end plates 3a and 3b are formed of a rigid plate material, and are formed by metal processing such as aluminum, aluminum alloy, and stainless steel by grinding.
- the end plates 3a and 3b are disposed so as to sandwich the stacked plate fins 2a from above and below, and are configured to reliably hold the stacked plate fins 2a at a predetermined interval.
- the stacking direction of the plate fin laminate 2 is the vertical direction
- the supply and discharge pipes 4 and 5 are provided on the upper end plate 3 a disposed at the upper end of the plate fin laminate 2.
- a supply pipe 4 and a discharge pipe 5 are provided in the vicinity of both end portions in the longitudinal direction of the plate fin laminate 2 respectively. Accordingly, the refrigerant, which is the first fluid supplied from the supply pipe 4, flows in the horizontal direction through the plurality of flow paths formed inside each plate fin 2 a and is discharged from the discharge pipe 5.
- the refrigerant that is the first fluid flows in parallel in the longitudinal direction through the plurality of flow paths inside each plate fin 2a of the plate fin laminate 2. It is.
- the air that is the second fluid is configured to pass through the gap formed between the stacked plate fins 2 a in the plate fin stacked body 2.
- heat exchange between the first fluid and the second fluid is performed in the plate fin laminate 2.
- the plate fin laminate 2 in the heat exchanger 1 of the present embodiment is configured by laminating plate fins 2a (6, 7) having two kinds of flow path configurations.
- the first plate fins 6 and the second plate fins 7 of the two types of plate fins 2 a are alternately arranged in the plate fin laminate 2.
- FIG. 2 is a plan view showing the first plate fin 6.
- the first plate fin 6 includes a header region H formed on both sides in the longitudinal direction and a flow channel region P formed between the header regions H on both sides.
- header openings 8 through which the refrigerant from the supply pipe 4 or the refrigerant to the discharge pipe 5 flows are formed.
- header flow paths 10 through which the refrigerant from the header openings 8 or the refrigerant to the header openings 8 flow are respectively formed, and the respective headers formed on both sides of the first plate fin 6.
- the flow path 10 has a symmetrical shape.
- the header flow paths 10 disposed on both sides of the first plate fin 6 are point-symmetric with the center of the first plate fin 6 in plan view as the center of symmetry, as will be described later. Has a shape.
- first plate fin 6 a plurality of refrigerant flow paths (first fluid flow paths) for flowing the refrigerant from the supply pipe 4 to the discharge pipe 5 are formed in the flow path area P formed between the header areas H on both sides. 11 is formed.
- the plurality of refrigerant flow paths 11 are formed in parallel in the longitudinal direction and communicate with the header flow paths 10 in the header regions H on both sides.
- a header opening 8 which is a circular through hole, is formed in the approximate center of each of the header regions H on both sides, and a header channel 10 through which a coolant flows is formed around the header opening 8.
- the header flow path 10 is short from the outer peripheral flow path 10a formed so as to bulge up and down on the outer periphery of the header opening 8, and from the flow path region P side (the center side of the first plate fin 6) in the outer peripheral flow path 10a.
- One bypass channel 10b extending in the hand direction and a multi-branch channel 10c connecting the bypass channel 10b to each refrigerant channel 11 in the channel region P are included.
- the header flow paths 10 provided on both sides of the first plate fin 6 have a symmetrical shape.
- bypass flow path 10b of the left header flow path 10 shown in FIG. 2 extends from the flow path region P side of the outer peripheral flow path 10a to one side in the short direction (upward direction in FIG. 2).
- the bypass flow path 10b of the header flow path 10 extends from the flow path region P side of the outer peripheral flow path 10a to the other side in the short side direction (downward in FIG. 2). That is, the header flow paths 10 provided on both sides of the first plate fin 6 have a point-symmetric shape with the center of the first plate fin 6 in the plan view as the center of symmetry.
- the bypass channel 10 b extending in the short direction of the first plate fin 6 branches and communicates with a plurality of refrigerant channels 11 arranged in parallel in the channel region P. It is connected to the road 10c.
- the position where the bypass channel 10 b is connected to the multi-branch channel 10 c is on the channel extension of the endmost refrigerant channel 11 in the short direction of the first plate fin 6. Therefore, as shown in FIG. 2, the header channel 10 is formed in a U shape by a bypass channel 10b and a multi-branch channel 10c extending from the outer peripheral channel 10a. It is formed so as to be folded by the path 10c.
- the bypass channel 10 b and the multi-branch channel 10 c on both sides of the first plate fin 6 have a point-symmetric shape with the center of the first plate fin 6 in the plan view as the center of symmetry.
- the refrigerant that has passed through the bypass flow path 10 b is sequentially arranged in parallel from the endmost refrigerant flow path 11 in the short direction of the first plate fin 6. The refrigerant is sent to
- a plurality of protrusions 12 are formed in the flow path region P so as to be adjacent to the refrigerant flow path 11 with a predetermined interval. ing.
- These protrusions 12 (12a, 12b) have two types of shapes (particularly, different protrusion lengths).
- the first dowel 12a is a flow channel region support portion, and protrudes from the edge portion (the lower edge portion in FIG. 2) of the flow channel region P.
- the first dowel 12a is configured to abut the edge of the flow path region P in the plate fin 2a adjacent in the stacking direction in the plate fin stack 2. In this way, the first dowel 12a abuts against the edge of the flow path region P of the adjacent plate fin 2a, so that the distance between the stacked plate fins 2a is reliably defined to a predetermined length.
- the second dowel 12b is a flow path support part, and is disposed with a predetermined interval between the flow paths of the refrigerant flow paths 11 arranged in parallel in the flow path region P.
- the second dowels 12b are arranged along with the first dowels 12a along the flow direction of the second fluid (air).
- the second dowel 12b is disposed so as to face the refrigerant flow path 11 in the plate fin 2a adjacent in the stacking direction in the plate fin laminate 2, and the tube wall (outer wall) of the refrigerant flow path 11 in the adjacent plate fin 2a. ).
- the gap between the adjacent plate fin 2a and the refrigerant flow path 11 is surely defined to a predetermined length. Is done.
- the first dowels 12a and the second dowels 12b may be arranged in a staggered arrangement with respect to the flow direction of the second fluid (air: B in FIG. 2) that flows between the stacks of the plate fin laminate 2. It is sufficient that at least the second dowels 12b are arranged in a staggered arrangement with respect to the flow direction of the second fluid.
- the positioning hole 13 is a positioning hole for stacking a plurality of plate fins 2a (6, 7), and a positioning pin is attached to the positioning hole 13 so that the stacking position with other plate fins 2a is held with high accuracy.
- the positioning pin may be fixed in the state inserted in the positioning hole, and it is good also as a structure which improves the rigidity as a heat exchanger. On the other hand, the positioning pin may be finally pulled out from the heat exchanger in order to reduce the weight of the heat exchanger.
- a positioning outer peripheral portion 13 a bulging up and down is formed on the outer peripheral portion of the positioning hole 13.
- the positioning outer peripheral portion 13a forms a space different from the flow path through which the refrigerant flows.
- the positioning outer peripheral portion 13a abuts between the plate fins 2a (6, 7) adjacent in the stacking direction, and maintains a predetermined interval between the plate fins 2a adjacent in the stacking direction. It becomes a header area
- the positioning outer peripheral portion 13a formed around the header flow path 10 (10a, 10b, 10c) and the positioning hole 13 formed in the header region H has a predetermined height on the upper surface and the lower surface of the first plate fin 6. It is formed so as to protrude.
- the protrusion surfaces (upper end surface and lower end surface) of the header channel 10 (10a, 10b, 10c) and the positioning outer peripheral portion 13a are formed as flat surfaces. Therefore, the vertical cross-sectional shape orthogonal to the flow direction in the header flow path 10 (10a, 10b, 10c) has a rectangular shape with flat protruding portions (upper end portion and lower end portion).
- the height of the header flow path 10 and the positioning outer peripheral portion 13a is half the gap (distance) between the plate fins 2a adjacent in the stacking direction in the plate fin stack 2 (1/2 pitch). ).
- the tube wall (outer wall) of the header channel 10 and the positioning outer peripheral portion 13a are aligned with the tube wall (outer wall) of the opposing header channel 10 and the positioning outer periphery.
- Each abuts against the portion 13a. Since the outer wall of the header channel 10 that abuts is a flat surface, it becomes a surface that can be securely fixed by brazing, for example. Therefore, the header region H of each plate fin 2a in the plate fin laminate 2 is in a state of being laminated with a certain predetermined interval reliably.
- FIG. 3 is an exploded view showing a part of the configuration of the first plate fin 6 in the plate fin laminate 2 in an enlarged manner.
- the 1st plate fin 6 is formed with metal plates, such as aluminum, aluminum alloy, and stainless steel.
- the second plate fins 7 that are alternately laminated with the first plate fins 6 are also formed of the same material as the first plate fins 6.
- the first plate fin 6 includes a first plate member 6 a obtained by pressing a plate material in which at least one brazing material layer is formed on a core material, and a second plate material obtained by pressing a plate material having the same configuration. It is formed by bonding with the plate-like member 6b.
- the (first dowel 12a and second dowel 12b) 12 are pressed into the shape in which each is formed.
- the outer peripheral flow path 10a formed in the header region H, the header flow path 10 composed of the bypass flow path 10b and the multi-branch flow path 10c, and the positioning outer peripheral portion 13a formed around the positioning hole 13 Are formed so as to protrude from the upper surface and the lower surface of the first plate fin 6 and each has the same height that is half the distance (1/2 pitch) between the adjacent plate fins 2a in the stacking direction. Yes. Further, the outer peripheral flow path 10a, the bypass flow path 10b, and the multi-branch flow path 10c in the header flow path 10 are formed wider than the refrigerant flow path 11 arranged in parallel in the flow path region P, and the flow direction
- the vertical cross-sectional shape orthogonal to the above has a rectangular shape.
- the hydraulic diameter is desirably 1 mm or less.
- coolant flow path 11 demonstrates circular shape, in this indication, it is not limited to circular shape.
- the circular shape includes a complex curve shape formed by a circle, an ellipse, and a closed curve.
- the cross-sectional shape orthogonal to the direction in which the refrigerant flows includes a circular shape in addition to a circular shape, and protrudes only on one side in the stacking direction. Including a configuration formed so as to protrude from both sides in the stacking direction.
- FIG. 4 which shows various cross-sectional shapes of a refrigerant flow path
- the refrigerant flow path 11 is formed of two plate-like members, it is shown in a separated state.
- the plate-like member is abutted to form a coolant channel 11 having a predetermined cross-sectional shape.
- FIG. 5 is a plan view showing the vicinity of the header region H of the first plate fin 6 in the plate fin laminate 2.
- FIG. 6 is a perspective view showing a cross section of the plate fin laminate 2 shown in FIG. 5 taken along line VI-VI. As shown in the plate fin laminate 2 in FIG. 6, the plate fin laminate 2 is configured by alternately laminating first plate fins 6 and second plate fins 7.
- FIG. 6 shows a state in which four plate fins (6, 7) are laminated, but this is a part, and in the plate fin laminate 2, a large number of plate fins (6, 7) are shown. Are stacked alternately.
- the plate fin laminated body 2 is configured such that the outer wall (flat surface) of the header channel 10 in the header region H of each of the first plate fin 6 and the second plate fin 7 is adjacent to the plate fin (6, 7) in the stacking direction. It contacts the outer wall (flat surface) of the header channel 10 in the stacking direction.
- FIG. 6 it is shown that the flat surface of the outer wall of the outer peripheral flow path 10a is in contact with the flat surface of the outer wall of the outer peripheral flow path 10a of the plate fins (6, 7) adjacent in the stacking direction.
- the refrigerant flowing through the header channel 10 is applied with high pressure in the header channel 10, but the header of the plate fins (6, 7) adjacent to the pipe wall (outer wall) of the header channel 10.
- FIG. 7 is a cross-sectional view showing a part of a header region H obtained by processing plate materials having different thicknesses by press molding.
- the pipe wall portion of the header flow path 10 in the header region H is configured with a thick wall portion that is thicker than other portions, thereby ensuring even higher pressure refrigerant. It becomes the structure of the heat exchanger which can respond.
- only the tube wall of the refrigerant flow path 11 in the flow path region P may be formed of a thick part thicker than other parts as shown in FIG. By comprising in this way, it becomes a structure which can respond to the refrigerant
- the 1st plate fin 6 and the 2nd plate fin 7 are laminated
- the second plate fin 7 has substantially the same configuration and shape as the first plate fin 6, but the refrigerant flow path 11 and the protrusion 12 (first dowel 12a, second dowel 12b in the flow path region P). ) Are different from the first plate fin 6.
- FIG. 8 is a diagram showing that the plate fin laminate 2 is configured by laminating the first plate fins 6 and the second plate fins 7.
- the refrigerant flow path 11 in the flow path region P is at a position facing the second dowel 12 b of the first plate fin 6. That is, the refrigerant flow path 11 in the flow path area P of the second plate fin 7 is disposed so as to face the position between the refrigerant flow paths 11 in the flow path area P of the first plate fin 6.
- the second dowel 12b which is the flow path support portion, securely contacts the pipe wall (outer wall) of the refrigerant flow path 11 facing the second dowel 12b. It is the structure which touches.
- the refrigerant flow paths in the first plate fins 6 and the second plate fins 7 that are alternately stacked in a cross section orthogonal to the direction in which the first fluid A flows in the flow path region P. 11 is configured in a staggered arrangement. See FIG. 18 to be described later for a specific configuration of the staggered arrangement.
- the first dowel 12 a that is the flow channel region support portion formed at the edge of the flow channel region P of the second plate fin 7 contacts the edge of the flow channel region P of the adjacent first plate fin 6. It is the composition fixed. Therefore, the protruding height of the first dowel 12a that is the flow channel region support portion is higher than the protruding height of the second dowel 12b that is the flow channel support portion by the height of the refrigerant flow channel 11.
- FIG. 9 is a perspective view showing a cross section of the plate fin laminate 2 shown in FIG. 8 cut along line IX-IX.
- the plate fin laminate 2 shown in FIG. 9 only four sheets of the first plate fin 6, the second plate fin 7, the first plate fin 6, and the second plate fin 7 are laminated in order from the top. Yes.
- the first dowel 12 a of the flow path region P in the first plate fin 6 is in contact with the edge of the flow path region P in the opposing second plate fin 7. Further, the first dowels 12 a in the flow path region P in the second plate fin 7 are in contact with the edge of the flow path region P in the first plate fin 6 facing each other.
- the second dowels 12b of the flow path region P in the first plate fin 6 are in contact with the pipe wall (outer wall) of the refrigerant flow path 11 in the flow path region P of the second plate fin 7 facing each other. Further, the second dowels 12 b in the flow path region P in the second plate fin 7 are in contact with the pipe wall (outer wall) of the refrigerant flow channel 11 in the flow path region P in the first plate fin 6 that faces the second plate fin 7.
- the laminated plate fins 2a (6, 7) in the plate fin laminate 2 are described as being fixed by brazing, but the present disclosure is not limited to this configuration.
- Other heat-resistant fixing methods such as a mechanical connection method and a fixing method using a chemical bonding member may be used.
- the edge of the flow path region P of the fin plate (6, 7) facing the first dowel 12a of the flow path region P is reliably supported, A predetermined gap is secured between the layers.
- the first dowels 12 a in the flow path region P serve as flow path region support portions in the plate fin laminate 2.
- the second dowel 12b of the flow path region P is in contact with the pipe wall (outer wall) of the refrigerant flow path 11 of the opposing fin plate (6, 7). A predetermined interval is maintained between the stacks of the plates (6, 7) and the refrigerant flow path 11.
- the second dowel 12 b in the flow channel region P serves as a flow channel support portion in the plate fin laminate 2.
- the first dowel 12a of the flow channel region P is described as contacting the edge of the flow channel region P of the opposing fin plate (6, 7), but other configurations can be used. It is.
- the first dowel 12a which is the flow channel region support portion formed at the edge of the flow channel region P, is used as the flow channel region convex portion, and the edge of the flow channel region P of the opposing fin plate (6, 7).
- the channel region recess may be formed in the channel region, and the channel region projection and the channel region recess may be fitted.
- FIG. 10 is a perspective view showing a state where the positioning pins 9 are attached to the plate fin laminate 2.
- FIG. 11 is an enlarged cross-sectional view of the plate fin laminate 2 to which the positioning pins 9 are attached.
- FIG. 11 is a cross-sectional view taken along the plane indicated by reference numeral XI-XI in FIG.
- the positioning pin 9 is inserted into the positioning hole 13 which is a through hole formed in the header region H of each plate fin 2a (6, 7) and brazed.
- the plate fin laminate 2 has a structure in which the mechanical structure is strengthened and the pressure resistance against the refrigerant is remarkably strengthened.
- an aluminum metal rod is used as the positioning pin 9.
- the first dowel 12 a that is the flow channel region support portion and the second dowel 12 b that is the flow channel support portion formed in the flow channel region P are the second fluid B.
- the plurality of protrusions are arranged side by side between the stacked layers, the flow resistance against the second fluid (air) B flowing between the stacked layers in the plate fin stacked body 2 can be reduced.
- the plate fin laminate 2 of the present embodiment it is possible to reduce the sound generated when the second fluid flows between the laminates.
- FIG. 12 is a plan view of the plate fin 2b showing a configuration in which a plurality of protrusions 12 (12a, 12b) are arranged in a staggered arrangement between the laminations in the plate fin laminate 2.
- FIG. 12a Also in this configuration, the first dowel 12a that is the flow channel region support portion abuts on the edge of the opposed flow channel region P, and the second dowel 12b that is the flow channel support portion is in contact with the opposite flow channel region P.
- the refrigerant channel 11 is configured to come into contact with the tube wall (outer wall).
- a plurality of protrusions 12 between the stacks may be formed more on the leeward side than on the windward side, thereby generating a turbulent flow in the second fluid B passing between the stacks to improve the heat exchange efficiency.
- at least the number of the first dowels 12a in the protrusions 12 may be configured so that the leeward side has more protrusions 12 than the windward side in the flow direction of the second fluid B (air).
- FIG. 13 is a plan view of the plate fin 2c showing a configuration in which more leeward projections 12 are provided than the leeward projections 12 in the flow direction of the air that is the second fluid B.
- the first dowel 12a that is the flow channel region support portion abuts on the edge of the opposed flow channel region P
- the second dowel 12b that is the flow channel support portion is in contact with the opposite flow channel region P. It contacts the pipe wall (outer wall) of the refrigerant flow path.
- the supply pipe 4 and the discharge pipe 5 are connected in the vicinity of both end portions in the longitudinal direction, and the header regions H are formed on both sides of each plate fin 2a.
- two header openings 8 are provided (see FIG. 2).
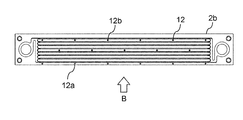
- FIG. 14 is a view showing a modification of the plate fin laminate, and is a plan view showing plate fins 2d constituting the plate fin laminate.
- the header region H is formed only on one end side (left side in FIG. 14) of the plate fin 2 d, and the other region is the flow channel region P. That is, in the plate fin laminated body of this modification, the supply pipe and the discharge pipe are connected to a region in the vicinity of one end in the longitudinal direction.
- both a header opening 8a on the supply side and a header opening 8b on the discharge side are formed in the header region H shown on the left side.
- the opening shape of the header opening 8a on the supply side has a larger diameter than the opening shape of the header opening 8b on the discharge side.
- the heat exchanger is used as a condenser.
- the volume of the refrigerant after the heat exchange is reduced.
- the refrigerant from the header opening 8a on the supply side flows through the plurality of refrigerant flow paths 11a arranged in parallel in the flow path region P, and is folded back in the vicinity of the end of the plate fin 2d (in the vicinity of the right end in FIG. 14). It is a configuration.
- a refrigerant flow path 11a into which the refrigerant flows from the header opening 8a on the supply side and a refrigerant flow path 11b in which the refrigerant flows into the header opening 8b on the discharge side after being folded near the end are formed.
- an entrance and exit becomes reverse to the above.
- the number of the parallel refrigerant flow paths 11b in which the refrigerant flows into the discharge-side header opening 8b is equal to the parallel refrigerant flow paths in which the refrigerant from the supply-side header opening 8a flows.
- the number is set to be less than the number 11a. This is the same reason that the diameters of the header openings 8a and 8b are different, because the volume of the refrigerant after heat exchange is reduced.
- the region where the refrigerant flow path 11a into which the refrigerant from the header opening 8a on the supply side flows and the refrigerant flow path 11b flowing to the header opening 8b on the discharge side are formed.
- a plurality of openings 16 are formed between the formed regions for the purpose of reducing heat conduction between the refrigerants in the plate fin (heat insulation).
- FIG. 15 is a perspective view showing the upper end plate 3a provided at the upper end of the plate fin laminate 2 in the stacking direction
- FIG. 16 shows the lower end plate 3b provided at the lower end of the plate fin stack 2 in the stacking direction. It is a perspective view shown.
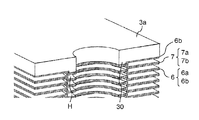
- FIG. 17 is an enlarged perspective view showing a joined state between the header region H and the upper end plate 3 a in the plate fin laminate 2.
- each of the first plate fin 6 and the second plate fin 7 constituting the plate fin laminate 2 includes two plate-like members (6a and 6b, 7a and 7b). Are formed. That is, the first plate fin 6 is formed by laminating the pressed first plate member 6a and the second plate member 6b, and the second plate fin 7 is formed by pressing the first plate. The plate-like member 7a and the second plate-like member 7b are bonded together.
- the first plate fins 6 and the second plate fins 7 are alternately laminated, and the uppermost end portion of the plate fin laminate 2 is one side of the first plate fin 6. Only the second plate-like member 6b is disposed (see FIG. 17). Therefore, the uppermost end surface of the plate fin laminate 2 has a recess that is a narrow groove for forming a flow path, and most of the uppermost end surface is a flat surface. For this reason, the flat surface in the uppermost end surface of the plate fin laminated body 2 becomes a bonding surface (brazing surface) that is a contact surface with the lower surface of the upper end plate 3a, and the bonding area increases.
- the end plate convex part 30 is formed in the surface facing the plate fin laminated body 2 in the upper end plate 3a arrange
- This end plate convex part 30 has a shape corresponding to the recess for flow path formation in the opposing 2nd plate-shaped member 6b. For this reason, when the upper end plate 3a is disposed on the uppermost surface of the plate fin laminate 2, the end plate protrusion 30 of the upper end plate 3a becomes a recess for forming a flow path in the second plate member 6b. Fit.
- the end plate convex portion 30 formed on the upper end plate 3a may be formed only in the concave portion for forming a wide flow path in the header region H. This is because the recesses (grooves) for forming the flow channel in the flow channel region P are narrow and a sufficient contact surface is secured.
- the second plate-like member 6b of the first plate fin 6 is disposed as the uppermost surface of the plate fin laminate 2 will be described.
- the uppermost surface of the laminated body 2 should just be comprised by any one side in the 1st plate fin 6 or the 2nd plate fin 7 according to a lamination order.
- FIG. 18 is an enlarged perspective view showing a joined state between the lowermost end surface of the plate fin laminate 2 and the lower end plate 3b.
- the first plate member 7 a that is one side of the second plate fin 7 is disposed at the lowermost end portion of the plate fin laminate 2. Therefore, the lowermost end surface of the plate fin laminate 2 has a recess for forming a flow path, but most of the lowermost end surface is a flat surface. Therefore, a sufficient bonding area is ensured between the lowermost end surface of the plate fin laminate 2 and the lower end plate 3b.
- [Modification of plate fin laminate and end plate] 19 to 25 are diagrams showing various modifications of the plate fin laminate and the end plate.
- FIG. 19 is an enlarged perspective view showing a joined state between the lowermost end surface of the plate fin laminate 2 and the lower end plate 31b.
- a first plate member 7 a that is one side of the second plate fin 7 is disposed at the lowermost end of the plate fin laminate 2.
- the lowermost end surface of the plate fin laminate 2 has a downwardly facing concave surface for the first fluid channel recess 11a that constitutes the upper half of the refrigerant channel 11 that is the first fluid channel in the first plate member 7a. It is comprised by.
- the surface having the concave surface (groove) of the concave portion 11a for the first fluid flow path faces downward and is in contact with the upper surface of the lower end plate 31b.
- FIG. 20 is a plan view showing the upper surface of the lower end plate 31b.
- a flow path region P and a header region H having the same configuration as the first plate-like member 7a facing the lower end plate 31b are disposed on the upper surface of the lower end plate 31b. ing. That is, the header region H is formed on both sides in the longitudinal direction of the lower end plate 31b, and the flow channel region P is formed in the central portion sandwiched between the header regions H.
- a header channel recess 32 is formed in the header region H on the upper surface of the lower end plate 31b, and a plurality of linear coolant channel recesses (grooves) 33 are formed in the channel region P. It is formed in parallel. Note that the header flow path recess 32 in the header region H of the lower end plate 31b is formed of a bottomed recess having substantially the same circular shape as the header opening 8 of the plate fins (6, 7). The header channel recess 32 blocks the refrigerant in the header opening 8 communicating with the supply / discharge pipe.
- the coolant channel recess (groove) 33 of the channel region P formed in the lower end plate 31 b is formed in the first plate member 7 a that is one side of the opposing second plate fin 7. It has the same shape at the same position as the coolant channel recess 11a. Therefore, in the lower end plate 31b, the first plate member 7a facing the lower end plate 31b forms a header flow path serving as a refrigerant pool in the header area H, and a plate fin stack in the flow path area P. The same coolant channel as the coolant channel 11 in the body 2 is formed. As a result, in the heat exchanger configured as described above, a refrigerant flow path is formed by the lower end plate 31b and the first plate member 7a at the lowermost end, and the heat exchange efficiency can be further increased. Become.
- the configurations of the lowermost end surface of the plate fin laminate 2 and the lower end plate 31b shown in FIGS. 19 and 20 are similarly configured on the uppermost end surface of the plate fin laminate 2 and the lower surface of the upper end plate.
- a refrigerant flow path can be formed between the uppermost end surface of the plate fin laminate 2 and the lower surface of the upper end plate.
- FIG. 21 and FIGS. 22A and 22B are views showing a plate fin laminate 21 and a lower end plate 34b of still another configuration.
- FIG. 21 is an enlarged perspective view showing a joined state between the lowermost end of the plate fin laminate 21 and the lower end plate 34b.
- FIG. 22A is a plan view showing the upper surface of the lower end plate 34b.
- FIG. 22B is a side view of the lower end plate 34b.
- the second plate fin 7 is disposed at the lowermost end of the plate fin stack 21.
- the plate fin laminate 21 includes first plate fins 6 and second plate fins 7 formed by joining two plate-like members (6a and 6b, 7a and 7b) alternately. It is configured by stacking. Therefore, in the present modification, either the first plate fin 6 or the second plate fin 7 is arranged at the lowermost end of the plate fin laminate 21 according to the stacking order.
- a plurality of protrusions (35, 36) are formed on the upper surface of the lower end plate 34b, and the second plate fin 7 at the lowermost end of the plate fin laminate 21 is provided, for example. It is configured to support.
- the flow path support convex portion 35 that supports the refrigerant flow path 11 of the second plate fin 7 and the flow of the second plate fin 7 It is divided into a flow path region supporting convex portion 36 that supports the road region P.
- the flow path supporting convex portion 35 and the flow path region supporting convex portion 36 have two types of shapes (particularly, the protruding lengths are different).
- the convex part 36 for supporting the flow path region of the lower end plate 34 b is configured to come into contact with the edge of the flow path region P in the second plate fin 7. As described above, the flow path region supporting convex portion 36 comes into contact with the edge of the flow path region P of the second plate fin 7, so that the distance between the lower end plate 34 b and the second plate fin 7 is predetermined. The length is definitely specified.
- the flow path support convex portion 35 is a flow path support portion, and is disposed at the position of the refrigerant flow path 11 arranged in parallel in the flow path region P of the second plate fin 7 facing each other.
- the flow path support convex portions 35 are arranged along with the flow path region support convex portions 36 along the flow direction of the second fluid (air).
- the flow path support convex portion 35 is disposed so as to face the refrigerant flow path 11, and abuts on the tube wall (outer wall) of the refrigerant flow path 11 of the second plate fin 7.
- the flow path supporting convex portion 35 contacts the tube wall (outer wall) of the refrigerant flow path 11 of the second plate fin 7, the upper surface of the lower end plate 34b and the second plate fin 7 at the lowermost end Is reliably defined to a predetermined length.
- the plurality of protrusions (35, 36) formed on the upper surface of the lower end plate 34b are arranged in a staggered arrangement with respect to the flow direction of the second fluid (air: B) flowing through the plate fin laminate 21. Also good. Further, the plurality of protrusions (35, 36) may be formed more on the leeward side than on the leeward side.
- the configurations of the lowermost end surface and the lower end plate 34b of the plate fin laminate 21 shown in FIGS. 21 and 22A and 22B are the same in the uppermost end surface of the plate fin laminate 21 and the lower surface of the upper end plate. It becomes possible to do.
- FIG. 23 and FIGS. 24A and B are views showing a lower end plate 37b having still another configuration.
- FIG. 23 is an enlarged perspective view showing a joined state between the lowermost end of the plate fin laminate 21 and the lower end plate 37b.
- FIG. 24A is a plan view showing the upper surface of the lower end plate 37b.
- FIG. 24B is a side view of the lower end plate 37b.
- the plate fin laminate 21 is the same as the configuration of the plate fin laminate 21 shown in FIG. That is, in this modified example, the plate fin laminate 21 is configured by alternately laminating the first plate fins 6 and the second plate fins 7, and the first fins 21 are arranged at the lowest end of the first plate fin laminate 21. Either the plate fin 6 or the second plate fin 7 is arranged according to the stacking order.
- a plurality of protrusions (38, 39) extending in the longitudinal direction are formed on the upper surface of the lower end plate 37b, and are located at the lowermost end of the plate fin laminate 21.
- the second plate fin 7 is configured to be supported.
- a flow path supporting convex portion 38 for supporting the refrigerant flow path 11 of the second plate fin 7 is divided into flow channel region supporting convex portions 39 that support the flow channel region P.
- the flow path support convex portion 38 and the flow path region support convex portion 39 have two types of shapes (particularly, different protrusion lengths).
- the flow path region supporting convex portion 39 of the lower end plate 37 b comes into contact with the edge portion of the flow path region P in the second plate fin 7. As described above, the flow path region supporting convex portion 39 comes into contact with the edge of the flow path region P of the second plate fin 7, so that the distance between the lower end plate 37 b and the second plate fin 7 is predetermined. The length is definitely specified.
- the flow path support convex portion 38 is a flow path support portion, and is disposed at the position of the refrigerant flow path 11 arranged in parallel in the flow path region P of the second plate fin 7 facing each other.
- the flow path support convex portion 38 is disposed so as to face the refrigerant flow path 11, and reliably contacts the tube wall (outer wall) of the refrigerant flow path 11 of the second plate fin 7.
- the flow path supporting convex portion 38 abuts on the tube wall (outer wall) of the refrigerant flow path 11 of the second plate fin 7, the upper surface of the lower end plate 37b and the second plate fin 7 at the lowermost end Is reliably defined to a predetermined length.
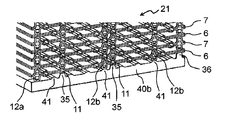
- FIG. 25 is a view showing a lower end plate 40b having still another configuration.
- FIG. 25 is an enlarged perspective view showing a joined state between the lowermost end of the plate fin laminate 21 and the lower end plate 40b.
- the plate fin laminate 21 is the same as the configuration of the plate fin laminate 21 shown in FIG.
- a dowel that is joined to the upper surface of the lower end plate 40b in contact with and joined to the second dowel 12b that is a flow path support portion of the second plate fin 7 disposed at the lowermost end of the plate fin laminate 21, for example.
- a support convex portion 41 is formed.
- the dowel support convex portion 41 is a ridge-shaped protrusion that extends in the longitudinal direction, and extends between the refrigerant flow paths 11 in the opposing second plate fins 7. Further, the dowel support convex portion 41 has a height that surely contacts the second dowel 12 b provided between the refrigerant flow paths 11 in the second plate fin 7.
- the first dowels 12a formed at the edges of the plate fins (6, 7) disposed at the lowermost end of the plate fin laminate 21 have a height that makes contact with the upper surface of the lower end plate 40b. Yes.
- the configuration of the lowermost end surface of the plate fin laminate 21 and the lower end plate 40b shown in FIG. 25 can be similarly configured on the uppermost end surface of the plate fin laminate 21 and the lower surface of the upper end plate. Become.
- FIG. 26 shows a modification in which a pair of side plates 17 and 18 are provided in the heat exchanger of the present disclosure so as to sandwich the end plates 3a and 3b provided on the upper and lower ends of the plate fin laminate 2 from both side surfaces. It is a perspective view shown.
- the modification shown in FIG. 26 is configured such that the side surface on the side of one header region H to which the feed pipe 4 is connected in the plate fin laminate 2 is sandwiched from above and below by the first side plate 17. Further, the other side of the header region H to which the discharge pipe 5 is connected in the plate fin laminate 2 is configured to be sandwiched from above and below by the second side plate 18.
- the first side plate 17 is formed with an upper opening 17 a through which the feed pipe 4 passes and a side opening 17 b so that air as the second fluid B flows into the header region of the plate fin laminate 2.
- the second side plate 18 is formed with an upper opening 18 a through which the discharge pipe 5 passes and a side opening 18 b so that air as the second fluid B flows into the header region H of the plate fin laminate 2.
- the pair of side plates 17 and 18 are provided so as to sandwich the upper and lower portions of the header region H from both sides of the plate fin laminate 2. Even if the thickness of 3b is reduced and the structure is simple, the pipe wall of the header flow path 10 in the header region H of the plate fin 2a constituting the plate fin laminate 2 can be reliably pressed from above and below with a predetermined pressure. It becomes composition.
- the plate fin laminated body 2 configured in this way can flow a refrigerant having a desired high pressure to the plate fin laminated body 2 and can perform heat exchange with high efficiency.
- FIG. 26 the configuration example for the plate fin laminate 2 shown in FIG. 1 has been described.
- the configuration of the modification example described with reference to FIGS. It is possible to provide a structure in which the plate fin laminate is sandwiched between the upper and lower sides. Even in the configuration of such a modified example, the plate fin laminate can be reliably pressed from above and below at a predetermined pressure, and a refrigerant with a desired high pressure can be flowed through the plate fin laminate, so that efficient heat exchange can be achieved.
- the heat exchanger As described above, in the configuration of the heat exchanger according to the present disclosure, weight reduction, downsizing, and high heat exchange efficiency can be achieved, and high-pressure refrigerant flows through the plate fins in the plate fin stack. Even if it is a structure, it becomes a heat exchanger with high reliability and high heat exchange efficiency.
- the present disclosure is a device that has been reduced in weight and size, and can perform heat exchange with high reliability and efficiency, so that it becomes a heat exchanger with high market value.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
本開示に係る熱交換器は、第1流体が流れる流路を有するプレートフィンを積層したプレートフィン積層体と、プレートフィン積層体における各プレートフィンの流路に流れる第1流体が通過する給排管と、を備え、プレートフィン積層体の積層間に第2流体を流して、第1流体と第2流体との間で熱交換する。プレートフィンは、第1流体が並行に流れるように、直線状の第1流体流路を複数有する流路領域と、流路領域の各第1流体流路と給排管とを連通させるヘッダ流路を有するヘッダ領域と、を含む。ヘッダ流路の外壁が、プレートフィン積層体において積層方向に隣接するプレートフィンのヘッダ流路の外壁と当接する。
Description
本開示は、熱交換器に関し、特に、冷媒が流れる板状のプレートフィンを積層して構成された積層型プレートフィンの熱交換器に関する。
異なる熱エネルギーを有する流体間において、熱エネルギーを交換するために使用される熱交換器は、多くの機器で用いられている。特に積層型プレートフィンの熱交換器は、例えば家庭用および車両用の空気調和機、コンピュータ、および各種電気機器などにおいて広く用いられている。
積層型プレートフィンの熱交換器は、板状のプレートフィンの中に形成された流路を流れる流体(冷媒)と、積層されたプレートフィンの間を流れる流体(空気)との間で熱交換を行う形式である。
上記のような積層型プレートフィンの熱交換器の分野においては、軽量化、小型化および熱交換の効率化を目的として各種の構成が提案されている(例えば、特許文献1および特許文献2参照)。
上記のように、積層型プレートフィンの熱交換器の分野においては、軽量化、小型化および効率化を目的としてプレートフィンを厚みが薄く熱伝導率の高い材料で形成することが提案されている。また、熱交換器の熱交換能力を高めるために、プレートフィンの中に形成された流路に対して、従来の熱交換器に比べて高い圧力で流体(冷媒)を流すことが検討されている。
熱交換器の分野において、厚みが薄く熱伝導率の高い材料でプレートフィンを形成することは、軽量化、小型化、および効率化をもたらす点で有利であるが、信頼性の点で問題を有するおそれがあった。特に、プレートフィンの中に形成された流路に対して高圧の冷媒を流す構成を提供しようとする場合には、プレートフィンにおける冷媒の流路が変形し、冷媒の流量と流速においてバラツキが生じ、熱交換器としての性能低下を招くおそれがあった。さらに、場合によっては厚みの薄いプレートフィンにおいて冷媒流路から冷媒が漏洩してしまうという課題があった。
本開示は、軽量化、小型化および熱交換の効率化を達成すると共に、高圧の冷媒が流れる構成であっても信頼性の高い熱交換器を提供することを目的とする。
本開示の一態様の熱交換器は、第1流体が流れる流路を有するプレートフィンを積層したプレートフィン積層体と、プレートフィン積層体における各プレートフィンの流路に流れる第1流体が通過する給排管と、を備え、プレートフィン積層体の積層間に第2流体を流して、第1流体と第2流体との間で熱交換する。プレートフィンは、第1流体が並行に流れるように、直線状の第1流体流路を複数有する流路領域と、流路領域の各第1流体流路と給排管とを連通させるヘッダ流路を有するヘッダ領域と、を含む。ヘッダ流路の外壁が、プレートフィン積層体において積層方向に隣接するプレートフィンのヘッダ流路の外壁と当接する。
本開示によれば、軽量化、小型化および効率化を達成すると共に、高圧の冷媒が流れる構成であっても信頼性の高い熱交換器を提供することができる。
本開示に係る第1の態様の熱交換器は、第1流体が流れる流路を有するプレートフィンを積層したプレートフィン積層体と、プレートフィン積層体における各プレートフィンの流路に流れる第1流体が通過する給排管と、を備え、プレートフィン積層体の積層間に第2流体を流して、第1流体と第2流体との間で熱交換する。プレートフィンは、第1流体が並行に流れるように、直線状の第1流体流路を複数有する流路領域と、流路領域の各第1流体流路と給排管とを連通させるヘッダ流路を有するヘッダ領域と、を含む。ヘッダ流路の外壁が、プレートフィン積層体において積層方向に隣接するプレートフィンのヘッダ流路の外壁と当接する。
本開示に係る第2の態様の熱交換器は、第1の態様におけるヘッダ流路が、給排管を通過する冷媒を流路領域の各第1流体流路に流すための多分岐流路を有してもよい。
本開示に係る第3の態様の熱交換器は、第2の態様において、多分岐流路が、プレートフィン積層体における積層方向で隣接するプレートフィンにおける多分岐流路の外壁に当接するよう構成されてもよい。
本開示に係る第4の態様の熱交換器は、第1から第3の態様のいずれか一つの態様のヘッダ領域において、ヘッダ流路の管壁が他の部位より厚く形成されてもよい。
本開示に係る第5の態様の熱交換器は、第1から第4の態様のいずれか一つの態様の流路領域において、流路の管壁が他の部位より厚く形成されてもよい。
本開示に係る第6の態様の熱交換器は、第1から第5の態様のいずれか一つの態様のプレートフィンにおいて、ヘッダ領域が両側に設けられ、両側のヘッダ領域のヘッダ流路が対称的な形状を有するよう構成されてもよい。
本開示に係る第7の態様の熱交換器は、第6の態様において、ヘッダ領域が両側に設けられたプレートフィンにおいて、それぞれのヘッダ流路が給排管と多分岐流路とを連通させる迂回流路を含み、プレートフィンの両側に配設された迂回流路と多分岐流路が、プレートフィンの中心を対称の中心とした点対称の形状を有するように構成されてもよい。
本開示に係る第8の態様の熱交換器は、第1から第7の態様のいずれか一つの態様のヘッダ領域が両側に設けられたプレートフィンにおいて、ヘッダ領域に流路と異なる突出した複数のヘッダ領域支持部が形成され、プレートフィンの両側に配設されたヘッダ領域支持部は、プレートフィンの中心を対称の中心とした点対称の形状を有するように構成されてもよい。
本開示に係る第9の態様の熱交換器は、第1から第5の態様のいずれか一つの態様におけるプレートフィンにおいて、ヘッダ領域が一端側に設けられ、給排管がヘッダ領域に対応する位置に設けられた構成としてもよい。
本開示に係る第10の態様の熱交換器は、第1から第9の態様のいずれか一つの態様のプレートフィンにおけるヘッダ領域に流路と異なる突出した複数のヘッダ領域支持部が形成され、ヘッダ領域支持部がプレートフィン積層体における積層方向で隣接するプレートフィンのヘッダ領域と当接して積層方向で隣接するプレートフィンの間に所定空間を形成するように構成されてもよい。
本開示に係る第11の態様の熱交換器は、第10の態様のヘッダ領域に設けられたヘッダ領域支持部に貫通孔を有し、貫通孔が位置決め孔となるように構成されてもよい。
本開示に係る第12の態様の熱交換器は、第11の態様の位置決め孔に位置決めピンが固着された構成としてもよい。
本開示に係る第13の態様の熱交換器は、第1から第12の態様のいずれか一つの態様において、プレートフィンにおける流路領域に流路と異なる突出した流路領域支持部が形成され、流路領域支持部がプレートフィン積層体における積層方向で隣接するプレートフィンの流路領域と当接して積層間に所定空間を形成するよう構成されてもよい。
本開示に係る第14の態様の熱交換器は、第1から第13の態様のいずれか一つの態様において、プレートフィン積層体が、異なる流路形状を有するプレートフィンが積層されて構成されてもよい。
本開示に係る第15の態様の熱交換器は、第1から第13の態様のいずれか一つの態様において、プレートフィン積層体が、二種類の流路形状を有するプレートフィンが交互に積層されて構成されてもよい。
本開示に係る第16の態様の熱交換器は、第15の態様のプレートフィン積層体が、流路領域における第1流体が流れる方向に直交する断面において、交互に積層されたプレートフィンにおける流路が千鳥配列となるよう構成されてもよい。
本開示に係る第17の態様の熱交換器は、第14または第15の態様において、プレートフィンにおける流路領域に流路と異なる突出した流路支持部が形成され、流路支持部がプレートフィン積層体における積層方向で隣接するプレートフィンの流路領域における第1流体流路の管壁と当接するよう構成されてもよい。
本開示に係る第18の態様の熱交換器は、第17の態様のプレートフィンにおいて突設された流路支持部が、プレートフィン積層体の積層間に流れる第2流体の流れ方向に対して千鳥配列に配設されてもよい。
本開示に係る第19の態様の熱交換器は、第17の態様のプレートフィンにおいて突設された流路支持部の数は、第2流体Bの流れ方向において、風下側が風上側より多く設けてもよい。
本開示に係る第20の態様の熱交換器は、第15の態様の二種類の流路形状を有するプレートフィンにおいて、一方のプレートフィンの流路領域に流路と異なる突出した流路領域凸部が形成され、他方のプレートフィンの流路領域に流路領域凸部と対応する位置に流路領域凹部が形成され、プレートフィン積層体における積層方向で隣接するプレートフィンの流路領域凸部と流路領域凹部が係合して、隣接するプレートフィンの積層間が所定空間を保持するように構成されてもよい。
本開示に係る第21の態様の熱交換器は、第1から第20の態様のいずれか一つの態様において、プレートフィンにおける少なくとも流路領域の流路が、流路における第1流体が流れる方向に直交する断面が矩形形状であってもよい。
本開示に係る第22の態様の熱交換器は、第1から第20の態様のいずれか一つの態様において、プレートフィンにおける少なくとも流路領域の流路が、流路における第1流体が流れる方向に直交する断面が円形形状であってもよい。
本開示に係る第23の態様の熱交換器は、第1から第22の態様のいずれか一つの態様において、プレートフィンにおける少なくとも流路領域の流路が、プレートフィン積層体における積層方向の一方側にのみ突出して形成されてもよい。
本開示に係る第24の態様の熱交換器は、第1から第22の態様のいずれか一つの態様において、プレートフィンにおける少なくとも流路領域の流路が、プレートフィン積層体における積層方向の両側に突出して形成されてもよい。
以下、本開示の熱交換器に係る実施形態として、積層型プレートフィン熱交換器について、添付の図面を参照しながら説明する。なお、本開示の熱交換器は、以下の実施形態に記載した積層型プレートフィン熱交換器の構成に限定されるものではなく、以下の実施形態において説明する技術的思想と同等の熱交換器の構成を含むものである。以下で説明する実施形態は、本開示の一例を示すものであって、実施形態において示される構成、機能、動作などは、例示であり、本開示を限定するものではない。以下の実施の形態における構成要素のうち、最上位概念を示す独立請求項に記載されていない構成要素については、任意の構成要素として説明される。
図1は、本実施形態の積層型プレートフィン熱交換器(以下、単に熱交換器と称する)1の外観を示す斜視図である。図1に示すように、本実施形態の熱交換器1は、第1流体である冷媒が給入される給入管(入口ヘッダ)4と、長方形の板状である複数のプレートフィン2aを積層して構成されたプレートフィン積層体2と、プレートフィン2aの中に形成された流路を流れた冷媒を排出する排出管(出口ヘッダ)5とを有している。なお、本実施形態においては、給入管4および排出管5を合わせて給排管と称する。
また、複数のプレートフィン2aが積層されて構成されたプレートフィン積層体2の積層方向の両端(上下端)には、長方形のプレートフィン2aと平面視が略同一形状のエンドプレート3a、3bが設けられている。エンドプレート3a、3bは、剛性を有する板材で形成されており、例えばアルミニウム、アルミニウム合金、ステンレスなどの金属材を研削により金属加工して形成されている。エンドプレート3a、3bは、積層されたプレートフィン2aを上下から挟むように配設されており、積層されたプレートフィン2aの積層間が所定間隔に確実に保持されるように構成されている。
本実施形態においては、プレートフィン積層体2の積層方向が鉛直方向であり、プレートフィン積層体2の上端に配設した上部エンドプレート3aに給排管4、5が設けられた構成である。なお、上部エンドプレート3aにおいては、プレートフィン積層体2の長手方向の両側端部近傍に給入管4と排出管5がそれぞれ設けられている。従って、給入管4から給入された第1流体である冷媒が各プレートフィン2aの内部に形成された複数の流路を水平方向に流れて排出管5から排出される構成である。
上記のように構成された本実施形態の熱交換器1においては、第1流体である冷媒がプレートフィン積層体2の各プレートフィン2aの内部の複数の流路を長手方向に並行に流れる構成である。一方、第2流体である空気は、プレートフィン積層体2におけるプレートフィン2aの積層間に形成された隙間を通り抜ける構成である。このように構成された熱交換器1は、プレートフィン積層体2において第1流体と第2流体との熱交換が行われる。
本実施形態の熱交換器1におけるプレートフィン積層体2は、二種類の流路構成を有するプレートフィン2a(6、7)が積層されて構成されている。二種類のプレートフィン2aの第1プレートフィン6と第2プレートフィン7は、プレートフィン積層体2において交互に配置されている。
まず、本実施形態の熱交換器1に用いられている第1プレートフィン6について説明する。図2は、第1プレートフィン6を示す平面図である。図2に示すように、第1プレートフィン6は、長手方向の両側に形成されたヘッダ領域Hと、両側のヘッダ領域Hの間に形成された流路領域Pとを有している。
第1プレートフィン6の両側に形成されたヘッダ領域Hには、給入管4からの冷媒、または排出管5への冷媒が流れるヘッダ開口8が形成されている。また、ヘッダ領域Hには、ヘッダ開口8からの冷媒、またはヘッダ開口8への冷媒が流れるヘッダ流路10がそれぞれに形成されており、第1プレートフィン6の両側に形成されたそれぞれのヘッダ流路10は対称的な形状を有している。本実施の形態にいては、第1プレートフィン6の両側に配設されたヘッダ流路10は、後述するように、第1プレートフィン6の平面視の中心を対称の中心とした点対称の形状を有する。
第1プレートフィン6において、両側のヘッダ領域Hの間に形成された流路領域Pには、給入管4から排出管5に冷媒を流すための複数の冷媒流路(第1流体流路)11が形成されている。複数の冷媒流路11は、長手方向に並行に形成されており、両側にあるヘッダ領域Hのヘッダ流路10と連通している。
図2に示すように、両側のヘッダ領域Hにおけるそれぞれの略中央には円形の貫通孔であるヘッダ開口8が形成されており、ヘッダ開口8の周りには冷媒が流れるヘッダ流路10が形成されている。ヘッダ流路10は、ヘッダ開口8の外周において上下に膨出するよう形成された外周流路10aと、この外周流路10aにおける流路領域P側(第1プレートフィン6の中央側)から短手方向に延びる一本の迂回流路10bと、この迂回流路10bを流路領域Pにおける各冷媒流路11に繋ぐ多分岐流路10cと、を含む。第1プレートフィン6の両側に設けられたヘッダ流路10は、対称的な形状を有している。例えば、図2に示す左側のヘッダ流路10の迂回流路10bは、その外周流路10aの流路領域P側から短手方向の一方(図2の上方向)に延びており、右側のヘッダ流路10の迂回流路10bは、その外周流路10aの流路領域P側から短手方向の他方(図2の下方向)に延びている。即ち、第1プレートフィン6の両側に設けられたヘッダ流路10は、第1プレートフィン6の平面視における中心を対称の中心とした点対称の形状を有している。
ヘッダ流路10において、第1プレートフィン6の短手方向に延びた迂回流路10bは、流路領域Pにおいて並列している複数の冷媒流路11に対して分岐して連通する多分岐流路10cに繋がっている。迂回流路10bが多分岐流路10cと繋がっている位置は、第1プレートフィン6の短手方向における最も端の冷媒流路11の流路延長上にある。従って、図2に示すように、ヘッダ流路10は、外周流路10aから延びる迂回流路10bと多分岐流路10cとによりU字状に形成されており、迂回流路10bと多分岐流路10cとにより、折り返すように形成されている。即ち、第1プレートフィン6の両側の迂回流路10bと多分岐流路10cは、第1プレートフィン6の平面視における中心を対称の中心とした点対称の形状を有している。このように構成されたヘッダ流路10において、迂回流路10bを通った冷媒が、第1プレートフィン6の短手方向における最も端の冷媒流路11から順次、並設された冷媒流路11に冷媒が送り込まれる。
図2に示すように、流路領域Pには、冷媒流路11に隣接するように、複数の突起12(第1ダボ:12a、第2ダボ:12b)が所定間隔を有して形成されている。これらの突起12(12a、12b)は、二種類の形状(特に、突出長さが異なる)を有している。第1ダボ12aは、流路領域支持部であり、流路領域Pの縁部(図2においては下側の縁部)に突設されている。第1ダボ12aは、プレートフィン積層体2において積層方向で隣接するプレートフィン2aにおける流路領域Pの縁部と当接するよう構成されている。このように、第1ダボ12aが隣接するプレートフィン2aの流路領域Pの縁部と当接することにより、隣接するプレートフィン2aの積層間の距離が所定の長さに確実に規定される。
第2ダボ12bは、流路支持部であり、流路領域Pにおいて並設された冷媒流路11の流路間に所定間隔を有して配設されている。本実施形態においては、第2ダボ12bが第1ダボ12aと共に第2流体(空気)の流れ方向と沿って並ぶように配設されている。第2ダボ12bは、プレートフィン積層体2において積層方向で隣接するプレートフィン2aにおける冷媒流路11に対向するように配置されており、隣接するプレートフィン2aにおける冷媒流路11の管壁(外壁)に当接する。このように、第2ダボ12bが隣接するプレートフィン2aの冷媒流路11の外壁に当接するため、隣接するプレートフィン2aと冷媒流路11との間の隙間が所定の長さに確実に規定される。
なお、第1ダボ12aと第2ダボ12bは、プレートフィン積層体2の積層間に流れる第2流体(空気:図2のB)の流れ方向に対して千鳥配列に配設してもよく、少なくとも第2ダボ12bが第2流体の流れ方向に対して千鳥配列に配設されていればよい。このように構成することにより、プレートフィン積層体2の積層間に流れる第2流体が乱流となり、流路が確保され、熱伝達率を向上させている。
また、第1プレートフィン6において、各ヘッダ領域Hには位置決め用の貫通孔である位置決め孔13が2つ形成されている。位置決め孔13は、複数のプレートフィン2a(6、7)を積層するときの位置決め孔であり、位置決め孔13に位置決めピンを装着して他のプレートフィン2aとの積層位置が高精度に保持される。なお、位置決めピンとしては、位置決め孔に挿入された状態で固着されてもよく、熱交換器としての剛性を高める構成としてもよい。一方、熱交換器の軽量化などのために最終的に位置決めピンを熱交換器から引き抜く構成としてもよい。
また、位置決め孔13の外周部分には上下に膨出した位置決め外周部13aが形成されている。この位置決め外周部13aは冷媒が流れる流路とは異なる空間を形成している。位置決め外周部13aは、後述するように積層方向に隣接するプレートフィン2a(6、7)の間で当接して、積層方向に隣接するプレートフィン2aの間に所定間隔を保持するヘッダ領域支持機能を有するヘッダ領域支持部となる。
ヘッダ領域Hに形成されるヘッダ流路10(10a、10b、10c)および位置決め孔13の周りに形成される位置決め外周部13aは、第1プレートフィン6の上面および下面において、所定の高さを有して突出するように形成されている。なお、ヘッダ流路10(10a、10b、10c)および位置決め外周部13aにおける突出面(上端面および下端面)は、平坦面に形成されている。従って、ヘッダ流路10(10a、10b、10c)において流れ方向に直交する縦断面形状は、突出部分(上端部分および下端部分)が平坦な矩形形状を有している。
本実施形態においては、ヘッダ流路10および位置決め外周部13aの高さは、プレートフィン積層体2において積層方向で隣接するプレートフィン2a間の隙間(距離)の半分の長さ(1/2ピッチ)に形成されている。このため、積層方向に隣接するプレートフィン2aのヘッダ領域Hにおいては、ヘッダ流路10の管壁(外壁)と位置決め外周部13aが、対向するヘッダ流路10の管壁(外壁)と位置決め外周部13aとにそれぞれ当接する。当接するヘッダ流路10の外壁は平坦な面であるため、例えばロウ付けなどにより確実に固着され得る面となる。従って、プレートフィン積層体2におけるそれぞれのプレートフィン2aのヘッダ領域Hは、予め設定した所定間隔を確実に有して積層された状態となる。
図3は、プレートフィン積層体2における第1プレートフィン6の構成の一部を拡大して示した分解図である。第1プレートフィン6は、アルミニウム、アルミニウム合金、ステンレスなどの金属板で形成されている。なお、プレートフィン積層体2において、第1プレートフィン6と交互に積層される第2プレートフィン7も第1プレートフィン6と同じ材料により形成されている。
図3に示すように、第1プレートフィン6は、芯材に少なくとも一つのロウ材層が形成された板材をプレス加工した第1板状部材6aと、同じ構成の板材をプレス加工した第2板状部材6bとをはり合わせることにより形成されている。第1板状部材6aおよび第2板状部材6bにおいて、ヘッダ領域Hにおけるヘッダ流路10、位置決め孔13の周りに形成される位置決め外周部13a、流路領域Pにおける冷媒流路11、および突起(第1ダボ12aおよび第2ダボ12b)12は、それぞれが形成される形状にプレス加工される。
前述のように、ヘッダ領域Hに形成された外周流路10a、迂回流路10bおよび多分岐流路10cで構成されたヘッダ流路10、および位置決め孔13の周りに形成された位置決め外周部13aは、第1プレートフィン6の上面および下面において突出して形成されており、それぞれが積層方向で隣接するプレートフィン2aとの間の距離の半分(1/2ピッチ)の同じ高さを有している。また、ヘッダ流路10における外周流路10a、迂回流路10bおよび多分岐流路10cは、流路領域Pに並設された冷媒流路11に比して幅広に形成されており、流れ方向に直交する縦断面形状が矩形形状を有している。一方、流路領域Pに形成される冷媒流路11においては、水力直径が1mm以下が望ましい。
なお、本実施形態においては、冷媒流路11の断面形状(冷媒が流れる方向に直交する断面形状)が円形形状で説明するが、本開示においては円形形状に限定されるものではない。なお、本開示において、円形形状とは、円形、楕円、および閉鎖曲線で形成された複合曲線形状も含むものとする。本開示における冷媒流路11としては、例えば、図4に示すように、冷媒が流れる方向に直交する断面形状が、円形形状の他に、矩形形状などを含み、積層方向の一方側にのみ突出した形状、または積層方向の両側に突出して形成され構成を含む。なお、冷媒流路の各種断面形状を示す図4においては、冷媒流路11が2枚の板状部材で形成されていることを示すために離れた状態で示しているが、実際は2枚の板状部材は当接して所定の断面形状を有する冷媒流路11が形成されている。
図5は、プレートフィン積層体2における第1プレートフィン6のヘッダ領域Hの近傍を示す平面図である。図6は、図5に示したプレートフィン積層体2をVI-VI線により切断した断面を示す斜視図である。図6のプレートフィン積層体2に示すように、プレートフィン積層体2は第1プレートフィン6と第2プレートフィン7が交互に積層されて構成されている。図6においては、4枚のプレートフィン(6、7)が積層された状態を示しているが、これは一部であり、プレートフィン積層体2においては多数枚のプレートフィン(6、7)が交互に積層される。
プレートフィン積層体2は、第1プレートフィン6と第2プレートフィン7のそれぞれのヘッダ領域Hにおけるヘッダ流路10の外壁(平坦面)が、積層方向で隣接するプレートフィン(6、7)のヘッダ流路10の外壁(平坦面)に積層方向で当接する。図6においては、外周流路10aの外壁の平坦面が、積層方向で隣接するプレートフィン(6、7)の外周流路10aの外壁の平坦面に当接していることが示されている。本実施形態において、ヘッダ流路10を流れる冷媒は、ヘッダ流路10において高い圧力が加えられているが、ヘッダ流路10の管壁(外壁)が隣接するプレートフィン(6、7)のヘッダ流路10の管壁(外壁)に固着されているため、ヘッダ流路10における管壁の膨出が規制されており、耐圧構成となっている。このため、本実施形態の構成においては、ヘッダ流路10に流れる冷媒の圧力を高く設定することが可能となり、効率の高い熱交換を信頼性高く行うことができる。
なお、ヘッダ領域Hにおけるヘッダ流路10の管壁のみを他の部位より厚みのある厚肉部で形成するように構成してもよい。図7は、厚みの異なる板材をプレス成形により加工したヘッダ領域Hの一部を示した断面図である。図7に示すように、ヘッダ領域Hにおけるヘッダ流路10の管壁部分を他の部分と比して厚みが厚い厚肉部で構成することにより、さらに高い圧力の冷媒に対しても確実に対応することが可能な熱交換器の構成となる。
また、流路領域Pにおける冷媒流路11の管壁のみを、図7に示すように、他の部位より厚みの厚い厚肉部で構成してもよい。このように構成することにより、冷媒流路11において更に高い圧力の冷媒に対応可能な構成となる。
図6に示したように、本実施形態のプレートフィン積層体2においては第1プレートフィン6と第2プレートフィン7は交互に積層されている。第2プレートフィン7は、第1プレートフィン6と実質的に同様の構成、形状を有しているが、流路領域Pにおける冷媒流路11と突起12(第1ダボ12a、第2ダボ12b)のそれぞれの形成位置が第1プレートフィン6と異なっている。
図8は、第1プレートフィン6と第2プレートフィン7が積層されてプレートフィン積層体2が構成されていることを示す図である。図8に示すように、第2プレートフィン7においては、流路領域Pの冷媒流路11が第1プレートフィン6の第2ダボ12bに対向する位置となっている。即ち、第2プレートフィン7の流路領域Pにおける冷媒流路11が、第1プレートフィン6の流路領域Pにおける冷媒流路11の間の位置に対向するよう配置される。第1プレートフィン6と第2プレートフィン7が積層されたプレートフィン積層体2においては、流路支持部である第2ダボ12bが対向する冷媒流路11の管壁(外壁)に確実に当接する構成である。
本実施形態のプレートフィン積層体2においては、流路領域Pにおける第1流体Aが流れる方向に直交する断面において、交互に積層された第1プレートフィン6と第2プレートフィン7における冷媒流路11が、千鳥配列となるよう構成されている。この千鳥配列の具体的な構成としては、後述する図18参照。
また、第2プレートフィン7の流路領域Pにおける縁部に形成された流路領域支持部である第1ダボ12aは、隣接する第1プレートフィン6の流路領域Pの縁部に当接して固着される構成である。従って、流路領域支持部である第1ダボ12aの突出高さは、流路支持部である第2ダボ12bの突出高さより、冷媒流路11の高さの分だけ高くなっている。
図9は、図8に示したプレートフィン積層体2をIX-IX線により切断した断面を示す斜視図である。図9に示すプレートフィン積層体2においては、上から順に第1プレートフィン6、第2プレートフィン7、第1プレートフィン6、および第2プレートフィン7の4枚のみを積層した状態を示している。図9に示すように、第1プレートフィン6における流路領域Pの第1ダボ12aは、対向する第2プレートフィン7における流路領域Pの縁部に当接している。また、第2プレートフィン7における流路領域Pの第1ダボ12aは、対向する第1プレートフィン6における流路領域Pの縁部に当接している。
一方、第1プレートフィン6における流路領域Pの第2ダボ12bは、対向する第2プレートフィン7における流路領域Pの冷媒流路11の管壁(外壁)に当接している。また、第2プレートフィン7における流路領域Pの第2ダボ12bは、対向する第1プレートフィン6における流路領域Pの冷媒流路11の管壁(外壁)に当接している。
なお、本開示においては、プレートフィン積層体2における積層されたプレートフィン2a(6、7)はロウ付けにより固着される構成で説明するが、本開示はこの構成に限定されるものではなく、他の耐熱性のある固定方法、例えば機械的な接続方法、化学的な接合部材を用いた固着方法を用いてもよい。
上記のように、本実施形態のプレートフィン積層体2においては、流路領域Pの第1ダボ12aが対向するフィンプレート(6、7)の流路領域Pの縁部を確実に支持し、積層間に所定の隙間が確保される。本実施形態においては、流路領域Pの第1ダボ12aがプレートフィン積層体2における流路領域支持部となる。
また、流路領域Pの第2ダボ12bが対向するフィンプレート(6、7)の冷媒流路11の管壁(外壁)に当接する構成であり、この点においてもプレートフィン積層体2におけるフィンプレート(6、7)と冷媒流路11との積層間に所定の間隔が保持される構成となる。本実施形態においては、流路領域Pの第2ダボ12bがプレートフィン積層体2における流路支持部となる。
なお、上記の実施形態においては、流路領域Pの第1ダボ12aが対向するフィンプレート(6、7)の流路領域Pの縁部に当接する構成で述べたが別の構成でも対応可能である。例えば、流路領域Pの縁部に形成される流路領域支持部である第1ダボ12aを、流路領域凸部とし、対向するフィンプレート(6、7)の流路領域Pの縁部に流路領域凹部を形成して、流路領域凸部と流路領域凹部が嵌合するように構成してもよい。
[位置決めピンによる積層]
本実施形態のプレートフィン積層体2においては、複数のプレートフィン2a(6、7)が所定位置に容易に、且つ確実に積層できるように、位置決めピン9が装着されるように構成されている。図10は、プレートフィン積層体2に位置決めピン9が装着された状態を示す斜視図である。図11は、位置決めピン9が装着されたプレートフィン積層体2を拡大して示した断面を示す図である。図11の断面を示す図は図10における符号XI-XIで示した面で切断した図である。
本実施形態のプレートフィン積層体2においては、複数のプレートフィン2a(6、7)が所定位置に容易に、且つ確実に積層できるように、位置決めピン9が装着されるように構成されている。図10は、プレートフィン積層体2に位置決めピン9が装着された状態を示す斜視図である。図11は、位置決めピン9が装着されたプレートフィン積層体2を拡大して示した断面を示す図である。図11の断面を示す図は図10における符号XI-XIで示した面で切断した図である。
本実施形態においては、位置決めピン9がそれぞれのプレートフィン2a(6、7)のヘッダ領域Hに形成された貫通孔である位置決め孔13に挿入されてロウ付けされる構成である。このため、プレートフィン積層体2は機械的構造が強化されると共に、冷媒に対する耐圧強度が格段に強化された構成となる。なお、本実施形態においては、位置決めピン9としてアルミニウム金属棒が用いられている。
本実施形態においては、図2に示したように、流路領域Pに形成された流路領域支持部である第1ダボ12aおよび流路支持部である第2ダボ12bが、第2流体Bである空気の流れ方向と平行に並んで配置されている。このように、積層間において複数の突起が並んで配設されているため、プレートフィン積層体2における積層間に流れる第2流体(空気)Bに対する流路抵抗を少なくすることができる。このように構成することにより、本実施形態のプレートフィン積層体2においては、第2流体が積層間に流れるときに生じる音を低減することが可能となる。
[プレートフィンの変形例]
なお、本開示に係る熱交換器のプレートフィン積層体2におけるプレートフィン2aの変形例としては、突起12(12a、12b)の配置を変更した構成がある。例えば、プレートフィン積層体2における積層間に設けられる複数の突起12(12a、12b)を千鳥配列に配置することにより、積層間を通る第2流体Bにおいて乱流を発生させて、熱交換効率を高める構成としてもよい。図12は、プレートフィン積層体2における積層間に複数の突起12(12a、12b)を千鳥配列に配設した構成を示したプレートフィン2bの平面図である。この構成においても、流路領域支持部である第1ダボ12aは、対向する流路領域Pの縁部に当接し、流路支持部である第2ダボ12bは、対向する流路領域Pの冷媒流路11の管壁(外壁)に当接するよう構成されている。
なお、本開示に係る熱交換器のプレートフィン積層体2におけるプレートフィン2aの変形例としては、突起12(12a、12b)の配置を変更した構成がある。例えば、プレートフィン積層体2における積層間に設けられる複数の突起12(12a、12b)を千鳥配列に配置することにより、積層間を通る第2流体Bにおいて乱流を発生させて、熱交換効率を高める構成としてもよい。図12は、プレートフィン積層体2における積層間に複数の突起12(12a、12b)を千鳥配列に配設した構成を示したプレートフィン2bの平面図である。この構成においても、流路領域支持部である第1ダボ12aは、対向する流路領域Pの縁部に当接し、流路支持部である第2ダボ12bは、対向する流路領域Pの冷媒流路11の管壁(外壁)に当接するよう構成されている。
また、積層間における複数の突起12を風上側より風下側を多く形成することにより、積層間を通る第2流体Bにおいて乱流を発生させて、熱交換効率を高める構成としてもよい。なお、少なくとも、突起12における第1ダボ12aの数が、第2流体B(空気)の流れ方向において、風下側が風上側より多くの突起12を有する構成であればよい。このように風下側の突起12を風上側より多く設けることにより、流速が遅くなる風下側における熱伝達率を高めることが可能となる。図13は、第2流体Bである空気の流れ方向において、風下側の突起12が風上側の突起12より多く設けた構成を示したプレートフィン2cの平面図である。この構成においても、流路領域支持部である第1ダボ12aは、対向する流路領域Pの縁部に当接し、流路支持部である第2ダボ12bは、対向する流路領域Pの冷媒流路の管壁(外壁)に当接する。
上記のように、本実施形態におけるプレートフィン積層体2の積層間に設ける複数の突起12の配置構成に関しては、各種の構成を提示することができるが、熱交換器の仕様、構成、および使用者の要望に応じて最適な構成が選択される。
また、熱交換器1におけるプレートフィン積層体2の更なる変形例について説明する。前述の実施形態におけるプレートフィン積層体2においては、長手方向の両側端部近傍に給入管4と排出管5がそれぞれ接続される構成であり、それぞれのプレートフィン2aの両側にヘッダ領域Hが形成されて2つのヘッダ開口8が設けられた構成である(図2参照)。
図14は、プレートフィン積層体の変形例を示す図であり、プレートフィン積層体を構成するプレートフィン2dを示す平面図である。図14に示すように、プレートフィン2dにおける一方の端部側(図14においては左側)のみにヘッダ領域Hが形成されており、その他の領域が流路領域Pとなっている。即ち、この変形例のプレートフィン積層体においては、長手方向の一方の端部近傍の領域に給入管と排出管が接続される構成である。図14に示すプレートフィン2dにおいて、左側に示すヘッダ領域Hに給入側のヘッダ開口8aと、排出側のヘッダ開口8bの両方が形成される。
図14のプレートフィン2dにおいては、給入側のヘッダ開口8aの開口形状が排出側のヘッダ開口8bの開口形状より大きな直径を有している。これは、当該熱交換器が凝縮器として使用される場合であるが、その場合、熱交換された後の冷媒の体積が小さくなるためである。また、給入側のヘッダ開口8aからの冷媒は、流路領域Pにおいて並設された複数の冷媒流路11aを流れ、プレートフィン2dにおける端部近傍(図14における右側端部近傍)において折り返す構成である。流路領域Pにおいては、給入側のヘッダ開口8aからの冷媒が流れ込む冷媒流路11aと、端部近傍において折り返した後に排出側のヘッダ開口8bへ冷媒が流れる冷媒流路11bとが形成されている。なお、当該熱交換器が蒸発器として使用される場合は出入り口は上記の逆となる。
また、図14に示すように、排出側のヘッダ開口8bへ冷媒が流れる並設された冷媒流路11bの本数は、給入側のヘッダ開口8aからの冷媒が流れ込む並設された冷媒流路11aの本数より少なく設定されている。これは、ヘッダ開口8a、8bの直径が異なることと同じ理由であり、熱交換された後の冷媒の体積が小さくなるためである。
また、図14に示す構成のプレートフィン2dにおいては、給入側のヘッダ開口8aからの冷媒が流れ込む冷媒流路11aが形成された領域と、排出側のヘッダ開口8bへ流れる冷媒流路11bが形成された領域との間には、プレートフィン内における冷媒同士の熱伝導を低減する目的(断熱)で複数の開口16が形成されている。
[エンドプレート]
次に、本実施の形態の熱交換器1におけるプレートフィン積層体2の積層方向の両端(上下端)に設けられたエンドプレート(3a、3b)について説明する。図15はプレートフィン積層体2の積層方向の上端に設けられた上部エンドプレート3aを示す斜視図であり、図16はプレートフィン積層体2の積層方向の下端に設けられた下部エンドプレート3bを示す斜視図である。図17は、プレートフィン積層体2におけるヘッダ領域Hと上部エンドプレート3aとの接合状態を示す拡大斜視図である。
次に、本実施の形態の熱交換器1におけるプレートフィン積層体2の積層方向の両端(上下端)に設けられたエンドプレート(3a、3b)について説明する。図15はプレートフィン積層体2の積層方向の上端に設けられた上部エンドプレート3aを示す斜視図であり、図16はプレートフィン積層体2の積層方向の下端に設けられた下部エンドプレート3bを示す斜視図である。図17は、プレートフィン積層体2におけるヘッダ領域Hと上部エンドプレート3aとの接合状態を示す拡大斜視図である。
本実施の形態においては、前述したように、プレートフィン積層体2を構成する第1プレートフィン6および第2プレートフィン7は、それぞれが2枚の板状部材(6aと6b、7aと7b)をはり合わせて形成されている。即ち、第1プレートフィン6は、プレス加工された第1板状部材6aと第2板状部材6bとをはり合わせて形成されており、第2プレートフィン7は、プレス加工された第1板状部材7aと第2板状部材7bとをはり合わせて形成されている。
本実施形態におけるプレートフィン積層体2は、第1プレートフィン6および第2プレートフィン7が交互に積層されており、プレートフィン積層体2の最上端部には第1プレートフィン6の片側である第2板状部材6bのみが配設されている(図17参照)。従って、プレートフィン積層体2の最上端面は、流路形成のための細い溝である凹みを有するが、この最上端面の多くが平坦面で構成されている。このため、プレートフィン積層体2の最上端面における平坦面が上部エンドプレート3aの下面との接触面である接合面(ロウ付け面)となり、接合面積が大きくなる。
図17に示すように、プレートフィン積層体2の最上端面上に配設される上部エンドプレート3aにおけるプレートフィン積層体2に対向する面にはエンドプレート凸部30が形成されている。このエンドプレート凸部30は、対向する第2板状部材6bにおける流路形成のための凹みに対応する形状を有している。このため、上部エンドプレート3aがプレートフィン積層体2の最上面上に配設されたとき、上部エンドプレート3aのエンドプレート凸部30が第2板状部材6bにおける流路形成のための凹みに嵌まり込む。
なお、上部エンドプレート3aに形成されるエンドプレート凸部30としてはヘッダ領域Hにおける幅広の流路形成のための凹部のみに形成されていてもよい。これは、流路領域Pにおける流路形成のための凹部(溝)は幅が狭く十分な当接面が確保されるためである。本実施形態においては、具体例として、プレートフィン積層体2の最上面として第1プレートフィン6の第2板状部材6bが配設された例で説明するが、これは一例であり、プレートフィン積層体2の最上面は、積層順に応じて第1プレートフィン6または第2プレートフィン7におけるいずれかの片側で構成されていればよい。
図18は、プレートフィン積層体2の最下端面と下部エンドプレート3bとの接合状態を示す拡大斜視図である。図18に示すように、本実施形態においては、プレートフィン積層体2の最下端部には第2プレートフィン7の片側である第1板状部材7aのみが配設されている。従って、プレートフィン積層体2の最下端面は、流路形成のための凹みを有するが、この最下端面における大部分が平坦面で構成されている。従って、プレートフィン積層体2の最下端面と下部エンドプレート3bとの間には十分な接合面積が確保される。
[プレートフィン積層体およびエンドプレートの変形例]
図19から図25は、プレートフィン積層体とエンドプレートの各種変形例を示す図である。
図19から図25は、プレートフィン積層体とエンドプレートの各種変形例を示す図である。
図19は、プレートフィン積層体2の最下端面と下部エンドプレート31bとの接合状態を示す拡大斜視図である。図19に示すように、プレートフィン積層体2の最下端には第2プレートフィン7の片側である第1板状部材7aが配設されている。プレートフィン積層体2の最下端面は、第1板状部材7aにおいて第1流体流路である冷媒流路11の上半分を構成する第1流体流路用凹部11aの下向きの凹面を有する面により構成されている。第1流体流路用凹部11aの凹面(溝)を有する面が下向きとなり下部エンドプレート31bの上面と接触している。
図20は、下部エンドプレート31bの上面を示す平面図である。図19および図20に示すように、下部エンドプレート31bの上面には、当該下部エンドプレート31bに対向する第1板状部材7aと同じ構成の流路領域Pおよびヘッダ領域Hとが配設されている。即ち、下部エンドプレート31bの長手方向の両側にヘッダ領域Hが形成され、ヘッダ領域Hに挟まれた中央部分に流路領域Pが形成されている。
図20に示すように、下部エンドプレート31bの上面におけるヘッダ領域Hにはヘッダ流路用凹部32が形成され、流路領域Pには直線状の複数の冷媒流路用凹部(溝)33が並行に形成されている。なお、下部エンドプレート31bにおけるヘッダ領域Hのヘッダ流路用凹部32は、プレートフィン(6、7)におけるヘッダ開口8の円形と実質的に同じ円形を有する有底凹部で構成されている。このヘッダ流路用凹部32は給排管と連通したヘッダ開口8の冷媒を堰き止めている。
上記のように、下部エンドプレート31bに形成された流路領域Pの冷媒流路用凹部(溝)33は、対向する第2プレートフィン7の片側である第1板状部材7aに形成された冷媒流路用凹部11aと同じ位置に同じ形状を有している。そのため、下部エンドプレート31bにおいては、当該下部エンドプレート31bと対向する第1板状部材7aにより、ヘッダ領域Hには冷媒溜まりとなるヘッダ流路が形成され、流路領域Pにはプレートフィン積層体2における冷媒流路11と同じ冷媒流路が形成される。その結果、このように構成された熱交換器においては、下部エンドプレート31bと最下端の第1板状部材7aとにより冷媒流路が形成され、熱交換効率を更に高めることが可能な構成となる。
なお、図19および図20に示したプレートフィン積層体2の最下端面と下部エンドプレート31bの構成に関しては、プレートフィン積層体2の最上端面と上部エンドプレートの下面においても同様に構成して、プレートフィン積層体2の最上端面と上部エンドプレートの下面との間に冷媒流路を形成することが可能となる。
図21および図22A,Bは、さらに別の構成のプレートフィン積層体21と下部エンドプレート34bを示す図である。図21は、プレートフィン積層体21の最下端と下部エンドプレート34bとの接合状態を示す拡大斜視図である。図22Aは、下部エンドプレート34bの上面を示す平面図である。図22Bは、下部エンドプレート34bの側面図である。図21に示す構成においては、プレートフィン積層体21の最下端には第2プレートフィン7が配設されている。即ち、この変形例においては、プレートフィン積層体21は、2つの板状部材(6aと6b、7aと7b)が張り合わされて構成された第1プレートフィン6と第2プレートフィン7が交互に積層されて構成されている。従って、本変形例においては、プレートフィン積層体21の最下端には、積層順に応じて第1プレートフィン6または第2プレートフィン7のいずれかが配設される構成となる。
図22A,Bに示すように、下部エンドプレート34bの上面には、複数の突起(35、36)が形成されており、プレートフィン積層体21の最下端にある、例えば第2プレートフィン7を支持するように構成されている。下部エンドプレート34bの上面に形成された複数の突起(35、36)においては、第2プレートフィン7の冷媒流路11を支持する流路支持用凸部35と、第2プレートフィン7の流路領域Pを支持する流路領域支持用凸部36とに分かれる。図21に示すように、流路支持用凸部35と流路領域支持用凸部36は、二種類の形状(特に、突出長さが異なる)を有している。
下部エンドプレート34bの流路領域支持用凸部36は、第2プレートフィン7における流路領域Pの縁部と当接するよう構成されている。このように、流路領域支持用凸部36が第2プレートフィン7の流路領域Pの縁部と当接することにより、下部エンドプレート34bと第2プレートフィン7との間の距離が所定の長さに確実に規定される。
流路支持用凸部35は、流路支持部であり、対向する第2プレートフィン7の流路領域Pにおいて並設された冷媒流路11の位置に配設されている。本変形例においては、流路支持用凸部35が流路領域支持用凸部36と共に第2流体(空気)の流れ方向に沿って並ぶように配設されている。流路支持用凸部35は、冷媒流路11に対向するように配置されており、第2プレートフィン7の冷媒流路11の管壁(外壁)に当接する。このように、流路支持用凸部35が第2プレートフィン7の冷媒流路11の管壁(外壁)に当接するため、下部エンドプレート34bの上面と最下端にある第2プレートフィン7との間の隙間が所定の長さに確実に規定される。
なお、下部エンドプレート34bの上面に形成された複数の突起(35、36)は、プレートフィン積層体21に流れる第2流体(空気:B)の流れ方向に対して千鳥配列に配設してもよい。また、複数の突起(35、36)は、風上側より風下側を多く形成してもよい。
なお、図21および図22A,Bに示したプレートフィン積層体21の最下端面と下部エンドプレート34bの構成に関しては、プレートフィン積層体21の最上端面と上部エンドプレートの下面においても同様に構成することが可能となる。
図23および図24A,Bは、さらに別の構成の下部エンドプレート37bを示す図である。図23は、プレートフィン積層体21の最下端と下部エンドプレート37bとの接合状態を示す拡大斜視図である。図24Aは、下部エンドプレート37bの上面を示す平面図である。図24Bは、下部エンドプレート37bの側面図である。図23に示す構成において、プレートフィン積層体21は、前述の図21に示したプレートフィン積層体21の構成と同じである。即ち、この変形例においては、プレートフィン積層体21は、第1プレートフィン6と第2プレートフィン7が交互に積層されて構成されており、プレートフィン積層体21の最下端には、第1プレートフィン6または第2プレートフィン7のいずれかが積層順に応じて配設される構成である。
図24A,Bに示すように、下部エンドプレート37bの上面には、長手方向に延設された複数の突部(38、39)が形成されており、プレートフィン積層体21の最下端にある、例えば第2プレートフィン7を支持するように構成されている。下部エンドプレート37bの上面に峰形状に突出して形成された複数の突部(38、39)においては、第2プレートフィン7の冷媒流路11を支持する流路支持用凸部38と、第2プレートフィン7の流路領域Pを支持する流路領域支持用凸部39とに分かれる。図23に示すように、流路支持用凸部38と流路領域支持用凸部39は、二種類の形状(特に、突出長さが異なる)を有している。
下部エンドプレート37bの流路領域支持用凸部39は、第2プレートフィン7における流路領域Pの縁部と当接する。このように、流路領域支持用凸部39が第2プレートフィン7の流路領域Pの縁部と当接することにより、下部エンドプレート37bと第2プレートフィン7との間の距離が所定の長さに確実に規定される。
流路支持用凸部38は、流路支持部であり、対向する第2プレートフィン7の流路領域Pにおいて並設された冷媒流路11の位置に配設されている。流路支持用凸部38は、冷媒流路11に対向するように配置されており、第2プレートフィン7の冷媒流路11の管壁(外壁)に確実に当接する。このように、流路支持用凸部38が第2プレートフィン7の冷媒流路11の管壁(外壁)に当接するため、下部エンドプレート37bの上面と最下端にある第2プレートフィン7との間の隙間が所定の長さに確実に規定される。
なお、図23および図24A,Bに示したプレートフィン積層体21の最下端面と下部エンドプレート37bの構成に関しては、プレートフィン積層体21の最上端面と上部エンドプレートの下面においても同様に構成することが可能となる。
図25は、さらに別の構成の下部エンドプレート40bを示す図である。図25は、プレートフィン積層体21の最下端と下部エンドプレート40bとの接合状態を示す拡大斜視図である。図25に示す構成において、プレートフィン積層体21は、前述の図21に示したプレートフィン積層体21の構成と同じである。図25に示す構成においては、下部エンドプレート40bの上面には、前述の図21に示した流路支持用凸部である突起35と、流路領域支持用凸部である突起36が形成されている。また、下部エンドプレート40bの上面には、プレートフィン積層体21の最下端に配設された、例えば第2プレートフィン7における流路支持部である第2ダボ12bに当接して接合されるダボ支持凸部41が形成されている。ダボ支持凸部41は、長手方向に延設された峰形状の突部であり、対向する第2プレートフィン7における冷媒流路11の間に延設されている。また、ダボ支持凸部41は、第2プレートフィン7において冷媒流路11の間に設けられた第2ダボ12bと確実に当接する高さを有している。なお、プレートフィン積層体21の最下端に配設されるプレートフィン(6、7)の縁部に形成された第1ダボ12aは、下部エンドプレート40bの上面に当接する高さを有している。
なお、図25に示したプレートフィン積層体21の最下端面と下部エンドプレート40bの構成に関しては、プレートフィン積層体21の最上端面と上部エンドプレートの下面においても同様に構成することが可能となる。
また、前述の図14に変形例を示したように、プレートフィン積層体におけるプレートフィンの一方の端部側(図14においては左側)のみにヘッダ領域Hが形成された構成例においても、図19から図25に示した変形例の構成を適用することが可能であることは言うまでもない。
[サイドプレート]
図26は、本開示の熱交換器において、プレートフィン積層体2の上下端に設けたエンドプレート3a、3bを両側面側から挟むように1組のサイドプレート17、18を設けた変形例を示す斜視図である。図26に示す変形例は、プレートフィン積層体2において給入管4が接続された一方のヘッダ領域H側の側面側が、第1サイドプレート17により上下から挟み付けられるように構成されている。また、プレートフィン積層体2において排出管5が接続された他方のヘッダ領域H側の側面側が、第2サイドプレート18により上下から挟み付けられるように構成されている。第1サイドプレート17には、給入管4が貫通する上部開口17aと、プレートフィン積層体2のヘッダ領域に対して第2流体Bである空気が流れ込むように側面開口17bが形成されている。同様に、第2サイドプレート18には、排出管5が貫通する上部開口18aと、プレートフィン積層体2のヘッダ領域Hに対して第2流体Bである空気が流れ込むように側面開口18bが形成されている。
図26は、本開示の熱交換器において、プレートフィン積層体2の上下端に設けたエンドプレート3a、3bを両側面側から挟むように1組のサイドプレート17、18を設けた変形例を示す斜視図である。図26に示す変形例は、プレートフィン積層体2において給入管4が接続された一方のヘッダ領域H側の側面側が、第1サイドプレート17により上下から挟み付けられるように構成されている。また、プレートフィン積層体2において排出管5が接続された他方のヘッダ領域H側の側面側が、第2サイドプレート18により上下から挟み付けられるように構成されている。第1サイドプレート17には、給入管4が貫通する上部開口17aと、プレートフィン積層体2のヘッダ領域に対して第2流体Bである空気が流れ込むように側面開口17bが形成されている。同様に、第2サイドプレート18には、排出管5が貫通する上部開口18aと、プレートフィン積層体2のヘッダ領域Hに対して第2流体Bである空気が流れ込むように側面開口18bが形成されている。
上記のように、図26に示した変形例においてはプレートフィン積層体2の両側からヘッダ領域H部分の上下を挟むように1組のサイドプレート17、18が設けられているため、エンドプレート3a、3bとしての厚みを薄くして簡単な構成としても、プレートフィン積層体2を構成するプレートフィン2aにおけるヘッダ領域Hのヘッダ流路10の管壁を上下から所定圧力で確実に押さえることができる構成となる。このように構成されたプレートフィン積層体2は、所望の高い圧力の冷媒をプレートフィン積層体2に流すことができ、効率の高い熱交換が可能な構成となる。
なお、図26においては、図1に示したプレートフィン積層体2に対する構成例として説明したが、図19から図25を用いて説明した変形例の構成においても、1組のサイドプレート17、18を設けて、プレートフィン積層体を上下か挟み付ける構成とすることが可能である。このような変形例の構成においても、プレートフィン積層体を上下から所定圧力で確実に押さえることができ、所望の高い圧力の冷媒をプレートフィン積層体に流すことができ、効率の高い熱交換が可能な構成となる。
上記のように、本開示に係る熱交換器の構成においては、軽量化、小型化および高い熱交換の効率化を達成することができると共に、プレートフィン積層体におけるプレートフィンに高圧の冷媒が流れる構成であっても信頼性が高く、熱交換効率の高い熱交換器となる。
本開示は、軽量化および小型化された装置であって、信頼性および効率の高い熱交換を実施できるため、市場価値の高い熱交換器となる。
1 熱交換器
2 プレートフィン積層体
2a プレートフィン
3 エンドプレート
4 給入管(入口ヘッダ)
5 排出管(出口ヘッダ)
6 第1プレートフィン
7 第2プレートフィン
8 ヘッダ開口
9 位置決めピン
10 ヘッダ流路
10a 外周流路
10b 迂回流路
10c 多分岐流路
11 冷媒流路(第1流体流路)
12 突起
12a 第1ダボ(流路領域支持部)
12b 第2ダボ(流路支持部)
13 位置決め孔
13a 位置決め外周部(ヘッダ領域支持部)
17 第1サイドプレート
18 第2サイドプレート
2 プレートフィン積層体
2a プレートフィン
3 エンドプレート
4 給入管(入口ヘッダ)
5 排出管(出口ヘッダ)
6 第1プレートフィン
7 第2プレートフィン
8 ヘッダ開口
9 位置決めピン
10 ヘッダ流路
10a 外周流路
10b 迂回流路
10c 多分岐流路
11 冷媒流路(第1流体流路)
12 突起
12a 第1ダボ(流路領域支持部)
12b 第2ダボ(流路支持部)
13 位置決め孔
13a 位置決め外周部(ヘッダ領域支持部)
17 第1サイドプレート
18 第2サイドプレート
Claims (24)
- 第1流体が流れる流路を有するプレートフィンを積層したプレートフィン積層体と、
前記プレートフィン積層体における各プレートフィンの前記流路に流れる前記第1流体が通過する給排管と、を備え、
前記プレートフィン積層体の積層間に第2流体を流して、前記第1流体と前記第2流体との間で熱交換する熱交換器であって、
前記プレートフィンは、
前記第1流体が並行に流れるように、直線状の第1流体流路を複数有する流路領域と、
前記流路領域の各第1流体流路と前記給排管とを連通させるヘッダ流路を有するヘッダ領域と、を含み、
前記ヘッダ流路の外壁が、前記プレートフィン積層体において積層方向に隣接する前記プレートフィンの前記ヘッダ流路の外壁と当接するよう構成された熱交換器。 - 前記ヘッダ流路は、前記給排管を通過する前記第1流体を前記流路領域の各第1流体流路に流すための多分岐流路を有する請求項1に記載の熱交換器。
- 前記多分岐流路が、前記プレートフィン積層体における積層方向で隣接する前記プレートフィンにおける前記多分岐流路の外壁に当接するよう構成された請求項2に記載の熱交換器。
- 前記ヘッダ領域において、前記ヘッダ流路の管壁が他の部位より厚く形成された請求項1から3のいずれか一項に記載の熱交換器。
- 前記流路領域において、前記流路の管壁が他の部位より厚く形成された請求項1から4のいずれか一項に記載の熱交換器。
- 前記プレートフィンにおいて、前記ヘッダ領域が両側に設けられ、両側の前記ヘッダ領域の前記ヘッダ流路が対称的な形状を有するよう構成された請求項1から5のいずれか一項に記載の熱交換器。
- 前記ヘッダ領域が両側に設けられた前記プレートフィンにおいて、それぞれの前記ヘッダ流路が前記給排管と前記多分岐流路とを連通させる迂回流路を含み、
前記プレートフィンの両側に配設された前記迂回流路と前記多分岐流路が、前記プレートフィンの中心を対称の中心とした点対称の形状を有するように構成された請求項6に記載の熱交換器。 - 前記ヘッダ領域が両側に設けられた前記プレートフィンにおいて、前記ヘッダ領域に前記流路と異なる突出した複数のヘッダ領域支持部が形成され、
前記プレートフィンの両側に配設された前記ヘッダ領域支持部は、前記プレートフィンの中心を対称の中心とした点対称の形状を有するように構成された請求項1から7のいずれか一項に記載の熱交換器。 - 前記プレートフィンにおいて、前記ヘッダ領域が一端側に設けられ、前記給排管が前記ヘッダ領域に対応する位置に設けられた請求項1から5のいずれか一項に記載の熱交換器。
- 前記プレートフィンにおける前記ヘッダ領域に前記流路と異なる突出した複数のヘッダ領域支持部が形成され、前記ヘッダ領域支持部が前記プレートフィン積層体における積層方向で隣接する前記プレートフィンの前記ヘッダ領域と当接して積層方向で隣接する前記プレートフィンの間に所定空間を形成するように構成された請求項1から9のいずれか一項に記載の熱交換器。
- 前記ヘッダ領域に設けられた前記ヘッダ領域支持部に貫通孔を有し、前記貫通孔が位置決め孔となるように構成された請求項10に記載の熱交換器。
- 前記位置決め孔に位置決めピンが固着された請求項11に記載の熱交換器。
- 前記プレートフィンにおける前記流路領域に前記流路と異なる突出した流路領域支持部が形成され、
前記流路領域支持部が前記プレートフィン積層体における積層方向で隣接する前記プレートフィンの前記流路領域と当接して積層間に所定空間を形成するよう構成された請求項1から12のいずれか一項に記載の熱交換器。 - 前記プレートフィン積層体は、異なる流路形状を有する前記プレートフィンが積層されて構成された請求項1から13のいずれか一項に記載の熱交換器。
- 前記プレートフィン積層体は、二種類の流路形状を有する前記プレートフィンが交互に積層されて構成された請求項1から13のいずれか一項に記載の熱交換器。
- 前記プレートフィン積層体は、前記流路領域における前記第1流体が流れる方向に直交する断面において、交互に積層された前記プレートフィンにおける前記流路が千鳥配列となるよう構成された請求項15に記載の熱交換器。
- 前記プレートフィンにおける前記流路領域に前記流路と異なる突出した流路支持部が形成され、前記流路支持部が前記プレートフィン積層体における積層方向で隣接する前記プレートフィンの前記流路領域における前記第1流体流路の管壁と当接するよう構成された請求項14または15に記載の熱交換器。
- 前記プレートフィンにおいて突設された前記流路支持部は、前記プレートフィン積層体の積層間に流れる第2流体の流れ方向に対して千鳥配列に配設された請求項17に記載の熱交換器。
- 前記プレートフィンにおいて突設された前記流路支持部の数は、第2流体の流れ方向において、風下側が風上側より多く設けた請求項17に記載の熱交換器。
- 二種類の流路形状を有する前記プレートフィンにおいて、一方の前記プレートフィンの前記流路領域に流路と異なる突出した流路領域凸部が形成され、他方の前記プレートフィンの前記流路領域に前記流路領域凸部と対応する位置に流路領域凹部が形成され、前記プレートフィン積層体における積層方向で隣接する前記プレートフィンの前記流路領域凸部と前記流路領域凹部が係合して、隣接する前記プレートフィンの積層間が所定空間を保持するように構成された請求項15に記載の熱交換器。
- 前記プレートフィンにおける少なくとも前記流路領域の前記流路は、前記流路における前記第1流体が流れる方向に直交する断面が矩形形状である請求項1から20のいずれか一項に記載の熱交換器。
- 前記プレートフィンにおける少なくとも前記流路領域の前記流路は、前記流路における前記第1流体が流れる方向に直交する断面が円形形状である請求項1から20のいずれか一項に記載の熱交換器。
- 前記プレートフィンにおける少なくとも前記流路領域の前記流路は、前記プレートフィン積層体における積層方向の一方側にのみ突出して形成された請求項1から22のいずれか一項に記載の熱交換器。
- 前記プレートフィンにおける少なくとも前記流路領域の前記流路は、前記プレートフィン積層体における積層方向の両側に突出して形成された請求項1から22のいずれか一項に記載の熱交換器。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780019132.0A CN108885075B (zh) | 2016-03-28 | 2017-02-27 | 热交换器 |
| DE112017001572.3T DE112017001572T5 (de) | 2016-03-28 | 2017-02-27 | Wärmetauscher |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-063296 | 2016-03-28 | ||
| JP2016063296A JP6504367B2 (ja) | 2016-03-28 | 2016-03-28 | 熱交換器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017169410A1 true WO2017169410A1 (ja) | 2017-10-05 |
Family
ID=59964209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/007273 WO2017169410A1 (ja) | 2016-03-28 | 2017-02-27 | 熱交換器 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6504367B2 (ja) |
| CN (1) | CN108885075B (ja) |
| DE (1) | DE112017001572T5 (ja) |
| WO (1) | WO2017169410A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109028660A (zh) * | 2018-05-09 | 2018-12-18 | 河南科隆集团有限公司 | 一种翅片式蒸发器及其制作方法 |
| CN110285603A (zh) * | 2018-03-19 | 2019-09-27 | 松下知识产权经营株式会社 | 热交换器和使用其的制冷系统 |
| CN112066598A (zh) * | 2019-06-11 | 2020-12-11 | 广东美的制冷设备有限公司 | 换热器及空调设备 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6528283B2 (ja) * | 2016-03-28 | 2019-06-12 | パナソニックIpマネジメント株式会社 | 熱交換器 |
| JP6827179B2 (ja) * | 2017-11-28 | 2021-02-10 | パナソニックIpマネジメント株式会社 | 熱交換器及びそれを用いた冷凍システム |
| JP2019152348A (ja) * | 2018-03-01 | 2019-09-12 | パナソニックIpマネジメント株式会社 | 熱交換ユニットおよびそれを用いた空気調和機 |
| JP6887074B2 (ja) * | 2018-03-05 | 2021-06-16 | パナソニックIpマネジメント株式会社 | 熱交換器 |
| JP6865354B2 (ja) * | 2018-04-09 | 2021-04-28 | パナソニックIpマネジメント株式会社 | プレートフィン積層型熱交換器およびそれを用いた冷凍システム |
| JP6934609B2 (ja) * | 2019-04-17 | 2021-09-15 | パナソニックIpマネジメント株式会社 | 熱交換器およびそれを用いた冷凍システム |
| JP2020176768A (ja) * | 2019-04-18 | 2020-10-29 | パナソニックIpマネジメント株式会社 | 熱交換器およびそれを用いた冷凍システム |
| JP7365635B2 (ja) * | 2019-10-17 | 2023-10-20 | パナソニックIpマネジメント株式会社 | 熱交換器 |
| JP7365634B2 (ja) * | 2019-10-17 | 2023-10-20 | パナソニックIpマネジメント株式会社 | 熱交換器 |
| KR102393899B1 (ko) * | 2020-07-09 | 2022-05-02 | 두산에너빌리티 주식회사 | 인쇄기판형 열교환기를 포함하는 열교환 장치 |
| JP7510073B2 (ja) | 2022-09-29 | 2024-07-03 | ダイキン工業株式会社 | 熱交換器及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH021U (ja) * | 1988-06-06 | 1990-01-05 | ||
| JP2001208487A (ja) * | 2000-01-28 | 2001-08-03 | Mitsubishi Heavy Ind Ltd | 燃焼触媒一体蒸発装置 |
| JP2002130977A (ja) * | 2000-10-27 | 2002-05-09 | Denso Corp | 熱交換器 |
| JP2007285691A (ja) * | 2006-03-22 | 2007-11-01 | Matsushita Electric Ind Co Ltd | 熱交換器 |
| JP2008116102A (ja) * | 2006-11-02 | 2008-05-22 | Denso Corp | 冷却用熱交換器 |
| JP2016151392A (ja) * | 2015-02-18 | 2016-08-22 | 有限会社和氣製作所 | 熱交換器 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4770534B2 (ja) * | 2006-03-22 | 2011-09-14 | パナソニック株式会社 | 熱交換器 |
| JP4231518B2 (ja) * | 2006-10-24 | 2009-03-04 | トヨタ自動車株式会社 | 熱交換装置 |
| CN201954990U (zh) * | 2010-05-13 | 2011-08-31 | 艾普尔换热器(苏州)有限公司 | 一种板式换热器 |
| FR2980837B1 (fr) * | 2011-10-04 | 2015-06-26 | Valeo Systemes Thermiques | Echangeur de chaleur a plaques empilees. |
| JP3192719U (ja) * | 2014-06-18 | 2014-08-28 | 有限会社和氣製作所 | 板状部材および熱交換器 |
-
2016
- 2016-03-28 JP JP2016063296A patent/JP6504367B2/ja active Active
-
2017
- 2017-02-27 WO PCT/JP2017/007273 patent/WO2017169410A1/ja active Application Filing
- 2017-02-27 DE DE112017001572.3T patent/DE112017001572T5/de active Pending
- 2017-02-27 CN CN201780019132.0A patent/CN108885075B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH021U (ja) * | 1988-06-06 | 1990-01-05 | ||
| JP2001208487A (ja) * | 2000-01-28 | 2001-08-03 | Mitsubishi Heavy Ind Ltd | 燃焼触媒一体蒸発装置 |
| JP2002130977A (ja) * | 2000-10-27 | 2002-05-09 | Denso Corp | 熱交換器 |
| JP2007285691A (ja) * | 2006-03-22 | 2007-11-01 | Matsushita Electric Ind Co Ltd | 熱交換器 |
| JP2008116102A (ja) * | 2006-11-02 | 2008-05-22 | Denso Corp | 冷却用熱交換器 |
| JP2016151392A (ja) * | 2015-02-18 | 2016-08-22 | 有限会社和氣製作所 | 熱交換器 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110285603A (zh) * | 2018-03-19 | 2019-09-27 | 松下知识产权经营株式会社 | 热交换器和使用其的制冷系统 |
| CN110285603B (zh) * | 2018-03-19 | 2021-12-24 | 松下知识产权经营株式会社 | 热交换器和使用其的制冷系统 |
| CN109028660A (zh) * | 2018-05-09 | 2018-12-18 | 河南科隆集团有限公司 | 一种翅片式蒸发器及其制作方法 |
| CN112066598A (zh) * | 2019-06-11 | 2020-12-11 | 广东美的制冷设备有限公司 | 换热器及空调设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112017001572T5 (de) | 2018-12-20 |
| JP6504367B2 (ja) | 2019-04-24 |
| JP2017180856A (ja) | 2017-10-05 |
| CN108885075B (zh) | 2020-08-04 |
| CN108885075A (zh) | 2018-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017169410A1 (ja) | 熱交換器 | |
| WO2017169411A1 (ja) | 熱交換器 | |
| JP5892453B2 (ja) | 熱交換器 | |
| WO2015063875A1 (ja) | 積層型ヘッダー、熱交換器、及び、空気調和装置 | |
| CN113424009B (zh) | 热交换器 | |
| JP2010114174A (ja) | ヒートシンク用コア構造 | |
| JP2013002753A (ja) | サーペンタイン型熱交換器 | |
| TW200538695A (en) | Heat exchanger and method of producing the same | |
| KR102634169B1 (ko) | 적층 플레이트형 열교환기 | |
| JP2003307397A (ja) | 熱交換器 | |
| JP3966134B2 (ja) | 熱交換器 | |
| WO2012008348A1 (ja) | 熱交換器 | |
| JP2006317026A (ja) | 積層型熱交換器及びその製造方法 | |
| JP2005326068A (ja) | 熱交換器用プレート及び熱交換器 | |
| JP6191414B2 (ja) | 積層型熱交換器 | |
| JP2004293880A (ja) | 積層型熱交換器 | |
| JP2005083623A (ja) | 熱交換ユニット及び積層型熱交換器 | |
| JP2021081158A (ja) | 熱交換器 | |
| JP2005207725A (ja) | 熱交換器 | |
| JP6720890B2 (ja) | 積層型熱交換器 | |
| JP3409350B2 (ja) | 積層型熱交換器 | |
| CN113474613B (zh) | 热交换器 | |
| JP2007017078A (ja) | マイクロチャネル熱交換器の媒体流路形成体 | |
| JP2005308232A (ja) | 熱交換器 | |
| JP2006132904A (ja) | フィンの製造方法およびフィンおよびこれを用いた熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17773955 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17773955 Country of ref document: EP Kind code of ref document: A1 |