WO2017169045A1 - 充填塔用の充填物及び海水脱硫装置 - Google Patents
充填塔用の充填物及び海水脱硫装置 Download PDFInfo
- Publication number
- WO2017169045A1 WO2017169045A1 PCT/JP2017/002695 JP2017002695W WO2017169045A1 WO 2017169045 A1 WO2017169045 A1 WO 2017169045A1 JP 2017002695 W JP2017002695 W JP 2017002695W WO 2017169045 A1 WO2017169045 A1 WO 2017169045A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plate
- filling
- vertical direction
- unit
- plate portion
- Prior art date
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/14—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by absorption
- B01D53/1456—Removing acid components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D3/00—Distillation or related exchange processes in which liquids are contacted with gaseous media, e.g. stripping
- B01D3/14—Fractional distillation or use of a fractionation or rectification column
- B01D3/26—Fractionating columns in which vapour and liquid flow past each other, or in which the fluid is sprayed into the vapour, or in which a two-phase mixture is passed in one direction
- B01D3/28—Fractionating columns with surface contact and vertical guides, e.g. film action
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/14—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by absorption
- B01D53/18—Absorbing units; Liquid distributors therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/46—Removing components of defined structure
- B01D53/48—Sulfur compounds
- B01D53/50—Sulfur oxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/74—General processes for purification of waste gases; Apparatus or devices specially adapted therefor
- B01D53/77—Liquid phase processes
- B01D53/78—Liquid phase processes with gas-liquid contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/32—Packing elements in the form of grids or built-up elements for forming a unit or module inside the apparatus for mass or heat transfer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2251/00—Reactants
- B01D2251/10—Oxidants
- B01D2251/11—Air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2251/00—Reactants
- B01D2251/60—Inorganic bases or salts
- B01D2251/606—Carbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2252/00—Absorbents, i.e. solvents and liquid materials for gas absorption
- B01D2252/10—Inorganic absorbents
- B01D2252/103—Water
- B01D2252/1035—Sea water
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2257/00—Components to be removed
- B01D2257/30—Sulfur compounds
- B01D2257/302—Sulfur oxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2258/00—Sources of waste gases
- B01D2258/02—Other waste gases
- B01D2258/0283—Flue gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/46—Removing components of defined structure
- B01D53/48—Sulfur compounds
- B01D53/50—Sulfur oxides
- B01D53/501—Sulfur oxides by treating the gases with a solution or a suspension of an alkali or earth-alkali or ammonium compound
- B01D53/504—Sulfur oxides by treating the gases with a solution or a suspension of an alkali or earth-alkali or ammonium compound characterised by a specific device
Definitions
- the present invention relates to a packing for a packed column and a seawater desulfurization apparatus.
- This seawater desulfurization apparatus is equipped with a flue gas desulfurization absorption tower (packing tower) as shown, for example in patent documents 1.
- the flue gas desulfurization absorption tower is a tower provided with a porous packing therein.
- seawater is sprayed from above in the vertical direction of the packing to conduct seawater inside the packing.
- the flue gas desulfurization absorption tower conducts the exhaust gas to the filler. Thereby, the seawater and the exhaust gas come into gas-liquid contact inside the filling, and the sulfur content in the exhaust gas is absorbed by the seawater.
- This invention is made in view of the above, Comprising: It aims at providing the packing and the seawater desulfurization apparatus for packing towers which suppress reduction of gas-liquid contact efficiency with simple structure.
- the packing for a packed tower according to the present disclosure is provided inside the packed tower, and water is sprayed from above in the vertical direction to conduct the water inside.
- a packing for a packed tower that conducts exhaust gas internally and makes the exhaust gas contact with the water to be desulfurized, the plurality of plates extending in the vertical direction and provided at predetermined intervals
- a first plate unit having a portion, and a plurality of plate portions extending in the vertical direction, intersecting a plate portion of the first plate unit, provided at predetermined intervals, the first plate unit
- a second plate unit forming a lattice portion in which both end portions along the vertical direction are opened, and the thickness of the plate portion decreases as going from the upper end surface to the lower end surface in the vertical direction.
- This filling is constituted by the first plate unit and the second plate unit, and thus has a simple structure.
- the thickness at the upper end surface is larger than the thickness at the lower end surface. Therefore, this filler can increase the amount of water rebound and enhance the gas-liquid contact efficiency.
- an end face of the upper portion in the vertical direction of the plate portion is a surface perpendicular to the vertical direction. Since the upper end face of the filling in the vertical direction is a face perpendicular to the vertical direction, the amount of rebound of water can be increased, and the gas-liquid contact efficiency can be more appropriately improved.
- the plate preferably has a groove at an end face in the upper part in the vertical direction. Since this filling has a groove on the end face in the upper part in the vertical direction, the amount of rebound of water can be increased, and the gas-liquid contact efficiency can be more appropriately improved.
- a first filling portion having the first plate unit and the second plate unit, and a second filling portion having the first plate unit and the second plate unit are arranged along the vertical direction.
- a position where the plate portion of the first plate unit that is stacked and included in the second filling portion is offset from the position of the plate portion of the first plate unit that the first filling portion has in the horizontal direction perpendicular to the vertical direction. It is preferred that the This filling can make it easy for the water that has bounced off the plate portion of the first filling portion to hit the plate portion of the second filling portion. Therefore, the filling can further enhance the gas-liquid contact efficiency.
- a plurality of the filling units having the first filling portion and the second filling portion are stacked in the vertical direction, and the filling units adjacent to each other in the vertical direction are the first filling portions.
- the plate portions of the first plate unit are disposed at mutually overlapping positions in the horizontal direction, and the plate portions of the first plate units of the second filling portion are disposed at mutually overlapping positions in the horizontal direction. Is preferred.
- the filler promotes dropping of the water flowing on the surface of the plate portion onto the plate portion of the filling unit below the vertical direction. Therefore, the filling can further enhance the gas-liquid contact efficiency.
- the plate portion may have, on both surfaces extending in the vertical direction, a protrusion extending in a direction away from the surface from one side surface to the other side surface of the plate portion.
- the filler has projections, which can further increase the gas-liquid contact efficiency.
- the packing for a packed tower according to the present disclosure is provided inside the packed tower, and water is sprayed from above in the vertical direction to conduct the water inside.
- a packing for a packed tower that conducts exhaust gas internally and makes the exhaust gas contact with the water to be desulfurized, the plurality of plates extending in the vertical direction and provided at predetermined intervals
- a first plate unit having a portion, and a plurality of plate portions extending in the vertical direction, intersecting a plate portion of the first plate unit, provided at predetermined intervals, the first plate unit
- a second plate unit forming a grid portion in which both end portions along the vertical direction are opened, and the plate portion has one side of the plate portion on both surfaces extending in the vertical direction.
- This filling can increase the amount of water rebounding by the projections, and can improve the gas-liquid contact efficiency with a simple structure.
- the protrusion is provided on the upper end surface of the plate in the vertical direction. Therefore, the filling can be used to apply more water to the protrusions, and the amount of rebound can be increased to more appropriately increase the gas-liquid contact efficiency.
- the surface on the lower side in the vertical direction of the protrusion be inclined upward in the vertical direction as it goes from the end connected to the plate to the tip.
- the packing for a packed tower according to the present disclosure is provided inside the packed tower, and water is sprayed from above in the vertical direction to conduct the water inside.
- a packing for a packed tower that conducts exhaust gas internally and makes the exhaust gas contact with the water to be desulfurized, the plurality of plates extending in the vertical direction and provided at predetermined intervals
- a first plate unit having a portion, and a plurality of plate portions extending in the vertical direction to intersect the plate portions of the first plate unit and provided at predetermined intervals, the first plate unit Together with the first filling portion having a second plate unit forming a grid portion in which both end portions along the vertical direction are open, a second filling portion having the first plate unit and the second plate unit, and a surface Is a flat member having a flat surface, and a plurality of openings in the surface
- the first filling portion and the second filling portion are stacked along the vertical direction via the opening plate portion, and are adjacent to each other. The distance between the central axe
- the thickness between the openings of the opening plate is greater than the thickness of the plate.
- the pitch of the openings is equal to the pitch of the lattice portion. Therefore, since the filler is easily hit by the opening plate portion, the amount of rebound of water can be increased, and the gas-liquid contact efficiency can be enhanced with a simple structure.
- a length along the vertical direction of the opening plate portion is shorter than a length along the vertical direction of the first filling portion and the second filling portion.
- This filler has a thin thickness, and laminates the opening plate part of a simple structure. Therefore, according to this packing, the gas-liquid contact efficiency can be effectively enhanced with a simpler structure.
- a central axis of the opening coincides with a central axis of a lattice portion of the first filling portion or the second filling portion adjacent to the lower side in the vertical direction. Since the filler is easily hit by the opening plate portion, the amount of rebound of water can be increased, and the gas-liquid contact efficiency can be enhanced.
- the opening plate portion is arranged such that the central axis of the opening portion is displaced with respect to the central axis of the lattice portion of the first filling portion or the second filling portion adjacent to the lower side in the vertical direction. It is preferable that it is arrange
- the desulfurization device for exhaust gas has a packing for the packed tower. Since this desulfurization apparatus has a filling, the gas-liquid contact efficiency can be enhanced with a simple structure.
- the reduction of the gas-liquid contact efficiency can be suppressed with a simple structure.
- FIG. 1 is schematic which shows the structure of the seawater desulfurization apparatus which concerns on 1st Embodiment.
- FIG. 2 is a perspective view of the filler according to the first embodiment.
- FIG. 3 is a cross-sectional view of the filling according to the first embodiment as viewed from the direction S in FIG.
- FIG. 4 is a cross-sectional view of the filling according to the first embodiment seen from the direction T of FIG.
- FIG. 5 is an explanatory view for explaining the bounce of seawater.
- FIG. 6 is a schematic view showing another example of the plate portion according to the first embodiment.
- FIG. 7 is a schematic view showing another example of the plate portion according to the first embodiment.
- FIG. 8 is a cross-sectional view of the filling portion according to the second embodiment.
- FIG. 9 is a cross-sectional view of the filling portion according to the second embodiment.
- FIG. 10 is a view showing another configuration example of the protrusion according to the second embodiment.
- FIG. 11 is a view showing another configuration example of the protrusion according to the second embodiment.
- FIG. 12 is a view showing another configuration example of the protrusion according to the second embodiment.
- FIG. 13 is a schematic view showing another example of the plate portion according to the second embodiment.
- FIG. 14 is a cross-sectional view of the filling portion according to the third embodiment.
- FIG. 15 is a cross-sectional view of the filling portion according to the third embodiment.
- FIG. 16 is a top view of the filling portion according to the third embodiment.
- FIG. 17 is a view showing another example of the filling according to the third embodiment.
- FIG. 1 is schematic which shows the structure of the seawater desulfurization apparatus which concerns on 1st Embodiment.
- the seawater desulfurization apparatus 10 (desulfurization apparatus) according to the first embodiment includes a packed column 11 (exhaust gas desulfurization absorption column), an inlet-side dilution mixing tank 12, and an oxidation tank that performs water quality recovery processing. 13 and an outlet side dilution mixing tank 14.
- the seawater 15 used in the packed tower 11 and the seawater 15 used for reforming the water quality in the oxidation tank 13 performing the water quality recovery process are separately pumped and cooled by the condenser (not shown) in the boiler 21 After use, seawater before being discharged to the sea 16 is used.
- the seawater 15 for dilution is pumped up through the seawater supply line L 1 by the pump P 11 from the sea 16, a portion of the seawater 15a the inlet side dilution mixing tank 12 through a seawater supply line L 2 by a pump P 11 Supplied to If necessary, dilute seawater supply line L 3 is provided for supplying the seawater 15b for dilution at the outlet side dilution mixing tank 14.
- dilute seawater supply line L 3 is provided for supplying the seawater 15b for dilution at the outlet side dilution mixing tank 14.
- the present invention uses sea water after cooling from the condenser (not shown), the present invention is not limited thereto, so using direct pumping seawater by the pump P 11 from the sea 16 You may
- the filling tower 11 is a tower that purifies the exhaust gas 22 by bringing the exhaust gas 22 from the boiler 21 and the seawater 15 into gas-liquid contact.
- Packing tower 11 equips an inside with water sprinkler 11A and packing 11B.
- the water sprinkler 11A scatters seawater 15 toward the filling 11B from above the filling 11B in the vertical direction.
- the seawater 15 is conducted through the inside of the filling 11B.
- the exhaust gas 22 is supplied from the boiler 21 to the filling tower 11.
- the exhaust gas 22 is conducted to the inside of the filling 11B.
- the exhaust gas 22 and the seawater 15 are brought into gas-liquid contact in the inside of the filler 11 B, and the sulfur component in the exhaust gas 22 is absorbed by the seawater 15. Thereby, the exhaust gas 22 is desulfurized.
- the structure is arbitrary.
- the water sprinkler 11A is provided above the filling 11B in the vertical direction, and scatters (sprays) seawater downward in the vertical direction. It is not limited to. That is, if the water sprinkler 11A injects (supplys) seawater to the filler 11B from above the filler 11B in the vertical direction, the direction in which the water is sprayed (supplied), that is, the seawater sprayed from the water sprinkler 11A.
- the direction of travel is arbitrary.
- the packed column 11 brings the exhaust gas 22 and the seawater 15 into gas-liquid contact to cause a reaction as shown in the following formula (1) to generate sulfur such as SOx contained in the form of SO 2 or the like in the exhaust gas 22.
- the portion is absorbed in the seawater 15, and the sulfur content in the exhaust gas 22 is removed using the seawater 15.
- the pH of the sulfur-absorbed seawater 23 is, for example, about 3 to 6.
- the sulfur content absorption seawater 23 which absorbed sulfur content by the packed column 11 is stored by the tower bottom part of the packed column 11.
- Sulfur absorbing seawater 23 pooled in the bottom of the packed column 11 is fed to the inlet side dilution mixing tank 12 through the sulfur absorption seawater discharge line L 4.
- the sulfur-absorbed seawater 23 supplied to the inlet-side dilution mixing tank 12 is mixed with the seawater 15 from the condenser supplied to the inlet-side dilution mixing tank 12 and the seawater 15a for dilution, and diluted to form an acidic mixture. It becomes seawater 24.
- a dust collection means 27 is provided between the boiler 21 and the filling tower 11 to remove dust and the like in the exhaust gas 22.
- the desulfurization rate of the exhaust gas 22 is the ratio of the inlet SO 2 concentration to the outlet SO 2 concentration in the exhaust gas 22 supplied to the packed column 11 (outlet SO 2 concentration / inlet SO 2 concentration), seawater 15 for desulfurization And it adjusts separately based on the seawater property of sulfur content absorption seawater 23.
- An inlet and an outlet of the exhaust gas 22 in the packed column 11 are provided with an SO 2 concentration meter for measuring the inlet SO 2 concentration and the outlet SO 2 concentration of the exhaust gas 22.
- oxidation tank 13 provided in the lower stream side of entrance side dilution mixing tank 12.
- the oxidation tank 13 is provided with a desulfurization device 30 for seawater desulfurization, which is an aeration unit for recovering the water quality of the acid mixed seawater 24.
- the desulfurization device 30 for seawater desulfurization includes an oxidizing air blower 32 as air introducing means for supplying the air 31, an air supply pipe 33 for supplying the air 31, and a diffusion pipe 34 branched from the air supply pipe 33. , And a hole for spouting to supply the air 31 to the acid mixed seawater 24 in the oxidation tank 13.
- the external air 31 is fed from the holes into the oxidation tank 13 through the air diffusion pipe 34 by the oxidizing air blower 32 to cause dissolution of oxygen as expressed by the following formula (2).
- the sulfur content in the acid mixed seawater 24 in the oxidation tank 13 contacts the air 31 to cause the oxidation reaction of bisulfite ion (HSO 3 ⁇ ) as shown in the following formulas (3) to (5), and bicarbonate ion (HCO 3) - produce and decarboxylation), acidic mixture seawater 24 is discharged is water recovered next quality recovery seawater 29, to the sea 16 through the discharge line L 7.
- the pH of the acid mixed seawater 24 can be raised, and the chemical oxygen demand (COD) can be reduced, and the pH of the water quality restoration seawater 29, the concentration of dissolved oxygen (DO), the chemical oxygen demand (COD) ) Can be discharged to the sea 16 as a dischargeable level.
- COD chemical oxygen demand
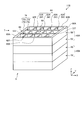
- FIG. 2 is a perspective view of the filler according to the first embodiment.
- FIG. 3 is a cross-sectional view of the filling according to the first embodiment as viewed from the direction S in FIG.
- FIG. 4 is a cross-sectional view of the filling according to the first embodiment seen from the direction T of FIG.
- the filling 11B has a filling unit 40A and a filling unit 40B.
- a direction orthogonal to the direction X which is a predetermined direction
- a direction Z a direction orthogonal to the direction X and the direction Y
- the direction Z is vertical and the directions X and Y are horizontal.
- the direction S corresponds to the direction Y
- the direction T corresponds to the direction X.
- the filling unit 40A has a first filling unit 50 and a second filling unit 52.
- the first filling portion 50 has an outer frame portion 60, a first plate unit 64, and a second plate unit 74.
- the outer frame portion 60 has a first outer frame portion 60A and a second outer frame portion 60B.
- the first outer frame portion 60A is a plate-like member extending along the direction Y. Two of the first outer frame portions 60A face each other in the direction X.
- the second outer frame portion 60B is a plate-like member extending along the direction X. Two of the second outer frame portions 60B face each other along the direction Y.
- a space surrounded by the two first outer frame portions 60A and the two second outer frame portions 60B has a rectangular shape.
- the first outer frame portion 60A and the second outer frame portion 60B may have the same length or one of them may be longer.
- the 1st board unit 64 has board part 62A, as shown in FIG.2 and FIG.3.
- the plate portion 62A extends in the direction Z from the lower end face 67 which is the lower end face (opposite to the direction Z) along the direction Z to the upper end face 66 which is the upper end face (the direction Z side) along the direction Z. It is a plate-like member which extends. Further, as shown in FIG. 2, the plate portion 62A extends in the direction Y from the side surface 62S, which is one side surface along the direction Y, to the other side surface 62T. In the plate portion 62A, the side surface 62S is fixed to one second outer frame portion 60B, and the side surface 62T is fixed to the other second outer frame portion 60B.
- the upper end face 66 is a plane perpendicular to the direction Z, that is, a plane parallel to the direction X and the direction Y.
- the plate portion 62A has a thickness, that is, a length along the direction X, which decreases as going from the upper end surface 66 to the lower end surface 67.
- the thickness of the upper end surface 66 of the plate portion 62A that is, the length along the direction X of the upper end surface 66 is taken as a length L1.
- a thickness of the lower end surface 67 of the plate portion 62A, that is, a length along the direction X of the lower end surface 67 is L2.
- the plate portion 62A has a length L1 longer than the length L2. More specifically, the length L1 is preferably 1.5 times or more of the length L2.
- a plurality of first plate units 64 is provided along the direction X with a plurality of the plate portions 62A described above.
- the 1st board unit 64 has four board parts 62A, the number of board parts 62A is arbitrary.
- the 2nd board unit 74 has board part 72A, as shown in FIG.2 and FIG.4.
- the plate portion 72A extends in the direction Z from the lower end surface 77, which is the lower end (opposite to the direction Z) end surface along the direction Z, to the upper end surface 76, which is the upper end surface (direction Z side) along the direction Z Is a plate-like member extending toward the Further, the plate portion 72A extends so as to intersect (in this case, orthogonal to) the plate portion 62A.
- the plate portion 72A extends in the direction X from the side surface 72S, which is one side surface along the direction X, to the other side surface 72T.
- the side surface 72S of the plate portion 72A is fixed to one of the first outer frame portions 60A, and the side surface 72T is fixed to the other first outer frame portion 60A.
- the upper end face 76 is a plane perpendicular to the direction Z, that is, a plane parallel to the direction X and the direction Y.
- the thickness of the plate portion 72 ⁇ / b> A decreases from the upper end face 76 to the lower end face 77, that is, the length along the direction Y decreases.
- the thickness of the upper end surface 76 of the plate portion 72A that is, the length along the direction Y of the upper end surface 76 is taken as a length L3.
- the thickness of the lower end surface 77 of the plate portion 72A, that is, the length along the direction Y of the lower end surface 77 is taken as a length L4.
- the plate portion 72A has a length L3 longer than the length L4. More specifically, the length L3 is preferably 1.5 or more times the length L4.
- the second plate unit 74 is provided with a plurality of the plate portions 72A described above at predetermined intervals along the direction Y.
- the second plate unit 74 has two plate portions 72A, but the number of plate portions 72A is arbitrary.
- the first plate unit 64 and the second plate unit 74 form a lattice portion 69 which is a space surrounded by the two plate portions 62A and the two plate portions 72A.
- the side surfaces along the directions X and Y are surrounded by the plate portions 62A and 72A, and both ends along the direction Z are opened.
- the second filling unit 52 includes an outer frame 60, a first plate unit 64, and a second plate unit 74.
- the 1st board unit 64 which the 2nd filling part 52 has has the board part 62B.
- the distance along the direction X to the outer frame portion 60 (first outer frame portion 60A) is from the plate portion 62A that the first filling portion 50 has, to the outer frame portion 60 (first outer frame portion 60A) Different from the distance along the direction X up to The plate portion 62B is otherwise the same as the plate portion 62A.
- the 2nd board unit 74 which the 2nd filling part 52 has has the board part 72B.
- the distance along the direction Y to the outer frame portion 60 is from the plate portion 72 of the first filling portion 50 to the outer frame portion 60 (second outer frame portion 60B) Different from the distance along the direction Y up to
- the plate portion 72B is otherwise the same as the plate portion 72A. That is, in the second filling portion 52, the distance from the plate portion 62B to the outer frame portion 60 in the direction X and the distance from the plate portion 72B to the outer frame portion 60 in the direction Y are the first filling portion Different from 50.
- the second filling portion 52 has the same structure as the first filling portion 50 in other points.
- plate part 62A and plate part 62B when not distinguishing plate part 62A and plate part 62B mutually, it describes as plate part 62.
- plate part 72A and plate part 72B mutually it describes as plate part 72.
- the first filling portion 50 and the second filling portion 52 are stacked along the direction Z.
- the filling unit 40A is placed so that the bottom surface of the first filling portion 50 opposite to the direction Z of the outer frame portion 60 overlaps the upper surface of the second filling portion 52 in the direction Z side of the outer frame portion 60.
- the lattice portion 69 in the first filling portion 50 and the lattice portion 69 in the second filling portion 52 communicate with each other.
- the plate portion 62B of the second filling portion 52 is disposed at a position deviated from the plate portion 62A of the first filling portion 50 in the direction X.
- the plate portion 62A is not disposed on the extension along the direction Z of the plate portion 62B.
- the plate portion 62B is disposed in a region adjacent to the region on the extension along the direction Z of the plate portion 62A along the direction X.
- the plate portion 72B of the second filling portion 52 is disposed at a position deviated from the plate portion 72A of the first filling portion 50 in the direction Y. Ru.
- the plate portion 72B is not disposed on the extension along the direction Z of the plate portion 72A.
- the plate portion 72B is disposed in a region adjacent to the region on the extension along the direction Z of the plate portion 72A along the direction Y.
- the plate parts 62 of the first filling part 50 and the second filling part 52 are disposed at mutually shifted positions in the direction X, and the first filling part 50 and the second filling part
- the plate portions 72 which the two 52 have are arranged at mutually offset positions in the direction Y.
- the plate part 62 or the plate part 72 may be arrange
- the filling unit 40B includes a first filling unit 50 and a second filling unit 52.
- the filling unit 40B also has the same method of stacking the first filling unit 50 and the second filling unit 52 as the filling unit 40A. That is, the filling unit 40B has the same structure as the filling unit 40A.
- a plurality of filling units 40A and filling units 40B are stacked along the direction Z.
- the bottom surface of the filler 11B on the opposite side of the direction Z of the outer frame portion 60 of the second filling portion 52 of the filling unit 40A is the outer frame portion 60 of the first filling portion 50 of the filling unit 40B. So as to overlap the upper surface on the direction Z side of.
- the grid portion 69 of the filling unit 40A communicates with the grid portion 69 of the filling unit 40B.
- the filler 11B is composed of two filling units, ie, the filling units 40A and 40B, but the number of the filling units may be arbitrary.
- the filling unit 40A is at a position where the plate portion 62A and the plate portion 62B of the filling unit 40B overlap each other in the direction X.
- the plate portion 62A of the filling unit 40A is disposed on an extension along the direction Z of the plate portion 62A of the filling unit 40B.
- the central axis A1 along the direction Z of the plate portion 62A of the filling unit 40A is at a position coincident with the central axis A2 along the direction Z of the plate portion 62A of the filling unit 40B.
- the plate portion 62B of the filling unit 40A and the plate portion 62B of the filling unit 40B overlap each other in the direction X.
- the plate portion 62B of the filling unit 40B is disposed on an extension along the direction Z of the plate portion 62B of the filling unit 40A.
- the central axis A3 along the direction Z of the plate portion 62B of the filling unit 40A is at a position coincident with the central axis A4 along the direction Z of the plate portion 62B of the filling unit 40B.
- the plate portion 72A of the filling unit 40A and the plate portion 72A of the filling unit 40B overlap each other in the direction Y.
- the plate portion 72A of the filling unit 40B is disposed on an extension along the direction Z of the plate portion 72A of the filling unit 40A.
- the central axis B1 along the direction Z of the plate portion 72A of the filling unit 40A is at a position coincident with the central axis B2 along the direction Z of the plate portion 72A of the filling unit 40B.
- the plate portion 72B of the filling unit 40A and the plate portion 72B of the filling unit 40B overlap each other in the direction Y.
- the plate portion 72B of the filling unit 40B is disposed on an extension along the direction Z of the plate portion 72B of the filling unit 40A.
- the central axis B3 along the direction Z of the plate portion 72B of the filling unit 40A is at a position coincident with the central axis B4 along the direction Z of the plate portion 72B of the filling unit 40B.
- the packing 11 ⁇ / b> B configured in this manner is housed inside the packing tower 11.
- the packing 11B is packed into the inside of the packing tower 11 such that the direction Z is a direction along the upper side in the vertical direction.
- the directions X and Y are horizontal directions orthogonal to the vertical direction.
- the upper end surface 66 of the plate portion 62 is an end surface on the upper side in the vertical direction
- the upper end surface 76 of the plate portion 72 is an end surface on the upper side in the vertical direction.
- the packing attached to the inside of the packing tower 11 is required to increase the gas-liquid contact efficiency.
- the thickness decreases as the plate portions 62 and 72 move downward in the direction Z (vertical direction). Therefore, the amount of rebounding of the seawater 15 sprayed from above in the vertical direction by the plate portions 62 and 72 is increased.
- the water droplets are finely dispersed by the seawater 15 being rebounded.
- the surface area of the seawater 15 is increased, and by repelling, the time for which the seawater 15 stays in the filling 11B is increased. Therefore, if the quantity of the reflected seawater 15 increases, the gas-liquid contact efficiency can be enhanced.
- the filler 11B is formed by the plate portions 62 and 72 intersecting each other, the structure becomes simple. Hereinafter, the bounce of the seawater 15 by the plate portions 62 and 72 will be specifically described.
- FIG. 5 is an explanatory view for explaining the bounce of seawater.
- FIG. 5 is a cross-sectional view of the filling 11B as viewed in the direction S of FIG. 2 as in FIG.
- the bounce of the seawater W by the board part 62 is demonstrated in the example of FIG. 5, since the board part 72 also exhibits the same effect, the description is abbreviate
- seawater 15 is supplied to the filler 11B from above in the direction Z (vertical direction).
- the upper end surface 66 on the upper side in the vertical direction of the plate portion 62 is thicker than the lower end surface 67. Therefore, the seawater 15 is likely to hit the upper end surface 66 instead of the surface 68 of the plate portion 62.
- the seawater 15 When the seawater 15 hits the surface 68 extending along the vertical direction, it tends to flow vertically downward along the surface 68. On the other hand, since the upper end surface 66 does not extend in the vertical direction, the seawater 15 is likely to bounce back when it hits the upper end surface 66. Accordingly, the thickness of the upper end surface 66 of the filler 11B is large, so that the amount of rebound of the seawater 15 can be increased, and the gas-liquid contact efficiency can be enhanced. In addition, the bounced seawater 15 may hit the next plate portion 62 or hit the lower plate portion 62 and may further bounce back, and the gas-liquid contact efficiency is further enhanced.
- a plate portion 62B of the second filling portion 52 is provided below the plate portion 62A of the first filling portion 50 in the vertical direction.
- the plate portion 62B of the second filling portion 52 is shifted from the plate portion 62A of the first filling portion 50 in the direction X, that is, in the horizontal direction. Therefore, the seawater 15A that has bounced back the plate portion 62A of the first filling portion 50 is likely to hit the upper end surface 66 of the plate portion 62B of the second filling portion 52. Therefore, the seawater 15 can be more easily bounced, and the gas-liquid contact efficiency can be further enhanced.
- the plate part 62A which the filling unit 40B has is provided in the perpendicular direction downward direction of the plate part 62A which the filling unit 40A has.
- the plate portion 62A of the filling unit 40B is at a position overlapping the plate portion 62A of the filling unit 40A along the direction X. That is, the plate portion 62A of the filling unit 40B is provided on an extension of the plate portion 62A of the filling unit 40A in the vertical direction below.
- the seawater 15B flowing on the surface 68 of the plate portion 62A of the filling unit 40A gathers along the surface 68 toward the center of the plate portion 62A as it flows downward in the vertical direction, and is collected on the plate portion 62A of the filling unit 40B. It is dripped toward.
- the seawater 15B hits the upper end surface 66 of the plate portion 62A of the filling unit 40B. Therefore, the seawater 15 can be more easily bounced, and the gas-liquid contact efficiency can be further enhanced.
- the seawater 15 which performs exhaust gas 22 and gas-liquid contact in this embodiment it is not restricted to being seawater, What is necessary is just water.
- the filler 11B As described above, the filler 11B according to the first embodiment is provided inside the packing tower 11, and water is dispersed from above in the vertical direction to conduct water inside and conduct exhaust gas 22 inside. It is a packing for packing tower 11 which makes exhaust gas 22 contact with water and desulfurizes.
- the filler 11B has a first plate unit 64 and a second plate unit 74.
- the first plate unit 64 has a plurality of plate portions 62 extending in the direction Z (vertical direction) and provided at predetermined intervals.
- the second plate unit 74 crosses the plate portion 62 of the first plate unit 64 and extends in the direction Z (vertical direction), and has a plurality of plate portions 72 provided at predetermined intervals.
- the second plate unit 74 forms, together with the first plate unit 64, a grid portion 69 in which both end surfaces along the direction Z (vertical direction) are open.
- the thickness of the plate portion 62 decreases as going from the upper end surface 66 of the direction Z (vertical direction) to the lower end surface 67 of the direction Z (vertical direction).
- the filler 11 ⁇ / b> B is configured by the plate portions 62 and 72. Therefore, the filler 11B has a simple structure. Further, in the filler 11 ⁇ / b> B, the upper end surface 66 on the upper side in the vertical direction is thicker than the lower end surface 67. Therefore, the filler 11B can increase the amount of bounce of the seawater 15 to enhance the gas-liquid contact efficiency.
- an upper end surface 66 which is an upper end surface in the direction Z (vertical direction) is a surface perpendicular to the direction Z (vertical direction).
- the seawater 15 supplied from above in the vertical direction is likely to flow along the surface when the hitting surface is along the vertical direction.
- the seawater 15 supplied from above in the vertical direction is more likely to bounce back as the hit surface approaches perpendicular to the vertical direction. Since the upper end surface 66 of the filler 11B is a surface perpendicular to the vertical direction, the amount of bounce of the seawater 15 can be increased to more appropriately improve the gas-liquid contact efficiency.
- the plate parts 62 and 72 may have groove part 66A, 76A in the upper end surface 66, 76, as shown to FIG. 6 and FIG. 6 and 7 are schematic views showing another example of the plate portion according to the first embodiment.
- the groove 66A (76A) may be a V-shaped side in which two planes intersect with each other at an angle ⁇ 1 as shown in FIG. 6, or as shown in FIG. It may be In any case, the plate portion 62 can increase the amount of rebound of the sea water 15 by the groove portion 66A, and the gas-liquid contact efficiency can be more appropriately enhanced.
- the angle ⁇ 1 is preferably 90 degrees or more and less than 180 degrees.
- the first filler 50 and the second filler 52 are stacked along the direction Z (vertical direction).
- the plate portion 62B of the first plate unit 64 of the second filling portion 52 is at the position of the plate portion 62A of the first plate unit 64 of the first filling portion 50 in the horizontal direction (direction X) perpendicular to the vertical direction. It is arranged at the opposite position. Therefore, this filling 11B can make the seawater 15A, which has bounced back the plate portion 62A of the first filling portion 50, easily hit the plate portion 62B of the second filling portion 52. Therefore, the filler 11B can further enhance the gas-liquid contact efficiency.
- a plurality of filling units including the first filling unit 50 and the second filling unit 52 are stacked along the vertical direction (direction Z).
- the filling units adjacent to each other along the vertical direction are disposed at positions where the plate portions 62A of the first plate unit 64 of the first filling portion 50 overlap each other in the horizontal direction (direction X).
- the filling units adjacent to each other along the vertical direction are arranged at positions where the plate portions 62B of the first plate unit 64 of the second filling portion 52 mutually overlap in the horizontal direction.
- the filler 11B promotes dropping of the seawater 15B flowing on the surface 68 of the plate 62 onto the plate 62 of the filling unit 40B. Therefore, the filler 11B can further enhance the gas-liquid contact efficiency.
- the filler 11Ba according to the second embodiment is different from the first embodiment in that the plate portion has a protrusion. Descriptions of parts of the second embodiment having the same configuration as the first embodiment will be omitted.
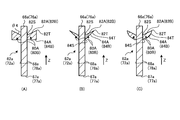
- FIG.8 and FIG.9 is sectional drawing of the filling part which concerns on 2nd Embodiment.
- the 1st board unit 64a of the 1st filling part 50 which concerns on 2nd Embodiment has board part 62Aa.
- the 1st board unit 64a of the 2nd filling part 52 which concerns on 2nd Embodiment has board part 62Ba.
- the plate portion 62Aa and the plate portion 62Ba, that is, the plate portion 62a are plates having a constant thickness from the upper end surface 66a to the lower end surface 67a. That is, the surfaces 68a on both sides of the plate portion 62a along the direction X are along the direction Z (vertical direction).
- the plate part 62a has the projection part 80A in the surface 68a of both sides.
- the protrusion 80A extends away from the surface 68a from one side 62S of the plate 62a to the other side 62T (see FIG. 2). More specifically, the protrusion 80A of the surface 68a on the direction X side extends in the direction X, and the protrusion 80A of the surface 68a opposite to the direction X extends in the direction opposite to the direction X .
- the protrusion 80A has an upper surface 82A which is a surface on the direction Z side (a surface on the upper side in the vertical direction), and a lower surface 84A which is a surface on the side opposite to the direction Z (a surface on the lower side in the vertical direction).
- the upper surface 82A is a surface perpendicular to the direction Z (vertical direction). That is, the angle ⁇ 2 between the upper surface 82A and the direction Z (vertical direction) is 90 degrees. However, the angle ⁇ 2 may be 90 degrees or more and less than 180 degrees, and more preferably 90 degrees or more and less than 120 degrees.
- the lower surface 84A which is a surface (surface on the lower side in the vertical direction) opposite to the direction Z of the protrusion 80A is also a surface perpendicular to the direction Z (vertical direction).
- the protrusion 80A is provided on the upper end surface 66a of the plate 62a, that is, at the end on the direction Z side of the plate 62a.
- the thickness of the plate portion 62a is taken as a length L5.
- the height of the plate portion 62a that is, the length along the direction Z is taken as a length L6.
- the width of the protrusion 80A is taken as a length L7.
- the height of the protrusion 80A is taken as a length L8.
- the length L5 is 1 mm or more and 5 mm or less.
- the length L6 is 5 cm or more and 30 cm or less.
- the length L7 is preferably 1.5 mm or more and 50 mm or less, and preferably 1.5 times or more and 10 times or less the length L5.
- the length L8 is 1 mm or more and 5 cm or less.
- the lengths L5, L6, L7, and L8 are not limited to this numerical range.
- the 2nd board unit 74a of the 1st filling part 50 which concerns on 2nd Embodiment has board part 72Aa.
- the 2nd board unit 74a of the 2nd filling part 52 concerning a 2nd embodiment has board part 72Ba.
- the plate portion 72Aa and the plate portion 72Ba, that is, the plate portion 72a are plates having a constant thickness from the upper end surface 76a to the lower end surface 77a. That is, the surfaces 78a on both sides of the plate portion 72a along the direction Y are along the direction Z (vertical direction).
- the plate part 72a has the protrusion part 80B in the surface 78a of both sides.
- the protrusion 80B extends away from the surface 78a from one side 72S of the plate 72a to the other side 72T (see FIG. 2). More specifically, the protrusion 80B of the surface 78a on the direction Y side extends in the direction Y, and the protrusion 80B of the surface 78a opposite to the direction Y extends in the direction opposite to the direction Y .
- the protrusion 80B has an upper surface 82B which is a surface on the direction Z side (a surface on the upper side in the vertical direction) and a lower surface 84B which is a surface on the side opposite to the direction Z (a surface on the lower side in the vertical direction).
- the upper surface 82B is a surface perpendicular to the direction Z (vertical direction). That is, the angle ⁇ 3 between the upper surface 82B and the direction Z (vertical direction) is 90 degrees. However, the angle ⁇ 3 may be 90 degrees or more and less than 180 degrees.
- the lower surface 84B is also a surface perpendicular to the direction Z (vertical direction).
- the protrusion 80B is provided on the upper end surface 76a of the plate portion 72a, that is, the end portion on the direction Z side of the plate portion 72a.
- the thickness of the plate portion 72a is taken as a length L9.
- the height of the plate portion 72a that is, the length along the direction Z is taken as a length L10.
- the width of the protrusion 80B is taken as a length L11.
- the height of the protrusion 80B is taken as a length L12.
- the length L9 is 1 mm or more and 5 mm or less.
- the length L10 is 5 cm or more and 30 cm or less.
- it is preferable that the length L11 is 1.5 mm or more and 50 mm or less, and is 1.5 times or more and 10 times or less of the length L5.
- the length L12 is 1 mm or more and 5 cm or less.
- the lengths L9, L10, L11, and L12 are not limited to this numerical range.
- the filler 11Ba according to the second embodiment has the projections 80A and 80B, the gas-liquid contact efficiency can be enhanced with a simple structure, as with the filler 11B according to the first embodiment.
- the protrusion 80 ⁇ / b> A protrudes in the direction X from the surface 68 a of the plate portion 62 a.
- the projection 80A has an angle between the upper surface 82A and the direction Z (vertical direction) of 90 degrees or more and less than 180 degrees. As described above, in the plate portion 62a, the protrusion 80A protrudes.
- the seawater 15 is likely to hit the upper surface 82A of the projection 80A instead of the surface 68a of the plate 62a.
- the upper surface 82A of the protrusion 80A is 90 degrees or more and less than 180 degrees with respect to the vertical direction. Therefore, the seawater 15 is likely to bounce back when it hits the upper surface 82A. Then, the bounced seawater 15 easily strikes the plate portion 62Ba of the second filling portion 52 located at a position shifted along the direction Y. Therefore, the filler 11Ba can increase the amount of rebound of the seawater 15 and enhance the gas-liquid contact efficiency by having the protrusion 80A.
- the protrusion 80B also has the same effect as the protrusion 80A. However, the filler 11Ba may have at least one of the protrusions 80A and 80B.
- the filler 11Ba As described above, the filler 11Ba according to the second embodiment is provided inside the packing tower 11, and water is dispersed from above in the vertical direction to conduct water inside, and conduct exhaust gas 22 inside. It is a packing for packing tower 11 which makes exhaust gas 22 contact with water and desulfurizes.
- the filler 11B has a first plate unit 64 and a second plate unit 74.
- the first plate unit 64 extends in the direction Z (vertical direction), and has a plurality of plate portions 62 a provided at predetermined intervals.
- the second plate unit 74 crosses the plate portion 62 of the first plate unit 64 and extends in the direction Z (vertical direction), and has a plurality of plate portions 72 a provided at predetermined intervals.
- the second plate unit 74 forms, together with the first plate unit 64, a grid portion 69 in which both end surfaces along the direction Z (vertical direction) are open.
- the plate portion 62a has a protrusion 80A.
- the protrusion 80A extends in the direction away from the surface 68a from one side (side 62S) of the plate 62a to the other side (side 62T) on both surfaces 68a extending in the direction Z (vertical direction).
- the projection 80A has an angle between the vertical upper surface (upper surface 82A) and the vertical direction (direction Z) of 90 degrees or more and less than 180 degrees.
- This filling 11Ba can increase the amount of bounce of the seawater 15 by the protrusion 80A, and can improve the gas-liquid contact efficiency.
- the protrusion 80A is provided on the upper end surface 66a of the plate portion 62a in the vertical direction. Therefore, the filler 11Ba can be applied more seawater 15 to the protrusion 80A, can increase the amount of bounce, and can more appropriately improve the gas-liquid contact efficiency.
- the protrusion 80A is provided on the upper end surface 66a side of the plate 62a, and the upper surface 82A and the lower surface 84A are surfaces perpendicular to the direction Z, but the present invention is not limited thereto.
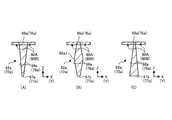
- FIG. 10 to FIG. 12 are diagrams showing another configuration example of the protrusion according to the second embodiment.
- the protrusion 80B can also have the same shape as the protrusion 80A, so the description thereof is omitted.
- the position in the direction Z is arbitrary.
- the protrusion 80A may be provided between the upper end surface 66a and the lower end surface 67a.
- the projection part 80A may be provided in the lower end surface 67a.
- the projection 80A is inclined in the direction Z (upward in the vertical direction) as the lower surface 84A goes from the end 84S connected to the plate 62a to the end 84T. May be As a result, the seawater 15 flowing along the protrusion 80A can be made to flow toward the center, and can be appropriately applied to the plate portion 62a immediately below the vertical direction.
- the lower surface 84A may be a flat surface inclined in the direction Z.
- the lower surface 84A may be a curved surface that is convex in the direction opposite to the direction Z.
- the protrusion 80A is inclined in the direction Z (vertically upward) as the top surface 82A goes from the end 82S connected to the plate 62a to the tip 82T. May be When the upper surface 82A inclines in the direction Z, the protrusion 80A can increase the amount of bounce of the seawater 15 and can appropriately improve the gas-liquid contact efficiency.
- the angle ⁇ 4 between the upper surface 82A and the surface 68a of the plate portion 62a is preferably 60 degrees or more and less than 90 degrees.
- the lower surface 84A may be a flat surface inclined in the direction Z, or may be a curved surface convex in the direction opposite to the direction Z.
- the lower surface 84A may be inclined in the direction Z, as shown in (B) and (C) of FIG.
- FIG. 13 is a schematic view showing another example of the plate portion according to the second embodiment. As shown in (A) of FIG. 13, the thickness of the plate portion 62 a decreases in the direction from the upper portion (upper end surface 66 a) in the direction Z (vertical direction) to the lower portion (lower end surface 67 a) in the direction Z (vertical direction). It may be That is, the plate portion 62a of (A) of FIG. 13 is the plate portion 62a of the first embodiment. In other words, the plate portion 62 (72) of the first embodiment may have the projection 80A (80B) of the second embodiment.
- the thickness of the plate portion 62a increases as going from the upper end surface 66a to the middle portion 66a1, and the thickness decreases as going from the middle portion 66a1 to the lower end surface 67a. It is also good.
- the middle portion 66a1 is an arbitrary position between the upper end surface 66a and the lower end surface 67a of the plate portion 62a.
- the plate portion 62a may increase in thickness from the upper end surface 66a to the lower end surface 67a.
- the filler 11 ⁇ / b> Bb according to the third embodiment differs from the first embodiment in that the filler 11 ⁇ / b> Bb has the opening plate portion 90. Descriptions of parts of the third embodiment that share the same configuration as the first embodiment will be omitted.
- FIG.14 and FIG.15 is sectional drawing of the filling part which concerns on 3rd Embodiment.
- FIG. 16 is a top view of the filling portion according to the third embodiment.
- the 1st board unit 64b of the 1st filling part 50 which concerns on 3rd Embodiment has board part 62Ab.
- the 1st board unit 64b of the 2nd filling part 52 which concerns on 3rd Embodiment has board part 62Bb.
- the plate portion 62Ab and the plate portion 62Bb, that is, the plate portion 62b are plates having a constant thickness from the upper end surface 66b to the lower end surface 67b. That is, the surfaces 68b on both sides of the plate portion 62b along the direction X are along the direction Z (vertical direction).
- the 2nd board unit 74b of the 1st filling part 50 which concerns on 3rd Embodiment has board part 72Ab.
- the 2nd board unit 74b of the 2nd filling part 52 concerning a 3rd embodiment has board part 72Bb.
- the plate portion 72Ab and the plate portion 72Bb, that is, the plate portion 72b are plates having a constant thickness from the upper end surface 76b to the lower end surface 77b. That is, the surfaces 78b on both sides along the direction Y of the plate portion 72b are along the direction Z (vertical direction).
- the filler 11 ⁇ / b> Bb has an opening plate portion 90.
- the opening plate portion 90 has an outer frame portion 92, a first thin plate unit 95, and a second thin plate unit 97.
- the outer frame portion 92 has a first outer frame portion 92A and a second outer frame portion 92B.
- the first outer frame portion 92A is a plate-like member extending along the direction Y. Two of the first outer frame portions 92A face each other in the direction X.
- the second outer frame portion 92B is a plate-like member extending along the direction X. Two of the second outer frame portions 92B face each other along the direction Y.
- a space surrounded by the two first outer frame portions 92A and the two second outer frame portions 92B is rectangular.
- the length along the direction Y of the first outer frame portion 92A is the same as that of the first outer frame portion 60A (see FIG. 2) of the first filling portion 50.
- the length along the direction X of the second outer frame portion 92B is the same as the second outer frame portion 60B (see FIG. 2) of the first filling portion 50.
- the first thin plate unit 95 has a thin plate portion 94.
- the thin plate portion 94 is a plate-like member extending along the direction Y from one second outer frame portion 92B to the other second outer frame portion 92B.
- the thin plate portion 94 is a flat surface on both sides along the direction Z side, and is a flat surface perpendicular to the direction Z.
- the length L13 along the direction X is longer than the thickness (length) along the direction X of the plate portion 62b.
- the length L13 is 1.5 mm or more and 50 mm or less
- the length L14 is 1.5 mm or more and 50 mm or less.
- the first thin plate unit 95 is provided with a plurality of thin plate portions 94 at predetermined intervals along the direction X.
- the number of thin plate portions 94 is the same as the number of plate portions 62b.
- the second thin plate unit 97 has a thin plate portion 96.
- the thin plate portion 96 is a plate-like member extending along the direction X from one first outer frame portion 92A to the other first outer frame portion 92A.
- the thin plate portion 96 is a flat surface on both sides along the direction Z side, and is a flat surface perpendicular to the direction Z.
- the length L15 along the direction Y is longer than the thickness (length) along the direction Y of the plate portion 72b.
- the length L15 is 1.5 mm or more and 50 mm or less
- the length L16 is 1.5 mm or more and 50 mm or less.
- the second thin plate unit 97 a plurality of thin plate portions 96 are provided at predetermined intervals along the direction Y.
- the number of thin plate portions 96 is the same as the number of plate portions 72b.
- the first thin plate unit 95 and the second thin plate unit 97 form an opening 99 which is a space surrounded by the two thin plate portions 94 and the two thin plate portions 96.
- the side surfaces along the directions X and Y are surrounded by the thin plate portions 94 and 96, and both ends along the direction Z are opened.
- the opening plate portion 90 is a plate-like member whose surface perpendicular to the direction Z is a flat surface, and it can be said that a plurality of openings 99 penetrate in a lattice shape (two-dimensional matrix shape) on the surface. Further, as shown in FIG. 14 and FIG. 15, the length of the opening plate portion 90 along the direction Z is shorter than the length along the direction Z of the plate portions 62 and 72. In other words, the length of the opening plate 90 in the direction Z is shorter than the length of the first filling portion 50 in the direction Z, and shorter than the length of the second filling portion 52 in the direction Z.
- the number of the openings 99 is the same as the lattice portion 69 of the first filling portion 50 and the lattice portion 69 of the second filling portion 52.
- the pitch of the openings 99 is the same length as the pitch of the grid portion 69. That is, the distance between the central axes of the adjacent openings 99 along the direction Z is the same as the distance between the central axes along the direction Z of the adjacent grid portions 69.
- the opening 99 has a length along the direction X and the direction Y shorter than a length along the direction X and the direction Y of the lattice portion 69.
- a plurality of the opening plate portions 90 described above are stacked along the direction Z together with the first filling portion 50 and the second filling portion 52.
- the opening plate portion 90 is provided on the direction Z side (upper side in the vertical direction) of the first filling portion 50.
- an opening plate 90 is provided between the first filling portion 50 and the second filling portion. That is, the first filling portion 50 and the second filling portion 52 are stacked along the vertical direction via the opening plate portion 90 therebetween.
- the filling unit 40A and the filling unit 40B are stacked along the vertical direction via the opening plate portion 90 therebetween.
- the thin plate portion 94 is disposed on the upper end surface 66 b of the plate portion 62 b adjacent to the side opposite to the direction Z.
- the plate portion 62b of the first filling portion 50 or the second filling portion 52 adjacent to the side opposite to the direction Z (downward in the vertical direction) in the opening plate portion 90 is referred to as a first adjacent plate portion.
- the thin plate portion 94 of the opening plate portion 90 and the first adjacent plate portion are in a position where they overlap in the direction X.
- the first adjacent plate portion is disposed on an extension along the direction Z of the thin plate portion 94.
- the central axis C1 along the direction Z of the thin plate portion 94 is at a position coincident with the central axis C2 of the first adjacent plate portion.
- the central axis of the opening 99 of the opening plate 90 is taken as a central axis C3, and the first filling portion 50 or the second filling portion adjacent to the opposite side (vertically downward) of the direction Z of the opening plate 90
- the central axis of the lattice portion 69 formed by the reference numeral 52 is taken as a central axis C4.
- the central axis C3 can be said to be at a position coincident with the central axis C4.
- the opening 99 communicates with the lattice portion 69.
- the thin plate portion 96 is disposed on the upper end surface 76 b of the plate portion 72 b adjacent to the side opposite to the direction Z.
- the plate portion 72b of the first filling portion 50 or the second filling portion 52 adjacent to the side opposite to the direction Z (downward in the vertical direction) in the opening plate portion 90 is referred to as a second adjacent plate portion.
- the thin plate portion 96 of the opening plate portion 90 and the second adjacent plate portion are in a position where they overlap in the direction Y.
- the second adjacent plate portion is disposed on the extension along the direction Z of the thin plate portion 96.
- the central axis D1 along the direction Z of the thin plate portion 96 is at a position coincident with the central axis D2 of the second adjacent plate portion.
- the filler 11Bb As described above, the filler 11Bb according to the third embodiment is provided inside the packing column 11, and water is dispersed from above in the vertical direction to conduct water inside, and conduct exhaust gas 22 inside. It is a packing for packing tower 11 which makes exhaust gas 22 contact with water and desulfurizes.
- the filler 11 ⁇ / b> Bb has a first filler 50, a second filler 52, and an opening plate 90.
- the opening plate portion 90 is a plate-like member whose surface is a flat surface, and a plurality of openings 99 are opened in a lattice shape on the surface.
- the first filling portion 50 and the second filling portion 52 are stacked along the direction Z (vertical direction) via the opening plate portion 90 therebetween.
- the distance between the central axes of the adjacent openings 99 is equal to the distance between the central axes of the adjacent grid portions 69.
- the thickness between the side surface of the opening 99 and the side surface of the adjacent opening 99, ie, the length L13 of the thin plate portion 94, is longer than the thickness of the plate portion 62b, ie, the length L14.
- the length L13 of the thin plate portion 94 is longer than the length L14 of the plate portion 62b.
- the pitch of the openings 99 (the distance between the central axes) is equal to the pitch of the grid portion 69. Therefore, since seawater 15 becomes easy to contact opening board part 90, filling amount 11Bb can increase the amount of bounce of seawater 15, and can improve gas-liquid contact efficiency. Therefore, according to the filler 11Bb, the gas-liquid contact efficiency can be effectively enhanced with a simple structure.
- the length of the opening plate portion 90 in the direction Z is shorter than the length of the first filling portion 50 and the second filling portion 52 in the vertical direction. That is, the filler 11 ⁇ / b> Bb has a thin thickness, and the opening plate portion 90 having a simple structure is stacked. Therefore, according to the filler 11Bb, the gas-liquid contact efficiency can be effectively enhanced with a simpler structure.
- the central axis C3 of the opening 99 coincides with the central axis C4 of the grid portion 69 of the first filling portion 50 or the second filling portion 52 adjacent to the opposite side (vertical downward direction) of the direction Z Do.
- the thin plate portion 94 is disposed so as to cover the upper side of the plate portion 62b in the vertical direction. Accordingly, since the seawater 15 easily contacts the opening plate portion 90, the amount of bounce of the seawater 15 can be increased, and the gas-liquid contact efficiency can be enhanced.
- FIG. 17 is a view showing another example of the filling according to the third embodiment.
- the central axis C3 of the opening 99 is adjacent to the opposite side in the direction Z (downward in the vertical direction) of the grid portion 69 of the first filling portion 50 or the second filling portion 52.
- the position may be offset with respect to the central axis C4.
- the thin plate portion 94 is shifted from the plate portion 62b.
- the seawater 15A that has hit the thin plate portion 94 is likely to hit the upper end surface 66b of the plate portion 62b. Therefore, even if the positions of the central axes C3 and C4 are offset from each other as described above, the filling 11Bb can increase the amount of bounce of the seawater 15 to enhance the gas-liquid contact efficiency.
- the aperture plate 90 according to the third embodiment may be attached to the filler 11B of the first embodiment and the filler 11Ba of the second embodiment in the same manner.
- the filler 11B (the first filler 50 and the second filler 52) according to the first embodiment includes the outer frame 60 (a first outer frame 60A and a second outer frame 60B).
- the outer frame portion 60 may not be included.
- the filler 11B is a stack of members (the first filler 50 and the second filler 52) in which the first plate unit 64 and the second plate unit 74 intersect.
- the filler 11Ba according to the second embodiment and the filler 11Bb according to the third embodiment may not have the outer frame portion 60 in the same manner.
- the opening plate portion 90 according to the third embodiment may not have the outer frame portion 92 (the first outer frame portion 92A and the second outer frame portion 92B).
- Seawater desulfurization system (desulfurization system) 11 packing tower 11A sprinkler 11B packing 15 sea water (water) 40A, 40B filling unit 50 first filling portion 52 second filling portion 62, 62A, 62B, 72, 72A, 72B plate portion 64 first plate unit 66, 76 upper end surface 67, 77 lower end surface 74 second plate unit
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Environmental & Geological Engineering (AREA)
- Health & Medical Sciences (AREA)
- Biomedical Technology (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Treating Waste Gases (AREA)
- Gas Separation By Absorption (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
Abstract
Description
(海水脱硫装置の全体構成)
図1は、第1実施形態に係る海水脱硫装置の構成を示す概略図である。図1に示すように、第1実施形態に係る海水脱硫装置10(脱硫装置)は、充填塔11(排煙脱硫吸収塔)と、入口側希釈混合槽12と、水質回復処理を行う酸化槽13と、出口側希釈混合槽14とを有する。
SO2(G) + H2O → H2SO3(L) → HSO3 - + H+ ・・・(1)
O2(G) → O2(L)・・・(2)
HSO3 - + 1/2O2 → SO4 2- + H+ ・・・(3)
HCO3 - + H+ → CO2(G) + H2O ・・・(4)
CO3 2- +2H+ → CO2(G) + H2O ・・・(5)
次に、充填塔11内に設けられる充填物11Bについて説明する。図2は、第1実施形態に係る充填物の斜視図である。図3は、図2の方向Sから見た第1実施形態に係る充填物の断面図である。図4は、図2の方向Tから見た第1実施形態に係る充填物の断面図である。図2に示すように、充填物11Bは、充填ユニット40Aと充填ユニット40Bとを有する。以下、所定の方向である方向Xに直交する方向を方向Yとし、方向X及び方向Yに直交する方向を方向Zとする。充填物11Bは、充填塔11内に取付けられた際は、方向Zが鉛直方向となり、方向X及び方向Yが水平方向となる。方向Sは、方向Yに相当し、方向Tは、方向Xに相当する。
次に、第2実施形態について説明する。第2実施形態に係る充填物11Baは、板部が突起部を有している点で、第1実施形態とは異なる。第2実施形態において第1実施形態と構成が共通する箇所は、説明を省略する。
次に、第3実施形態について説明する。第3実施形態に係る充填物11Bbは、開口板部90を有している点で、第1実施形態と異なる。第3実施形態において第1実施形態と構成が共通する箇所は、説明を省略する。
11 充填塔
11A 散水装置
11B 充填物
15 海水(水)
40A、40B 充填ユニット
50 第1充填部
52 第2充填部
62、62A、62B、72、72A、72B 板部
64 第1板ユニット
66、76 上端面
67、77 下端面
74 第2板ユニット
Claims (14)
- 充填塔の内部に設けられ、鉛直方向上方から水が散布されて内部に前記水を導通しつつ内部に排ガスを導通して、前記排ガスを前記水に対して接触させて脱硫する充填塔用の充填物であって、
前記鉛直方向に延在し、所定の間隔毎に設けられる複数の板部を有する第1板ユニットと、
前記第1板ユニットの板部に交差して、前記鉛直方向に延在し、所定の間隔毎に設けられる複数の板部を有し、前記第1板ユニットと共に前記鉛直方向に沿った両端部が開口する格子部を形成する第2板ユニットと、を有し、
前記板部は、鉛直方向の上端面から下端面に向かうに従って、厚みが小さくなる、充填塔用の充填物。 - 前記板部は、鉛直方向上部の端面が、前記鉛直方向に垂直な面となっている、請求項1に記載の充填塔用の充填物。
- 前記板部は、鉛直方向上部の端面に、溝部を有する、請求項1又は請求項2に記載の充填塔用の充填物。
- 前記第1板ユニット及び前記第2板ユニットを有する第1充填部と、前記第1板ユニット及び前記第2板ユニットを有する第2充填部とが、前記鉛直方向に沿って積層され、
前記第2充填部が有する第1板ユニットの板部は、前記鉛直方向に垂直な水平方向において、前記第1充填部が有する第1板ユニットの板部の位置に対しずれた位置に配置される、請求項1から請求項3のいずれか1項に記載の充填塔用の充填物。 - 前記第1充填部と前記第2充填部とを有する充填ユニットが鉛直方向に沿って複数積層され、
前記鉛直方向に沿って互いに隣接する前記充填ユニットは、前記第1充填部の第1板ユニットが有する板部同士が、前記水平方向において互いに重なる位置に配置され、前記第2充填部の第1板ユニットが有する板部同士が、前記水平方向において互いに重なる位置に配置される、請求項4に記載の充填塔用の充填物。 - 前記板部は、前記鉛直方向に延在する両表面に、前記板部の一方の側面から他方の側面にわたって、前記表面から離れた方向に延在する突起部を有する、請求項1から請求項5のいずれか1項に記載の充填塔用の充填物。
- 充填塔の内部に設けられ、鉛直方向上方から水が散布されて内部に前記水を導通しつつ内部に排ガスを導通して、前記排ガスを前記水に対して接触させて脱硫する充填塔用の充填物であって、
前記鉛直方向に延在し、所定の間隔毎に設けられる複数の板部を有する第1板ユニットと、
前記第1板ユニットの板部に交差して、前記鉛直方向に延在し、所定の間隔毎に設けられる複数の板部を有し、前記第1板ユニットと共に前記鉛直方向に沿った両端部が開口する格子部を形成する第2板ユニットと、を有し、
前記板部は、前記鉛直方向に延在する両表面に、前記板部の一方の側部から他方の側部にわたって、前記表面から離れる方向に延在する突起部を有し、
前記突起部の前記鉛直方向上側の面と前記鉛直方向との間の角度が、90度以上180度未満である、充填塔用の充填物。 - 前記突起部は、前記板部の鉛直方向の上端面に設けられる、請求項7に記載の充填塔用の充填物。
- 前記突起部の前記鉛直方向下側の面は、前記板部に接続された末端部から先端部に向かうに従って、前記鉛直方向上方に向かって傾斜する、請求項7又は請求項8に記載の充填塔用の充填物。
- 充填塔の内部に設けられ、鉛直方向上方から水が散布されて内部に前記水を導通しつつ内部に排ガスを導通して、前記排ガスを前記水に対して接触させて脱硫する充填塔用の充填物であって、
前記鉛直方向に延在し、所定の間隔毎に設けられる複数の板部を有する第1板ユニット、及び、前記第1板ユニットの板部に交差して前記鉛直方向に延在し、所定の間隔毎に設けられる複数の板部を有し、前記第1板ユニットと共に前記鉛直方向に沿った両端部が開口する格子部を形成する第2板ユニットを有する第1充填部と、
前記第1板ユニットと前記第2板ユニットとを有する第2充填部と、
表面が平面である板状の部材であって、前記表面に複数の開口部が格子状に貫通している開口板部と、を有し、
前記第1充填部と前記第2充填部とは、間に前記開口板部を介して前記鉛直方向に沿って積層され、
隣接する前記開口部の中心軸同士の間の距離は、隣接する前記格子部の中心軸同士の間の距離と等しく、前記開口部の側面とその開口部に隣接する側面との間の厚みは、前記板部の厚みより長い、充填塔用の充填物。 - 前記開口板部の前記鉛直方向に沿った長さは、前記第1充填部及び前記第2充填部の前記鉛直方向に沿った長さよりも短い、請求項10に記載の充填塔用の充填物。
- 前記開口板部は、前記開口部の中心軸が、鉛直方向下方に隣接する前記第1充填部又は前記第2充填部の格子部の中心軸に一致する、請求項10又は請求項11に記載の充填塔用の充填物。
- 前記開口板部は、前記開口部の中心軸が、鉛直方向下方に隣接する前記第1充填部又は前記第2充填部の格子部の中心軸に対し、位置がずれるように配置されている、請求項10又は請求項11に記載の充填塔用の充填物。
- 請求項1から請求項13のいずれか1項に記載の充填塔用の充填物を有する、排ガスの海水脱硫装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187027340A KR102115140B1 (ko) | 2016-03-31 | 2017-01-26 | 충전탑용의 충전물 및 해수 탈황 장치 |
| EP17773594.1A EP3421125A4 (en) | 2016-03-31 | 2017-01-26 | LOAD FOR TOWER TRUCK AND DEVICE FOR DESULFURIZING SEA WATER |
| SG11201807902WA SG11201807902WA (en) | 2016-03-31 | 2017-01-26 | Filler for packed tower and seawater desulfurization device |
| CN201780019921.4A CN108883391B (zh) | 2016-03-31 | 2017-01-26 | 填充塔用的填充物及海水脱硫装置 |
| MYPI2018703430A MY193882A (en) | 2016-03-31 | 2017-01-26 | Filler for packed tower and seawater desulfurization device |
| PH12018501947A PH12018501947A1 (en) | 2016-03-31 | 2018-09-11 | Filler for packed tower and seawater desulfurization device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-072651 | 2016-03-31 | ||
| JP2016072651A JP6632452B2 (ja) | 2016-03-31 | 2016-03-31 | 充填塔用の充填物及び海水脱硫装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017169045A1 true WO2017169045A1 (ja) | 2017-10-05 |
Family
ID=59963767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/002695 WO2017169045A1 (ja) | 2016-03-31 | 2017-01-26 | 充填塔用の充填物及び海水脱硫装置 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP3421125A4 (ja) |
| JP (1) | JP6632452B2 (ja) |
| KR (1) | KR102115140B1 (ja) |
| CN (1) | CN108883391B (ja) |
| MY (1) | MY193882A (ja) |
| PH (1) | PH12018501947A1 (ja) |
| SG (1) | SG11201807902WA (ja) |
| WO (1) | WO2017169045A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180361312A1 (en) * | 2017-06-16 | 2018-12-20 | Chevron U.S.A. Inc. | Methods and systems for removing contaminants from flue gas on a ship or offshore floating vessel using a rotating packed bed device |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110302641A (zh) * | 2019-04-25 | 2019-10-08 | 太仓北新建材有限公司 | 一种烟气的脱硫装置及脱硫工艺 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5067283A (ja) * | 1973-10-18 | 1975-06-05 | ||
| JPS59145034A (ja) * | 1983-02-09 | 1984-08-20 | Mitsubishi Heavy Ind Ltd | 気液接触装置用充填物 |
| JPS59175896U (ja) * | 1983-05-10 | 1984-11-24 | 三菱重工業株式会社 | 冷却塔の充填体構造 |
| JPS60186025U (ja) * | 1984-05-18 | 1985-12-10 | 三菱化成ポリテック株式会社 | 気液接触用充填板 |
| JPH0588624U (ja) * | 1992-04-28 | 1993-12-03 | 三菱重工業株式会社 | 充填塔用格子充填物 |
| JP2004011443A (ja) * | 2002-06-04 | 2004-01-15 | Mahle Tennex Corp | 内燃機関の蒸発燃料捕集装置 |
| WO2009014016A1 (ja) * | 2007-07-24 | 2009-01-29 | Mitsubishi Heavy Industries, Ltd. | 排煙脱硫装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3039749A (en) * | 1957-11-13 | 1962-06-19 | Fluor Corp | Packing for gas-liquid contacting equipment |
| US3112261A (en) * | 1961-04-13 | 1963-11-26 | Fluor Corp | Apparatus and method for promoting biological oxidation of organic material |
| DE1401642A1 (de) * | 1962-05-16 | 1968-10-10 | Maschb Ag Balcke | Gitterartige Kuehlereinbauten |
| US3189335A (en) * | 1962-05-28 | 1965-06-15 | Fluor Corp | Arched packing for cooling towers |
| JPS595339B2 (ja) * | 1975-09-26 | 1984-02-03 | 三菱樹脂株式会社 | キエキセツシヨクヨウジユウテンブツ |
| US4146802A (en) | 1977-09-19 | 1979-03-27 | Motorola, Inc. | Self latching buffer |
| JPS60186025A (ja) * | 1984-03-06 | 1985-09-21 | Toshiba Corp | 瞬間アニ−ル装置 |
| US4996008A (en) * | 1990-01-22 | 1991-02-26 | Peterson Charles A | Cooling tower liquid contact plate support system |
| JP2511557Y2 (ja) * | 1992-07-30 | 1996-09-25 | 三菱重工業株式会社 | 気液接触装置用の格子状充填体 |
| JPH078706A (ja) * | 1993-06-28 | 1995-01-13 | Miyauchi Tsuneko | 気液接触用充填物 |
| JP5773687B2 (ja) * | 2011-02-28 | 2015-09-02 | 三菱日立パワーシステムズ株式会社 | 海水排煙脱硫システムおよび発電システム |
| JP2014011443A (ja) * | 2012-07-03 | 2014-01-20 | Ps4 Luxco S A R L | 半導体装置の製造方法 |
| CN104607137B (zh) * | 2013-11-05 | 2016-08-17 | 中国石油化工股份有限公司 | 一种水滴形格栅式规整填料 |
-
2016
- 2016-03-31 JP JP2016072651A patent/JP6632452B2/ja active Active
-
2017
- 2017-01-26 SG SG11201807902WA patent/SG11201807902WA/en unknown
- 2017-01-26 KR KR1020187027340A patent/KR102115140B1/ko active IP Right Grant
- 2017-01-26 WO PCT/JP2017/002695 patent/WO2017169045A1/ja active Application Filing
- 2017-01-26 CN CN201780019921.4A patent/CN108883391B/zh active Active
- 2017-01-26 EP EP17773594.1A patent/EP3421125A4/en not_active Withdrawn
- 2017-01-26 MY MYPI2018703430A patent/MY193882A/en unknown
-
2018
- 2018-09-11 PH PH12018501947A patent/PH12018501947A1/en unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5067283A (ja) * | 1973-10-18 | 1975-06-05 | ||
| JPS59145034A (ja) * | 1983-02-09 | 1984-08-20 | Mitsubishi Heavy Ind Ltd | 気液接触装置用充填物 |
| JPS59175896U (ja) * | 1983-05-10 | 1984-11-24 | 三菱重工業株式会社 | 冷却塔の充填体構造 |
| JPS60186025U (ja) * | 1984-05-18 | 1985-12-10 | 三菱化成ポリテック株式会社 | 気液接触用充填板 |
| JPH0588624U (ja) * | 1992-04-28 | 1993-12-03 | 三菱重工業株式会社 | 充填塔用格子充填物 |
| JP2004011443A (ja) * | 2002-06-04 | 2004-01-15 | Mahle Tennex Corp | 内燃機関の蒸発燃料捕集装置 |
| WO2009014016A1 (ja) * | 2007-07-24 | 2009-01-29 | Mitsubishi Heavy Industries, Ltd. | 排煙脱硫装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3421125A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180361312A1 (en) * | 2017-06-16 | 2018-12-20 | Chevron U.S.A. Inc. | Methods and systems for removing contaminants from flue gas on a ship or offshore floating vessel using a rotating packed bed device |
| US11491441B2 (en) * | 2017-06-16 | 2022-11-08 | Chevron U.S.A. Inc. | Methods and systems for removing contaminants from flue gas on a ship or offshore floating vessel using a rotating packed bed device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108883391A (zh) | 2018-11-23 |
| KR102115140B1 (ko) | 2020-05-26 |
| EP3421125A1 (en) | 2019-01-02 |
| EP3421125A4 (en) | 2019-10-23 |
| KR20180114938A (ko) | 2018-10-19 |
| MY193882A (en) | 2022-10-30 |
| JP6632452B2 (ja) | 2020-01-22 |
| CN108883391B (zh) | 2020-12-25 |
| SG11201807902WA (en) | 2018-10-30 |
| PH12018501947A1 (en) | 2019-06-17 |
| JP2017177081A (ja) | 2017-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2011201575B2 (en) | Systems and methods for removing gaseous pollutants from a gas stream | |
| US20090173234A1 (en) | Wet-type exhaust gas desulfurizer | |
| JP6240571B2 (ja) | 湿式スクラバノズルシステム及びプロセスガスを浄化するために使用する方法 | |
| PL190283B1 (pl) | Kontaktor gazu i cieczy | |
| EP2331233A2 (en) | Apparatus and method thereof | |
| US20100089231A1 (en) | Apparatus and method thereof | |
| US7758830B2 (en) | Mercury removing apparatus and mercury removing method | |
| WO2017169045A1 (ja) | 充填塔用の充填物及び海水脱硫装置 | |
| JPH02290218A (ja) | ガス吸収塔 | |
| JP2007296447A (ja) | 二室型湿式排煙脱硫装置 | |
| WO2014196458A1 (ja) | 海水脱硫装置及び海水脱硫システム | |
| EP0369876A1 (en) | Gas-liquid contacting method | |
| JP2006122862A (ja) | 排ガス処理装置 | |
| PH12015500171B1 (en) | Flue gas desulfurization apparatus and flue gas desulfurization method | |
| CN107899373A (zh) | 低液气比高效喷淋吸收塔 | |
| CN216321974U (zh) | 一种具有高气液传质率的孔型筛板 | |
| JP3805783B2 (ja) | 二室型湿式排煙脱硫装置及び方法 | |
| JP2008080248A (ja) | 湿式排煙脱硫装置 | |
| CN113041987A (zh) | 一种具有高气液传质率的孔型筛板 | |
| BRPI0622233A2 (pt) | dispositivo de aeraÇço para unidade de purificaÇço de gÁs de combustço | |
| CN208032226U (zh) | 气体汞吸附装置及其系统 | |
| CN109316905A (zh) | 一种烟气脱硫工艺 | |
| KR100375605B1 (ko) | 배연탈황장치의 습식흡수탑용 와류형 체판 | |
| JP2001079337A (ja) | 二室型湿式排煙脱硫装置 | |
| JPH10192646A (ja) | ミスト除去機能を備えた水平流型湿式排煙脱硫装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020187027340 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11201807902W Country of ref document: SG |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017773594 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017773594 Country of ref document: EP Effective date: 20180927 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17773594 Country of ref document: EP Kind code of ref document: A1 |