WO2017164254A1 - 基板供給ユニット及びボンディング装置 - Google Patents
基板供給ユニット及びボンディング装置 Download PDFInfo
- Publication number
- WO2017164254A1 WO2017164254A1 PCT/JP2017/011524 JP2017011524W WO2017164254A1 WO 2017164254 A1 WO2017164254 A1 WO 2017164254A1 JP 2017011524 W JP2017011524 W JP 2017011524W WO 2017164254 A1 WO2017164254 A1 WO 2017164254A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- substrate
- bonding
- unit
- grade
- die
- Prior art date
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 270
- 230000032258 transport Effects 0.000 claims abstract description 54
- 230000007723 transport mechanism Effects 0.000 claims description 24
- 238000012546 transfer Methods 0.000 claims description 16
- 238000013507 mapping Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 238000012545 processing Methods 0.000 abstract description 12
- 235000012431 wafers Nutrition 0.000 description 59
- 230000007246 mechanism Effects 0.000 description 25
- 238000000034 method Methods 0.000 description 21
- 230000008569 process Effects 0.000 description 11
- 238000003384 imaging method Methods 0.000 description 10
- 230000004048 modification Effects 0.000 description 10
- 238000012986 modification Methods 0.000 description 10
- 238000007599 discharging Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67733—Overhead conveying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/52—Mounting semiconductor bodies in containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67703—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations
- H01L21/67712—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations between different workstations the substrate being handled substantially vertically
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/67742—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
Definitions
- the present invention relates to a substrate supply unit and a bonding apparatus.
- Patent Document 1 discloses a lead frame supply device that supplies a lead frame to a main body device (for example, a die bonder). According to this, it is possible to provide a lead frame supply device that can correspond to each supply mode of the magazine loader type and the lead frame stacker loader type and can suppress the occupied area.
- Patent Document 1 application to, for example, a process using OHT (Overhead Hoist Transfer) or a process of bonding dies classified by a plurality of grades to a corresponding substrate is considered. It has not been.
- OHT Overhead Hoist Transfer
- the present invention has been made in view of such circumstances, and an object thereof is to provide a substrate supply unit and a bonding apparatus that have a compact configuration and a high degree of freedom in processing mode.
- a substrate supply unit includes a plurality of decks of three or more layers provided at different positions in the height direction, and each deck is arranged in a depth direction orthogonal to the height direction.
- the substrate container is disposed adjacent to one side in the depth direction of the main body part and the substrate container is vertically moved in the height direction so as to supply the substrate container to one of the decks.
- the elevator unit to be moved and the other side of the main body unit adjacent to the other side in the depth direction are taken out of one of the decks, and the substrate housed in the substrate housing body is transported to the bonding transport lane.
- a substrate transfer unit includes a plurality of decks of three or more layers provided at different positions in the height direction, and each deck is arranged in a depth direction orthogonal to the height direction.
- the substrate container is disposed adjacent to one side in the depth direction of the main body part and the substrate container is vertically moved in the height direction so as to supply the substrate container to one of the decks.
- the main body of the substrate supply unit is composed of a plurality of decks having three or more layers, and the substrate container is supplied and transported to each deck by the elevator unit and the substrate transport unit provided adjacent to the main body. Is provided.
- the whole apparatus can be made into a comparatively compact structure.
- the present invention can be applied to a process using OHT or a process of bonding dies classified into a plurality of grades to a corresponding substrate, so that the degree of freedom of the processing mode can be improved.
- the elevator unit may receive the substrate container from the outside via an automatic transport mechanism that travels according to a predetermined lane in the manufacturing facility.
- the elevator unit may discharge the substrate container to the outside via an automatic transport mechanism that travels according to a predetermined lane in the manufacturing facility.
- the elevator unit may have offset means for positioning the substrate container.
- a deck located at the highest layer in the height direction among the plurality of decks may discharge the substrate container to the outside via an automatic transport mechanism.
- the automatic transport mechanism may include an OHT (Overhead Hoist Transfer).
- the substrate is one in which a plurality of dies belonging to the same grade among the dies classified by a plurality of grades are bonded, and each substrate container includes a plurality of dies belonging to the same grade.
- a substrate may be accommodated.
- the grades include at least a first grade and a second grade
- the plurality of decks of the main body unit are a first grade dedicated deck for accommodating a substrate container belonging to the first grade, and a second grade.
- the shared deck may be located at the highest level in the height direction.
- the bonding transport lane may extend in the width direction orthogonal to the height direction and the depth direction.
- a bonding apparatus includes a wafer holding unit that holds a wafer having a plurality of dies classified into a plurality of grades, a bonding head that bonds a die conveyed from the wafer holding unit to a substrate, and a bonding Dies are classified according to multiple grades on the wafer, a transport lane that transports substrates for bonding by the head, a loader section provided at one end of the transport lane, an unloader section provided at the other end of the transport lane
- a bonding control unit for bonding each die of the wafer to a substrate corresponding to the die based on the mapping information, and at least one of the loader unit and the unloader unit includes the substrate supply unit.
- the present invention it is possible to provide a substrate supply unit and a bonding apparatus having a compact configuration and a high degree of freedom in processing mode.
- FIG. 1 is a plan view of a bonding apparatus according to an embodiment of the present invention.
- FIG. 2 is a cross-sectional view of the bonding apparatus according to the embodiment of the present invention.
- FIG. 3 is a schematic view when the bonding apparatus according to the embodiment of the present invention is viewed from the Y-axis direction.
- FIG. 4 is a schematic view when the bonding apparatus according to the embodiment of the present invention is viewed from the X-axis direction.
- FIG. 5 is a flowchart illustrating a bonding method according to an embodiment of the present invention.
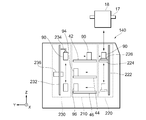
- FIG. 6 is a schematic view when a bonding apparatus according to a modification of the embodiment of the present invention is viewed from the Y-axis direction.
- FIG. 7 is a schematic view of a bonding apparatus according to a modification of the embodiment of the present invention when viewed from the X-axis direction.
- FIG. 1 schematically shows a plan view of a bonding apparatus 1 according to the present embodiment.
- FIG. 2 is a cross-sectional view of the bonding apparatus 1 focusing on the wafer die transfer path.
- 3 and 4 are views showing a part (substrate supply unit) of the bonding apparatus according to the present embodiment.
- the bonding apparatus 1 includes a wafer loader unit 10, a wafer holding unit 12, first and second bonding heads 20 a and 20 b, a transfer lane 30, and one end of the transfer lane 30. , An unloader unit 50 provided at the other end of the transport lane 30, and a bonding control unit 60 (see FIG. 2) for controlling the bonding operation.
- a direction parallel to the bonding target surface will be described as an XY axis direction
- a direction perpendicular to the bonding target surface will be described as a Z axis direction.
- the bonding apparatus 1 is a semiconductor manufacturing apparatus for bonding the die 72 of the wafer 70 to the substrate 80.
- the die 72 has a front surface on which an integrated circuit pattern is formed and a back surface opposite to the front surface.
- the bonding apparatus 1 described below has the die 72 so that the back surface of the die 72 faces the substrate 80. Is bonded to the substrate 80.
- Such a bonding apparatus 1 is called a die bonding apparatus.
- the plurality of dies 72 included in the wafer 70 are generally classified into a plurality of grades, and the dies 72 are bonded to the substrate 80 in units of grades.
- a plurality of dies 72 are bonded to the substrate 80.
- the substrate 80 includes a plurality of die bonding regions to which a plurality of dies 72 are bonded. In each die bonding region, at least one or more dies 72 may be bondable. That is, another die 72 may be bonded onto the bonded die 72 in one die bonding region of the substrate 80.
- a plurality of dies 72 belonging to the same grade are bonded to one substrate 80.
- the wafer 70 includes at least one die 74 belonging to the first grade and at least one die 76 belonging to the second grade (for example, a grade having characteristics inferior to those of the first grade).
- the ratio of the first and second grade dies in the wafer 70 is not particularly limited.
- the ratio may be such that the first grade occupies a majority of the second grade.
- the ratio of the die 74 belonging to the first grade and the die 76 belonging to the second grade is 3: 1.
- the grade classification can be determined depending on whether or not a predetermined characteristic condition such as an electric characteristic is satisfied.
- the wafer loader unit 10 (for example, a wafer magazine) is configured to accommodate a plurality of wafers 70.
- the wafer loader unit 10 accommodates, for example, a plurality of wafers 70 stacked in the Z-axis direction while supporting each wafer 70 in parallel with the XY-axis direction.
- the dicing process has already been completed, and a wafer 70 having a plurality of dies separated into a plurality of individual pieces is accommodated.
- the wafer holding unit 12 is configured to hold the wafer 70 transferred from the wafer loader unit 10 by a wafer transfer tool (not shown).
- the wafer holding unit 12 holds the plurality of dies 72 by vacuum-sucking the wafer 70 or attaching the wafer 70 onto a film.
- Each die 72 of the wafer 70 held by the wafer holding unit 12 may be temporarily transferred to the intermediate stage 16 by the pickup tool 14 in order to be bonded to the substrate 80 (see FIG. 2).
- the die 72 is pushed up through the film from below the wafer holding unit 12, the die 72 on the film is sucked from above by the pickup tool 14, and the die 72 is conveyed to the intermediate stage 16.
- the peripheral area of the die 72 to be transported in the wafer holding unit 12 may be moved downward.
- the intermediate stage 14 can hold the die 72 by holding means similar to the wafer holding unit 12.
- the wafer holding unit 12, the pickup tool 14, and the intermediate stage 16 may be configured to be movable at least in the XY axis directions by a driving mechanism such as a linear motor (not shown).
- the bonding apparatus 1 includes first and second bonding heads 20a and 20b as a plurality of bonding heads. By providing a plurality of bonding heads, bonding to a plurality of substrates can be performed in parallel.
- the first and second bonding heads 20 a and 20 b bond the die 72 picked up from the wafer holding unit 12 and transferred to the intermediate stage 14 to the substrate 80.
- the first bonding head 20 a is disposed on the loader unit 40 side in the direction of the transport lane 30, and the second bonding head 20 b is disposed on the unloader unit 50 side in the direction of the transport lane 30.
- the first and second bonding heads 20a and 20b may have the same configuration.
- the first bonding head 20a will be described as an example with reference to FIG. 2.
- a bonding tool 22 is attached to the first bonding head 20a via a Z-axis drive mechanism 21, and a predetermined distance from the bonding tool 22 is provided.
- the imaging unit 24 is attached at a position separated by a distance.
- the first bonding head 20a can be moved in the XY-axis direction by the XY table 26, whereby the bonding tool 22 and the imaging unit 24 move in the XY-axis direction while maintaining a predetermined distance from each other.
- the bonding tool 22 and the imaging unit 24 are both fixed to the bonding head 20a.
- the imaging unit 24 is not necessarily fixed to the bonding head 20a. It may be movable independently of the bonding tool 22.
- the bonding tool 22 is, for example, a collet that holds the die 72 by suction.
- a collet is configured to have a rectangular parallelepiped shape or a truncated cone shape, and is configured to contact and hold the outer edge of the die 72 from the surface side where the integrated circuit pattern of the die 72 is formed.
- the collet as the bonding tool 22 has a central axis parallel to the Z-axis direction, and can be moved in the Z-axis direction and the XY-axis direction by the Z-axis drive mechanism 21 and the XY table 26, respectively.
- the bonding tool 22 is attached to the bonding head 22a via a ⁇ -axis drive mechanism and a tilt drive mechanism (not shown), and is movable in the rotation and tilt directions (tilt direction) around the Z-axis by these drive mechanisms. ing. With these configurations, the bonding tool 22 picks up the die 72 arranged on the intermediate stage 16 upward, conveys the picked die 72 from the intermediate stage 14 to the conveyance tool 30, and the die 72 is opposite to the surface. Can be bonded to the substrate 80 so that the back surface thereof faces the substrate 80.
- the means for picking up the die 72 from the intermediate stage 16 by the bonding tool 22 may be the same as the means for picking up the die 72 from the wafer holding unit 12.
- the imaging unit 24 acquires image information of the die 72 arranged on the intermediate stage 16.
- the imaging unit 24 has an optical axis parallel to the Z-axis direction, and is configured to image the work surface of the intermediate stage 16.
- the imaging unit 24 can move in the X and Y axis directions. For example, immediately before the die 72 is picked up by the bonding tool 22, the imaging unit 24 moves above the intermediate stage 16 to form a die 72 (an integrated circuit pattern is formed on the intermediate stage 16. Image information of the obtained surface). Based on the image information acquired by the imaging unit 24, the die 72 can be accurately picked up and conveyed by the bonding tool 22.
- the configuration of the first bonding head 20a described above may be the same for the second bonding head 20b.
- the transfer lane 30 is configured to transfer the substrate 80 for bonding by the first and second bonding heads 20a and 20b.
- the transport lane 30 may be a single lane that transports one substrate 80 at a time in a single direction.
- the transport lane 30 extends in the X-axis direction, and transports the substrate 80 in the X-axis direction.
- the transport lane 30 has a region 30a for bonding by the first bonding head 20a and a region 30b for bonding by the second bonding head 20b. At least one substrate 80 is transferred to each region (in the example shown in FIG. 1, one substrate 80 is transferred to each region).
- Each of the loader unit 40 and the unloader unit 50 is configured to accommodate a plurality of substrate containers 90 (for example, a substrate magazine).
- Each substrate container 90 is configured to accommodate a plurality of substrates 80.
- the substrate container 90 accommodates, for example, a plurality of substrates 80 stacked in the Z-axis direction while supporting each substrate 80 in parallel with the XY-axis direction.
- One substrate container 90 accommodates a plurality of substrates 80 belonging to the same grade.
- the loader unit 40 is loaded with a substrate container 90 that houses a plurality of substrates 80 to be bonded, and the unloader unit 50 is unloaded with a substrate container that houses a plurality of substrates 80 that have already been bonded.
- the loader unit 40 and the unloader unit 50 can have substantially the same configuration.
- the substrate to which the die 74 belonging to the first grade is bonded and the substrate accommodating body in which the die 74 is accommodated are referred to as the substrate 84 and the substrate accommodating body 94, and the substrate to which the die 76 belonging to the second grade is bonded.
- the substrate container in which the substrate is accommodated is referred to as a substrate 86 and a substrate container 96.
- the die 72, the substrate 80, and the substrate container 90 are collectively referred to as the die 72, the substrate 80, and the substrate container 90 regardless of the grade.
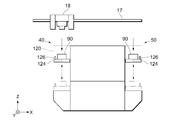
- the loader unit 40 and the unloader unit 50 will be further described with reference to FIGS.
- the loader unit 40 and the unloader unit 50 are substrate supply units for supplying substrates for bonding.
- 3 is a schematic view when the bonding apparatus 1 is viewed from the Y-axis direction
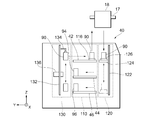
- FIG. 4 is a schematic view when the bonding apparatus 1 is viewed from the X-axis direction.
- the loader unit 40 or the unloader unit 50 is configured to load or unload the substrate container 90 by accessing the automatic transport mechanism 18 that travels according to a predetermined lane 17 in the manufacturing facility.
- the automatic conveyance mechanism 18 includes, for example, OHT (Overhead Hoist Transfer).
- OHT has a hoist mechanism that travels on a track (lane 17) installed on the ceiling of the manufacturing facility and moves up and down by belt drive, thereby directly accessing the loader unit 40 or the unloader unit 50 without human intervention. Then, the substrate container 90 can be loaded or unloaded.
- the loader unit (substrate supply unit) 40 has a width direction (X-axis direction), a depth direction (Y-axis direction), and a height direction (Z-axis direction).
- the depth of the loader unit 40 is larger than its width.
- the loader unit 40 is adjacent to the main body 110 composed of a plurality of decks 42, 44, and 46 of three or more layers provided at different positions in the Z-axis direction, and one side of the main body 110 in the Y-axis direction.
- the substrate transport unit 130 disposed adjacent to the other side of the main body 110 in the Y-axis direction.
- Each of the decks 42, 44, 46 of the main body 110 is provided with a plurality of substrate containers 90 that are arranged in at least one row in the X-axis direction and arranged in the Y-axis direction.
- the uppermost deck 42 is configured as a shared deck that houses the substrate containers 90 belonging to the first grade or the second grade
- the intermediate deck 44 is a substrate container 94 belonging to the first grade.
- the deck 46 in the lowermost layer is configured as a deck dedicated to the second grade that accommodates the substrate container 96 belonging to the second grade.
- the uppermost deck 42 may be a deck for discharging the substrate container 90 from the loader unit 40.
- the deck 42 positioned at the uppermost layer may discharge the substrate container 90 to the outside via the automatic transport mechanism 18.
- the main body 110 may include an offset unit 116 that positions the substrate container 90.
- the offset means 116 is arranged in any direction before or after the traveling direction of the automatic transport mechanism 18 (that is, the X-axis direction of the lane 17).
- the substrate container 90 on 42 is positioned.
- the offset means 116 may have an X-axis direction pushing mechanism that moves the substrate container 90 by pushing it in one direction or both directions in the X-axis direction.
- the offset means 116 positions the substrate container 90 at a predetermined X position on the deck 42 by extruding the substrate container 90 from both sides of the X axis positive direction and the X axis negative direction.
- the substrate container 90 can be accurately positioned with respect to the automatic transport mechanism 18, whereby the substrate container 90 can be smoothly and reliably discharged to the automatic transport mechanism 18.
- the elevator section 120 has an elevator mechanism 122 that moves the substrate container 90 up and down in the Z-axis direction.
- the elevator mechanism 122 is provided with a deck 124 for receiving the substrate container 90 from the outside via the automatic transport mechanism 18.
- the deck 124 is configured to be movable up and down in the Z-axis direction, whereby the substrate container 90 can be supplied from the elevator unit 120 to the main body 110. Specifically, after the deck 124 is moved to any one of the Z positions of the decks 42 to 46 of the main body 110, the substrate container 90 is pushed out by a Y-axis direction pushing mechanism (not shown), whereby the substrate is accommodated.
- the body 90 is supplied from the elevator part 120 to the main body part 110. In this way, the substrate container 90 is distributed to the decks 44 and 46 of the corresponding grade.
- the elevator unit 120 may include an offset unit 126 that positions the substrate container 90. As shown in FIG. 3, when the elevator unit 120 receives the substrate container 90 via the automatic transport mechanism 18, the offset means 126 is arranged before and after the traveling direction of the automatic transport mechanism 18 (that is, the X-axis direction of the lane 17). The substrate container 90 is positioned in either direction. In this case, the offset means 126 may have an X-axis direction pushing mechanism that moves the substrate container 90 by pushing the substrate container 90 in one direction or both directions in the X-axis direction.
- the offset unit 126 pushes out the substrate container 90 in the X-axis positive direction, contacts the YZ surface of the bonding apparatus 1, and then supplies the substrate container 90 to the main body 110 by the Y-axis direction pushing mechanism.
- the subsequent movement of the substrate container 90 received from the automatic transport mechanism 18 can be performed smoothly and reliably.
- the substrate transport unit 130 takes out the substrate container 90 from any of the decks 42 to 46 and transports the substrate 80 accommodated in the substrate container 90 to the transport lane 30.
- the elevator unit 120, the main body 110, and the substrate transport unit 130 are arranged in the Y-axis direction with respect to the transport lane 30 in the X-axis direction. 1 can have a compact configuration.
- the substrate transport unit 130 includes an elevator mechanism 132 that moves the substrate container 90 up and down in the Z-axis direction.
- the elevator mechanism 132 is provided with a clamp 134 that is moved in the Y-axis direction by the Y-axis drive mechanism 136.
- the substrate container 90 can be moved from the main body 110 to the substrate transport unit 130.
- the substrate container 90 is clamped by the clamp 134 at any Z position of each of the decks 42 to 46 of the main body 110 and moved to the substrate transport unit 130.
- the transport lane 30 is positioned at the same height as the intermediate level deck 42 in the Z-axis direction, and the transport lane is moved by moving the substrate container 90 clamped by the clamp 134 to the height.
- the substrate 80 can be delivered to the 30.
- the clamp 134 of the substrate transport unit 130 moves the substrate container 90 from the substrate transport unit 130 to any one of the decks 42 to 46 of the main body 110 as necessary.
- the flow of movement of the substrate container 90 in the loader unit 40 will be described in more detail with reference to the schematic diagram of FIG.
- the uppermost deck 42 has areas 42b and 42c
- the middle deck 44 has areas 44b and 44c
- the lowermost deck 46 has areas 46b and 46c.
- the substrate container 90 supplied to the loader unit 40 by the automatic transport mechanism 18 is distributed to the deck 44 or the deck 46 via the region 44a or the region 46a located at different levels in the Z-axis direction.
- the substrate container 90 of each deck can be moved to areas 42d, 44d and 46d located in different levels in the Z-axis direction, and passes through the area 44d which is the same level as the intermediate level deck 44.
- the substrate 80 can be transferred to the transport lane 30.
- the regions 42b to 46b and 42c to 46c are provided in the main body 110 in FIG. 4, the regions 44a and 46a are provided in the elevator unit 120 in FIG. 4, and the regions 42d to 46d are It is provided in the board
- the unloader unit 50 may have the same substrate supply unit configuration as the loader unit 40.
- the description of the loader unit 40 applies to the distribution of the substrate containers 90 conveyed by the automatic conveyance mechanism 18, the conveyance of the substrate containers 90 between the decks, and the delivery of the substrates 80 to the conveyance lane 30.
- the uppermost deck 52 has areas 52 b and 52 c, and the intermediate hierarchy
- the deck 54 has areas 54b and 54c, and the lowest deck 56 has areas 56b and 56c.
- the substrate container 90 supplied to the unloader unit 50 by the automatic transport mechanism 18 is distributed to the deck 54 or the deck 56 via the region 54a or the region 56a located in a different layer in the Z-axis direction.
- the substrate container 90 of each deck can be moved to areas 52d, 54d, and 56d located in different levels in the Z-axis direction, and passes through the area 54d that is the same level as the intermediate level deck 54.
- the substrate 80 can be transferred to the transport lane 30.
- the bonding control unit 60 controls necessary processing for bonding by the bonding apparatus 1.
- the bonding control unit 60 performs bonding processing by the first and second bonding heads 20a and 20b, replacement processing of the wafer 70 held by the wafer holding unit 12, and conveyance processing of the die 72, the substrate 80, and the substrate container 90. Including controlling.
- the bonding control unit 60 is connected to each component of the bonding apparatus 1 so as to be able to transmit and receive signals within a range necessary for these processes, and controls the operation of each component.
- the bonding control unit 60 controls necessary processing for bonding based on the mapping information stored in the storage unit 62.
- the mapping information is information relating to the grade of each die 72 of the wafer 70 already described.
- the bonding control unit 60 mounts the substrate 80 on the die. In the case where all of the dies 72 of the substrate 80 have not been bonded by the first and second bonding heads 20a and 20b, the substrate 80 is not mounted on the die. It is configured to return to the substrate container 80 of the loader unit 40 as a substrate. Details of such control will be described in the bonding method described later.
- the bonding control unit 60 is connected to an operation unit (not shown) for inputting control information and a display unit (not shown) for outputting control information.
- the necessary control information can be input by the operation unit while recognizing the screen.
- the bonding control unit 60 is a computer device including a CPU and a memory.
- the memory (storage unit 62) stores in advance a bonding program for performing processing necessary for bonding and other necessary information (the mapping information described above). Is stored).
- the bonding control unit 60 is configured to be able to execute each process related to a bonding method described later (for example, a program for causing a computer to execute each process).
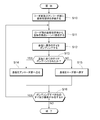
- FIG. 5 is a flowchart for explaining the bonding method according to the present embodiment.
- the bonding method according to this embodiment can be performed using the bonding apparatus 1 described above.
- the substrate container 90 is supplied to the loader unit 40 and the unloader unit 50 (S10). Specifically, the loader unit 40 is loaded with a substrate container 90 containing a plurality of substrates 80 for bonding, and the unloader unit 50 is unloaded with a plurality of bonded substrates 80. An empty substrate container 90 is supplied. The substrate container 90 can be supplied to the loader unit 40 and the unloader unit 50 by the automatic transport mechanism 18.
- the substrate 80 is transferred from the substrate container 90 of the loader unit 40 to the transfer lane 30 (S11). Specifically, the substrate container 90 is moved to the region 44d, and at least one substrate 80 is transported to the transport lane 30 from the substrate container 90 disposed in the region 44d.
- the supply method (S10) of the substrate container 90 to the loader unit 40 (or the unloader unit 50) and the transfer method (S11) of the substrate 80 to the transfer lane 30 are the same as those already described in the configuration of the bonding apparatus. Can be applied.
- one of the plurality of wafers 70 accommodated in the wafer loader unit 10 is taken out and held in the wafer holding unit 12.
- the plurality of dies 72 included in the wafer 70 are classified into a plurality of grades, and the classification for each grade is stored in the storage unit 62 of the bonding control unit 60 as mapping information. Therefore, the bonding control unit 60 reads the mapping information of the wafer 70 from the storage unit 62 for each wafer 70 held by the wafer holding unit 12, and performs bonding control based on the mapping information.
- the bonding control unit 60 bonds a plurality of dies 72 of the corresponding grade to the substrate 80 for each grade of the substrate 80 transferred to the transfer lane 30 based on the mapping information.
- the plurality of substrates 80 transferred to the transfer lane 30 may be bonded in parallel by the first and second bonding heads 20a and 20b.
- the first and second bonding heads 20a and 20b may be bonded simultaneously or sequentially.
- the first and second bonding heads 20a and 20b may be bonded in parallel with the same grade, or may be bonded in parallel with different grades.
- the two substrates 84 belonging to the first grade are transported to the transport lane 30, and the plurality of dies 74 belonging to the first grade are transferred to the plurality of dies on each substrate 84 by the first and second bonding heads 20 a and 20 b. Bonding may be performed in the die bonding region.
- the substrates 84 and 86 belonging to the first and second grades are conveyed to the conveyance lane 30, and a plurality of dies 74 belonging to the first grade are transferred to the substrate 84 by one of the first and second bonding heads 20 a and 20 b.
- a plurality of dies 76 belonging to the second grade may be bonded to a plurality of die bonding regions of the substrate 86 by the other of the first and second bonding heads 20a and 20b. As already described, a plurality of dies 74 may be stacked and bonded in one die bonding region.
- the substrate 80 is sent to the unloader unit 50 (S13 YES and S14). That is, when all of the plurality of die bonding regions of the substrate 80 are filled with the die 74 and the substrate 80 is determined to be a die mounted substrate, the substrate 80 is disposed in the region 54d of the unloader unit 50. Accommodate.
- the plurality of substrates 80 are processed in parallel by the first and second bonding heads 20a and 20b, for example, a die-mounted substrate is preferentially generated with respect to the second bonding head 20b disposed on the unloader unit 50 side. Also good.
- the substrate 80 is returned to the loader unit 40 (S13 NO and S15). That is, it is assumed that the die 74 is not bonded at all to the plurality of die bonding regions of the substrate 80 or the die 74 is bonded to only a part of the plurality of die bonding regions, and there is room for bonding of the die 74. Is determined to be a die-unmounted substrate, the substrate 80 is accommodated in the substrate accommodating body 90 disposed in the region 44d of the loader unit 40.
- step S16 it is determined whether or not there are other dies 72 and substrates 80 to be bonded. If it is determined that there are other dies 72 and substrates 80 to be bonded, the process returns to step S11 (YES in S16). ). At this time, when the bonding control unit 60 finishes bonding of all the dies 74 included in the wafer 70 held by the wafer holding unit 12, the bonding control unit 60 returns the wafer 70 to the wafer loader unit 10 as a processed wafer. Another wafer 70 is sent to the wafer holder 12.
- the main body 110 of the substrate supply unit (loader unit 40 or unloader unit 50) is composed of a plurality of decks 42 to 46 having three or more layers and is provided adjacent to the main body 110.
- the elevator unit 120 and the substrate transport unit 130 are provided to supply and transport the substrate container 90 to the decks 42 to 46.
- the whole apparatus can be made into a comparatively compact structure.
- a substrate supply unit and a bonding apparatus having a high degree of freedom in processing mode Can be provided.
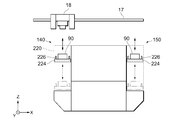
- FIG. 6 and 7 are views for explaining a substrate supply unit according to a modification of the embodiment of the present invention.
- the configuration has been described in which the substrate container is received from the outside in the elevator unit, and the substrate container is discharged to the outside in the deck positioned at the uppermost layer of the main body unit. Receiving the container and discharging the substrate container.
- the substrate supply unit according to this modification may be applied to both the loader unit 140 and the unloader unit 150 as shown in FIG. 6, or may be applied to either one.
- the difference from the above embodiment will be described by taking the loader unit 140 as an example.
- the loader unit (substrate supply unit) 140 includes a main body 210 composed of a plurality of decks 42, 44, 46 in three or more layers provided at different positions in the Z-axis direction, and a main body
- the elevator unit 220 is disposed adjacent to one side of the unit 210 in the Y-axis direction
- the substrate transport unit 230 is disposed adjacent to the other side of the body unit 210 in the Y-axis direction.
- the contents described above are applied to the respective decks 42 to 46 of the main body 210 except that the uppermost deck 42 is not used as a deck for discharging the substrate container 90 to the outside. can do.
- the elevator unit 220 includes the elevator mechanism 222 and the deck 224
- the substrate transport unit 230 includes the elevator mechanism 232, the clamp 234, and the Y-axis drive mechanism 236.
- the elevator unit 120 and the substrate transport unit that have already been described. The same as 130.
- the elevator unit 220 has both a function of receiving the substrate container 90 from the outside and a function of discharging the substrate container 90 to the outside. Therefore, the offset means 226 for positioning with respect to the automatic conveyance mechanism 18 can be integrated into the deck 224 of the elevator unit 220. As shown in FIG. 6, the offset unit 226 positions the substrate container 90 in both directions before and after the traveling direction of the automatic transport mechanism 18 (that is, the X-axis direction of the lane 17). Specifically, the offset means 226 has an X-axis direction push-out mechanism that can push the substrate container 90 from both sides in the X-axis positive direction and the X-axis negative direction. According to this, since the offset means 226 is provided in the elevator unit 220, the automatic transport mechanism 18 can be smoothly and accurately supplied and discharged, so that the entire apparatus can be made simple and compact.
- the entire apparatus can be further simplified and compact.
- the embodiment has been described in which the die 72 is die-bonded to the substrate 80 so that the back surface of the die 72 faces the substrate 80.
- the surface on which the integrated circuit pattern of the die is formed faces the substrate. Bonding may be performed in the direction to be performed. That is, the die may be face-down bonded to the substrate.
- first and second bonding heads 20a and 20b are bonded.
- one bonding head may be used, or three or more bonding heads may be applied. Also good.
- the aspect in which the number of die grades of the wafer is two has been described, but it may be three or more, for example.
- the substrate may be one that is cut into individual pieces after bonding a plurality of dies, or the region of the substrate where the plurality of dies are bonded is separated into individual members before bonding. It may be.
- Embodiments described through the embodiments of the present invention can be used in appropriate combination according to the application, or can be used with modifications or improvements, and the present invention is not limited to the description of the above-described embodiments. Absent. It is apparent from the description of the scope of claims that the embodiments added with such combinations or changes or improvements can be included in the technical scope of the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Power Engineering (AREA)
- Robotics (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Die Bonding (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Wire Bonding (AREA)
Abstract
Description
10…ウェハローダ部
12…ウェハ保持部
14…ピックアップツール
16…中間ステージ
17…レーン
18…自動搬送機構
20a…第1ボンディングヘッド
20b…第2ボンディングヘッド
21…Z軸駆動機構
22…ボンディングツール
24…撮像部
26…XYテーブル
30…搬送レーン
40…ローダ部
42…デッキ
44…デッキ
46…デッキ
50…アンローダ部
52…デッキ
54…デッキ
56…デッキ
60…ボンディング制御部
70…ウェハ
72…ダイ
74…ダイ(第1グレード)
76…ダイ(第2グレード)
80…基板
84…基板(第1グレード)
86…基板(第2グレード)
90…基板収容体
94…基板収容体(第1グレード)
96…基板収容体(第2グレード)
Claims (11)
- 高さ方向のそれぞれ異なる位置に設けられた3階層以上の複数のデッキから構成され、各デッキが前記高さ方向に直交する奥行方向に配列される複数の基板収容体を収容する、本体部と、
前記本体部における前記奥行方向の一方側に隣接して配置され、いずれかのデッキに前記基板収容体を供給するように前記基板収容体を前記高さ方向に上下に移動させるエレベータ部と、
前記本体部における前記奥行方向の他方側に隣接して配置され、いずれかのデッキから前記基板収容体を取り出し、かつ、当該基板収容体に収容される基板をボンディング用搬送レーンへ搬送する基板搬送部と
を備えた、基板供給ユニット。 - 前記エレベータ部が、製造設備における所定のレーンに従って走行する自動搬送機構を介して、外部から前記基板収容体を受け取る、請求項1記載の基板供給ユニット。
- 前記エレベータ部が、製造設備における所定のレーンに従って走行する自動搬送機構を介して、外部へ前記基板収容体を排出する、請求項1記載の基板供給ユニット。
- 前記エレベータ部が、前記基板収容体の位置決めを行うオフセット手段を有する、請求項2記載の基板供給ユニット。
- 前記複数のデッキのうち前記高さ方向の最上階層に位置するデッキが、前記自動搬送機構を介して、外部へ前記基板収容体を排出する、請求項2記載の基板供給ユニット。
- 前記自動搬送機構は、OHT(Overhead Hoist Transfer)を含む、請求項2記載の基板供給ユニット。
- 前記基板は、複数のグレード毎に分類されたダイのうち、同一のグレードに属する複数のダイがボンディングされるものであり、
前記各基板収容体は、同一のグレードに属する複数の基板を収容する、請求項1記載の基板供給ユニット。 - 前記グレードは、少なくとも第1グレード及び第2グレードを含み、
前記本体部の前記複数のデッキは、
前記第1グレードに属する基板収容体を収容する第1グレード専用デッキと、
前記第2グレードに属する基板収容体を収容する第2グレード専用デッキと、
前記第1グレード又は前記第2グレードに属する基板収容体を収容する共用デッキと
を含む、請求項7記載の基板供給ユニット。 - 前記共用デッキは、前記高さ方向の最上階層に位置する、請求項8記載の基板供給ユニット。
- 前記ボンディング用搬送レーンは、前記高さ方向及び前記奥行方向のそれぞれに直交する幅方向に延在する、請求項1記載の基板供給ユニット。
- 複数のグレードに区分される複数のダイを有するウェハを保持するウェハ保持部と、
前記ウェハ保持部から搬送された前記ダイを基板にボンディングするボンディングヘッドと、
前記ボンディングヘッドによってボンディングするために前記基板を搬送する搬送レーンと、
前記搬送レーンの一方端に設けられたローダ部と、
前記搬送レーンの他方端に設けられたアンローダ部と、
前記ウェハにおける複数のグレード毎にダイを分類したマッピング情報に基づいて、前記ウェハの前記各ダイを当該ダイのグレードに対応する前記基板にボンディングするボンディング制御部と
を備え、
前記ローダ部及び前記アンローダ部の少なくとも一方が、請求項1から10のいずれか一項に記載の基板供給ユニットから構成された、ボンディング装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187030095A KR102129837B1 (ko) | 2016-03-22 | 2017-03-22 | 기판 공급 유닛 및 본딩 장치 |
| JP2018507382A JP6549310B2 (ja) | 2016-03-22 | 2017-03-22 | 基板供給ユニット及びボンディング装置 |
| SG11201811531XA SG11201811531XA (en) | 2016-03-22 | 2017-03-22 | Substrate supply unit and bonding apparatus |
| CN201780031168.0A CN109155270B (zh) | 2016-03-22 | 2017-03-22 | 基板供给单元及接合装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016057314 | 2016-03-22 | ||
| JP2016-057314 | 2016-03-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017164254A1 true WO2017164254A1 (ja) | 2017-09-28 |
Family
ID=59900313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/011524 WO2017164254A1 (ja) | 2016-03-22 | 2017-03-22 | 基板供給ユニット及びボンディング装置 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP6549310B2 (ja) |
| KR (1) | KR102129837B1 (ja) |
| CN (1) | CN109155270B (ja) |
| SG (1) | SG11201811531XA (ja) |
| TW (1) | TWI645496B (ja) |
| WO (1) | WO2017164254A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020075216A1 (ja) * | 2018-10-09 | 2020-04-16 | ヤマハ発動機株式会社 | 部品実装装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60145000A (ja) * | 1983-12-06 | 1985-07-31 | ジーメンス・アクチエンゲゼルシヤフト | 導体板用加工装置の導体板受渡し装置 |
| JP2010192855A (ja) * | 2009-02-20 | 2010-09-02 | Tokyo Electron Ltd | 基板処理装置 |
| JP2013035711A (ja) * | 2011-08-05 | 2013-02-21 | Mitsubishi Chemicals Corp | 六角棒状GaN系半導体結晶およびその製造方法 |
| WO2014207803A1 (ja) * | 2013-06-24 | 2014-12-31 | 富士機械製造株式会社 | 部品実装システム及び部品実装方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3258748B2 (ja) * | 1993-02-08 | 2002-02-18 | 東京エレクトロン株式会社 | 熱処理装置 |
| FR2844258B1 (fr) * | 2002-09-06 | 2005-06-03 | Recif Sa | Systeme de transport et stockage de conteneurs de plaques de semi-conducteur, et mecanisme de transfert |
| KR100965525B1 (ko) * | 2005-05-16 | 2010-06-23 | 무라텍 오토메이션 가부시키가이샤 | 고처리량 amhs용 모듈식 터미널 |
| JP5009602B2 (ja) | 2006-12-20 | 2012-08-22 | 日本電産トーソク株式会社 | リードフレーム供給装置 |
| JP2007227972A (ja) * | 2007-05-28 | 2007-09-06 | Dainippon Screen Mfg Co Ltd | キャリアストッカ |
| KR20090008630A (ko) * | 2007-07-18 | 2009-01-22 | 한미반도체 주식회사 | 반도체 패키지 제조용 기판 인입출장치 |
| JP4887332B2 (ja) * | 2007-09-20 | 2012-02-29 | 東京エレクトロン株式会社 | 基板の処理装置 |
| JP5815345B2 (ja) * | 2011-09-16 | 2015-11-17 | ファスフォードテクノロジ株式会社 | ダイボンダ及びボンディング方法 |
-
2017
- 2017-03-22 JP JP2018507382A patent/JP6549310B2/ja active Active
- 2017-03-22 CN CN201780031168.0A patent/CN109155270B/zh active Active
- 2017-03-22 KR KR1020187030095A patent/KR102129837B1/ko active IP Right Review Request
- 2017-03-22 WO PCT/JP2017/011524 patent/WO2017164254A1/ja active Application Filing
- 2017-03-22 TW TW106109540A patent/TWI645496B/zh active
- 2017-03-22 SG SG11201811531XA patent/SG11201811531XA/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60145000A (ja) * | 1983-12-06 | 1985-07-31 | ジーメンス・アクチエンゲゼルシヤフト | 導体板用加工装置の導体板受渡し装置 |
| JP2010192855A (ja) * | 2009-02-20 | 2010-09-02 | Tokyo Electron Ltd | 基板処理装置 |
| JP2013035711A (ja) * | 2011-08-05 | 2013-02-21 | Mitsubishi Chemicals Corp | 六角棒状GaN系半導体結晶およびその製造方法 |
| WO2014207803A1 (ja) * | 2013-06-24 | 2014-12-31 | 富士機械製造株式会社 | 部品実装システム及び部品実装方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020075216A1 (ja) * | 2018-10-09 | 2020-04-16 | ヤマハ発動機株式会社 | 部品実装装置 |
| JPWO2020075216A1 (ja) * | 2018-10-09 | 2021-09-02 | ヤマハ発動機株式会社 | 部品実装装置 |
| JP7159337B2 (ja) | 2018-10-09 | 2022-10-24 | ヤマハ発動機株式会社 | 部品実装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109155270A (zh) | 2019-01-04 |
| TWI645496B (zh) | 2018-12-21 |
| SG11201811531XA (en) | 2019-01-30 |
| JP6549310B2 (ja) | 2019-07-24 |
| JPWO2017164254A1 (ja) | 2019-02-14 |
| KR102129837B9 (ko) | 2022-06-07 |
| TW201801231A (zh) | 2018-01-01 |
| KR20180124955A (ko) | 2018-11-21 |
| KR102129837B1 (ko) | 2020-07-03 |
| CN109155270B (zh) | 2023-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102106884B1 (ko) | 본딩 장치 및 본딩 방법 | |
| JP5989313B2 (ja) | ダイボンダ及びボンディング方法 | |
| KR102098762B1 (ko) | 반도체 제조 장치 및 반도체 장치의 제조 방법 | |
| KR20050010944A (ko) | 수직 캐로셀과 오버헤드 호이스트의 조합을 기본으로 하는반도체 제조를 위한 자동화 재료 처리 시스템 | |
| CN108346585B (zh) | 半导体制造装置及半导体器件的制造方法 | |
| US6383844B2 (en) | Multi-chip bonding method and apparatus | |
| JP4307410B2 (ja) | 集積回路チップのピックアップ及び分類装置 | |
| WO2017164254A1 (ja) | 基板供給ユニット及びボンディング装置 | |
| KR100395981B1 (ko) | 다이본딩 방법 및 그 장치 | |
| JP2000118681A (ja) | トレイ搬送装置及び方法 | |
| JP2010056442A (ja) | 部品実装装置 | |
| KR20020079653A (ko) | 반도체 패키지 싱귤레이션 시스템 | |
| JP7328848B2 (ja) | ダイボンディング装置および半導体装置の製造方法 | |
| KR100639400B1 (ko) | 리드 픽 앤 플레이스 장비 | |
| US6787374B2 (en) | Semiconductor device manufacturing method and semiconductor device sorting system to be used with the same | |
| KR102471189B1 (ko) | 기판 이송 장치 | |
| TWI830438B (zh) | 晶粒接合裝置以及晶粒接合方法 | |
| KR101637926B1 (ko) | 리드 프레임 카세트 이송용 오토 스태커 및 그에 의한 리드 프레임의 이송 방법 | |
| KR102483224B1 (ko) | 반도체 칩 반송 장치 및 이를 구비하는 소잉 소터 시스템 | |
| US20220139750A1 (en) | Interface apparatus and container transporting system with the apparatus | |
| JP2589100B2 (ja) | チップボンディング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018507382 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187030095 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17770294 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17770294 Country of ref document: EP Kind code of ref document: A1 |