WO2017145478A1 - 鑑識用シート - Google Patents
鑑識用シート Download PDFInfo
- Publication number
- WO2017145478A1 WO2017145478A1 PCT/JP2016/085304 JP2016085304W WO2017145478A1 WO 2017145478 A1 WO2017145478 A1 WO 2017145478A1 JP 2016085304 W JP2016085304 W JP 2016085304W WO 2017145478 A1 WO2017145478 A1 WO 2017145478A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- identification
- pressure
- sensitive adhesive
- mark
- Prior art date
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/117—Identification of persons
- A61B5/1171—Identification of persons based on the shapes or appearances of their bodies or parts thereof
- A61B5/1172—Identification of persons based on the shapes or appearances of their bodies or parts thereof using fingerprinting
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/255—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/006—Presence of polyolefin in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
Definitions
- the present invention relates to a forensic sheet that can be used for collecting and holding forensic materials.
- the identification sheet includes, for example, a mount and a transparent adhesive sheet that has an adhesive surface and is bonded to the mount. On the side of the mount opposite to the transparent adhesive sheet, an entry field is provided for recording various types of information related to collection of forensic materials.
- the transparent adhesive sheet is peeled off from the mount, and then the forensic data is attached to the adhesive surface of the adhesive sheet.
- aluminum powder or the like is applied to a predetermined surface or area where the presence of latent fingerprints is found. Treatment using fine powder is performed. When there is a latent fingerprint in the area, fine powder adheres to the latent fingerprint by this process, and the pattern shape of the fingerprint (consisting of a plurality of ridges) becomes obvious.
- the adhesive face of the transparent adhesive sheet peeled off from the mount is pressed against the area, and then the adhesive sheet is peeled off from the area, thereby transferring the manifested fingerprint to the adhesive face of the transparent adhesive sheet.
- the transparent adhesive sheet to which the identification material such as a fingerprint is attached in this way is again bonded to the original mount on the side of the adhesive surface with the identification material.
- the date, place, name of collection property, reference number, etc. are entered regarding the collection of the relevant knowledge material, and the signature is stamped by the collector. These entries etc. can be used to specify the forensic material collected and held by the forensic sheet, and if the forensic material is used as evidence for criminal cases, the evidence It becomes information necessary to secure the ability.
- An objective fact mismatch between the forensic material and the specific information on the mount on the forensic sheet is the result of tampering with the forensic sheet that holds the forensic material, or the process of collecting the forensic material and the forensic work May occur as a result of misunderstanding of the transparent adhesive sheet or backing sheet.
- the present invention has been conceived under such circumstances, and an object of the present invention is to provide a forensic sheet suitable for continuing to secure evidence capacity for collected forensic materials.
- the identification sheet provided by the first aspect of the present invention includes a support sheet and an adhesive sheet.
- a first identification mark is marked on the support sheet.
- the pressure-sensitive adhesive sheet has a laminated structure including a pressure-sensitive adhesive layer that can be peeled off from the support sheet and a base material layer.
- a second identification mark is marked on the adhesive sheet.
- the identification sheet includes a support sheet and an adhesive sheet that can be separated from each other.
- a first identification mark is marked on the support sheet side, and the first identification mark can be used as first identification information.
- a second identification mark is marked on the adhesive sheet side, and this second identification mark can be used as second identification information.
- the pair of identification marks is a pair for determining the mutual correspondence between the support sheet with the first identification mark and the adhesive sheet with the second identification mark. It can be configured to function as mutual verification information.
- the first and second identification marks that function as a pair of mutual verification information may have the same pattern shape or different pattern shapes.
- Each of the first and second identification marks includes at least one selected from, for example, numbers, alphabets, hiragana, katakana, kanji, symbols, bar codes, and QR codes.
- the barcode includes a one-dimensional barcode and a two-dimensional barcode.
- the adhesive sheet Adherence materials are attached to the pressure-sensitive adhesive layer or adhesive surface. And the adhesive sheet with a 2nd identification mark with an insight material is again bonded with respect to the original support sheet with an 1st identification mark by the side of the adhesive surface to which an insight material adheres.
- the date, place, name of collection property, reference number, etc. are entered regarding the collection of the relevant knowledge material, and a signature stamp is made by the collector.
- the first identification mark on the support sheet side and the second identification mark on the adhesive sheet side that are associated with each other make a pair in the single identification sheet.
- the adhesive sheet attached to the support sheet with authentic forensic material is another adhesive sheet (the second identification mark associated with the first identification mark of the support sheet) If it is pasted with a pressure-sensitive adhesive sheet that does not accompany, it becomes possible to determine that the pasted-up pressure-sensitive adhesive sheet and the support sheet are not mutually compatible. This is because there is no second identification mark associated with the first identification mark on the support sheet on the adhesive sheet.
- the adhesive sheet with authentic insightful material is attached and the supporting sheet with various information for the material is another supporting sheet (second identification of adhesive sheet)
- second identification of adhesive sheet When the sheet is replaced with a support sheet that does not have the first identification mark associated with the mark), it can be determined that the support sheet and the adhesive sheet after the replacement have no mutual correspondence. This is because there is no first identification mark associated with the second identification mark of the adhesive sheet on the support sheet. That is, in the present identification sheet comprising the support sheet with the first identification mark which is one of the pair of mutual verification information and the adhesive sheet with the second identification mark which is the other of the pair of mutual verification information, If the material is replaced, it is possible to recognize the replacement.
- Such a forensic sheet is suitable for suppressing falsification of the forensic sheet after the collection of the forensic material, and for suppressing the misunderstanding of the adhesive sheet or support sheet in the process of collecting the forensic material and for the forensic work. It is suitable for securing the evidence ability required in criminal cases etc. with respect to the collected forensic materials.
- the first identification mark is marked separately from the second identification mark on the support sheet, and the second identification mark is the first identification mark on the adhesive sheet.
- the marking portion of the first identification mark on the support sheet may be a support surface on which the pressure-sensitive adhesive sheet is stuck on the support sheet, or may be an outer surface on the opposite side of the support sheet from the support surface. Alternatively, it may be inside the support sheet.
- a sheet having a multilayer structure is adopted as the support sheet, and in the process of stacking the support sheet, a predetermined surface that is positioned in the multilayer structure The first identification mark is marked.
- the marking part of the second identification mark on the pressure-sensitive adhesive sheet may be the surface of the transparent base material layer on the pressure-sensitive adhesive layer side or the outer surface of the base material layer opposite to the pressure-sensitive adhesive layer. Alternatively, it may be inside the base material layer.
- the base layer is positioned in the multi-layer structure in the process of forming the base material layer.
- a second identification mark is marked on the predetermined surface. The first identification mark in this identification sheet is not copied and formed as a result of the transfer action of the colored component that is a part of another identification mark formed of the colored component, and is also used when another identification mark is formed.
- the second identification mark in the identification sheet is not a copy formed as a result of the transfer action of the colored component which is a part of another identification mark formed with the colored component. It was not copied or formed as a result of physical or chemical sensitivity to local heating, pressurization, or light irradiation.
- the first and second identification marks are individually marked or engraved on the identification sheet. Such a configuration is suitable for suppressing or avoiding the deterioration of the first and second identification marks, and therefore determines the mutual correspondence between the support sheet with the first identification mark and the adhesive sheet with the second identification mark. Therefore, it is suitable to keep both identification marks functioning as a pair of mutual verification information.
- this forensic sheet is suitable for suppressing falsification of the forensic sheet after the collection of forensic material, and for suppressing the misuse of the adhesive sheet or support sheet in the process of collecting the forensic material and for the forensic work. It is suitable for continuing to secure the evidence ability required in criminal cases etc. for the collected insights.
- the forensic sheet provided by the second aspect of the present invention includes a support sheet and an adhesive sheet.
- the support sheet has a first outer surface on which a first identification mark is marked, and a support surface on the side opposite to the first outer surface.
- the pressure-sensitive adhesive sheet has a laminated structure including a pressure-sensitive adhesive layer and a base material layer that can be peeled off from the support surface of the support sheet, and has a second identification on the side opposite to the pressure-sensitive adhesive layer in the base material layer.
- the mark has a second outer surface that is marked.
- This identification sheet is provided with a support sheet and an adhesive sheet that can be separated from each other, and has a first outer surface that can be one outer surface on the side of the support sheet, and another outer surface on the side of the adhesive sheet. It has a second outer surface that can be a surface.
- a first identification mark is marked on the first outer surface on the support sheet side, and this first identification mark can be used as first identification information.
- the first outer surface marked with the first identification mark may be covered with a transparent protective film.
- a second identification mark is marked on the second outer surface of the adhesive sheet, and this second identification mark can be used as second identification information.
- the second outer surface marked with the second identification mark may be covered with a transparent protective film.
- the first and second identification marks are designed to be associated with each other so that both the identification marks are attached to the support sheet with the first identification mark and the second identification mark-attached adhesive. It can be configured to function as a pair of mutual collation information for determining the mutual correspondence of sheets.
- the first and second identification marks that function as a pair of mutual verification information may have the same pattern shape or different pattern shapes.
- Each of the first and second identification marks includes at least one selected from, for example, numbers, alphabets, hiragana, katakana, kanji, symbols, bar codes, and QR codes.
- the barcode includes a one-dimensional barcode and a two-dimensional barcode.
- the second identification mark on the second outer surface In order to collect forensic materials using the thus configured forensic sheet, for example, from the support surface of the support sheet having the first identification mark on the first outer surface, the second identification mark on the second outer surface. After the pressure-sensitive adhesive sheet is peeled off, the insight material is attached to the pressure-sensitive adhesive layer or pressure-sensitive adhesive surface of the pressure-sensitive adhesive sheet. Then, the adhesive sheet with the second identification mark accompanied by the identification material is bonded again to the support surface of the original support sheet with the first identification mark on the side of the adhesive surface to which the identification material adheres. On the entry surface that can be provided at a predetermined location on the support sheet, the date, place, name of collection property, reference number, etc. are entered regarding the collection of the relevant knowledge material, and a signature stamp is made by the collector.
- the first identification mark on the support sheet side and the second identification mark on the adhesive sheet side that are associated with each other make a pair in the single identification sheet.
- the adhesive sheet attached to the support sheet with authentic forensic material is another adhesive sheet (the second identification mark associated with the first identification mark of the support sheet) If it is pasted with a pressure-sensitive adhesive sheet that does not accompany, it becomes possible to determine that the pasted-up pressure-sensitive adhesive sheet and the support sheet are not mutually compatible. This is because there is no second identification mark associated with the first identification mark on the support sheet on the adhesive sheet.
- the adhesive sheet with authentic insightful material is attached and the supporting sheet with various information for the material is another supporting sheet (second identification of adhesive sheet)
- second identification of adhesive sheet When the sheet is replaced with a support sheet that does not have the first identification mark associated with the mark), it can be determined that the support sheet and the adhesive sheet after the replacement have no mutual correspondence. This is because there is no first identification mark associated with the second identification mark of the adhesive sheet on the support sheet. That is, in the present identification sheet comprising the support sheet with the first identification mark which is one of the pair of mutual verification information and the adhesive sheet with the second identification mark which is the other of the pair of mutual verification information, If the material is replaced, it is possible to recognize the replacement.
- Such a forensic sheet is suitable for suppressing falsification of the forensic sheet after the collection of the forensic material, and for suppressing the misunderstanding of the adhesive sheet or support sheet in the process of collecting the forensic material and for the forensic work. It is suitable for securing the evidence ability required in criminal cases etc. with respect to the collected forensic materials.
- the first identification mark is marked separately from the second identification mark on the first outer surface of the support sheet, and the second identification mark is the second of the adhesive sheet.
- the outer surface is marked separately from the first identification mark.
- the first identification mark in this identification sheet is not copied and formed as a result of the transfer action of the colored component that is a part of another identification mark formed of the colored component, and is also used when another identification mark is formed. It was not copied or formed as a result of physical or chemical sensitivity to local heating, pressurization, or light irradiation.
- the second identification mark in the identification sheet is not a copy formed as a result of the transfer action of the colored component which is a part of another identification mark formed with the colored component.
- the first and second identification marks are individually marked or engraved on the identification sheet. Such a configuration is suitable for suppressing or avoiding the deterioration of the first and second identification marks, and therefore determines the mutual correspondence between the support sheet with the first identification mark and the adhesive sheet with the second identification mark. Therefore, it is suitable to keep both identification marks functioning as a pair of mutual verification information.
- this forensic sheet is suitable for suppressing falsification of the forensic sheet after the collection of forensic material, and for suppressing the misuse of the adhesive sheet or support sheet in the process of collecting the forensic material and for the forensic work. It is suitable for continuing to secure the evidence ability required in criminal cases etc. for the collected insights.
- the first identification mark and the second identification mark are a concave type mark or a print mark, respectively.
- the concave type mark means a mark marked by a marking method in which a concave shape is formed on the surface to be marked. Examples of such a marking method include laser marking and air pen marking.
- Each of the first identification mark and the second identification mark is more preferably a laser mark that is a concave type mark formed by laser marking or an air pen mark that is a concave type mark formed by air pen marking.
- the concave type mark is suitable for obtaining a marking target surface in which shape changes other than the formed identification mark (for example, generation of scratch marks) are suppressed.
- the laser mark formed by laser marking is also preferable in that the pattern shape of the identification mark to be formed can be set with a high degree of freedom. This contributes to the productivity improvement of the identification sheet.
- the concave type mark formed by laser marking is also suitable for ensuring the peelability between the support sheet and the adhesive sheet.
- the through hole type laser marking that penetrates the support sheet is formed by laser irradiation from the support sheet side, or the through hole type that penetrates the adhesive sheet for the identification sheet in which the support sheet and the adhesive sheet are bonded together
- the laser marking is formed by laser irradiation from the pressure-sensitive adhesive sheet side
- the through-hole type laser marking penetrating the identification sheet is formed by laser irradiation
- the support sheet side in the pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet The pressure-sensitive adhesive is softened and melted at the surface, that is, the through-hole forming portion of the pressure-sensitive adhesive surface, and the pressure-sensitive adhesive layer is easily fused to the support sheet at the portion.
- the configuration in which the identification sheet is provided with a concave type mark formed by laser marking as the first identification mark and / or the second identification mark is a local fusion between the support sheet and the adhesive sheet. This is suitable for securing the peelability between both sheets.
- the softening and melting of the pressure-sensitive adhesive on the pressure-sensitive adhesive surface causes deformation at the softened and melted portion in the pressure-sensitive adhesive layer, and the deformation or unevenness generated on the pressure-sensitive adhesive surface is bonded again to the support sheet and pressure-sensitive adhesive sheet that have been peeled off. It tends to reduce the adhesion between the two sheets.
- the configuration in which the identification sheet is provided with a concave type mark formed by laser marking as the first identification mark and / or the second identification mark is to avoid such deformation or unevenness on the adhesive surface, It is suitable for ensuring the adhesion between the support sheet and the adhesive sheet after re-bonding.
- the base material layer of the pressure-sensitive adhesive sheet includes a polyethylene terephthalate film or a polyolefin film.
- the base material layer has a thickness of 2.5 to 500 ⁇ m. These structures are suitable when the base material layer functions as a support for the pressure-sensitive adhesive sheet.
- the pressure-sensitive adhesive layer contains polyurethane as a main agent.
- Polyurethane has a urethane bond that is a hydrogen-bonding functional group having both a hydrogen-donating group and a hydrogen-accepting group.
- the polyurethane having such a functional group aggregates by forming hydrogen bonds between molecular chains. And its cohesive energy is relatively high. Therefore, in polyurethane, it is easy to realize a high softening temperature and a high glass transition temperature, that is, high thermal stability. According to the configuration in which such a polyurethane is contained as the main agent in the pressure-sensitive adhesive layer, high thermal stability and low fluidity are easily realized in the pressure-sensitive adhesive layer in the identification sheet.
- the pressure-sensitive adhesive layer in this forensic sheet high thermal stability and low fluidity contribute to the stable storage of the insightful material held in the forensic sheet for a long period of time.
- the heat stability or heat resistance of the pressure-sensitive adhesive layer in this forensic sheet means that heat transfer to the pressure-sensitive adhesive layer and heat generation in the pressure-sensitive adhesive layer occur during identification mark marking in the process of manufacturing the forensic sheet. In this case, it also helps to prevent deformation and breakage of the pressure-sensitive adhesive layer due to the heat.
- the softening temperature of the polyurethane or pressure-sensitive adhesive contained in the pressure-sensitive adhesive layer in this identification sheet is preferably 190 to 280 ° C.
- the softening temperature of the pressure-sensitive adhesive can be measured using, for example, a thermomechanical analyzer (trade name “TMA / SS7100”, manufactured by SII Nano Technology Co., Ltd.).
- TMA thermomechanical analyzer
- a sample piece (6 mm ⁇ 6 mm) cut out from an adhesive sheet having a laminated structure of a polyethylene terephthalate base material and an adhesive layer (thickness: 290 ⁇ m) is prepared.
- the measurement mode is a penetration method
- the center of the adhesive surface of the sample piece is the probe tip contact portion
- the probe tip diameter is 1 mm
- the measurement weight is 1470 mN.
- the temperature is increased from a start temperature of 150 ° C. to an end temperature of 320 ° C.
- the glass transition temperature of the pressure-sensitive adhesive can be measured by differential scanning calorimetry (DSC) in accordance with JIS standards (JIS K 7121: Plastic transition temperature measurement method).
- the polyurethane in the pressure-sensitive adhesive layer is preferably polyester polyurethane.
- the polyester polyurethane has an ester bond which is a hydrogen accepting group in addition to the urethane bond as described above.
- the ester bond has a milder function of aggregating the molecular chains than the urethane bond. .
- Adjustment of the ester bond content in the polyester polyurethane can be used as a means for controlling the cohesiveness of the polyester polyurethane. Therefore, in a polyester polyurethane having such an ester bond in addition to a urethane bond, the intermolecular chain cohesive force can be easily controlled within a range where high thermal stability can be obtained.
- the polyester polyurethane as described above is contained as the main agent in the pressure-sensitive adhesive layer, the pressure-sensitive adhesive layer in the identification sheet has high heat stability and low fluidity while ensuring cohesiveness of the pressure-sensitive adhesive layer. It is easy to control and it is easy to realize high transparency with the pressure-sensitive adhesive layer.
- the heat stability or heat resistance of the adhesive layer in this forensic sheet is high when heat transfer to the adhesive layer or heat generation in the adhesive layer occurs during the identification mark marking in the discriminating sheet manufacturing process. Furthermore, it contributes to suppressing deformation and breakage of the pressure-sensitive adhesive layer caused by the heat. Control of the cohesiveness of the pressure-sensitive adhesive layer is to achieve good adhesive force in the pressure-sensitive adhesive layer and to suppress adhesive residue on the adherend after peeling off the pressure-sensitive adhesive sheet or pressure-sensitive adhesive layer from the adherend. To contribute.
- the transparency of the pressure-sensitive adhesive layer in the identification sheet is high due to the absorption of laser light in the pressure-sensitive adhesive layer when an identification mark is formed by laser marking in the manufacturing process of the identification sheet. Contributes to preventing heat deformation and heat damage of the adhesive layer by suppressing heat generation.
- the polyester polyurethane in the pressure-sensitive adhesive layer preferably contains a unit derived from a polyfunctional isocyanate, a unit derived from a polyvalent carboxylic acid, and a unit derived from a first polyhydric alcohol. According to such a configuration, it is possible to appropriately obtain a polyester polyurethane having the technical effects described above.
- the polyester polyurethane in the pressure-sensitive adhesive layer is preferably a polyester polyether polyurethane.
- the polyester polyether polyurethane has a polyether skeleton in addition to the urethane bond and the ester bond as described above.
- the ether bond contained in the polyether skeleton has low light absorption and is more mobile or mobile than the carbon-carbon-carbon bond.
- Polyester polyether polyurethanes that have such a polyether skeleton in addition to urethane bonds and ester bonds have high transparency and good flexibility while controlling intermolecular chain cohesion within a range where high thermal stability can be obtained. It is easy to realize.
- polyester polyether polyurethane As a raw material monomer for producing a polyester polyurethane to which the polyester polyether polyurethane belongs, there are many practically available high-purity monomers that can be easily obtained. Polyester polyether polyurethanes belonging to polyester polyurethanes that have many choices of high-purity raw material monomers that are readily available can easily achieve high transparency. According to the configuration that the polyester polyether polyurethane as described above is included as the main agent in the adhesive layer, the adhesive layer in this identification sheet controls the cohesiveness while ensuring high thermal stability and low fluidity. In addition to being easy to do, it is easy to achieve a combination of high transparency and good flexibility.
- the heat stability or heat resistance of the adhesive layer in this forensic sheet is high when heat transfer to the adhesive layer or heat generation in the adhesive layer occurs during the identification mark marking in the discriminating sheet manufacturing process. Furthermore, it contributes to suppressing deformation and breakage of the pressure-sensitive adhesive layer caused by the heat. Control of the cohesiveness of the pressure-sensitive adhesive layer is to achieve good adhesive force in the pressure-sensitive adhesive layer and to suppress adhesive residue on the adherend after peeling off the pressure-sensitive adhesive sheet or pressure-sensitive adhesive layer from the adherend. To contribute.
- the high transparency of the pressure-sensitive adhesive layer in this identification sheet means that heat generated due to absorption of laser light in the pressure-sensitive adhesive layer when an identification mark is formed by laser marking in the manufacturing process of this identification sheet. It helps to prevent thermal deformation / damage of the adhesive layer.
- the higher the flexibility of the pressure-sensitive adhesive layer in this forensic sheet the more the pressure-sensitive adhesive surface or pressure-sensitive adhesive layer deforms following the surface irregularities of the material when the pressure-sensitive adhesive layer pressure-sensitive surface is pressed against the forensic material. It is easy to copy the uneven shape of the identification material onto the adhesive layer.
- the pressure-sensitive adhesive layer or pressure-sensitive adhesive surface can be adhered with good unevenness tracking. While realizing, it is possible to suppress the so-called stringing of the adhesive between the adherend and the adhesive surface when the adhesive layer is peeled from the adherend.
- the polyester polyether polyurethane in the pressure-sensitive adhesive layer is preferably a unit derived from a polyfunctional isocyanate, a unit derived from a polycarboxylic acid, a unit derived from a first polyhydric alcohol, and a second poly containing an ether bond. Contains units derived from monohydric alcohols. According to such a configuration, it is possible to appropriately obtain a polyester polyether polyurethane having the technical effects described above.
- the total number of isocyanate groups attributed to the polyfunctional isocyanate-derived unit that is, the total number of isocyanate groups of the polyfunctional isocyanate that forms the polyfunctional isocyanate-derived unit
- the polycarboxylic acid-derived unit The total number of hydroxyl groups attributed to polyhydric alcohol-derived units relative to the sum of the total number of carboxy groups attributed to (that is, the total number of carboxy groups of the polyvalent carboxylic acid that will form the polycarboxylic acid-derived units)
- the ratio value of the total number of hydroxyl groups of the polyhydric alcohol that forms the polyhydric alcohol-derived unit is preferably 0.5 to 1.5, more preferably 0.7 to 1.4, and more preferably 0.5.
- polyester polyurethane tends to be high. From the viewpoint of the balance between the cohesiveness and the transparency in the polyester polyurethane, and hence from the viewpoint of the balance between the cohesiveness and the transparency of the pressure-sensitive adhesive layer containing the polyester polyurethane, the polyfunctional isocyanate in the polyester polyurethane in the pressure-sensitive adhesive layer.
- the ratio of the total number of hydroxyl groups of the polyhydric alcohol to the sum of the total number of isocyanate groups and the total number of carboxy groups of the polyvalent carboxylic acid is preferably 0.5 to 1.5, more preferably 0.7 to 1.4. More preferably, it is 0.7 to 1.3, and more preferably 0.8 to 1.2.
- the total number of hydroxyl groups attributed to the second polyhydric alcohol-derived unit (that is, the hydroxyl groups of the second polyhydric alcohol that will form the second polyhydric alcohol-derived unit)
- the value of the ratio of the total number of hydroxyl groups belonging to the first polyhydric alcohol-derived unit (that is, the total number of hydroxyl groups of the first polyhydric alcohol that will form the first polyhydric alcohol-derived unit) to the total number) is The preferred range is 1.5 to 9.0.
- Such a configuration achieves both good cohesion and good flexibility while ensuring high thermal stability, low fluidity, and high transparency in the pressure-sensitive adhesive layer in the forensic sheet. In addition, it is preferable.
- the second polyhydric alcohol that forms the second polyhydric alcohol-derived unit is a multimer that is a polymer of the same monomer, and the second polyhydric alcohol.
- the value of the ratio of the total number of hydroxyl groups in the first polyhydric alcohol is 0.1 to 0.4.
- Such a configuration is suitable for balancing the technical effect attributable to the first polyhydric alcohol-derived unit and the technical effect attributable to the second polyhydric alcohol-derived unit.
- such a configuration suppresses the excess of hydrophilicity in the polyester polyether polyurethane in the pressure-sensitive adhesive layer, and in the pressure-sensitive adhesive layer, thereby forming a hydrophobic component (for example, a fingerprint) due to the pressure-sensitive adhesive surface in the identification sheet. It is suitable for ensuring the collection property of the oil and fat component in the secretion.
- the polyfunctional isocyanate is an aliphatic or alicyclic polyfunctional isocyanate.
- the polyfunctional isocyanate is selected from the group consisting of hexamethylene diisocyanate, 1,3-bis (isocyanatomethyl) cyclohexane, isophorone diisocyanate, 4,4′-methylenebis (cyclohexyl isocyanate), and hydrogenated diphenylmethane diisocyanate. At least one kind selected.
- Hexamethylene diisocyanate is used as a polyfunctional isocyanate to achieve high transparency and appropriate cohesion in polyester polyurethane, and thus to achieve high cohesion and high transparency in the pressure-sensitive adhesive layer of this identification sheet. Particularly preferred. Hexamethylene diisocyanate has a balance between the number of isocyanate groups that form a hydrophilic urethane bond and the number of methylene groups that form a hydrophobic skeleton in the polyester polyurethane obtained by using this. This is considered to be appropriate for the polyester polyurethane for the pressure-sensitive adhesive layer.
- the polyvalent carboxylic acid is an aliphatic or alicyclic polycarboxylic acid. Such a configuration is suitable for realizing high transparency in the pressure-sensitive adhesive layer of the present identification sheet. More preferably, the polyvalent carboxylic acid is adipic acid.
- the polyester polyurethane includes a unit derived from hexamethylene diisocyanate (first unit) and a unit derived from adipic acid (second unit)
- first unit derived from hexamethylene diisocyanate first unit
- second unit a unit derived from adipic acid
- Such an interaction can be used as a means for controlling the cohesiveness of the polyester polyurethane. Therefore, it is preferable to use both hexamethylene diisocyanate and adipic acid as monomers for forming the polyester polyurethane from the viewpoint of controlling the cohesiveness of the polyester polyurethane or the pressure-sensitive adhesive layer containing the polyester polyurethane.
- the first polyhydric alcohol is an aliphatic or alicyclic polyhydric alcohol.
- the first polyhydric alcohol is neopentyl glycol.
- Neopentyl glycol having a branched chain structure can be expected to reduce the cohesiveness between the polyester polyurethane molecular chains in a state of being incorporated in the polyester polyurethane, as compared with the linear polyol.
- Such a cohesiveness mitigating action can be used as a means for controlling the cohesiveness of polyester polyurethane. Therefore, the use of neopentyl glycol as the polyol component for forming the polyester polyurethane is preferable from the viewpoint of controlling the cohesiveness of the polyester polyurethane or the pressure-sensitive adhesive layer containing the polyester polyurethane.
- the second polyhydric alcohol is an aliphatic or alicyclic polyhydric alcohol containing an ether bond.
- the second polyhydric alcohol is polypropylene glycol.
- Polypropylene glycol is not only highly flexible but also easily polyfunctionalized and high molecular weight. Therefore, the use of polypropylene glycol as a polyol component for forming polyester polyurethane is suitable for molecular design with high flexibility while imparting flexibility to polyester polyurethane.
- FIG. 1 to 3 show a forensic sheet X1 according to an embodiment of the present invention.
- FIG. 1 is a plan view of one of the inspection sheets X1
- FIG. 2 is another plan view of the inspection sheet X1.
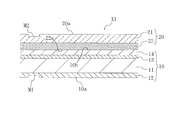
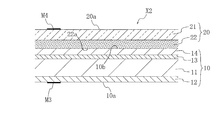
- FIG. 3 is a partially enlarged cross-sectional view of the identification sheet X1.
- the identification sheet X1 includes a support sheet 10 and an adhesive sheet 20 that can be separated from each other. Further, the identification sheet X1 has an outer surface 10a on the support sheet 10 side and an outer surface 20a on the adhesive sheet 20 side.
- An identification mark M1 bearing identification information is marked on the outer surface 10a on the support sheet 10 side.
- the outer surface 10a marked with the identification mark M1 may be covered with a transparent protective film.
- An identification mark M2 bearing identification information is marked on the outer surface 20a on the adhesive sheet 20 side.
- the outer surface 20a marked with the identification mark M2 may be covered with a transparent protective film.
- Each of the identification marks M1 and M2 is a concave type mark.
- the concave type mark means a mark marked by a marking method in which a concave shape is formed on the surface to be marked. Examples of such a marking method include laser marking and air pen marking.
- the laser marking for example, a CO 2 laser, a UV laser, a green laser, and a fiber laser can be used.
- the air pen marking is a marking that uses point pressurization with a carbide needle that vibrates at high speed.
- identification marks M1 and M2 are associated with each other so as to function as a pair of mutual verification information for determining the mutual correspondence between the support sheet 10 with the identification mark M1 and the adhesive sheet 20 with the identification mark M2. Designed. Specifically, the identification marks M1 and M2 have the same pattern shape and form a pair of mutual verification information. Alternatively, the identification marks M1, M2 have a different pattern shape and form a pair of mutual verification information. Alternatively, when the identification sheet X1 is designed to have a transparent partial region over the entire region in the thickness direction, the identification mark M1 is marked on the partial region on the outer surface 10a and the identification mark M2 is formed on the outer surface.
- these identification marks M1 and M2 form a pair of mutual verification information in a state where they can be viewed from the outer surface 10a side or from the outer surface 20a side simultaneously.
- Examples of the elementary shapes included in the pattern shapes of the identification marks M1 and M2 include numbers, alphabets, hiragana, katakana, kanji, symbols, barcodes, QR codes, and other two-dimensional codes.
- the barcode includes a one-dimensional barcode and a two-dimensional barcode.
- Each of the identification marks M ⁇ b> 1 and M ⁇ b> 2 may have a pattern shape made of the same elementary shape, or may have a pattern shape including different elementary shapes.
- FIGS. 1 to 3 exemplify a case where the identification marks M1 and M2 are both laser marks and have the same pattern shape made up of numeric strings and form a pair of mutual verification information.
- the support sheet 10 has a laminated structure including a base material layer 11, a writing layer 12, a background layer 13, and a release layer 14.
- the base material layer 11 of the support sheet 10 is a part that functions as a support in the support sheet 10.
- the constituent material of the base material layer 11 include synthetic paper, fine paper, kent paper, polyester film, and polyolefin film.
- the polyester film include a polyethylene terephthalate film and a polybutylene terephthalate film.
- the polyolefin film include a polyethylene film and a polypropylene film.
- the thickness of the base material layer 11 is, for example, 2.5 to 500 ⁇ m, preferably 25 to 300 ⁇ m, more preferably 50 to 200 ⁇ m, and more preferably 100 to 150 ⁇ m.
- the writing layer 12 of the support sheet 10 is a part that provides a writable entry surface, and the outer surface of the writing layer 12 forms an outer surface 10a that can be one outer surface of the support sheet 10 or the identification sheet X1. In the form, it is the entry surface of the identification sheet X1 or the support sheet 10.
- the entry surface provided by the writing layer 12 is provided with at least one entry frame for recording a set of information related to collection of forensic materials.
- Each entry box has, for example, a date entry field, a collection number entry field, a case name entry field, a collection location entry field, a collection property name entry field, a collector signature stamp field, and a witness signature stamp field. ing.
- Such an entry frame is, for example, printed on the writing layer 12.
- the constituent material of the writing layer 12 include white polyurethane-based ink, polyester-based ink, acrylic ink, and polystyrene-based ink. From the viewpoint of high heat resistance of the writing layer 12, the constituent material of the writing layer 12 is preferably a polyurethane-based ink.
- the thickness of the writing layer 12 is, for example, 0.01 to 100 ⁇ m, preferably 0.1 to 30 ⁇ m, and more preferably 0.5 to 10 ⁇ m.
- the background layer 13 of the support sheet 10 is a colored layer, for example, black or white.
- the constituent material of the background layer 13 include polyurethane ink, polyester ink, acrylic ink, and polystyrene ink.
- the thickness of the background layer 13 is, for example, 0.01 to 100 ⁇ m, preferably 0.1 to 50 ⁇ m, more preferably 0.5 to 30 ⁇ m.
- the release layer 14 of the support sheet 10 is a layer for ensuring the peelability between the support sheet 10 and the pressure-sensitive adhesive sheet 20 and is, for example, transparent.
- a transparent plastic film can be used as a constituent material of the release layer 14.
- the plastic film include a polyethylene film and a polyethylene terephthalate film.
- the thickness of the release layer 14 is, for example, 2.5 to 500 ⁇ m, preferably 10 to 250 ⁇ m, more preferably 20 to 125 ⁇ m.
- the surface of the release layer 14 on the pressure-sensitive adhesive sheet 20 side forms a support surface 10 b of the support sheet 10.
- the pressure-sensitive adhesive sheet 20 of the identification sheet X1 has a laminated structure including a base material layer 21 and a pressure-sensitive adhesive layer 22, as shown in FIG.
- the base material layer 21 of the pressure-sensitive adhesive sheet 20 is a part that functions as a support in the pressure-sensitive adhesive sheet 20, and the outer surface of the base material layer 21 forms an outer surface 20a that can be one outer surface of the pressure-sensitive adhesive sheet 20 or the identification sheet X1. . From the viewpoint of ensuring visibility from the pressure-sensitive adhesive sheet 20 side with respect to the identification material to be held between the support sheet 10 and the pressure-sensitive adhesive sheet 20 of the inspection sheet X1, the higher the transparency of the base material layer 21, the more preferable. Further, when laser marking is employed as a method for forming the above-described identification mark M2 on the outer surface 20a, the higher the transparency of the base material layer 21, the harder it is to color drawn lines during laser marking.
- the transparency of the base material layer 21 is preferably as high as possible.
- the constituent material of the base material layer 21 include a polyester film and a polyolefin film.
- the polyester film include a polyethylene terephthalate film and a polybutylene terephthalate film.
- the polyolefin film include a polyethylene film and a polypropylene film.
- the constituent material of the base material layer 21 is preferably a polyethylene terephthalate film.
- the thickness of the base material layer 21 is preferably 2.5 to 500 ⁇ m, more preferably 25 to 250 ⁇ m, and more preferably 50 to 125 ⁇ m.
- the pressure-sensitive adhesive layer 22 of the pressure-sensitive adhesive sheet 20 has a pressure-sensitive adhesive surface 22 a and can be attached to and detached from the support surface 10 b of the support sheet 10.
- the pressure-sensitive adhesive layer 22 can be formed of a pressure-sensitive adhesive composition containing a pressure-sensitive adhesive as a main agent.
- the main agent is a component that occupies the largest weight ratio among the contained components.
- the adhesive contained in the adhesive layer 22 include polyurethane as a urethane-based adhesive, acrylic polymer as an acrylic-based adhesive, rubber-based adhesive, silicone-based adhesive, and gelatin-based adhesive. .
- the storage modulus of such pressure-sensitive adhesive layer 22 is, for example, 3 ⁇ 10 3 ⁇ 9 ⁇ 10 6 Pa, preferably 3 ⁇ 10 3 ⁇ 9 ⁇ 10 5 Pa, more preferably 3 ⁇ 10 3 ⁇ 9 ⁇ 10 4 Pa.
- the adhesive strength of the pressure-sensitive adhesive layer 22 is, for example, 0.01 to 10 N / 20 mm, preferably 0.03 to 5 N / 20 mm, more preferably 0.05 to 2 N / 20 mm, and more preferably 0.07 to 0.0. 7 N / 20 mm.
- the thickness of the pressure-sensitive adhesive layer 22 is, for example, 10 to 1000 ⁇ m, more preferably 150 to 800 ⁇ m, and more preferably 200 to 500 ⁇ m.
- the pressure-sensitive adhesive contained in the pressure-sensitive adhesive layer 22 is preferably polyurethane as a urethane-based pressure-sensitive adhesive.
- Polyurethane is a polymer having a number of urethane bonds in the molecular chain, polyhydric alcohols such as polymer glycol and low molecular glycol, polyfunctional isocyanates such as diisocyanate, and active hydrogen group-containing compounds used as necessary The polymer.
- Such polyurethanes can be synthesized, for example, by solution polymerization, emulsion polymerization, or bulk polymerization in a so-called prepolymer method of two-step synthesis or a so-called one-shot method of one-step synthesis.
- the urethane bond of polyurethane is a hydrogen-bonding functional group that has both a hydrogen-donating group and a hydrogen-accepting group.
- a polyurethane having such a hydrogen-bonding functional group forms a hydrogen bond between molecular chains.
- the agglomeration energy is relatively high. Therefore, in polyurethane, it is easy to realize a high softening temperature and a high glass transition temperature, that is, high thermal stability. According to the configuration in which such polyurethane is contained as the main agent in the pressure-sensitive adhesive layer 22, high thermal stability and low fluidity can be easily realized in the pressure-sensitive adhesive layer 22 in the identification sheet X1.
- the adhesive layer 22 having high thermal stability and low fluidity contributes to the stable storage of the forensic material to be held in the forensic sheet X1 over a long period of time.
- the heat stability or heat resistance of the pressure-sensitive adhesive layer 22 is high when heat transfer to the pressure-sensitive adhesive layer 22 or heat generation in the pressure-sensitive adhesive layer 22 occurs during the identification mark marking in the identification sheet manufacturing process. In addition, this also contributes to preventing deformation and breakage of the pressure-sensitive adhesive layer 22 due to the heat.
- the softening temperature of the polyurethane as the adhesive contained in the adhesive layer 22 is preferably 190 to 280 ° C, more preferably 200 to 270 ° C, and preferably 210 to 260 ° C.
- the softening temperature of the pressure-sensitive adhesive can be measured using, for example, a thermomechanical analyzer (trade name “TMA / SS7100”, manufactured by SII Nano Technology Co., Ltd.).
- TMA thermomechanical analyzer
- a sample piece (6 mm ⁇ 6 mm) cut out from an adhesive sheet having a laminated structure of a polyethylene terephthalate base material and an adhesive layer (thickness: 290 ⁇ m) is prepared.
- the measurement mode is a penetration method
- the central part of the pressure-sensitive adhesive surface of the sample piece is a probe tip contact portion
- the probe tip diameter is 1 mm
- the measurement weight is 1470 mN.
- the temperature is increased from a start temperature of 150 ° C.
- the glass transition temperature of the pressure-sensitive adhesive can be measured by differential scanning calorimetry (DSC) in accordance with JIS standards (JIS K 7121: Plastic transition temperature measurement method).
- the polyurethane as the adhesive contained in the adhesive layer 22 is preferably a polyester polyurethane.
- the polyester polyurethane has an ester bond which is a hydrogen accepting group in addition to the urethane bond as described above.
- the ester bond has a milder function of aggregating the molecular chains than the urethane bond. .
- Adjustment of the ester bond content in the polyester polyurethane can be used as a means for controlling the cohesiveness of the polyester polyurethane. Therefore, in a polyester polyurethane having such an ester bond in addition to a urethane bond, the intermolecular chain cohesive force can be easily controlled within a range where high thermal stability can be obtained.
- polyester polyurethane As a raw material monomer for producing a polyester polyurethane, there are many choices of high-purity monomers that are practically available. The higher the purity of the raw material monomer, the higher the transparency of the polymer produced using the raw material monomer. However, it is easy to achieve high transparency for polyester polyurethanes with many options for high-purity raw material monomers that are readily available. According to the configuration in which the polyester polyurethane as described above is contained as the main agent in the pressure-sensitive adhesive layer 22, it is easy to control the cohesiveness while ensuring high thermal stability and low fluidity in the pressure-sensitive adhesive layer 22, and the pressure-sensitive adhesive. It is easy to achieve high transparency in the layer 22.
- the control of the cohesiveness of the pressure-sensitive adhesive layer 22 achieves good adhesive strength in the pressure-sensitive adhesive layer 22 and suppresses adhesive residue on the adherend after the pressure-sensitive adhesive sheet 20 or the pressure-sensitive adhesive layer 22 is peeled from the adherend.
- the high transparency of the pressure-sensitive adhesive layer 22 means that laser light is absorbed in the pressure-sensitive adhesive layer 22 when the identification mark M1 or the identification mark M2 is formed by laser marking in the manufacturing process of the identification sheet X1. This contributes to the prevention of thermal deformation and thermal damage of the pressure-sensitive adhesive layer 22 by suppressing the generated heat.
- the polyester polyurethane as the adhesive contained in the adhesive layer 22 preferably includes a unit derived from a polyfunctional isocyanate, a unit derived from a polyvalent carboxylic acid, and a unit derived from a first polyhydric alcohol. According to such a configuration, it is possible to appropriately obtain a polyester polyurethane having the technical effects described above.
- the polyester polyurethane as the adhesive contained in the adhesive layer 22 is preferably a polyester polyether polyurethane.
- the polyester polyether polyurethane has a polyether skeleton in addition to the urethane bond and the ester bond as described above.
- the ether bond contained in the polyether skeleton has low light absorption and is more mobile or mobile than the carbon-carbon-carbon bond.
- Polyester polyether polyurethanes that have such a polyether skeleton in addition to urethane bonds and ester bonds have high transparency and good flexibility while controlling intermolecular chain cohesion within a range where high thermal stability can be obtained. It is easy to realize.
- polyester polyether polyurethanes belonging to polyester polyurethanes that have many choices of high-purity raw material monomers that are readily available can easily achieve high transparency.
- the pressure-sensitive adhesive layer 22 in the identification sheet X1 is cohesive while ensuring high thermal stability and low fluidity. In addition to being easy to control, it is easy to achieve a combination of high transparency and good flexibility.
- the polyester polyether polyurethane as an adhesive contained in the adhesive layer 22 preferably contains a unit derived from a polyfunctional isocyanate, a unit derived from a polyvalent carboxylic acid, a unit derived from a first polyhydric alcohol, and an ether bond. A unit derived from a second polyhydric alcohol. According to such a configuration, it is possible to appropriately obtain a polyester polyether polyurethane having the technical effects described above.
- polyfunctional isocyanate examples include hexamethylene diisocyanate (HDI), 1,3-bis (isocyanatomethyl) cyclohexane, isophorone diisocyanate, 4,4′-methylenebis (cyclohexyl isocyanate), diphenylmethane diisocyanate (MDI), Examples include diisocyanate (TDI), xylylene diisocyanate (XDI), hydrogenated MDI, and TDI adducts.
- the polyfunctional isocyanate is preferably an aliphatic or alicyclic polyfunctional isocyanate. The said structure is suitable when implement
- the polyfunctional isocyanate is selected from the group consisting of hexamethylene diisocyanate, 1,3-bis (isocyanatomethyl) cyclohexane, isophorone diisocyanate, 4,4′-methylenebis (cyclohexyl isocyanate), and hydrogenated MDI.
- hexamethylene diisocyanate is a polyfunctional isocyanate for achieving high transparency and appropriate cohesiveness in polyester polyurethane, and thus for realizing high cohesion and high transparency in the pressure-sensitive adhesive layer 22 in the identification sheet X1. Is particularly preferred.
- Hexamethylene diisocyanate has a balance between the number of isocyanate groups that form a hydrophilic urethane bond and the number of methylene groups that form a hydrophobic skeleton in the polyester polyurethane obtained by using this. This is considered to be appropriate for the polyester polyurethane for the pressure-sensitive adhesive layer.
- polyvalent carboxylic acid examples include aliphatic or alicyclic polyvalent carboxylic acids and aromatic polyvalent carboxylic acids.
- examples of the aliphatic or alicyclic polycarboxylic acid include malonic acid, succinic acid, glutaric acid, adipic acid, and sebacic acid.
- Examples of the aromatic polycarboxylic acid include terephthalic acid and trimellitic acid.
- the polyvalent carboxylic acid is preferably an aliphatic or alicyclic polycarboxylic acid.
- the said structure is suitable when implement
- the polyester polyurethane includes a unit derived from hexamethylene diisocyanate (first unit) and a unit derived from adipic acid (second unit), the distance between the pair of urethane bonds in the first unit and the pair of esters in the second unit Since the distance between the bonds is approximate, the urethane bond pair and the ester bond pair in the first and second units are likely to form two hydrogen bonds. Such an interaction can be used as a means for controlling the cohesiveness of the polyester polyurethane.
- both hexamethylene diisocyanate and adipic acid as monomers for forming the polyester polyurethane from the viewpoint of controlling the cohesiveness of the polyester polyurethane or the pressure-sensitive adhesive layer 22 containing the polyester polyurethane.
- Examples of the first polyhydric alcohol include aliphatic or alicyclic polyhydric alcohols and aromatic polyhydric alcohols.
- Examples of the aliphatic or alicyclic polyhydric alcohol include ethylene glycol, propylene glycol, butylene glycol, neopentyl glycol, and cyclohexanediol.
- Examples of the aromatic polyhydric alcohol include bisphenol A and resorcinol.
- the first polyhydric alcohol is preferably an aliphatic or alicyclic polyhydric alcohol.
- the said structure is suitable when implement
- Neopentyl glycol having a branched chain structure can be expected to reduce the cohesiveness between the polyester polyurethane molecular chains in a state of being incorporated in the polyester polyurethane, as compared with the linear polyol. Such a cohesiveness mitigating action can be used as a means for controlling the cohesiveness of polyester polyurethane. Therefore, the use of neopentyl glycol as the polyol component for forming the polyester polyurethane is preferable from the viewpoint of controlling the cohesiveness of the polyester polyurethane or the pressure-sensitive adhesive layer 22 containing the polyester polyurethane.
- the second polyhydric alcohol is preferably an aliphatic or alicyclic ether bond-containing polyhydric alcohol.
- the aliphatic or alicyclic ether bond-containing polyhydric alcohol may be cross-linked with glycerol, ethylene glycol or the like.
- Examples of the second polyhydric alcohol include polyethylene glycol and polypropylene glycol.
- the number average molecular weight of the second polyhydric alcohol is preferably 300 to 50000, more preferably 500 to 10,000, more preferably 500 to 5000, more preferably 500 to 4000, and more preferably 1000 to 3000. .
- the number average molecular weight is a value (PEO equivalent value) obtained by measurement by gel permeation chromatography (GPC) performed using polyethylene oxide (PEO) as a standard polymer sample.
- the above configuration relating to the second polyhydric alcohol is suitable for realizing high transparency in the pressure-sensitive adhesive layer 22 in the identification sheet X1.
- the second polyhydric alcohol is polypropylene glycol.
- Polypropylene glycol is not only highly flexible but also easily polyfunctionalized and high molecular weight. Therefore, the use of polypropylene glycol as a polyol component for forming polyester polyurethane is suitable for molecular design with high flexibility while imparting flexibility to polyester polyurethane.
- the total number of isocyanate groups of the polyfunctional isocyanate that is, the total number of isocyanate groups of the polyfunctional isocyanate that will form the unit derived from the polyfunctional isocyanate
- the total number of carboxy groups of the polyvalent carboxylic acid that is, the total number of carboxy groups of the polyvalent carboxylic acid forming the unit derived from the polyvalent carboxylic acid
- the ratio value (first ratio value) of the total number of hydroxyl groups of the polyhydric alcohol that will form the derived unit is preferably 0.5 to 1.5, more preferably 0.7 to 1.4, More preferably, it is 0.7 to 1.3, and more preferably 0.8 to 1.2.
- polyester polyurethane in the pressure-sensitive adhesive layer 22 has a large amount.
- the ratio of the total number of hydroxyl groups of the polyhydric alcohol to the sum of the total number of isocyanate groups of the functional isocyanate and the total number of carboxy groups of the polyvalent carboxylic acid is preferably 0.5 to 1.5, more preferably 0.7 to 1. .4, more preferably 0.7 to 1.3, and more preferably 0.8 to 1.2.
- the total number of carboxy groups of the polyvalent carboxylic acid that is, the carboxy group of the polyvalent carboxylic acid that forms the unit derived from the polyvalent carboxylic acid
- the ratio value (second ratio value) of the total number of isocyanate groups of the polyfunctional isocyanate is preferably It is 0.5 to 1.0.
- Such a configuration is suitable for realizing both high transparency and good cohesion in the pressure-sensitive adhesive layer 22 in the identification sheet X1.
- the ratio value (third ratio value) of the total number of hydroxyl groups of the first polyhydric alcohol is: It is preferably 1.5 to 9.0.
- Such a configuration realizes both good cohesion and good flexibility while ensuring high thermal stability, low fluidity, and high transparency in the adhesive layer 22 in the forensic sheet X1. This is preferable.
- the second polyhydric alcohol when the second polyhydric alcohol is a multimer that is a polymer of the same kind of monomer as polypropylene glycol or polyethylene glycol, the second polyhydric that is such a multimer.
- the ratio of the total number of hydroxyl groups of the first polyhydric alcohol (that is, the total number of hydroxyl groups of the first polyhydric alcohol that will form the first polyhydric alcohol-derived unit) to the total number of units derived from the same monomer in the alcohol
- the value (the value of the fourth ratio) is preferably 0.1 to 0.4, more preferably 0.12 to 0.34.
- the above-described first and second polyhydric alcohols forming the polyester polyether polyurethane are described above.
- the value of the fourth ratio is preferably 0.1 to 0.4, more preferably 0.12 to 0.34.
- the polyester polyether polyurethane in the pressure-sensitive adhesive layer 22 and thus the hydrophilicity in the pressure-sensitive adhesive layer 22 is suppressed, and a hydrophobic component (for example, secretion that forms a fingerprint) by the pressure-sensitive adhesive surface 22a in the identification sheet X1.
- the value of the fourth ratio is preferably 0.1 or more.
- the above-mentioned first ratio value, second ratio value, third ratio value, and fourth ratio value are respectively the abundance ratios or relative ratios of the various partial structures or functional groups in the polymer. It is a value that can be obtained based on a number.
- the abundance ratio or relative number of various partial structures or functional groups in the polymer can be controlled by adjusting the relative amounts of various raw material monomers used for the synthesis of the polymer.
- the abundance ratio or relative number of structures or functional groups can be determined, for example, through the following processes.
- the polymer to be analyzed is purified. For example, after removing the solvent-insoluble component from the crude polymer solution obtained by stirring the pressure-sensitive adhesive layer-constituting material containing the polymer to be analyzed in a predetermined solvent by filtration, the solvent-soluble low molecular weight non-polymer is removed from the solution. The components are removed using gel permeation chromatography (GPC) and the solvent is distilled off from the resulting polymer-containing solution.
- GPC gel permeation chromatography
- the solvent is determined according to properties such as solubility of the polymer, and for example, dimethylformamide, chloroform, methylene chloride, tetrahydrofuran, acetone, dimethyl sulfoxide, methanol, ethanol, toluene, or water is used as the solvent.
- the polymer to be analyzed that has undergone purification is dissolved in a predetermined deuterated solvent for NMR measurement to prepare a sample solution.
- a sample solution is prepared by dissolving various fragments or various monomers derived from a polymer to be analyzed obtained by hydrolysis treatment for hydrolyzing an ester bond or urethane bond in the polymer to be analyzed in a deuterated solvent. May be prepared.
- the polymer to be analyzed is solvolyzed using a deuterated solvent capable of solvolyzing ester bonds and urethane bonds in the polymer to be analyzed, and various fragments or various monomers derived from the polymer to be analyzed thus obtained are treated.
- a sample solution may be prepared from the contained deuterated solvent.
- Various fragments or various monomers derived from the polymer to be analyzed obtained by hydrolysis or solvolysis are divided into multiple fractions by GPC, and a sample solution for NMR measurement is prepared for each fraction. Also good.
- the deuterated solvent is determined according to properties such as the solubility of the polymer, and includes, for example, deuterated chloroform, deuterated methylene chloride, deuterated tetrahydrofuran, deuterated acetone, deuterated dimethyl sulfoxide, deuterated Hydrogenated N, N-dimethylformamide, deuterated methanol, deuterated ethanol, or deuterated water is used as the deuterated solvent. Then, given a sample solution to the 1 H-NMR measurement to obtain 1 H-NMR spectrum. In the obtained spectrum, the signal intensity ratio (signal integration ratio) belonging to various partial structures or functional groups is obtained after waveform separation. Based on the signal intensity ratio, the abundance ratios or relative numbers of various partial structures or functional groups in the polymer are determined. For example, as described above, the abundance ratios or relative numbers of various partial structures or functional groups in the polymer to be analyzed can be obtained.
- the acrylic polymer is, for example, a unit derived from a first (meth) acrylic acid alkyl ester having an alkyl group having 1 to 4 carbon atoms. And a unit derived from a second (meth) acrylic acid alkyl ester having an alkyl group having 6 to 14 carbon atoms.
- (Meth) acryl means “acryl” and / or “methacryl”.
- first (meth) acrylic acid alkyl ester examples include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, and (meth) acrylic acid n- And butyl, isobutyl (meth) acrylate, s-butyl (meth) acrylate, and t-butyl (meth) acrylate.
- first (meth) acrylic acid alkyl ester may be used, or two or more kinds of first (meth) acrylic acid alkyl esters may be used. Good.
- Examples of the second (meth) acrylic acid alkyl ester include hexyl (meth) acrylate, isohexyl (meth) acrylate, heptyl (meth) acrylate, isoheptyl (meth) acrylate, octyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, isooctyl (meth) acrylate, nonyl (meth) acrylate, isononyl (meth) acrylate, decyl (meth) acrylate, isodecyl (meth) acrylate, undecyl (meth) acrylate , Isomethdecyl (meth) acrylate, dodecyl (meth) acrylate, isododecyl (meth) acrylate, tridecyl (meth) acrylate, isotridecyl (meth) acrylate, te
- the acrylic polymer preferably contains a unit derived from a polar group-containing monomer.
- polar group-containing monomers include carboxy group-containing monomers, hydroxyl group-containing monomers, amide group-containing monomers, amino group-containing monomers, and cyano group-containing monomers.
- carboxy group-containing monomer include (meth) acrylic acid, itaconic acid, maleic acid, fumaric acid, and crotonic acid.
- hydroxyl group-containing monomer examples include 2-hydroxyethyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, and 6-hydroxyhexyl (meth) acrylate. It is done.
- Amide group-containing monomers include (meth) acrylamide, N, N-dimethyl (meth) acrylamide, N-methylol (meth) acrylamide, N-methoxymethyl (meth) acrylamide, N-butoxymethyl (meth) acrylamide, and N -Hydroxyethyl (meth) acrylamide.
- amino group-containing monomer examples include aminoethyl (meth) acrylate, dimethylaminoethyl (meth) acrylate, and t-butylaminoethyl (meth) acrylate.
- cyano group-containing monomer examples include acrylonitrile and methacrylonitrile.
- the acrylic polymer one type of polar group-containing monomer may be used, or two or more types of polar group-containing monomers may be used.
- the rubber-based pressure-sensitive adhesive include synthetic rubbers such as diene-based synthetic rubber and non-diene-based synthetic rubber, and natural rubber.
- examples of the diene-based synthetic rubber include isoprene rubber, butadiene rubber, styrene / butadiene rubber, and chloroprene rubber.
- examples of the non-diene rubber include butyl rubber, ethylene propylene rubber, urethane rubber, and silicone rubber.
- the pressure-sensitive adhesive layer 22 may contain an antioxidant or a so-called light stabilizer in addition to the pressure-sensitive adhesive.
- the support sheet 10 and the pressure-sensitive adhesive sheet 20 are respectively produced.
- the support sheet 10 it can produce by lamination
- the writing layer 12 and the background layer 13 can be formed by, for example, a printing method.
- the release layer 14 can be formed by, for example, dry lamination or extrusion lamination.
- the pressure-sensitive adhesive sheet 20 can be produced, for example, by drying the pressure-sensitive adhesive composition after applying the pressure-sensitive adhesive composition on the base material layer 21.
- the support surface 10b of the support sheet 10 and the adhesive surface 22a of the adhesive sheet 20 are bonded together.
- marking of the identification mark M1 on the outer surface 10a on the support sheet 10 side and marking of the identification mark M2 on the outer surface 20a on the adhesive sheet 20 side are respectively performed.
- the marking include laser marking and air pen marking.
- the laser marking for example, a CO 2 laser, a UV laser, a green laser, and a fiber laser can be used.
- the air pen marking is a marking that uses point pressurization with a carbide needle that vibrates at high speed. You may form the transparent protective film which covers the outer surface 10a of the support sheet 10 after the marking of the identification mark M1. You may form the transparent protective film which covers the outer surface 20a of the adhesive sheet 20 after marking of the identification mark M2.
- the forensic sheet X1 can be manufactured as described above.
- the identification material is attached to the pressure-sensitive adhesive layer 22 or the pressure-sensitive adhesive surface 22a of the pressure-sensitive adhesive sheet 20.
- Forensic materials include fingerprints, footprints, tire marks, and hair.
- the adhesive sheet 20 with the identification mark M2 to which the identification material such as the fingerprint is attached as described above is formed on the support surface 10b of the original support sheet 10 with the identification mark M1 on the adhesive surface 22a side with the identification material.
- the yearly diary, collection number, case name, collection location, and collection property name are entered regarding the collection of the relevant knowledge material, and the signature stamp by the collector A signature and seal are made by the witness.
- the adhesive sheet 20 attached to the support sheet 10 with the authentic insight material is another adhesive sheet 20 (identification associated with the identification mark M1 of the support sheet 10).
- the sheet is replaced with a pressure-sensitive adhesive sheet not accompanied by the mark M2
- the adhesive sheet 20 with the authentic insight material is pasted and the support sheet on which various information for the material is written is another support sheet (identification of the adhesive sheet 20 If the sheet is replaced with a support sheet that does not have the identification mark M1 associated with the mark M2, the support sheet after the replacement and the adhesive sheet 20 can be distinguished from each other. This is because there is no identification mark M1 associated with the identification mark M2 of the adhesive sheet 20 on the support sheet. That is, in the identification sheet X1 including the support sheet 10 with the identification mark M1 which is one of the pair of mutual verification information and the adhesive sheet 20 with the identification mark M2 which is the other of the pair of mutual verification information, as described above.
- Such a forensic sheet X1 is suitable for suppressing falsification of the forensic sheet after the collection of the forensic material, and for suppressing the confusion of the adhesive sheet 20 or the support sheet 10 in the process of collecting the forensic material and for the forensic work. It is suitable for securing the evidence ability required in criminal cases, etc. for the collected forensic materials.
- the identification mark M1 is marked separately from the identification mark M2 on the outer surface 10a of the support sheet 10, and the identification mark M2 is marked on the outer surface 20a of the adhesive sheet 20.
- the identification mark M1 is marked separately.
- the identification mark M1 in the identification sheet X1 is not copied and formed as a result of the transfer action of the colored component that is a part of another identification mark formed of the colored component, and is not locally formed when another identification mark is formed. It was not copied and formed as a result of physical and chemical sensitivities to general heating, pressurization, and light irradiation.
- the identification mark M2 on the identification sheet X1 is not copied and formed as a result of the transfer action of the colored component that is a part of another identification mark formed of the colored component, and is not locally formed when another identification mark is formed. It was not copied and formed as a result of physical and chemical sensitivities to general heating, pressurization, and light irradiation.
- the identification marks M1 and M2 are concave type marks that are individually marked or engraved on the identification sheet X1. Such a configuration is suitable for suppressing or avoiding the deterioration of the identification marks M1 and M2, and therefore, for determining the mutual correspondence between the support sheet 10 with the identification mark M1 and the adhesive sheet 20 with the identification mark M2. This is suitable for keeping the identification marks M1 and M2 functioning as a pair of mutual verification information.
- the forensic sheet X1 is suitable for suppressing falsification of the forensic sheet after collection of the forensic material, and for suppressing the mistake of the adhesive sheet 20 or the support sheet 10 in the process of collecting the forensic material and the forensic work. As a result, it is suitable for continuing to secure the evidence ability required in criminal cases etc. for the collected insights.
- the configuration in which the identification marks M1 and M2 are concave type marks in the identification sheet X1 is a marking target surface (outer surface) in which shape changes other than the formed identification marks M1 and M2 (for example, generation of scratch marks) are suppressed. 10a, 20a) is preferable. For example, if there is a rubbing trace on the outer surface 20a on the transparent adhesive sheet 20 side, there is a case where the identification work (for example, fingerprint) collected on the identification sheet X1 is hindered.
- the pattern shape of the identification mark to be formed can be set with a high degree of freedom. This contributes to the productivity improvement of the identification sheet.
- the configuration in which the identification sheet X1 includes the concave type mark formed by laser marking as the identification mark M1 and / or the identification mark M2 also ensures releasability between the support sheet 10 and the adhesive sheet 20. Is preferred.
- the through-hole type laser marking that penetrates the support sheet is formed by laser irradiation from the support sheet side or the through-hole that penetrates the adhesive sheet, for the identification sheet in which the support sheet and the adhesive sheet are bonded together
- the type of laser marking is formed by laser irradiation from the adhesive sheet side
- the through-hole type laser marking penetrating the identification sheet is formed by laser irradiation
- the support sheet in the adhesive layer of the adhesive sheet The pressure-sensitive adhesive is softened and melted at the through-hole forming portion of the side surface, that is, the pressure-sensitive adhesive surface, and the pressure-sensitive adhesive layer is easily fused to the support sheet at the portion.
- the configuration in which the identification sheet X1 includes the concave mark formed by the laser marking as the identification mark M1 and / or the identification mark M2 is a local fusion between the support sheet 10 and the adhesive sheet 20. This is suitable for securing the peelability between both sheets.
- the softening and melting of the pressure-sensitive adhesive on the pressure-sensitive adhesive surface causes deformation at the softened and melted portion in the pressure-sensitive adhesive layer, and the deformation or unevenness generated on the pressure-sensitive adhesive surface is bonded again to the support sheet and pressure-sensitive adhesive sheet that have been peeled off. In this case, the adhesion between both sheets can be reduced.
- the configuration in which the identification sheet X1 has the concave type mark formed by laser marking as the identification mark M1 and / or the identification mark M2 avoids such deformation or unevenness on the adhesive surface 22a of the adhesive sheet 20. And it is suitable when ensuring the adhesiveness between the support sheet 10 and the adhesive sheet 20 after re-bonding.
- the identification sheet X1 as described above may have a configuration in which a plurality of identification sheets X1 are connected and integrated.
- FIG. 4 exemplifies a configuration in which six pieces of forensic sheets X1 are connected and integrated.
- an identification mark M1 is marked for each entry field on the outer surface 10a side.
- the plurality of identification marks M1 have different pattern shapes.
- an identification mark M2 is marked for each identification mark M1 on the outer surface 10a side.
- the plurality of identification marks M2 on the outer surface 20a side also have different pattern shapes. Identification marks M1 and M2 functioning as a pair of mutual verification information exist for each entry field.
- FIG. 5 is a partially enlarged sectional view of the forensic sheet X2 according to one embodiment of the present invention.
- the forensic sheet X2 includes a support sheet 10 and an adhesive sheet 20 that can be separated from each other.
- the support sheet 10 has a laminated structure including a base material layer 11, a writing layer 12, a background layer 13, and a release layer 14.
- the pressure-sensitive adhesive sheet 20 has a laminated structure including a base material layer 21 and a pressure-sensitive adhesive layer 22.
- the forensic sheet X2 has an outer surface 10a that can be an outer surface on the support sheet 10 side and an outer surface 20a that can be an outer surface on the pressure-sensitive adhesive sheet 20 side.
- An identification mark M3 bearing identification information is marked on the outer surface 10a on the support sheet 10 side.
- An identification mark M4 bearing identification information is marked on the outer surface 20a on the pressure-sensitive adhesive sheet 20 side.
- Such an identification sheet X2 is different from the above-described identification sheet X1 in that it has an identification mark M3 instead of the identification mark M1 and an identification mark M4 instead of the identification mark M2.
- the inspection sheet X2 has the same configuration as described above with respect to the inspection sheet X1 except for the identification marks M3 and M4.
- the identification marks M3 and M4 are printing marks, respectively.
- the print mark refers to a mark marked on the marking target surface by a printing method. Examples of the printing technique include inkjet printing, thermal transfer printing, gravure printing, letterpress printing, silk printing, stamp printing, and printing.
- the identification marks M3 and M4 may be printed with ink having a large contrast difference with the background color, or may be printed with ink having a small contrast difference with the background color. Alternatively, the identification marks M3 and M4 may be formed by printing with ink that develops color when irradiated with ultraviolet rays, for example.
- identification marks M3 and M4 are associated with each other so as to function as a pair of mutual verification information for determining the mutual correspondence between the support sheet 10 with the identification mark M3 and the adhesive sheet 20 with the identification mark M4. Designed. Specifically, the identification marks M3 and M4 have the same pattern shape and form a pair of mutual verification information. Alternatively, the identification marks M3 and M4 have a different pattern shape and form a pair of mutual verification information. Alternatively, when the identification sheet X2 is designed to have a transparent partial region over the entire region in the thickness direction, the identification mark M3 is marked on the partial region on the outer surface 10a and the identification mark M4 is formed on the outer surface.
- these identification marks M3 and M4 form a pair of mutual verification information in a state that can be confirmed from the outer surface 10a side or from the outer surface 20a side simultaneously.
- the element shapes that can be included in the pattern shapes of the identification marks M3 and M4 are the same as those described above for the element shapes that can be included in the pattern shapes of the identification marks M1 and M2 of the identification sheet X1, for example. is there.
- the printing mark is formed instead of the concave type mark on the outer surfaces 10a and 20a. can do.
- seat X2 it is the same as that of having mentioned above about the usage method of the identification sheet
- the identification mark M3 on the support sheet 10 side and the identification mark M4 on the adhesive sheet 20 side that are associated with each other make a pair in the single identification sheet, so that the support sheet 10 and Mutual compatibility of the adhesive sheet 20 is guaranteed. This is the same as that the mutual correspondence between the support sheet 10 and the adhesive sheet 20 is ensured by making the identification marks M1 and M2 make a pair in the above-mentioned identification sheet X1. It is suitable for suppressing mismixing of sheets and sheets.
- the identification mark M3 is marked separately from the identification mark M4 on the outer surface 10a of the support sheet 10, and the identification mark M4 is marked on the outer surface 20a of the adhesive sheet 20. The identification mark M3 is marked separately.
- Each of the identification marks M3 and M4 is not copied and formed as a result of the transfer action of the colored component which is a part of another identification mark formed of the colored component, and is not locally formed when another identification mark is formed. It was not copied and formed as a result of physical and chemical sensitivities to heat, pressure, light irradiation, etc. Such a configuration is suitable for suppressing or avoiding the deterioration of the identification marks M3 and M4. Therefore, the mutual correspondence between the support sheet 10 with the identification mark M3 and the adhesive sheet 20 with the identification mark M4 is determined. It is suitable for continuing the identification marks M3 and M4 as a pair of mutual verification information.
- the forensic sheet X2 is suitable for suppressing falsification of the forensic sheet after the collection of the forensic material and for suppressing the mistake of the adhesive sheet 20 or the support sheet 10 in the process of collecting the forensic material and the forensic work. As a result, it is suitable for continuing to secure the evidence ability required in criminal cases etc. for the collected insights.
- the identification mark M1 described above with respect to the identification sheet X1 may be marked. Further, in the identification sheet X2, instead of marking the identification mark M4 on the outer surface 20a on the adhesive sheet 20 side, the identification mark M2 described above regarding the identification sheet X1 may be marked.
- Example 1 ⁇ Preparation of urethane adhesive solution> In a flask equipped with a reflux condenser, a nitrogen gas inlet tube, a stirrer, and a thermometer, 0.096 mol of adipic acid (manufactured by Wako Pure Chemical Industries, Ltd.) and neopentyl glycol (manufactured by Wako Pure Chemical Industries, Ltd.) ) 0.127 mol, polypropylene glycol with a number average molecular weight of 1000 (manufactured by Wako Pure Chemical Industries, Ltd.), 0.071 mol, and decahydronaphthalene (manufactured by Wako Pure Chemical Industries, Ltd.) as a solvent, 100 g.
- adipic acid manufactured by Wako Pure Chemical Industries, Ltd.
- neopentyl glycol manufactured by Wako Pure Chemical Industries, Ltd.
- polypropylene glycol with a number average molecular weight of 1000 manufactured by Wako Pure Chemical
- pressure-sensitive adhesive solution S1 containing polyester polyurethane as a pressure-sensitive adhesive.
- the solid content concentration in the pressure-sensitive adhesive solution S1 is 55% by mass.
- the support sheet is coated with a base material layer made of synthetic paper (trade name “YUPO FPG”, 130 ⁇ m, manufactured by YUPO CORPORATION) and laminating ink (trade name “Lamiol Mark III”, manufactured by Sakata Inx Corporation).
- It has a laminated structure including a release layer made of (biaxially stretched polypropylene film) and forming the support surface of the support sheet.
- the outer surface of the support sheet on the writing layer side forms the first outer surface
- the outer surface of the transparent adhesive sheet on the base material layer side is the second outer surface.
- identification marks were formed on each of the first outer surface and the second outer surface of the sheet laminate. Specifically, using a CO 2 laser marking device (trade name “LP-420”, manufactured by Panasonic Device Sunx Co., Ltd.), a number string “12433567890” as a first identification mark is laser-marked on the first outer surface. In addition, a number string “1243567890” as a second identification mark was laser-marked on the second outer surface. In this laser marking, the energy output of the device used was 50%, and the scanning speed was 500 mm / second. Laser marking could be performed without coloring on each of the first outer surface and the second outer surface.
- the identification sheet of Example 1 that is, the laser mark having the laser mark functioning as one of the pair of mutual verification information on the outer surface on the support sheet side and functioning as the other of the pair of mutual verification information was able to be produced.
- Example 2 Example except that a transparent polyethylene film (trade name “NSO film”, manufactured by Okura Kogyo Co., Ltd.) having a thickness of 60 ⁇ m was employed instead of the transparent polyethylene terephthalate film having a thickness of 75 ⁇ m as the base material layer for the transparent adhesive sheet.
- the identification sheet of Example 2 was manufactured.
- the marking method and the formation identification mark in the present embodiment are the same laser marking and number string as in the first embodiment. Also in this example, it was possible to carry out laser marking without coloring each of the first outer surface and the second outer surface.
- Example 3 Example except that a transparent polyethylene terephthalate film having a thickness of 25 ⁇ m (trade name “Lumirror T60”, manufactured by Toray Industries, Inc.) was used instead of the transparent polyethylene terephthalate film having a thickness of 75 ⁇ m as the base material layer for the transparent adhesive sheet.
- the discriminating sheet of Example 3 was produced in the same manner as the discriminating sheet 1.
- the marking method and the formation identification mark in the present embodiment are the same laser marking and number string as in the first embodiment. Also in this example, it was possible to carry out laser marking without coloring each of the first outer surface and the second outer surface.
- Example 4 Example except that a transparent polyethylene terephthalate film having a thickness of 188 ⁇ m (trade name “Lumirror T60”, manufactured by Toray Industries, Inc.) was used instead of the transparent polyethylene terephthalate film having a thickness of 75 ⁇ m as the base material layer for the transparent adhesive sheet.
- the discriminating sheet of Example 4 was produced in the same manner as No. 1 discriminating sheet.
- the marking method and the formation identification mark in the present embodiment are the same laser marking and number string as in the first embodiment. Also in this example, it was possible to carry out laser marking without coloring each of the first outer surface and the second outer surface.
- Example 5 Preparation of acrylic adhesive solution>
- a flask equipped with a reflux condenser, a nitrogen gas inlet tube, a stirrer, and a thermometer 100 parts by mass of 2-ethylhexyl acrylate (2EHA) and 4 parts by mass of 2-hydroxyethyl acrylate (HEA) And 30 parts by mass of ethyl acetate as a polymerization solvent were added.
- the introduced components were stirred for 6 hours at 23 to 27 ° C. while introducing nitrogen gas into the flask, thereby removing oxygen in the reaction system.
- the identification sheet of Example 5 that is, the laser mark having the laser mark functioning as one of the pair of mutual verification information on the outer surface on the support sheet side and functioning as the other of the pair of mutual verification information was able to be produced.
- Example 6 Preparation of urethane adhesive solution> In a flask equipped with a reflux condenser, a nitrogen gas inlet tube, a stirrer, and a thermometer, 0.07 mol of polypropylene glycol (manufactured by Wako Pure Chemical Industries, Ltd.) having a number average molecular weight of 2000 and hexamethylene diisocyanate (sum) 0.064 mol (manufactured by Kojun Pharmaceutical Co., Ltd.), 0.001 mol of dibutyltin dilaurate ester (manufactured by Wako Pure Chemical Industries, Ltd.) which is a catalyst for urethane synthesis, and 100 g of tetrahydrofuran (manufactured by Wako Pure Chemical Industries, Ltd.) as a solvent.
- polypropylene glycol manufactured by Wako Pure Chemical Industries, Ltd.
- hexamethylene diisocyanate sum
- an adhesive solution S3 containing polyether polyurethane as an adhesive.
- the solid content concentration in the pressure-sensitive adhesive solution S3 is 55% by mass.
- the identification sheet of Example 6 that is, the laser mark having the laser mark functioning as one of the pair of mutual verification information on the outer surface on the support sheet side and functioning as the other of the pair of mutual verification information was able to be produced.
- Example 7 The discriminating sheet of Example 7 was manufactured through the same process as the discriminating sheet of Example 1 except that printing marking was used instead of laser marking as the marking method of the identification mark.
- an identification mark was marked on each of the first outer surface and the second outer surface of the sheet laminate described above with reference to Example 1 by UV curable relief printing. Specifically, using a UV curable printer (Iwasaki Tekko Co., Ltd.), a first barcode (one-dimensional barcode) as a first identification mark is printed and marked on the first outer surface. A second barcode (the same one-dimensional barcode as the first barcode) as a second identification mark was printed and marked on the outer surface.
- a UV curable printer Iwasaki Tekko Co., Ltd.
- the UV output of the apparatus used was 1.5 kV, and white UV ink (trade name “UV161”, manufactured by T & K TOKA Corporation) was used as the printing ink.
- the identification sheet of Example 7 that is, the printed mark (bar code) that functions as one of the pair of mutual verification information is provided on the outer surface of the support sheet and functions as the other of the pair of mutual verification information.
- the discriminating sheet having the print mark (bar code) to be performed on the outer surface on the transparent adhesive sheet side could be produced.
- Example 8 The discriminating sheet of Example 8 was manufactured through the same process as the discriminating sheet of Example 1 except that printing marking was used instead of laser marking as the marking method of the identification mark.
- an identification mark was marked by thermal transfer printing on each of the first outer surface and the second outer surface of the sheet laminate. Specifically, using a thermal printer (trade name “Dura Printer SI600”, manufactured by Nitto Denko Corporation), the first QR code as the first identification mark is printed and marked on the first outer surface, and the second outer surface is also printed. A second QR code (same as the first QR code) as a second identification mark was printed and marked.
- black thermal transfer ink (trade name “Durainque H20”, manufactured by Nitto Denko Corporation) was used as the printing ink.
- the identification sheet of Example 8 that is, the print mark (QR code) that functions as one of the pair of mutual verification information is provided on the outer surface of the support sheet and functions as the other of the pair of mutual verification information.
- the discriminating sheet having the printing mark (QR code) to be performed on the outer surface on the transparent adhesive sheet side could be produced.
- An identification sheet comprising: a pressure-sensitive adhesive sheet having a laminated structure including a pressure-sensitive adhesive layer and a base material layer that can be peeled off from the support sheet, and having a second identification mark marked thereon.
- a support sheet having a first outer surface on which a first identification mark is marked, and a support surface on the side opposite to the first outer surface, It has a laminated structure including a pressure-sensitive adhesive layer that can be peeled off from the support surface of the support sheet and a base material layer, and the second identification is provided on the opposite side of the base material layer from the pressure-sensitive adhesive layer.
- the identification sheet according to Supplementary Note 1 or 2 wherein each of the first identification mark and the second identification mark is a concave type mark or a print mark.
- the identification sheet according to Supplementary Note 3 wherein the concave type mark is a laser mark or an air pen mark.
- the identification sheet according to any one of Supplementary Notes 1 to 4 wherein the first identification mark and the second identification mark have the same pattern shape.
- Appendix 6 The identification sheet according to any one of Appendixes 1 to 4, wherein the first identification mark and the second identification mark have different pattern shapes.
- the first identification mark and the second identification mark include at least one selected from numerals, alphabets, hiragana, katakana, kanji, symbols, barcodes, and QR codes, respectively.
- the forensic sheet according to any one of the above.
- Appendix 8 The identification sheet according to any one of appendices 1 to 7, wherein the support sheet has an entry surface.
- the base material layer includes a polyethylene terephthalate film or a polyolefin film.
- Appendix 10 The identification sheet according to any one of appendices 1 to 9, wherein the base material layer has a thickness of 2.5 to 500 ⁇ m.
- Appendix 12 The identification sheet according to any one of appendices 1 to 11, wherein the pressure-sensitive adhesive layer contains polyurethane as a main agent.
- Appendix 13 The forensic sheet according to Appendix 12, wherein the polyurethane has a softening temperature of 190 to 280 ° C.
- Appendix 14 The forensic sheet according to Appendix 12 or 13, wherein the polyurethane is a polyester polyurethane.
- Appendix 15 The forensic sheet according to Appendix 14, wherein the polyester polyurethane is a polyester polyether polyurethane.
- the ratio of the total number of hydroxyl groups of the first polyhydric alcohol to the total number of hydroxyl groups of the second polyhydric alcohol is 1.5 to 9.0. 18.
- the second polyhydric alcohol is a multimer that is a polymer of the same type of monomer, and the first polyhydric alcohol is based on the total number of units derived from the same type of monomer in the second polyhydric alcohol.
- the ratio of the total number of isocyanate groups of the polyfunctional isocyanate to the total number of carboxy groups of the polyvalent carboxylic acid is 0.5 to 1.0.
- Appendix 25 The forensic sheet according to any one of appendices 17 to 24, wherein the polyfunctional isocyanate is an aliphatic or alicyclic polyfunctional isocyanate.
- the polyfunctional isocyanate is selected from the group consisting of hexamethylene diisocyanate, 1,3-bis (isocyanatomethyl) cyclohexane, isophorone diisocyanate, 4,4'-methylenebis (cyclohexyl isocyanate), and hydrogenated diphenylmethane diisocyanate.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heart & Thoracic Surgery (AREA)
- Molecular Biology (AREA)
- Pathology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Physics & Mathematics (AREA)
- Medical Informatics (AREA)
- Biophysics (AREA)
- Surgery (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Measurement Of The Respiration, Hearing Ability, Form, And Blood Characteristics Of Living Organisms (AREA)
Abstract
Description
〈ウレタン系粘着剤溶液の作製〉
環流冷却器と、窒素ガス導入管と、撹拌機と、温度計とを備えたフラスコ内に、アジピン酸(和光純薬株式会社製)0.096molと、ネオペンチルグリコール(和光純薬株式会社製)0.127molと、数平均分子量1000のポリプロピレングリコール(和光純薬株式会社製)0.071molと、溶媒としてのデカヒドロナフタレン(和光純薬株式会社製)100gとを投入した。そして、フラスコ内に窒素ガスを導入しつつ、前記投入成分について、180~200℃の温度範囲に維持して12時間の撹拌を行った(脱水縮合反応)。次に、フラスコ内の当該反応溶液について、溶媒を留去した後、溶媒としてのテトラヒドロフラン100gを加えた。次に、フラスコ内の溶液温度を90℃に変更した後、ヘキサメチレンジイソシアネート(和光純薬株式会社製)0.064molと、ウレタン合成用触媒であるジブチルスズジラウリン酸エステル(和光純薬株式会社製)0.001molとを、フラスコ内に加え、フラスコ内に窒素ガスを導入しながらフラスコ内の溶液について15時間の撹拌を行った(ポリウレタン化反応)。次に、反応溶液から溶媒を留去し、これによって得られた固形物とトルエンとを混合することによって、粘着剤たるポリエステルポリウレタンを含む粘着剤溶液(粘着剤溶液S1)を得た。粘着剤溶液S1中の固形分濃度は55質量%である。
透明な粘着シート側の基材層をなすこととなる厚さ75μmの透明ポリエチレンテレフタレートフィルム(商品名「ルミラーT60」,東レ株式会社製)上に、上記の粘着剤溶液S1を塗工した後に乾燥させて、厚さ280μmの透明粘着剤層を形成した。このようにして、本実施例の鑑識用シートのための透明粘着シートを作製した。次に、この透明粘着シートを、その粘着剤層ないし粘着面の側にて支持シートの支持面に貼り合せた。支持シートは、合成紙(商品名「ユポFPG」,130μm,株式会社ユポコーポレーション製)よりなる基材層と、ラミネート用インキ(商品名「ラミオールマークIII」,サカタインクス株式会社製)の塗工によって形成された記入面提供用の筆記層と、白色インキ(商品名「ラミックF220」,大日精化工業株式会社製)によってベタ印刷形成されたバックグラウンド層と、厚さ60μmの透明なOPPフィルム(2軸延伸ポリプロピレンフィルム)よりなって支持シートの支持面をなす剥離層とを含む積層構造を有する。こうして得られたシート積層体(支持シートおよび透明粘着シート)において、支持シートの筆記層側の外表面は第1外面をなし、且つ、透明粘着シートの基材層側の外表面は第2外面をなす。
透明粘着シート用の基材層として厚さ75μmの透明ポリエチレンテレフタレートフィルムに代えて厚さ60μmの透明ポリエチレンフィルム(商品名「NSOフィルム」,大倉工業株式会社製)を採用したこと以外は、実施例1の鑑識用シートと同様にして、実施例2の鑑識用シートを製造した。本実施例におけるマーキング手法および形成識別マークは、実施例1と同様のレーザーマーキングおよび数字列である。本実施例においても、第1外面および第2外面のそれぞれに、着色させずにレーザーマーキングすることができた。
透明粘着シート用の基材層として厚さ75μmの透明ポリエチレンテレフタレートフィルムに代えて厚さ25μmの透明ポリエチレンテレフタレートフィルム(商品名「ルミラーT60」,東レ株式会社製)を採用したこと以外は、実施例1の鑑識用シートと同様にして、実施例3の鑑識用シートを製造した。本実施例におけるマーキング手法および形成識別マークは、実施例1と同様のレーザーマーキングおよび数字列である。本実施例においても、第1外面および第2外面のそれぞれに、着色させずにレーザーマーキングすることができた。
透明粘着シート用の基材層として厚さ75μmの透明ポリエチレンテレフタレートフィルムに代えて厚さ188μmの透明ポリエチレンテレフタレートフィルム(商品名「ルミラーT60」,東レ株式会社製)を採用したこと以外は、実施例1の鑑識用シートと同様にして、実施例4の鑑識用シートを製造した。本実施例におけるマーキング手法および形成識別マークは、実施例1と同様のレーザーマーキングおよび数字列である。本実施例においても、第1外面および第2外面のそれぞれに、着色させずにレーザーマーキングすることができた。
〈アクリル系粘着剤溶液の作製〉
環流冷却器と、窒素ガス導入管と、撹拌機と、温度計とを備えたフラスコ内に、アクリル酸2-エチルヘキシル(2EHA)100質量部と、アクリル酸2-ヒドロキシエチル(HEA)4質量部と、重合溶媒たる酢酸エチル30質量部とを投入した。そして、フラスコ内に窒素ガスを導入しながら前記投入成分を23~27℃で6時間撹拌し、これによって反応系内の酸素を除去した。次に、フラスコ内に2,2'-アゾビスイソブチロニトリル(AIBN)0.2質量部を加えた後、80℃に昇温し、12時間の重合反応を行った。これによりアクリル系ポリマーを含む溶液を得た。このようにして得られたアクリル系ポリマー溶液に対し、アクリル系ポリマー100質量部に対して架橋剤たる芳香族ポリイソシアネート(商品名「コロネートHL」,日本ポリウレタン工業株式会社製)1質量部を添加した。そして、この混合溶液を酢酸エチルで希釈して固形分濃度を30質量%に調整した。このようにして、粘着剤たるアクリル系ポリマーを含む粘着剤溶液(粘着剤溶液S2)を得た。
透明粘着シートの粘着剤層を形成するうえで、ポリエステルポリウレタン含有の上記粘着剤溶液S1の代わりにアクリル系ポリマー含有の上記粘着剤溶液S2を用いた以外は実施例1と同様にして、シート積層体(支持シートおよび透明粘着シート)を作製した。そして、当該シート積層体の支持シート側の第1外面および透明粘着シート側の第2外面のそれぞれに対し、実施例1と同様にして識別マークを形成した。本実施例におけるマーキング手法および形成識別マークは、実施例1と同様のレーザーマーキングおよび数字列である。本実施例においても、第1外面および第2外面のそれぞれに、着色させずにレーザーマーキングすることができた。以上のようにして、実施例5の鑑識用シート、即ち、一対の相互照合情報の一方として機能するレーザーマークを支持シート側外表面に有し且つ一対の相互照合情報の他方として機能するレーザーマークを透明粘着シート側外表面に有する鑑識用シートを、製造することができた。
〈ウレタン系粘着剤溶液の作製〉
環流冷却器と、窒素ガス導入管と、撹拌機と、温度計とを備えたフラスコ内に、数平均分子量2000のポリプロピレングリコール(和光純薬株式会社製)0.07molと、ヘキサメチレンジイソシアネート(和光純薬株式会社製)0.064molと、ウレタン合成用触媒であるジブチルスズジラウリン酸エステル(和光純薬株式会社製)0.001molと、溶媒としてのテトラヒドロフラン(和光純薬株式会社製)100gとを投入した。そして、フラスコ内に窒素ガスを導入しながら、前記投入成分について90℃で15時間の撹拌を行った(ポリウレタン化反応)。次に、反応溶液から溶媒を留去し、これによって得られた固形物と酢酸エチルとを混合することによって、粘着剤たるポリエーテルポリウレタンを含む粘着剤溶液(粘着剤溶液S3)を得た。粘着剤溶液S3中の固形分濃度は55質量%である。
透明粘着シートの粘着剤層を形成するうえで、ポリエステルポリウレタン含有の上記粘着剤溶液S1の代わりにポリエーテルポリウレタン含有の上記粘着剤溶液S3を用いた以外は実施例1と同様にして、シート積層体(支持シートおよび透明粘着シート)を作製した。そして、当該シート積層体の支持シート側の第1外面および透明粘着シート側の第2外面のそれぞれに対し、実施例1と同様にして識別マークを形成した。本実施例におけるマーキング手法および形成識別マークは、実施例1と同様のレーザーマーキングおよび数字列である。本実施例においても、第1外面および第2外面のそれぞれに、着色させずにレーザーマーキングすることができた。以上のようにして、実施例6の鑑識用シート、即ち、一対の相互照合情報の一方として機能するレーザーマークを支持シート側外表面に有し且つ一対の相互照合情報の他方として機能するレーザーマークを透明粘着シート側外表面に有する鑑識用シートを、製造することができた。
識別マークのマーキング手法としてレーザーマーキングに代えて印刷マーキングを採用したこと以外は実施例1の鑑識用シートと同様の過程を経て、実施例7の鑑識用シートを製造した。本実施例では、実施例1に関して上述したシート積層体の第1外面および第2外面のそれぞれに対し、UV硬化型の凸版印刷によって識別マークをマーキングした。具体的には、UV硬化型印刷機(岩崎鉄工株式会社製)を使用して、第1外面に第1識別マークとしての第1バーコード(一次元バーコード)を印刷マーキングし、また、第2外面に第2識別マークとしての第2バーコード(第1バーコードと同じ一次元バーコード)を印刷マーキングした。凸版印刷によるこの印刷マーキングにおいて、使用装置のUV出力は1.5kVとし、印刷インキとして白色のUVインキ(商品名「UV161」,株式会社T&K TOKA製)を使用した。このようにして、実施例7の鑑識用シート、即ち、一対の相互照合情報の一方として機能する印刷マーク(バーコード)を支持シート側外表面に有し且つ一対の相互照合情報の他方として機能する印刷マーク(バーコード)を透明粘着シート側外表面に有する鑑識用シートを、製造することができた。
識別マークのマーキング手法としてレーザーマーキングに代えて印刷マーキングを採用したこと以外は実施例1の鑑識用シートと同様の過程を経て、実施例8の鑑識用シートを製造した。本実施例では、上記のシート積層体の第1外面および第2外面のそれぞれに対し、熱転写印刷によって識別マークをマーキングした。具体的には、サーマルプリンター(商品名「デュラプリンターSI600」,日東電工株式会社製)を使用して、第1外面に第1識別マークとしての第1QRコードを印刷マーキングし、また、第2外面に第2識別マークとしての第2QRコード(第1QRコードと同じ)を印刷マーキングした。熱転写印刷によるこの印刷マーキングにおいては、印刷インキとして黒色の熱転写用インキ(商品名「デュラインクH20」,日東電工株式会社製)を使用した。このようにして、実施例8の鑑識用シート、即ち、一対の相互照合情報の一方として機能する印刷マーク(QRコード)を支持シート側外表面に有し且つ一対の相互照合情報の他方として機能する印刷マーク(QRコード)を透明粘着シート側外表面に有する鑑識用シートを、製造することができた。
前記支持シートに対して着剥可能な粘着剤層および基材層を含む積層構造を有し、且つ、第2識別マークがマーキングされている、粘着シートと、を備える鑑識用シート。
〔付記2〕第1識別マークがマーキングされている第1外面、および、当該第1外面とは反対の側の支持面、を有する支持シートと、
前記支持シートの前記支持面に対して着剥可能な粘着剤層および基材層を含む積層構造を有し、且つ、前記基材層における前記粘着剤層とは反対の側に、第2識別マークがマーキングされている第2外面を有する、粘着シートと、を備える鑑識用シート。
〔付記3〕前記第1識別マークおよび前記第2識別マークは、それぞれ、凹タイプマークまたは印刷マークである、付記1または2に記載の鑑識用シート。
〔付記4〕前記凹タイプマークはレーザーマークまたはエアペンマークである、付記3に記載の鑑識用シート。
〔付記5〕前記第1識別マークおよび前記第2識別マークは、同じパターン形状を有する、付記1から4のいずれか一つに記載の鑑識用シート。
〔付記6〕前記第1識別マークおよび前記第2識別マークは、異なるパターン形状を有する、付記1から4のいずれか一つに記載の鑑識用シート。
〔付記7〕前記第1識別マークおよび前記第2識別マークは、それぞれ、数字、アルファベット、ひらがな、カタカナ、漢字、記号、バーコード、およびQRコードから選択される少なくとも一種を含む、付記1から6のいずれか一つに記載の鑑識用シート。
〔付記8〕前記支持シートは記入面を有する、付記1から7のいずれか一つに記載の鑑識用シート。
〔付記9〕前記基材層は、ポリエチレンテレフタレートフィルムまたはポリオレフィンフィルムを含む、付記1から8のいずれか一つに記載の鑑識用シート。
〔付記10〕前記基材層は、2.5~500μmの厚さを有する、付記1から9のいずれか一つに記載の鑑識用シート。
〔付記11〕鑑識資料を採取するために使用される、付記1から10のいずれか一つに記載の鑑識用シート。
〔付記12〕前記粘着剤層は主剤としてポリウレタンを含む、付記1から11のいずれか一つに記載の鑑識用シート。
〔付記13〕前記ポリウレタンは、190~280℃の軟化温度を有する、付記12に記載の鑑識用シート。
〔付記14〕前記ポリウレタンは、ポリエステルポリウレタンである、付記12または13に記載の鑑識用シート。
〔付記15〕前記ポリエステルポリウレタンは、ポリエステルポリエーテルポリウレタンである、付記14に記載の鑑識用シート。
〔付記16〕前記粘着剤層は主剤としてアクリル系ポリマーを含む、付記1から11のいずれか一つに記載の鑑識用シート。
〔付記17〕前記ポリエステルポリウレタンは、多官能イソシアネート由来のユニット、多価カルボン酸由来のユニット、および、第1の多価アルコール由来のユニットを含む、付記14または15に記載の鑑識用シート。
〔付記18〕前記ポリエステルポリエーテルポリウレタンは、多官能イソシアネート由来のユニット、多価カルボン酸由来のユニット、第1の多価アルコール由来のユニット、および、エーテル結合を含有する第2の多価アルコール由来のユニットを含む、付記15に記載の鑑識用シート。
〔付記19〕前記ポリエステルポリエーテルポリウレタンにおいて、前記第2の多価アルコールの水酸基総数に対する、前記第1の多価アルコールの水酸基総数の比の値は、1.5~9.0である、付記18に記載の鑑識用シート。
〔付記20〕前記ポリエステルポリエーテルポリウレタンにおいて、前記第2の多価アルコールは同種モノマーの重合物たる多量体であり、当該第2の多価アルコールにおける同種モノマー由来のユニットの総数に対する、前記第1の多価アルコールの水酸基総数の比の値は、0.1~0.4である、付記18または19に記載の鑑識用シート。
〔付記21〕前記第2の多価アルコールは、エーテル結合を含有する脂肪族または脂環式の多価アルコールである、付記18から20のいずれか一つに記載の鑑識用シート。
〔付記22〕前記第2の多価アルコールは、ポリプロピレングリコールである、付記21に記載の鑑識用シート。
〔付記23〕前記ポリエステルポリウレタンにおいて、前記多官能イソシアネートのイソシアネート基総数と前記多価カルボン酸のカルボキシ基総数との和に対する、前記多価アルコールの水酸基総数の比の値は、0.5~1.5である、付記17から22のいずれか一つに記載の鑑識用シート。
〔付記24〕前記ポリエステルポリウレタンにおいて、前記多価カルボン酸のカルボキシ基総数に対する、前記多官能イソシアネートのイソシアネート基総数の比の値は、0.5~1.0である、付記17から23のいずれか一つに記載の鑑識用シート。
〔付記25〕前記多官能イソシアネートは、脂肪族または脂環式の多官能イソシアネートである、付記17から24のいずれか一つに記載の鑑識用シート。
〔付記26〕前記多官能イソシアネートは、ヘキサメチレンジイソシアネート、1,3-ビス(イソシアナトメチル)シクロヘキサン、イソホロンジイソシアネート、4,4'-メチレンビス(シクロヘキシルイソシアネート)、および、水素添加ジフェニルメタンジイソシアネートからなる群より選択される少なくとも一種である、付記25に記載の鑑識用シート。
〔付記27〕前記多価カルボン酸は、脂肪族または脂環式の多価カルボン酸である、付記17から26のいずれか一つに記載の鑑識用シート。
〔付記28〕前記多価カルボン酸は、アジピン酸である、付記27に記載の鑑識用シート。
〔付記29〕前記第1の多価アルコールは、脂肪族または脂環式の多価アルコールである、付記17から28のいずれか一つに記載の鑑識用シート。
〔付記30〕前記第1の多価アルコールは、ネオペンチルグリコールである、付記29に記載の鑑識用シート。
M1,M2,M3,M4 識別マーク
10 支持シート
10a 外面
10b 支持面
11 基材層
12 筆記層
13 バックグラウンド層
14 剥離層
20 粘着シート
20a 外面
21 基材層
22 粘着剤層
22a 粘着面
Claims (16)
- 第1識別マークがマーキングされている支持シートと、
前記支持シートに対して着剥可能な粘着剤層および基材層を含む積層構造を有し、且つ、第2識別マークがマーキングされている、粘着シートと、を備える鑑識用シート。 - 第1識別マークがマーキングされている第1外面、および、当該第1外面とは反対の側の支持面、を有する支持シートと、
前記支持シートの前記支持面に対して着剥可能な粘着剤層および基材層を含む積層構造を有し、且つ、前記基材層における前記粘着剤層とは反対の側に、第2識別マークがマーキングされている第2外面を有する、粘着シートと、を備える鑑識用シート。 - 前記第1識別マークおよび前記第2識別マークは、それぞれ、凹タイプマークまたは印刷マークである、請求項1または2に記載の鑑識用シート。
- 前記凹タイプマークはレーザーマークまたはエアペンマークである、請求項3に記載の鑑識用シート。
- 前記第1識別マークおよび前記第2識別マークは、同じパターン形状を有する、請求項1から4のいずれか一つに記載の鑑識用シート。
- 前記第1識別マークおよび前記第2識別マークは、異なるパターン形状を有する、請求項1から4のいずれか一つに記載の鑑識用シート。
- 前記第1識別マークおよび前記第2識別マークは、それぞれ、数字、アルファベット、ひらがな、カタカナ、漢字、記号、バーコード、およびQRコードから選択される少なくとも一種を含む、請求項1から6のいずれか一つに記載の鑑識用シート。
- 前記支持シートは記入面を有する、請求項1から7のいずれか一つに記載の鑑識用シート。
- 前記基材層は、ポリエチレンテレフタレートフィルムまたはポリオレフィンフィルムを含む、請求項1から8のいずれか一つに記載の鑑識用シート。
- 前記基材層は、2.5~500μmの厚さを有する、請求項1から9のいずれか一つに記載の鑑識用シート。
- 鑑識資料を採取するために使用される、請求項1から10のいずれか一つに記載の鑑識用シート。
- 前記粘着剤層は主剤としてポリウレタンを含む、請求項1から11のいずれか一つに記載の鑑識用シート。
- 前記ポリウレタンは、190~280℃の軟化温度を有する、請求項12に記載の鑑識用シート。
- 前記ポリウレタンは、ポリエステルポリウレタンである、請求項12または13に記載の鑑識用シート。
- 前記ポリエステルポリウレタンは、ポリエステルポリエーテルポリウレタンである、請求項14に記載の鑑識用シート。
- 前記粘着剤層は主剤としてアクリル系ポリマーを含む、請求項1から11のいずれか一つに記載の鑑識用シート。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680082513.9A CN108697381A (zh) | 2016-02-23 | 2016-11-29 | 鉴定用片 |
| US16/078,161 US10799156B2 (en) | 2016-02-23 | 2016-11-29 | Sheet for identification |
| EP16891634.4A EP3420900A1 (en) | 2016-02-23 | 2016-11-29 | Sheet for identification |
| KR1020187026198A KR20180115279A (ko) | 2016-02-23 | 2016-11-29 | 감식용 시트 |
| JP2018501000A JP7033057B2 (ja) | 2016-02-23 | 2016-11-29 | 鑑識用シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-032234 | 2016-02-23 | ||
| JP2016032234 | 2016-02-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017145478A1 true WO2017145478A1 (ja) | 2017-08-31 |
Family
ID=59686037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/085304 WO2017145478A1 (ja) | 2016-02-23 | 2016-11-29 | 鑑識用シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10799156B2 (ja) |
| EP (1) | EP3420900A1 (ja) |
| JP (1) | JP7033057B2 (ja) |
| KR (1) | KR20180115279A (ja) |
| CN (1) | CN108697381A (ja) |
| WO (1) | WO2017145478A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113091662B (zh) * | 2021-04-02 | 2022-05-06 | 中国计量科学研究院 | 一种自支撑多材料镀层膜厚标准套件及制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11301145A (ja) * | 1998-04-23 | 1999-11-02 | Dainippon Printing Co Ltd | 改ざん防止シール及び改ざん防止通帳 |
| JP2006051763A (ja) * | 2004-08-16 | 2006-02-23 | Dainippon Printing Co Ltd | 貴重品配送用シールセットとその使用方法及び貴重品配送システム |
| JP2007181525A (ja) * | 2006-01-05 | 2007-07-19 | Nitto Denko Corp | 鑑識用粘着シート及びその製造方法 |
| JP2007182483A (ja) * | 2006-01-05 | 2007-07-19 | Nitto Denko Corp | 鑑識用粘着シートおよびその製造方法、ならびに痕跡採取方法 |
| JP2007254619A (ja) * | 2006-03-24 | 2007-10-04 | Panac Co Ltd | 再剥離性着色粘着フィルム |
| JP2010169618A (ja) * | 2009-01-26 | 2010-08-05 | Ps Industry:Kk | 鑑識用転写シート、該鑑識用転写シート製造方法及び装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4221404A (en) * | 1978-06-12 | 1980-09-09 | Shuffstall Richard M | Medical history record filing system |
| JP3774338B2 (ja) | 1999-08-02 | 2006-05-10 | 日東電工株式会社 | 鑑識用粘着シ−ト及び痕跡採取方法 |
| JP4707901B2 (ja) | 2001-09-18 | 2011-06-22 | 日東電工株式会社 | 鑑識用粘着シート |
| US20120175424A1 (en) * | 2005-04-21 | 2012-07-12 | Saint Andre M | Sheet assembly and patient identification products |
| JP4737617B2 (ja) | 2006-01-05 | 2011-08-03 | 日東電工株式会社 | 鑑識用粘着シートおよびその製造方法、ならびに痕跡採取方法 |
| JP4737618B2 (ja) * | 2006-01-10 | 2011-08-03 | 日東電工株式会社 | 鑑識用粘着シート |
| KR101294977B1 (ko) * | 2006-02-10 | 2013-08-08 | 아사히 가라스 가부시키가이샤 | 우레탄 수지의 제조 방법 및 점착제 |
| JP2009187065A (ja) * | 2008-02-01 | 2009-08-20 | Panasonic Electric Works Co Ltd | コード読み取り装置及びそれを用いたダイレクトマーキングシステム |
| JP6432169B2 (ja) * | 2013-07-23 | 2018-12-05 | 大日本印刷株式会社 | 帳票 |
| JP2015063107A (ja) * | 2013-09-26 | 2015-04-09 | 大日本印刷株式会社 | 複写シート |
| WO2015056763A1 (ja) * | 2013-10-17 | 2015-04-23 | 東レ・オペロンテックス株式会社 | ポリウレタン弾性繊維およびその製造方法 |
| CA2972966C (en) * | 2015-01-07 | 2023-01-10 | Tendyne Holdings, Inc. | Prosthetic mitral valves and apparatus and methods for delivery of same |
-
2016
- 2016-11-29 CN CN201680082513.9A patent/CN108697381A/zh active Pending
- 2016-11-29 KR KR1020187026198A patent/KR20180115279A/ko unknown
- 2016-11-29 US US16/078,161 patent/US10799156B2/en active Active
- 2016-11-29 WO PCT/JP2016/085304 patent/WO2017145478A1/ja active Application Filing
- 2016-11-29 JP JP2018501000A patent/JP7033057B2/ja active Active
- 2016-11-29 EP EP16891634.4A patent/EP3420900A1/en not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11301145A (ja) * | 1998-04-23 | 1999-11-02 | Dainippon Printing Co Ltd | 改ざん防止シール及び改ざん防止通帳 |
| JP2006051763A (ja) * | 2004-08-16 | 2006-02-23 | Dainippon Printing Co Ltd | 貴重品配送用シールセットとその使用方法及び貴重品配送システム |
| JP2007181525A (ja) * | 2006-01-05 | 2007-07-19 | Nitto Denko Corp | 鑑識用粘着シート及びその製造方法 |
| JP2007182483A (ja) * | 2006-01-05 | 2007-07-19 | Nitto Denko Corp | 鑑識用粘着シートおよびその製造方法、ならびに痕跡採取方法 |
| JP2007254619A (ja) * | 2006-03-24 | 2007-10-04 | Panac Co Ltd | 再剥離性着色粘着フィルム |
| JP2010169618A (ja) * | 2009-01-26 | 2010-08-05 | Ps Industry:Kk | 鑑識用転写シート、該鑑識用転写シート製造方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3420900A1 (en) | 2019-01-02 |
| JPWO2017145478A1 (ja) | 2019-01-31 |
| JP7033057B2 (ja) | 2022-03-09 |
| US10799156B2 (en) | 2020-10-13 |
| CN108697381A (zh) | 2018-10-23 |
| US20190046088A1 (en) | 2019-02-14 |
| KR20180115279A (ko) | 2018-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101978002B (zh) | 喷墨油墨和喷墨打印方法 | |
| KR100742791B1 (ko) | 레이저컷팅가능한 다층 시트 물질 | |
| EP2271723B1 (en) | Method of making adhesive article | |
| EP2710084B1 (en) | Processing tapes for preparing laminate articles | |
| JP5343403B2 (ja) | ラミネート用粘着フィルムおよびレーザーマーキングラベル | |
| JP5377356B2 (ja) | 情報表示ラベル | |
| EP1708874B1 (en) | Card sheet with electron-beam curable polymers as breakable layers in pre-cut substrates | |
| KR20120014252A (ko) | 광학용 투명 감압 접착체와 광학용 투명 감압 접착 적층제 및 그 제조방법 | |
| WO2017145478A1 (ja) | 鑑識用シート | |
| JP5305068B2 (ja) | 電池パック | |
| TW200828199A (en) | Laser marking label and article with the label | |
| WO2017145479A1 (ja) | 鑑識用シート | |
| US20110033696A1 (en) | Retroreflective stickers and forms | |
| JP2002254549A (ja) | 多孔質シート積層体及び耐水性表示シート | |
| JP2002169470A (ja) | 印刷表示シートおよび印刷表示体 | |
| JP2018159768A (ja) | ラベルおよびその製造方法 | |
| CN216466707U (zh) | 一种带基材可碳带打印的逆反射片 | |
| JP2019132881A (ja) | レーザマーカラベル、およびレーザマーカラベルの製造方法 | |
| KR102716533B1 (ko) | 무점착 스티커용 시트 제조방법 및 이를 통해 제조된 무점착 스티커용 시트 | |
| JP2009048026A (ja) | 表示体 | |
| JP4006248B2 (ja) | 画像記録媒体及び画像表示シート | |
| JP7461690B1 (ja) | 粘着シート | |
| CN116338841A (zh) | 一种带基材可碳带打印的逆反射片 | |
| JP2011021077A (ja) | 粘着フィルム | |
| JP2005239948A (ja) | 粘着フィルム及びそれを用いたラベル類 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018501000 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187026198 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016891634 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016891634 Country of ref document: EP Effective date: 20180924 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16891634 Country of ref document: EP Kind code of ref document: A1 |