WO2017086169A1 - 二相ステンレス鋼材および二相ステンレス鋼管 - Google Patents
二相ステンレス鋼材および二相ステンレス鋼管 Download PDFInfo
- Publication number
- WO2017086169A1 WO2017086169A1 PCT/JP2016/082652 JP2016082652W WO2017086169A1 WO 2017086169 A1 WO2017086169 A1 WO 2017086169A1 JP 2016082652 W JP2016082652 W JP 2016082652W WO 2017086169 A1 WO2017086169 A1 WO 2017086169A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- steel material
- stainless steel
- duplex stainless
- inclusions
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
Definitions
- the present invention relates to a duplex stainless steel material and a duplex stainless steel pipe.
- Stainless steel is a material that naturally forms a stable surface film mainly composed of a Cr oxide called a passive film in a corrosive environment and exhibits corrosion resistance.
- a duplex stainless steel material composed of a ferrite phase and an austenite phase is superior in strength characteristics to austenitic stainless steel and ferritic stainless steel, and has good pitting corrosion resistance and stress corrosion cracking resistance. Due to these characteristics, duplex stainless steel materials are used for structural materials in seawater environments such as umbilical tubes, seawater desalination plants, LNG (Liquid Natural Gas) vaporizers, oil well pipes and various chemical plants. As widely used.
- the duplex stainless steel starts from inclusions in the duplex stainless steel and defects in the passive film.
- corrosive substances such as chloride, hydrogen sulfide, carbon dioxide, etc.
- pitting corrosion occurs in steel materials.
- a corrosive substance such as chloride ions is concentrated in the gap, resulting in a more severe corrosive environment.
- an oxygen concentration cell is formed between the outside and the inside of the gap, and local corrosion inside the gap is further promoted, and so-called crevice corrosion may occur.
- local corrosion such as pitting corrosion and crevice corrosion may be the starting point of stress corrosion cracking.
- Patent Document 1 discloses a duplex stainless steel that has improved corrosion resistance by controlling the content of Cr, Mo, N, and W to be 40 or more.
- Patent Document 2 discloses a duplex stainless steel having excellent corrosion resistance and hot workability by controlling the contents of B, T, etc. in addition to controlling the contents of Cr, Mo, W, and N. ing.
- Non-Patent Document 1 experimentally shows that MnS, which is an inclusion in steel, is the starting point of local corrosion (pitting corrosion) in stainless steel.
- a CaO crucible and a CaO—CaF 2 —Al 2 O 3 system are used in a vacuum melting furnace in order to reduce sulfide inclusions in steel that adversely affect hot workability and corrosion resistance.
- the amount of S is reduced to 3 ppm or less using the slag.
- Patent Document 4 discloses a thermal phase in which the morphology of a ferrite phase is controlled by finely dispersing a composite nonmetallic inclusion of a Ti-based nitride and an Mg-based oxide from a slab surface layer to a depth of 10 mm in an arbitrary cross section.
- a method for producing a stainless steel slab having an austenite-ferrite two-phase excellent in hot workability is disclosed.
- Patent Document 5 discloses that composite non-metallic inclusions in which Ti-based oxides or nitrides are formed with Mg-based inclusions as nuclei are finely dispersed, thereby preventing pitting corrosion at the starting point of inclusions and casting.
- a method for producing a ferritic stainless steel with improved corrosion resistance by refining the structure of the piece is disclosed.
- Patent Document 6 discloses pores originating from inclusions by finely dispersing inclusions having outer shells of Ti and / or Nb carbonitrides around the nuclei of Al—Ca oxysulfides.
- a method for producing a low alloy steel excellent in pitting corrosion resistance that prevents corrosion and does not induce sulfide stress cracking starting from pitting corrosion is disclosed.
- Patent Document 7 discloses that the sulfur / oxide composite inclusion containing Ta having a major axis of 1 ⁇ m or more is 500 or less per 1 mm 2 in cross section perpendicular to the processing direction.
- the Ta content in the composite inclusions is 500 or less per 1 mm 2 in cross section perpendicular to the processing direction.
- the present invention has been made in view of such circumstances, and a main problem thereof is to provide a duplex stainless steel material and a duplex stainless steel pipe that exhibit excellent corrosion resistance.
- the duplex stainless steel material according to one aspect of the present invention is a duplex stainless steel material composed of a ferrite phase and an austenite phase
- the metal component composition of the steel material is V: 0.01 to 0.50 mass%.
- a composite inclusion, or a composite inclusion and an inclusion and the inclusion includes at least one of an oxide, a sulfide, and an oxysulfide
- the composite inclusion has the inclusion as a nucleus.
- a duplex stainless steel pipe according to another aspect of the present invention is characterized by comprising the above duplex stainless steel material.
- duplex stainless steel material and duplex stainless steel pipe according to the present invention can exhibit excellent corrosion resistance.
- FIG. 1 is an enlarged cross-sectional view schematically showing a composite inclusion and an inclusion of a duplex stainless steel material according to the present invention.
- FIG. 2 is an explanatory view schematically showing an enlarged composite inclusion in the region A of FIG. 1 in the duplex stainless steel material according to the present invention.
- FIG. 3 is an explanatory view schematically showing an enlarged inclusion in the region B of FIG. 1 in the duplex stainless steel material according to the present invention.
- FIG. 4 is an explanatory view schematically showing an enlarged form of the composite inclusion of the duplex stainless steel material according to the present invention.
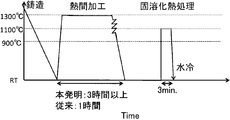
- FIG. 5 is an explanatory view showing the difference between the heat treatment process of the preferred method for producing a duplex stainless steel material in the present invention and the heat treatment process of a conventional method for producing a duplex stainless steel material.
- FIG. 6 is a graph showing the relationship between the pitting potential and the coverage of inclusions covered by the outer shell.
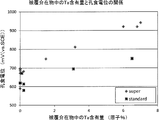
- FIG. 7 is a graph showing the relationship between the pitting potential and the Ta content in the metal component of the outer shell, divided into two judgments according to the value of PRE for the duplex stainless steel material according to the present invention.
- FIG. 8 is a graph showing the relationship between the pitting corrosion potential and the Ta / Ti ratio by dividing the judgment into two according to the value of the PRE for the duplex stainless steel material according to the present invention.
- duplex stainless steel A duplex stainless steel material and a duplex stainless steel pipe according to an embodiment of the present invention will be described.
- the composite inclusion 20 and the core inclusion 10 will be described with reference to FIGS. 1 to 3 as appropriate.
- the duplex stainless steel material according to the present embodiment is a duplex stainless steel material composed of a ferrite phase and an austenite phase.
- This duplex stainless steel material contains a basic metal component composition and contains a predetermined amount of Cr and at least one selected from V, Ti, Nb and Ta.
- V, Ti, Nb, and Ta are collectively referred to as “X group elements”.
- the duplex stainless steel material has an inclusion 10 made of at least one of oxide, sulfide, and oxysulfide as a nucleus, and around this nucleus, a carbide of Cr and at least one kind of the X group element or
- the ratio of the number of composite inclusions 20 having nitride outer shells 15 is controlled to be 30% or more of the total number of inclusions 10 containing oxide, sulfide or oxysulfide.
- the duplex stainless steel material contains a predetermined amount of Ta among the group X elements
- the Ta content in the carbide or nitride metal component of the outer shell 15 is preferably 5 atomic% or more.
- it contains Ta and Ti it is preferable that Ta is 25 mass% or more of Ti.
- the basic metal component composition of the duplex stainless steel material it contains a predetermined amount of C, Si, Mn, S, Ni, Mo, N, Cr, O, and the balance is Fe and inevitable impurities. It is preferable.
- a duplex stainless steel material further contains the 1 type or 2 types of Mg and Al of predetermined amount.
- the metal component composition further contains Ca in a predetermined amount, and the metal component composition further contains one or both of Co and Cu in a predetermined amount.
- the metal component composition may further contain B in a predetermined amount.
- the duplex stainless steel material according to the present embodiment is composed of two phases of a ferrite phase and an austenite phase.
- ferrite phase stabilizing elements such as Cr and Mo tend to concentrate in the ferrite phase
- austenite phase stabilizing elements such as Ni and N tend to concentrate in the austenite phase.
- the area ratio of the ferrite phase is less than 30% or more than 70%, the concentration difference between the ferrite phase and the austenite phase of elements contributing to the corrosion resistance such as Cr, Mo, Ni, and N becomes too large.
- the ratio of the ferrite phase to the austenite phase is also optimized, and the area ratio of the ferrite phase is preferably 30 to 70%, more preferably 40 to 60% from the viewpoint of corrosion resistance. .
- Such an area ratio of the ferrite phase can be optimized by adjusting the contents of the ferrite phase stabilizing element and the austenite phase stabilizing element.
- a different phase such as a ⁇ phase can be tolerated to such an extent that various properties such as corrosion resistance and mechanical properties are not impaired.
- the total area ratio of the ferrite phase and the austenite phase is preferably 95% or more, more preferably 97% or more, based on the total phase of the steel material.
- the duplex stainless steel material of this embodiment contains a predetermined amount of at least one X group element selected from the X group consisting of V, Ti, Nb, and Ta together with a basic metal component composition, and Cr. . Then, the duplex stainless steel material has a carbide or nitride outer shell 15 of Cr and at least one X group element around the core inclusion 10 made of at least one of oxide, sulfide and oxysulfide. The ratio of the number of the composite inclusions 20 having the above is controlled to 30% or more of the total number of the inclusions 10 including oxides, sulfides or oxysulfides.
- the ratio of the number of composite inclusions 20 is 30% or more of the total number of inclusions 10, that is, [composite inclusion 20] / [inclusion 10] ⁇ 100 is 30%.
- the oxide In the duplex stainless steel of the present embodiment, it is preferable to control the oxide to an Al—Mg-based oxide as much as possible from the viewpoint of the corrosion resistance and the coverage of the inclusions 10 by the outer shell 15. If the amount of Mg added is insufficient, an Al—Ca-based oxide that can be dissolved in an oxidizing atmosphere is obtained. On the other hand, if the amount of Mg added is excessive, Mg oxide inferior in corrosion resistance is precipitated in large amounts, so that the corrosion resistance of the steel material is lowered. By controlling the amount of Mg to be within the range specified by the present invention, the Al-Mg oxide having excellent corrosion resistance is controlled, and by having the outer shell 15 made of nitride, pitting corrosion starting from the inclusion 10 is reduced. can do.
- Mn sulfide when Mn sulfide is precipitated as the inclusions 10, the Mn sulfide is deformed during processing, so that the outer shell 15 made of nitride is broken, and the corrosion resistance by the outer shell 15 made of nitride cannot be expected. Therefore, it is preferable to control to a sulfide of Ca as much as possible by adding Ca.
- the numerical range of the metal component composition as an example of the duplex stainless steel material and the reason for the limitation will be described.
- the X group element and Cr will be described, and then the basic metal component composition will be described.
- Group X element V: 0.01 to 0.50 mass%, Ti: 0.0001 to 0.0500 mass%, Nb: 0.0005 to 0.0500 mass%, Ta: 0.01 to 0.50 mass%)
- the X group element which is at least one selected from V, Ti, Nb and Ta is bonded to C and N in the same manner as Cr, and is an inclusion 10 made of at least one of oxide, sulfide and oxysulfide.
- the composite inclusion 20 having the outer shell 15 of the carbide or nitride of the X group element is formed around the nucleus.
- Ta covers oxides, sulfides, or oxysulfide inclusions 10 that adversely affect corrosion resistance with Ta-containing carbonitride layers, that is, outer shells 15, having higher corrosion resistance. can do. Therefore, Ta is an element that improves the corrosion resistance.
- the upper limit and lower limit of the X group element are set as follows. That is, the V content is 0.01% by mass or more, preferably 0.05% by mass or more. Further, the Ti content is 0.0001% by mass or more, preferably 0.0003% by mass or more, more preferably 0.0010% by mass or more. Further, the Nb content is 0.0005 mass% or more, preferably 0.0010 mass% or more. And Ta content is 0.01 mass% or more, Preferably it is 0.02 mass% or more, More preferably, you may be 0.03 mass% or more.
- the V content and the Ta content are each 0.50% by mass or less, preferably 0.40% by mass or less, more preferably 0.30% by mass or less.
- the Ti content and the Nb content are each 0.0500% by mass or less, preferably 0.0400% by mass or less, more preferably 0.0300% by mass or less, further preferably 0.0200% by mass or less, and even more. Preferably it is 0.0050 mass% or less.
- the total content of V, Ti, Nb, and Ta is preferably 0.02 to 1.00% by mass in consideration of corrosion resistance and hot workability.
- the outer shell 15 may be configured to contain Ta in an amount satisfying the following expression (1). ([Ta] / [M] total) ⁇ 100 ⁇ 5 (1) where [Ta] is the number of Ta atoms contained in the outer shell 15 and [M] total is the outer The total number of metal element atoms contained in the shell 15 is represented respectively.
- the Ta content (atomic%) satisfies the formula (1), the corrosion resistance of the carbide or nitride outer shell 15 is improved, so the effect of suppressing the progress of pitting corrosion is enhanced, and the corrosion resistance of the steel material is improved.
- Ta is added in the range of 0.01 to 0.50 mass%, and the predetermined manufacturing condition described later is satisfied. is required.
- the inclusion 10 is controlled to be an Mg—Al-based oxide having excellent corrosion resistance.
- Ta mass% / Ti mass% ratio satisfying the following formula (2) It is good. Ta mass% / Ti mass% ⁇ 25 (2) Formula When the Ta mass% / Ti mass% ratio satisfies the formula (2), carbide or nitride containing Ta as the outer shell 15 Since inclusion 10 is easily covered, the effect of suppressing the progress of pitting corrosion is enhanced, and the corrosion resistance of the steel material is improved.
- the basic metal component composition should be in the following range in consideration of performance such as workability necessary to become a product, conditions for making the metal structure into a two-phase structure, manufacturing cost, etc. preferable.
- C 0.100 mass% or less
- C content shall be 0.100 mass% or less. Since the C content is preferably as small as possible, it is preferably 0.080% by mass or less, more preferably 0.060% by mass or less. C may not be contained in the steel material, that is, 0% by mass.
- Si 0.10 to 2.00% by mass
- Si is an element necessary for deoxidation and stabilization of the ferrite phase.
- the Si content is 0.10% by mass or more, preferably 0.15% by mass or more, more preferably 0.20% by mass or more.
- the Si content is 2.00% by mass or less, preferably 1.50% by mass or less, and more preferably 1.00% by mass or less.
- Mn has a deoxidizing effect like Si, and is an element necessary for ensuring strength.
- the Mn content is 0.10% by mass or more, preferably 0.15% by mass or more, more preferably 0.20% by mass or more.
- the Mn content is 3.00% by mass or less, preferably 2.50% by mass or less, more preferably 2.00% by mass or less.
- S 0.0100 mass% or less
- S is inevitably mixed as an impurity, and is combined with Mn or the like to form sulfide inclusions 10 to deteriorate corrosion resistance and hot workability.
- the S content is 0.0100% by mass or less, preferably 0.0050% by mass or less, more preferably 0.0030% by mass or less.
- S is preferably as low as possible, and may not be contained in the steel material, that is, 0% by mass.
- an excessive reduction of the S content for example, a reduction of 3 ppm or less results in an increase in production cost, and therefore the lower limit is about 0.0004 mass%.
- Ni is an element necessary for improving corrosion resistance, and is particularly effective for suppressing local corrosion in a chloride environment. Ni is also an element that is effective for improving low-temperature toughness and is also necessary for stabilizing the austenite phase. In order to obtain such an effect, the Ni content is 1.0% by mass or more, preferably 2.0% by mass or more, more preferably 3.0% by mass or more. However, when Ni is contained excessively, the austenite phase becomes excessive and the strength is lowered. Therefore, the Ni content is 10.0% by mass or less, preferably 9.5% by mass or less, and more preferably 9.0% by mass or less.
- Mo 0.05 to 6.00 mass%
- Mo is an element that generates molybdic acid at the time of dissolution and exhibits an effect of improving local corrosion resistance by an inhibitor action, thereby improving the corrosion resistance.
- Mo is an element that stabilizes the ferrite phase, and has the effect of improving the pitting corrosion resistance and crack resistance of the steel material.
- the Mo content is set to 0.05% by mass or more, preferably 0.50% by mass or more, more preferably 1.00% by mass or more.
- the Mo content is 6.00% by mass or less, preferably 5. 50% by mass or less, more preferably 5.00% by mass or less.
- N 0.10 to 0.50 mass%
- N is an element that stabilizes a strong austenite phase, and has an effect of improving corrosion resistance without increasing the formation sensitivity of the ⁇ phase.
- N is an element that is also effective for increasing the strength of steel, and is therefore actively utilized in this embodiment.
- the role of N important for stabilization of an austenite phase cannot be played, but there exists a possibility that corrosion resistance may fall.
- the N content is 0.10% by mass or more, preferably 0.15% by mass or more, more preferably 0.20% by mass or more.
- coarse nitrides are formed and the toughness is lowered.
- the N content is 0.50% by mass or less, preferably 0.45% by mass or less, more preferably 0.40% by mass or less.
- Cr is composed of at least one of the aforementioned V, Ti, Nb, and Ta around the nucleus, which is an inclusion 10 composed of at least one of oxide, sulfide, and oxysulfide in combination with C and N.
- the carbide or nitride outer shell 15 is formed together with the X group element, and the composite inclusion 20 having the outer shell 15 in the inclusion 10 is formed. Therefore, Cr has an effect of improving pitting corrosion resistance.
- Cr is a main component of the passive film and a basic element for developing the corrosion resistance of the stainless steel material. Further, Cr is an element that stabilizes the ferrite phase.
- the Cr content is 20.0% by mass or more, preferably 21.0% by mass or more, more preferably 21.5% by mass or more.
- the Cr content is 28.0% by mass or less, preferably 27.5% by mass or less, more preferably 27.0% by mass or less.
- the following metal component composition which is selective in combination with the basic metal component composition may be contained, and an example thereof will be described below.
- Al is a deoxidizing element and is an element necessary for reducing the amount of O and S during melting.
- the Al content is set to 0.001% by mass or more, preferably 0.003% by mass or more, and more preferably 0.005% by mass or more.
- the Al content is 0.050% by mass or less, preferably 0.040% by mass or less. More preferably, it is 0.030 mass% or less.
- Mg is an element necessary together with Al for forming an Mg—Al oxide having relatively excellent corrosion resistance. Further, Mg is an element that combines with S and O in steel to suppress the segregation of these inclusions at grain boundaries and improve hot workability. In order to obtain such an effect, the Mg content is set to 0.0001% by mass or more, preferably 0.0003% by mass or more. However, when Mg is excessively contained, Mg-based oxides that are inferior in corrosion resistance become stable, and the corrosion resistance deteriorates. Therefore, the Mg content is 0.0200% by mass or less, preferably 0.0150% by mass or less, more preferably 0.0100% by mass or less.
- Ca 0.0001 to 0.0200 mass%
- Ca is an element that suppresses formation of MnS, which is likely to be a starting point of local corrosion by combining with S contained as an impurity in the steel, thereby forming CaS and improving local corrosion resistance.
- Ca is an element that combines with S and O in steel to suppress the segregation of these inclusions at the grain boundaries and improve hot workability.
- the Ca content is set to 0.0001% by mass or more, preferably 0.0003% by mass or more.
- the Ca content is 0.0200% by mass or less, preferably 0.0100% by mass or less.
- Co and Cu are elements that improve the corrosion resistance and stabilize the austenite phase.
- the Co content and the Cu content are each 0.1% by mass or more, preferably 0.2% by mass or more.
- the Cu content and the Co content are each 2.0% by mass or less, preferably 1.5% by mass or less.
- Co or Cu has an effect of improving the corrosion resistance and stabilizing the austenite phase by containing one or both of them in the above-described range of the predetermined amount.
- B (B: 0.0005 to 0.0100 mass%) B is effective in improving corrosion resistance and hot workability.
- the B content is set to 0.0005 mass% or more, preferably 0.0010 mass% or more. Since B is an optional component, it may be 0% by mass.
- B content is 0.0100% by mass or less, preferably 0.0050% by mass or less, and more preferably 0.0020% by mass or less.
- the basic components of the component composition constituting the duplex stainless steel material are as described above, and the remaining components are Fe and inevitable impurities.
- Inevitable impurities include, for example, P and O.
- P 0.05% by mass or less
- P content shall be 0.05 mass% or less.
- the P content is preferably as small as possible, preferably 0.04% by mass or less, and more preferably 0.03% by mass or less.
- P may not be contained in the steel material, that is, it may be 0% by mass. However, excessive reduction of the P content causes an increase in manufacturing cost.
- the lower limit is about 0.01% by mass.
- O is an impurity mixed at the time of melting, and is an element that precipitates as an oxide in steel by combining with a deoxidizing element such as Si or Al, and lowers the workability and corrosion resistance of the duplex stainless steel material. And when O is contained excessively, since many oxides and oxysulfides will precipitate, corrosion resistance and hot workability will fall. Therefore, the O content is 0.030% by mass or less, preferably 0.028% by mass or less, more preferably 0.024% by mass or less. The lower the O content, the better. However, excessive reduction of O leads to an increase in cost, so the lower limit is about 0.0005% by mass.
- Inevitable impurities are impurities that are inevitably mixed during melting and are contained within a range that does not impair various properties of the steel material. Moreover, in addition to the said component, you may actively contain another element in the component composition of steel materials in the range which does not have a bad influence on the effect of the steel materials which concern on this invention. Note that the duplex stainless steel material according to the present application does not need to be added with W as compared with the conventional one, so that an increase in cost is suppressed and it is economically advantageous.
- An example of a basic metal component composition suitable for a lean duplex stainless steel material with a PRE of less than 30 is as follows.
- the lean duplex stainless steel material has a metal component composition of C: 0.10% by mass or less, Si: 0.10 to 2.00% by mass, Mn: 0.10 to 3.00% by mass, S: 0. 0.0100 mass% or less, Ni: 3.0 to 7.0 mass%, Mo: 0.05 to 1.00 mass%, N: 0.05 to 0.20 mass%, Cr: 20.0 to 25. 0 mass%, O: 0.030 mass% or less, with the balance being Fe and inevitable impurities.
- Ni: 3.0 to 7.0 mass%, Mo: 0.05 to 1.00 mass%, N: 0.05 to 0.20 mass%, Cr: 20.0 to 25 0.0% by mass is different from Super Duplex Stainless Steel and Standard Duplex Stainless Steel, but the effect of each component and the significance of defining the content are the same. Description of is omitted.
- the Ni content is preferably 3.5% by mass or more, and preferably 6.5% by mass or less.
- the Mo content is preferably 0.10% by mass or more, and preferably 0.95% by mass or less.
- the N content is preferably 0.10% by mass or more, and more preferably 0.15% by mass or less.
- the Cr content is preferably 20.5% by mass or more, and preferably 24.5% by mass or less.
- the duplex stainless steel material having the above-described configuration that is, the super duplex stainless steel material, the standard duplex stainless steel material, and the lean duplex stainless steel material, as shown in FIGS. Since the composite inclusions 20 in which the shells 15 are formed are 30% or more of the number of the inclusions 10, the progress of pitting corrosion can be prevented. As shown in FIG. 4, it can be seen that the state in which the pitting hole is about to progress in a part of the inclusion 10 and the state in which the outer shell 15 is formed prevents the progress of the pitting hole. In other words, the duplex stainless steel material can prevent the development of pitting holes as the composite inclusion 20 including the outer shell 15 around the inclusion 10 increases, and exhibits excellent corrosion resistance even in a severe corrosive environment.
- the outer shell 15 completely covers the entire periphery of the inclusion 10 as a nucleus, but it is sufficient that the outer shell 15 is formed in a range of 30% or more, and may be formed in a range of 40% or more. Preferably, it is formed in a range of 60% or more, more preferably in a range of 80% or more, and most preferably 100%.
- the outer shell 15 may be a single layer or a plurality of layers.
- the duplex stainless steel material according to the present embodiment can be manufactured by a manufacturing facility and a manufacturing method used for mass production of ordinary stainless steel.
- deoxidation is performed by adding a large amount of elements having high affinity with O, such as Si and Al, and further, secondary degassing such as vacuum degassing and argon gas stirring is performed.
- the oxide inclusions 10 are removed by lengthening the refining time or performing a plurality of times.
- the molten steel melted in a converter or electric furnace is refined by an AOD (Argon Oxygen Decarburization) method or a VOD (Vacuum Oxygen Decarburization) method, and then the components are adjusted. It is made into a steel ingot by the casting method.
- the obtained steel ingot can be hot-worked in a temperature range of about 900 to 1300 ° C. and then cold-worked to obtain a desired dimensional shape.
- the total processing ratio of the cross-sectional area of the original steel ingot / the cross-sectional area after processing is about 10 to 50 as usual.
- the number of composite inclusions 20 and inclusions 10 is controlled by controlling the temperature in hot working, the heat treatment immediately before hot working, and the total heat treatment time of the heat treatment during hot working. Is adjusted. That is, in the duplex stainless steel material, the ratio of the number of the composite inclusions 20 having the outer shell 15 around the inclusions 10 is 30% or more of the total number of the inclusions 10, so that the temperature is about 900 to 1300 ° C.
- the heat treatment in this temperature range is performed for 3 hours or more, preferably 5 hours or more, more preferably 10 hours or more. A longer heat treatment time is better. However, when the heat treatment time is excessively long, productivity is deteriorated.
- the heat treatment time immediately before and during hot working is better in terms of productivity, so it was generally controlled within one hour or less.
- the heat treatment time is set to the above-described range, and the heat treatment time is significantly longer than usual, so that the ratio of the number of composite inclusions 20 is 30% or more of the total number of inclusions 10. You are getting a state.
- FIG. 5 the heat treatment process of the preferred method for producing a duplex stainless steel material in the present embodiment and the heat treatment process of a conventional method for producing a duplex stainless steel material are shown so as to show the difference.
- hot forging is performed for 3 hours or more, whereas the heat treatment of the conventional method for producing a duplex stainless steel material is performed. In this process, hot forging is performed for 1 hour.
- the lower limit of the temperature of the solution heat treatment is preferably 1000 ° C. or higher, and the upper limit is preferably 1200 ° C. or lower, more preferably 1100 ° C. or lower, and further preferably 1080 ° C. or lower.
- the holding time is preferably 1 to 30 minutes.
- Rapid cooling is preferably performed at a cooling rate of 10 ° C./second or more.
- the pickling for surface adjustments, such as scale removal can be performed as needed.
- duplex stainless steel pipe An embodiment of a duplex stainless steel pipe according to this embodiment will be described.
- the duplex stainless steel pipe is made of the duplex stainless steel material. Therefore, as described above, the duplex stainless steel pipe according to the present embodiment exhibits excellent corrosion resistance. Therefore, the duplex stainless steel pipe according to the present embodiment can be used as a structural material for a seawater environment such as an umbilical tube, a seawater desalination plant, and an LNG vaporizer, as well as a structural material for an oil well and various chemical plants.
- the duplex stainless steel pipe according to the present embodiment can be manufactured by a manufacturing facility and a manufacturing method used for mass production of a normal stainless steel pipe.
- the desired dimensions can be obtained by an extruded pipe or Mannesmann pipe made of a round bar, or a weld pipe made by welding a seam after forming a plate material.
- the duplex stainless steel pipe can be set to an appropriate size according to an oil well pipe, a chemical plant, an umbilical tube or the like in which the steel pipe is used.
- a duplex stainless steel pipe can be set to a suitable dimension as structural materials, such as a seawater desalination plant and a LNG vaporizer.
- a technique generally used for stainless steel such as TIG, MIG, SAW, coating, etc.
- a suitable method such as various types of arc welding such as arc, electron beam welding, laser welding, and electric resistance welding may be used.
- a duplex stainless steel material is a duplex stainless steel material composed of a ferrite phase and an austenite phase.
- the metal component composition of the steel material is V: 0.01 to 0.50 mass%, Ti : 0.0001 to 0.0500 mass%, Nb: 0.00050.0500 mass%, Ta: containing at least one X group element selected from 0.01 to 0.50 mass%, in the steel material
- an outer shell of Cr and a carbide or nitride containing at least one kind of the X group element is provided, and the ratio of the number of the composite inclusions is 30% of the total number of the inclusions Special features To.
- the duplex stainless steel material contains, in the outer shell formed around the inclusions, one or more selected from V, Ti, Nb, and Ta as X group elements and Cr.
- V, Ti, Nb, and Ta are combined with C and N, and have an effect of forming carbide or nitride at the interface between the oxide, sulfide, or oxysulfide inclusions and the steel.
- Ta has an effect of forming a carbonitride coating layer having more excellent corrosion resistance.
- the metal component composition includes Ta: 0.01 to 0.50% by mass, and the outer shell includes Ta in an amount satisfying the following expression (1). Also good. ([Ta] / [M] total) ⁇ 100 ⁇ 5 (1)
- Formula [Ta] is the number of Ta atoms contained in the outer shell, and [M] total is the outer shell. Each represents the total number of atoms of the metal element contained.
- the duplex stainless steel material improves the corrosion resistance of the outer shell of carbide or nitride, so the effect of suppressing the progress of pitting corrosion increases, and the corrosion resistance of the steel material improves.
- the metal component composition of the steel material includes Ta: 0.01 to 0.50 mass% and Ti: 0.0001 to 0.0500 mass%, and the following formula (2): It is good also as a structure which is Ta mass% / Ti mass% ratio to satisfy
- the duplex stainless steel material contains Mg: 0.0001 to 0.0200 mass%, Al: 0.001 to 0.050 mass% as a metal component composition of the steel material, and the core of the composite inclusion
- Mg 0.0001 to 0.0200 mass%
- Al 0.001 to 0.050 mass%
- the duplex stainless steel material is further improved in corrosion resistance because the core and inclusions of the composite inclusions contain Mg and Al that affect the corrosion resistance.
- the metal component composition of the steel material is as follows: C: 0.10% by mass or less, Si: 0.10 to 2.00% by mass, Mn: 0.10 to 3.00% by mass, S: 0.0100% by mass or less, Ni: 1.0-10.0% by mass, Mo: 0.05-6.00% by mass, N: 0.10-0.50% by mass, Cr: 20.0 ⁇ 28.0 mass%, O: 0.030 mass% or less, with the balance being Fe and inevitable impurities.
- the metal component composition is C: 0.10% by mass or less, Si: 0.10 to 2.00% by mass, Mn: 0.10 to 3.00% by mass, S: 0.0100% by mass or less, Ni: 3.0 to 7.0% by mass, Mo: 0.05 to 1.00% by mass, N: 0.05 to 0.20% by mass, Cr: 20.0 to 25% 0.0 mass%, O: 0.030 mass% or less, with the balance being Fe and inevitable impurities.
- the duplex stainless steel material contains a predetermined amount of a metal component composition such as C, Si, Mn, S, Ni, Mo, N, Cr, and O, thereby forming a duplex phase composed of an austenite phase and a ferrite phase.
- a metal component composition such as C, Si, Mn, S, Ni, Mo, N, Cr, and O
- C By setting C to a predetermined value or less, unnecessary carbides are not formed, and there is an effect of suppressing a decrease in corrosion resistance.
- Si and Mn are effective for deoxidation.
- S has an effect of suppressing deterioration of corrosion resistance and hot workability by setting it to a predetermined value or less.
- S becomes a cause of forming MnS which impairs corrosion resistance and toughness.
- Cr, Mo, and N are effective in improving pitting corrosion resistance.
- Ni is effective in improving the corrosion resistance and stabilizing the austenite phase.
- O since O is set to a predetermined value or less, the corrosion resistance and hot
- the metal component composition of the steel material further includes Ca: 0.0001 to 0.0200 mass%, and the metal component composition of the steel material further includes Co: 0.1 to Containing at least one selected from the group consisting of 2.0% by mass and Cu: 0.1-2.0% by mass, or the metal component composition of the steel material further comprises B: 0.0005-0 0.0100% by mass may be contained.
- the duplex stainless steel material further improves the corrosion resistance by further containing any of a predetermined amount of Ca, Co, Cu, and B.
- Ca combines with S and O in the steel and suppresses segregation at the grain boundaries, thereby improving corrosion resistance and hot workability.
- Co and Cu are effective in improving corrosion resistance and stabilizing the austenite phase.
- B is effective in improving hot workability.
- a duplex stainless steel pipe according to another aspect of the present invention is composed of the duplex stainless steel material described above.
- the duplex stainless steel pipe is composed of a duplex stainless steel material, and the inclusions starting from local corrosion are modified, thereby improving corrosion resistance and stress corrosion cracking resistance in the welded portion. Will improve.
- duplex stainless steel material according to the present invention will be described in more detail by way of examples.
- the duplex stainless steel material according to the present invention is not limited to the following examples.
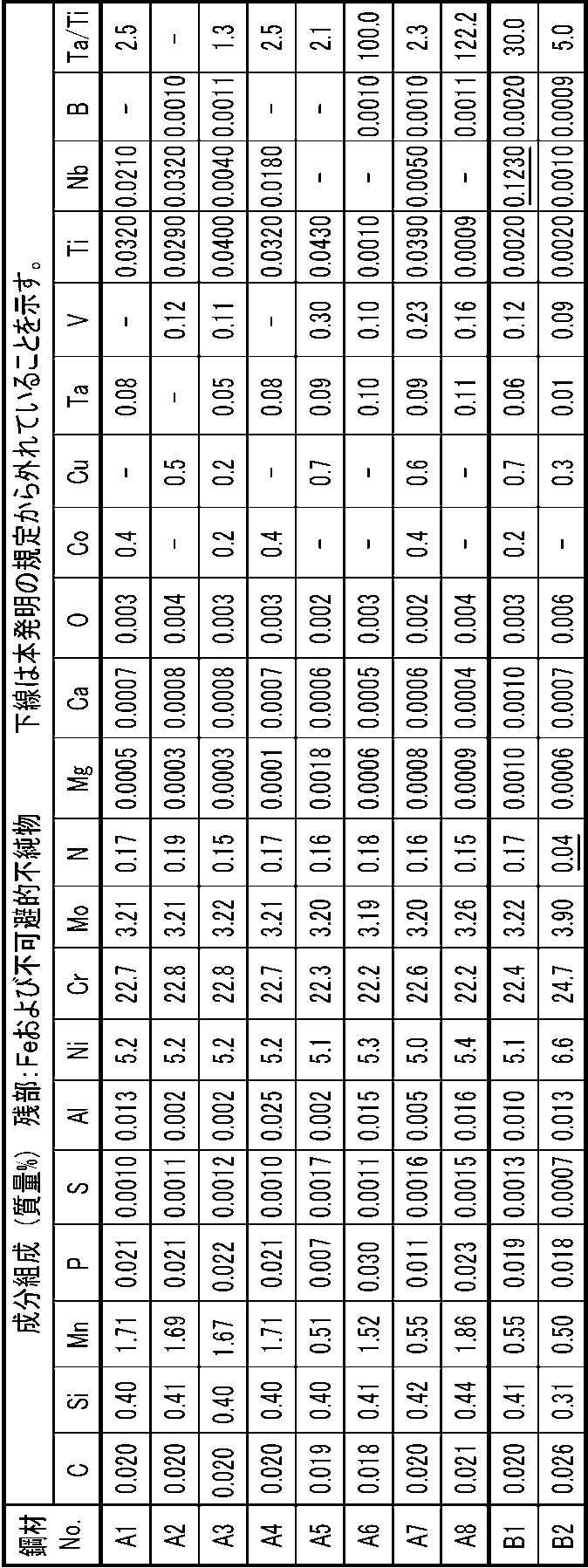
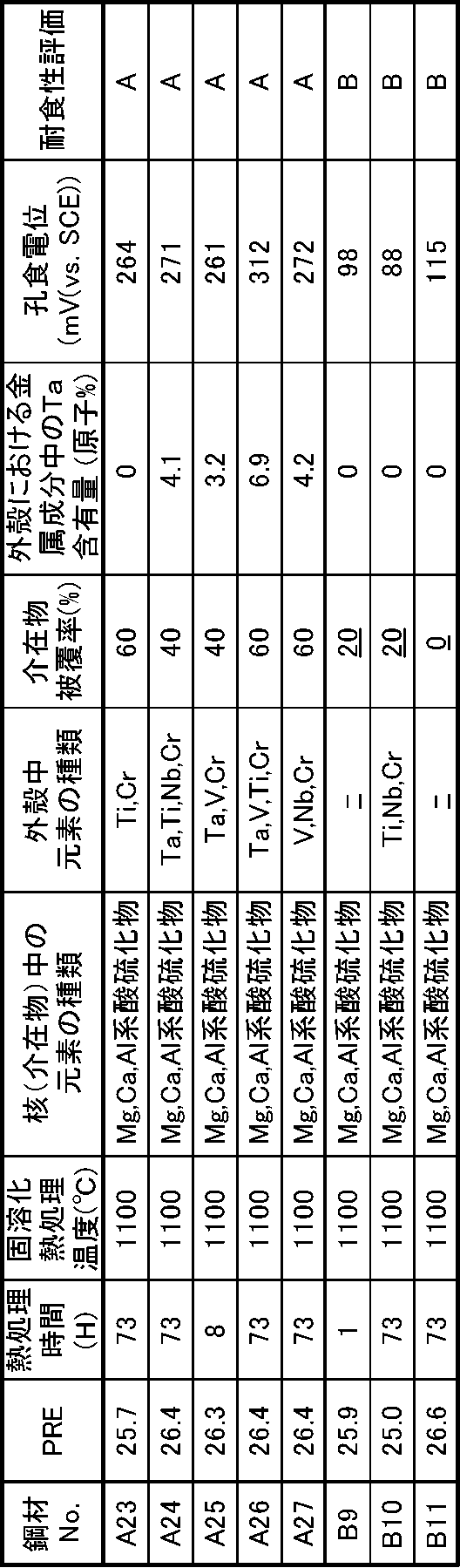
- Tables 1 to 6 show the metal component compositions and evaluation results of the duplex stainless steel materials.
- the solidified steel ingot was heated to 900-1300 ° C., subjected to hot forging at the same temperature, and then cut. Immediately before hot forging and at the time of hot forging, heat treatment in a temperature range of about 900 to 1300 ° C. was performed for 3 hours or more. Next, it was subjected to a solution heat treatment held at 1100 ° C. for 3 minutes, water-cooled at a cooling rate of 12 ° C./second, and cut to a steel material of 300 ⁇ 120 ⁇ 50 mm.
- the steel material produced as described above is a steel material No. A1 to 6, A9 to 20, B2, and B5 to 8 were set.
- the cast steel material is solidified, and in addition, the solidified steel ingot is heated to 900 to 1300 ° C., hot forging is performed at the same temperature, and 900 to 900 to immediately before hot forging and at the time of hot forging.
- Heat treatment in a temperature range of about 1300 ° C. was performed for 3 hours or more.
- a solid solution heat treatment was performed at 1050 ° C. for 3 minutes, and after cooling with water at a cooling rate of 12 ° C./second, the steel was cut into a steel material of 300 ⁇ 120 ⁇ 50 mm.
- the steel material produced as described above is a steel material No. It was set as A7, A8, A21, A22.
- the cast steel material is solidified, and in addition, the solidified steel ingot is heated to 900 to 1300 ° C., hot forging is performed at the same temperature, and 900 to 900 to immediately before hot forging and at the time of hot forging.
- Heat treatment in a temperature range of about 1300 ° C. was performed for 1 hour.
- the lean duplex stainless steel material, the super duplex stainless steel material and the standard duplex stainless steel material differ in the melting furnace volume and the shape and dimensions of the casting. It does not affect.
- the solidified steel ingot was heated to 1300 ° C., subjected to hot forging (forging temperature: 1000 to 1300 ° C.) at the same temperature, and then cut.
- heat treatment in a temperature range of about 1000 to 1300 ° C. was performed for 3 hours or more.
- a solution heat treatment is performed at 1100 ° C. for 30 minutes, and after cooling with water at a cooling rate of 12 ° C./second, the steel material is cut into 20 ⁇ 50 ⁇ 150 mm, and then cold-rolled to obtain strain and precipitates.
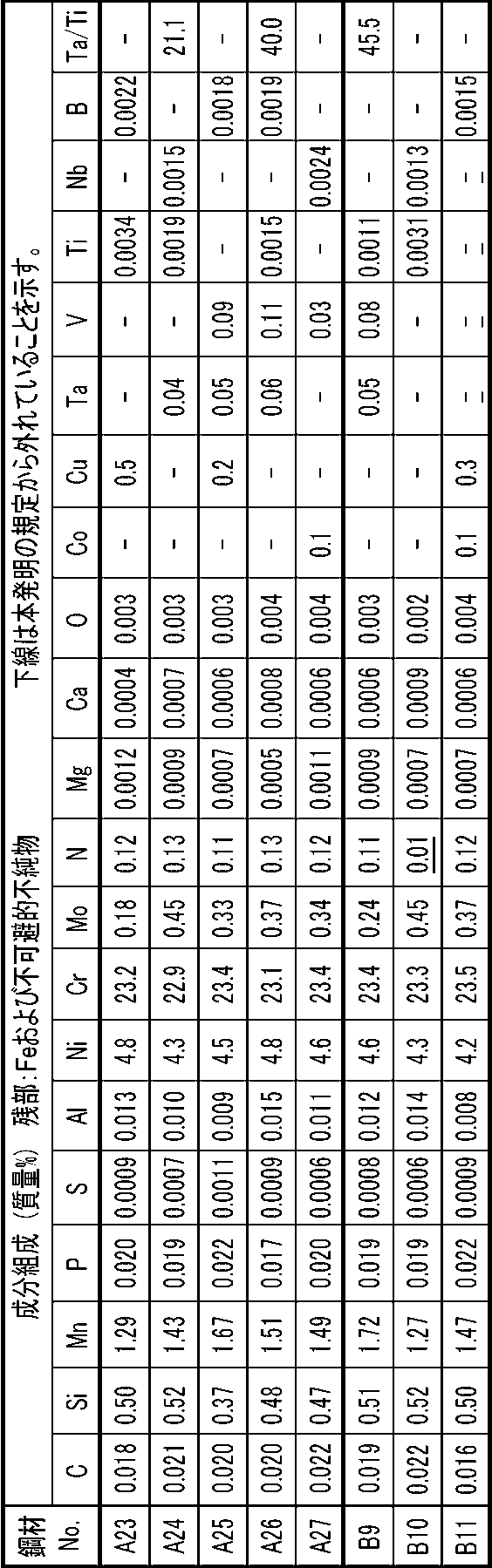
- the sample was held at 1100 ° C. for 5 minutes and then cooled with water at a cooling rate of 12 ° C./second to obtain evaluation samples (steel materials No. A23 to A27, B10, B11).
- the solidified steel ingot was heated to 1300 ° C., subjected to hot forging (forging temperature: 1000 to 1300 ° C.) at the same temperature, and then cut. Unlike the above, heat treatment is not performed for a long time, and solution heat treatment is performed at 1100 ° C. for 30 minutes. After cooling with water at a cooling rate of 12 ° C./second, the steel is cut into 20 ⁇ 50 ⁇ 150 mm steel, and then cooled. A heat treatment was applied to finish rolling, holding at 1100 ° C. for 5 minutes, and then water-cooling at a cooling rate of 12 ° C./second to obtain an evaluation sample. (Steel material No. B9)
- the sample was embedded in a resin, processed so that a cross section perpendicular to the processing direction of the sample was exposed, and mirror-polished.
- steel material No. A1 to A22 and B1 to B8 were subjected to electrolytic etching in an aqueous oxalic acid solution and then observed with an optical microscope at a magnification of 100 to observe the structure of each sample.
- Steel No. A23 to A27 and B9 to B11 were subjected to electrolytic etching in a KOH aqueous solution and then observed with an optical microscope at a magnification of 100 times to observe the structure of each sample.
- all samples consisted of two phases of a ferrite phase and an austenite phase.
- the sample was embedded in a resin, processed so that a cross section perpendicular to the processing direction of the sample was exposed, and mirror-polished.
- the mirror-polished surface is observed with an electron probe X-ray Micro Analyzer (EPMA, trade name “JXA-8500F”) manufactured by JEOL Datum, and the minor axis is 1 ⁇ m or more.
- EPMA electron probe X-ray Micro Analyzer
- JXA-8500F trade name “JXA-8500F” manufactured by JEOL Datum
- the steel material No. With respect to A1 to A22 and B1 to B8, the observation area was set to 100 mm 2, and the component composition at the center of the oxide inclusion was quantitatively analyzed by wavelength dispersion spectroscopy of characteristic X-rays.
- the analysis target elements are Ca, Al, Si, Ti, Mg, Mn, Na, K, Cr, S, and O, and the relationship between the X-ray intensity and the element concentration of each element is obtained in advance as a calibration curve using a known substance. It was. Then, from the X-ray intensity obtained from the oxide inclusions to be analyzed and the calibration curve, the amount of elements contained in each sample is quantified, and the average composition of the inclusions is obtained by arithmetically averaging the results. Asked.
- inclusions with an O content of 5% by mass or more were judged as “oxides”, and inclusions with an S content of 0.5% by mass or more were judged as “sulfides”. Further, among inclusions having an S content of 0.5% by mass or more, inclusions having a Ca content of 1.0% by mass or more were determined as “Ca sulfide”.
- the composition of the oxide was calculated in terms of the ratio of X-ray intensity indicating the presence of these elements and converted into a single oxide of each element.
- what was converted into mass as the said single oxide was averaged, and it was set as the average composition of the oxide.
- the average composition of the oxide obtained as described above, the inclusions MgO content is 20 mass% or more as "Mg-based oxides", the content of MgO and Al 2 O 3 is 20 wt% or more
- the inclusions having the contents of Al 2 O 3 and CaO of 20% by mass or more were designated as “Ca, Al-based oxides”.
- “Ca-based sulfide” and “Ca, Al-based oxide” “Ca, Al-based oxysulfide” was used.
- the average composition of the oxides determined as described above is such that the O content is 5% by mass or more, the S content is 0.5% by mass or more, the Ca content is 1.0% by mass or more, and MgO And inclusions having a content of 20% by mass or more of Al 2 O 3 were “Mg, Ca, Al-based oxysulfides”.
- the average composition of the oxides determined as described above is such that the O content is 5% by mass or more, the S content is 0.5% by mass or more, the Ca content is 1.0% by mass or more, and MgO Inclusions having a content of 20% by mass or more were designated as “Mg, Ca-based oxysulfides”.
- inclusions having a predetermined composition and shape distribution are generated in oxides, sulfides, or oxysulfides of all sizes. Note that the size of the oxide, sulfide, or oxysulfide was compared in terms of the area of the oxide, sulfide, or oxysulfide appearing on the observation surface.
- the oxide, sulfide or oxysulfide of the target oxide, sulfide, or oxysulfide was thinned to a thickness that allows TEM observation of the oxide, sulfide, or oxysulfide by the FIB method (Focused Ion Beam, focused ion beam processing method).
- a focused ion beam processing observation apparatus FB2000A manufactured by Hitachi, Ltd. was used, acceleration voltage was 30 kV, and Ga was used as an ion source.
- the apparatus uses a JEM-2010F field emission transmission electron microscope manufactured by JEOL Ltd., and a Noran EDX (Energy Dispersive X-ray spectroscopy) analyzer Vantage, which is an interface between oxide, sulfide or oxysulfide and steel. An EDX analysis was performed on.
- the analysis target elements of EDX analysis are Ca, Al, Ti, V, Mg, Mn, Na, K, Cr, Nb, Ta, S, and O, and any one of Cr, V, Ti, Nb, and Ta A phase in which more than seeds were detected and the total concentration of Cr, V, Ti, Nb, and Ta was 30% by mass or more was selected.
- the corrosion resistance was evaluated with reference to the method described in JIS G 0577: 2014 “Method for Measuring Pitting Potential of Stainless Steel”. After the sample surface is wet-polished with SiC # 600 abrasive paper and ultrasonically cleaned, a lead wire is attached to the sample by spot welding, and the portion other than the test surface (10 mm ⁇ 10 mm) portion of the sample surface is made of epoxy resin or silicon resin Covered.
- the sample was immersed in a 20% NaCl aqueous solution maintained at 80 ° C. for 10 minutes, and then subjected to anodic polarization at a sweep rate of 20 mV / min.
- the potential at the time of exceeding 0.1 mA / cm 2 was defined as the pitting corrosion potential (VC′100) (steel materials No. A9 to A22, B3 to B8).
- the sample is immersed in an artificial seawater solution maintained at 80 ° C. for 10 minutes, and then 20 mV Anodic polarization was performed at a sweep rate of / min, and the potential when the current density exceeded 0.1 mA / cm 2 was defined as the pitting corrosion potential (VC′100) (steel materials No. A1 to A8, A23 to A27, B1) , B2, B9 to B11).
- VC′100 pitting corrosion potential
- a pitting corrosion potential of 250 mV (vs. SCE) or more was indicated as A.
- a pitting potential of less than 250 mV (vs. SCE) was indicated as B.
- Tables 1, 3, and 5 The results are shown in Tables 1, 3, and 5 together with the pitting potential.
- the evaluation criteria are different between a super duplex stainless steel material with a PRE of 40 or more, a standard duplex stainless steel material with a PRE of 30 or more and less than 40, and a lean duplex stainless steel material with a PRE of less than 30.
- the evaluation results are shown separately. Therefore, Table 1 and Table 2 are standard duplex stainless steels with a PRE of 30 or more and less than 40, Tables 3 and 4 are super duplex stainless steels with a PRE of 40 or more, and Tables 5 and 6 are Shown as less than 30 lean duplex stainless steel material.
- FIG. 6 shows the coverage ratio of inclusions covered by the outer shell, that is, the ratio (%) of the number of composite inclusions to the total number of inclusions on the horizontal axis, and the pitting corrosion potential (mV).
- FIG. 7 shows a graph in which the Ta content in the metal component in the outer shell, that is, the Ta content (atomic%) in the covered inclusions is plotted on the horizontal axis and the pitting potential (mV) is plotted on the vertical axis.
- FIG. 8 shows a graph with Ta mass% / Ti mass% as the horizontal axis and the pitting corrosion potential (mV) as the vertical axis.
- “mV” in FIGS. 6 to 8 is “mV (vs. SCE)”. 6 to 8, “super” represents a super duplex stainless steel material, and “Std.” And “standard” represent standard duplex stainless steel materials.
- a super duplex stainless steel material having a PRE value of 40 or more when Ta, which is an X group element, is contained in the covered inclusion in the above-described formula (1) in an amount of 5 atomic% or more, a super duplex stainless steel material having a PRE value of 40 or more. It is understood that the standard duplex stainless steel material having a PRE value of 30 or more and less than 40 exceeds 700 mV.
- the super duplex stainless steel material having a PRE value of 40 or more is over 900 mV, and the PRE value is It can be seen that the standard duplex stainless steel material of 30 or more and less than 40 exceeds 700 mV.
- the heat treatment in the temperature range of about 1000 to 1300 ° C. was not performed for 3 hours or more. Therefore, at least one carbide of the X group element around the nucleus that contains Cr and at least one X group element and is an inclusion made of at least one of oxide, sulfide, and oxysulfide, or The ratio of the number of composite inclusions having a nitride outer shell (“inclusion coverage” in Tables 1, 3, and 5) was less than 30%, which did not satisfy the corrosion resistance standard.
- Steel No. In B1 since the value of Nb exceeds a predetermined range, the value of the pitting corrosion potential is also steel No. It was smaller than B3 and B4.
- Comparative examples have contents of the X group elements of Ta, V, Nb, and Ti that are less than the lower limit of the present invention. Moreover, the comparative example (steel materials No. B5, B6, B11) contains Cr and at least one X group element, and is a nucleus that is an inclusion made of at least one of oxide, sulfide, and oxysulfide. The ratio of the number of composite inclusions (inclusion coverage) having at least one type X group element carbide or nitride outer shell was less than 30%, so the corrosion resistance standard was not satisfied.
- the comparative example (steel No. B2) is an inclusion made of at least one of oxide, sulfide, and oxysulfide, containing a small amount of N, containing Cr and at least one group X element.
- the ratio of the number of composite inclusions (inclusion coverage) having a carbide or nitride outer shell of at least one group X element around the core was less than 30%, so the corrosion resistance standard was not satisfied. .
- the comparative example (steel No. B7) contains a large amount of S, contains Cr and at least one X group element, and includes an inclusion nucleus composed of at least one of oxide, sulfide, and oxysulfide.
- the ratio of the number of composite inclusions (inclusion coverage) having a carbide or nitride outer shell of at least one group X element in the periphery of the steel was less than 30%, so the corrosion resistance standard was not satisfied.
- the comparative example (steel material No. B8) contains a large amount of O, contains Cr and at least one group X element, and includes an inclusion nucleus composed of at least one of oxide, sulfide, and oxysulfide.
- the ratio of the number of composite inclusions (inclusion coverage) having a carbide or nitride outer shell of at least one group X element in the periphery of the steel was less than 30%, so the corrosion resistance standard was not satisfied.
- the comparative example (steel No. B10) is an inclusion made of at least one of oxide, sulfide, and oxysulfide, containing a small amount of N, containing Cr and at least one group X element.
- the ratio of the number of composite inclusions (inclusion coverage) having a carbide or nitride outer shell of at least one group X element around the core was less than 30%, so the corrosion resistance standard was not satisfied. .
- the present invention has wide industrial applicability in the technical field of duplex stainless steel materials and duplex stainless steel pipes.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
本発明の実施形態に係る二相ステンレス鋼材および二相ステンレス鋼管について説明する。なお、複合介在物20および中核の介在物10については、適宜図1から図3を参照して説明する。
以下、二相ステンレス鋼材の各構成について説明する。
本実施形態に係る二相ステンレス鋼材は、フェライト相とオーステナイト相の二相からなるものである。フェライト相とオーステナイト相からなる二相ステンレス鋼材においては、CrやMoなどのフェライト相安定化元素はフェライト相に濃縮し、NiやNなどのオーステナイト相安定化元素はオーステナイト相に濃縮する傾向にある。このとき、フェライト相の面積率が30%未満または70%を超える場合には、Cr、Mo、Ni、Nなどの耐食性に寄与する元素のフェライト相とオーステナイト相における濃度差異が大きくなりすぎる。そのため、二相ステンレス鋼材では、フェライト相の面積率が前記した範囲内でないと、フェライト相とオーステナイト相のいずれか耐食性に劣る側が選択腐食されて耐食性が劣化する傾向が大きくなる。したがって、二相ステンレス鋼材では、フェライト相とオーステナイト相との比率も最適化することが推奨され、フェライト相の面積率は、耐食性の観点から30~70%が好ましく、40~60%がさらに好ましい。このようなフェライト相の面積率は、フェライト相安定化元素とオーステナイト相安定化元素の含有量を調整することによって適正化することが可能である。
本実施形態の二相ステンレス鋼材は、基本的な金属成分組成と併せてV、Ti、Nb、TaよりなるX群から選択される少なくとも一種のX群元素と、Crと、を所定量含有する。そして、二相ステンレス鋼材は、酸化物、硫化物および酸硫化物の少なくとも一種よりなる中核の介在物10の周囲に、Crと少なくとも1種のX群元素との炭化物または窒化物の外殻15を有する複合介在物20の個数の割合が、酸化物、硫化物または酸硫化物を含む介在物10の個数の合計の30%以上に制御されている。そのため、前記の複合介在物20においては、酸化物、硫化物、および酸硫化物にて孔食が発生する場合にも、耐食性に優れるCrとX群元素とからなる炭化物または窒化物の外殻15によって、孔食の進展が抑制される。二相ステンレス鋼材において、複合介在物20の個数の割合を、介在物10の個数の合計の30%以上とするため、つまり、〔複合介在物20〕/〔介在物10〕×100を30%以上にするためには、後記するように、金属成分組成が本実施形態で示す構成に調整された後の鋳塊を、所定時間の所定温度で熱間加工(熱間鍛造)および固溶化熱処理をすることで調整できる。
本実施形態の二相ステンレス鋼においては、耐食性や外殻15による介在物10の被覆率の観点から、酸化物を可能な限りAl-Mg系酸化物に制御するのが好ましい。Mgの添加量が不足すれば、酸化雰囲気で溶解する可能性があるAl-Ca系酸化物となる。その一方で、Mg添加量が過剰であれば、耐食性に劣るMg酸化物が大量に析出するため、鋼材の耐食性が低下する。Mg添加量を本発明が規定する範囲内とすることによって耐食性に優れたAl-Mg酸化物に制御すると共に、窒化物による外殻15を有することで介在物10を起点とする孔食を低減することができる。
V、Ti、Nb、Taから選択される少なくとも一種であるX群元素は、Crと同様に、CおよびNと結合して、酸化物、硫化物および酸硫化物の少なくとも一種よりなる介在物10である核の周囲に、X群元素の炭化物または窒化物の外殻15を有する複合介在物20を形成する効果がある。さらに、X群元素の中でもTaは、耐食性に悪影響を及ぼす酸化物、硫化物または酸硫化物の介在物10を、より耐食性の高い、Taを含有する炭窒化物層、つまり外殻15で被覆することができる。よって、Taは耐食性を向上させる元素である。
([Ta]/[M]total)×100≧5・・・・・・(1)式
ただし、[Ta]は前記外殻15に含まれるTa原子の個数を、[M]totalは前記外殻15に含まれる金属元素の原子の個数の合計を、それぞれ表す。
Ta質量%/Ti質量%≧25・・・・・・(2)式
Ta質量%/Ti質量%比が(2)式を満足する場合、外殻15であるTaを含む炭化物や窒化物が、介在物10を被覆しやすくなるため、孔食進展を抑制する効果が高くなり、鋼材の耐食性が向上する。
Cは、過剰であると熱間加工性が低下する。また、Cは、所定値以下とすることによって、不要な炭化物が形成せず、耐食性の低下を抑制する効果がある。そのために、C含有量は、0.100質量%以下とする。なお、C含有量は、できる限り少ない方が良いため、好ましくは0.080質量%以下、より好ましくは0.060質量%以下とする。また、Cは鋼材中に含有されていない、すなわち、0質量%であってもよい。
Siは、脱酸とフェライト相の安定化のために必要な元素である。このような効果を得るために、Si含有量は、0.10質量%以上、好ましくは0.15質量%以上、より好ましくは0.20質量%以上とする。しかし、過剰にSiを含有させると加工性が劣化することから、Si含有量は、2.00質量%以下、好ましくは1.50質量%以下、より好ましくは1.00質量%以下とする。
Mnは、Siと同様に脱酸効果があり、さらに強度確保のために必要な元素である。このような効果を得るために、Mn含有量は、0.10質量%以上、好ましくは0.15質量%以上、より好ましくは0.20質量%以上とする。しかし、過剰にMnを含有させると、靱性劣化や耐食性の劣化を招くため、Mn含有量は、3.00質量%以下、好ましくは2.50質量%以下、より好ましくは2.00質量%以下とする。
Sは、Pと同様に不純物として不可避的に混入し、Mn等と結合して硫化物の介在物10を形成して、耐食性や熱間加工性を劣化させる元素である。そして、Sを過剰に含有させると、硫化物の介在物10へのX群元素を含む外殻15による被覆が不十分となり、耐食性が低下する。そのために、S含有量は、0.0100質量%以下、好ましくは0.0050質量%以下、より好ましくは0.0030質量%以下とする。なお、Sは、背景技術に記載のように、その含有量が低ければ低いほど好ましく、鋼材中に含有されていない、すなわち、0質量%であってもよい。ただし、S含有量の過度の低減、例えば、3ppm以下の低減は、製造コストの上昇をもたらすので、その下限は、おおよそ0.0004質量%程度である。
Niは、耐食性向上に必要な元素であり、特に、塩化物環境における局部腐食抑制に効果が大きい。また、Niは、低温靱性を向上させるのにも有効であり、さらにオーステナイト相を安定化させるためにも必要な元素である。こうした効果を得るためには、Ni含有量を1.0質量%以上、好ましくは2.0質量%以上、より好ましくは3.0質量%以上とする。しかし、過剰にNiを含有させると、オーステナイト相が多くなりすぎて、強度が低下する。したがって、Ni含有量は、10.0質量%以下、好ましくは9.5質量%以下、より好ましくは9.0質量%以下とする。
Moは、溶解時にモリブデン酸を生成して、インヒビター作用により耐局部腐食性を向上させる効果を発揮し、耐食性を向上させる元素である。また、Moは、フェライト相を安定化させる元素であり、鋼材の耐孔食性・耐割れ性を改善させる効果がある。このような効果を得るためには、Mo含有量を0.05質量%以上、好ましくは0.50質量%以上、より好ましくは1.00質量%以上とする。しかし、過剰にMoを含有させると、σ相等の金属間化合物の生成を助長し、耐食性および熱間加工性が低下することから、Mo含有量は、6.00質量%以下、好ましくは5.50質量%以下、より好ましくは5.00質量%以下とする。
Nは、強力なオーステナイト相を安定化させる元素であり、σ相の生成感受性を増加させずに耐食性を向上させる効果がある。さらに、Nは、鋼の高強度化にも有効な元素であるため、本実施形態では積極的に活用する。なお、Nの含有量が少ないと、オーステナイト相の安定化に重要なNの役割が果たせず、耐食性が低下する懸念がある。このような効果を得るためには、N含有量を0.10質量%以上、好ましくは0.15質量%以上、より好ましくは0.20質量%以上とする。しかし、過剰にNを含有させると、粗大な窒化物が形成され靱性が低下する。また、過剰にNを含有させると、熱間加工性を劣化させ、鍛造・圧延時に耳割れや表面欠陥を生じさせる。そのため、N含有量は、0.50質量%以下、好ましくは0.45質量%以下、より好ましくは0.40質量%以下とする。
Crは、CおよびNと結合して、酸化物、硫化物および酸硫化物の少なくとも一種よりなる介在物10である核の周囲に、前記したV、Ti、Nb、Taの少なくとも1種からなるX群元素とともに炭化物または窒化物の外殻15を形成し、介在物10に外殻15を有する複合介在物20を形成する効果がある。そのため、Crには、耐孔食性を向上させる効果がある。また、Crは、不働態皮膜の主要成分であり、ステンレス鋼材の耐食性発現の基本元素である。さらに、Crは、フェライト相を安定化させる元素である。このような効果を得るため、Cr含有量は、20.0質量%以上、好ましくは21.0質量%以上、より好ましくは21.5質量%以上とする。しかし、過剰にCrを含有させると、粗大な炭化物や窒化物を形成し靱性を劣化させる。そのため、Cr含有量は、28.0質量%以下、好ましくは27.5質量%以下、より好ましくは27.0質量%以下とする。
Alは、脱酸元素であり、溶製時のO量およびS量の低減に必要な元素である。また、酸化物の介在物の中でも、比較的耐食性に優れるMg-Al酸化物の形成にMgとともに必要な元素である。このような効果を得るために、Al含有量を0.001質量%以上、好ましくは0.003質量%以上、より好ましくは0.005質量%以上とする。しかし、過剰にAlを含有させると粗大な酸化物の介在物10を生成して耐孔食性に悪影響を及ぼすことから、Al含有量は0.050質量%以下、好ましくは0.040質量%以下、より好ましくは0.030質量%以下とする。
Mgは、酸化物の介在物の中でも、比較的耐食性に優れるMg-Al酸化物の形成にAlとともに必要な元素である。さらに、Mgは、鋼中のSやOと結合して、これらの介在物が粒界に偏析するのを抑制して熱間加工性を向上させる元素である。このような効果を得るためには、Mg含有量を0.0001質量%以上、好ましくは0.0003質量%以上とする。しかし、Mgを過剰に含有させると、耐食性に劣るMg系酸化物が安定となり、耐食性が劣化する。そのため、Mg含有量は、0.0200質量%以下、好ましくは0.0150質量%以下、より好ましくは0.0100質量%以下とする。
Caは、鋼中に不純物として含まれるSと結合して局部腐食の起点となりやすいMnSの形成を抑制してCaSとなり、耐局部腐食性を向上させる元素である。また、Caは、鋼中のSやOと結合して、これらの介在物が粒界に偏析するのを抑制して熱間加工性を向上させる元素である。このような効果を得るためには、Ca含有量を0.0001質量%以上、好ましくは0.0003質量%以上とする。しかし、Caを過剰に含有させると、酸化物の介在物の増加を招き、耐食性、加工性が劣化する。そのため、Ca含有量は、0.0200質量%以下、好ましくは0.0100質量%以下とする。
CoおよびCuは、耐食性の向上およびオーステナイト相を安定化させる元素である。このような効果を得るために、CoやCuを含有させるときは、Co含有量、Cu含有量をそれぞれ0.1質量%以上、好ましくは0.2質量%以上とする。しかし、これらの元素を過剰に含有させると、熱間加工性を劣化させることから、Cu含有量、Co含有量は、それぞれ2.0質量%以下、好ましくは1.5質量%以下とする。なお、CoおよびCuは、その一方または両方が前記した所定量の範囲で含有されることで耐食性の向上およびオーステナイト相を安定化させることができる効果を奏する。
Bは、耐食性および熱間加工性の向上に効果がある。このような効果を得るために、Bを含有させるときは、B含有量を0.0005質量%以上、好ましくは、0.0010質量%以上とする。Bは任意成分であるので、0質量%とすることもできる。その一方で、Bを過剰に含有させると熱間加工時の割れを発生させたり、鋼中のNと結合してBNを生成させたりすることで、耐食性に寄与するN濃度を低下させ、耐食性が低下してしまうおそれがある。そのため、B含有量は、0.0100質量%以下、好ましくは0.0050質量%以下、さらに好ましくは0.0020質量%以下とする。
二相ステンレス鋼材を構成する成分組成の基本成分は前記のとおりであり、残部成分はFeおよび不可避的不純物である。なお、不可避的不純物として、例えば、PおよびOが挙げられる。
Pは、不純物として不可避的に混入し、耐食性に有害な元素であり、溶接性や加工性も劣化させる元素である。そのために、P含有量は、0.05質量%以下とする。なお、P含有量は、できる限り少ない方がよく、好ましくは0.04質量%以下、より好ましくは0.03質量%以下とする。なお、Pは、鋼材中に含有されていない、すなわち、0質量%であってもよいが、P含有量の過度の低減は、製造コストの上昇をもたらすので、P含有量の実操業上の下限は、0.01質量%程度である。
Oは、溶製時に混入する不純物であり、SiやAl等の脱酸元素と結合することで鋼中に酸化物として析出し、二相ステンレス鋼材の加工性および耐食性を低下させる元素である。そして、Oを過剰に含有させると、酸化物や酸硫化物が多数析出するため、耐食性および熱間加工性が低下する。そのため、O含有量は、0.030質量%以下、好ましくは0.028質量%以下、より好ましくは0.024質量%以下とする。なお、O含有量は、低ければ低いほど好ましいが、過剰にOを低減するのはコストアップに繋がるため、その下限は、おおよそ0.0005質量%程度である。
次に、本実施形態に係る二相ステンレス鋼材の製造方法について説明する。
本実施形態に係る二相ステンレス鋼管の実施形態について説明する。二相ステンレス鋼管は、前記二相ステンレス鋼材からなる。したがって、前記したように、本実施形態に係る二相ステンレス鋼管は、優れた耐食性を発現する。そのため、本実施形態に係る二相ステンレス鋼管は、アンビリカルチューブ、海水淡水化プラント、LNG気化器などの海水環境の構造材料をはじめとして、油井菅や各種化学プラントなどの構造材料として使用できる。本実施形態に係る二相ステンレス鋼管は、通常のステンレス鋼管の量産に用いられる製造設備および製造方法によって製造することができる。例えば、丸棒を素材とした押出製管やマンネスマン製管、板材を素材として成形後に継ぎ目を溶接する溶接製管などによって、所望の寸法にすることができる。二相ステンレス鋼管は、鋼管が使用される油井管、化学プラント、アンビリカルチューブ等に応じて適宜の寸法に設定することができる。また、二相ステンレス鋼管は、海水淡水化プラント、LNG気化器などの構造材として適宜の寸法に設定することができる。
([Ta]/[M]total)×100≧5・・・・・・(1)式
ただし[Ta]は前記外殻に含まれるTa原子の個数を、[M]totalは前記外殻に含まれる金属元素の原子の個数の合計を、それぞれ表す。
Ta質量%/Ti質量%≧25・・・・・・(2)式
前記した構成により、二相ステンレス鋼材は、Taを含む炭化物や窒化物が介在物を被覆しやすくなるため、孔食進展を抑制する効果が高くなり、鋼材の耐食性が向上する。
容量53kgの小型溶解炉によって、表2、表4に示す成分組成の鋼を溶製し、約120角×約350mmの角鋳型を用いて鋳造した。なお、表2、表4の成分組成欄において、空欄(-)は該当成分が含有されていないことを示し、残部はFeおよび不可避的不純物である。表2、表4の「Ta/Ti」に関して「-」で示されているものは、TaおよびTiのうちの少なくとも一方が含有されていないため、本実施形態では算出することが適切でなかったことを示す。また、各鋼について、PRE=[Cr]+3.3[Mo]+16[N]の算出結果を表1、表3に示す。表1、表3における空欄(-)は、複合介在物の外殻をEDX分析した結果、分析対象元素が検出されなかったことを示している。
さらに、小型溶解炉(容量20kg/1ch)によって、表6に示す成分組成の鋼を溶製し、円柱鋳型(本体:φ110×約200mm)を用いて鋳造した(鋼材No.A23~A27、B9~B11)。なお、表6の成分組成欄において、空欄(-)は該当成分が含有されていないことを示し、残部はFeおよび不可避的不純物である。また、各鋼について、PRE=[Cr]+3.3[Mo]+16[N]の算出結果を表5に示す。表5における空欄(-)は、複合介在物の外殻をEDX分析した結果、分析対象元素が検出されなかったことを示している。
次に、前記鋼材から加工方向に平行に採取した20mm×30mm×2mmtの試料を用いて、以下に示す手順で、介在物および耐孔食性を評価した。その結果を表1、3、5に示す。
(中核の介在物の評価)
前記試料を樹脂に埋め込み、試料の加工方向と垂直な断面が露出するように加工し、鏡面研磨を行った。鏡面研磨を行った面を日本電子データム社製の電子線マイクロプローブX線分析計(ElectronProbe X-ray Micro Analyzer:EPMA、商品名「JXA-8500F」)を用いて観察し、短径が1μm以上の酸化物の介在物について成分組成を定量分析した。
鋼材No.A1~A22、B1~B8については観察面積100mm2の中に存在する酸化物、硫化物または酸硫化物(すなわち、介在物)のうち、そのサイズが最も大きいものから順番に5個を選び、分析した。
その結果を介在物被覆率(%)として、表1、3、5に示した。
耐食性の評価は、JIS G 0577:2014「ステンレス鋼の孔食電位測定方法」に記載の方法を参考にして評価を行った。試料表面をSiC#600研磨紙で湿式研磨し、超音波洗浄した後、スポット溶接で試料に導線の取り付けを行い、試料表面の試験面(10mm×10mm)の部分以外をエポキシ樹脂またはシリコン樹脂で被覆した。
その結果を孔食電位とともに表1、3、5に示した。



Claims (10)
- フェライト相とオーステナイト相とからなる二相ステンレス鋼材であって、
前記鋼材の金属成分組成として、V:0.01~0.50質量%、Ti:0.0001~0.0500質量%、Nb:0.0005~0.0500質量%、Ta:0.01~0.50質量%から選択される少なくとも一種のX群元素を含有し、
前記鋼材中に、複合介在物、または、複合介在物および介在物を有し、
前記介在物は、酸化物、硫化物および酸硫化物の少なくとも一種を備え、
前記複合介在物は、前記介在物を核とし、前記核の周囲に、Crと、少なくとも1種の前記X群元素を含む炭化物または窒化物との外殻を備え、
前記複合介在物の個数の割合が、前記介在物の個数の合計の30%以上であることを特
徴とする二相ステンレス鋼材。 - 前記鋼材の金属成分組成として、Ta:0.01~0.50質量%を含有し、前記外殻中に下記(1)式を満足する量のTaを含むことを特徴とする請求項1に記載の二相ステンレス鋼材。
([Ta]/[M]total)×100≧5・・・・・・(1)式
ただし、[Ta]は前記外殻に含まれるTa原子の個数を、[M]totalは前記外殻に含まれる金属元素の原子の個数の合計を、それぞれ表す。 - 前記鋼材の金属成分組成として、Ta:0.01~0.50質量%およびTi:0.0001~0.0500質量%を含有し、下記(2)式を満たすTa質量%/Ti質量%比であることを特徴とする請求項1または請求項2に記載の二相ステンレス鋼材。
Ta質量%/Ti質量%≧25・・・・・・(2)式 - 前記鋼材の金属成分組成に、Mg:0.0001~0.0200質量%、Al:0.001~0.050質量%を含有し、前記複合介在物の核が、MgおよびAlよりなる酸化物を含むことを特徴とする請求項1に記載の二相ステンレス鋼材。
- 前記鋼材の金属成分組成が、
C:0.100質量%以下、
Si:0.10~2.00質量%、
Mn:0.10~3.00質量%、
S:0.0100質量%以下、
Ni:1.0~10.0質量%、
Mo:0.05~6.00質量%、
N:0.10~0.50質量%、
Cr:20.0~28.0質量%、
O:0.030質量%以下であって、
残部がFeおよび不可避的不純物であることを特徴とする請求項1に記載の二相ステンレス鋼材。 - 前記鋼材の金属成分組成が、
C:0.100質量%以下、
Si:0.10~2.00質量%、
Mn:0.10~3.00質量%、
S:0.0100質量%以下、
Ni:3.0~7.0質量%、
Mo:0.05~1.00質量%、
N:0.05~0.20質量%、
Cr:20.0~25.0質量%、
O:0.030質量%以下であって、
残部がFeおよび不可避的不純物であることを特徴とする請求項1に記載の二相ステンレス鋼材。 - 前記鋼材の金属成分組成が、さらにCa:0.0001~0.0200質量%を含有することを特徴とする請求項5または請求項6に記載の二相ステンレス鋼材。
- 前記鋼材の金属成分組成が、さらにCo:0.1~2.0質量%、Cu:0.1~2.0質量%よりなる群から選ばれる1種以上を含有することを特徴とする請求項5または請求項6に記載の二相ステンレス鋼材。
- 前記鋼材の金属成分組成が、さらにB:0.0005~0.0100質量%を含有することを特徴とする請求項5または請求項6に記載の二相ステンレス鋼材。
- 請求項1に記載の二相ステンレス鋼材からなることを特徴とする二相ステンレス鋼管。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16866171.8A EP3354762A4 (en) | 2015-11-17 | 2016-11-02 | DUPLEX STEEL MATERIAL AND DUPLEX STEEL TUBE |
| CN201680064722.0A CN108350541A (zh) | 2015-11-17 | 2016-11-02 | 双相不锈钢钢材和双相不锈钢钢管 |
| US15/769,922 US20190292639A1 (en) | 2015-11-17 | 2016-11-02 | Duplex stainless steel material and duplex stainless steel tube |
| KR1020187016556A KR20180081582A (ko) | 2015-11-17 | 2016-11-02 | 2상 스테인리스 강재 및 2상 스테인리스 강관 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015225214 | 2015-11-17 | ||
| JP2015-225214 | 2015-11-17 | ||
| JP2016-170298 | 2016-08-31 | ||
| JP2016170298A JP2017095794A (ja) | 2015-11-17 | 2016-08-31 | 二相ステンレス鋼材および二相ステンレス鋼管 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017086169A1 true WO2017086169A1 (ja) | 2017-05-26 |
Family
ID=58718780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/082652 WO2017086169A1 (ja) | 2015-11-17 | 2016-11-02 | 二相ステンレス鋼材および二相ステンレス鋼管 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017086169A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020110597A1 (ja) * | 2018-11-30 | 2020-06-04 | Jfeスチール株式会社 | 二相ステンレス継目無鋼管およびその製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04165019A (ja) * | 1990-10-26 | 1992-06-10 | Sumitomo Metal Ind Ltd | 高耐食性継目無二相ステンレス鋼管の製造法 |
| JP2002241838A (ja) * | 2001-02-13 | 2002-08-28 | Sumitomo Metal Ind Ltd | 二相ステンレス鋼管の製造方法 |
| JP2005105346A (ja) * | 2003-09-30 | 2005-04-21 | Nippon Steel Corp | 耐食性・靭性の優れた二相ステンレス鋼の製造方法 |
| JP2008038214A (ja) * | 2006-08-08 | 2008-02-21 | Nippon Steel & Sumikin Stainless Steel Corp | 二相ステンレス鋼 |
| JP2013234344A (ja) * | 2012-05-07 | 2013-11-21 | Kobe Steel Ltd | 二相ステンレス鋼材および二相ステンレス鋼管 |
| JP2013253315A (ja) * | 2012-05-07 | 2013-12-19 | Kobe Steel Ltd | 二相ステンレス鋼材および二相ステンレス鋼管 |
| JP2015078429A (ja) * | 2013-09-11 | 2015-04-23 | 株式会社神戸製鋼所 | 二相ステンレス鋼材および二相ステンレス鋼管 |
| JP2015110828A (ja) * | 2013-11-05 | 2015-06-18 | 株式会社神戸製鋼所 | 二相ステンレス鋼材および二相ステンレス鋼管 |
-
2016
- 2016-11-02 WO PCT/JP2016/082652 patent/WO2017086169A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04165019A (ja) * | 1990-10-26 | 1992-06-10 | Sumitomo Metal Ind Ltd | 高耐食性継目無二相ステンレス鋼管の製造法 |
| JP2002241838A (ja) * | 2001-02-13 | 2002-08-28 | Sumitomo Metal Ind Ltd | 二相ステンレス鋼管の製造方法 |
| JP2005105346A (ja) * | 2003-09-30 | 2005-04-21 | Nippon Steel Corp | 耐食性・靭性の優れた二相ステンレス鋼の製造方法 |
| JP2008038214A (ja) * | 2006-08-08 | 2008-02-21 | Nippon Steel & Sumikin Stainless Steel Corp | 二相ステンレス鋼 |
| JP2013234344A (ja) * | 2012-05-07 | 2013-11-21 | Kobe Steel Ltd | 二相ステンレス鋼材および二相ステンレス鋼管 |
| JP2013253315A (ja) * | 2012-05-07 | 2013-12-19 | Kobe Steel Ltd | 二相ステンレス鋼材および二相ステンレス鋼管 |
| JP2015078429A (ja) * | 2013-09-11 | 2015-04-23 | 株式会社神戸製鋼所 | 二相ステンレス鋼材および二相ステンレス鋼管 |
| JP2015110828A (ja) * | 2013-11-05 | 2015-06-18 | 株式会社神戸製鋼所 | 二相ステンレス鋼材および二相ステンレス鋼管 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020110597A1 (ja) * | 2018-11-30 | 2020-06-04 | Jfeスチール株式会社 | 二相ステンレス継目無鋼管およびその製造方法 |
| JP6756418B1 (ja) * | 2018-11-30 | 2020-09-16 | Jfeスチール株式会社 | 二相ステンレス継目無鋼管およびその製造方法 |
| AU2019389490B2 (en) * | 2018-11-30 | 2022-06-23 | Jfe Steel Corporation | Duplex Stainless Steel Seamless Pipe and Method for Manufacturing Same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017095794A (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| KR101702252B1 (ko) | 2상 스테인리스강재 및 2상 스테인리스강관 | |
| EP2243591B1 (en) | Welding material and welded joint structures | |
| KR101586590B1 (ko) | 오스테나이트강 용접 조인트 | |
| CA2847111C (en) | Duplex stainless steel | |
| JP6693561B2 (ja) | 二相ステンレス鋼及び二相ステンレス鋼の製造方法 | |
| JP2016216816A (ja) | 二相ステンレス鋼材、二相ステンレス鋼管及び二相ステンレス鋼材の表面処理方法 | |
| AU2012218659A1 (en) | Welded duplex stainless joint | |
| WO2019070000A1 (ja) | オーステナイト系ステンレス鋼溶接金属および溶接構造物 | |
| JP6513495B2 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| JP2016003377A (ja) | 二相ステンレス鋼管 | |
| JP5890330B2 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| KR101618482B1 (ko) | 용접용 강재 | |
| JP6782660B2 (ja) | 酸化性流体環境用の二相ステンレス鋼溶接構造体 | |
| WO2019069998A1 (ja) | オーステナイト系ステンレス鋼 | |
| JP6200851B2 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| JP6302793B2 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| JP2016084522A (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| WO2017086169A1 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| JP6247196B2 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| JP5883761B2 (ja) | 二相系ステンレス鋼材および二相系ステンレス鋼管 | |
| JP2018135601A (ja) | 二相ステンレス鋼材およびそれを用いた二相ステンレス鋼管 | |
| JP5890342B2 (ja) | 二相系ステンレス鋼材および二相系ステンレス鋼管 | |
| JP6247194B2 (ja) | 二相ステンレス鋼材および二相ステンレス鋼管 | |
| WO2024127494A1 (ja) | 溶接継手および溶接構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16866171 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016866171 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187016556 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020187016556 Country of ref document: KR |