WO2016129958A1 - 중공사막 번들 및 그 제조방법 - Google Patents
중공사막 번들 및 그 제조방법 Download PDFInfo
- Publication number
- WO2016129958A1 WO2016129958A1 PCT/KR2016/001448 KR2016001448W WO2016129958A1 WO 2016129958 A1 WO2016129958 A1 WO 2016129958A1 KR 2016001448 W KR2016001448 W KR 2016001448W WO 2016129958 A1 WO2016129958 A1 WO 2016129958A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hollow fiber
- bundle
- fiber membrane
- yarn
- fiber membranes
- Prior art date
Links
- 239000012528 membrane Substances 0.000 title claims abstract description 181
- 239000012510 hollow fiber Substances 0.000 title claims abstract description 177
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 45
- 238000009987 spinning Methods 0.000 claims abstract description 44
- 238000000034 method Methods 0.000 claims abstract description 38
- 239000012530 fluid Substances 0.000 claims abstract description 16
- 238000007711 solidification Methods 0.000 claims abstract description 14
- 230000008023 solidification Effects 0.000 claims abstract description 14
- 125000006850 spacer group Chemical group 0.000 claims abstract description 10
- 238000004804 winding Methods 0.000 claims description 27
- 238000004140 cleaning Methods 0.000 claims description 19
- 238000002347 injection Methods 0.000 claims description 15
- 239000007924 injection Substances 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 12
- 229920002492 poly(sulfone) Polymers 0.000 claims description 11
- 239000002033 PVDF binder Substances 0.000 claims description 10
- 239000000203 mixture Substances 0.000 claims description 9
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 9
- 229920002981 polyvinylidene fluoride Polymers 0.000 claims description 9
- 238000005406 washing Methods 0.000 claims description 9
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 7
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 7
- 229920002301 cellulose acetate Polymers 0.000 claims description 5
- 238000005345 coagulation Methods 0.000 claims description 5
- 230000015271 coagulation Effects 0.000 claims description 5
- 229920002284 Cellulose triacetate Polymers 0.000 claims description 4
- 239000004695 Polyether sulfone Substances 0.000 claims description 4
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 claims description 4
- 229920006393 polyether sulfone Polymers 0.000 claims description 4
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 4
- 239000004952 Polyamide Substances 0.000 claims description 3
- 239000004793 Polystyrene Substances 0.000 claims description 3
- 229920002647 polyamide Polymers 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 3
- 239000004417 polycarbonate Substances 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 229920002223 polystyrene Polymers 0.000 claims description 3
- 239000004800 polyvinyl chloride Substances 0.000 claims description 3
- 239000003365 glass fiber Substances 0.000 claims description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 claims 1
- 229920002678 cellulose Polymers 0.000 claims 1
- 239000001913 cellulose Substances 0.000 claims 1
- 230000002708 enhancing effect Effects 0.000 abstract 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 10
- 229920002451 polyvinyl alcohol Polymers 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 8
- 239000011550 stock solution Substances 0.000 description 8
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical group CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 6
- 238000004090 dissolution Methods 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 239000000446 fuel Substances 0.000 description 4
- 239000011120 plywood Substances 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 3
- 238000001914 filtration Methods 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000004382 potting Methods 0.000 description 3
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 239000000356 contaminant Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229940113088 dimethylacetamide Drugs 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 210000004209 hair Anatomy 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 2
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 2
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229910019093 NaOCl Inorganic materials 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 235000019441 ethanol Nutrition 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000010842 industrial wastewater Substances 0.000 description 1
- 239000008235 industrial water Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010865 sewage Substances 0.000 description 1
- SUKJFIGYRHOWBL-UHFFFAOYSA-N sodium hypochlorite Chemical compound [Na+].Cl[O-] SUKJFIGYRHOWBL-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000009182 swimming Effects 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 238000000108 ultra-filtration Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
- B01D63/0233—Manufacturing thereof forming the bundle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
- B01D63/0231—Manufacturing thereof using supporting structures, e.g. filaments for weaving mats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/031—Two or more types of hollow fibres within one bundle or within one potting or tube-sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/04—Hollow fibre modules comprising multiple hollow fibre assemblies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/0009—Organic membrane manufacture by phase separation, sol-gel transition, evaporation or solvent quenching
- B01D67/0016—Coagulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
- B01D69/084—Undulated fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
- B01D69/087—Details relating to the spinning process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
- B01D69/087—Details relating to the spinning process
- B01D69/0871—Fibre guidance after spinning through the manufacturing apparatus
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/02—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist
- D02G1/0206—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting
- D02G1/0266—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by twisting, fixing the twist and backtwisting, i.e. by imparting false twist by false-twisting false-twisting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/08—Flow guidance means within the module or the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/14—Specific spacers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/06—Specific viscosities of materials involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/42—Details of membrane preparation apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/60—Co-casting; Co-extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/62—Cutting the membrane
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Dispersion Chemistry (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
본 발명은 중공사막의 사용효율을 높이는 중공사막 번들 및 그 제조방법에 관한 것이다. 본 발명의 중공사막 번들은 복수의 중공사막 사이에는 유체의 유로를 형성하는 한편 스페이서 역할을 하는 복수의 원사가 배치되어 번들을 이룬다. 본 발명의 중공사막 번들의 제조방법은 노즐에 방사 원액을 공급하고 방사하여 복수의 중공사막을 형성하는 방사 단계와, 방사 단계에서 형성된 복수의 중공사막을 응고시키는 응고 단계와, 복수의 중공사막 사이에 복수의 원사를 투입하여 번들을 형성하는 원사투입 단계를 포함한다. 본 발명에 의하면, 중공사막 사이에 유체의 유로를 형성하여 유체의 분포를 균일하게 하여 중공사막의 사용효율을 극대화하여 모듈로 제작할 시에 성능을 향상하고, 중공사막 제조할 시에 원사를 투입하여 번들을 제조함으로서 제조 설비를 줄이고 제조 공정을 간단하고 용이하게 하는 효과가 있다.
Description
본 발명은 중공사막 번들 및 그 제조방법에 관한 것으로서, 보다 상세하게는 중공사막의 사용효율을 높이는 중공사막 번들 및 그 제조방법에 관한 것이다.
일반적으로 중공사막은 동일한 부피의 다른 막에 비해 막 표면적이 크고 모듈화하기 쉬운 장점 때문에 한외 여과막을 중심으로 그 응용이 활발히 진행되고 있다. 중공사막은 하수 종말처리, 정화조에서 고액분리, 산업폐수에서의 부유물질 제거, 하천수의 여과, 공업용수의 여과, 수영장물의 여과 및 연료전지용 가습기에 이용되고 있다.
연료전지용 가습기에 사용되는 선택적 투과막은 모듈을 형성할 경우 단위 체적당 투과 면적이 큰 중공사막이 바람직하다. 즉, 중공사막을 이용하여 가습기를 제조할 경우 접촉 표면적이 넓은 중공사막의 고집적화가 가능하여 소용량으로도 연료 전지의 가습이 충분히 이루어질 수 있고, 저가 소재의 사용이 가능하며, 연료 전지에서 고온으로 배출되는 미반응 가스에 포함된 수분과 열을 회수하여 가습기를 통해 재사용할 수 있다는 이점을 갖는다.
중공사막의 재질로는 셀룰로오스계 수지, 폴리아미드계 수지, 폴리비닐계 수지, 폴리아크릴계 수지 및 폴리올레핀계 수지 등이 사용된다.
중공사막 번들은 모두 동일한 통상의 방향으로 서로 인접하게 배열된 중공사막의 다발이다. 중공사막 모듈은 통상적으로 포팅(potting)에 의해 중공사막의 양끝이 헤더나 케이스 또는 하우징에 고정된 중공사막의 다발이다. 하나의 중공사막 번들은 하나의 중공사막 모듈을 형성할 수도 있고, 복수의 중공사막 번들이 하나의 중공사막 모듈을 형성할 수도 있다.
중공사막을 이용한 모듈의 경우 복수개의 중공사막을 100% 활용하기가 어렵다. 따라서 다양한 방법을 통하여 중공사막의 사용효율을 높이기 위한 기술들이 제안되어 있다.
일본공개특허 제2004-006100호 및 일본공개특허 제2009-285648호는 복수의 중공사막이 별도의 원사에 의해 묶여지거나 커버링되어 번들을 이루고, 일본공개특허 제2008-119657호는 복수의 중공사막을 재직하여 중공사막 편직물을 형성한다. 한편, 일본공개특허 제2012-005987호는 중공사막으로 모듈을 형성할 때에 중공사막 사이의 간격을 유지하기 위해 포팅부의 중공사막 사이에 개재물을 구비하는 구조이다.
그런데 이와 같은 종래 기술은 중공사막의 사용효율이 낮고 특히 유체가 기체인 경우는 그 사용효율이 더욱 낮다는 문제점이 있었다. 또한 중공사막 번들을 제조하기 위한 설비 등으로 인해 중공사막 번들을 제조하기가 쉽지 않다는 문제점이 있었다.
[선행기술문헌]
(특허문헌 1) 일본공개특허 제2004-006100호(공개일 : 2004.01.08.)
(특허문헌 2) 일본공개특허 제2009-285648호(공개일 : 2009.12.10.)
(특허문헌 3) 일본공개특허 제2008-119657호(공개일 : 2008.05.29.)
(특허문헌 4) 일본공개특허 제2012-005987호(공개일 : 2012.01.12.)
본 발명의 목적은 중공사막 사이에 유체의 유로를 형성하여 유체의 분포를 균일하게 하여 중공사막의 사용효율을 극대화하는 중공사막 번들을 제공하는 데 있다.
본 발명의 다른 목적은 중공사막 제조할 시에 원사를 투입하여 번들을 제조함으로서 제조를 용이하게 하는 중공사막 번들의 제조방법을 제공하는 데 있다.
본 발명에 따른 중공사막 번들은 복수의 중공사막 사이에는 유체의 유로를 형성하는 한편 스페이서 역할을 하는 복수의 원사가 배치되어 번들을 이루고 있다.
복수개의 중공사막은 일 방향으로 배열되며, 상기 복수의 원사는 중공사막의 배열 방향과 나란하게 배치될 수 있다.
중공사막은 PVDF(polyvinylidene fluoride), 폴리아크릴로나이트릴(polyacrylonitril), 폴리아크릴로나이트릴 공중합체, 폴리술폰(polysulfone), 술폰화폴리술폰(sulfonated polysulfone), 폴리에테르술폰(polyethersulfone), 셀룰로즈 아세테이트(cellulose acetate), 셀룰로즈트리아세테이트(cellulose triacetate), 폴리메틸메타아크릴레이트(polymethyl methacrylate) 또는 이들의 혼합물로 구성된 군으로 구성될 수 있다.
원사는 폴리불화비닐리덴, 폴리카보네이트, 폴리스타이렌, 폴리에스테로, 폴리올레핀, 폴리아마이드, 폴리메틸메타아크릴레이트, 폴리염화비닐 및 유리섬유로 구성된 구성에서 하나 이상 선택된 모노-필라멘트이거나 멀티-필라멘트이거나 모노-필라멘트와 멀티-필라멘트가 혼합된 구성일 수 있다. 원사는 ATY 공법으로 제조된 ATY사 또는 DTY 공법으로 사용된 DTY사가 사용된다.
중공사막과 원사는 중공사막 100개당 원사 1 ~ 600개의 비율로 혼합되어 번들을 이룬다.
중공사막의 외경은 300 ~ 2000 μm인 것이 바람직하다. 원사의 외경은 0.01 ~ 3㎜인 것이 바람직하다.
본 발명에 따른 중공사막 번들의 제조방법은 노즐에 방사 원액을 공급하고 방사하여 복수의 중공사막을 형성하는 방사 단계와, 방사 단계에서 형성된 복수의 중공사막을 응고시키는 응고 단계와, 복수의 중공사막 사이에 복수의 원사를 투입하여 번들을 형성하는 원사투입 단계를 포함한다.
원사투입 단계 후에 번들을 세정하는 세정 단계와, 세정 단계에서 세정된 번들을 권취하는 권취 단계를 추가로 포함한다. 응고 단계 후에는 복수의 중공사막을 세정한 후 복수의 중공사막 사이에 복수의 원사를 투입하여 번들을 형성하는 원사투입 단계를 행하고, 원사투입 단계 후에 번들을 권취하는 권취 단계를 포함할 수도 있다.
본 발명에 따른 중공사막 번들의 제조방법은 노즐에 지지케이블을 공급하는 지지케이블 공급단계와, 노즐에 방사 원액을 공급하고 방사하여 지지케이블의 외면에 도핑하여 복수의 도핑사를 형성하는 방사 단계와, 방사 단계에서 형성된 복수의 도핑사를 응고시키는 응고 단계와, 복수의 도핑사 사이에 복수의 원사를 투입하여 도핑 번들을 형성하는 원사투입 단계와, 도핑 번들을 일정한 길이로 절단하는 절단 단계와, 절단된 도핑 번들 내의 지지케이블을 용해하여 제거하는 지지케이블 용해단계를 포함할 수도 있다.
원사투입 단계 후에 도핑 번들을 세정하는 세정 단계와, 세정 단계에서 세정된 도핑 번들을 권취하는 권취 단계와, 권취된 도핑 번들을 권출하여 절단 단계를 행할 수도 있다. 응고 단계 후에 복수의 도핑사를 세정한 후 복수의 도핑사 사이에 복수의 원사를 투입하여 도핑 번들을 형성하는 원사투입 단계를 행하고, 원사투입 단계 후에 도핑 번들을 권취하는 권취 단계와, 권취된 도핑 번들을 권출하여 절단 단계를 행할 수도 있다.
본 발명에 의한 중공사막 번들 및 그 제조방법에 의하면, 중공사막 사이에 유체의 유로를 형성하여 유체의 분포를 균일하게 하여 중공사막의 사용효율을 극대화하여 모듈로 제작할 시에 성능을 향상하는 효과가 있다.
또한, 중공사막 제조할 시에 원사를 투입하여 번들을 제조함으로써 제조 설비를 줄이고 제조 공정을 간단하고 용이하게 하는 효과가 있다.
도 1은 본 발명에 따라 제조된 중공사막 번들의 단면도이다.
도 2은 본 발명의 제1 실시예에 따른 중공사막 번들을 제조하는 장치 및 공정도이다.
도 3는 도 2의 노즐을 나타내는 상세도이다.
도 4은 도 3에서 화살표 A-A선에 따른 중공사막의 단면도이다.
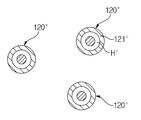
도 5는 본 발명에 따른 중공사막 번들을 제조하는 장치에서 복수의 중공사막을 형성하기 위한 하나의 노즐본체 단면을 나타내는 도면이다.
도 6은 본 발명에 따른 중공사막 번들을 제조하는 장치에서 복수의 중공사막을 형성하기 위한 복수의 노즐본체 단면을 나타내는 도면이다.
도 7은 도 2에 따른 중공사막 번들의 제조공정을 나타내는 플로우 차트이다.
도 8은 본 발명의 제2실시예에 따른 중공사막 번들을 제조하는 장치 및 공정의 일부 도면이다.
도 9는 도 8에서 화살표 B-B선에 따른 도핑사를 나타내는 단면도이다.
도 10은 도 8의 권취롤에서 권출되어 절단된 도핑 번들의 지지케이블을 용해시켜 제거하는 장치 및 공정을 나타내는 도면이다.
도 11은 도 8 및 도 10에 따른 중공사막 번들의 제조공정을 나타내는 플로우 차트이다.
이하, 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 본 발명의 실시예에 대하여 상세히 설명한다. 그러나 본 발명은 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시예에 한정되지 않는다.
도 1은 본 발명에 따라 제조된 중공사막 번들의 단면도이다. 도시한 바와 같이 본 발명의 중공사막 번들(10)은 복수의 중공사막(11) 사이에는 유체의 유로를 형성하는 한편 스페이서 역할을 하는 복수의 원사(12)가 배치되어 번들을 이루고 있다.
복수개의 중공사막들(11)은 서로 간격을 두고 일 방향으로 배열되고, 복수의 원사(12)는 중공사막들(11) 사이에 형성된 공간들에 배치되며, 중공사막의 배열 방향과 나란하게 배치될 수 있다. 또한 경우에 따라서는 중공사막(11)과 원사(12)의 일부가 접할 수도 있다.
중공사막(11)은 PVDF(polyvinylidene fluoride), 폴리아크릴로나이트릴(polyacrylonitril), 폴리아크릴로나이트릴 공중합체, 폴리술폰(polysulfone), 술폰화폴리술폰(sulfonated polysulfone), 폴리에테르술폰(polyethersulfone), 셀룰로즈 아세테이트(cellulose acetate), 셀룰로즈트리아세테이트(cellulose triacetate), 폴리메틸메타아크릴레이트(polymethyl methacrylate) 또는 이들의 혼합물로 구성된 군으로 구성된다.
원사(12)는 폴리불화비닐리덴, 폴리카보네이트, 폴리스타이렌, 폴리에스테로, 폴리올레핀, 폴리아마이드, 폴리메틸메타아크릴레이트, 폴리염화비닐 및 유리섬유로 구성된 구성에서 하나 이상 선택된 모노-필라멘트이거나 멀티-필라멘트이거나 모노-필라멘트와 멀티-필라멘트가 혼합된 실이다. 원사(12)는 ATY 공법(공기 분사식 직물법)으로 제조된 ATY(Air Textured Yarn), 또는 DTY 공법으로 제조된 DTY(Draw Textured Yarn)가 사용될 수 있다.
ATY 공법은 연속적인 필라멘트사를 압축공기 기류에 노출시켜 각각의 필라멘트가 다수의 루프와 크림프를 형성하게 하는 방법으로서, ATY 공법으로 제조된 ATY는 루프를 형성하고 있으므로, 신장성이 낮고 장력에 의해 벌키성이 감소하지 않으며, 방적사 표면의 잔털과 같은 기능을 하며 공기를 함유하고 있어서 부드러운 촉감을 준다.
DTY 공법은 실을 꼬았다가 다시 풀면서 세팅하여 부분적으로 부풀어 오르게 하는 방법으로서, DTY 공법으로 제조된 DTY는 사의 표면이 일반 화학섬유와는 달리 매끈하고 차거운 느낌이 들지 않고 천연섬유처럼 부드럽고 폭닥한 질감을 느끼게 한다.
이러한 ATY나 DTY는 일방향으로 배열했을 때, 일직선이 아닌 굴절과 굴곡을 갖도록 배치되며, 또한 원사 표면에 꼬임, 잔털, 요철 등이 형성되기 때문에, 원사 주변에 소정 공간이 형성될 수 있다. 이와 같은 주변 공간으로 인해 중공사막(11)과 원사(12)가 좁은 간격으로 배열되거나 접하더라도, 복수의 중공사막들(11) 사이로 충분한 공간이 확보되어 중공사막(11) 외부로 유체가 이동하기 용이하다. 이러한 ATY나 DTY 이외에도 굴절과 굴곡을 가지며, 원사 표면에 꼬임, 잔털, 요철 등이 형성하도록 다른 공법으로 제조된 원사 역시 주변 공간으로 통해 복수의 중공사막들(11) 사이에 공간을 확보할 수 있다.
중공사막(11)과 원사(12)는 중공사막 100개당 원사 1 ~ 600개의 비율로 혼합되는 것이 바람직하다. 중공사막의 외경은 300 ~ 2000 m인 것이 바람직하고. 원사의 외경은 0.01 ~ 3인 것이 바람직하다. 중공사막이 빽빽하게 배치되면 유체의 흐름이 원활하지 못하고 중공사막이 느슨하게 배치되면 유체가 한쪽으로 치우칠 우려가 있으므로 중공사막과 원사의 혼합비율 및 크기는 적절해야 한다.
중공사막(11) 사이에 배열된 원사(12)는 중공사막 사이 사이에 공간을 형성하는 한편 유체의 유로를 형성하고 유체의 분포를 균일하게 하여 중공사막의 사용효율을 극대화하여 모듈로 제작할 시에 성능을 향상시킨다.
도 2은 본 발명의 제1 실시예에 따른 중공사막 번들을 제조하는 장치 및 공정도이고, 도 3는 도 2의 노즐을 나타내는 상세도이며, 도 4은 도 3에서 화살표 A-A선에 따른 중공사막의 단면도이고, 도 7은 도 2에 따른 중공사막 번들의 제조공정을 나타내는 플로우 차트이다. 도시한 바와 같이 중공사막 번들은 방사 단계(S110)와, 응고 단계(S120)와, 원사투입 단계(S130)와, 세정 단계(S140)와, 권취 단계(S150)로 제조된다.
도 2에서는 하나의 중공사막(11)과 하나의 원사(12)로 번들을 제조하는 것으로 표시되어 있으나, 복수의 중공사막(11)이 한꺼번에 형성되고 복수의 중공사막(11) 사이 사이에 복수의 원사(12)가 투입되어 도 1에 도시한 바와 같은 하나의 번들(10)이 제조된다. 복수의 중공사막(11)이 제조되기 위해서는 도 5에 도시한 바와 같이 하나의 노즐 본체(121')에 고리 단면형태의 다수의 방사구멍(H')이 형성된 노즐(120')이 사용되거나, 도 6에 도시한 바와 같이 복수의 노즐 본체(121") 각각에 고리 단면 형태의 방사구멍(H")이 각각 형성된 복수의 노즐(120")이 사용된다.
방사 단계(S110)은 방사원액 탱크(110)에서 노즐(120)에 방사원액(F)을 공급하고 방사하여 내부에 중공(S)이 형성된 중공사막(11)을 형성하는 단계이다.
방사원액(F)은 폴리머, 첨가제 및 용매로 구성되며, 예컨대 폴리머는 PVDF(polyvinylidene fluoride), 폴리아크릴로나이트릴(polyacrylonitril), 폴리아크릴로나이트릴 공중합체, 폴리술폰(polysulfone), 술폰화폴리술폰(sulfonated polysulfone), 폴리에테르술폰(polyethersulfone), 셀룰로즈 아세테이트(cellulose acetate), 셀룰로즈트리아세테이트(cellulose triacetate), 폴리메틸메타아크릴레이트(polymethyl methacrylate) 및 이들의 혼합물로 구성된 군으로 구성될 수 있다. 또한, 첨가제는 물, 메틸알콜, 에틸알콜, 에틸렌글리콜, 폴리에틸렌글리콜, 폴리프로필렌글리콜, 글리세린, 폴리비닐피롤리돈(polyvinyl pyrrolidone, PVP)류 및 이들의 혼합물로 구성된 군으로 구성될 수 있다. 또한, 용매는 N-메틸-2-피롤리돈(NMP : N-methyl-2-pyrrolidone), 디메틸포름아미드(DMF:dimethyl formamide), 디메틸아세트아미드(DMAc:dimethyl acetamide), 클로로포름(chloroform), 테트라하이드로퓨란(tetrahhydrofuran) 및 이들의 혼합물로 구성된 군으로 구성될 수 있다.
노즐(120)은 노즐 본체(121)에 고리 단면형태의 다수의 방사구멍(H)이 형성되고, 방사원액(F)은 방사구멍(H)을 통해 방사되어 내부에 중공(S)이 형성된 중공사막(11)을 이룬다. 방사원액(F)은 30 에서 점도가 30,000cps 내지 60,000cps의 범위로서 40~70로 유지시켜 방사된다.
응고 단계(S120)는 방사 단계(S110)에서 형성된 복수의 중공사막(11)을 30 ~ 50 온도의 응고조(130)에서 응고시키는 단계로서, 응고조(130) 내부에 설치된 안내롤(131)을 통해 안내된다. 응고된 복수의 중공사막(11)은 안내롤(R11)을 거쳐 합사롤(150)에서 원사(12)와 합사된다.
원사투입 단계(S130)는 원사가 감긴 보빈(140)에서 합사롤(150)로 원사를 투입하는 단계로서, 합사롤(150)로 안내되는 복수의 중공사막(11) 사이에 복수의 원사(12)를 개재시켜 번들(10)을 형성하는 단계이다.
세정 단계(S140)는 합사롤(150)을 통해 합사되어 형성된 번들(10)을 세정하는 단계로서, 세정조(160) 내에 설치된 안내롤(161, 162)에 의해 안내된다. 권취 단계(S150)는 세정된 번들(10)이 안내롤(R12)에 의해 안내되어 권취롤(170)에 권취되는 단계이다. 권취롤(170)에 권취된 번들(10)은 일정한 길이로 절단되어 모듈 구축 설비로 이동되어 사용된다.
한편, 응고 단계(S120) 후에는 복수의 중공사막(11)을 세정한 후(S140), 복수의 중공사막(11) 사이에 복수의 원사(12)를 투입하여 번들(10)을 형성하는 원사투입 단계(S130)를 행하고, 원사투입 단계(S130) 후에 번들(10)을 권취하는 권취 단계(S150)로 제조될 수도 있다.
본 발명의 실시예에 의한 중공사막 번들의 제조방법에 의하면, 중공사막 제조할 시에 원사를 투입하여 번들을 제조함으로서 제조 설비를 줄이고 제조 공정을 간단하고 용이하게 하는 효과가 있다.
도 8은 본 발명의 제2실시예에 따른 중공사막 번들을 제조하는 장치 및 공정의 일부 도면이고, 도 9는 도 8에서 화살표 B-B선에 따른 도핑사를 나타내는 단면도이며, 도 10은 도 8의 권취롤에서 권출되어 절단된 도핑 번들의 지지케이블을 용해시켜 제거하는 장치 및 공정을 나타내는 도면이고, 도 11은 도 8 및 도 10에 따른 중공사막 번들의 제조공정을 나타내는 플로우 차트이다.
본 발명의 제2실시예에 따라 중공사막 번들을 제조하는 방법은 복수의 지지케이블(C)의 외면에 방사원액(F)을 도핑하여 복수의 도핑사(21)를 제조한 후, 복수의 도핑사(21)와 복수의 원사(22)를 혼합하여 도핑 번들(20)을 제조하고 권취한 다음, 일정 길이로 절단한 도핑 번들(20)의 도핑사(21) 내부에 있는 지지케이블(C)을 용해시켜 제거하는 방법이다. 도시한 바와 같이 발명의 제2실시예에 의한 중공사막 번들의 제조방법에 의한 제조 단계는 지지케이블 공급단계(S200)과, 방사 단계(S210)와, 응고 단계(S220)와, 원사투입 단계(S230)와, 세정 단계(S240)와, 권취 단계(S250)와, 절단 단계(S260)와, 지지케이블 용해단계(S270)로 이루어진다.
지지케이블 공급 단계(S200)는 지지케이블 공급기(280)에서 노즐(220)에 지지케이블(C)을 공급하는 단계이다. 지지케이블(C)은 5~20 중량%의 가소제로 가소화된 폴리비닐알콜(PVA)로 이루어진 코어 케이블이다.
방사 단계(S210)은 방사원액 탱크(210)에서 노즐(220)에 방사원액(F)을 공급하고 방사하여 지지케이블(C)의 외면에 도핑하여 복수의 도핑사(21)를 형성하는 단계이다. 방사원액(F)은 제1실시예와 동일하므로 자세한 설명은 생략한다. 노즐(220)은 노즐 본체에 복수의 방사구멍이 형성되고, 방사구멍을 통해 삽입된 지지케이블(C)의 사이의 공간을 통해 방사원액(F)이 방사되어 도핑됨에 따라 도핑사(21)을 이룬다. 방사원액(F)은 30 에서 점도가 30,000cps 내지 60,000cps의 범위로서 40~70로 유지시켜 도핑된다.
응고 단계(S220)는 방사 단계(S210)에서 형성된 복수의 도핑사(21)을 30 ~ 50 온도의 응고조(230)에서 응고시키는 단계로서, 응고조(230) 내부에 설치된 안내롤(231)을 통해 안내된다. 응고된 복수의 도핑사(21)는 안내롤(R21)을 거쳐 합사롤(250)에서 원사(22)와 합사된다.
원사투입 단계(S230)는 원사가 감긴 보빈(240)에서 합사롤(250)로 원사를 투입하는 단계로서, 합사롤(250)로 안내되는 복수의 도핑사(21) 사이에 복수의 원사(22)를 개재시켜 도핑 번들(20)을 형성하는 단계이다.
세정 단계(S240)는 합사롤(250)을 통해 합사되어 형성된 도핑 번들(20)을 세정하는 단계로서, 세정조(260) 내에 설치된 안내롤(261, 262)에 의해 안내된다. 권취 단계(S250)는 세정된 도핑 번들(20)이 안내롤(R22)에 의해 안내되어 권취롤(270)에 권취되는 단계이다.
권취롤(270)에 권취된 도핑 번들(20)을 권출시켜 일정한 길이로 절단하는 절단 단계(S260)을 거쳐, 절단된 도핑 번들(20) 내의 지지케이블(C)을 케이블 용해 탱크(291)에 수직으로 적절한 방법으로 걸어 둔 후, 도핑 번들(20)이 잠길 때까지 케이블 용해 탱크(291) 상부로 60~80의 열수를 공급하는 지지케이블 용해 단계(S270)을 행하여 중공사막 번들을 완성한다.
PVA(폴리비닐알콜)의 밀도는 약 1.33이기 때문에 가소화된 PVA가 용해됨에 따라 용해된 PVA는 중공사막 번들(도핑 번들)의 내외부를 통해 케이블 용해 탱크(291) 아래 쪽으로 내려오게 된다. PVA로 오염된 하층부위의 오염수는 케이블 용해 탱크(291)의 아래에 모인 후 제거된다.
케이블 용해 탱크(291)에서의 PVA의 농도가 약 0.5% 미만인 경우, 중공사막 번들(20')은 케이블 용해 탱크(291)로부터 추가 세정 탱크(292)로 옮겨진다. 이 단계까지 여전히중공사막의 많은 기공이 막혀 있게 되어, 중공사막 번들(20')은 수평한 추가 세정 탱크(292)내에서20 내지 80 바람직하게는 40 내지 60의 0.1 내지 0.5% NaOCl 묽은 수용액으로 처리하여중공사막의 기공 및 내경 속에 잔류된PVA 및 기타 오염물을 제거한다. 상기 수용액은 펌프(293)및배관을 통해 일정시간동안재순환된 후배출관을 통하여배출된다. 이 단계를 지나게 되면 중공사막의 기공을 막히게 하는 잔류 PVA 및 기타 오염물이 존재하지 않는 내경을 지니는중공사막 번들이 모듈구축 설비로 이송된다.
한편, 응고 단계(S220) 후에 복수의 도핑사(21)를 세정한 후 복수의 도핑사(21) 사이에 복수의 원사(22)를 투입하여 도핑 번들(20)을 형성하는 원사투입 단계(S230)를 행하고, 원사투입 단계(S230) 후에 도핑 번들(20)을 권취하는 권취 단계(S250)와, 권취된 도핑 번들(20)을 권출하여 절단 단계(S260)를 행할 수도 있다.
이하에서는 본 발명의 제1실시예에 따른 중공사막 번들(원사 적용)을 이용하여 제조된 중공사막 가습 모듈과, 종래 중공사막 번들(원사 미적용)을 이용하여 제조된 중공사막 가습 모듈로 가습성능의 변화를 실험한 예로 본 발명의 효과를 설명한다.
[제조 실시예: 중공사막 가습 모듈의 제조]
원사 미적용 중공사막 가습 모듈은 폴리설폰 중공사막(외경 800um, 내경 600um) 1400개를 하나의 중공사막 번들로 하여 원통형 하우징(직경 60mm, 길이 350mm) 내부에 배치시키고 하우징 양단에 포팅부를 형성한 후, 하우징 양단부에 커버를 씌워 제조되었다.
원사 적용 중공사막 가습 모듈은 폴리설폰 중공사막(외경 800um, 내경 600um) 1400개 사이에 원사(일반사, ATY사, DTY사) 1400개를 각각 배치하여 하나의 중공사막 번들로 하여 원통형 하우징(직경 60mm, 길이 350mm) 내부에 배치시키고 하우징 양단에 포팅부를 형성한 후, 하우징 양단부에 커버를 씌워 제조되었다.
[실험예 : 제조된 중공사막 가습 모듈의 성능 측정]
중공사막 가습 모듈의 중공사막 내부와 외부에 각각 150sLPM의 건조공기를 유입하고 중공사막 외부는 섭씨 70도, 습도 90%로 고정하고, 중공사막 내부는 섭씨 50도, 습도 10%로 고정하여 기체-기체 가습을 실시하였다. 가습 성능은 중공사막 내부를 흐르는 공기가 가습되어 나오는 지점의 온도와 습도를 측정하여 노점(Dew Point)으로 환산하여 측정하였다. 그 측정 결과는 하기 표 1에 나타내었다. 노점은 가습 성능을 나타내는 척도로서 공기가 가습되어 나오는 지점의 노점이 높을수록 가습성능이 뛰어나다고 할 수 있다.
표 1
| 원사미적용 | 일반 원사적용 | ATY 원사적용 | DTY 원사적용 | |
| 가습성능(ADT, 섭씨온도) | 11 | 10 | 8 | 8.3 |
상기 표 1을 참조하면, 동일한 중공사막에 원사(스페이서)의 종류만 변경하여 실험을 진행해 보았을 때 중공사막 외부의 습한 공기(Shell)의 균일한 정도에 따라 가습 성능의 차이가 나타남을 알 수 있고, 가습성능이 높은 ATY 원사 및 DTY 원사는 독특한 원사 표면으로 인하여 일반 원사에 비하여 중공사막 사이에 공간을 잘 형성시킬 수 있다. 즉, ATY 원사 및 DTY 원사는 일반 원사보다 스페이서로서의 성능이 우수하다.(공기가 균일하게 퍼져 모든 중공사막이 다 쓰여야 가습성능이 높게 나타남)
표 1에서 ADT(Approach Dewpoint Temperature)는 가습성능을 나타내는 방식의 하나이다.(쉘에 유입된 공기의 노점과 가습되어져 나온 공기의 노점의 차이)
동일한 중공사막에서 스페이서(원사)의 역할에 따라 가습성능이 다르게 나타나게 되는데, 스페이서의 역할을 더 잘하는 원사일수록 중공사막 외부의 습한 공기가 균일하게 중공사막 외부를 감싸주어 가습성능이 높게 나타나게 된다. ATY 원사 및 DTY 원사가 일반 원사에 비해 가습성능이 높다는 의미는 스페이서의 역할을 더 잘할 수 있다는 의미이다.
표 1에서 나타난 바와 같이 ATY 원사 및 DTY 원사는 일반 원사에 비해 스페이서의 역할을 더 효율적으로 함으로써 가습기에 적용시 가습성능이 향상된다. 또한 원사를 적용한 경우가 원사를 적용하지 않은 경우에 비해 가습성능이 향상된다.
이상에서 본 발명의 바람직한 실시예에 대하여 상세하게 설명하였지만 본 발명의 권리범위는 이에 한정되는 것은 아니고 다음의 청구범위에서 정의하고 있는 본 발명의 기본 개념을 이용한 당업자의 여러 변형 및 개량 형태 또한 본 발명의 권리범위에 속하는 것이다.
[부호의 설명]
10: 중공사막 번들 11: 중공사막
12, 22: 원사 20: 도핑 번들
21: 도핑사
110, 210: 방사원액 탱크 120, 220: 노즐
130, 230: 응고조 140, 240: 보빈
150, 250: 합사롤 160, 260: 세정조
170, 270: 권취롤 280: 지지케이블 공급기
291: 케이블 용해 탱크 292: 추가 세정 탱크
C: 지지 케이블 F: 방사 원액
H: 방사 구멍 S: 중공
Claims (13)
- 복수의 중공사막으로 이루어진 중공사막 번들에 있어서,상기 복수의 중공사막 사이에는 유체의 유로를 형성하는 한편 스페이서 역할을 하는 복수의 원사가 배치되어 번들을 이루고 있으며,상기 원사는 ATY 공법으로 제조된 ATY사 또는 DTY 공법으로 사용된 DTY사가 사용되는 것을 특징으로 하는 중공사막 번들.
- 청구항 1에 있어서,상기 복수개의 중공사막은 일 방향으로 배열되며, 상기 복수의 원사는 중공사막의 배열 방향과 나란하게 배치되는 것을 특징으로 하는 중공사막 번들.
- 청구항 1에 있어서,상기 중공사막은 PVDF(polyvinylidene fluoride), 폴리아크릴로나이트릴(polyacrylonitril), 폴리아크릴로나이트릴 공중합체, 폴리술폰(polysulfone), 술폰화폴리술폰(sulfonated polysulfone), 폴리에테르술폰(polyethersulfone), 셀룰로즈 아세테이트(cellulose acetate), 셀룰로즈트리아세테이트(cellulose triacetate), 폴리메틸메타아크릴레이트(polymethyl methacrylate) 또는 이들의 혼합물로 구성된 군으로 이루어지는 것을 특징으로 하는 중공사막 번들.
- 청구항 1에 있어서,상기 원사는 폴리불화비닐리덴, 폴리카보네이트, 폴리스타이렌, 폴리에스테로, 폴리올레핀, 폴리아마이드, 폴리메틸메타아크릴레이트, 폴리염화비닐 및 유리섬유로 구성된 구성에서 하나이상 선택된 모노-필라멘트이거나 멀티-필라멘트이거나 모노-필라멘트와 멀티-필라멘트가 혼합된 것을 특징으로 하는 중공사막 번들.
- 청구항 1에 있어서,상기 중공사막과 상기 원사는 중공사막 100개당 원사 1 ~ 600개의 비율로 혼합되어 번들을 이루는 것을 특징으로 하는 중공사막 번들.
- 청구항 1에 있어서,상기 중공사막의 외경은 300 ~ 2000 μm인 것을 특징으로 하는 중공사막 번들.
- 청구항 1에 있어서,상기 원사의 외경은 0.01 ~ 3㎜인 것을 특징으로 하는 중공사막 번들.
- 청구항 1의 중공사막 번들을 제조하는 방법으로서,노즐에 방사 원액을 공급하고 방사하여 복수의 중공사막을 형성하는 방사 단계와,상기 방사 단계에서 형성된 상기 복수의 중공사막을 응고시키는 응고 단계와,상기 복수의 중공사막 사이에 복수의 원사를 투입하여 번들을 형성하는 원사투입 단계를 포함하는 것을 특징으로 하는 중공사막 번들의 제조방법.
- 청구항 8에 있어서,상기 원사투입 단계 후에 상기 번들을 세정하는 세정 단계와,상기 세정 단계에서 세정된 번들을 권취하는 권취 단계를 추가로 포함하는 것을 특징으로 하는 중공사막 번들의 제조방법.
- 청구항 8에 있어서,상기 응고 단계 후에는 상기 복수의 중공사막을 세정한 후 상기 복수의 중공사막 사이에 복수의 원사를 투입하여 상기 번들을 형성하는 상기 원사투입 단계를 행하고,상기 원사투입 단계 후에 상기 번들을 권취하는 권취 단계를 행하는 것을 특징으로 하는 중공사막 번들의 제조방법.
- 청구항 1의 중공사막 번들을 제조하는 방법으로서,노즐에 지지케이블을 공급하는 지지케이블 공급단계와,상기 노즐에 방사 원액을 공급하고 방사하여 상기 지지케이블의 외면에 도핑하여 복수의 도핑사를 형성하는 방사 단계와,상기 방사 단계에서 형성된 복수의 도핑사를 응고시키는 응고 단계와,상기 복수의 도핑사 사이에 복수의 원사를 투입하여 도핑 번들을 형성하는 원사투입 단계와,상기 도핑 번들을 일정한 길이로 절단하는 절단 단계와,상기 절단된 도핑 번들 내의 상기 지지케이블을 용해하여 제거하는 지지케이블 용해단계를 포함하는 것을 특징으로 하는 중공사막 번들의 제조방법.
- 청구항 11에 있어서,상기 원사투입 단계 후에 상기 도핑 번들을 세정하는 세정 단계와, 상기 세정 단계에서 세정된 도핑 번들을 권취하는 권취 단계를 행하고,권취된 상기 도핑 번들을 권출하여 상기 절단 단계를 행하는 것을 특징으로 하는 중공사막 번들의 제조방법.
- 청구항 11에 있어서,상기 응고 단계 후에 상기 복수의 도핑사를 세정한 후 상기 복수의 도핑사 사이에 복수의 원사를 투입하여 상기 도핑 번들을 형성하는 상기 원사투입 단계를 행하고,상기 원사투입 단계 후에 상기 도핑 번들을 권취하는 권취 단계를 행한 다음,상기 권취된 도핑 번들을 권출하여 상기 절단 단계를 행하는 것을 특징으로 하는 중공사막 번들의 제조방법.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680009908.6A CN107206324A (zh) | 2015-02-12 | 2016-02-12 | 中空纤维膜束及其制造方法 |
| US15/550,145 US20180028979A1 (en) | 2015-02-12 | 2016-02-12 | Bundle of hollow fiber membranes and manufacturing method therefor |
| EP16749498.8A EP3257572A4 (en) | 2015-02-12 | 2016-02-12 | Bundle of hollow fiber membranes and manufacturing method therefor |
| JP2017542116A JP6516852B2 (ja) | 2015-02-12 | 2016-02-12 | 中空糸膜バンドル及びその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150021601A KR20160099304A (ko) | 2015-02-12 | 2015-02-12 | 중공사막 번들 및 그 제조방법 |
| KR10-2015-0021601 | 2015-02-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016129958A1 true WO2016129958A1 (ko) | 2016-08-18 |
Family
ID=56615300
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2016/001448 WO2016129958A1 (ko) | 2015-02-12 | 2016-02-12 | 중공사막 번들 및 그 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20180028979A1 (ko) |
| EP (1) | EP3257572A4 (ko) |
| JP (1) | JP6516852B2 (ko) |
| KR (1) | KR20160099304A (ko) |
| CN (1) | CN107206324A (ko) |
| WO (1) | WO2016129958A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108745000A (zh) * | 2018-05-29 | 2018-11-06 | 佛山市盟发净水科技有限公司 | 一种抗菌中空纤维纳滤膜的制备方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102090322B1 (ko) | 2018-10-30 | 2020-03-17 | (주)대동정공 | 중공사 합사장치 |
| US20220134289A1 (en) * | 2019-02-28 | 2022-05-05 | Toyobo Co., Ltd. | Hollow fiber membrane and method for producing hollow fiber membrane |
| KR102147980B1 (ko) | 2019-10-22 | 2020-08-25 | (주)대동정공 | 스페이서사 함유 중공사 번들, 이를 제작하기 위한 장치 및 방법 |
| CN111111452B (zh) * | 2020-01-03 | 2022-08-30 | 天津碧水源膜材料有限公司 | 中空纤维帘式膜元件的处理方法和中空纤维帘式膜组件 |
| CN114082021A (zh) * | 2021-12-03 | 2022-02-25 | 山东威高血液净化制品股份有限公司 | 一种透析液流动改善型透析器 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000325762A (ja) * | 1999-05-18 | 2000-11-28 | Mitsubishi Rayon Co Ltd | 分離膜成形体およびこれを用いた中空糸膜モジュール |
| KR20040008935A (ko) * | 2002-07-19 | 2004-01-31 | 주식회사 파라 | 모노-필라멘트를 포함하는 보강용 지지체를 가지는기체분리 및 수처리용 외압식 중공사막, 그 제조방법 및제조장치 |
| KR20080048791A (ko) * | 2006-11-29 | 2008-06-03 | 윤호성 | 중공사막 제조방법 |
| KR20110078829A (ko) * | 2009-12-31 | 2011-07-07 | 한국에너지기술연구원 | 무기질 중공사 번들 및 그 제조방법 |
| KR20130064813A (ko) * | 2010-09-29 | 2013-06-18 | 미쯔비시 레이온 가부시끼가이샤 | 폴리올레핀 복합 중공사막 및 그 제조 방법, 그리고 중공사막 모듈 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL269380A (ko) * | 1960-09-19 | |||
| US4293418A (en) * | 1979-03-28 | 1981-10-06 | Toray Industries, Inc. | Fluid separation apparatus |
| DE3805414C1 (ko) * | 1988-02-22 | 1989-09-07 | Secon Gesellschaft Fuer Separations- Und Concentrationstechnik Mbh, 3402 Dransfeld, De | |
| US5198110A (en) * | 1990-07-02 | 1993-03-30 | Asahi Medical Co., Ltd. | Bundle of permselective hollow fibers and a fluid separator containing the same |
| JP3684676B2 (ja) * | 1995-06-30 | 2005-08-17 | 東レ株式会社 | ポリスルホン系中空糸型人工腎臓の製造方法および人工腎臓 |
| US5779897A (en) * | 1996-11-08 | 1998-07-14 | Permea, Inc. | Hollow fiber membrane device with inert filaments randomly distributed in the inter-fiber voids |
| KR100352450B1 (ko) * | 2001-04-12 | 2002-09-11 | 주식회사 사이버알닷컴 | 복수의 매장이 공동사용 가능한 무인 신용카드 승인 방법및 시스템, 그리고 매장별 거래내역 조회 방법 |
| KR100485620B1 (ko) * | 2002-01-15 | 2005-04-27 | 주식회사 파라 | 보강용 지지체를 가진 중공사막, 그 제조방법 및 이를제조하기 위한 방사구금 |
| JP4211290B2 (ja) | 2002-05-31 | 2009-01-21 | Nok株式会社 | 燃料電池の加湿装置 |
| JP2008119657A (ja) | 2006-11-15 | 2008-05-29 | Mitsubishi Rayon Eng Co Ltd | 中空糸膜モジュール |
| JP5118924B2 (ja) * | 2007-09-19 | 2013-01-16 | 三洋電機株式会社 | ショーケース |
| JP5412938B2 (ja) | 2008-04-28 | 2014-02-12 | 東レ株式会社 | 中空糸モジュールおよびその製造方法 |
| US8500871B2 (en) * | 2009-08-21 | 2013-08-06 | Toray Industries, Inc. | Water-vapor-permeable membrane, hollow-fiber membrane, and hollow-fiber membrane module |
| JP2012005987A (ja) | 2010-06-28 | 2012-01-12 | Aisan Industry Co Ltd | 中空糸分離膜モジュール |
| US8529814B2 (en) * | 2010-12-15 | 2013-09-10 | General Electric Company | Supported hollow fiber membrane |
| US20140137736A1 (en) * | 2011-06-06 | 2014-05-22 | Dow Corning Corporation | Membrane derived from polyether- and siliceous filler-containing silicone composition |
| JP2015037767A (ja) * | 2012-10-31 | 2015-02-26 | Nok株式会社 | 中空糸膜モジュール用ケース |
| JP2014117651A (ja) * | 2012-12-17 | 2014-06-30 | Nok Corp | 加湿膜ユニット |
-
2015
- 2015-02-12 KR KR1020150021601A patent/KR20160099304A/ko not_active Application Discontinuation
-
2016
- 2016-02-12 WO PCT/KR2016/001448 patent/WO2016129958A1/ko active Application Filing
- 2016-02-12 CN CN201680009908.6A patent/CN107206324A/zh active Pending
- 2016-02-12 US US15/550,145 patent/US20180028979A1/en not_active Abandoned
- 2016-02-12 EP EP16749498.8A patent/EP3257572A4/en not_active Withdrawn
- 2016-02-12 JP JP2017542116A patent/JP6516852B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000325762A (ja) * | 1999-05-18 | 2000-11-28 | Mitsubishi Rayon Co Ltd | 分離膜成形体およびこれを用いた中空糸膜モジュール |
| KR20040008935A (ko) * | 2002-07-19 | 2004-01-31 | 주식회사 파라 | 모노-필라멘트를 포함하는 보강용 지지체를 가지는기체분리 및 수처리용 외압식 중공사막, 그 제조방법 및제조장치 |
| KR20080048791A (ko) * | 2006-11-29 | 2008-06-03 | 윤호성 | 중공사막 제조방법 |
| KR20110078829A (ko) * | 2009-12-31 | 2011-07-07 | 한국에너지기술연구원 | 무기질 중공사 번들 및 그 제조방법 |
| KR20130064813A (ko) * | 2010-09-29 | 2013-06-18 | 미쯔비시 레이온 가부시끼가이샤 | 폴리올레핀 복합 중공사막 및 그 제조 방법, 그리고 중공사막 모듈 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108745000A (zh) * | 2018-05-29 | 2018-11-06 | 佛山市盟发净水科技有限公司 | 一种抗菌中空纤维纳滤膜的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3257572A1 (en) | 2017-12-20 |
| US20180028979A1 (en) | 2018-02-01 |
| KR20160099304A (ko) | 2016-08-22 |
| JP6516852B2 (ja) | 2019-05-22 |
| CN107206324A (zh) | 2017-09-26 |
| JP2018505053A (ja) | 2018-02-22 |
| EP3257572A4 (en) | 2018-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016129958A1 (ko) | 중공사막 번들 및 그 제조방법 | |
| US11724947B2 (en) | Membrane assembly for supporting a biofilm | |
| WO2012177058A2 (en) | Pressurized hollow fiber membrane module | |
| WO2011037354A2 (ko) | 불소계 중공사막 및 그 제조 방법 | |
| WO2013073828A1 (ko) | 친수성 폴리불화비닐리덴계 중공사 분리막 및 이의 제조방법 | |
| WO2010120100A2 (en) | Composite hollow fiber membrane and method for manufacturing the same | |
| US20150283517A1 (en) | Hollow porous membrane | |
| KR101726537B1 (ko) | 중공사막 및 그 제조방법 | |
| WO2015102292A1 (ko) | 복합 중공사막 및 그 제조방법 | |
| WO2012074222A9 (ko) | 셀룰로오스계 수지를 이용한 수처리용 중공사막의 제조방법 | |
| CN101161873A (zh) | 聚苯硫醚长丝一步法成套设备和生产方法 | |
| CN114340769A (zh) | 流体分离用碳膜组件 | |
| JP2014213235A (ja) | 繊維強化多孔質中空糸膜の製造方法 | |
| KR100844043B1 (ko) | 중공사막 제조방법 | |
| JP2006239576A (ja) | 中空糸膜の製造方法およびその製造装置 | |
| WO2022145781A1 (ko) | 중공사막 및 그 제조방법 | |
| WO2020130674A1 (ko) | 여과막 형성용 조성물, 이를 이용한 여과막 제조방법 및 여과막 | |
| KR20000067284A (ko) | 순환연신법에 의한 고밀도 폴리에틸렌 중공사 분리막의 제조방법 및 그 장치 | |
| KR101726554B1 (ko) | 중공사막 및 그 제조방법 | |
| JP2003245528A (ja) | 繊維強化多孔質中空糸膜の製造方法 | |
| JPH028047B2 (ko) | ||
| CN117379999A (zh) | 一种砜类聚合物中空纤维超滤膜及其制备方法与应用 | |
| JPH03269108A (ja) | 中空繊維束の製造方法 | |
| KR20140075515A (ko) | 중공사막 및 그 제조방법 | |
| KR20100108649A (ko) | 복합 중공사막 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16749498 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016749498 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017542116 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |