WO2016104155A1 - 中空糸脱気モジュール及びインクジェットプリンタ - Google Patents
中空糸脱気モジュール及びインクジェットプリンタ Download PDFInfo
- Publication number
- WO2016104155A1 WO2016104155A1 PCT/JP2015/084572 JP2015084572W WO2016104155A1 WO 2016104155 A1 WO2016104155 A1 WO 2016104155A1 JP 2015084572 W JP2015084572 W JP 2015084572W WO 2016104155 A1 WO2016104155 A1 WO 2016104155A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hollow fiber
- ink
- fiber membrane
- hollow
- membrane bundle
- Prior art date
Links
- 239000012510 hollow fiber Substances 0.000 title claims abstract description 235
- 238000007872 degassing Methods 0.000 title claims abstract description 35
- 239000012528 membrane Substances 0.000 claims abstract description 203
- 239000007788 liquid Substances 0.000 claims abstract description 19
- 230000002093 peripheral effect Effects 0.000 claims abstract description 16
- 238000003860 storage Methods 0.000 claims description 4
- 239000000976 ink Substances 0.000 description 180
- 238000007789 sealing Methods 0.000 description 22
- 230000000052 comparative effect Effects 0.000 description 11
- -1 polypropylene Polymers 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 8
- 239000000919 ceramic Substances 0.000 description 8
- 238000002474 experimental method Methods 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 239000010410 layer Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 238000004891 communication Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000010412 perfusion Effects 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- BTANRVKWQNVYAZ-UHFFFAOYSA-N butan-2-ol Chemical compound CCC(C)O BTANRVKWQNVYAZ-UHFFFAOYSA-N 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 3
- GJRQTCIYDGXPES-UHFFFAOYSA-N iso-butyl acetate Natural products CC(C)COC(C)=O GJRQTCIYDGXPES-UHFFFAOYSA-N 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- AFABGHUZZDYHJO-UHFFFAOYSA-N 2-Methylpentane Chemical compound CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 2
- QQZOPKMRPOGIEB-UHFFFAOYSA-N 2-Oxohexane Chemical compound CCCCC(C)=O QQZOPKMRPOGIEB-UHFFFAOYSA-N 0.000 description 2
- SYBYTAAJFKOIEJ-UHFFFAOYSA-N 3-Methylbutan-2-one Chemical compound CC(C)C(C)=O SYBYTAAJFKOIEJ-UHFFFAOYSA-N 0.000 description 2
- PFCHFHIRKBAQGU-UHFFFAOYSA-N 3-hexanone Chemical compound CCCC(=O)CC PFCHFHIRKBAQGU-UHFFFAOYSA-N 0.000 description 2
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- HCFAJYNVAYBARA-UHFFFAOYSA-N 4-heptanone Chemical compound CCCC(=O)CCC HCFAJYNVAYBARA-UHFFFAOYSA-N 0.000 description 2
- FFWSICBKRCICMR-UHFFFAOYSA-N 5-methyl-2-hexanone Chemical compound CC(C)CCC(C)=O FFWSICBKRCICMR-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- DXVYLFHTJZWTRF-UHFFFAOYSA-N Ethyl isobutyl ketone Chemical compound CCC(=O)CC(C)C DXVYLFHTJZWTRF-UHFFFAOYSA-N 0.000 description 2
- HYTRYEXINDDXJK-UHFFFAOYSA-N Ethyl isopropyl ketone Chemical compound CCC(=O)C(C)C HYTRYEXINDDXJK-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 2
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- DKPFZGUDAPQIHT-UHFFFAOYSA-N butyl acetate Chemical compound CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- DMEGYFMYUHOHGS-UHFFFAOYSA-N cycloheptane Chemical compound C1CCCCCC1 DMEGYFMYUHOHGS-UHFFFAOYSA-N 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- HGCIXCUEYOPUTN-UHFFFAOYSA-N cyclohexene Chemical compound C1CCC=CC1 HGCIXCUEYOPUTN-UHFFFAOYSA-N 0.000 description 2
- NNBZCPXTIHJBJL-UHFFFAOYSA-N decalin Chemical compound C1CCCC2CCCCC21 NNBZCPXTIHJBJL-UHFFFAOYSA-N 0.000 description 2
- SNRUBQQJIBEYMU-UHFFFAOYSA-N dodecane Chemical compound CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 2
- LZCLXQDLBQLTDK-UHFFFAOYSA-N ethyl 2-hydroxypropanoate Chemical compound CCOC(=O)C(C)O LZCLXQDLBQLTDK-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- CATSNJVOTSVZJV-UHFFFAOYSA-N heptan-2-one Chemical compound CCCCCC(C)=O CATSNJVOTSVZJV-UHFFFAOYSA-N 0.000 description 2
- AOGQPLXWSUTHQB-UHFFFAOYSA-N hexyl acetate Chemical compound CCCCCCOC(C)=O AOGQPLXWSUTHQB-UHFFFAOYSA-N 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 description 2
- ZUBZATZOEPUUQF-UHFFFAOYSA-N isononane Chemical compound CCCCCCC(C)C ZUBZATZOEPUUQF-UHFFFAOYSA-N 0.000 description 2
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 2
- BKIMMITUMNQMOS-UHFFFAOYSA-N nonane Chemical compound CCCCCCCCC BKIMMITUMNQMOS-UHFFFAOYSA-N 0.000 description 2
- YLYBTZIQSIBWLI-UHFFFAOYSA-N octyl acetate Chemical compound CCCCCCCCOC(C)=O YLYBTZIQSIBWLI-UHFFFAOYSA-N 0.000 description 2
- XNLICIUVMPYHGG-UHFFFAOYSA-N pentan-2-one Chemical compound CCCC(C)=O XNLICIUVMPYHGG-UHFFFAOYSA-N 0.000 description 2
- FDPIMTJIUBPUKL-UHFFFAOYSA-N pentan-3-one Chemical compound CCC(=O)CC FDPIMTJIUBPUKL-UHFFFAOYSA-N 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000306 polymethylpentene Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 2
- 229930195735 unsaturated hydrocarbon Natural products 0.000 description 2
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- ZFPGARUNNKGOBB-UHFFFAOYSA-N 1-Ethyl-2-pyrrolidinone Chemical compound CCN1CCCC1=O ZFPGARUNNKGOBB-UHFFFAOYSA-N 0.000 description 1
- HYLLZXPMJRMUHH-UHFFFAOYSA-N 1-[2-(2-methoxyethoxy)ethoxy]butane Chemical compound CCCCOCCOCCOC HYLLZXPMJRMUHH-UHFFFAOYSA-N 0.000 description 1
- SNAQINZKMQFYFV-UHFFFAOYSA-N 1-[2-[2-(2-methoxyethoxy)ethoxy]ethoxy]butane Chemical compound CCCCOCCOCCOCCOC SNAQINZKMQFYFV-UHFFFAOYSA-N 0.000 description 1
- RRQYJINTUHWNHW-UHFFFAOYSA-N 1-ethoxy-2-(2-ethoxyethoxy)ethane Chemical compound CCOCCOCCOCC RRQYJINTUHWNHW-UHFFFAOYSA-N 0.000 description 1
- CNJRPYFBORAQAU-UHFFFAOYSA-N 1-ethoxy-2-(2-methoxyethoxy)ethane Chemical compound CCOCCOCCOC CNJRPYFBORAQAU-UHFFFAOYSA-N 0.000 description 1
- PTTPXKJBFFKCEK-UHFFFAOYSA-N 2-Methyl-4-heptanone Chemical compound CC(C)CC(=O)CC(C)C PTTPXKJBFFKCEK-UHFFFAOYSA-N 0.000 description 1
- NQBXSWAWVZHKBZ-UHFFFAOYSA-N 2-butoxyethyl acetate Chemical compound CCCCOCCOC(C)=O NQBXSWAWVZHKBZ-UHFFFAOYSA-N 0.000 description 1
- GTJOHISYCKPIMT-UHFFFAOYSA-N 2-methylundecane Chemical compound CCCCCCCCCC(C)C GTJOHISYCKPIMT-UHFFFAOYSA-N 0.000 description 1
- JSGVZVOGOQILFM-UHFFFAOYSA-N 3-methoxy-1-butanol Chemical compound COC(C)CCO JSGVZVOGOQILFM-UHFFFAOYSA-N 0.000 description 1
- MFKRHJVUCZRDTF-UHFFFAOYSA-N 3-methoxy-3-methylbutan-1-ol Chemical compound COC(C)(C)CCO MFKRHJVUCZRDTF-UHFFFAOYSA-N 0.000 description 1
- VWIIJDNADIEEDB-UHFFFAOYSA-N 3-methyl-1,3-oxazolidin-2-one Chemical class CN1CCOC1=O VWIIJDNADIEEDB-UHFFFAOYSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- VGVHNLRUAMRIEW-UHFFFAOYSA-N 4-methylcyclohexan-1-one Chemical compound CC1CCC(=O)CC1 VGVHNLRUAMRIEW-UHFFFAOYSA-N 0.000 description 1
- LPEKGGXMPWTOCB-UHFFFAOYSA-N 8beta-(2,3-epoxy-2-methylbutyryloxy)-14-acetoxytithifolin Natural products COC(=O)C(C)O LPEKGGXMPWTOCB-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- MRABAEUHTLLEML-UHFFFAOYSA-N Butyl lactate Chemical compound CCCCOC(=O)C(C)O MRABAEUHTLLEML-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- SGVYKUFIHHTIFL-UHFFFAOYSA-N Isobutylhexyl Natural products CCCCCCCC(C)C SGVYKUFIHHTIFL-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- KDUIUFJBNGTBMD-DLMDZQPMSA-N [8]annulene Chemical compound C/1=C/C=C\C=C/C=C\1 KDUIUFJBNGTBMD-DLMDZQPMSA-N 0.000 description 1
- REEVUBVBEQNVEP-UHFFFAOYSA-N acetic acid;methyl acetate Chemical compound CC(O)=O.COC(C)=O REEVUBVBEQNVEP-UHFFFAOYSA-N 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 239000001191 butyl (2R)-2-hydroxypropanoate Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- LMGZGXSXHCMSAA-UHFFFAOYSA-N cyclodecane Chemical compound C1CCCCCCCCC1 LMGZGXSXHCMSAA-UHFFFAOYSA-N 0.000 description 1
- HYPABJGVBDSCIT-UPHRSURJSA-N cyclododecene Chemical compound C1CCCCC\C=C/CCCC1 HYPABJGVBDSCIT-UPHRSURJSA-N 0.000 description 1
- ZXIJMRYMVAMXQP-UHFFFAOYSA-N cycloheptene Chemical compound C1CCC=CCC1 ZXIJMRYMVAMXQP-UHFFFAOYSA-N 0.000 description 1
- WJTCGQSWYFHTAC-UHFFFAOYSA-N cyclooctane Chemical compound C1CCCCCCC1 WJTCGQSWYFHTAC-UHFFFAOYSA-N 0.000 description 1
- 239000004914 cyclooctane Substances 0.000 description 1
- URYYVOIYTNXXBN-UPHRSURJSA-N cyclooctene Chemical compound C1CCC\C=C/CC1 URYYVOIYTNXXBN-UPHRSURJSA-N 0.000 description 1
- 239000004913 cyclooctene Substances 0.000 description 1
- 229940019778 diethylene glycol diethyl ether Drugs 0.000 description 1
- 229940028356 diethylene glycol monobutyl ether Drugs 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- ODQWQRRAPPTVAG-GZTJUZNOSA-N doxepin Chemical compound C1OC2=CC=CC=C2C(=C/CCN(C)C)/C2=CC=CC=C21 ODQWQRRAPPTVAG-GZTJUZNOSA-N 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 229940116333 ethyl lactate Drugs 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 125000001183 hydrocarbyl group Chemical group 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- MLFHJEHSLIIPHL-UHFFFAOYSA-N isoamyl acetate Chemical compound CC(C)CCOC(C)=O MLFHJEHSLIIPHL-UHFFFAOYSA-N 0.000 description 1
- FGKJLKRYENPLQH-UHFFFAOYSA-M isocaproate Chemical compound CC(C)CCC([O-])=O FGKJLKRYENPLQH-UHFFFAOYSA-M 0.000 description 1
- VKPSKYDESGTTFR-UHFFFAOYSA-N isododecane Natural products CC(C)(C)CC(C)CC(C)(C)C VKPSKYDESGTTFR-UHFFFAOYSA-N 0.000 description 1
- JMMWKPVZQRWMSS-UHFFFAOYSA-N isopropanol acetate Natural products CC(C)OC(C)=O JMMWKPVZQRWMSS-UHFFFAOYSA-N 0.000 description 1
- 229940011051 isopropyl acetate Drugs 0.000 description 1
- GWYFCOCPABKNJV-UHFFFAOYSA-M isovalerate Chemical compound CC(C)CC([O-])=O GWYFCOCPABKNJV-UHFFFAOYSA-M 0.000 description 1
- OQAGVSWESNCJJT-UHFFFAOYSA-N isovaleric acid methyl ester Natural products COC(=O)CC(C)C OQAGVSWESNCJJT-UHFFFAOYSA-N 0.000 description 1
- 150000003903 lactic acid esters Chemical class 0.000 description 1
- 150000002596 lactones Chemical class 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229940057867 methyl lactate Drugs 0.000 description 1
- 239000012982 microporous membrane Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- WSGCRAOTEDLMFQ-UHFFFAOYSA-N nonan-5-one Chemical compound CCCCC(=O)CCCC WSGCRAOTEDLMFQ-UHFFFAOYSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- JCGNDDUYTRNOFT-UHFFFAOYSA-N oxolane-2,4-dione Chemical compound O=C1COC(=O)C1 JCGNDDUYTRNOFT-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- LLHKCFNBLRBOGN-UHFFFAOYSA-N propylene glycol methyl ether acetate Chemical compound COCC(C)OC(C)=O LLHKCFNBLRBOGN-UHFFFAOYSA-N 0.000 description 1
- 229930195734 saturated hydrocarbon Natural products 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- PXXNTAGJWPJAGM-UHFFFAOYSA-N vertaline Natural products C1C2C=3C=C(OC)C(OC)=CC=3OC(C=C3)=CC=C3CCC(=O)OC1CC1N2CCCC1 PXXNTAGJWPJAGM-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D19/00—Degasification of liquids
- B01D19/0031—Degasification of liquids by filtration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/19—Ink jet characterised by ink handling for removing air bubbles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D19/00—Degasification of liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D19/00—Degasification of liquids
- B01D19/0036—Flash degasification
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D61/00—Processes of separation using semi-permeable membranes, e.g. dialysis, osmosis or ultrafiltration; Apparatus, accessories or auxiliary operations specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/031—Two or more types of hollow fibres within one bundle or within one potting or tube-sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/04—Hollow fibre modules comprising multiple hollow fibre assemblies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
- B01D71/261—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
- B01D71/262—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
- B41J2/17596—Ink pumps, ink valves
Definitions
- the present invention relates to a hollow fiber degassing module for degassing a liquid and an ink jet printer provided with the hollow fiber degassing module.
- An ink jet printer is a printing machine that uses a method of spraying fine droplets of ink directly onto a print medium.
- an ink jet printer there is a possibility that the dissolved gas in the ink is gasified due to the pressure fluctuation inside the ink reservoir during printing and nozzle clogging occurs.
- the risk of significantly reducing print quality This is noticeable during long-term use and high-speed operation.
- it is effective to perform deaeration to remove dissolved gas and bubbles from the ink.
- Patent Document 1 discloses that a hollow fiber deaeration module using a hollow fiber membrane is attached to an ink flow path from an ink reservoir to an inkjet head, and the ink is continuously deaerated. Is disclosed.
- the hollow fiber deaeration module described in Patent Document 1 is an external perfusion type hollow fiber deaeration module, and a hollow fiber membrane bundle in which a plurality of hollow fiber membranes are bundled is housed in a cylinder. Then, ink is supplied to the outside of the hollow fiber membrane and the inside of the hollow fiber membrane is decompressed to degas the ink, and the degassed ink is discharged from the discharge port formed on the side wall of the cylindrical body.
- Patent Document 2 proposes a method of manufacturing a hollow fiber deaeration module that does not include an ink distribution pipe in order to reduce ink pressure loss.
- an object of one aspect of the present invention is to provide a hollow fiber deaeration module and an ink jet printer that can suppress a rapid increase in pressure loss.
- the present inventors examined the cause of the rapid increase in pressure loss of the hollow fiber deaeration module.
- the hollow fiber membrane swells with ink, thereby narrowing or closing the ink flow path, thereby rapidly increasing the pressure loss of the hollow fiber degassing module.
- the findings Specifically, since both ends of the hollow fiber membrane bundle are fixed to the cylinder, when the hollow fiber membrane swells, the hollow fiber membrane is twisted and flattened. And the hollow part used as the flow path of an ink is formed in the radial inside of the hollow fiber membrane bundle.
- the swollen hollow fiber membrane enters the hollow portion, thereby narrowing or closing the hollow portion.
- the gap between the hollow fiber membranes also serves as an ink flow path, but the swollen hollow fiber membrane also narrows or closes the gap between the hollow fiber membranes.
- the hollow fiber deaeration module includes a hollow fiber membrane bundle in which a plurality of hollow fiber membranes are bundled in a cylindrical shape, and a cylindrical body that accommodates the hollow fiber membrane bundle and extends in the axial direction.
- a hollow fiber degassing module that degass the liquid by supplying liquid from the hollow portion of the hollow fiber membrane bundle to the gap between the hollow fiber membranes and depressurizing the inside of the hollow fiber membrane,
- a support is provided in contact with the inner peripheral surface of the yarn membrane bundle.
- the hollow fiber deaeration module according to one aspect of the present invention is an external perfusion type that supplies liquid to the outside of the hollow fiber membrane and degass the liquid by decompressing the inside of the hollow fiber membrane. For this reason, the pressure loss of the liquid can be kept low. And since this hollow fiber deaeration module is provided with the support body contact
- the swollen hollow fiber membrane can be prevented from entering the hollow portion of the hollow fiber membrane bundle serving as a liquid flow path and narrowing or closing the hollow portion. Moreover, it can suppress that the swollen hollow fiber membrane narrows or closes the gap between the hollow fiber membranes. In this way, even if the hollow fiber membrane swells, it is possible to suppress the liquid flow path from being narrowed or blocked, so that the pressure loss of the hollow fiber degassing module is prevented from rapidly increasing. be able to.
- the support may be cylindrical.
- the support may be a net.
- the support may be disposed between one end surface and the other end surface of the hollow fiber membrane bundle in the central axis direction of the hollow fiber membrane.
- An ink jet printer is an ink jet printer in which ink stored in an ink storage portion is supplied to an ink jet head through an ink flow path, and any one of the hollow fiber degassing modules is an ink. It is attached to the flow path.
- the hollow fiber degassing module is attached to the ink flow path, a rapid increase in pressure loss in the ink flow path can be suppressed, and ink can be removed for a long period of time. I can mind.
- a rapid increase in pressure loss can be suppressed.
- FIG. 1 is a schematic configuration diagram of an inkjet printer according to an embodiment. It is a schematic sectional drawing of the hollow fiber deaeration module concerning an embodiment.
- FIG. 3 is a partially enlarged view of the hollow fiber membrane bundle shown in FIG. 2.
- FIG. 4 is a sectional view taken along line IV-IV shown in FIG. 2.
- It is a perspective view of a support body. It is a perspective view of a support body.
- the hollow fiber degassing module of the present embodiment is an application of the hollow fiber degassing module of the present invention to a hollow fiber degassing module for degassing ink.
- the same or corresponding parts are denoted by the same reference numerals, and redundant description is omitted.
- FIG. 1 is a schematic configuration diagram of an inkjet printer according to an embodiment.
- an inkjet printer 11 mainly includes an ink storage unit 12 such as an ink tank that stores ink, and an inkjet head 13 that directly sprays the atomized ink onto a print medium.
- a hollow fiber deaeration module 1 according to an embodiment that is attached and deaerates ink, a suction pump 16 that performs vacuum suction, and an intake pipe 17 that connects the suction pump 16 and the hollow fiber deaeration module 1 are provided.
- the first ink supply pipe 14 and the second ink supply pipe 15 are ink flow paths from the ink reservoir 12 to the inkjet head 13.
- the ink used in the inkjet printer 11 is not particularly limited, and examples thereof include water-based ink, UV ink, solvent ink, and ceramic ink.
- FIG. 2 is a schematic cross-sectional view of the hollow fiber deaeration module according to the embodiment.
- FIG. 3 is a partially enlarged view of the hollow fiber membrane bundle shown in FIG. 4 is a cross-sectional view taken along line IV-IV shown in FIG.
- the hollow fiber deaeration module 1 includes a hollow fiber membrane bundle 3 in which a plurality of hollow fiber membranes 2 are bundled in a cylindrical shape, and an inner peripheral surface 3a of the hollow fiber membrane bundle 3.
- a support body 10 to be brought into contact with and a housing 4 for housing the hollow fiber membrane bundle 3 are provided.
- the hollow fiber degassing module 1 supplies ink from the hollow portion 3b of the hollow fiber membrane bundle 3 to the gap between the hollow fiber membranes 2 and depressurizes the inside of the hollow fiber membrane 2 to degas the ink.
- the hollow portion 3b is a hollow portion located on the radially inner side of the hollow fiber membrane bundle 3 formed in a cylindrical shape.
- each hollow fiber membrane 2 is described schematically and is different from an actual shape.
- the hollow fiber membrane 2 is a hollow fiber membrane that allows gas to permeate but not liquid.
- the hollow fiber membrane 2 has a property of swelling with ink.
- the material, membrane shape, membrane form, etc. of the hollow fiber membrane 2 are not particularly limited.
- Examples of the material of the hollow fiber membrane 2 include polyolefin resins such as polypropylene and poly (4-methylpentene-1), silicone resins such as polydimethylsiloxane and copolymers thereof, and fluorine resins such as PTFE and vinylidene fluoride. Resin.
- the membrane shape (side wall shape) of the hollow fiber membrane 2 include a porous membrane, a microporous membrane, and a homogeneous membrane (non-porous membrane) having no porosity.
- a symmetric membrane in which the chemical or physical structure of the entire membrane is homogeneous
- an asymmetric membrane inhomogeneous in which the chemical or physical structure of the membrane varies depending on the membrane part.
- An asymmetric membrane is a membrane having a non-porous dense layer and a porous structure. In this case, the dense layer may be formed anywhere in the membrane, such as the surface layer portion of the membrane or the inside of the porous membrane.
- the heterogeneous film includes a composite film having a different chemical structure and a multilayer structure film such as a three-layer structure.
- a heterogeneous film using poly (4-methylpentene-1) resin has a dense layer that blocks the liquid, and thus is particularly preferable for deaeration of liquids other than water, such as ink.
- a dense layer is formed on the outer surface of the hollow fiber.
- the hollow fiber membrane bundle 3 can be formed by, for example, a hollow fiber membrane sheet (not shown) in which a plurality of hollow fiber membranes 2 are woven in a hook shape.
- the hollow fiber membrane bundle 3 can be formed by a hollow fiber membrane sheet composed of 30 to 90 hollow fiber membranes 2 per inch.
- a hollow portion 3b serving as an ink flow path is formed on the radially inner side of the hollow fiber membrane bundle 3.
- the hollow portion 3 b is defined by the inner peripheral surface 3 a of the hollow fiber membrane bundle 3.
- the support 10 is a member that contacts the inner peripheral surface 3 a of the hollow fiber membrane bundle 3 and supports the hollow fiber membrane 2 from the inside in the radial direction of the hollow fiber membrane bundle 3. .
- the support 10 is formed in a cylindrical shape (pipe shape).
- the outer diameter of the support 10 is substantially the same as the inner diameter of the hollow fiber membrane bundle 3.
- the thickness of the support 10 can be appropriately set, for example, within a range in which the pressure loss of ink passing through the inside of the support 10 in the radial direction does not increase.
- the thickness of the support body 10 can be suitably set in the range which can support the swollen hollow fiber membrane 2, for example.
- the support 10 is formed in a net shape.
- the net shape refers to a shape in which a plurality of linear portions 101 extending in different directions are connected and a mesh 102 is formed by the plurality of linear portions 101.
- the support body 10 does not have the function of distributing ink evenly over the entire hollow fiber membrane bundle 3 as in a conventional water supply pipe.
- Examples of the shape of the mesh 102 include a square, a rectangle, a pentagon, a hexagon, a circle, and an ellipse.
- the porosity of the support 10 can be, for example, 10% or more, preferably 20% or more and 80% or less, and more preferably 30% or more and 60% or less. . Note that the porosity of the support 10 refers to the ratio of the mesh 102 to the area of the outer peripheral surface of the support 10 including the mesh 102.
- the support 10 shown in FIG. 5 has a plurality of first linear portions 101a that extend in a direction parallel to the axial direction of the support 10 and are arranged in a circle, and a circle centered on the axis of the support 10.
- the plurality of second linear portions 101b extending and connected to the first linear portions 101a.
- the shape of the mesh 102 of the support 10 shown in FIG. 5 is a square.
- the support 10 shown in FIG. 6 includes a plurality of first linear portions 101 a extending in a direction inclined by a predetermined angle with respect to the axial direction of the support 10, and the first linear portions with respect to the axial direction of the support 10.
- a plurality of second linear portions 101b extending in a direction inclined by a predetermined angle in the opposite direction to 101a and connected to the first linear portions 101a.
- the shape of the mesh 102 of the support 10 shown in FIG. 6 is a rhombus.
- the support 10 is preferably made of a resin from the viewpoint of ease of manufacture.
- the resin used for the support 10 include polypropylene and polyethylene, preferably ultrahigh molecular weight polyethylene and high density polyethylene.
- the support 10 is disposed between the one end face 3c and the other end face 3d of the hollow fiber membrane bundle 3 in the direction of the central axis L1 of the hollow fiber membrane bundle 3. That is, the support 10 is accommodated in the hollow fiber membrane bundle 3 without protruding from the one end surface 3c and the other end surface 3d of the hollow fiber membrane bundle 3.
- the support 10 is preferably the same length as the hollow fiber membrane bundle 3 in the central axis L1 direction, but may be shorter than the hollow fiber membrane bundle 3.
- the support 10 and the hollow fiber membrane bundle 3 have the same length, and both end surfaces of the support 10 are positioned on the one end surface 3 c and the other end surface 3 d of the hollow fiber membrane bundle 3. Is shown.
- the housing 4 includes a cylindrical body 5, a first lid portion 6, and a second lid portion 7.
- the cylinder 5 is a part in which the hollow fiber membrane bundle 3 is accommodated.
- the cylindrical body 5 is formed in a cylindrical shape extending in the axial direction L, and both ends of the cylindrical body 5 are open.
- a first lid portion 6 is attached to one side opening end portion 5 a that is an opening end portion on one side of the cylindrical body 5, and on the other side opening end portion 5 b that is an opening end portion on the other side of the cylindrical body 5.
- the second lid portion 7 is attached.
- the first lid portion 6 and the second lid portion 7 can be attached to the cylindrical body 5 by, for example, screwing, fitting, adhesion, or the like.
- the first lid portion 6 is formed in a tapered shape with a smaller diameter as the distance from the cylindrical body 5 increases.
- a supply port 6 a for supplying ink into the first lid 6 is formed at the tip of the first lid 6.
- the supply port 6 a is a circular opening and is formed on the central axis L ⁇ b> 2 of the cylinder 5.
- a connecting portion 6b for detachably connecting the first ink supply pipe 14 extends along the axial direction L from the supply port 6a.
- the connecting portion 6b is formed in a cylindrical shape, and a female screw 6c into which the first ink supply pipe 14 is screwed is formed on the inner peripheral surface of the connecting portion 6b.
- the connection between the connecting portion 6b and the first ink supply pipe 14 is not limited to screwing, and may be performed by fitting, for example.
- the second lid portion 7 is formed in a tapered shape with a smaller diameter as the distance from the cylindrical body 5 increases.
- An air inlet 7 a for sucking gas from inside the housing 4 is formed at the tip of the second lid portion 7.
- the air inlet 7 a is a circular opening and is formed on the central axis L ⁇ b> 2 of the cylinder 5.
- a connection portion 7b for detachably connecting the intake pipe 17 extends along the axial direction L from the intake port 7a.
- the connecting portion 7b is formed in a cylindrical shape, and a female screw 7c into which the intake pipe 17 is screwed is formed on the inner peripheral surface of the connecting portion 7b.
- the connection between the connection portion 7b and the intake pipe 17 is not limited to screwing, and may be performed by fitting, for example.
- a discharge port 5 d for discharging ink from the inside of the housing 4 is formed in the side wall 5 c of the cylindrical body 5.
- the discharge port 5d is a circular opening.
- the discharge port 5d is formed on the other open end 5b side from the center in the axial direction L of the cylindrical body 5.
- a connecting portion 5e for detachably connecting the second ink supply pipe 15 extends from the discharge port 5d along a direction orthogonal to the axial direction L.
- the connecting portion 5e is formed in a cylindrical shape, and a female screw 5f into which the second ink supply pipe 15 is screwed is formed on the inner peripheral surface of the connecting portion 5e.
- the connection between the discharge port 5d and the second ink supply pipe 15 is not limited to screwing, and may be performed by fitting, for example.
- the cylindrical body 5, the first lid portion 6 and the second lid portion 7 are preferably made of resin from the viewpoint of ease of manufacture.
- the cylindrical body 5, the first lid portion 6, and the second lid portion 7 can be manufactured by injection molding.
- the cylinder 5, the 1st cover part 6, and the 2nd cover part 7 are the color which does not permeate
- the one side membrane bundle end part 3e of the hollow fiber membrane bundle 3 is being fixed to the one side opening end part 5a of the cylinder 5 by the sealing part 8
- the other side membrane bundle end part of the hollow fiber membrane bundle 3 3 f is fixed to the other open end 5 b of the cylinder 5 by the sealing portion 9.
- the sealing portion 8 is made of resin.
- the resin used for the sealing portion 8 include epoxy resins, urethane resins, ultraviolet curable resins, and polyolefin resins such as polyethylene and polypropylene.
- the sealing portion 8 is filled in the entire region other than the hollow portion 3 b. That is, the sealing part 8 is filled with the sealing part 8 only between the hollow fiber membranes 2, inside the hollow fiber membranes 2, and between the hollow fiber membrane bundle 3 and the inner wall of the cylindrical body 5. (See FIG. 3 (a)).
- the communication port 8a which connects the hollow part 3b and the cylinder 5 exterior is formed. For this reason, the ink supplied from the supply port 6 a into the first lid portion 6 is supplied into the cylinder 5 only from the communication port 8 a and is supplied to the outside of the hollow fiber membrane 2 in the cylinder 5.
- the sealing part 9 is formed of the same resin as the sealing part 8.
- the sealing portion 9 is filled in the entire region other than the inside of the hollow fiber membrane 2 in a cross section perpendicular to the axial direction L of the cylindrical body 5. That is, the sealing portion 9 is not filled inside the hollow fiber membrane 2 but only between the hollow fiber membranes 2, between the hollow fiber membrane bundle 3 and the inner wall of the cylindrical body 5, and only in the hollow portion 3 b. (See FIG. 3B).
- the support body 10 is arrange
- the sealing part 9 is filled.
- the ink supplied to the cylinder 5 is prevented from flowing into the second lid portion 7 beyond the sealing portion 9. Further, since the inside of the hollow fiber membrane 2 and the inside of the second lid portion 7 are communicated with each other, the inside of the hollow fiber membrane 2 is decompressed by sucking air from the air inlet 7a by the suction pump 16.
- the sealing portion 8 is, for example, one side of the hollow fiber membrane bundle 3 such that the central axis L1 of the one side membrane bundle end 3e of the hollow fiber membrane bundle 3 and the central axis L2 of the cylindrical body 5 are at the same position.
- the film bundle end portion 3e is fixed to the cylindrical body 5.
- the sealing portion 9 is formed of the hollow fiber membrane bundle 3 such that, for example, the central axis L1 of the other membrane bundle end 3f of the hollow fiber membrane bundle 3 and the central axis L2 of the cylindrical body 5 are at the same position.
- the other side membrane bundle end 3 f is fixed to the cylinder 5.
- the sealing portion 9 is, for example, a position where the central axis L1 of the other membrane bundle end portion 3f of the hollow fiber membrane bundle 3 is eccentric to the opposite side of the discharge port 5d with respect to the central axis L2 of the cylindrical body 5.
- the other membrane bundle end 3 f of the hollow fiber membrane bundle 3 may be fixed to the cylindrical body 5.
- the ratio of the inner diameter D of the cylindrical body 5 to the length in the axial direction L of the hollow fiber membrane bundle 3 is preferably 1: 1 to 1: 6.
- the ink supplied from the ink reservoir 12 to the first ink supply pipe 14 is supplied into the first lid 6 from the supply port 6a.
- the ink supplied into the first lid portion 6 is supplied to the hollow portion 3b through the communication port 8a.
- the ink supplied to the hollow portion 3 b passes through the mesh 102 of the support 10, is supplied to the gap between the hollow fiber membranes 2, and further flows to the outside in the radial direction of the cylinder 5 through the gap. That is, the ink supplied to the hollow portion 3 b is supplied to the outside of the hollow fiber membrane 2 in the cylindrical body 5.
- the inside of the hollow fiber membrane 2 is depressurized by operating the suction pump 16 to suck in the housing 4 from the air inlet 7a.
- the ink passes between the hollow fiber membranes 2, dissolved gas and bubbles are drawn from the ink to the inside of the hollow fiber membrane 2. Thereby, the ink is deaerated.
- the degassed ink flows into the second ink supply pipe 15 from the discharge port 5d, and is supplied from the second ink supply pipe 15 to the inkjet head 13.
- the hollow fiber membrane 2 swells with ink over time.
- the speed and degree of swelling of the hollow fiber membrane 2 varies depending on the material, membrane shape, membrane form, etc. of the hollow fiber membrane 2, and also varies depending on the type of ink. For example, when a polyolefin resin is used as the material of the hollow fiber membrane 2 and a ceramic ink in which ceramic powder is dispersed in a solvent is used as the ink, the swelling speed and the degree of swelling of the hollow fiber membrane 2 are particularly increased. Then, the swollen hollow fiber membrane 2 tends to twist and flatten, and tries to enter the hollow portion 3b.
- the solvent used in the ceramic ink is not particularly limited as long as it does not impair the effects of the present invention, and may be a known one, but specific examples include ethylene glycol and diethylene glycol.
- Glycols such as triethylene glycol, glycol monoalkyl ethers such as 3-methoxy-3-methylbutanol and 3-methoxybutanol, diethylene glycol diethyl ether, diethylene glycol methyl ethyl ether, diethylene glycol methyl butyl ether, triethylene glycol methyl butyl ether, tetra Glycol dialkyl ethers such as ethylene glycol dimethyl ether, ethylene glycol monobutyl ether acetate, diethylene glycol monobutyl ether Glycol monoacetates such as cetate, propylene glycol monomethyl ether acetate, glycol diacetates, alcohols such as ethanol, n-propanol, isopropanol, n-butanol, 2-
- Aromatic hydrocarbons such as hydrogen, benzene, toluene, xylene Terpenes, ethers, cyclic imides, 3-methyl-2-oxazolidinones, 3-alkyl-2-oxazolidinones, such as 3-alkyl-2-oxazolidinones, N-methyl-2-pyrrolidone, N-ethyl-2-pyrrolidone N-alkylpyrrolidone such as ⁇ -butyrolactone, lactone such as ⁇ -caprolactone, and nitrogen-containing solvents such as ⁇ -alkoxypropionamide.
- Aromatic hydrocarbons such as hydrogen, benzene, toluene, xylene Terpenes, ethers, cyclic imides, 3-methyl-2-oxazolidinones, 3-alkyl-2-oxazolidinones, such as 3-alkyl-2-oxazolidinones, N-methyl-2-pyrrolidone, N-eth
- the support 10 is in contact with the inner peripheral surface 3a of the hollow fiber membrane bundle 3 that defines the hollow portion 3b, the swollen hollow fiber membrane 2 is suppressed from being twisted and flattened. At the same time, entry into the hollow portion 3b is suppressed. As a result, in the hollow fiber deaeration module 1, even if the hollow fiber membrane 2 swells, it is possible to suppress the ink flow path from being narrowed or blocked, thereby suppressing a rapid increase in ink pressure loss. can do.
- the hollow fiber deaeration module 1 is an external perfusion type that supplies ink to the outside of the hollow fiber membrane 2 and degass the ink by decompressing the inside of the hollow fiber membrane 2. .
- the pressure loss of ink can be suppressed low.
- the hollow fiber degassing module 1 is mounted on the ink jet printer 11 that supplies ink from the ink reservoir 12 to the ink jet head 13 by the weight of the ink, the ink can be appropriately supplied to the ink jet head 13. it can.
- each hollow fiber membrane 2 is supported from the radial direction center side of the hollow fiber membrane bundle 3. Supported by the body 10. For this reason, even if the hollow fiber membrane 2 swells with ink, it can suppress that the hollow fiber membrane 2 twists. That is, it is possible to suppress the swollen hollow fiber membrane 2 from entering the hollow portion 3b of the hollow fiber membrane bundle 2 serving as the ink flow path and narrowing or closing the hollow portion 3b. Moreover, it can suppress that the swollen hollow fiber membrane 2 narrows or closes the gap between the hollow fiber membranes 2. In this way, even if the hollow fiber membrane 2 swells, it is possible to suppress the ink flow path from being narrowed or blocked, so that the pressure loss of the hollow fiber deaeration module 1 is rapidly increased. Can be suppressed.
- the support 10 is cylindrical, the inner peripheral surface 3a of the hollow fiber membrane bundle 3 can be supported as a whole.
- the support 10 is net-like, it is possible to suppress an increase in pressure loss when the ink passes through the support 10. Thereby, it can suppress that the initial pressure of a hollow fiber deaeration module rises.
- the initial pressure of a hollow fiber deaeration module raises by making the aperture ratio of the support body 10 or more 10%, and the aperture ratio of the support body 10 is 80% or less. By doing, it can suppress that the supporting force of the hollow fiber membrane 2 by the support body 10 falls too much.
- the support 10 is disposed between the one end face 3 c and the other end face 3 d of the hollow fiber membrane bundle 3, the support 10 can be accommodated in the cylinder 5. Thereby, since it becomes easy to produce the hollow fiber deaeration module 1, the manufacturing cost of the hollow fiber deaeration module 1 can be suppressed.
- the hollow fiber degassing module 1 is attached to the ink flow path including the first ink supply pipe 14 and the second ink supply pipe 15, so that the pressure loss in the ink flow path
- the ink can be deaerated over a long period of time.
- the support has been described as having a cylindrical shape.
- the support has any shape. May be.
- the support has been described as having a net-like shape.
- the support may not have a net-like shape.
- ink is exemplified as the liquid to be deaerated.
- the liquid to be deaerated may be a liquid other than the ink.
- the ink is supplied from the supply port 6a into the housing 4 and the ink in the housing 4 is discharged from the discharge port 5d.
- the ink inlet and the outlet may be reversed. . That is, the ink may be supplied from the discharge port 5d into the housing 4 and the ink in the housing 4 may be discharged from the supply port 6a.
- the test circuit connects the first ink supply pipe 22 inserted into the ink tank 21 in which the ink is stored to the supply port of the hollow fiber degassing module.
- a pump 23 for feeding the ink in the first ink supply pipe 22 to the hollow fiber degassing module side and an inlet pressure gauge 24 for measuring the pressure of the ink in the first ink supply pipe 22 were attached.
- the test circuit connects the second ink supply pipe 25 inserted into the ink tank 21 to the discharge port of the hollow fiber degassing module, and connects the ink in the second ink supply pipe 25 to the second ink supply pipe 25.
- An outlet pressure gauge 26 for measuring the pressure was attached.
- Example 1 The hollow fiber deaeration module of Example 1 was produced as follows.
- Example 1 a SEPAREL EF-G5 hollow fiber degassing module manufactured by DIC Corporation was used as a base module.
- a die planetron sheet (mesh size (3 mm ⁇ 3 mm), thickness (1.4 mm)) manufactured by Dainippon Plastic Co., Ltd. is used on the inner peripheral surface of the hollow fiber membrane bundle.
- a hollow fiber membrane module of Example 1 was obtained by contacting a support wound in a cylindrical shape so as to be 14 mm. Specifically, a hollow fiber membrane having an inner diameter of 100 ⁇ m and an outer diameter of 180 ⁇ m having a heterogeneous side wall (membrane) made of poly-4 methylpentene-1 was produced.
- a large number of hollow fiber membranes arranged in the same row were woven in a hook shape with warps so that there were 61 hollow fiber membranes per inch, and a hollow fiber membrane sheet having a predetermined length was produced.
- a hollow fiber membrane sheet was wound around a cylindrical support to produce a cylindrical hollow fiber membrane bundle.
- the hollow fiber membrane bundle is inserted into the cylindrical body of the housing, the one side membrane bundle end of the hollow fiber membrane bundle is fixed to the one side open end of the cylindrical body by the sealing portion, and the hollow fiber membrane bundle The other side membrane bundle end of was fixed to the other side opening end of the cylindrical body by the sealing part.
- the hollow cover deaeration module of Example 1 was produced by attaching a 2nd cover part to the other side opening end part of a cylinder.
- Table 1 shows the main conditions of the hollow fiber degassing module of Example 1.
- Example 2 As a support, a netron pipe (PX-225-2000, BK, outer diameter (14.6 mm), inner diameter (13.6 mm), pitch (extrusion 10 mm, width reference value 0.8 mm) manufactured by Moriroku Chemicals Co., Ltd. Pipe diameter ⁇ (14 mm) was used. Other conditions were the same as in Example 1, and a hollow fiber degassing module of Example 2 was produced. Table 1 shows the main conditions of the hollow fiber degassing module of Example 2.
- Example 3 As a support, a netron pipe (PX-225-2000, BK, outer diameter (14.6 mm), inner diameter (13.6 mm), pitch (extrusion (10 mm), width reference value (0. 8 mm)) and pipe diameter ⁇ (10 mm) The other conditions were the same as in Example 1. A hollow fiber deaeration module of Example 3 was produced. The main conditions are shown in Table 1.
- Comparative Example 1 A hollow fiber deaeration module of Comparative Example 1 was produced in the same manner as in Example 2 except that the support was removed from the hollow fiber membrane bundle after the resin in the sealing portion was cured. That is, as the hollow fiber degassing module of Comparative Example 1, a SEPAREL EF-G5 hollow fiber degassing module manufactured by DIC Corporation was used. Table 1 shows the main conditions of the hollow fiber degassing module of Comparative Example 1.
- Example 2 In the experiment, a ceramic ink containing a hydrocarbon solvent (“Exxsol (registered trademark) D130” manufactured by ExxonMobil Corporation (Hydrocarbones, C14-C18, n-alkanes, iso-alkanes, cyclics, aromatics, etc.)) is used.
- the set temperature of the ink was 45 ° C.
- the ink is circulated at a set flow rate of ink of 200 g / min, and the difference between the inlet pressure measured by the inlet pressure gauge 24 and the outlet pressure measured by the outlet pressure gauge 26 is calculated as a pressure loss.
- the flow rate of ink was measured with a flow meter (not shown).
- (2) the ink is circulated at a set ink flow rate of 1000 g / min, and the difference between the inlet pressure measured by the inlet pressure gauge 24 and the outlet pressure measured by the outlet pressure gauge 26 is calculated as a pressure loss.
- the ink flow rate was measured with a flow meter (not shown).
- the pressure loss calculated in (1) and (2) was used as the initial value.
- the ink set flow rate was set to 1000 g / min and left for an arbitrary time. Thereafter, (4) the ink is circulated at a set flow rate of 200 g / min, and the difference between the inlet pressure measured by the inlet pressure gauge 24 and the outlet pressure measured by the outlet pressure gauge 26 is calculated as a pressure loss. The flow rate of ink was measured with a flow meter (not shown). Next, (5) the ink is circulated at a set ink flow rate of 1000 g / min, and the difference between the inlet pressure measured by the inlet pressure gauge 24 and the outlet pressure measured by the outlet pressure gauge 26 is calculated as a pressure loss. The ink flow rate was measured with a flow meter (not shown). In addition, the leaving time of (3) was 23 hours in Example 1, two kinds of 24 hours and 47 hours in Example 2, and two kinds of 23 hours and 47 hours in Example 3.
- the ratio of the pressure loss calculated in (1) and (2) to the pressure loss calculated in (4) and (5) was calculated as the rate of increase in pressure loss.
- the experimental results of Examples 1 to 3 and Comparative Example 1 are shown in Table 2.
- FIG. 8 shows a graph of the experimental result of Example 1
- FIG. 9 shows a graph of the experimental result of Example 2
- FIG. 10 shows a graph of the experimental result of Example 3.
- FIG. 11 shows a graph of the experimental results of Comparative Example 1. (Evaluation 1)
- Table 2 and FIGS. 8 to 10 in all of Examples 1 to 3, no rapid increase in pressure loss was observed. From this result, it was found that an effect of suppressing a rapid increase in pressure loss can be obtained by providing the support.
- the hollow fiber membrane can be supported if the thickness of the support is about 1 mm. It was also found that the pipe diameter ⁇ of the support did not change greatly even when it was 10 mm or 14 mm. It was also found that in all of Examples 1 to 3, the pressure loss did not fluctuate greatly after the ink was circulated for about one day.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Water Supply & Treatment (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Degasification And Air Bubble Elimination (AREA)
- Ink Jet (AREA)
Abstract
Description
図7に示すように、試験回路は、インクが貯留されているインクタンク21に挿入された第一インク供給管22を、中空糸脱気モジュールの供給口に接続し、第一インク供給管22に、第一インク供給管22内のインクを中空糸脱気モジュール側に送液するポンプ23と、第一インク供給管22内のインクの圧力を計測する入口圧力計24と、を取り付けた。また、試験回路は、インクタンク21に挿入された第二インク供給管25を、中空糸脱気モジュールの排出口に接続し、第二インク供給管25に、第二インク供給管25内のインクの圧力を計測する出口圧力計26を取り付けた。
実施例1の中空糸脱気モジュールは、次の通り作製した。
支持体として、森六ケミカルズ株式会社製のネトロンパイプ(PX-225-2000、BK、外径(14.6mm)、内径(13.6mm)、ピッチ(押出10mm、幅 参考値 0.8mm)、パイプ径φ(14mm))を用いた。その他の条件は、実施例1と同様にして、実施例2の中空糸脱気モジュールを作製した。実施例2の中空糸脱気モジュールの主な条件を表1に示す。
支持体として、森六ケミカルズ株式会社製のネトロンパイプ(PX-225-2000、BK、外径(14.6mm)、内径(13.6mm)、ピッチ(押出(10mm)、幅 参考値(0.8mm))、パイプ径φ(10mm)を用いた。その他の条件は、実施例1と同様にして、実施例3の中空糸脱気モジュールを作製した。実施例3の中空糸脱気モジュールの主な条件を表1に示す。
封止部の樹脂が硬化した後に中空糸膜束から支持体を抜いた他は、実施例2と同様にして、比較例1の中空糸脱気モジュールを作製した。つまり、比較例1の中空糸脱気モジュールとして、DIC株式会社製のSEPAREL EF-G5の中空糸脱気モジュールを用いた。比較例1の中空糸脱気モジュールの主な条件を表1に示す。

実験では、炭化水素溶媒(エクソンモービル株式会社製「Exxsol(登録商標) D130」(Hydrocarbones, C14-C18, n-alkanes, iso-alkanes, cyclics, aromatics等))を含有するセラミックインクを使用し、インクの設定温度を45℃とした。
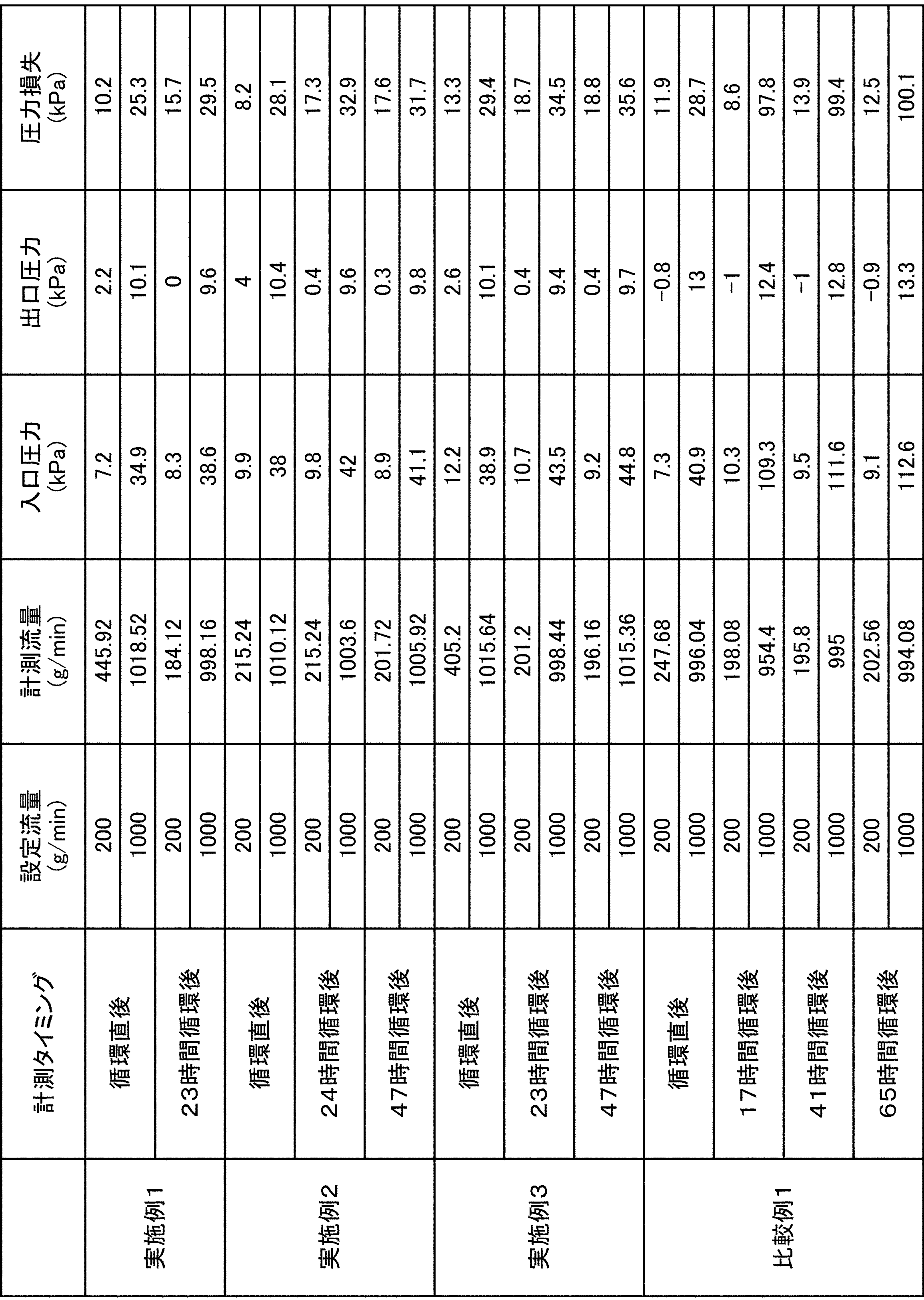
表2及び図8~図10に示すように、実施例1~3の何れも、圧力損失の急激な上昇は見られなかった。この結果から、支持体を備えることで、圧力損失の急激な上昇を抑制する効果が得られることが分かった。また、支持体の厚みが1mm程度あれば中空糸膜を支持できることも分かった。また、支持体のパイプ径φは10mmでも14mmでも大きく変わらないことが分かった。また、実施例1~3の何れも、1日程度インク循環させた後は、圧力損失が大きく変動しないことも分かった。
表2、図9及び図11に示すように、実施例2と比較例1とを比較した結果、実施例2では、圧力損失の急激な上昇は見られなかったのに対し、比較例1では、1日も経過しないうちに、圧力損失が急激に上昇したことが分かった。特に、インクの設定流量を1000g/minにした際の圧力損失の上昇率が顕著に見られた。この結果から、支持体を備えない場合比べて、支持体を備えることで、圧力損失の急激な上昇を抑制する効果が得られることが分かった。なお、比較例1においても、1日程度インクを循環させた後は、圧力損失が大きく変動しないことも分かった。
Claims (5)
- 複数本の中空糸膜が円筒状に束ねられた中空糸膜束と、前記中空糸膜束が収容されて軸線方向に延びる筒体と、を備え、前記中空糸膜束の中空部から前記中空糸膜間の隙間に液体を供給するとともに前記中空糸膜の内側を減圧することで、前記液体を脱気する中空糸脱気モジュールであって、
前記中空糸膜束の内周面に当接される支持体を備える、
中空糸脱気モジュール。 - 前記支持体は、円筒状である、
請求項1に記載の中空糸脱気モジュール。 - 前記支持体は、網状である、
請求項1又は2に記載の中空糸脱気モジュール。 - 前記支持体は、前記中空糸膜の中心軸線方向において、前記中空糸膜束の一方側端面と他方側端面との間に配置されている、
請求項1~3の何れか一項に記載の中空糸脱気モジュール。 - インク貯留部に貯留されたインクがインク流路を通ってインクジェットヘッドに供給されるインクジェットプリンタであって、
請求項1~4の何れか一項に記載の中空糸脱気モジュールが前記インク流路に取り付けられている、
インクジェットプリンタ。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2969317A CA2969317C (en) | 2014-12-24 | 2015-12-09 | Hollow-fiber degassing module and inkjet printer |
| CN201580064887.3A CN107000445B (zh) | 2014-12-24 | 2015-12-09 | 中空纤维脱气组件以及喷墨打印机 |
| KR1020217027080A KR20210107912A (ko) | 2014-12-24 | 2015-12-09 | 중공사 탈기 모듈 및 잉크젯 프린터 |
| EP15872724.8A EP3238943A4 (en) | 2014-12-24 | 2015-12-09 | Hollow-fiber degassing module and inkjet printer |
| US15/539,639 US20180056665A1 (en) | 2014-12-24 | 2015-12-09 | Hollow-fiber degassing module and inkjet printer |
| KR1020197025605A KR20190104449A (ko) | 2014-12-24 | 2015-12-09 | 중공사 탈기 모듈 및 잉크젯 프린터 |
| KR1020177014357A KR20170078735A (ko) | 2014-12-24 | 2015-12-09 | 중공사 탈기 모듈 및 잉크젯 프린터 |
| IL252527A IL252527A0 (en) | 2014-12-24 | 2017-05-25 | Hollow fiber degassing module and inkjet printer |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014260807 | 2014-12-24 | ||
| JP2014-260807 | 2014-12-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016104155A1 true WO2016104155A1 (ja) | 2016-06-30 |
Family
ID=56150185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/084572 WO2016104155A1 (ja) | 2014-12-24 | 2015-12-09 | 中空糸脱気モジュール及びインクジェットプリンタ |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20180056665A1 (ja) |
| EP (1) | EP3238943A4 (ja) |
| JP (1) | JP6679922B2 (ja) |
| KR (3) | KR20170078735A (ja) |
| CN (1) | CN107000445B (ja) |
| CA (1) | CA2969317C (ja) |
| IL (1) | IL252527A0 (ja) |
| TW (1) | TWI700194B (ja) |
| WO (1) | WO2016104155A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110753576A (zh) * | 2017-06-14 | 2020-02-04 | 三菱化学可菱水株式会社 | 外部灌注型中空纤维膜组件 |
| DE102018129165A1 (de) * | 2018-11-20 | 2020-05-20 | UMS Gmbh & Co KG | Gasdruckmessvorrichtung mit Hohlfasermembranbündel |
| DE102018131355A1 (de) * | 2018-12-07 | 2020-06-10 | UMS Gmbh & Co KG | Gesamtgas-Messvorrichtung mit Formkörper |
| US20220062794A1 (en) * | 2018-12-28 | 2022-03-03 | Dic Corporation | Degassing system, method for degassing liquids, degassing unit, degassing module, and degassing-system manufacturing method and method of production from natural resources |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2788458T3 (es) * | 2014-12-24 | 2020-10-21 | Dainippon Ink & Chemicals | Módulo de desgasificación de fibra hueca e impresora de inyección de tinta |
| JP6854822B2 (ja) * | 2016-08-17 | 2021-04-07 | 三菱ケミカル・クリンスイ株式会社 | 中空糸膜モジュール、脱気給気装置、インクジェットプリンタおよび炭酸泉製造装置 |
| CN110785286B (zh) * | 2017-06-23 | 2021-04-09 | 东伸工业株式会社 | 织物印刷方法和织物印刷设备 |
| JP2019130511A (ja) * | 2018-02-02 | 2019-08-08 | コニカミノルタ株式会社 | 脱気装置及びインクジェット記録装置 |
| CN118751067A (zh) * | 2019-06-28 | 2024-10-11 | Dic株式会社 | 中空纤维脱气组件、喷墨打印机和液体的脱气方法 |
| JP7400870B2 (ja) * | 2022-05-13 | 2023-12-19 | Dic株式会社 | 化学分析装置 |
| JP7400869B2 (ja) * | 2022-05-13 | 2023-12-19 | Dic株式会社 | 化学分析装置 |
| JP7400871B2 (ja) * | 2022-05-13 | 2023-12-19 | Dic株式会社 | 化学分析装置 |
| JP7400872B2 (ja) * | 2022-05-13 | 2023-12-19 | Dic株式会社 | 化学分析装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01295910A (ja) * | 1988-05-23 | 1989-11-29 | Nittoc Constr Co Ltd | 地盤強化施工方法 |
| JPH10296005A (ja) * | 1997-04-25 | 1998-11-10 | Dainippon Ink & Chem Inc | 液体の超脱気方法及びその脱気装置 |
| JPH10324502A (ja) * | 1997-05-21 | 1998-12-08 | Dainippon Ink & Chem Inc | 超純水の炭酸ガス付加装置及び付加方法 |
| JP2007130907A (ja) * | 2005-11-11 | 2007-05-31 | Sii Printek Inc | インクジェット記録装置およびインクの脱気方法 |
| JP2009270256A (ja) * | 2008-04-30 | 2009-11-19 | Yamaguchi Univ | 河川等の水位平準化方法 |
Family Cites Families (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3288877A (en) * | 1962-06-29 | 1966-11-29 | Petro Tex Chem Corp | Separation of alkyl bromide from hydrocarbons by extractive distillation |
| US3422008A (en) * | 1963-10-24 | 1969-01-14 | Dow Chemical Co | Wound hollow fiber permeability apparatus and process of making the same |
| GB1366615A (en) * | 1971-02-25 | 1974-09-11 | Dow Chemical Co | Method for making a hollow fibre separatory element |
| US4021252A (en) * | 1973-10-31 | 1977-05-03 | American Can Company | Jet printing ink composition |
| US4220535A (en) * | 1978-08-04 | 1980-09-02 | Monsanto Company | Multi-zoned hollow fiber permeator |
| US4715953A (en) * | 1983-04-01 | 1987-12-29 | Baxter Travenol Laboratories, Inc. | Hollow fiber separation device manifold |
| JPS59196706A (ja) * | 1983-04-22 | 1984-11-08 | Dainippon Ink & Chem Inc | 不均質膜およびその製造方法 |
| DE3575695D1 (de) * | 1984-07-18 | 1990-03-08 | Akzo Gmbh | Verfahren und vorrichtung zum herstellen von waerme- und/oder stoffaustauschern, die rohre enthalten. |
| CA1272139A (en) * | 1984-11-16 | 1990-07-31 | Shoji Mizutani | Fluid separator, hollow fiber to be used for construction thereof and process for preparation of said hollow fibers |
| ZA8680B (en) * | 1985-01-08 | 1987-08-26 | Mcneilab Inc | Mass transfer device having a microporous,spirally wound hollow fiber membrane |
| JPH0775622B2 (ja) * | 1985-07-16 | 1995-08-16 | テルモ株式会社 | 人工肺用中空糸膜、その製造方法およびその中空糸膜を用いた人工肺 |
| US5139529A (en) * | 1987-01-20 | 1992-08-18 | Terumo Kabushiki Kaisha | Porous polypropylene membrane and methods for production thereof |
| DE3803693A1 (de) * | 1987-03-10 | 1988-09-22 | Akzo Gmbh | Mehrlagiger hohlfadenwickelkoerper |
| US4764320A (en) * | 1987-06-12 | 1988-08-16 | The Dow Chemical Company | Method for preparing semipermeable membrane compositions |
| US4808309A (en) * | 1988-01-04 | 1989-02-28 | Texaco Inc. | Variable length membrane module |
| US5234663A (en) * | 1989-01-26 | 1993-08-10 | Shiley, Inc. | Hollow fiber blood oxygenator |
| US5449457A (en) * | 1991-04-22 | 1995-09-12 | Hoechst Celanese Corporation | Liquid membrane modules with minimal effective membrane thickness and methods of making the same |
| US5264171A (en) * | 1991-12-31 | 1993-11-23 | Hoechst Celanese Corporation | Method of making spiral-wound hollow fiber membrane fabric cartridges and modules having flow-directing baffles |
| US5186832A (en) * | 1991-12-31 | 1993-02-16 | Hoechst Celanese Corporation | Spiral-wound hollow fiber membrane fabric cartridges and modules having integral turbulence promoters |
| US5284584A (en) * | 1992-12-31 | 1994-02-08 | Hoechst Celanese Corporation | Hollow fiber membrane fabric - containing cartridges and modules having solvent-resistant thermoplastic tube sheets, and methods for making the same |
| JPH06226060A (ja) * | 1993-02-05 | 1994-08-16 | Daicel Chem Ind Ltd | 中空糸膜型エレメントおよび膜分離方法 |
| US5395468A (en) * | 1993-04-21 | 1995-03-07 | Medtronic, Inc. | Method of construction of a mass transfer device |
| DE59508062D1 (de) * | 1995-03-11 | 2000-04-27 | Akzo Nobel Nv | Hohlfadenbündel sowie Stoff- und/oder Wärmetauscher |
| US5695545A (en) * | 1996-05-10 | 1997-12-09 | Hoechst Celanese Corporation | Degassing liquids: apparatus and method |
| CN2342863Y (zh) * | 1998-05-21 | 1999-10-13 | 山东招远膜天集团有限公司 | 液体脱气膜组件 |
| US6183542B1 (en) * | 1998-11-09 | 2001-02-06 | Peter R. Bossard | Method and apparatus for purifying hydrogen |
| US6273355B1 (en) * | 1999-05-06 | 2001-08-14 | Dideco S.P.A. | Method and apparatus for manufacturing wound tube bundles |
| US6258321B1 (en) * | 1999-05-06 | 2001-07-10 | Dideco S.P.A. | Apparatus and method for cardioplegia delivery |
| US6558450B2 (en) * | 2001-03-22 | 2003-05-06 | Celgard Inc. | Method for debubbling an ink |
| US6616841B2 (en) * | 2001-06-21 | 2003-09-09 | Celgard Inc. | Hollow fiber membrane contactor |
| US6939392B2 (en) * | 2003-04-04 | 2005-09-06 | United Technologies Corporation | System and method for thermal management |
| CN2611021Y (zh) * | 2003-04-10 | 2004-04-14 | 浙江欧美环境工程有限公司 | 渠式集布水的中空纤维膜组件 |
| JP2005270944A (ja) * | 2004-03-23 | 2005-10-06 | Daicen Membrane Systems Ltd | 中空糸膜モジュール |
| JP5731093B2 (ja) * | 2005-11-30 | 2015-06-10 | コニカミノルタ株式会社 | インクジェットインクの脱気方法およびインクジェットインクの製造方法 |
| CN100374194C (zh) * | 2006-07-19 | 2008-03-12 | 北京工业大学 | 无机氧化物或金属纳米粒子的制备方法及设备 |
| US8182592B2 (en) * | 2006-12-29 | 2012-05-22 | Ube Industries, Ltd. | Shell feed type gas separation membrane module |
| US20090126733A1 (en) * | 2007-05-23 | 2009-05-21 | L'air Liquide Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Xenon recovery from ambient pressure ventilator loop |
| CA2726155C (en) | 2008-05-30 | 2018-09-04 | Dic Corporation | Deaerating hollow fiber module formed from sheet and temporary core |
| US8636826B2 (en) * | 2009-11-03 | 2014-01-28 | Societe Bic | Hydrogen membrane separator |
| US8057579B2 (en) * | 2008-11-10 | 2011-11-15 | General Electric Company | Method, apparatus, and system for acid gas removal |
| US8506685B2 (en) * | 2009-08-17 | 2013-08-13 | Celgard Llc | High pressure liquid degassing membrane contactors and methods of manufacturing and use |
| JP5596178B2 (ja) * | 2010-12-27 | 2014-09-24 | 旭化成ケミカルズ株式会社 | 吸着分離膜モジュール、吸着分離膜モジュールの製造方法、及び仕切部材 |
| CN202099086U (zh) * | 2011-06-15 | 2012-01-04 | 杭州求是膜技术有限公司 | 一种新型脱气膜组件 |
| EP2883592B1 (en) * | 2012-08-10 | 2020-09-02 | UBE Industries, Ltd. | Gas-separating membrane module |
| KR101493473B1 (ko) * | 2012-11-19 | 2015-02-17 | 한국과학기술연구원 | 분리막용 바나듐계 수소투과합금, 그 제조 방법 및 이를 이용한 분리막의 사용 방법 |
| CN203344498U (zh) * | 2013-07-08 | 2013-12-18 | 深圳弘美数码纺织技术有限公司 | 墨水脱气装置、墨水脱气系统和喷印设备 |
| CN104209006B (zh) * | 2014-09-16 | 2016-08-31 | 杭州费尔过滤技术有限公司 | 一种带螺旋状挡板和不对称导流孔的脱气膜组件 |
| CN106999812A (zh) * | 2014-10-10 | 2017-08-01 | 恩特格里斯公司 | 具有多个褶包的使用点或分配点过滤器 |
| ES2788458T3 (es) * | 2014-12-24 | 2020-10-21 | Dainippon Ink & Chemicals | Módulo de desgasificación de fibra hueca e impresora de inyección de tinta |
-
2015
- 2015-12-09 KR KR1020177014357A patent/KR20170078735A/ko active Search and Examination
- 2015-12-09 WO PCT/JP2015/084572 patent/WO2016104155A1/ja active Application Filing
- 2015-12-09 KR KR1020197025605A patent/KR20190104449A/ko active Application Filing
- 2015-12-09 CN CN201580064887.3A patent/CN107000445B/zh active Active
- 2015-12-09 US US15/539,639 patent/US20180056665A1/en not_active Abandoned
- 2015-12-09 CA CA2969317A patent/CA2969317C/en active Active
- 2015-12-09 KR KR1020217027080A patent/KR20210107912A/ko not_active IP Right Cessation
- 2015-12-09 EP EP15872724.8A patent/EP3238943A4/en active Pending
- 2015-12-21 TW TW104142892A patent/TWI700194B/zh active
- 2015-12-22 JP JP2015249908A patent/JP6679922B2/ja active Active
-
2017
- 2017-05-25 IL IL252527A patent/IL252527A0/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01295910A (ja) * | 1988-05-23 | 1989-11-29 | Nittoc Constr Co Ltd | 地盤強化施工方法 |
| JPH10296005A (ja) * | 1997-04-25 | 1998-11-10 | Dainippon Ink & Chem Inc | 液体の超脱気方法及びその脱気装置 |
| JPH10324502A (ja) * | 1997-05-21 | 1998-12-08 | Dainippon Ink & Chem Inc | 超純水の炭酸ガス付加装置及び付加方法 |
| JP2007130907A (ja) * | 2005-11-11 | 2007-05-31 | Sii Printek Inc | インクジェット記録装置およびインクの脱気方法 |
| JP2009270256A (ja) * | 2008-04-30 | 2009-11-19 | Yamaguchi Univ | 河川等の水位平準化方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3238943A4 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110753576A (zh) * | 2017-06-14 | 2020-02-04 | 三菱化学可菱水株式会社 | 外部灌注型中空纤维膜组件 |
| CN115445441A (zh) * | 2017-06-14 | 2022-12-09 | 三菱化学可菱水株式会社 | 外部灌注型中空纤维膜组件 |
| US11701620B2 (en) | 2017-06-14 | 2023-07-18 | Mitsubishi Chemical Cleansui Corporation | External circulation-type hollow fiber membrane module |
| DE102018129165A1 (de) * | 2018-11-20 | 2020-05-20 | UMS Gmbh & Co KG | Gasdruckmessvorrichtung mit Hohlfasermembranbündel |
| DE102018131355A1 (de) * | 2018-12-07 | 2020-06-10 | UMS Gmbh & Co KG | Gesamtgas-Messvorrichtung mit Formkörper |
| US20220062794A1 (en) * | 2018-12-28 | 2022-03-03 | Dic Corporation | Degassing system, method for degassing liquids, degassing unit, degassing module, and degassing-system manufacturing method and method of production from natural resources |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI700194B (zh) | 2020-08-01 |
| JP2016120489A (ja) | 2016-07-07 |
| CN107000445A (zh) | 2017-08-01 |
| CA2969317C (en) | 2023-06-13 |
| CA2969317A1 (en) | 2016-06-30 |
| CN107000445B (zh) | 2019-03-26 |
| JP6679922B2 (ja) | 2020-04-15 |
| IL252527A0 (en) | 2017-07-31 |
| KR20210107912A (ko) | 2021-09-01 |
| EP3238943A4 (en) | 2018-08-01 |
| TW201632365A (zh) | 2016-09-16 |
| EP3238943A1 (en) | 2017-11-01 |
| KR20190104449A (ko) | 2019-09-09 |
| KR20170078735A (ko) | 2017-07-07 |
| US20180056665A1 (en) | 2018-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016104155A1 (ja) | 中空糸脱気モジュール及びインクジェットプリンタ | |
| JP6547761B2 (ja) | 中空糸脱気モジュール及びインクジェットプリンタ | |
| TW408161B (en) | Ink degassing hollow film, ink degassing method, ink degassing apparatus | |
| JP3195924U (ja) | 中空糸脱気モジュール及びインクジェットプリンタ | |
| JP5080781B2 (ja) | 脱気用中空糸膜モジュール及び脱気装置 | |
| CN114025868B (zh) | 中空纤维脱气组件、喷墨打印机和液体的脱气方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15872724 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 252527 Country of ref document: IL |
|
| ENP | Entry into the national phase |
Ref document number: 20177014357 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2969317 Country of ref document: CA |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015872724 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15539639 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |