WO2016103470A1 - ポリアリーレンサルファイド樹脂組成物及びインサート成形品 - Google Patents
ポリアリーレンサルファイド樹脂組成物及びインサート成形品 Download PDFInfo
- Publication number
- WO2016103470A1 WO2016103470A1 PCT/JP2014/084579 JP2014084579W WO2016103470A1 WO 2016103470 A1 WO2016103470 A1 WO 2016103470A1 JP 2014084579 W JP2014084579 W JP 2014084579W WO 2016103470 A1 WO2016103470 A1 WO 2016103470A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyarylene sulfide
- sulfide resin
- resin composition
- insert
- molded product
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/02—Polythioethers; Polythioether-ethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14426—Coating the end of wire-like or rod-like or cable-like or blade-like or belt-like articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
- C08L33/062—Copolymers with monomers not covered by C08L33/06
- C08L33/068—Copolymers with monomers not covered by C08L33/06 containing glycidyl groups
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/04—Investigating fluid-tightness of structures by using fluid or vacuum by detecting the presence of fluid at the leakage point
- G01M3/06—Investigating fluid-tightness of structures by using fluid or vacuum by detecting the presence of fluid at the leakage point by observing bubbles in a liquid pool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3431—Telephones, Earphones
- B29L2031/3437—Cellular phones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3475—Displays, monitors, TV-sets, computer screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3481—Housings or casings incorporating or embedding electric or electronic elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/36—Plugs, connectors, or parts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2381/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2381/04—Polysulfides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/14—Copolymers of propene
Definitions
- the present invention relates to a polyarylene sulfide resin composition and an insert molded product.
- Polyarylene sulfide resins represented by polyphenylene sulfide resin have high heat resistance, mechanical properties, chemical resistance, dimensional stability, and flame retardancy. For this reason, polyarylene sulfide resin is widely used for electrical / electronic equipment part materials, automotive equipment part materials, chemical equipment part materials, and the like, and is particularly used for applications where the operating environment temperature is high.
- an insert molded product in which an insert member made of a metal, an alloy or the like and a resin member made of a thermoplastic resin composition are integrated has been conventionally used as an interior of an automobile such as a console box around an instrument panel. It is used for parts that come in contact with the outside world, such as components and parts around the engine, interior parts, interface connection parts of electronic devices such as digital cameras and mobile phones, and power supply terminal parts. Polyarylene sulfide resin is also used as a material for manufacturing such insert molded products.
- a method of integrating the insert member and the resin member As a method of integrating the insert member and the resin member, a method of forming minute irregularities on the joint surface on the insert member side and joining them with an anchor effect, a method of bonding using an adhesive or a double-sided tape, an insert member
- a fixing member such as a folded piece or a claw is provided on the resin member, the two are fixed using the fixing member, and a method of bonding using a screw or the like.
- the method of forming minute irregularities on the insert member and the method of using an adhesive are effective in terms of the degree of freedom in designing the metal resin composite molded body.
- the method of processing the surface of the insert member to form minute irregularities is advantageous in that an expensive adhesive is not used.
- a method for manufacturing an insert molded product using an insert member processed by such a method a surface to be joined with a resin member of the insert metal member is provided with a roughened region formed so as to satisfy a specific condition.
- a method for producing an insert molded article using an insert metal member and a polyarylene sulfide resin composition is known (see Patent Document 1).
- the insert molded product is often required to have a high degree of airtightness, but according to such a method, an insert molded product having extremely excellent airtightness is manufactured.
- the present invention has been made in view of the above problems, and a polyarylene sulfide resin composition capable of producing an insert-molded article having excellent airtightness, and an insert produced using the polyarylene sulfide resin composition It aims at providing a molded article.
- the inventors include (A) a polyarylene sulfide resin, (B) a granular filler, (C) a fibrous filler, and a structural unit derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid.
- (D) an epoxy group-containing olefin copolymer, the ratio of the mass of structural units derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid to the total mass of the composition, and the surface roughness Ra The average value of the shrinkage rate in the flow direction of the resin and the shrinkage rate in the direction perpendicular to the flow direction of the resin, and the surface roughness of a molded product injection-molded under a predetermined condition using a 0.05 ⁇ m mold.
- a polyarylene sulfide resin composition containing (A) a polyarylene sulfide resin, (B) a particulate filler, (C) a fibrous filler, and (D) an epoxy group-containing olefin copolymer.
- the epoxy group-containing olefin copolymer includes a structural unit derived from an ⁇ -olefin and a structural unit derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid,
- the ratio of the mass of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid to the total mass of the polyarylene sulfide resin composition is 0.04% by mass or more, Using a mold having a surface roughness of 0.05 ⁇ m as an arithmetic average roughness Ra based on JIS B 0601, a cylinder temperature of 320 ° C., a mold temperature of 150 ° C., and a holding pressure of 60 MPa are 80 mm ⁇ 80 mm ⁇ 2 mm.
- the average value of the shrinkage rate in the flow direction of the resin and the shrinkage rate in the direction perpendicular to the flow direction of the resin is 0.60% or less
- the surface roughness is JIS B A polyarylene sulfide resin composition which gives a molded article having an arithmetic average roughness Ra based on 0601 of 0.13 ⁇ m or less.
- polyarylene sulfide resin composition according to any one of (1) to (6), further comprising one or more (E) silicon compounds selected from silicone oil and silicone rubber.
- a polyarylene sulfide resin composition capable of producing an insert molded article having excellent airtightness, and an insert molded article produced using the polyarylene sulfide resin composition.
- FIG. 1 is a diagram showing the shape of an insert molded product used for airtightness evaluation.
- FIG. 2 is a diagram showing an outline of a cross section of an air tightness tester in a state where an insert molded product is attached. It is a figure which shows the measurement condition of the molding shrinkage rate in an Example. In addition, the unit of the numerical value in a figure is mm. It is a figure which shows the measurement condition of the surface roughness in an Example. In addition, the unit of the numerical value in a figure is mm.
- the polyarylene sulfide resin composition contains (A) a polyarylene sulfide resin, (B) a particulate filler, (C) a fibrous filler, and (D) an epoxy group-containing olefin copolymer. .
- the epoxy group-containing olefin copolymer contains a structural unit derived from an ⁇ -olefin and a structural unit derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid.
- the ratio of the mass of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid to the total mass of the polyarylene sulfide resin composition is 0.04% by mass or more.
- the polyarylene sulfide resin composition according to the present invention uses a mold having a surface roughness of 0.05 ⁇ m as an arithmetic average roughness Ra based on JIS B 0601, a cylinder temperature of 320 ° C., and a mold temperature of 150.
- a molded product of 80 mm ⁇ 80 mm ⁇ 2 mm is injection-molded under the conditions of ° C. and holding pressure of 60 MPa, the average value of the shrinkage rate in the resin flow direction and the shrinkage rate in the direction perpendicular to the resin flow direction is 0.
- a molded product having a surface roughness of not more than 60% and an arithmetic average roughness Ra in accordance with JIS B 0601 of 0.13 ⁇ m or less is provided.
- the average value of the shrinkage rate in the flow direction of the resin and the shrinkage rate in the direction perpendicular to the flow direction of the resin of the molded product molded under a predetermined condition to be 0.60% or less, polyarylene sulfide
- the solidification shrinkage of the resin member can be reduced when an insert molded product is manufactured using the resin composition. If the solidification shrinkage of the resin member is small, it is difficult to form a minute gap between the insert member and the resin member, and it is easy to obtain an insert molded product having high airtightness.
- the actual shrinkage rate is as follows.
- the shrinkage that occurs between the insert member and the resin member varies depending on the shape, but is less affected by either the shrinkage rate in the flow direction of the resin or the shrinkage rate in the direction perpendicular to the flow, This is because it is estimated that it is necessary to consider both because they are affected by both shrinkage rates.
- the shape of the mold surface is transferred satisfactorily. If the resin composition has good transferability on the mold surface, the fine irregularities on the surface of the insert member are also transferred to the surface of the resin member, so the resin composition has fine recesses on the surface of the insert member. It is easy to enter, and it is difficult to form a minute gap between the insert member and the resin member, and it is easy to obtain an insert molded product with high airtightness.
- the average value of the shrinkage rate in the flow direction of the resin and the shrinkage rate in the direction perpendicular to the flow direction of the resin of the molded product molded under predetermined conditions is 0.44% or less.
- molded on the predetermined conditions is 0.12 micrometer or less.
- the average value of the shrinkage rate in the flow direction of the resin, the shrinkage rate in the direction perpendicular to the flow direction of the resin, and the arithmetic average roughness Ra of the molded product molded under predetermined conditions are adjusted to the desired values.
- the method to do is not specifically limited.
- the method of adjusting ratio X / Y of the mass X of (B) granular filler contained in a polyarylene sulfide resin composition and the mass Y of (C) fibrous filler is mentioned. It is done.
- the arithmetic average roughness Ra can also be adjusted by adjusting the average particle diameter of the (B) granular filler.
- the average particle diameter of the particulate filler is excessively small, the melt viscosity of the polyarylene sulfide resin increases, and the value of the arithmetic average roughness Ra may increase.
- the value of the arithmetic average roughness Ra may be lowered to a desired range.
- the polyarylene sulfide resin is mainly composed of — (Ar—S) — (“Ar” represents an arylene group) as a repeating unit.
- a PAS resin having a generally known molecular structure can be used.
- the arylene group is not particularly limited.
- arylene sulfide groups composed of such arylene groups in addition to a homopolymer using the same repeating unit, a polymer containing a repetition of different arylene sulfide groups is preferable depending on the application.
- the homopolymer preferably has a p-phenylene sulfide group as a repeating unit as an arylene group.
- a homopolymer having a p-phenylene sulfide group as a repeating unit has extremely high heat resistance, and exhibits high strength, high rigidity, and high dimensional stability in a wide temperature range. By using such a homopolymer, a molded product having very excellent physical properties can be obtained.
- a combination of two or more types of arylene sulfide groups that are different from the above-mentioned arylene sulfide groups containing an arylene group can be used.
- a combination containing a p-phenylene sulfide group and an m-phenylene sulfide group is preferable from the viewpoint of obtaining a molded product having high physical properties such as heat resistance, moldability and mechanical properties.
- a polymer containing a p-phenylene sulfide group in a proportion of 70 mol% or more is more preferable, and a polymer containing a proportion of 80 mol% or more is more preferable.
- the polyarylene sulfide resin having a phenylene sulfide group is a polyphenylene sulfide resin.
- the polyarylene sulfide resin can be produced by a conventionally known polymerization method.
- a polyarylene sulfide resin produced by a general polymerization method is usually washed several times with water or acetone and then washed with acetic acid, ammonium chloride or the like in order to remove by-product impurities and the like.
- the end of the polyarylene sulfide resin contains a carboxyl end group in a predetermined amount.
- the weight average molecular weight (Mw) of the polyarylene sulfide resin used in the present invention is 15000 or more and 40000 or less.
- Mw weight average molecular weight
- the polyarylene sulfide resin composition has high fluidity in a molten state when filling the mold. Thereby, the molten resin can easily go around the insert member in the mold.
- the polyarylene sulfide resin has a weight average molecular weight of 15000 or more, it has excellent mechanical strength and moldability.
- the more preferred weight average molecular weight range of the polyarylene sulfide resin is 20000 or more and 38000 or less, and by being in such a range, the resin composition having a better balance between mechanical properties and fluidity. It becomes a thing.
- the weight average molecular weight is measured as a standard polystyrene converted weight average molecular weight by a high temperature gel permeation chromatography method.
- the high-temperature gel permeation chromatographic method can be measured, for example, using an apparatus (UV detector: detection wavelength 360 nm) such as SSC-7000 manufactured by Senshu Kagaku Co., Ltd.
- an apparatus UV detector: detection wavelength 360 nm
- SSC-7000 detection wavelength 360 nm
- a polyarylene sulfide resin dissolved in 1-chloronaphthalene as a solvent at 230 ° C. for 10 minutes to a concentration of 0.05 mass can be used.
- melt viscosity at a shear rate of 1216 / sec should be 8 to 300 Pa ⁇ s.
- the pressure is preferably 10 to 200 Pa ⁇ s.
- the flame retardancy of the polyarylene sulfide resin composition is likely to be improved.
- the melt viscosity is preferably 90 Pa ⁇ s or more, more preferably 90 to 300 Pa ⁇ s, and further preferably 100 to 200 Pa ⁇ s. s, particularly preferably 110 to 150 Pa ⁇ s.
- the polyarylene sulfide resin composition contains (B) a granular filler.
- (B) a granular filler means that the average value of different diameter ratio is 1 or more and 4 or less, and the aspect ratio is 1 or more and less than 2. This definition relates to the shape of the (B) granular filler before the (B) granular filler is added to the polyarylene sulfide resin composition.
- the granular filler includes a spherical or substantially spherical filler.
- As a granular filler what is conventionally used as a filler for resin products can be especially used without a restriction
- the particulate filler examples include carbon black, silica, quartz powder, glass beads, glass powder, calcium oxalate, aluminum oxalate, kaolin, talc, clay, diatomaceous earth, and wollastonite.
- Metal oxides such as oxalate, iron oxide, titanium oxide, zinc oxide, alumina, metal carbonates such as calcium carbonate and magnesium carbonate, metal sulfates such as calcium sulfate and barium sulfate, other silicon carbide, nitriding Examples include silicon, boron nitride, and various metal powders.
- These (B) granular fillers can be used in combination of two or more.
- the average particle diameter of the granular filler is not particularly limited as long as the object of the present invention is not impaired.
- the average particle diameter of the granular filler is preferably 1 to 400 ⁇ m.
- the “average particle size” is a value measured by a laser diffraction / scattering method, and is a particle size of 50% integrated value in a volume-based particle size distribution. .
- the usage-amount of a granular filler is not specifically limited in the range which does not inhibit the objective of this invention.
- the ratio (X / Y) of the mass X of the (B) granular filler and the mass Y of the (C) fibrous filler is 0 together with the (C) fibrous filler described later.
- the ratio of the total amount of (B) the granular filler mass X and (C) the fibrous filler mass Y to the total mass of the polyarylene sulfide resin composition is from .8 to 15.0. It is preferably used so that it is 3 to 60% by mass or less.
- the ratio X / Y of the mass X of the (B) granular filler and the mass Y of the (C) fibrous filler is more preferably 0.9 or more and 10.0 or less, and more than 1.5 and less than 4.0 Is particularly preferred.
- the ratio of the total amount of (B) the particulate filler mass X and (C) the fibrous filler mass Y to the total mass of the polyarylene sulfide resin composition is more preferably 30 to 60 mass%.
- the fibrous filler As a fibrous filler, what is conventionally used as a filler or a reinforcing agent in various resin compositions can be used without a restriction
- the fibrous filler means one having an average value of different diameter ratios of 1 or more and 4 or less and an aspect ratio of 2 or more and 1500 or less. This definition relates to the shape of the (B) fibrous filler before the (C) fibrous filler is blended into the polyarylene sulfide resin composition.
- the fibrous filler examples include glass fiber, asbestos fiber, carbon fiber, silica fiber, silica-alumina fiber, zirconia fiber, boron nitride fiber, boron fiber, potassium titanate fiber, stainless steel, aluminum, Examples thereof include inorganic fibrous materials such as metallic fibrous materials such as titanium, copper, and brass. These (C) fibrous fillers can be used in combination of two or more.
- Glass fiber is preferable because it is easy to adjust the average value and the arithmetic average roughness Ra to desired values.
- the glass fiber one having a circular or substantially circular cross-sectional shape is usually used, but a glass fiber having a so-called irregular cross-section can also be used.
- the shape of the irregular cross section is not limited to these, but includes polygons such as rectangles and rhombuses, ellipses, eyebrows, and the like.
- the number average fiber length of the (C) fibrous filler in the polyarylene sulfide resin composition is not particularly limited, but (C) before the (C) fibrous filler is added to the polyarylene sulfide resin composition.
- the number average fiber length of the fibrous filler is preferably 1 to 5 mm, more preferably 1 to 3 mm.
- the number average diameter of the cross section of the fibrous filler is preferably 3 to 25 ⁇ m, more preferably 3 to 15 ⁇ m.
- the longest distance among the distances between any two points on the outer periphery of the cross section of the fibrous filler is defined as (C) the diameter of the cross section of the fibrous filler.
- the amount of fibrous filler used is not particularly limited as long as the object of the present invention is not impaired.
- the fibrous filler has a ratio X / Y of 0.8 or more and 15.0 between the mass X of the (B) granular filler and the mass Y of the (C) fibrous filler.
- the ratio of the total amount of the mass X of the (B) particulate filler and the mass Y of the (C) fibrous filler to the total mass of the polyarylene sulfide resin composition is 3 to 60% by mass It is preferably used as follows.
- the polyarylene sulfide resin composition contains (D) an epoxy group-containing olefin copolymer.
- an epoxy group-containing olefin copolymer an olefin copolymer containing a structural unit derived from ⁇ -olefin is used.
- Two or more epoxy group-containing olefin copolymers may be used in combination.
- the polyarylene sulfide resin composition has the above-mentioned (D) epoxy group-containing composition so that the content of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid in the composition is within a predetermined range.
- D epoxy group-containing composition
- the epoxy group-containing olefin copolymer is a structural unit derived from ⁇ -olefin.
- structural units derived from glycidyl esters of ⁇ , ⁇ -unsaturated acids it is also preferable to include structural units derived from (meth) acrylic acid esters.
- (meth) acrylic acid ester is also referred to as (meth) acrylate.
- glycidyl (meth) acrylate is also referred to as glycidyl (meth) acrylate.
- “(meth) acrylic acid” means both acrylic acid and methacrylic acid
- “(meth) acrylate” means both acrylate and methacrylate.
- the ⁇ -olefin is not particularly limited, and examples thereof include ethylene, propylene, butylene and the like, and ethylene is particularly preferable.
- the ⁇ -olefin can be used alone or in combination of two or more.
- D Since the epoxy group-containing olefin copolymer contains a structural unit derived from ⁇ -olefin, it is easy to impart flexibility to a molded product formed using the polyarylene sulfide resin composition. When the molded product has flexibility, it is easy to increase the bonding strength between the insert member, particularly the metal insert member and the resin member, when the insert molded product is manufactured.
- the glycidyl ester of ⁇ , ⁇ -unsaturated acid is not particularly limited, and examples thereof include glycidyl acrylate, glycidyl methacrylate, glycidyl ethacrylate, and the like, and glycidyl methacrylate is particularly preferable.
- the glycidyl esters of ⁇ , ⁇ -unsaturated acid can be used alone or in combination of two or more.
- D When the epoxy group-containing olefin copolymer contains a glycidyl ester of ⁇ , ⁇ -unsaturated acid, it is easy to increase the bonding strength between the insert member and the resin member when manufacturing an insert molded product. .
- the (meth) acrylic acid ester is not particularly limited.
- methyl acrylate is particularly preferable.
- the (meth) acrylic acid ester can be used alone or in combination of two or more.
- (D) When the epoxy group-containing olefin-based copolymer contains a structural unit derived from (meth) acrylic acid ester, it is easy to increase the bonding strength between the insert member and the resin member when manufacturing an insert molded product. .
- the (D) epoxy group-containing olefin copolymer containing units can be produced by carrying out copolymerization by a conventionally known method.
- the copolymer can be obtained by performing copolymerization by a generally well-known radical polymerization reaction.
- the type of copolymer is not particularly limited, and may be, for example, a random copolymer or a block copolymer.
- olefin copolymer examples include polymethyl methacrylate, polyethyl methacrylate, polymethyl acrylate, polyethyl acrylate, polybutyl acrylate, poly-2-ethylhexyl acrylate, polystyrene, polyacrylonitrile.
- An olefin-based graft copolymer in which acrylonitrile / styrene copolymer, butyl acrylate / styrene copolymer, or the like is chemically bonded in a branched or cross-linked structure may be used.
- the olefin copolymer used in the present invention can contain structural units derived from other copolymer components as long as the effects of the present invention are not impaired.
- examples of the (D) epoxy group-containing olefin copolymer include glycidyl methacrylate-modified ethylene copolymer, glycidyl ether-modified ethylene copolymer, and the like. A copolymer is preferred.
- Examples of the glycidyl methacrylate-modified ethylene copolymer include glycidyl methacrylate graft-modified ethylene polymer, ethylene-glycidyl methacrylate copolymer, and ethylene-glycidyl methacrylate-methyl acrylate copolymer.
- an ethylene-glycidyl methacrylate copolymer and an ethylene-glycidyl methacrylate-methyl acrylate copolymer are preferable, and an ethylene-glycidyl methacrylate-methyl acrylate copolymer is preferable because a particularly excellent metal resin composite molded body can be obtained. Particularly preferred.
- ethylene-glycidyl methacrylate copolymer and the ethylene-glycidyl methacrylate-methyl acrylate copolymer include “Bond First” (manufactured by Sumitomo Chemical Co., Ltd.).
- Examples of the glycidyl ether-modified ethylene copolymer include glycidyl ether graft-modified ethylene copolymer and glycidyl ether-ethylene copolymer.
- the content of the epoxy group-containing olefin copolymer is such that the ratio of the mass of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid to the total mass of the polyarylene sulfide resin composition is 0.04. There is no particular limitation as long as it is an amount that is at least mass%.
- the ratio of the mass of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid to the total mass of the polyarylene sulfide resin composition is 0.04% by mass or more, The affinity of the interface with the resin member is good.
- the ratio of the mass of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid to the total mass of the polyarylene sulfide resin composition is preferably 0.06 to 1.0% by mass, preferably 0.09 to 0. 50 mass% is more preferable. In the case where flame retardancy is imparted by using a silicon compound (E) described later in combination, 0.10% by mass or less is more preferable.
- the upper limit of the ratio of the mass of the structural unit derived from the glycidyl ester of the ⁇ , ⁇ -unsaturated acid to the total mass of the composition is not particularly limited as long as the object of the present invention is not impaired.
- the amount of the structural unit derived from the glycidyl ester of ⁇ , ⁇ -unsaturated acid in the composition is excessive, the releasability at the time of insert molding is deteriorated or the generated gas is increased.
- the frequency of mold maintenance may increase.
- the polyarylene sulfide resin composition may contain one or more (E) silicon compounds selected from silicone rubber and silicone oil.
- the (E) silicon compound functions as a flame retardant. That is, since the resin composition used in the present invention contains a specific (E) silicon compound, the resin member obtained from the resin composition is likely to be excellent in flame retardancy even if it is thin.
- (E) Silicone rubber and silicone oil which are silicon compounds can be used alone or in combination of two or more.
- the silicon compound is selected from silicone rubber and silicone oil, with silicone rubber being preferred.
- Silicone rubber Silicone rubber includes a crosslinked product having a structure in which a linear polymer having a unit represented by R A 2 SiO 2/2 (wherein R A represents an organic group) is crosslinked, and rubber There is no particular limitation as long as it has elasticity, and the organic group bonded to the silicon atom, the molecular structure of the crosslinked product, and the like are not particularly limited.
- silicone rubber fine particles it is added to the resin composition used in the present invention as silicone rubber fine particles.
- the shape of the silicone rubber fine particles is not particularly limited, and examples thereof include a spherical shape.
- the average particle size of the silicone rubber fine particles is preferably 1 to 40 ⁇ m, and preferably 2 to 20 ⁇ m. In the present specification, as the average particle size, a value obtained by taking a stereoscopic microscope image from a CCD camera into a PC and measuring by an image processing method using an image measuring machine is adopted.
- silicone oil It does not specifically limit as a silicone oil,
- silicone oil etc. which are represented with the following general formula are mentioned.
- R is the same or different and is an alkyl group having 1 to 3 carbon atoms
- R ′ is the same or different and represents an unsubstituted or substituted alkyl group or phenyl group
- R ′′ is 1 to 3 carbon atoms.
- n and m are each independently an integer of 0 to 10,000, provided that they are not 0 at the same time.
- examples of the alkyl group represented by R include a methyl group, an ethyl group, an n-propyl group, and an isopropyl group.
- the alkyl group represented by R ' is the same type as that described as the alkyl group represented by R.
- the substituted alkyl group include halogenated alkyl groups such as 3,3,3-trifluoropropyl group substituted with a halogen atom.
- the substituted phenyl group include a chlorophenyl group substituted with a halogen atom.
- the alkyl group represented by R ′′ is the same type as that described as the alkyl group represented by R.
- Examples of the alkoxy group include methoxy group, ethoxy group, n-propoxy group, isopropoxy group and the like.
- N is preferably an integer of 0 to 5000
- m is preferably an integer of 0 to 5000
- silicone oil represented by the above general formula examples include dimethyl silicone oil, methylphenyl silicone oil, alkyl-modified silicone oil in which a part of these methyl groups and phenyl groups are substituted with ethyl groups, propyl groups, and the like. Among them, dimethyl silicone oil is preferable.
- the content of the silicon compound is usually 0.3 to 5 parts by mass, preferably 0.4 to 4 parts by mass with respect to 100 parts by mass of the (A) polyarylene sulfide resin.
- the content is less than 0.3 part by mass, the flame retardancy of the resin member may be lowered when the content is thin.
- the said content exceeds 5 mass parts, the joining strength between an insert member and a resin member may fall.
- the polyarylene sulfide resin composition is an organic filler, a flame retardant other than the (E) silicon compound, an ultraviolet absorber, and the like in a range that does not inhibit the effects of the present invention.
- An additive such as a heat stabilizer, a light stabilizer, a colorant, carbon black, a release agent, or a plasticizer may be included.
- the method for producing the polyarylene sulfide resin composition is not particularly limited as long as the components in the resin composition can be uniformly mixed, and can be appropriately selected from conventionally known methods for producing resin compositions. For example, after melt-kneading and extruding each component using a melt-kneading apparatus such as a single-screw or twin-screw extruder, the resulting resin composition is processed into a desired form such as powder, flakes, pellets, etc. Is mentioned.
- the insert molded product according to the present invention is formed integrally with the insert member by insert molding using the polyarylene sulfide resin composition described above. Except for using the polyarylene sulfide resin composition described above as a material, it is the same as a general insert-molded product.
- a general insert molded product refers to a product obtained by mounting a metal or the like on a molding die in advance and filling the outside with a resin composition to form a composite molded product.
- a molding method for filling the resin composition into the mold there are an injection molding method, an extrusion compression molding method and the like, and an injection molding method is general.
- excellent fluidity like the resin composition according to the present invention is required.
- the insert member is not particularly limited, but it is used for the purpose of taking advantage of its characteristics and compensating for the defects of the resin, so that it does not change shape or melt when it comes into contact with the resin during molding is preferably used. Is done.
- metals such as aluminum, magnesium, copper, iron, brass, and alloys thereof, and those previously molded into rods, pins, screws, etc., using inorganic solids such as glass and ceramics.
- the present invention when a metal is used as the insert member, the effects of the present invention are remarkably exhibited.
- the shape of the insert member is not limited.
- the insert member may be roughened by a physical method such as sandblasting or laser irradiation. Moreover, the insert member may be chemically processed.
- the chemical treatment gives a chemical bonding effect such as covalent bond, hydrogen bond, or intermolecular force between the insert metal member and the resin member to be insert-molded. Airtightness at the interface with the member is easily improved.
- Examples of the chemical treatment include dry treatment such as corona discharge, triazine treatment (see JP-A-2000-218935), chemical etching (JP-A-2001-225352), and the like.
- a hot water treatment Japanese Patent Laid-Open No. 142142/1990
- Examples of the hot water treatment include immersion in water at 100 ° C. for 3 to 5 minutes. Multiple chemical treatments may be combined
- the polyarylene sulfide resin composition according to the present invention described above gives an insert molded product having excellent airtightness.
- the insert-molded article produced using the polyarylene sulfide resin composition according to the present invention is used for various applications, but is particularly preferably used for applications requiring a high degree of airtightness.
- an insert-molded product manufactured using the polyarylene sulfide resin composition according to the present invention is suitable as an insert-molded product having an electrical / electronic component or the like that is easily affected by humidity or moisture.
- it should be used as a part for electrical or electronic equipment that is expected to be used in fields requiring high level waterproofing, for example, rivers, pools, ski resorts, baths, etc., and intrusion of moisture and moisture leads to failure. Is preferred.
- the insert molded article manufactured using the polyarylene sulfide resin composition according to the present invention is useful as a sensor such as a tilt sensor or a fuel sensor.
- the insert molded product manufactured using the polyarylene sulfide resin composition according to the present invention is useful as, for example, a housing for an electric / electronic device provided with a resin boss, a holding member, and the like. is there.
- cases for portable video electronic devices such as cameras, video integrated cameras, digital cameras, notebook computers, pocket computers, calculators, electronic notebooks , Portable information such as PDC, PHS, mobile phone, etc., housing of communication terminals, MD, cassette headphone stereo, housing of portable acoustic electronic equipment such as radio, LCD TV / monitor, telephone, facsimile, hand scanner, etc.
- a housing of household appliances and the like can be given.
- Examples 1 to 13 and Comparative Examples 1 to 8 In the examples and comparative examples, the following materials were used as materials for the polyarylene sulfide resin composition.
- ⁇ (A) component polyarylene sulfide resin> Fortron KPS W203A (manufactured by Kureha Co., Ltd., melt viscosity 30 Pa ⁇ s (shear rate 1216 sec ⁇ 1 , 310 ° C.))
- ⁇ (B) component granular filler>
- B1 Glass beads
- EGB731A Pigments Barotini Co., Ltd., average particle size 20 ⁇ m
- B2 Calcium carbonate powder
- Whiten P-30 Toyo Fine Chemical Co., Ltd., average particle size 5 ⁇ m)
- ⁇ (C) component fibrous filler> Glass fiber chopped strand ECS03T747 (Nippon Electric Glass Co., Ltd., average fiber diameter 13 ⁇ m)
- Component Epoxy Group-Containing Olefin Copolymer> Bond First 7L (Sumitomo Chemical Co., Ltd., ethylene-glycidyl methacrylate-methyl acryl
- a flat plate molded article was obtained according to the following method.
- the arithmetic average roughness Ra of the flat plate molded product was obtained using three obtained molded products.
- a surface roughness measuring instrument manufactured by Mitutoyo Corporation, contour shape measuring instrument Surf Test SV-3000CNC
- FIG. Roughness was measured.
- the arithmetic average roughness Ra based on JIS B 0601 was determined from the measurement results of each molded product.
- the average value of the arithmetic average roughness Ra of the three molded products was defined as the arithmetic average roughness Ra of each polyarylene sulfide resin composition. The obtained values are shown in Tables 1 and 2.
- the insert member As the insert member, a copper rod-shaped member having a length of 35 mm, a width of 3.5 mm, and a thickness of 1.3 mm was used. In addition, the insert member is centered on the position of the insert member corresponding to the central portion (position where the distance from the upper surface or the lower surface is 5.5 mm) of the insert molded product having the shape shown in FIG. A member subjected to chemical treatment so that the treatment width in the longitudinal direction of the member was 3 mm, 4 mm, or 5 mm was used.
- etching solution A aqueous solution
- etching solution B aqueous solution having the following composition for 5 minutes.
- the surface of the metal part was etched by dipping.
- ⁇ Etching solution A temperature 20 °C
- Hydrogen peroxide 26g / L Sulfuric acid 90g / L
- Etching solution B Tempoture 25 °C
- Hydrogen peroxide 80g / L Sulfuric acid 90g / L Benzotriazole 5g / L Sodium chloride 0.2g / L
- the insert molded product 2 prepared by the above method was evaluated for airtightness according to the following method.
- the hermetic tester 1 includes a hermetic tester main body 3 and a hermetic tester lid 4.
- the insert-molded product 2 was attached to the hermetic tester main body 3 via the O-ring 10, and the lower surface of the insert-molded product 2 in FIG. Thereafter, the airtight tester lid 4 was placed on the insert molded product 2 and clamped. Distilled water 11 was poured onto the insert molded product 2, and the resin member portion of the insert molded product 2 was completely immersed in the distilled water 11.
- a pressure of 500 MPa was applied to the inside 13 of the hermetic tester main body through the line 12 for 1 minute, and it was visually observed whether or not there was a leak of bubbles from the interface between the insert member and the resin member.
- Tables 1 and 2 show the results of airtightness evaluated according to the following evaluation criteria. ⁇ : The above test was performed three times, and no leakage of bubbles was confirmed. X: The above test was performed three times, and one or more bubbles were confirmed to leak.
- a polyarylene sulfide resin composition was produced by injection molding at a molding temperature of 250 ° C. and a mold temperature of 80 ° C., and a 0.8 mm or 1.6 mm thick test piece was obtained from UL-94 of Underwriters Laboratories. Combustibility was evaluated according to the standard vertical combustion test.
- ratios 1 to 3 in the following Tables 1 and 2 represent the following ratios.
- Ratio 1 mass of component (B) / mass ratio of component (C) 2 (mass%): (mass of component (B) + mass of component (C)) / mass of the entire composition ⁇ 100
- Ratio 3 mass of unit derived from glycidyl methacrylate in component (D) / mass of entire composition ⁇ 100
- the insert molded products formed using the polyarylene sulfide resin compositions of Examples 1 to 13 have good airtightness even if the width of the chemically treated portion of the insert member is narrow.
- the polyarylene sulfide resin compositions of Examples 1 to 13 include (A) a polyarylene sulfide resin, (B) a granular filler, (C) a fibrous filler, and a glycidyl ⁇ , ⁇ -unsaturated acid.
- a structural unit derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid with respect to the total mass of the polyarylene sulfide resin composition comprising (D) an epoxy group-containing olefin copolymer containing a structural unit derived from an ester
- the average value of the mass ratio, the shrinkage rate in the flow direction of the resin of the flat molded article, the shrinkage rate in the direction perpendicular to the flow direction of the resin, and the arithmetic average roughness Ra each satisfy a predetermined range. .
- the polyarylene sulfide resin compositions of Comparative Examples 1 to 8 comprise (A) a polyarylene sulfide resin, (B) at least one of a granular filler and (C) a fibrous filler, and an ⁇ , ⁇ -unsaturated acid.
Landscapes
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Engineering & Computer Science (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
(D)エポキシ基含有オレフィン系共重合体が、α-オレフィンに由来する構成単位と、α,β-不飽和酸のグリシジルエステルに由来する構成単位とを含み、
ポリアリーレンサルファイド樹脂組成物の全質量に対する、α,β-不飽和酸のグリシジルエステルに由来する構成単位の質量の比率が0.04質量%以上であり、
表面粗さがJIS B 0601に準拠した算術平均粗さRaとして0.05μmである金型を用いて、シリンダー温度320℃、金型温度150℃、保圧力60MPaの条件で80mm×80mm×2mmの成形品を射出成形する場合に、樹脂の流動方向の収縮率と、樹脂の流動方向に対して直角方向の収縮率との平均値が0.60%以下であって、表面粗さがJIS B 0601に準拠した算術平均粗さRaとして0.13μm以下である成形品を与える、ポリアリーレンサルファイド樹脂組成物。
ポリアリーレンサルファイド樹脂組成物は、(A)ポリアリーレンサルファイド樹脂と、(B)粉粒状充填剤と、(C)繊維状充填剤と、(D)エポキシ基含有オレフィン系共重合体とを含有する。(D)エポキシ基含有オレフィン系共重合体は、α-オレフィンに由来する構成単位と、α,β-不飽和酸のグリシジルエステルに由来する構成単位とを含有する。また、ポリアリーレンサルファイド樹脂組成物の全質量に対する、α,β-不飽和酸のグリシジルエステルに由来する構成単位の質量の比率が0.04質量%以上である。
また、算術平均粗さRaは、(B)粉粒状充填剤の平均粒子径を調整することによっても調整できる。(B)粉粒状充填剤の平均粒子径が過度に小さいと、ポリアリーレンサルファイド樹脂の溶融粘度が高まり、算術平均粗さRaの値が大きくなる場合がある。これに対して、(B)粉粒状充填剤の平均粒子径を適度に大きくすることで、算術平均粗さRaの値を所望する範囲内にまで下げられる場合がある。
(A)ポリアリーレンサルファイド樹脂(PAS樹脂)は、繰り返し単位として、-(Ar-S)-(なお、「Ar」はアリーレン基を示す)を主として構成されたものである。本発明では一般的に知られている分子構造のPAS樹脂を使用することができる。
ポリアリーレンサルファイド樹脂組成物は、(B)粉粒状充填剤を含有する。ここで、(B)粉粒状充填剤とは、異径比の平均値が1以上4以下であり、アスペクト比が1以上2未満であるものをいう。なお、この定義は、(B)粉粒状充填剤がポリアリーレンサルファイド樹脂組成物に配合される前の(B)粉粒状充填剤の形状に関する。また、(B)粉粒状充填剤には、球状又は略球状の充填剤も含まれる。(B)粉粒状充填剤としては、従来から樹脂製品用の充填剤として使用されているものを特に制限なく使用することができる。
かかる量の(B)粉粒状充填剤と、(C)繊維状充填剤とを用いることにより、気密性に優れるインサート成形品を与えるポリアリーレンサルファイド樹脂組成物が得られる。
(C)繊維状充填剤としては、従来から種々の樹脂組成物において、充填剤又は強化剤として使用されているものを特に制限なく使用することができる。ここで、(C)繊維状充填剤とは、異径比の平均値が1以上4以下であり、アスペクト比が2以上1500以下であるものをいう。なお、この定義は、(C)繊維状充填剤がポリアリーレンサルファイド樹脂組成物に配合される前の(B)繊維状充填剤の形状に関する。
ポリアリーレンサルファイド樹脂組成物は、(D)エポキシ基含有オレフィン系共重合体を含有する。(D)エポキシ基含有オレフィン系共重合体としては、α-オレフィン由来の構成単位と、とを含むオレフィン系共重合体が使用される。(D)エポキシ基含有オレフィン系共重合体は2種以上を組み合わせて用いてもよい。
例えば、通常よく知られたラジカル重合反応により共重合を行うことによって、上記共重合体を得ることができる。共重合体の種類は、特に問われず、例えば、ランダム共重合体であっても、ブロック共重合体であってもよい。また、上記オレフィン系共重合体に、例えば、ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸メチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、ポリアクリル酸-2エチルヘキシル、ポリスチレン、ポリアクリロニトリル、アクリロニトリル・スチレン共重合体、アクリル酸ブチル・スチレン共重合体等が、分岐状に又は架橋構造的に化学結合したオレフィン系グラフト共重合体であってもよい。
また、インサート金属部材と樹脂部材との密着性には、これら部材間の線膨張差が影響している。(D)エポキシ基含有オレフィン系共重合体が応力緩和を実現することで、ひずみが小さくなり、上記接合強度が改善すると考えられる。応力緩和には、靭性が効いており、靭性は、引張伸びで評価できる。エラストマーとして機能する(D)エポキシ基含有オレフィン系共重合体の含有量が少ないと、引張伸びが小さく、十分な応力緩和効果が得られないと考えられる。
ポリアリーレンサルファイド樹脂組成物は、シリコーンゴム及びシリコーンオイルから選択される1種以上の(E)ケイ素化合物を含んでいてもよい。当該(E)ケイ素化合物は、難燃剤として機能する。即ち、本発明で用いる樹脂組成物が、特定の(E)ケイ素化合物を含むことで、上記樹脂組成物から得られる樹脂部材は、薄肉であっても難燃性に優れたものとなりやすい。(E)ケイ素化合物であるシリコーンゴム及びシリコーンオイルは、1種単独で又は2種以上組み合わせて使用することができる。
シリコーンゴムは、RA 2SiO2/2(式中、RAは有機基を表す。)で示される単位を有する線状の重合体が架橋された構造の架橋物を含み、ゴム弾性を有するものであれば、特に限定されず、ケイ素原子に結合している有機基、上記架橋物の分子構造等も特に限定されない。
シリコーンオイルとしては、特に限定されず、例えば、下記一般式で表わされるシリコーンオイル等が挙げられる。

ポリアリーレンサルファイド樹脂組成物は、上記成分の他に、本発明の効果を阻害しない範囲で、所望の物性付与のために、有機充填剤、(E)ケイ素化合物以外の難燃剤、紫外線吸収剤、熱安定剤、光安定剤、着色剤、カーボンブラック、離型剤、可塑剤等の添加剤を含んでいてもよい。
ポリアリーレンサルファイド樹脂組成物の製造方法は、この樹脂組成物中の成分を均一に混合できる方法であれば特に限定されず、従来知られる樹脂組成物の製造方法から適宜選択することができる。例えば、1軸又は2軸押出機等の溶融混練装置を用いて、各成分を溶融混練して押出した後、得られた樹脂組成物を粉末、フレーク、ペレット等の所望の形態に加工する方法が挙げられる。
本発明に係るインサート成形品は、上述したポリアリーレンサルファイド樹脂組成物を用い、インサート成形によりインサート部材と一体的に成形してなる。上述したポリアリーレンサルファイド樹脂組成物を材料として用いることを除いては、一般的なインサート成形品と同様である。
また、インサート部材は、化学的に処理されていてもよい。化学的に処理をすることで、インサート金属部材とインサート成形される樹脂部材との間に、共有結合、水素結合、又は分子間力等の化学的接着効果が付与されるため、インサート部材と樹脂部材との界面における気密性が向上しやすくなる。化学的な処理としては、例えば、コロナ放電等の乾式処理、トリアジン処理(特開2000-218935号公報参照)、ケミカルエッチング(特開2001-225352号公報)等が挙げられる。また、インサート部材を構成する材料がアルミニウムである場合には、温水処理(特開平-142110号公報)も挙げられる。温水処理としては、100℃の水への3~5分間の浸漬が挙げられる。複数の化学的な処理を組み合わせて施してもよい
実施例及び比較例ではポリアリーレンサルファイド樹脂組成物の材料として、以下の材料を用いた。
フォートロン KPS W203A(株式会社クレハ製、溶融粘度30Pa・s(せん断速度1216sec-1、310℃))
<(B)成分:粉粒状充填剤>
B1:ガラスビーズ、EGB731A(ポッターズ・バロティーニ株式会社製、平均粒子径20μm)
B2:炭酸カルシウム粉末、ホワイトン P-30(東洋ファインケミカル株式会社製、平均粒子径5μm)
<(C)成分:繊維状充填剤>
ガラス繊維のチョップドストランド ECS03T747(日本電気硝子株式会社製、平均繊維径13μm)
<(D)成分:エポキシ基含有オレフィン系共重合体>
ボンドファースト7L(住友化学株式会社製、エチレン-グリシジルメタクリレート-アクリル酸メチル共重合体、グリシジルメタクリレート単位含有量3質量%)
<(E)成分:ケイ素化合物(シリコーンエラストマー)>
シリコーンエラストマー(東レ・ダウコーニング・シリコーン(株)製、DY33-315(シリコーンゴム微粒子、平均粒子径:10μm以下))
<平板成形品製造方法>
シリンダー温度320℃、金型温度150℃、保圧力60MPa、保圧時間15秒、冷却時間10秒、射出速度34mm/秒、及び保圧速度34mm/秒の条件で射出成形により、縦80mm、横80mm、厚み2mm(サイドゲート、ゲートサイズ2mmW×1mmt)の平板状樹脂成形品を得た。
具体的には、銅製のインサート金属部材の表面を、下記組成のエッチング液A(水溶液)に1分間浸漬して防錆皮膜除去を行い、次に下記組成のエッチング液B(水溶液)に5分間浸漬して金属部品表面をエッチングした。
・エッチング液A(温度20℃)
過酸化水素 26g/L
硫酸 90g/L
・エッチング液B(温度25℃)
過酸化水素 80g/L
硫酸 90g/L
ベンゾトリアゾール 5g/L
塩化ナトリウム 0.2g/L
[成形条件]
成形機:ファナックα-50c
シリンダー温度:310℃-320℃-320℃-300℃
金型温度:150℃
射出速度:17mm/s
保圧力:70MPa×20秒
上記の方法で作成したインサート成形品2について、以下の方法に従って気密性評価を行った。気密試験機1は、気密試験機本体3と気密試験機蓋4とを備える。Oリング10を介してインサート成形品2を気密試験機本体3に取り付け、図2中のインサート成形品2下面を封止した。その後、気密試験機蓋4をインサート成形品2上に載せて、クランプした。インサート成形品2の上に蒸留水11を注ぎ、インサート成形品2の樹脂部材部分を蒸留水11中に完全に浸した。ライン12を介して気密試験機本体内部13に500MPaの圧力を1分間加え、インサート部材と樹脂部材との界面から気泡の漏れがあるか否かを目視で観察した。以下の評価基準で評価した気密性の結果を表1及び表2に示す。
○:上記の試験を3回実施し、1回も気泡の漏れが確認されなかった。
×:上記の試験を3回実施例、1回以上の気泡の漏れが確認された。
ポリアリーレンサルファイド樹脂組成物を、成形温度250℃、金型温度80℃で、射出成形して製造し、0.8mm厚又は1.6mm厚の試験片について、アンダーライターズ・ラボラトリーズのUL-94規格垂直燃焼試験に準拠して燃焼性を評価した。
比率1:(B)成分の質量/(C)成分の質量
比率2(質量%):((B)成分の質量+(C)成分の質量)/組成物全体の質量×100
比率3(質量%):(D)成分中のグリシジルメタクリレート由来の単位の質量/組成物全体の質量×100
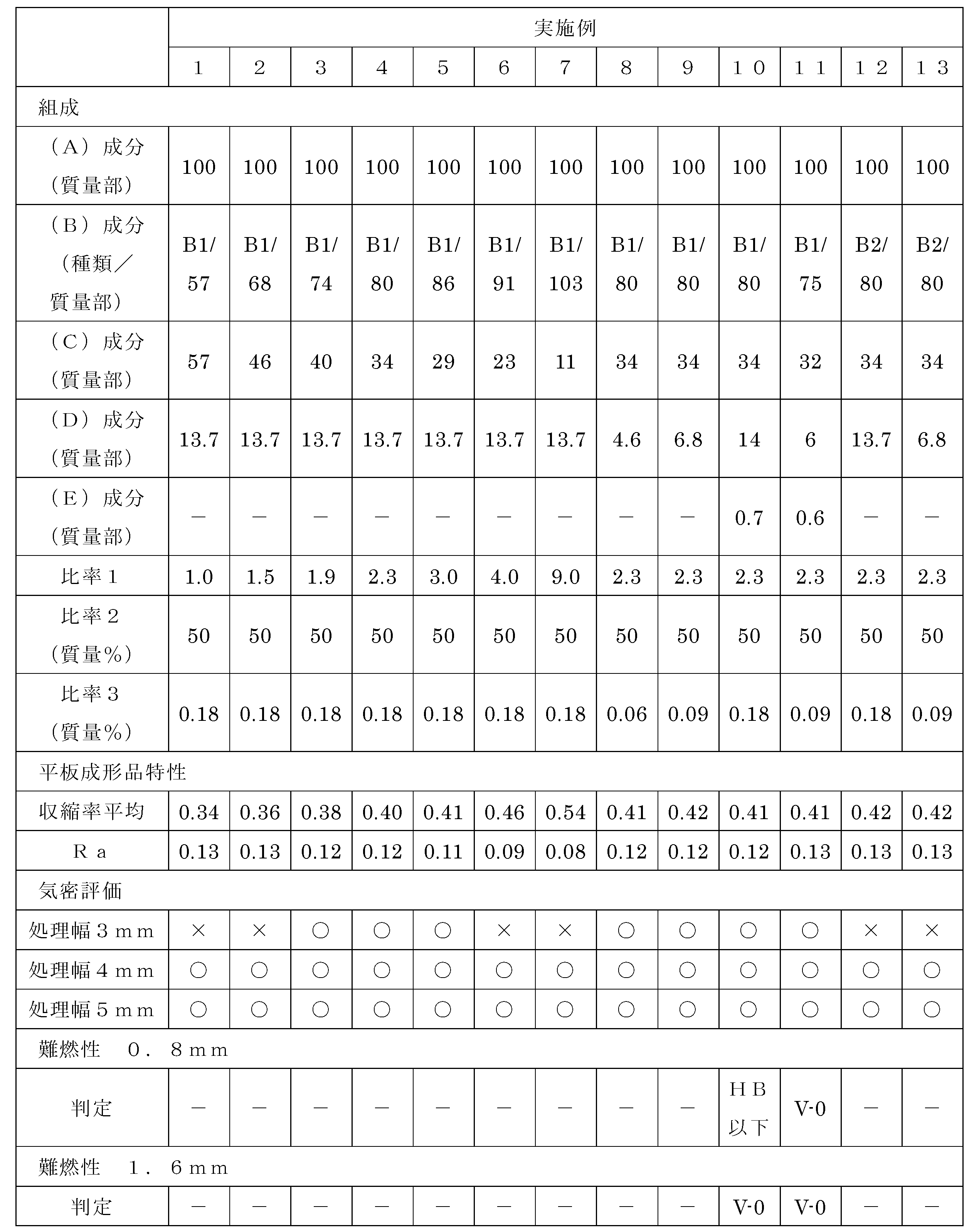

実施例1~13のポリアリーレンサルファイド樹脂組成物は、(A)ポリアリーレンサルファイド樹脂と、(B)粉粒状充填剤と、(C)繊維状充填剤と、α,β-不飽和酸のグリシジルエステルに由来する構成単位を含む(D)エポキシ基含有オレフィン系共重合体とを含有し、ポリアリーレンサルファイド樹脂組成物の全質量に対する、α,β-不飽和酸のグリシジルエステルに由来する構成単位の質量の比率と、平板成形品の樹脂の流動方向の収縮率と、樹脂の流動方向に対して直角方向の収縮率との平均値、及び算術平均粗さRaが、それぞれ所定の範囲を満たす。
比較例1~8のポリアリーレンサルファイド樹脂組成物は、(A)ポリアリーレンサルファイド樹脂と、(B)粉粒状充填剤及び(C)繊維状充填剤の少なくとも一方と、α,β-不飽和酸のグリシジルエステルに由来する構成単位を含む(D)エポキシ基含有オレフィン系共重合体とを含有するが、平板成形品の樹脂の流動方向の収縮率と、樹脂の流動方向に対して直角方向の収縮率との平均値、及び算術平均粗さRaの少なくとも一方が、所定の範囲から外れるものである。
2 インサート成形品
3 気密試験機本体
4 気密試験機蓋
10 Oリング
11 蒸留水
12 ライン
Claims (10)
- (A)ポリアリーレンサルファイド樹脂と、(B)粉粒状充填剤と、(C)繊維状充填剤と、(D)エポキシ基含有オレフィン系共重合体とを含有するポリアリーレンサルファイド樹脂組成物であって、
前記(D)エポキシ基含有オレフィン系共重合体が、α-オレフィンに由来する構成単位と、α,β-不飽和酸のグリシジルエステルに由来する構成単位とを含み、
前記ポリアリーレンサルファイド樹脂組成物の全質量に対する、前記α,β-不飽和酸のグリシジルエステルに由来する構成単位の質量の比率が0.04質量%以上であり、
表面粗さがJIS B 0601に準拠した算術平均粗さRaとして0.05μmである金型を用いて、シリンダー温度320℃、金型温度150℃、保圧力60MPaの条件で80mm×80mm×2mmの成形品を射出成形する場合に、樹脂の流動方向の収縮率と、樹脂の流動方向に対して直角方向の収縮率との平均値が0.60%以下であって、表面粗さがJIS B 0601に準拠した算術平均粗さRaとして0.13μm以下である成形品を与える、ポリアリーレンサルファイド樹脂組成物。 - 表面粗さが前記算術平均粗さRaとして0.05μmである金型を用いて、シリンダー温度320℃、金型温度150℃、保圧力60MPaの条件で80mm×80mm×2mmの成形品を射出成形する場合に、樹脂の流動方向の収縮率と、樹脂の流動方向に対して直角方向の収縮率との平均値が0.44%以下であって、表面粗さが前記算術平均粗さRaとして0.12μm以下である成形品を与える、請求項1に記載のポリアリーレンサルファイド樹脂組成物。
- 前記(B)粉粒状充填剤のレーザー回折・散乱法で測定した平均粒子径(50%d)が、1~400μmである、請求項1又は2に記載のポリアリーレンサルファイド樹脂組成物。
- 前記(B)粉粒状充填剤が、ガラスビーズ又は炭酸カルシウムである請求項1~3のいずれか1項に記載のポリアリーレンサルファイド樹脂組成物。
- 前記(C)繊維状充填剤が、ガラス繊維である請求項1~4のいずれか1項に記載のポリアリーレンサルファイド樹脂組成物。
- 前記(D)エポキシ基含有オレフィン系共重合体が、(メタ)アクリル酸エステルに由来する構成単位を含む、請求項1~5のいずれか1項に記載のポリアリーレンサルファイド樹脂組成物。
- さらに、シリコーンオイル及びシリコーンゴムから選択される1種以上の(E)ケイ素化合物を含有する、請求項1~6のいずれか1項に記載のポリアリーレンサルファイド樹脂組成物。
- 請求項1~7のいずれか1項に記載のポリアリーレンサルファイド樹脂組成物を用い、インサート成形によりインサート部材と一体的に成形してなるインサート成形品。
- 前記インサート部材が金属からなる、請求項8に記載のインサート成形品。
- 気体又は液体を遮断する機能を有する、請求項8又は9に記載のインサート成形品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480084387.1A CN107109058B (zh) | 2014-12-26 | 2014-12-26 | 聚芳硫醚树脂组合物及嵌入成型品 |
| KR1020177017445A KR101909692B1 (ko) | 2014-12-26 | 2014-12-26 | 폴리아릴렌설파이드 수지 조성물 및 인서트 성형품 |
| PCT/JP2014/084579 WO2016103470A1 (ja) | 2014-12-26 | 2014-12-26 | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 |
| EP14909074.8A EP3239240B1 (en) | 2014-12-26 | 2014-12-26 | Polyarylene sulfide resin composition and insert molded article |
| JP2015534702A JP5876624B1 (ja) | 2014-12-26 | 2014-12-26 | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/084579 WO2016103470A1 (ja) | 2014-12-26 | 2014-12-26 | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016103470A1 true WO2016103470A1 (ja) | 2016-06-30 |
Family
ID=55434744
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/084579 WO2016103470A1 (ja) | 2014-12-26 | 2014-12-26 | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3239240B1 (ja) |
| JP (1) | JP5876624B1 (ja) |
| KR (1) | KR101909692B1 (ja) |
| CN (1) | CN107109058B (ja) |
| WO (1) | WO2016103470A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109890898A (zh) * | 2016-10-31 | 2019-06-14 | 宝理塑料株式会社 | 聚芳硫醚系树脂组合物和嵌入成型品 |
| JPWO2020175390A1 (ja) * | 2019-02-25 | 2020-09-03 | ||
| WO2020175389A1 (ja) * | 2019-02-25 | 2020-09-03 | 株式会社クラレ | 防水部品およびそれを備えた電子機器、インサート成形体を用いる防水方法ならびに電子機器の防水方法 |
| WO2021060096A1 (ja) * | 2019-09-27 | 2021-04-01 | ポリプラスチックス株式会社 | 車載カメラ用ケーシング部材 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3326835A1 (de) * | 2016-11-25 | 2018-05-30 | Akzenta Paneele + Profile GmbH | Trägermaterial für ein dekoriertes wand- oder bodenpaneel |
| CN111971344B (zh) * | 2018-04-27 | 2021-08-20 | 宝理塑料株式会社 | 聚芳硫醚系树脂组合物和嵌入成型品 |
| CN109401317B (zh) * | 2018-09-30 | 2021-10-22 | 联泓(江苏)新材料研究院有限公司 | 一种耐高温彩色改性聚苯硫醚材料及其制备方法和应用 |
| CN113039244B (zh) * | 2018-12-24 | 2023-06-20 | 东丽先端材料研究开发(中国)有限公司 | 聚苯硫醚树脂组合物及其成型品 |
| WO2024132849A1 (en) * | 2022-12-23 | 2024-06-27 | Dsm Ip Assets B.V. | Pps composition, process for preparation, process for producing an article, and article made of the composition |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6121156A (ja) * | 1984-07-09 | 1986-01-29 | Dainippon Ink & Chem Inc | ポリアリ−レンスルフイド樹脂組成物 |
| JPH0532896A (ja) * | 1991-07-30 | 1993-02-09 | Polyplastics Co | ブロー成形用ポリアリーレンサルフアイド樹脂組成物及びその中空成形品 |
| JPH1121456A (ja) * | 1997-07-04 | 1999-01-26 | Polyplastics Co | ポリカーボネートフィルムとの密着が良好なポリアリーレンサルファイド樹脂成形品、及びポリアリーレンサルファイド樹脂成形品とポリカーボネートフィルムとの複合成形品 |
| JPH11335556A (ja) * | 1998-05-25 | 1999-12-07 | Matsushita Electric Works Ltd | ポリアリーレンスルフィド樹脂組成物およびその製造方法、ならびにポリアリーレンスルフィド樹脂組成物成形品 |
| JP2002003716A (ja) * | 2000-06-16 | 2002-01-09 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物及び射出成形品 |
| JP2003176410A (ja) * | 2001-10-05 | 2003-06-24 | Polyplastics Co | インサート成形品 |
| JP2005161693A (ja) * | 2003-12-03 | 2005-06-23 | Polyplastics Co | インサート成形品 |
| WO2011070968A1 (ja) * | 2009-12-10 | 2011-06-16 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011016942A (ja) * | 2009-07-09 | 2011-01-27 | Tosoh Corp | ポリアリーレンスルフィド樹脂組成物 |
| JP5418102B2 (ja) * | 2009-09-17 | 2014-02-19 | 東ソー株式会社 | 樹脂製筐体 |
| JP2014133407A (ja) | 2012-12-14 | 2014-07-24 | Polyplastics Co | 金属樹脂複合成形体用インサート金属部材及び金属樹脂複合成形体 |
-
2014
- 2014-12-26 WO PCT/JP2014/084579 patent/WO2016103470A1/ja active Application Filing
- 2014-12-26 EP EP14909074.8A patent/EP3239240B1/en active Active
- 2014-12-26 KR KR1020177017445A patent/KR101909692B1/ko active IP Right Grant
- 2014-12-26 JP JP2015534702A patent/JP5876624B1/ja active Active
- 2014-12-26 CN CN201480084387.1A patent/CN107109058B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6121156A (ja) * | 1984-07-09 | 1986-01-29 | Dainippon Ink & Chem Inc | ポリアリ−レンスルフイド樹脂組成物 |
| JPH0532896A (ja) * | 1991-07-30 | 1993-02-09 | Polyplastics Co | ブロー成形用ポリアリーレンサルフアイド樹脂組成物及びその中空成形品 |
| JPH1121456A (ja) * | 1997-07-04 | 1999-01-26 | Polyplastics Co | ポリカーボネートフィルムとの密着が良好なポリアリーレンサルファイド樹脂成形品、及びポリアリーレンサルファイド樹脂成形品とポリカーボネートフィルムとの複合成形品 |
| JPH11335556A (ja) * | 1998-05-25 | 1999-12-07 | Matsushita Electric Works Ltd | ポリアリーレンスルフィド樹脂組成物およびその製造方法、ならびにポリアリーレンスルフィド樹脂組成物成形品 |
| JP2002003716A (ja) * | 2000-06-16 | 2002-01-09 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物及び射出成形品 |
| JP2003176410A (ja) * | 2001-10-05 | 2003-06-24 | Polyplastics Co | インサート成形品 |
| JP2005161693A (ja) * | 2003-12-03 | 2005-06-23 | Polyplastics Co | インサート成形品 |
| WO2011070968A1 (ja) * | 2009-12-10 | 2011-06-16 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3239240A4 * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109890898A (zh) * | 2016-10-31 | 2019-06-14 | 宝理塑料株式会社 | 聚芳硫醚系树脂组合物和嵌入成型品 |
| CN109890898B (zh) * | 2016-10-31 | 2022-01-25 | 宝理塑料株式会社 | 聚芳硫醚系树脂组合物和嵌入成型品 |
| JPWO2020175390A1 (ja) * | 2019-02-25 | 2020-09-03 | ||
| WO2020175389A1 (ja) * | 2019-02-25 | 2020-09-03 | 株式会社クラレ | 防水部品およびそれを備えた電子機器、インサート成形体を用いる防水方法ならびに電子機器の防水方法 |
| WO2020175390A1 (ja) * | 2019-02-25 | 2020-09-03 | 株式会社クラレ | 防水部品およびそれを備えた電子機器、インサート成形体を用いる防水方法ならびに電子機器の防水方法 |
| JPWO2020175389A1 (ja) * | 2019-02-25 | 2021-12-23 | 株式会社クラレ | 防水部品およびそれを備えた電子機器、インサート成形体を用いる防水方法ならびに電子機器の防水方法 |
| JP7413344B2 (ja) | 2019-02-25 | 2024-01-15 | 株式会社クラレ | 防水部品およびそれを備えた電子機器、インサート成形体を用いる防水方法ならびに電子機器の防水方法 |
| WO2021060096A1 (ja) * | 2019-09-27 | 2021-04-01 | ポリプラスチックス株式会社 | 車載カメラ用ケーシング部材 |
| JP2021053847A (ja) * | 2019-09-27 | 2021-04-08 | ポリプラスチックス株式会社 | 車載カメラ用ケーシング部材 |
| JP6993390B2 (ja) | 2019-09-27 | 2022-01-13 | ポリプラスチックス株式会社 | 車載カメラ用ケーシング部材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5876624B1 (ja) | 2016-03-02 |
| KR101909692B1 (ko) | 2018-10-18 |
| EP3239240A1 (en) | 2017-11-01 |
| EP3239240B1 (en) | 2020-04-29 |
| KR20170087505A (ko) | 2017-07-28 |
| CN107109058A (zh) | 2017-08-29 |
| JPWO2016103470A1 (ja) | 2017-04-27 |
| CN107109058B (zh) | 2020-06-02 |
| EP3239240A4 (en) | 2017-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5876624B1 (ja) | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 | |
| KR102070981B1 (ko) | 금속 수지 복합 성형체 및 그 제조방법 | |
| JP6325295B2 (ja) | インサート成形用樹脂組成物、それを用いた金属樹脂複合成形体、及びその製造方法 | |
| WO2018198850A1 (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| JP6956109B2 (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| WO2019208709A1 (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| JP6522280B2 (ja) | インサート成形用樹脂組成物、それを用いた金属樹脂複合成形体、及びその製造方法 | |
| JP2016124885A (ja) | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 | |
| JP2016124884A (ja) | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 | |
| JP6278822B2 (ja) | 金属樹脂複合成形体及びその製造方法 | |
| WO2020054772A1 (ja) | ポリアリーレンスルフィド樹脂組成物、成形品及びインサート成形品 | |
| CN111971344B (zh) | 聚芳硫醚系树脂组合物和嵌入成型品 | |
| CN104227930A (zh) | 金属树脂复合成型体及其制造方法 | |
| JP7465639B2 (ja) | ポリアリーレンサルファイド樹脂成形品 | |
| CN104072992A (zh) | 嵌件成型用树脂组合物、使用其的金属树脂复合成型体及其制造方法 | |
| WO2021060096A1 (ja) | 車載カメラ用ケーシング部材 | |
| JP2023101325A (ja) | ポリアリーレンサルファイド樹脂組成物、並びに金属樹脂複合成形体及びその製造方法 | |
| JP2023026340A (ja) | ポリアリーレンサルファイド樹脂組成物、並びに金属樹脂複合成形体及びその製造方法 | |
| JP2024108192A (ja) | ポリアリーレンスルフィド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015534702 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14909074 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177017445 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014909074 Country of ref document: EP |