WO2015174106A1 - 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 - Google Patents
吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 Download PDFInfo
- Publication number
- WO2015174106A1 WO2015174106A1 PCT/JP2015/052957 JP2015052957W WO2015174106A1 WO 2015174106 A1 WO2015174106 A1 WO 2015174106A1 JP 2015052957 W JP2015052957 W JP 2015052957W WO 2015174106 A1 WO2015174106 A1 WO 2015174106A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber layer
- surface side
- pulp
- fiber
- absorbent article
- Prior art date
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530007—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made from pulp
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530131—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp
- A61F2013/530226—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp with polymeric fibres
- A61F2013/530233—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp with polymeric fibres being thermoplastic fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530131—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp
- A61F2013/530226—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp with polymeric fibres
- A61F2013/530299—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp with polymeric fibres being hydrophilic fibres
Definitions
- the present invention relates to an absorbent article including a nonwoven fabric sheet for an absorbent body, and a method for producing a nonwoven fabric sheet used for the absorbent article.
- Absorbent articles such as disposable diapers, sanitary napkins, and panty liners are generally a liquid-permeable top sheet, a liquid-impermeable back sheet, and an absorber disposed between the top sheet and the back sheet.
- the core wrap covering the superabsorbent polymer particles inside the absorbent body securely holds the superabsorbent polymer particles even when dry or wet.
- a high-absorption polymer having an absorption rate of 40 to 70 [g / g] and an absorption rate of 2 [ml / 0.3 g polymer ⁇ min] or more is sandwiched by 10 to 100% by weight with respect to the fiber assembly. It consists of laminated sheets Osamusei article is disclosed (see claim 1 and the like).
- each fiber in order to maintain the strength of the diffusible absorbent sheet of the absorber, each fiber is bonded using polyvinyl alcohol or the like as a binder, or by a spunbond method. Since it is formed by fusing fibers together, the liquid diffusibility may be hindered by the bonded portion or the fused portion.
- the present invention does not use a means for imparting strength by post-coating of an adhesive that may impede liquid diffusibility, an absorbent article including a nonwoven fabric sheet for an absorber excellent in liquid diffusibility, and It aims at providing the manufacturing method of the nonwoven fabric sheet for absorbers used for the said absorbent article.
- the absorbent article of the present invention comprises a liquid-permeable top sheet, a liquid-impermeable back sheet, an absorber positioned between the top sheet and the back sheet, and a nonwoven sheet for the absorber.
- An absorbent article comprising: a nonwoven fabric sheet comprising pulp, disposed on the first surface side of the pulp fiber layer, the pulp fiber layer having a first surface and a second surface, and an average fiber length of 25 mm to A first surface side fiber layer mainly containing hydrophilic fibers of 64 mm and a second surface side fiber mainly disposed of hydrophilic fibers having an average fiber length of 25 mm to 64 mm arranged on the second surface side of the pulp fiber layer And a layer.
- the nonwoven fabric sheet for an absorbent body composed of three or more layers including a pulp fiber layer, a first surface side fiber layer, and a second surface side fiber layer inhibits liquid diffusibility. Since the fibers are entangled with each other by a high-pressure water flow without using a strength imparting means such as post-coating of an adhesive with a fear, a liquid such as a body fluid can be used as the first surface side fiber layer and the first layer. Utilizing the capillary phenomenon of the fiber aggregate forming the two-side fiber layer, it can be diffused widely and quickly in the surface direction of the nonwoven fabric sheet.
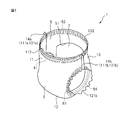
- FIG. 1 is a perspective view (schematic diagram) of a disposable diaper that is an embodiment of the absorbent article of the present invention.
- FIG. 2 is a plan view of the disposable diaper of FIG. 1 in a developed state.
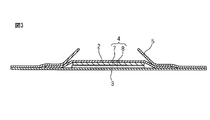
- FIG. 3 is a cross-sectional view in the width direction along the line III-III ′ of FIG.
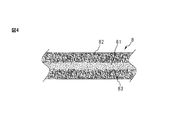
- FIG. 4 is a cross-sectional view (schematic diagram) of a nonwoven fabric sheet according to an embodiment of the present invention.
- FIG. 1 is a perspective view (schematic diagram) of a disposable diaper that is an embodiment of the absorbent article of the present invention
- FIG. 2 is a plan view of a state in which the disposable diaper of FIG. 1 is developed.
- the disposable diaper 1 which is one Embodiment of this invention is the front part 11 applied to a wearer's abdomen, the intermediate part 12 applied to a wearer's crotch part, and a wearer. And a rear surface portion 13 applied to the back portion and / or the back portion.
- FIG. 1 is a perspective view (schematic diagram) of a disposable diaper that is an embodiment of the absorbent article of the present invention
- FIG. 2 is a plan view of a state in which the disposable diaper of FIG. 1 is developed.
- the disposable diaper 1 which is one Embodiment of this invention is the front part 11 applied to a wearer's abdomen, the intermediate part 12 applied to a wearer's crotch part, and a wearer.
- a rear surface portion 13
- the side portions 111 a and 111 b of the front surface portion 11 and the both side portions 131 a and 131 b of the rear surface portion 13 are joined to each other.
- a waist opening is formed by the end portion 132 of the surface portion 13
- leg openings are formed by both side portions 121 a and 121 b of the intermediate portion 12, and the disposable diaper 1 has a pants-type shape. .
- the disposable diaper 1 includes a top sheet 2 made of a liquid-permeable non-woven sheet, a plastic film, etc., a back sheet 3 made of a liquid-impermeable polyethylene film, and the like, and a top sheet 2. And an absorbent body 4 provided between the back sheet 3, a liquid-impermeable cover sheet 5, and elastic members 61, 62, 63, 64.
- the cover sheet 5 provided on the skin surface side surface of the top sheet 2 has an opening 51 formed at substantially the center, and a part of the top sheet 2 (a part of the arrangement region of the absorber 4) is It is exposed from the opening 51 of the cover sheet 5 and forms the skin surface side surface of the disposable diaper 1 together with the cover sheet 5.
- elastic members 61, 62, 63 and 64 are provided between the back sheet 3 and the cover sheet 5 which are hourglass shapes having substantially the same dimensions.
- a waist gather is formed in the waist opening due to the elastic contraction force of the elastic members 61 and 62, and a leg gather (a cuff on the leg side) is formed in the leg opening due to the elastic contraction force of the elastic members 63 and 64. ) Is formed. Leakage of excrement from the leg opening can be prevented by this leg gather.
- FIG. 3 is a cross-sectional view in the width direction along the line III-III 'in FIG.
- the absorbent body 4 in this embodiment includes an absorbent core 7 made of a water-absorbing material, an absorbent nonwoven fabric sheet 8 disposed on the back sheet 3 side of the absorbent core 7, and the absorbent body.
- a core wrap (not shown) that wraps the core 7 and the nonwoven fabric sheet 8.
- the nonwoven fabric sheet may be disposed in the core wrap sheet that wraps the absorbent core, or may be disposed outside the core wrap so as to contact the core wrap, but the nonwoven fabric sheet wraps the absorbent core. Since it is advantageous for absorbing and diffusing liquids such as body fluids, the nonwoven fabric sheet is preferably disposed in a core wrap sheet that wraps the absorbent core.
- “for absorber” means an absorber including an absorbent core and a core wrap that wraps the absorbent core, or is disposed so as to be in contact with the absorbent core, or is in contact with the core wrap outside the core wrap. Means something to arrange.
- a liquid diffusive sheet different from the nonwoven fabric sheet or the nonwoven fabric sheet is also provided on the surface sheet side of the absorbent core. You may arrange.
- the absorbent core is not particularly limited, and for example, a fiber aggregate such as fluff pulp or nonwoven fabric in which a superabsorbent polymer is dispersed and held can be used.
- the superabsorbent polymer has a three-dimensional network structure in which a water-soluble polymer is appropriately cross-linked, and can absorb 20 times or more of its own weight.
- examples of such superabsorbent polymers include starch polymers, crosslinked carboxylmethylated cellulose, acrylic acid polymers such as polymers or copolymers of acrylic acid and alkali metal acrylates, and amino acid polymers. It is done.
- the absorbent nonwoven fabric sheet includes pulp, and is disposed on a pulp fiber layer having a first surface and a second surface, on the first surface side of the pulp fiber layer, and an average fiber length of 25 mm to 64 mm.
- First surface side fiber layer mainly containing the hydrophilic fiber and second surface side fiber layer mainly disposed on the second surface side of the pulp fiber layer and having an average fiber length of 25 mm to 64 mm Including three or more layers.
- “mainly containing hydrophilic fibers” means containing hydrophilic fibers in a proportion of more than 50% by mass with respect to the total mass. Therefore, in other words, it means that the hydrophilic fiber is contained in an amount of more than 50% by mass and less than 100% by mass and other components (for example, hydrophobic fiber etc.) of 0% by mass to less than 50% by mass.
- FIG. 4 is a cross-sectional view (schematic diagram) of a nonwoven fabric sheet according to an embodiment of the present invention.
- the nonwoven fabric sheet 8 in this embodiment includes a pulp fiber layer 81 having a first surface and a second surface, a first surface side fiber layer 82 disposed on the first surface side of the pulp fiber layer 81, and the pulp fibers. It is comprised by the laminated body of 3 layer structure containing the 2nd surface side fiber layer 83 arrange
- the pulp fiber layer in the present invention mainly contains pulp which is generally a cellulosic fiber having a fiber length of 1 to 10 mm (that is, it contains more than 50% by mass), preferably 100% by mass of pulp. It is configured.
- the type of pulp is not particularly limited, and any pulp such as wood pulp, non-wood pulp, and waste paper pulp can be used, but diffused in the first surface side fiber layer and the second surface side fiber layer. It is particularly preferable to use fluff pulp in that it has a high ability to absorb a liquid such as body fluid from the first surface side fiber layer and the second surface side fiber layer.
- the pulp preferably contains a pulp having a Kajaani average fiber length of 2 to 3 mm from the viewpoint of water absorption, water retention, flexibility, and ease of handling.
- Kajaani average fiber length is the value of JAPAN TAPPI paper pulp test method no. 52: 2000 refers to the length-weighted average fiber length measured by a Kajaani fiber length measuring instrument manufactured by Kajaani Automation.
- the basis weight of the pulp is not particularly limited, but is preferably about 5 to 60 g / m 2 and more preferably about 15 to 40 g / m 2 from the viewpoint of water retention, flexibility, bulkiness, and the like. preferable.
- the hydrophilic fiber preferably has an average fiber length in the range of 25 mm to 64 mm.
- the discharged body fluid or the like can be used for the nonwoven fabric sheet by utilizing the capillary phenomenon of the fiber assembly forming the first surface side fiber layer and the second surface side fiber layer. It can be diffused quickly and widely in the surface direction, and the diffused liquid can be easily delivered to the pulp fiber layer disposed between the first surface side fiber layer and the second surface side fiber layer.
- “average fiber length” is an individual value on a glass plate with “A7.1.1 A method (standard method) scale” in “A7.1 Measurement of fiber length” in Annex A of JIS L 1015: 2010. The average fiber length measured in accordance with “Method of Measuring Fiber Length”. The above method is a test method corresponding to ISO 6989 issued in 1981.
- the form of the hydrophilic fiber is not particularly limited, and may be one having a general circular cross section, or one having an irregular cross section such as a Y shape, a cross shape, or a hollow shape. These may be used in combination. If the hydrophilic fiber includes a fiber having an irregular cross section, the fiber having the irregular cross section has a large surface area and excellent liquid absorbency. Therefore, the liquid of the fiber assembly forming the first surface side fiber layer and the second surface side fiber layer is used. The diffusibility can be further improved.
- thermoplastic fibers such as polyethylene, polypropylene, nylon, polyester, or composite fibers combining these thermoplastic fibers can be used.
- strength, bulkiness, and flexibility when wet are used.
- polyester fibers such as polyethylene terephthalate.
- the hydrophobic fiber is preferably a fiber that has been subjected to a hydrophilic treatment on the surface with a hydrophilic oil or the like from the viewpoint of liquid diffusibility, and more preferably a polyester fiber that has been subjected to a hydrophilic treatment.
- a hydrophilic oil agent used for a hydrophilic process For example, an alkyl phosphate ester salt, an alkyl phosphate metal salt, etc. are mentioned.
- the first surface side fiber layer, the pulp fiber layer, and the second surface side fiber layer are integrated by a high-pressure water flow such as a water jet as will be described later, it does not flow down by the high-pressure water flow.
- the heat-fusible fiber includes a thermoplastic resin having a low melting point such as polyethylene resin or low-melting polypropylene at least on its surface.
- a single-component fiber of polyethylene resin a single-component fiber of polypropylene resin
- a core-sheath type composite synthetic fiber having a core part made of polyethylene terephthalate resin and a sheath part made of polyethylene resin
- a core-sheath type composite synthetic fiber having a core part made of polypropylene resin and a sheath part made of polyethylene resin
- a side-by-side type composite synthetic fiber comprising a polyethylene terephthalate resin and a polyethylene resin
- Examples include composite synthetic fibers.
- the first surface side fiber layer and the second surface side fiber layer contain heat-fusible fibers
- the first surface side fiber layer, the pulp fiber layer, and the second surface side fiber layer are water jets as described later.
- the non-woven sheet is integrated by high-pressure water flow
- the low-melting resin of the heat-fusible fiber is melted and fused to other fibers by heat-treating the non-woven sheet, and the strength of the non-woven sheet
- the strength when wet can be improved.
- the heat-fusible fiber is contained in a smaller proportion than the hydrophilic fiber by mass ratio, the liquid diffusibility of the nonwoven fabric sheet can be improved even if the fusion part is formed by the heat-fusible fiber.
- the strength of the nonwoven fabric sheet can be supplementarily reinforced without hindering.
- a fiber web formed by a method such as an airlaid method can be used, but at least one of the first surface side fiber layer and the second surface side fiber layer is used.
- the fiber layer is preferably a card web formed using a card machine.
- the card web even if the fiber length of the constituent fibers is long, the first surface side fiber layer, the pulp fiber layer and the second surface side fiber layer are integrated by a high-pressure water flow such as a water jet described later. In this case, the fibers in each fiber layer and the fibers in each fiber layer can be sufficiently entangled.
- the form of the card web is not particularly limited, and may be any form such as a parallel web, a cross web, and a random web.
- the non-woven fabric sheet includes a step of supplying at least a fiber web for a second surface side fiber layer containing hydrophilic fibers, and a step of supplying a pulp for a pulp fiber layer containing hydrophilic fibers on the fiber web; Supplying a fiber web for the first surface-side fiber layer containing hydrophilic fibers on the pulp, obtaining a laminate, and subjecting each fiber layer to high-pressure water flow treatment from both sides of the laminate. And a step of entanglement of the fibers.
- Interlayer fibers can be entangled to obtain a nonwoven fabric sheet in which the first surface side fiber layer, the pulp fiber layer, and the second surface side fiber layer are integrated.
- the nonwoven fabric sheet obtained as described above is further heat-treated to enhance the sheet strength.
- a non-woven sheet can be obtained.
- the nonwoven fabric sheet thus obtained has a structure in which the fibers in each fiber layer and the fibers in each fiber layer are entangled with each other by a high-pressure water flow such as a water jet, so that it has excellent sheet strength and liquid diffusibility. While it has, the delivery to the said pulp fiber layer of the liquid diffused in the surface direction of the nonwoven fabric sheet in the said 1st surface side fiber layer and the said 2nd surface side fiber layer can be accelerated
- the absorbent sheet has a liquid absorption height of 110 mm or more, more preferably 120 mm or more, still more preferably 130 mm or more, in a water absorption test by the Klemm method described later. It is.
- the nonwoven fabric sheet has a water absorption ratio in the water absorption test of preferably 2.0 times or more, more preferably 2.4 times or more, and still more preferably 3.0 times or more.
- the liquid such as body fluid can be diffused quickly and widely in the surface direction of the nonwoven fabric sheet, and the liquid can be combined with the high liquid permeability. It can be quickly trapped inside the pulp fiber layer.
- the nonwoven fabric sheet preferably has a liquid absorption height of at least one of the first surface side fiber layer and the second surface side fiber layer higher than the liquid absorption height of the pulp fiber layer.
- the liquid absorption height in each fiber layer has such a relationship, in the above-described cycle, the first surface side fiber layer or the second surface side fiber layer has not yet absorbed the liquid in the pulp fiber layer, or water retention. Since it becomes easy to deliver a liquid to the area
- the water absorption test by the Krem method can be measured in accordance with the water absorption test method by JIS P 8141: 2004, and the specific procedure will be described in the examples described later.
- the basis weight of the nonwoven fabric sheet preferably has a basis weight of 15 to 100 g / m 2 from the viewpoint of liquid diffusibility, sheet strength, liquid permeability, etc., and has a basis weight of 20 to 80 g / m 2 . More preferably, it has a basis weight of 30 to 60 g / m 2 .
- the basis weight of each fiber layer constituting the nonwoven fabric sheet is 10 to 60 g / m 2 for the pulp fiber layer from the viewpoint of the entanglement formation state between the fibers, liquid diffusibility, sheet strength, liquid permeability, and the like.
- the first surface side fiber layer and the second surface side fiber layer are preferably within a range of about 5 to 50 g / m 2 .
- the density of the nonwoven fabric sheet is preferably 50 to 300 mg / cm 3 , more preferably 50 to 200 mg / cm 3 in consideration of the formation state of the capillary necessary for the diffusion of the liquid, the sheet strength, and the like. More preferably, it is 60 to 150 mg / cm 3 .
- the said nonwoven fabric sheet can be used as a member which can contact the absorber of an absorbent article, for example, the diffusion arrange
- the nonwoven fabric sheet is used for such a member, liquids such as discharged body fluid are diffused in a wide range in the nonwoven fabric sheet, so that the liquid can be absorbed in a wide area of the absorbent core adjacent to the nonwoven fabric sheet.
- the nonwoven fabric sheet is disposed on the back sheet side of the absorbent core, the amount of rewet in the absorbent article can be significantly reduced (for example, reduced by 20% or more).
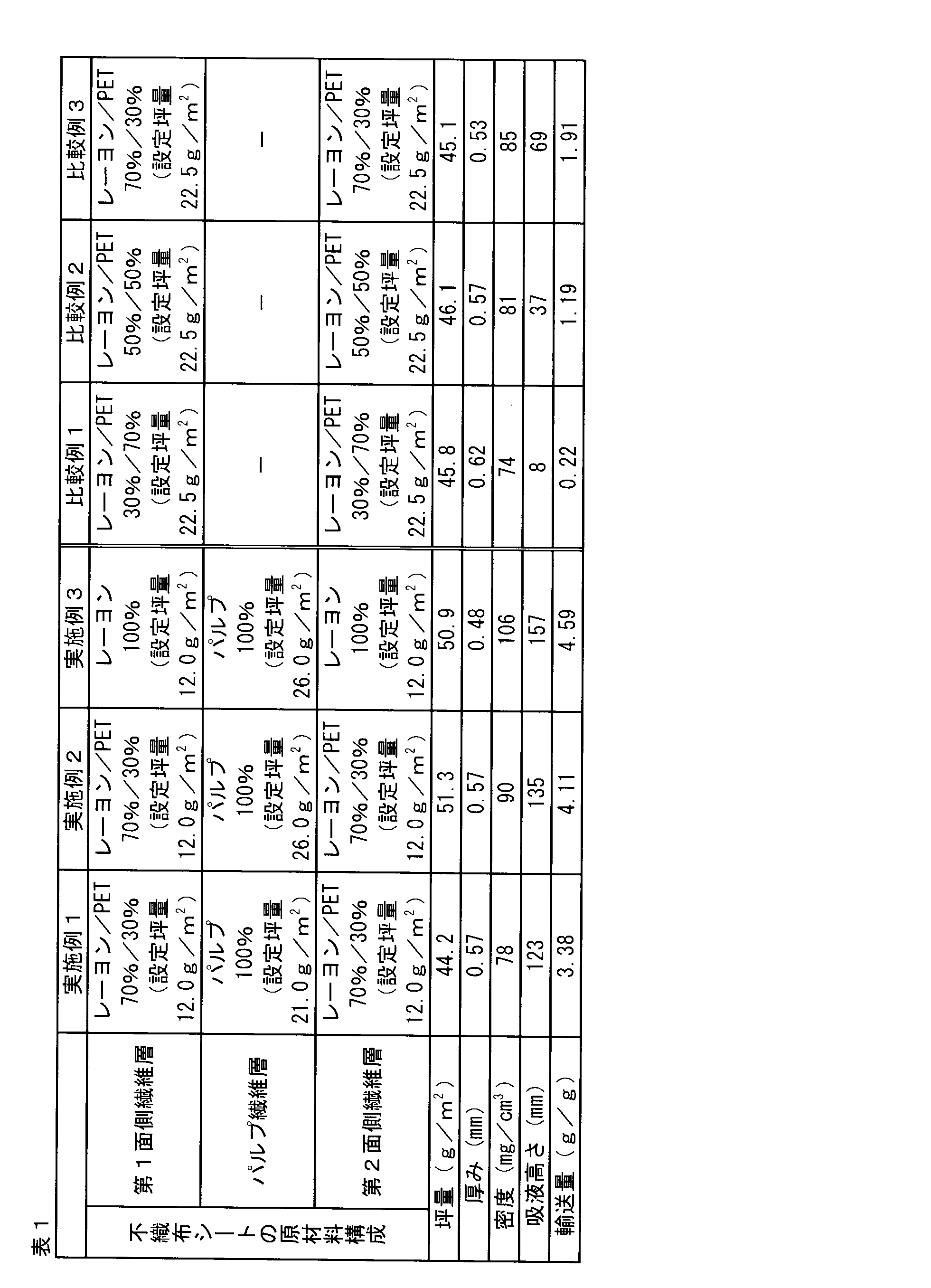
- Example 1 A rayon fiber (manufactured by Daiwabo Rayon Co., Ltd.) is prepared as a hydrophilic fiber, and a polyethylene terephthalate (PET) fiber (manufactured by Toyobo Co., Ltd.) having a hydrophilic surface treated with a durable hydrophilic oil is prepared as a hydrophobic fiber.
- PET polyethylene terephthalate
- a card web is prepared using a card machine so that the basis weight is 12.0 g / m 2. This was used as the second surface side fiber layer.
- a fluff pulp for pulp fiber layer (NB416 made by Weyerhaeuser) was continuously put on the card web so that the basis weight was 21.0 g / m 2.
- the pulp fiber layer was formed on the second surface side fiber layer.
- a card web prepared in the same manner as the second surface side fiber layer is supplied onto the pulp fiber layer to form a first surface side fiber layer, and the first surface side fiber layer, the pulp fiber layer, and the first A laminate composed of a two-side fiber layer was obtained.
- Example 2 A fluff pulp for the pulp fiber layer was produced in the same manner as in Example 1 except that the basis weight was supplied onto the card web so that the basis weight was 26.0 g / m 2 to obtain a nonwoven fabric sheet having a three-layer structure. It was.
- each of the nonwoven fabric sheets of Examples 1 to 3 has a liquid absorption height of 120 mm or more and a transport amount of 3 g / g or more, which is extremely higher than the nonwoven fabric sheets of Comparative Examples 1 to 3.
- the liquid absorption height and the transport amount were shown, and it was found that the liquid absorption was excellent. Further, from the comparison of Examples 1 to 3, the higher the mixing ratio of the rayon fibers in the first side fiber layer and the second side fiber layer, the higher the liquid absorption height and the transport amount. It turned out that the liquid diffusibility of a nonwoven fabric sheet improves according to a ratio.
- the measurement method for each measurement item is as follows.
- the density of the nonwoven fabric is calculated by dividing the basis weight of the nonwoven fabric by its thickness.
- the artificial urine is prepared by dissolving 200 g of urea, 80 g of sodium chloride, 8 g of magnesium sulfate, 3 g of calcium chloride, and about 1 g of pigment: Blue No. 1 in 10 L of ion-exchanged water. (3) The test piece is fixed to a hanging tool so that the mark line is on the lower side, immersed in artificial urine up to the mark line, and left for 5 minutes. (4) After standing for 5 minutes, the height of the artificial urine rising from the mark is measured as the liquid absorption height (mm).
- the blending ratio of rayon fibers and PET fibers in the card web is determined by measuring the blending ratio of rayon fibers according to the following procedure.
- a fiber web containing rayon fibers and PET fibers is prepared as a measurement sample.
- Second About 0.2 g of the fiber web is cut into a size enough to enter a 100 mL beaker, and the mass (g) of the cut fiber web (sample initial mass W A ) is measured.
- the cut fiber web and 30 g of hexafluoroisopropanol are put into a 100 mL beaker and stirred at a rotation speed of 300 rpm for 1 hour.
- One aspect (aspect 1) of the present invention is a liquid-permeable top sheet, a liquid-impermeable back sheet, an absorber positioned between the top sheet and the back sheet, and a nonwoven sheet for the absorber
- the non-woven fabric sheet includes pulp, a pulp fiber layer having a first surface and a second surface, and an average fiber length disposed on the first surface side of the pulp fiber layer.
- the second fiber mainly includes hydrophilic fibers having an average fiber length of 25 mm to 64 mm. It is the said absorbent article containing a surface side fiber layer.
- At least one fiber layer of the first surface side fiber layer and the second surface side fiber layer is in a mass ratio. , Further comprising a smaller amount of hydrophobic fibers than hydrophilic fibers.
- the hydrophobic fiber in the absorbent article according to Aspect 2, includes a thermoplastic fiber.
- the hydrophilicity in at least one of the first surface side fiber layer and the second surface side fiber layer is determined.
- Fiber has a modified cross section.
- the hydrophilicity in at least one of the first surface side fiber layer and the second surface side fiber layer is determined.
- the functional fiber includes a cellulosic fiber.
- the pulp in the pulp fiber layer contains fluff pulp.
- the pulp in the pulp fiber layer contains a pulp having a Kajaani average fiber length of 2 to 3 mm.
- the absorbent article according to any one of Aspects 1 to 8 includes a structure in which fibers between fiber layers are entangled by the action of water flow.
- At least one of the first surface side fiber layer and the second surface side fiber layer is a card. Including the web.
- fibers in at least one of the first-surface-side fiber layer and the second-surface-side fiber layer in the absorbent article according to any one of Aspects 1 to 10, fibers in at least one of the first-surface-side fiber layer and the second-surface-side fiber layer. Includes a structure in which a part of the inside penetrates into the pulp fiber layer.
- the first surface side fiber layer and the second surface side fiber layer in a water absorption test by the Krem method.
- the liquid absorption height of at least one of the fiber layers is higher than the liquid absorption height of the pulp fiber layer.
- the absorbent body in the absorbent article according to any one of aspects 1 to 12, includes an absorbent core, and the nonwoven fabric sheet includes at least the back sheet and the absorbent core. Between.
- a method for producing a nonwoven fabric sheet for an absorbent body used in the absorbent article according to any one of the aspects 1 to 13, wherein the second surface side includes hydrophilic fibers.
- a step of supplying a fiber web for a fiber layer, a step of supplying a pulp for a pulp fiber layer containing hydrophilic fibers on the fiber web, and a first surface side fiber containing hydrophilic fibers on the pulp Supplying the fiber web for the layer to obtain a laminate, and performing a high-pressure water flow treatment from both sides of the laminate to entangle the fibers at least between the fiber layers. It is.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
Abstract
Description
親水性繊維としてレーヨン繊維(ダイワボウレーヨン株式会社製)、疎水性繊維として表面を耐久親水性油剤で親水処理を施したポリエチレンテレフタレート(PET)繊維(東洋紡株式会社製)を用意し、前記レーヨン繊維及び前記PET繊維を、レーヨン繊維/PET繊維=70質量%/30質量%となるように混綿した後、カード機を用いて、坪量が12.0g/m2となるようにカードウェブを作製し、これを第2面側繊維層とした。作製したカードウェブを搬送しながら、該カードウェブ上に、パルプ繊維層用のフラッフパルプ(ウエアーアウザー(Weyerhaeuser)社製NB416)を、坪量が21.0g/m2となるように連続的に供給し、第2面側繊維層上にパルプ繊維層を形成した。次いで、前記パルプ繊維層上に、前記第2面側繊維層と同様にして作製したカードウェブを供給して第1面側繊維層を形成し、第1面側繊維層、パルプ繊維層及び第2面側繊維層からなる積層物を得た。このようにして得た積層物を搬送速度10m/分で搬送しながら、該積層物の両面側からウォータージェット(第1面側繊維層側の水圧:2~5MPa、第2面側繊維層側の水圧3MPa、ノズル口径:92μm、ノズルピッチ:0.5mm、2列)による高圧水流処理を施して各繊維層内及び各繊維層間の構成繊維同士を交絡させ、前記第1面側繊維層、前記パルプ繊維層及び前記第2面側繊維層が一体化した3層構造の不織布シートを得た。
パルプ繊維層用のフラッフパルプを、坪量が26.0g/m2となるようにカードウェブ上に供給したこと以外は、実施例1と同様に製造して、3層構造の不織布シートを得た。
第1面側繊維層及び第2面側繊維層を形成する各カードウェブを、疎水性繊維(PET繊維)を用いずに作製したこと以外は、実施例2と同様に製造して、3層構造の不織布シートを得た。
親水性繊維としてレーヨン繊維(ダイワボウレーヨン株式会社製)、疎水性繊維として表面を親水性油剤で親水処理を施したポリエチレンテレフタレート(PET)繊維(東洋紡株式会社製)を用意し、前記レーヨン繊維及び前記PET繊維を、レーヨン繊維/PET繊維=30質量%/70質量%となるように混綿した後、カード機を用いて、坪量が22.5g/m2となるようにカードウェブを作製し、これを本発明の第2面側繊維層に対応する繊維層とした。作製したカードウェブを搬送しながら、該カードウェブ上に、前記第2面側繊維層に対応する繊維層と同様にして作製したカードウェブを供給して、本発明の第1面側繊維層に対応する繊維層を形成し、2層の繊維層からなる積層物を得た。このようにして得た積層物を搬送速度10m/分で搬送しながら、該積層物の両面側から実施例1と同様のウォータージェットによる高圧水流処理を施して各繊維層内及び各繊維層間の構成繊維同士を交絡させ、前記第1面側繊維層に対応する繊維層及び前記第2面側繊維層に対応する繊維層が一体化した2層構造の不織布シートを得た。
各繊維層を形成するカードウェブを、レーヨン繊維/PET繊維=30質量%/70質量%となるように混綿して作製したこと以外は、比較例1と同様に製造して、2層構造の不織布シートを得た。
各繊維層を形成するカードウェブを、レーヨン繊維/PET繊維=70質量%/30質量%となるように混綿して作製したこと以外は、比較例1と同様に製造して、2層構造の不織布シートを得た。
100mm×100mmのサイズの試料を10枚採取し、各試料の質量を測定する。次いで、各試料の質量(g)を、各試料の面積(m2)で除することにより、各試料の坪量(g/m2)を算出する。計10個の試料の坪量の平均値を算出し、当該平均値を坪量として採用する。
不織布の厚みは、(株)大栄科学精器製作所製 THICKNESS GAUGE UF-60を用いて測定する。UF-60では、測定面の直径が44mmであり、不織布に0.3kPaの圧力を加え、その厚みを測定する。
不織布の密度は、不織布の坪量を、その厚さで除することにより算出する。
クレム法による5分後の吸液高さ及び輸送量は、以下のとおり、JIS P 8141:2004による吸水度試験方法に準拠して測定する。
(1)試料を230mm×25mm(長さ×幅)の大きさにカットし、その長さ方向の端部から30mmのところに印線を引き、試験片の初期質量(W0)を測定する。
(2)170mm×90mm×40mm(縦×横×深さ)の直方体の浸漬容器に、人工尿を、高さ35mmまで充填する。なお、人工尿は、イオン交換水10Lに、尿素200g、塩化ナトリウム80g、硫酸マグネシウム8g、塩化カルシウム3g及び色素:青色1号約1gを溶解させることにより調製する。
(3)試験片を、印線が下側となるようにつり下げ具に固定し、印線まで人工尿に浸漬して、5分間放置する。
(4)5分間放置した後、吸液高さ(mm)として人工尿が印線から上昇した高さを測定する。
(5)次いで、試験片をつり下げ具から外し、人工尿に浸漬されていた、長さ30mmの部分(印線以下の部分)をカットし、残りの長さ200mmの部分の質量(W1)を測定する。
(6)以下の式に従って、輸送量(X)(g/g)を算出する。
X={(W1×230/200)-W0}/W0
(7)上記の試験を5回繰返し、その平均値を採用する。
カードウェブ中のレーヨン繊維とPET繊維の配合比率は、次の手順に従ってレーヨン繊維の配合比率を測定することにより、決定する。
(1)測定サンプルとして、レーヨン繊維及びPET繊維を含む繊維ウェブを用意する。
(2)約0.2gの前記繊維ウェブを、100mLのビーカーに入る程度の大きさに裁断し、裁断した繊維ウェブの質量(g)(サンプル初期質量WA)を測定する。
(3)裁断した繊維ウェブと30gのヘキサフルオロイソプロパノールを、100mLのビーカーに入れて、300rpmの回転数で1時間撹拌する。
(4)前記ビーカーの内容物を、予め質量(g)(濾紙初期質量WF)を測定した濾紙を用いて濾過する。
(5)濾紙上の残渣を、濾紙ごとドラフトチャンバー内に放置し、そこで1時間乾燥させる。
(6)乾燥後の残渣及び濾紙の質量(g)を測定する。
(7)前記サンプル初期質量WAと濾紙の初期質量WFとの合計から、前記乾燥後の残渣及び濾紙の質量を除することにより、前記繊維ウェブ中のレーヨン繊維の質量(g)(レーヨン繊維質量WR)を算出する。
(8)算出したレーヨン繊維質量と前記サンプル初期質量WAから、以下の式に従って、レーヨン繊維の配合比率FA(質量%)を算出する。
FA=(WR/WA)×100
2 表面シート
3 裏面シート
4 吸収体
5 カバーシート
61~64 弾性部材
7 吸収コア
8 不織布シート
Claims (14)
- 液透過性の表面シートと、液不透過性の裏面シートと、前記表面シート及び前記裏面シートの間に位置する吸収体と、該吸収体用の不織布シートと、を含む吸収性物品であって、
前記不織布シートが、
パルプを含み、第1面及び第2面を有するパルプ繊維層と、
前記パルプ繊維層の第1面側に配置され、平均繊維長が25mm~64mmの親水性繊維を主に含む第1面側繊維層と、
前記パルプ繊維層の第2面側に配置され、平均繊維長が25mm~64mmの親水性繊維を主に含む第2面側繊維層と、を含む、前記吸収性物品。 - 前記第1面側繊維層及び前記第2面側繊維層の少なくとも一方の繊維層が、質量比にて、親水性繊維よりも少ない量の疎水性繊維を更に含む、請求項1に記載の吸収性物品。
- 前記疎水性繊維が熱可塑性繊維を含む、請求項2に記載の吸収性物品。
- 前記熱可塑性繊維が、親水処理されたポリエステル系繊維である、請求項3に記載の吸収性物品。
- 前記第1面側繊維層及び前記第2面側繊維層の少なくとも一方の繊維層における親水性繊維が、異形断面を有する、請求項1~4のいずれか一項に記載の吸収性物品。
- 前記第1面側繊維層及び前記第2面側繊維層の少なくとも一方の繊維層における親水性繊維が、セルロース系繊維を含む、請求項1~5のいずれか一項に記載の吸収性物品。
- 前記パルプ繊維層におけるパルプがフラッフパルプを含む、請求項1~6のいずれか一項に記載の吸収性物品。
- 前記パルプ繊維層におけるパルプが、カヤーニ平均繊維長が2~3mmのパルプを含む、請求項1~7のいずれか一項に記載の吸収性物品。
- 各繊維層間の繊維同士が水流の作用によって交絡された構造を含む、請求項1~8のいずれか一項に記載の吸収性物品。
- 前記第1面側繊維層及び前記第2面側繊維層の少なくとも一方の繊維層がカードウェブを含む、請求項1~9のいずれか一項に記載の吸収性物品。
- 前記第1面側繊維層及び前記第2面側繊維層の少なくとも一方の繊維層における繊維の一部が、前記パルプ繊維層の内部に入り込んだ構造を含む、請求項1~10のいずれか一項に記載の吸収性物品。
- クレム法による吸水度試験において、前記第1面側繊維層及び前記第2面側繊維層の少なくとも一方の繊維層の吸液高さが、前記パルプ繊維層の吸液高さよりも高い、請求項1~11のいずれか一項に記載の吸収性物品。
- 前記吸収体が、吸収コアを含み、前記不織布シートが、少なくとも前記裏面シートと前記吸収コアとの間に配置される、請求項1~12のいずれか一項に記載の吸収性物品。
- 請求項1~13のいずれか一項に記載の吸収性物品に用いられる吸収体用の不織布シートの製造方法であって、
親水性繊維を含む第2面側繊維層用の繊維ウェブを供給する工程と、
前記繊維ウェブ上に、親水性繊維を含むパルプ繊維層用のパルプを供給する工程と、
前記パルプ上に、親水性繊維を含む第1面側繊維層用の繊維ウェブを供給して、積層物を得る工程と、
前記積層体の両面側から高圧水流処理を施して、少なくとも各繊維層間の繊維同士を交絡させる工程と、を含む、前記製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167031573A KR102079504B1 (ko) | 2014-05-12 | 2015-02-03 | 흡수체용 부직포 시트를 포함하는 흡수성 물품, 및 당해 흡수성 물품에 이용되는 부직포 시트의 제조방법 |
| CN201580024906.XA CN106456402A (zh) | 2014-05-12 | 2015-02-03 | 包含吸收体用的无纺布片的吸收性物品、及在该吸收性物品中使用的无纺布片的制造方法 |
| KR1020197017227A KR102252288B1 (ko) | 2014-05-12 | 2015-02-03 | 흡수체용 부직포 시트를 포함하는 흡수성 물품, 및 당해 흡수성 물품에 이용되는 부직포 시트의 제조방법 |
| US15/308,946 US20170079856A1 (en) | 2014-05-12 | 2015-02-03 | Absorbent article containing non-woven fabric sheet for absorbent, and method for producing non-woven fabric sheet for use in said absorbent article |
| AU2015260605A AU2015260605B2 (en) | 2014-05-12 | 2015-02-03 | Absorbent article containing non-woven fabric sheet for absorbent, and method for producing non-woven fabric sheet for use in said absorbent article |
| CN202210749974.4A CN115089380A (zh) | 2014-05-12 | 2015-02-03 | 包含吸收体用的无纺布片的吸收性物品、及在该吸收性物品中使用的无纺布片的制造方法 |
| EP15792651.0A EP3143976A4 (en) | 2014-05-12 | 2015-02-03 | Absorbent article containing non-woven fabric sheet for absorbent, and method for producing non-woven fabric sheet for use in said absorbent article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014098637A JP6411066B2 (ja) | 2014-05-12 | 2014-05-12 | 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 |
| JP2014-098637 | 2014-05-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015174106A1 true WO2015174106A1 (ja) | 2015-11-19 |
Family
ID=54479653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/052957 WO2015174106A1 (ja) | 2014-05-12 | 2015-02-03 | 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20170079856A1 (ja) |
| EP (1) | EP3143976A4 (ja) |
| JP (1) | JP6411066B2 (ja) |
| KR (2) | KR102079504B1 (ja) |
| CN (2) | CN106456402A (ja) |
| AU (1) | AU2015260605B2 (ja) |
| MY (1) | MY177396A (ja) |
| WO (1) | WO2015174106A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017193366A (ja) * | 2016-04-22 | 2017-10-26 | 日本製紙クレシア株式会社 | 包装材 |
| JP6744134B2 (ja) * | 2016-05-31 | 2020-08-19 | 花王株式会社 | 吸収性物品 |
| JP6404393B1 (ja) * | 2017-03-30 | 2018-10-10 | 大王製紙株式会社 | 吸収性物品 |
| CN108374237A (zh) * | 2017-12-23 | 2018-08-07 | 招汉 | 一种干爽型透液无纺布及其制造方法 |
| JP2019111521A (ja) * | 2017-12-25 | 2019-07-11 | 株式会社日本触媒 | 吸収性複合体 |
| JP6667495B2 (ja) * | 2017-12-26 | 2020-03-18 | ユニ・チャーム株式会社 | 吸収性物品 |
| WO2020004645A1 (ja) * | 2018-06-29 | 2020-01-02 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN112654746B (zh) | 2018-09-06 | 2022-04-29 | 王子控股株式会社 | 纤维状纤维素含有物、绒毛化纤维素及组合物 |
| JP7012963B2 (ja) * | 2018-09-27 | 2022-02-15 | 大王製紙株式会社 | 吸収性物品 |
| CN109355807A (zh) * | 2018-12-11 | 2019-02-19 | 湖南康程护理用品有限公司 | 无纺布、制作方法及吸收芯体 |
| CN113383121A (zh) * | 2018-12-28 | 2021-09-10 | 金伯利-克拉克环球有限公司 | 弹性多层擦拭产品 |
| JP6631731B1 (ja) * | 2019-02-20 | 2020-01-15 | 王子ホールディングス株式会社 | 吸収体及びそれを備える吸収性物品 |
| JP6631732B1 (ja) * | 2019-02-20 | 2020-01-15 | 王子ホールディングス株式会社 | 吸収体及びそれを備える吸収性物品 |
| JP6631733B1 (ja) * | 2019-02-20 | 2020-01-15 | 王子ホールディングス株式会社 | 吸収体及びそれを備える吸収性物品 |
| JP7145810B2 (ja) * | 2019-04-26 | 2022-10-03 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP7291053B2 (ja) * | 2019-09-27 | 2023-06-14 | 大王製紙株式会社 | 吸収性物品 |
| JP7159144B2 (ja) * | 2019-09-27 | 2022-10-24 | 大王製紙株式会社 | 吸収性物品 |
| JP2021062559A (ja) * | 2019-10-15 | 2021-04-22 | 株式会社カナエテクノス | 積層シート、外用貼付剤、包装構造 |
| CN114845677B (zh) * | 2019-12-23 | 2024-02-20 | 花王株式会社 | 吸收性片和吸收性物品、以及吸收性片的制造方法 |
| KR102165387B1 (ko) * | 2020-05-21 | 2020-10-14 | 주식회사 엔바이오니아 | 메디컬 진단키트용 흡습패드 및 그 제조방법 |
| KR102181097B1 (ko) * | 2020-07-15 | 2020-11-20 | 주식회사 엔바이오니아 | 메디컬 진단키트용 검체패드 및 그 제조방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10273884A (ja) * | 1997-03-27 | 1998-10-13 | Chisso Corp | 複合化不織布及びそれを用いた吸収性物品 |
| JP2004298387A (ja) * | 2003-03-31 | 2004-10-28 | Daio Paper Corp | 体液吸収性物品 |
| JP2007009356A (ja) * | 2005-06-29 | 2007-01-18 | Daiwabo Co Ltd | 積層不織布およびその製造方法 |
| JP2012110364A (ja) * | 2010-11-19 | 2012-06-14 | Unicharm Corp | 吸収性物品 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2810772B2 (ja) * | 1990-08-01 | 1998-10-15 | 花王株式会社 | 吸収性物品 |
| EP0840597B1 (en) * | 1995-07-12 | 2003-10-01 | Cygnus, Inc. | Hydrogel patch |
| US20040062759A1 (en) * | 1995-07-12 | 2004-04-01 | Cygnus, Inc. | Hydrogel formulations for use in electroosmotic extraction and detection of glucose |
| JPH1085258A (ja) * | 1996-09-12 | 1998-04-07 | Oji Paper Co Ltd | 吸収性物品の表面シート及びその製造方法 |
| JP3442943B2 (ja) * | 1996-10-23 | 2003-09-02 | 花王株式会社 | 吸収性物品 |
| JP3333718B2 (ja) * | 1997-08-05 | 2002-10-15 | 大和紡績株式会社 | ワイパー用積層物 |
| US6110848A (en) * | 1998-10-09 | 2000-08-29 | Fort James Corporation | Hydroentangled three ply webs and products made therefrom |
| JP4146192B2 (ja) * | 2001-09-11 | 2008-09-03 | ユニ・チャーム株式会社 | 吸収性物品 |
| ES2314137T3 (es) * | 2003-02-12 | 2009-03-16 | THE PROCTER & GAMBLE COMPANY | Pañal comodo. |
| JP4145203B2 (ja) * | 2003-06-17 | 2008-09-03 | 花王株式会社 | 吸収性物品 |
| CN100512784C (zh) * | 2004-04-15 | 2009-07-15 | 花王株式会社 | 吸收性物品的表面片 |
| TW200724170A (en) * | 2005-12-28 | 2007-07-01 | Uni Charm Corp | Sweat-absorbent sheet and manufacturing method thereof |
| JP4953945B2 (ja) * | 2007-07-03 | 2012-06-13 | ユニ・チャーム株式会社 | 吸収性物品の個包装体、包装用シートおよび包装用シートの製造方法 |
| CN102131973B (zh) * | 2008-08-25 | 2014-06-11 | 三井化学株式会社 | 纤维、非织造布及其用途 |
| JP4722222B2 (ja) * | 2010-10-25 | 2011-07-13 | ダイワボウホールディングス株式会社 | 化粧用シートおよびその製造方法 |
-
2014
- 2014-05-12 JP JP2014098637A patent/JP6411066B2/ja active Active
-
2015
- 2015-02-03 CN CN201580024906.XA patent/CN106456402A/zh active Pending
- 2015-02-03 CN CN202210749974.4A patent/CN115089380A/zh active Pending
- 2015-02-03 KR KR1020167031573A patent/KR102079504B1/ko active IP Right Grant
- 2015-02-03 US US15/308,946 patent/US20170079856A1/en not_active Abandoned
- 2015-02-03 AU AU2015260605A patent/AU2015260605B2/en active Active
- 2015-02-03 EP EP15792651.0A patent/EP3143976A4/en not_active Withdrawn
- 2015-02-03 MY MYPI2016704061A patent/MY177396A/en unknown
- 2015-02-03 KR KR1020197017227A patent/KR102252288B1/ko active IP Right Grant
- 2015-02-03 WO PCT/JP2015/052957 patent/WO2015174106A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10273884A (ja) * | 1997-03-27 | 1998-10-13 | Chisso Corp | 複合化不織布及びそれを用いた吸収性物品 |
| JP2004298387A (ja) * | 2003-03-31 | 2004-10-28 | Daio Paper Corp | 体液吸収性物品 |
| JP2007009356A (ja) * | 2005-06-29 | 2007-01-18 | Daiwabo Co Ltd | 積層不織布およびその製造方法 |
| JP2012110364A (ja) * | 2010-11-19 | 2012-06-14 | Unicharm Corp | 吸収性物品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3143976A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115089380A (zh) | 2022-09-23 |
| MY177396A (en) | 2020-09-14 |
| KR102079504B1 (ko) | 2020-02-20 |
| KR102252288B1 (ko) | 2021-05-13 |
| CN106456402A (zh) | 2017-02-22 |
| EP3143976A1 (en) | 2017-03-22 |
| AU2015260605B2 (en) | 2018-12-13 |
| EP3143976A4 (en) | 2017-04-26 |
| US20170079856A1 (en) | 2017-03-23 |
| JP2015213643A (ja) | 2015-12-03 |
| JP6411066B2 (ja) | 2018-10-24 |
| AU2015260605A1 (en) | 2016-11-24 |
| KR20170005809A (ko) | 2017-01-16 |
| KR20190071841A (ko) | 2019-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6411066B2 (ja) | 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 | |
| CA2702001C (en) | Absorbent article including a plurality of longitudinally extending channels | |
| US10667960B2 (en) | Absorbent article with an absorbent system having an annular opening | |
| US10780000B2 (en) | Absorbent article having laminated second sheet with through-holes | |
| JP2012105962A (ja) | 吸収性物品 | |
| CA2712563A1 (en) | Absorbent article including an absorbent core layer having a material free zone and a transfer layer arranged below the absorbent core layer | |
| AU2016413558B2 (en) | Absorbent article with an absorbent system having an opening | |
| US20190091076A1 (en) | Absorbent article with channel | |
| CN107405235B (zh) | 具有三维形状保持结构的吸收制品 | |
| AU2002312594B2 (en) | Pulp and synthetic fiber absorbent composites for personal care products | |
| JPH11189961A (ja) | 液拡散性シートおよびそれを用いた吸収性物品 | |
| JP6723306B2 (ja) | 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 | |
| JP2014113273A (ja) | 吸収性物品 | |
| US20200375819A1 (en) | Absorbent article with improved fluid handling | |
| JP7424848B2 (ja) | 吸収性物品 | |
| US20200197239A1 (en) | Absorbent article with improved fluid handling | |
| US20210145658A1 (en) | Absorbent body for use in an absorbent article | |
| JP2022096761A (ja) | 吸収性物品 | |
| CN111050719A (zh) | 具有改进的流体处理的吸收制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15792651 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015792651 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015792651 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15308946 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20167031573 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2015260605 Country of ref document: AU Date of ref document: 20150203 Kind code of ref document: A |