WO2015166776A1 - 電子部品装着装置 - Google Patents
電子部品装着装置 Download PDFInfo
- Publication number
- WO2015166776A1 WO2015166776A1 PCT/JP2015/061017 JP2015061017W WO2015166776A1 WO 2015166776 A1 WO2015166776 A1 WO 2015166776A1 JP 2015061017 W JP2015061017 W JP 2015061017W WO 2015166776 A1 WO2015166776 A1 WO 2015166776A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- electronic component
- mounting
- mounting head
- unit
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0413—Pick-and-place heads or apparatus, e.g. with jaws with orientation of the component while holding it; Drive mechanisms for gripping tools, e.g. lifting, lowering or turning of gripping tools
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
- H05K13/0215—Interconnecting of containers, e.g. splicing of tapes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0408—Incorporating a pick-up tool
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0417—Feeding with belts or tapes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/081—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines
- H05K13/0812—Integration of optical monitoring devices in assembly lines; Processes using optical monitoring devices specially adapted for controlling devices or machines in assembly lines the monitoring devices being integrated in the mounting machine, e.g. for monitoring components, leads, component placement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53191—Means to apply vacuum directly to position or hold work part
Definitions
- the present invention relates to an electronic component mounting apparatus that takes out an electronic component by a holder provided in a mounting head and mounts the electronic component on a substrate.
- Patent Document 1 before the electronic component is sucked, the recognition camera is moved to the sucking position and the storage portion of the storage tape is imaged to correct the component sucking position by the suction nozzle (holding tool).
- the technology to be taken out is disclosed.
- the camera used in the prior art is a camera that images the recognition mark on the board, and it is from right above that the component extraction position (suction position) is recognized. Therefore, after the camera picks up the part picking position and recognizes the picking position and the mounting head moves a certain distance in the horizontal direction, the suction nozzle is lowered and the electronic part is picked up from the recognized picking position. Is called. For this reason, it takes a certain amount of time to move the mounting head to a position where the suction nozzle picks up the components after camera imaging. Under this condition, increasing the number of times of imaging at the component take-out position with respect to the number of times of picking up the component decreases the productivity, so that the number of times of imaging cannot be increased too much.
- An object of the present invention is to reliably take out an electronic component without reducing the productivity of the component mounting operation as much as possible.
- An electronic component mounting apparatus is an electronic component mounting apparatus that mounts an electronic component supplied by a component supply unit on a substrate, and takes out the electronic component supplied by the component supply unit and mounts it on the substrate.
- a mounting head that includes a holder and moves in a horizontal direction; and the component pick-up position when the holder is located at a component pick-up position that is provided on the mounting head and picks up a component supplied by the component supply unit.
- a position of the component pick-up position based on an image captured by the imaging camera, and a position of a storage unit in which the component is stored in the component supply unit or a position of the component in the storage unit
- FIG. 1 is a plan view of an electronic component mounting apparatus according to an embodiment of the present invention.
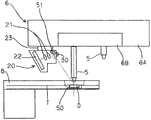
- FIG. 2 is a side view of a mounting head in the electronic component mounting apparatus.
- FIG. 3 is a plan view of the mounting head as viewed from above.
- FIG. 4 is a control block diagram related to imaging and recognition processing of the electronic component in the electronic component mounting apparatus.
- FIG. 5 is a diagram illustrating a captured image of the component pick-up position by the imaging camera when the suction nozzle is on the component supply unit.
- FIG. 6 is a side view of the mounting head, showing a state in which the electronic component is being imaged by the imaging camera.
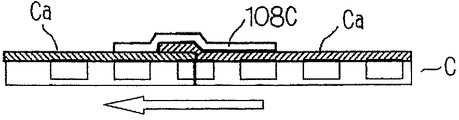
- FIG. 7 is a plan view of storage tapes connected by a connecting tape.
- FIG. 8 is a side view of storage tapes connected by a connecting tape.
- FIG. 9 is a diagram illustrating a flowchart of the component suction operation.
- FIG. 10 is a diagram illustrating a flowchart of flag setting after seam detection.
- FIG. 11 is a diagram illustrating a flowchart of flag setting based on the suction rate.
- FIG. 12 is a diagram illustrating a captured image of the component mounting position of the printed board by the imaging camera.
- the electronic component mounting device 1 includes a transport device 2 that transports each printed circuit board P, and a component supply device 3A that is disposed on the front side and the back side of the main body of the electronic component mounting device 1 and supplies the electronic component D. 3B, a pair of beams 4A and 4B that can be moved in one direction by the drive source (reciprocating in the Y direction), and a direction along each of the beams 4A and 4B (X direction orthogonal to the Y direction).
- a pair of mounting heads 6 that can be moved separately by a driving source are provided. The mounting head 6 will be described later with reference to FIG.
- the transport device 2 positions and fixes the printed circuit board P to the positioning portion at the approximate center of the device body by a positioning device (not shown).
- the component supply devices 3A, 3B are disposed at the back side position and the near side position of the transport device 2 and have a large number of component supply units 8 arranged in parallel on the feeder bases of the cart bases 7A, 7B, which are mounting bases.
- the component supply unit 8 supplies an electronic component D to be mounted on the printed circuit board P.
- Each cart base 7A, 7B is detachably disposed on the apparatus main body via a connector so that the tip of the component supply side of the component supply unit 8 faces the conveyance path of the printed circuit board P.
- Beams 4A and 4B are a pair of front and rear members that are long in the X direction.
- a slider (not shown) fixed to each of the beams 4A and 4B slides along a pair of left and right guides (not shown) driven by a Y-direction moving drive source 15 (FIG. 4) composed of a linear motor. Accordingly, the beams 4A and 4B individually move in the Y direction.
- the mounting heads 6 that move in the horizontal direction are attached to the beams 4A and 4B, respectively.
- Each mounting head 6 is moved by an X-direction moving drive source 16 (FIG. 4) constituted by a linear motor along a guide provided in the longitudinal direction (X direction) of the beams 4A and 4B. It is provided inside 4A and 4B.
- the X-direction moving drive source 16 includes a pair of front and rear stators (not shown) fixed to the beams 4A and 4B, and a movable member (not shown) provided between the stators and provided on the mounting head 6.
- the pair of mounting heads 6 are provided inside the beams 4A and 4B so as to face each other.
- the mounting head 6 on the back side can take out an electronic component from the component supply unit 8 of the corresponding component supply device 3 ⁇ / b> A on the back side and can mount it on the printed circuit board P on the transport device 2.
- the front mounting head 6 can take out an electronic component from the corresponding front component supply device 3B and mount it on the printed circuit board P.
- Each mounting head 6 includes a head mounting body 6A as a fixed portion and a rotating body 6B having a cylindrical shape and a circular shape in plan view, and is mounted to the beams 4A and 4B through the mounting member 6C so as to be movable. It has been.
- the rotating body 6B can be rotated around the vertical axis by the ⁇ -axis drive source 17.
- a plurality of suction nozzles 5 serving as component holders are arranged on the periphery of the rotating body 6B at a predetermined interval on a concentric circle centered on the rotation center.
- the suction nozzle 5 can be moved up and down by a vertical axis drive source 18, and the electronic component D is taken out from the component supply unit 8 by vacuum suction, and the electronic component D taken out on the printed circuit board P is mounted by stopping the vacuum suction. Can be executed.
- the rotating body 6B rotates with respect to the mounting head 6 and the head mounting body 6A which is a fixed portion.
- the component supply unit 8 feeds the storage tape T, which is sequentially wound from a state of being wound around a supply reel (not shown) rotatably mounted on the cart bases 7A and 7B, by a predetermined pitch by driving a sprocket (not shown).
- the storage unit 50 that stores the electronic component D is positioned and stopped at the component supply position (component extraction position) (see FIG. 2).
- the component supply unit 8 includes a tape feeding mechanism that intermittently feeds the storage tape T to the take-out position of the electronic component D, and a cover tape peeling mechanism that peels the cover tape from the storage tape T.
- the tape feed mechanism intermittently feeds the storage tape T by rotating a feed sprocket provided with teeth that fit into the feed holes formed at predetermined intervals on the storage tape T by a feed motor.
- the storage tape T includes a lower carrier tape provided with the storage unit 50 and a cover tape covering the upper portion of the carrier tape.
- the cover tape peeling mechanism peels the cover tape from the carrier tape just before the supply position by driving the peeling motor.
- the storage part 50 of the carrier tape is a recessed part opened at a predetermined interval (the above-mentioned predetermined pitch) in the feeding direction of the storage tape T, and is also called a pocket.
- the component supply unit 8 sequentially supplies the electronic components D loaded in the storage unit 50 to the component supply position while peeling the cover tape by the cover tape peeling mechanism.
- Each component recognition camera 10 picks up an image of the electronic components D sucked and held by the suction nozzles 5 provided on the rotating bodies 6B from below before being mounted on the printed circuit board P. This imaging is performed by irradiating the electronic component D held by the suction nozzle 5 with illumination from an illumination unit (not shown) provided around the recognition camera 10 and taking the reflected image into the recognition camera 10.
- the imaging of the reflected image captures an image of a part that reflects illumination such as a lead of the electronic component D. Therefore, since the background is misrecognized as having a portion that easily reflects the illumination, the background is set to appear dark at the time of imaging. For example, the lower end surface of the suction nozzle 5 in FIG. 2 and the lower part of the mounting head 6 serving as the background (including the lower surface of the rotating body 6B) are painted black.
- the mounting head 6 can be moved in the XY direction (horizontal direction) by the X direction moving drive source 16 and the Y direction moving drive source 15.
- the rotating body 6B is rotatably supported by the head mounting body 6A.
- the rotating body 6B is rotationally driven by a ⁇ -axis drive source 17 that is a servo motor.
- the electronic component mounting apparatus 1 includes an imaging camera 20 that images the component removal position.
- the imaging camera 20 includes a telecentric lens 21 that does not change the size of an image of an object to be imaged, and an imaging element 22 as a photoelectric conversion element, and is fixed to the head attachment body 6A via the attachment body 23. Yes.
- Each mounting head 6 can move without changing the height position with respect to the beams 4A and 4B.
- Each suction nozzle 5 is arranged at the same distance with respect to the rotation center of the rotating body 6B.
- the suction nozzle 5 is lowered to take out the parts. .
- the suction nozzle 5 positioned at the take-out rotation position descends from the mounting head 6 and vacuums the electronic component D positioned at a position (component supply position) where the electronic component D of the component supply unit 8 positioned immediately below is supplied. Adsorb and take out.
- the horizontal position of the electronic component D placed at the component supply position of the component supply unit 8 vertically below the extraction rotation position is defined as the component extraction position.
- the component supply unit 8 describes the electronic component D stored in the tape T. Instead of this, it is possible to employ a component supply apparatus in which electronic components are mounted on a planar tray at a predetermined pitch in the XY direction.
- the imaging camera 20 is attached to the mounting head 6 so as to be able to image the component extraction position.
- the suction nozzle 5 at the take-out rotation position is positioned immediately above the supply position of the electronic component D of the component supply unit 8 (when the holder is located at the component take-out position)
- the imaging camera 20 The electronic component D located at the take-out position is imaged from obliquely above.
- the height of the upper surface of the electronic component D placed at the component extraction position is based on a predetermined height.
- the reference position of the component removal position is changed.
- the upper surface height of the printed circuit board P is equal to the upper surface of the above-described reference electronic component D even when the mounting position is imaged by the imaging camera 20 and recognition processing is performed. If the height is different from the height, the reference position in the plane direction of the mounting position of the component is similarly changed.
- the height position of the surface of the electronic component D and the height position of the surface of the tape T can be handled as substantially the same when imaging with the imaging camera 20.
- the reflected light from the electronic component D located at the component take-out position and the storage unit 50 that stores the electronic component D is incident on the image sensor 22 of the imaging camera 20.
- the reflected light is reflected by the mirror 51 and guided to the image sensor 22 through the telecentric lens 21 to expose the light receiving surface.
- the image sensor 22 acquires images of the electronic component D and the storage unit 50 that stores the electronic component D.
- a CMOS sensor or a CCD sensor can be adopted.
- the LED 30 (illumination unit) for illumination is attached to the side surface that captures the light imaged by the imaging camera 20.
- the LED 30 is turned on to illuminate the component extraction position, and reflected light from the electronic component D is captured by the imaging camera 20. If the distance from the LED 30 to the component extraction position, that is, the component at the component supply position of the component supply unit 8 is about 10 mm to 20 mm, the brightness for obtaining a sufficiently recognizable image can be obtained.
- the LED 30 is covered with a transparent cover at the front surface (the image capturing surface on the right side of the imaging camera 20 in FIG. 2).
- this cover portion becomes bright when illuminated by the illumination light from the component recognition camera 10, it cannot be protruded to the suction nozzle 5 side. For this reason, the protrusion vertex of the cover part is located on the left side of the rotating body 6B as a background when the electronic camera D is imaged by the parts recognition camera 10.
- the LED 30 may be provided at any position on the lower surface of the mounting head 6. However, in order to darken the background of the suction nozzle 5, it is desirable to avoid the vicinity of the suction nozzle 5.
- the imaging camera 20 may be arranged such that an axis (optical axis) perpendicular to the light receiving surface of the imaging element 22 and passing through the central axis of the telecentric lens 21 passes through the extraction rotation position in plan view as shown in FIG. desirable. Furthermore, it is desirable to arrange the imaging camera 20 at a position where the axis and the feeding direction of the storage tape T of the component supply unit 8 are the same direction. At this position, one suction nozzle 5 at the take-out rotation position can be positioned closer to the imaging camera 20 than the other suction nozzles 5 not at the take-out rotation position. . This means that the angle ⁇ (see FIG. 2) between the axis and the vertical axis of the suction nozzle 5 can be minimized.
- the imaging camera 20 when imaging the electronic component D from obliquely above, it is possible to capture from the position closest to the top.
- the center of the screen can be set as the part extraction position, and the image can be recognized accurately.
- the position of the storage unit 50 is recognized if the center position of the storage unit 50 at the component extraction position (component supply position of the component supply unit 8) is not necessarily at the center of the imaging screen but is within the screen. I can. Preferably, all the images of the storage unit 50 are shown in the screen.
- the electronic component D sucked by the suction nozzle 5 has a certain size. For this reason, it is necessary to set the angle ⁇ with respect to the vertical direction of the light beam taken into the imaging camera 20 from the component extraction position in consideration of the size of the electronic component D. Therefore, the imaging camera 20 captures an image when the electronic component D is viewed obliquely from above.
- a step 24 is provided on the suction nozzle 5 side of the lower part of the imaging camera 20 so as not to interfere particularly when a large electronic component D is picked up.
- the imaging camera 20 is closest to the take-out rotation position when the take-out rotation position of the suction nozzle 5 is not at the 9 o'clock position shown in FIG. 3 but at another position (for example, at 3 o'clock, 12:00, or 6 o'clock). In this way, the head mounting body 6A may be attached. Alternatively, even if it is far from the take-out rotation position, it may be arranged at another position of the head mounting body 6A so that the part take-out position by the suction nozzle 5 can be imaged.
- the electronic component mounting apparatus 1 includes a board recognition camera 55. As shown in FIG. 1, the board recognition camera 55 is provided on the beam 4 side of the head attachment body 6 ⁇ / b> A of the mounting head 6. The board recognition camera 55 takes an image of a vertically lower position, and takes an image of a positioning mark for the printed board P.
- a joint detection sensor 102 of the storage tape T is attached to the rear end portion of the component supply unit 8.
- the joint detection sensor 102 includes a light emitting element and a light receiving element (not shown). The light emitting element and the light receiving element are arranged at a predetermined interval, and the storage tape T passes through a gap portion based on the interval.
- each feed hole Cb passes through a position where the light emitting element and the light receiving element face each other.
- the light from the light emitting element is received by the light receiving element through the feed hole Cb.
- the joint detection sensor 102 it can be detected by the joint detection sensor 102 that there is no joint.
- the light from the light emitting element is shielded by the connecting tape 108A covering the feed hole Cb in accordance with the feed operation. In this case, the light is not received by the light receiving element. By detecting this non-light reception, it can be detected that the storage tape T has a seam (see FIGS. 7 and 8).
- the connecting tape 108A is a connecting tape for connecting the old storage tape C and the new storage tape C, which have a reduced number of electronic components, together with the connection tapes 108B and 108C connecting the side portions of the storage unit 50 of the storage tape T. 108 is configured.
- the portion where the connecting tape 108 is affixed is the seam.
- the electronic component mounting apparatus 1 includes a control device 25 (control unit) that functions as a control device that performs overall control of operations related to mounting of the electronic component D, a determination device that performs various determinations, a comparison device that performs various comparisons, and the like. .
- the control device 25 installs the mounting coordinate information including the X direction, the Y direction, and the angular position (the ⁇ direction position) in the printed circuit board P in the order of the mounting step number of the electronic component D (for each mounting order) and the component supply unit 8.
- the electronic component mounting apparatus 1 further includes a recognition control circuit 28 (recognition unit) and an illumination drive circuit 29.
- the control device 25 Based on the data stored in the storage unit, the control device 25 rotates the ⁇ -axis drive source 17 that rotates the rotating body 6B, the X-direction movement drive source 16 and the Y-direction movement drive source 15 of the mounting head 6, and the suction nozzle 5.
- the drive of the nozzle vertical axis drive source 18 is controlled.
- An RT flag described later is set in the storage unit of the control device 25.
- the component extraction position from which the electronic component D is to be extracted is stored for each component supply unit 8.
- the component take-out position is a position in the XY direction (planar direction) where the suction nozzle 5 should be placed in order to suck the electronic component D.
- the control device 25 controls the stop position in the X and Y directions of the mounting head 6 for component suction so that the suction nozzle 5 at the take-out rotation position is located at the component take-out position.
- the recognition control circuit 28 is connected to the control device 25, and based on the image captured by the imaging camera 20, the component extraction position and the position of the storage unit 50 of the component supply unit 8 or the electronic component stored in the storage unit 50. A process for recognizing a positional deviation from the position of D is performed. Specifically, the recognition control circuit 28 images the electronic component D positioned at the component supply position (position where the suction nozzle 5 takes out the component) by the imaging camera 20 and the storage unit 50 that stores the electronic component D. The received image data is received, or the image data is recognized based on an instruction from the control device 25. The recognition control circuit 28 further controls the illumination drive circuit 29 to turn on the LED 30 for imaging by the imaging camera 20.
- the component supply unit 8 is connected to the control device 25 and communicates various data. A detection signal of the joint detection sensor 102 attached to the component supply unit 8 is also transmitted to the control device 25.
- the controller 25 is connected to a suction error detection sensor 40 that detects whether the suction nozzle 5 is sucking the electronic component D and whether the sucked electronic component D is in a normal posture.
- the detection sensor 40 is attached to the lower surface of the mounting head 6, and as shown in FIG. 2, a camera that images the electronic component D sucked at the lower end of the suction nozzle 5 at the raised position from the lateral direction, or the lateral direction. Is configured by an optical sensor that receives light blocked by the electronic component D from the opposite side. Each time the electronic component D is picked up, the detection sensor 40 immediately detects the presence or absence of the electronic component D and the presence or absence of a picking mistake.
- the operation of taking out the electronic component D from the storage tape T and mounting it on the printed circuit board P will be described.
- the operation start switch portion of the touch panel switch of the operation portion (not shown)
- the printed circuit board P is carried into the positioning portion of the electronic component mounting apparatus 1 from the upstream device, and the positioning operation is started by the positioning mechanism.
- the control device 25 indicates the XY coordinate position to be mounted on the printed circuit board P stored in the storage unit, the rotational angle position about the vertical axis, and the arrangement position of the component supply unit 8 from which the electronic component D is to be taken out. Acquires mounting data and the like in which an arrangement number is specified. In accordance with the mounting data, the control device 25 controls the electronic component D to be mounted by the suction nozzle 5 of each mounting head 6 of the electronic component mounting apparatus 1 so as to be sucked and taken out from each component supply unit 8. In the suction operation of the electronic component D, the control device 25 controls various operations as shown in the flowchart of FIG.
- the storage tape T for feeding the electronic component D to the component supply position is sent, and the storage unit 50 for storing the electronic component D is set to the component supply position. Stop and be positioned.
- the mounting head 6 moves in the XY directions as the beam 4 moves.
- the suction nozzle 5 in the take-out rotation position moves to a position directly above the storage unit 50 located in the component supply position of the component supply unit 8 (that is, the component take-out position) and stops.
- the electronic component D supplied by the component supply unit 8 is the first electronic component D of the storage tape T supplied by the component supply unit 8, it is the first removal (YES in step S1). )
- the RT3 flag provided in the storage unit of the control device 25 is turned ON (step S2).
- the detection of the number of times of removal can be realized, for example, in such a manner that a counter provided for each component supply unit 8 in the storage unit is counted for each number of times of removal and is reset when the storage tape is replaced.
- the RT3 flag is ON as described above, so the control device 25 determines that the RT flag as a whole is ON (YES in step S4).
- the RT flag is a flag for determination as a whole, and when any of the RT1 flag, RT2 flag, RT4 flag and RT3 flag, which will be described later, provided in the storage unit is ON, the control device 25 is determined to be ON as a whole.
- the control device 25 determines that the RT1 to RT4 flags are OFF as a whole when all of the RT1 to RT4 flags are OFF.
- the storage unit stores a position where the part removal position is initially set as a design value. Accordingly, the movement of the mounting head 6 is controlled so that the suction nozzle 5 at the take-off rotation position stops at the initial part take-out position.
- driving waveforms for driving the X-direction moving drive source 16 and the Y-direction moving drive source 15 are first determined by the control device 25 so as to move to this position and stop. When the waveform is commanded, the drive of the motor and the like provided in each drive source is controlled.
- the suction nozzle 5 moves and stops on this part picking position (step S5).
- the position is set at the initial stage, and the electronic part D is not necessarily accurately positioned there. Therefore, at this stage, the imaging nozzle 20 images the storage unit 50 at the component supply position as shown in FIG. 6 without lowering the suction nozzle 5 (step S6).
- the LED 30 is momentarily turned on for a short time to illuminate the part removal position.
- the reflected light is incident on the image sensor 22 of the imaging camera 20 located obliquely above the storage unit 50.
- the image sensor 22 captures images of the storage unit 50 and the electronic component D as shown in FIG.
- the image data of the captured image is transferred to the recognition control circuit 28. Based on the image, a positional deviation between the component extraction position and the center position of the image of the storage unit 50 is recognized.
- the recognition control circuit 28 stores the component removal position as being located at the center of the screen. It should be noted that even if it is not at the center position, any screen position stored by the recognition control circuit 28 may be used.
- the center position of the image in the storage unit 50 is an ideal position where the center of the suction nozzle 5 is actually aligned and suctioned. In order to correct the component extraction position so that the electronic component D is ideally picked up, it is necessary to correct and move the mounting head 6 in the XY directions by the recognized positional deviation.
- the control device 25 updates the component removal position before lowering the suction nozzle 5 (step S6), and moves the mounting head 6 (ie, the suction nozzle 5) to the updated component removal position (step S7). Thereafter, by lowering the suction nozzle 5 from the mounting head 6, the suction nozzle 5 is lowered to the center position of the storage unit 50, and the substantially central position of the electronic component D can be sucked and taken out by the suction nozzle 5.
- the electronic component D may be biased to any position in the storage unit 50 due to a difference in dimensions. However, if the suction nozzle 5 is aligned with the center of the storage unit 50, the center of the electronic component D can be sucked and the electronic component D is taken out in a stable posture (step S11).
- the control device 25 Even when the suction nozzle 5 is lowered, the control device 25 generates a drive waveform for driving the nozzle vertical axis drive source 18 so as to move to a predetermined height position and stop.
- the drive waveform is commanded to the drive source 18 and the drive of the motor or the like is controlled.
- the control device 25 turns on the RT4 flag (step S10). Thereby, in the subsequent component pick-up, after the image pickup by the image pickup camera 20, the position shift calculated by the recognition control circuit 28 can be corrected and picked up in real time for the picked-up electronic component D. If the recognized positional deviation is within the set predetermined allowable value (NO in step S8), the control device 25 turns off the RT4 flag.
- FIG. 5 shows an example in which a rectangular electronic component D is stored.
- the hole shape of the storage unit 50 is also a rectangle that matches the outer shape of the electronic component D. Since the imaging camera 20 performs imaging through the telecentric lens 21, the horizontal dimension of the image is not corrected. On the other hand, the size of the image in the vertical direction (feeding direction of the storage tape T) is picked up short because it is picked up from an oblique direction, and correction of the size is performed as necessary in the recognition process.
- the control device 25 displays an abnormality display. An abnormal display may be performed on a monitor (not shown) to stop the mounting operation.
- a cylindrical bar-like illumination is installed at the center of the plurality of suction nozzles 5 grouped in a ring on the lower surface of the mounting head 6 (that is, the central portion of the mounting head 6 temporary surface) to illuminate the part picking position. May be.
- step S3 it is assumed that the suction nozzle 5 takes out the next electronic component D of the same component supply unit 8 as described above. In this case, since the parts are taken out for the second time (NO in step S1), the RT3 flag is turned OFF from the value of the counter (step S3).
- the control device 25 determines that the entire RT flag is OFF (NO in step S4).
- the control device 25 generates a drive waveform for lowering the suction nozzle 5 before the mounting head 6 stops at the component extraction position, and gives this drive waveform to each drive source. This is because there is a high possibility that a positional deviation between the central position of the storage unit 50 in which the component take-out position is accurately positioned at the component supply position and the suction nozzle 5 is small.
- the mounting head 6 starts to move in the horizontal direction toward the component removal position (S step 12). Before the suction nozzle 5 at the take-out rotation position moves to the part take-out position, the suction nozzle 5 starts to descend (step S13).
- the suction nozzle 5 is located at the component extraction position (corrected after imaging at the first component extraction) stored in the storage unit of the control device 25, and the mounting head 6 stops the horizontal movement. After that, imaging by the imaging camera 20 is performed. That is, the control device 25 causes the imaging camera 20 to image the component extraction position when the suction nozzle 5 is lowered at the component extraction position.
- the control device 25 Based on the image data acquired by this imaging, the control device 25 corrects the positional deviation of the storage unit 50 recognized by the recognition control circuit 28 with respect to the component extraction position, and sets the current component extraction position to a new component. Update to the removal position. When the part removal position is updated in this way, the control device 25 stores this in its own storage unit.
- the position of the storage unit 50 is usually the center position thereof.
- the component extraction position is stored in the storage unit of the control device 25 in which the positional deviation of the recognition result at the previous extraction of the electronic component D is corrected, and the mounting head 6 is controlled to move to that position.
- the offset position of other factors may be taken into account.
- the stop position of the storage unit 50 may change depending on the rotational position of the sprocket having a feed dog meshing with the feed hole Cb provided in the storage tape T of the component supply unit 8 (by the feed dog meshing with the feed hole Cb).
- the control device 25 may determine the component extraction position in consideration of the offset value.
- the suction nozzle 5 is lowered at the previous component extraction position, and the electronic component D is extracted.
- the suction nozzle 5 starts to descend before the mounting head 6 stops moving, the time for sucking the electronic component D is shortened.
- the control device 25 does not execute the correction movement because the time for the correction movement of the mounting head 6 before the suction nozzle 5 sucks the electronic component D is too short. If it can be determined that correction can be performed during this descent time, correction movement may be executed.
- the control device 25 turns on the RT4 flag (S16). If the RT4 flag is set to ON, when there is a situation such as a bad state of the storage tape T, the next time the electronic component D is taken out, the electronic component D to be picked up is corrected and the suction is corrected. Can be made.
- control device 25 turns off the RT4 flag. Accordingly, it is possible to shift to the operation after step S12 in the flowchart of FIG. 9 for speeding up the component extraction on condition that the other RT1 to RT3 flags are OFF.
- the electronic components D stored in the old storage tape T are sequentially sucked by the suction nozzle 5 and the old storage tape T is nearly out of components.
- a process is performed in which the end of the new storage tape T that supplies the same type of electronic component D is connected to the end of the old storage tape T by the operator using the connection tape 108.
- the operation of connecting the new storage tape T to the old storage tape T by the connecting tape 108 is a manual operation, sometimes the position of the storage section 50 of the new storage tape T is relative to the arrangement of the storage section 50 of the old storage tape T. Misalignment may occur. In this case, the positional deviation with respect to the component pick-up position where the position of the storage unit 50 is recognized becomes large. For this reason, instead of lowering the suction nozzle 5 at the component pick-up position based on the result of the previous recognition process, the electronic component D related to the recognition process, that is, the electronic component D stored in the storage unit 50 subjected to the recognition process is taken out. Sometimes, it is preferable to move the mounting head 6 by the positional deviation obtained in the recognition process.
- step S19 when the joint detection sensor 102 detects the connecting tape 108, that is, when the joint is detected (YES in step S19), each time the electronic component D is sucked (taken out) from the storage tape T by the suction nozzle 5. Moreover, the control device 25 counts the number of times of adsorption (step S20). When this count reaches a predetermined number (step S21), the control device 25 turns on the RT2 flag (step S22).
- the predetermined number of times serving as a threshold value in step S21 is, for example, when the electronic component D is taken out from the storage unit 50 immediately before the first storage unit 50 in the range where the connecting tape 108 is connected after the joint is detected. Set the number of times to be counted. This set number of times may be stored in the storage unit of the control device 25.
- step S23 the number of times of suction is counted for each suction of the electronic component D (step S23), and when the predetermined number of times is counted (YES in step S24), the control device 25 turns off the RT2 flag.
- the operations of steps S12 to S14 in FIG. 9 are performed from the next component extraction of the component supply unit 8 so that the operation can be performed at a higher speed.
- the predetermined number of times in step S24 can be set, for example, when the removal of parts from the last storage unit 50 in the range where the connecting tape 108 is connected is counted.
- the control device 25 When recognizing the storage portion 50 of the joint portion, the control device 25 turns on the RT2 flag. Thereby, the mounting head 6 can be corrected and moved by an amount corresponding to the positional deviation obtained as a result of the recognition process, and the electronic component D can be sucked by the lowering of the suction nozzle 5.
- the position at which the RT2 flag is turned ON is selected by counting the number of times the electronic component D is picked up. At least when the electronic component D is taken out from the first storage portion 50 of the new storage tape T connected. It is preferable to set and store a count value threshold value (predetermined number of times) so that the RT2 flag is ON. This is because when the front and rear storage tapes T are connected to each other when they are shifted and connected, the boundary portion between the storage tapes T (the longitudinal direction of the storage tape T or the direction perpendicular thereto) is large. It is. In addition, the portions before and after the boundary portion are also affected by the displacement, and the displacement occurs. A portion including the front and rear portions where there is a risk of positional deviation can be considered as a joint portion. This may be, for example, a portion in a range where the connecting tape 108 is attached, or a wider range or a narrower range.
- the electronic component D When the electronic component D is removed from the storage portion 50 of the storage tape T, the electronic component D is “absent” or the suction posture of the electronic component D is abnormal (diagonal suction with respect to the lower surface of the suction nozzle 5 or the component is up. Adsorption mistakes may occur. This suction mistake is likely to occur when the suction nozzle 5 picks up a position separated from the position to be picked up, such as the center of the electronic component D.
- the detection of the suction error is mainly performed by the suction error detection sensor 40, but may be recognized and judged from the imaging screen of the component recognition camera 10.
- the control device 25 Each time the electronic component D is picked up by the suction nozzle 5 and a suction error is detected by the suction error detection sensor 40 or the component recognition camera 10, the control device 25 counts the number of times. Then, the control device 25 calculates the ratio of the number of suction mistakes with respect to the total number of suctions including the number of parts suction in which no suction mistakes have occurred, as the suction miss rate (step S26). When the calculated suction error rate is equal to or greater than the set threshold value (YES in step S27), the control device 25 turns on the RT1 flag of the corresponding component supply unit 8 (step S28). The total number of times of suction is preferably calculated for a predetermined number of times of part removal up to the latest removal.
- step S29 When the part is taken out from the part supply unit 8 after the RT1 flag is turned on, the control in steps S5 to S7 in FIG. 9 is performed. In this way, when the suction error rate is updated every time the parts are taken out and falls below the setting (NO in step S27), the control device 25 turns off the RT1 flag (step S29).
- the control device 25 sets the RT1 flag to OFF. You may make it do.
- the imaging camera 20 imaging the storage unit 50 and executing the recognition process, if it is determined that the electronic component D is not stored in the storage unit 50, the number of times of picking up the component due to this suction error is It is better not to.
- the control device 25 is turned on when a predetermined condition is satisfied, and the control device 25 controls to correct only the misalignment that has been recognized when the electronic component D related to the recognition processing of the recognition control circuit 28 is taken out. It has been described that four types are stored as RT flags for determining whether or not. When the RT5 flag is added to the electronic component D, the size of the storage unit 50 is larger than the electronic component D, and the position of the electronic component D in the storage unit 50 is not stable. When the positional deviation of D with respect to the suction nozzle 5 is large, the control device 25 may turn the RT5 flag on or off.
- the imaged position of the storage unit 50 is compared with the part removal position.
- the electronic component D in the storage unit 50 is also imaged. Therefore, the positional deviation between the position of the image of the electronic component D and the component extraction position is calculated as shown in FIG. Similar control may be performed.
- the electronic components D held by all the suction nozzles 5 in the same mounting head 6 are determined to be normal electronic components D, and the electronic components D that have been stably suctioned are moved by the horizontal movement of the mounting head 6. It is moved onto the component recognition camera 10. All the electronic components D held by the plurality of suction nozzles 5 of the mounting head 6 are picked up by the recognition camera 10 and the position of the mounting head 6 in the horizontal direction is recognized. If there is a positional deviation with respect to the normal position, the electronic component D sucked by the suction nozzle 5 is sequentially mounted at the position where the printed board P is to be mounted after the positional deviation is corrected.
- the imaging camera 20 images the mounted electronic component D when the LED 30 is turned on at the time of mounting, and the pattern position of the printed board P
- the control device 25 can confirm whether it is mounted at an accurate position from the positional relationship with the above.
- the electronic component D is securely mounted by imaging the component extraction position below the suction nozzle 5 immediately before and immediately after the mounting, and the suction nozzle 5 does not rise while holding the electronic component D without mounting.
- the control device 25 can determine whether or not.
- the suction nozzle 5 is positioned at the XY direction position to be mounted indicated by the mounting data.
- the mounting head 6 may be moved and then stopped, the cream solder printed at that position may be imaged by the imaging camera 20, and the recognition control circuit 28 may recognize the position.
- the recognition result of the imaging screen as shown in FIG. 12 indicates that the position of the cream solder printing pattern 60 (the position of the center of gravity, etc.) is different from the mounting position of the mounting data, the mounting head 6 is corrected in the XY directions accordingly.
- the suction nozzle 5 is moved down and the electronic component D can be mounted at the position of the cream solder.
- the correction movement of the mounting head 6 in the XY directions and the lowering of the suction nozzle 5 may be performed in parallel.
- the suction nozzle 5 may be lowered after the correction movement of the mounting head 6.
- the mounting head 6 may be corrected and moved when the next electronic component D is moved to the mounting position.
- the mounting head 6 can be corrected and moved by the amount of displacement recognized at the time of moving to the next mounting position without performing the correction movement at the imaged mounting position.
- each suction nozzle 5 of the mounting head 6 is always rotated and positioned at the take-out rotation position, and then is imaged by the imaging camera 20 as described above, and the mounting head 6 is positioned at the position of the print pattern 60. It is preferable that the component is mounted after the position correction operation is performed.
- the order in which each suction nozzle 5 of the mounting head 6 mounts the electronic component D is such that the rotating body 6B is sequentially rotated in the same direction by the mounting interval of the suction nozzle 5, and the adjacent suction nozzles 5 are sequentially taken out and rotated. It is efficient if they are positioned at the respective positions and parts are respectively mounted. In this way, it is possible to maintain the productivity of component mounting and increase the mounting accuracy during component mounting.
- the printed pattern 60 and the wiring pattern 62 shown in FIG. 12 are formed in a pair at positions corresponding to the electrodes of the electronic component D having two electrodes such as a rectangular resistor and a capacitor mounted at the same mounting position. . Whether the correction is performed based on the positional deviation of the cream solder or the positional deviation of the wiring pattern may be changed by setting or may be set for each type of component.
- the imaging camera 20 can always image the part extraction position.
- the lighting of the LED 30 and the exposure timing of the image sensor 22 may be controlled so as to image the component extraction position at a predetermined height position of the mounting head 6.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Operations Research (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
電子部品装着装置(1)は、前記部品供給ユニット(8)が供給する電子部品を取出して基板に装着する保持具(5)を備え、水平方向に移動する装着ヘッド(6)と、前記装着ヘッドに設けられ、前記部品供給ユニットの供給する部品を取出す部品取出し位置に前記保持具が位置しているときに、前記部品取出し位置を撮像する撮像カメラ(20)と、前記撮像カメラの撮像した画像に基づいて、前記部品取出し位置と、前記部品供給ユニットにおいて部品が収納された収納部の位置または当該部品の前記収納部における位置との位置ずれを認識する認識部(28)と、同一の部品供給ユニットの次の部品の取出し前の前記撮像カメラによる撮像によって前記認識部に認識された位置ずれ分だけ、前記部品取出し位置を補正して前記装着ヘッドを移動させるよう制御する制御部(25)と、を備える。
Description
本発明は、装着ヘッドに設けられた保持具により電子部品を取出し、これを基板に装着する電子部品装着装置に関する。
例えば特許文献1には、電子部品の吸着前にその吸着位置に認識カメラを移動させて収納テープの収納部を撮像することにより、吸着ノズル(保持具)による部品吸着位置を補正して部品を取出す技術が開示されている。
しかし、前記従来技術で用いられているカメラは基板の認識マークを撮像するカメラであり、部品取出し位置(吸着位置)を認識するのは真上からである。従って、カメラが部品取出し位置を撮像して取り出し位置を認識し、装着ヘッドが水平方向にある程度の距離を移動した後に、吸着ノズルを下降させて前記認識された取出し位置より電子部品の吸着が行われる。このため、カメラ撮像の後に吸着ノズルが部品を吸着する位置に装着ヘッドを移動させるために、ある程度の時間を要する。この条件下では、部品吸着回数に対して部品取出し位置の撮像回数を多くすると生産性が下がるため、撮像回数をあまり多くすることはできなかった。
本発明の目的は、部品装着動作の生産性をなるべく落とすことなく、電子部品の取出しを確実に行えるようにすることにある。
本発明の一局面に係る電子部品装着装置は、部品供給ユニットが供給する電子部品を基板に装着する電子部品装着装置であって、前記部品供給ユニットが供給する電子部品を取出して基板に装着する保持具を備え、水平方向に移動する装着ヘッドと、前記装着ヘッドに設けられ、前記部品供給ユニットの供給する部品を取出す部品取出し位置に前記保持具が位置しているときに、前記部品取出し位置を撮像する撮像カメラと、前記撮像カメラの撮像した画像に基づいて、前記部品取出し位置と、前記部品供給ユニットにおいて部品が収納された収納部の位置または当該部品の前記収納部における位置との位置ずれを認識する認識部と、同一の部品供給ユニットの次の部品の取出し前の前記撮像カメラによる撮像によって前記認識部に認識された位置ずれ分だけ、前記部品取出し位置を補正して前記装着ヘッドを移動させるよう制御する制御部と、を備える。
本発明の目的、特徴及び利点は、以下の詳細な説明と添付図面とによって、より明白となる。
先ず図1に基づいて、基板としてのプリント基板P上に電子部品Dを装着する電子部品装着装置1について、本発明の実施の形態を説明する。この電子部品装着装置1には、各プリント基板Pの搬送を行なう搬送装置2と、電子部品装着装置1の装置本体の手前側と奥側に配設され電子部品Dを供給する部品供給装置3A、3Bと、駆動源により一方向に移動可能(Y方向に往復移動可能)な一対のビーム4A、4Bと、前記各ビーム4A、4Bに沿った方向(Y方向と直交するX方向)に各駆動源により別個に移動可能な一対の装着ヘッド6とが設けられている。この装着ヘッド6については、図2に基づいて後述する。
搬送装置2は、プリント基板Pを、前記装置本体の略中央の位置決め部に、図示しない位置決め装置により位置決め固定する。
部品供給装置3A、3Bは、搬送装置2の奥側位置と手前側位置に配設され、取付台であるカート台7A、7Bのフィーダベース上に多数並設された部品供給ユニット8を有する。部品供給ユニット8は、プリント基板P上に装着される電子部品Dを供給する。各カート台7A、7Bは、部品供給ユニット8の部品供給側の先端部がプリント基板Pの搬送路に臨むように、前記装置本体に連結具を介して着脱可能に配設されている。各カート台7A、7Bが正規に装置本体に取り付けられると、カート台7A、7Bに搭載された部品供給ユニット8に電源が供給される。また、前記連結具を解除して図略の把手を引くと、下面に設けられたキャスタによりカート台7A、7Bを移動させることができる。
ビーム4A、4Bは、X方向に長い前後一対の部材である。リニアモータから構成されるY方向移動駆動源15(図4)の駆動により、左右一対の前後に延びた図示しないガイドに沿って前記各ビーム4A、4Bに固定された図示しないスライダが摺動することによって、ビーム4A、4Bは、それぞれ個別にY方向に移動する。
また、ビーム4A、4Bには、水平方向に移動する装着ヘッド6が各々取り付けられている。各装着ヘッド6は、ビーム4A、4Bの長手方向(X方向)に設けられたガイドに沿って、リニアモータから構成されるX方向移動駆動源16(図4)により移動するように、それぞれビーム4A、4Bの内側に設けられている。X方向移動駆動源16は、各ビーム4A、4Bに固定された前後一対の図示しない固定子と、各固定子の間に位置して装着ヘッド6に設けられた図示しない可動子とから構成される。
一対の装着ヘッド6は、互いに向き合うように各ビーム4A、4Bの内側に各々設けられている。奥側の装着ヘッド6は、対応する奥側の部品供給装置3Aの部品供給ユニット8から電子部品の取出し作業を行い、搬送装置2上のプリント基板Pに装着することができる。手前側の装着ヘッド6は、対応する手前側の部品供給装置3Bから電子部品を取り出して前記プリント基板Pに装着することができる。
各装着ヘッド6は、固定部としてのヘッド取付体6Aと、円柱状を呈して平面視円形状の回転体6Bとを含み、取付け部材6Cを介して前記ビーム4A、4Bに移動可能にそれぞれ取り付けられている。回転体6Bは、θ軸駆動源17により鉛直軸を回転中心として回転可能である。回転体6Bの周縁部には、部品の保持具としての吸着ノズル5が、前記回転中心を中心とする同心円上において、所定間隔を存して複数本配設されている。吸着ノズル5は、上下軸駆動源18により上下動可能であり、部品供給ユニット8から電子部品Dを真空吸引により取出す動作と、プリント基板P上に取出した電子部品Dを真空吸引の停止により装着する動作との実行が可能である。回転体6Bは、装着ヘッド6及び固定部であるヘッド取付体6Aに対して回転する。
部品供給ユニット8は、カート台7A、7Bに回転自在に載置した図示しない供給リールに巻回された状態から順次繰り出される収納テープTを、図示しないスプロケットの駆動により所定ピッチずつ送り、所定の部品供給位置(部品取出し位置)に電子部品Dを収納する収納部50を位置決め停止させる(図2参照)。この動作の実行のため、部品供給ユニット8は、収納テープTを電子部品Dの取出し位置まで間欠送りするテープ送り機構と、収納テープTからカバーテープを引き剥がすカバーテープ剥離機構とを備える。前記テープ送り機構は、収納テープTに所定間隔で開設された送り孔に嵌合する歯を備えた送りスプロケットを、送りモータにより所定角度回転させることによって、収納テープTを間欠送りする。収納テープTは、収納部50を備えた下方のキャリアテープと、該キャリアテープの上方を覆うカバーテープとを含む。カバーテープ剥離機構は、剥離モータの駆動により供給位置の手前で、前記キャリアテープから前記カバーテープを引き剥がす。キャリアテープの収納部50は、収納テープTの送り方向に所定の間隔(前述の所定ピッチ)で開設されている凹部であり、ポケットとも呼ばれる。部品供給ユニット8は、カバーテープ剥離機構によりカバーテープを剥離しつつ、収納部50に装填された電子部品Dを順次部品供給位置へ供給する。
各部品認識カメラ10は、各回転体6Bに設けられた各吸着ノズル5に吸着保持された電子部品Dを、プリント基板P上に装着する前に下方から一括して撮像する。この撮像は、認識カメラ10の周囲に設けられた図示しない照明ユニットからの照明を吸着ノズル5が吸着保持する電子部品Dに照射して、その反射像を認識カメラ10に取り込むことにより行われる。この反射像の撮像は、電子部品Dのリード等の照明を反射する部位の画像を取り込むものである。従って、背景に照明を反射し易い部分があると誤認識するため、前記撮像の際、背景は暗く映る条件に設定される。例えば、吸着ノズル5の図2における下端面や、背景となる装着ヘッド6の下部(回転体6Bの下部表面を含む)は、黒く塗装等されている。
以下、図2、図3に基づいて、装着ヘッド6について詳細に説明する。前述の通り、装着ヘッド6は、X方向移動駆動源16及びY方向移動駆動源15によりXY方向(水平方向)に移動可能である。回転体6Bは、ヘッド取付体6Aにより回転可能に支持されている。回転体6Bは、サーボモータであるθ軸駆動源17により回転駆動される。
電子部品装着装置1は、部品取り出し位置を撮像する撮像カメラ20を備える。撮像カメラ20は、撮像する対象物の画像の大きさを変えることがないテレセントリックレンズ21と、光電変換素子としての撮像素子22とを備え、ヘッド取付体6Aに取付体23を介して固定されている。
各装着ヘッド6は、ビーム4A,4Bに対して高さ位置を変更することなく移動可能である。各吸着ノズル5は、回転体6Bの回転中心に対して同一距離に配置されている。吸着ノズル5は、回転体6Bによる所定の回転位置(ビーム4A、4Bに最も近い図3の9時の位置:以下取出し回転位置という。)に位置したときに、部品取出しをするために下降する。この取出し回転位置に位置した吸着ノズル5が、装着ヘッド6から下降し、真下に位置する部品供給ユニット8の電子部品Dが供給される位置(部品供給位置)に位置決めされた電子部品Dを真空吸着して取出す。ここでは、前記取出し回転位置の鉛直下方の部品供給ユニット8の部品供給位置に載置されている電子部品Dの水平方向の位置を、部品取出し位置とする。
本実施形態では、部品供給ユニット8は電子部品DをテープTに収納するものを説明している。これに代えて、平面状のトレイにXY方向に所定のピッチで電子部品が載置された形態の部品供給装置を採用することができる。
撮像カメラ20は、前記部品取出し位置を撮像可能に、装着ヘッド6に取り付けられている。前記取出し回転位置の吸着ノズル5が部品供給ユニット8の電子部品Dの供給位置の真上に位置するとき(部品取り出し位置に保持具が位置しているとき)に、撮像カメラ20は、前記部品取出し位置に位置する電子部品Dを斜め上方から撮像する。
部品取出し位置に載置されている電子部品Dの上面の高さは、所定の高さを基準としている。部品の厚さ等により上面の高さが変わる場合には、部品取出し位置の基準位置が変更される。電子部品Dがプリント基板Pに装着されるときに、撮像カメラ20により装着位置を撮像して認識処理が行われる場合にも、プリント基板Pの上面高さが上述の基準の電子部品Dの上面の高さと異なるならば、同様に部品の装着位置の平面方向の基準位置が変更されることとなる。尚、部品供給ユニット8において、電子部品Dの表面の高さ位置とテープTの表面の高さ位置とは、撮像カメラ20で撮像する場合には略同じと扱うことができる。
撮像カメラ20の撮像素子22には、部品取出し位置に位置する電子部品D及びこの電子部品Dを収納する収納部50からの反射光が入射される。前記反射光は、ミラー51で反射されて前記テレセントリックレンズ21を介して撮像素子22へ導かれ、その受光面を露光する。この露光により、撮像素子22は電子部品D及びこの電子部品Dを収納する収納部50の画像を取得する。撮像素子22としては、CMOSセンサまたはCCDセンサが採用され得る。
撮像カメラ20の撮像する光を取り込む側面には、照明用のLED30(照明ユニット)が取り付けられている。撮像カメラ20の撮像時、LED30の点灯により前記部品取出し位置が照明され、その電子部品Dからの反射光が撮像カメラ20に取り込まれる。LED30から部品取出し位置、即ち部品供給ユニット8の部品供給位置にある部品までの距離は、概ね10mmから20mm程度であれば、十分に認識処理可能な画像を得るための明るさとすることができる。LED30は、その正面(図2の撮像カメラ20の右側の画像取込面)を透明なカバーで覆われている。このカバー部分は、部品認識カメラ10の照明光が当たると明るくなるため、あまり吸着ノズル5の側に突出させることができない。このため、前記カバー部分の突出頂点は、部品認識カメラ10による電子部品Dの撮像時の背景となる回転体6Bより左側に位置している。
LED30は装着ヘッド6下面のいずれの位置に設けてもよい。但し、吸着ノズル5の背景を暗くするためには、当該吸着ノズル5の近傍を避けて配置することが望ましい。
撮像カメラ20は、撮像素子22の受光面に垂直でテレセントリックレンズ21の中心軸を通る軸線(光軸)が、図3に示すように平面視で前記取出し回転位置を通るように配置することが望ましい。さらには、前記軸線と部品供給ユニット8の収納テープTの送り方向とが同方向となる位置に、撮像カメラ20を配置することが望ましい。この位置であれば、前記取出し回転位置に位置していない他の吸着ノズル5よりも、取出し回転位置にある一の吸着ノズル5を、撮像カメラ20に対して最も近い位置に位置させることができる。このことは、前記軸線が吸着ノズル5の鉛直軸となす角度α(図2参照)を最も小さくできることを意味する。従って、上記の撮像カメラ20の配置によれば、斜め上方から電子部品Dを撮像する場合において、もっとも真上に近い位置から撮像することができる。また、画面の中心を部品取出し位置にすることができ、画像を正確に認識することができる。
但し、部品取出し位置(部品供給ユニット8の部品供給位置)にある収納部50の中心位置が、必ずしも撮像画面の中心に位置になくても画面内にあれば、収納部50の位置を認識することはできる。好ましくは、収納部50の画像が画面内にすべて映っていることがよい。
吸着ノズル5で吸着する電子部品Dは、ある程度の大きさを有する。このため、撮像カメラ20に部品取出し位置から取り込まれる光線の鉛直方向との角度αは、電子部品Dのサイズを考慮した角度に設定する必要がある。従って、撮像カメラ20は電子部品Dを斜め上方から見た画像を撮像することになる。特に大きな電子部品Dを吸着したときに干渉しないように、撮像カメラ20の下部の吸着ノズル5側には段差24が設けられている。
撮像カメラ20は、吸着ノズル5の取出し回転位置が図3に示す9時の位置ではなく他の位置(例えば3時もしくは12時や6時の位置)にある場合、その取出し回転位置に最も近づくように、ヘッド取付体6Aへ取り付ければよい。もしくは、取出し回転位置に対して遠くなったとしても、ヘッド取付体6Aの他の位置に配置し、吸着ノズル5による部品取出し位置を撮像できるようにしてもよい。
電子部品装着装置1は、基板認識カメラ55を備える。基板認識カメラ55は、図1に示すように、装着ヘッド6のヘッド取付体6Aのビーム4側に設けられている。基板認識カメラ55は、鉛直下方位置を撮像するもので、プリント基板Pの位置決め用のマークを撮像する。
また、図2に示すように、部品供給ユニット8の後端部には、収納テープTの継目検出センサ102が取り付けられている。この継目検出センサ102は、図示しない発光素子と受光素子とを含む。前記発光素子と前記受光素子とは所定間隔を置いて配置され、前記間隔に基づくギャップ部分を収納テープTが通過するように構成されている。
即ち、収納テープTの送り動作に伴って、継目が無い収納テープTが継目検出センサ102を通過するときには、各送り孔Cb(図7参照)が前記発光素子と受光素子との対向位置を通過する毎に、発光素子からの光が送り孔Cbを介して受光素子により受光される。このため、継目検出センサ102により継目の無いことが検出できる。一方、継目が有る収納テープTにあっては、送り動作に伴い発光素子からの光が送り孔Cbを覆う連結テープ108Aにより遮光される。この場合、前記光は受光素子により受光されない。この非受光を検知することによって、収納テープTに継目が有ることを検出することができる(図7及び図8参照)。
なお、連結テープ108Aは、収納テープTの収納部50の側部を繋ぐ連結テープ108B及び108Cと共に、電子部品数が少なくなった古い収納テープCと新しい収納テープCとを連結するための連結テープ108を構成している。連結テープ108が貼付された部分が継目である。
次に、図4の制御ブロック図に基づいて、電子部品装着装置1の制御構成を説明する。電子部品装着装置1は、電子部品Dの装着に係る動作を統括制御する制御装置、種々の判定をする判定装置、種々の比較をする比較装置等として機能する制御装置25(制御部)を備える。制御装置25は、電子部品Dの装着ステップ番号順(装着順序毎)にプリント基板P内でのX方向、Y方向及び角度位置(θ方向位置)から成る装着座標情報や各部品供給ユニット8の配置番号情報等から成る装着データ、部品供給ユニット8の配置番号毎の部品IDに係る部品配置位置データ、電子部品D毎の電子部品のサイズデータ、厚さデータ等から成る部品ライブラリデータ等を格納する記憶部を備えている。電子部品装着装置1は、さらに、認識制御回路28(認識部)及び照明駆動回路29を備える。
制御装置25は、前記記憶部に記憶されたデータに基づき、回転体6Bを回転させるθ軸駆動源17や、装着ヘッド6のX方向移動駆動源16及びY方向移動駆動源15、吸着ノズル5のノズル上下軸駆動源18等の駆動を制御する。制御装置25の前記記憶部には、後述するRTフラグが設定される。
また、制御装置25の前記記憶部には、部品供給ユニット8毎に、電子部品Dを取り出すべき部品取出し位置が記憶されている。部品取出し位置は、電子部品Dを吸着するために吸着ノズル5が位置すべきXY方向(平面方向)の位置である。制御装置25は、部品吸着のための装着ヘッド6のXY方向の停止位置を、取出し回転位置の吸着ノズル5が前記部品取出し位置に位置するように制御する。
認識制御回路28は、制御装置25に接続され、撮像カメラ20が撮像した画像に基づいて、前記部品取出し位置と、部品供給ユニット8の収納部50の位置または収納部50に収容された電子部品Dの位置との位置ずれを認識する処理を行う。具体的には、認識制御回路28は、撮像カメラ20によって前記部品供給位置(吸着ノズル5が部品を取出す位置)に位置決めされた電子部品D及びこの電子部品Dを収納する収納部50を撮像して得られた画像データを受信したり、制御装置25の指示に基づいて前記画像データの認識処理を行ったりする。認識制御回路28はさらに、照明駆動回路29を制御して撮像カメラ20による撮像のためにLED30を点灯させる。
部品供給ユニット8は制御装置25と接続され、種々のデータの通信をする。部品供給ユニット8に取り付けられている継目検出センサ102の検出信号もまた、制御装置25に伝送される。
制御装置25には、吸着ノズル5が電子部品Dを吸着しているか及び吸着された電子部品Dの姿勢が正常か等を検出する吸着ミス検出センサ40が接続されている。この検出センサ40は、例えば、装着ヘッド6の下面に取り付けられ、図2のように上昇位置にある吸着ノズル5の下端に吸着されている電子部品Dを横方向から撮像するカメラ、または横方向から光を照射して反対側から電子部品Dに遮られた光を受光する光センサ等によって構成される。電子部品Dが吸着される都度、直ちに検出センサ40により電子部品Dの有無及び吸着ミスの有無が検出される。
以下、電子部品Dの収納テープTからの取出し及びプリント基板Pへの装着動作について説明する。作業者が図示しない操作部のタッチパネルスイッチの運転開始スイッチ部を押すと、プリント基板Pが上流側装置より電子部品装着装置1の位置決め部に搬入され、位置決め機構により位置決め動作が開始される。
そして、制御装置25は、その記憶部に格納された当該プリント基板Pの装着すべきXY座標位置、鉛直軸線回りへの回転角度位置及び電子部品Dを取り出すべき部品供給ユニット8の配置位置を示す配置番号等が指定された装着データ等を取得する。この装着データに従い、制御装置25は、電子部品装着装置1の各装着ヘッド6の吸着ノズル5が装着すべき電子部品Dを、各部品供給ユニット8から吸着して取出すように制御する。電子部品Dの吸着動作では、制御装置25は図9のフローチャートに示されるように各種動作の制御を行う。
即ち、これから電子部品Dを供給する部品供給ユニット8において、電子部品Dを部品供給位置へ送るための収納テープTの送り動作が行われ、電子部品Dを収納する収納部50が部品供給位置に停止し、位置決めされる。これと並行して装着ヘッド6が、ビーム4の移動に伴いXY方向に移動する。装着ヘッド6は、取出し回転位置にある吸着ノズル5が、部品供給ユニット8の部品供給位置に位置している収納部50の真上(即ち、部品取出し位置)に移動して停止する。
上記の送り動作において、部品供給ユニット8が供給する電子部品Dがその部品供給ユニット8が供給する収納テープTの最初の電子部品Dである場合、1回目の取出しであるため(ステップS1でYES)、制御装置25の記憶部に設けられたRT3フラグがONとされる(ステップS2)。この取出し回数の検出は、例えば前記記憶部に部品供給ユニット8毎に設けたカウンタが取出し回数毎にカウントされ、収納テープが交換されたときにリセットされる態様にて実現することができる。
1回目の取出しの場合は、上記のようにRT3フラグがONであるので、制御装置25は全体としてのRTフラグをONと判断する(ステップS4でYES)。尚、RTフラグは全体としての判断用のフラグであり、前記記憶部に設けられている後述するRT1フラグ、RT2フラグ、RT4フラグと前記RT3フラグのいずれかがONとなっているとき、制御装置25は全体としてONと判断する。一方、制御装置25は、RT1乃至RT4フラグのすべてがOFFとなっているときに、全体としてOFFと判断する。
1回目の部品取出しのときには、まだ交換された収納テープTについて撮像カメラ20により部品供給ユニット8の部品供給位置に位置決めされた電子部品Dあるいは収納部50が撮像されていない。このため、前記記憶部は、部品取出し位置は設計値として初期的に設定された位置を記憶している。従って、この初期値の部品取出し位置に取出し回転位置の吸着ノズル5が停止するよう、装着ヘッド6の移動が制御される。具体的には、この位置に移動して停止するように、X方向移動駆動源16及びY方向移動駆動源15を駆動する駆動波形が制御装置25により先ず決定され、その後各駆動源に前記駆動波形が指令されることによって、各駆動源が備えるモータ等の駆動が制御される。
先ず、この部品取出し位置の上に吸着ノズル5が移動して停止する(ステップS5)。1回目の部品取出し時は初期的に設定された位置であり、実際にそこに電子部品Dが正確に位置決めされているとは限らない。従って、この段階では吸着ノズル5を下降させずに、図6に示すように撮像カメラ20が部品供給位置の収納部50を撮像する(ステップS6)。
この時、LED30が瞬間的に短時間点灯して部品取出し位置が照明される。その反射光が、収納部50の斜め上方に位置する撮像カメラ20の撮像素子22に入射する。これにより撮像素子22は、図5に示すような収納部50及び電子部品Dの画像を撮像する。
認識制御回路28に、撮像された画像の画像データが転送される。前記画像に基づき、部品取出し位置と収納部50の画像の中心位置との位置ずれが認識される。なお、本実施形態では、電子部品Dの上面は基準の高さであり、部品取出し位置は画面の中心に位置するものとして認識制御回路28が記憶しているものとする。なお、中心位置になくとも、)認識制御回路28が記憶したいずれかの画面の位置であればよい。収納部50の画像の中心位置が、実際に吸着ノズル5の中心を位置合わせして吸着させたい理想位置である。理想的に電子部品Dを吸着するよう部品取出し位置を修正するためには、認識した位置ずれ分だけ装着ヘッド6をXY方向に補正移動させる必要がある。
このため、制御装置25は、吸着ノズル5を下降させる前に部品取出し位置を更新し(ステップS6)、更新した部品取出し位置に装着ヘッド6(即ち吸着ノズル5)を移動させる(ステップS7)。その後、吸着ノズル5を装着ヘッド6から下降させることにより、収納部50の中心位置に吸着ノズル5を下降させ、電子部品Dのほぼ中心位置を吸着ノズル5で吸着して取出すことができる。電子部品Dは、収納部50の中でその寸法の違いによりいずれかに偏ったりすることがある。しかし、収納部50の中心に吸着ノズル5が位置合わせされていれば、ほぼ電子部品Dの中央を吸着でき、安定した姿勢で電子部品Dの取出しが行われる(ステップS11)。吸着ノズル5を下降させるときにも、制御装置25は、所定の高さ位置に移動して停止するようノズル上下軸駆動源18を駆動する駆動波形を生成する。その駆動波形は、駆動源18に指令され、モータ等の駆動が制御される。
このとき、認識した位置ずれが設定された所定の許容値以上であった場合には(ステップS8でYES)、制御装置25はRT4フラグをONとする(ステップS10)。これにより、以降の部品吸着の際において、撮像カメラ20で撮像した後、認識制御回路28で算出された位置ずれをその撮像した電子部品Dについてリアルタイムで補正吸着できるようになる。認識した位置ずれが設定された所定の許容値以内である場合には(ステップS8でNO)、制御装置25はRT4フラグをOFFとする。
予定されたすべての吸着ノズル5で電子部品Dを取出したのち、装着ヘッド6はプリント基板Pの上空へ移動される。夫々の吸着ノズル5で保持された電子部品Dは、プリント基板Pの装着データで示される位置に装着される。尚、図5に示すのは矩形の電子部品Dが収納される例であるが、この場合は収納部50の穴形状も電子部品Dの外形に合わせた長方形である。撮像カメラ20において、テレセントリックレンズ21を介した撮像を行っているので画像の横方向の寸法は補正されない。一方、画像の縦方向(収納テープTの送り方向)の寸法は、斜め方向からの撮像であるため短く撮像されており、前記認識処理において寸法の補正が必要に応じて行われる。
また、撮像した電子部品Dの上面状態を認識しキズや欠けがあると判断された場合には、電子部品Dは吸着した後にプリント基板Pに装着することなく廃棄される。または、このような電子部品Dを吸着することなく、収納テープTを1ピッチ送って次の収納部50を部品供給位置に位置させてしまってもよい。電子部品Dの認識結果、寸法の違いや部品種を示すマーク、文字により装着データで指定されている電子部品Dと異なる電子部品Dと判断された場合には、制御装置25が、異常表示を図示しないモニタに異常表示を行い、装着運転を停止するようにしてもよい。このとき、装着ヘッド6の下面に環状に並んだ複数の吸着ノズル5群の中央部(即ち装着ヘッド6仮面の中央部)に円筒形状等棒状の照明を設置して、部品取出し位置を照明してもよい。
次に、上述と同一の部品供給ユニット8の次の電子部品Dを吸着ノズル5が取出す場合を想定する。この場合、部品取出しは2回目となるため(ステップS1でNO)、そのカウンタの値からRT3フラグはOFFとされる(ステップS3)。
次に、RT1フラグ、RT2フラグ及びRT4フラグがOFFであれば、制御装置25は全体のRTフラグをOFFと判断する(ステップS4でNO)。制御装置25は、装着ヘッド6が部品取出し位置に停止する前に吸着ノズル5を下降させる駆動波形を生成し、各駆動源にこの駆動波形を与える。このようにするのは、部品取出し位置が正確に部品供給位置に位置決めされた収納部50の中央位置と、吸着ノズル5との位置ずれは小さい可能性が高いためである。
具体的には、先ず、装着ヘッド6は部品取出し位置に向かい水平方向に移動を開始する(Sステップ12)。取出し回転位置の吸着ノズル5が部品取出し位置に移動する前に、吸着ノズル5が下降を開始する(ステップS13)。当該吸着ノズル5が、制御装置25の記憶部に記憶されている部品取出し位置(1回目の部品取出し時の撮像後補正されている。)に位置し、且つ装着ヘッド6が水平移動を停止してから、撮像カメラ20による撮像が行われる。つまり、吸着ノズル5が部品取出し位置で下降を行っている段階で、制御装置25は、撮像カメラ20に前記部品取出し位置の撮像をさせる。この撮像によって取得された画像データに基づいて、制御装置25は、認識制御回路28に認識された収納部50の部品取出し位置に対する位置ずれ分だけ修正して、現在の部品取出し位置を新たな部品取り出し位置に更新する。このようにして部品取出し位置が更新すると、制御装置25はこれを自身の記憶部に記憶する。収納部50の位置とは、通常その中心位置である。
尚、部品取出し位置は、前回の電子部品Dの取出し時の認識結果の位置ずれ分を補正したものを制御装置25の記憶部に記憶させ、その位置に装着ヘッド6を移動するよう制御してもよいが、その他の要因のオフセット位置を加味してもよい。例えば、部品供給ユニット8の収納テープTが備える送り孔Cbに噛み合う送り歯を周囲に有するスプロケットの回転位置により(送り孔Cbにかみ合う送り歯により)、収納部50の停止位置が変わる場合がある。この場合、そのオフセット値が回転角度等毎に記憶されているときに、制御装置25はそのオフセット値を加味して部品取出し位置を決定するようにしてもよい。
この間に吸着ノズル5は前回の部品取出し位置にて下降して、電子部品Dの取出しが行われる。このように、装着ヘッド6が移動停止する前に吸着ノズル5が下降を開始するため、電子部品Dを吸着する時間が短縮される。但し、位置ずれがあったとしても吸着ノズル5が電子部品Dを吸着する前に装着ヘッド6を補正移動させる時間が短すぎるため、制御装置25は補正移動を実行しない。もしも、この下降時間の間に補正できると判断できれば、補正移動を実行してもよい。装着ヘッド6を補正移動せずとも、前回の部品取出し位置からの位置ずれは小さいことが予測でき、通常であればこのまま電子部品Dを吸着しても吸着動作は問題なく安定した姿勢で行うことができる。
何らかの事情で、認識した部品取出し位置の収納部50に対する位置ずれが設定以上となった場合(ステップS15でYES)には、制御装置25はRT4フラグをONにする(S16)。RT4フラグをONにすれば、収納テープTの状態が悪い等の事情があったときに、次回の電子部品Dの取出し時に、その吸着しようとする電子部品Dについて位置ずれを修正した上で吸着させることができる。
また、その後、位置ずれが設定以下となって吸着が安定したときには(ステップS15でNO)、制御装置25はRT4フラグをOFFにする。これにより、他のRT1乃至RT3フラグがOFFであることを条件に、部品取出しを高速にする図9のフローチャートのステップS12以降の動作に移行することができる。
次に、図10のフローチャートに基づき、収納テープTの継目検出による認識処理に係る電子部品Dの取出しのための補正移動をするかどうかの判断(リアルタイム補正にするかの判定)処理について説明する。この場合には制御装置25内の記憶部に格納されるRT2フラグがON又はOFFとされ、このフラグの状態に応じて図9のフローチャートに基づく動作が実行される。
古い収納テープTに収納された電子部品Dが吸着ノズル5に順次吸着され、古い収納テープTの部品切れが近づく。このような場合、同一種類の電子部品Dを供給する新しい収納テープTの先端が、作業者により連結テープ108を用いて古い収納テープTの終端に連結される処理が行われる。これにより、部品切れで電子部品装着装置1の生産運転が停止することが回避でき、プリント基板Pへの電子部品装着の稼働率を上げることができる。
しかしながら、連結テープ108により新しい収納テープTを古い収納テープTに繋げる作業は手作業であるため、時として新しい収納テープTの収納部50の位置が古い収納テープTの収納部50の配置に対して位置ずれが生ずることがある。この場合には、収納部50の位置を認識した部品取出し位置に対する位置ずれが大きくなる。このため、前回の認識処理の結果による部品取出し位置での吸着ノズル5の下降をするのでなく、認識処理に係る電子部品D、即ち認識処理した収納部50に収納されている電子部品Dを取出す時に、認識処理にて得られた位置ずれ分だけ装着ヘッド6を移動させることが良い。このため、継目検出センサ102が連結テープ108を検出した場合、即ち継目を検出した場合(ステップS19でYES)、その後の当該収納テープTからの電子部品Dの吸着ノズル5による吸着(取出し)毎に、制御装置25は吸着回数をカウントする(ステップS20)。この回数のカウントが所定回数となると(ステップS21)、制御装置25はRT2フラグをONとする(ステップS22)。
即ち、次にこのRT2フラグがONとなった部品供給ユニット8から電子部品Dが取出される時には、図9のステップS5~S7の制御が行われることとなる。ステップS21での閾値となる所定回数は、例えば継目検出がされた後、連結テープ108が繋いでいる範囲の最初の収納部50より1つ前の収納部50から電子部品Dが取出されたときにカウントされる回数を設定しておけばよい。この設定回数は、制御装置25の記憶部に記憶されるようにすればよい。
次に、図9のフローチャートに基づく電子部品Dの取出しが実行される。この際、電子部品Dの吸着ごとに吸着回数がカウントされ(ステップS23)、所定回数のカウントが行われると(ステップS24でYES)、制御装置25はRT2フラグをOFFにする。これにより、当該部品供給ユニット8の次の部品取出しからは、より高速に取出し動作ができる図9のステップS12~S14の動作が実行される。このステップS24の所定回数は、例えば連結テープ108が繋いでいる範囲の最後の収納部50からの部品取出しをカウントしたときとすることができる。
継目部分の収納部50を認識処理する場合には、制御装置25はRT2フラグをONとする。これにより、認識処理の結果として得られた位置ずれ分だけ装着ヘッド6を補正移動させて、吸着ノズル5の下降により電子部品Dを吸着させることができる。
上述するように、電子部品Dの吸着回数のカウントによりRT2フラグがONとなる位置が選択されるが、少なくとも繋がれた新しい収納テープTの最初の収納部50から電子部品Dを取出す場合にはRT2フラグがONとするように、カウント値の閾値(所定設定回数)を設定記憶することが好ましい。これは、前後の収納テープTを繋ぐ場合にこれらがずれて繋がれた場合には、この収納テープT同士の境界部分のずれ(収納テープTの長手方向またはこれに直行する方向)が大きいからである。また、境界部分の前後の部分も、その位置ずれの影響を受け位置ずれが生じる。この前後部分を含めた、位置ずれの生じる虞がある部分を継目部分と考えることができる。これは、例えば連結テープ108が貼り付けられた範囲の部分としてもよいし、それより広い範囲や狭い範囲でもよい。
次に、図11のフローチャートに基づき、電子部品Dの吸着ミス率による認識処理に係る電子部品Dの取出しのための補正移動をするかどうかの判断処理について説明する。
電子部品Dが収納テープTの収納部50から取出される時に、電子部品Dの「無し」や、電子部品Dの吸着姿勢が異常(吸着ノズル5の下面に対する斜め吸着、または部品が立ち上がった状態での吸着)となる吸着ミスが発生することがある。この吸着ミスは、吸着ノズル5が電子部品Dの中央等の吸着すべき位置より隔たった位置を吸着する時に起こりやすい。吸着ミスの検出は主に吸着ミス検出センサ40によって行われるが、部品認識カメラ10の撮像画面から認識され判断されることもある。
電子部品Dの吸着ノズル5による取出しが実行され、吸着ミス検出センサ40または部品認識カメラ10による吸着ミスが検出される毎に、制御装置25はその回数をカウントする。そして制御装置25は、吸着ミスが発生していない部品吸着回数も含めた全吸着回数に対する、吸着ミスの回数の比率を、吸着ミス率として算出する(ステップS26)。この算出された吸着ミス率が設定された閾値以上となった場合(ステップS27でYES)、制御装置25は該当する部品供給ユニット8のRT1フラグをONとする(ステップS28)。この全吸着回数は、今回の取出しの直近までの所定の部品取出し回数分について算出されるようにすることが良い。RT1フラグがONとされた後に当該部品供給ユニット8からの部品取出しが行われる際には、図9のステップS5~S7の制御が行われることとなる。このようにして、部品取出し毎に吸着ミス率が更新され、設定より下回った場合(ステップS27でNO)には、制御装置25はRT1フラグをOFFにする(ステップS29)。
尚、吸着ミス率が設定以上でRT1フラグをONとした後において、算出された吸着ミス率がステップS27の判定閾値より小さな吸着ミス率となった場合に、制御装置25がRT1フラグをOFFとするようにしてもよい。また、撮像カメラ20が収納部50を撮像して認識処理が実行された結果、電子部品Dが収納部50に収納されていないと判断した場合には、この吸着ミスの部品取出し回数のカウントはしないことがよい。
本実施形態では、所定の条件が成立した場合にONになり、認識制御回路28の認識処理に係る電子部品Dの取出し時に認識処理された位置ずれ分だけ補正するよう制御装置25が制御することを判断するためのRTフラグとして、4つの種類を場合に応じて記憶することを説明した。これにRT5フラグを加えて、収納部50の寸法が電子部品Dに対して大きく、収納部50内での電子部品Dの位置が安定しない場合であって、部品認識カメラ10の撮像による電子部品Dの吸着ノズル5に対する位置ずれが大きいときに、制御装置25が前記RT5フラグをON又はOFFするようにしてもよい。
また、本実施形態では図9のフローチャートに示すように、撮像した収納部50の位置と部品取出し位置との比較をしている。収納部50を撮像している場合には、その中の電子部品Dも撮像していることから、この電子部品Dの画像の位置と部品取出し位置との位置ずれを算出して、図9と同様な制御を行ってもよい。
同一装着ヘッド6内のすべての吸着ノズル5が保持している電子部品Dが正常な電子部品Dと判断され、安定して吸着された電子部品Dは、装着ヘッド6の水平方向への移動により部品認識カメラ10の上に移動される。認識カメラ10により装着ヘッド6の複数の吸着ノズル5に保持されているすべての電子部品Dが、一括して撮像され装着ヘッド6に対する水平方向の位置認識がされる。正規の位置に対する位置ずれが存在する場合は、その位置ずれが補正された上で、プリント基板Pの装着すべき位置に吸着ノズル5に吸着された電子部品Dが順次装着される。
このとき、取出し回転位置にある吸着ノズル5に吸着された電子部品Dについては、装着の時点で撮像カメラ20がLED30の点灯において当該装着された電子部品Dを撮像し、プリント基板Pのパターン位置等との位置関係から正確な位置に装着されたかを、制御装置25が確認することができる。または、装着直前と直後の吸着ノズル5下方の部品取出し位置の撮像により、電子部品Dが確実に装着され、吸着ノズル5が電子部品Dを装着せずに保持したまま上昇していることがないか等を、制御装置25が判断することができる。
また、装着ヘッド6の取出し回転位置にある吸着ノズル5に吸着された電子部品Dをプリント基板Pに装着する際、前記装着データに示された装着すべきXY方向位置に吸着ノズル5を位置させるよう装着ヘッド6を移動させた後に停止させ、その位置に印刷されたクリーム半田を撮像カメラ20が撮像し、認識制御回路28で位置の認識をするようにしてもよい。図12に示されるような撮像画面の認識結果、クリーム半田の印刷パターン60の位置(重心位置等)が装着データの装着位置と異なっている場合には、その分装着ヘッド6をXY方向に補正移動させて吸着ノズル5を下降させてクリーム半田の位置に電子部品Dを装着するようにできる。このとき、XY方向への装着ヘッド6の補正移動と、吸着ノズル5の下降とは、並行して行えばよい。または、装着ヘッド6の補正移動をしてから、吸着ノズル5の下降をしてもよい。また、次の電子部品Dの装着位置への移動時に、装着ヘッド6を補正移動させるようにしてもよい。さらには、撮像した装着位置での補正移動はせずに、次の装着位置への移動時に認識した位置ずれ分だけ、装着ヘッド6を補正移動させることもできる。
また、装着ヘッド6の各吸着ノズル5の部品装着は、必ず取出し回転位置に回転して位置決めされてから、上記のように撮像カメラ20で撮像し、印刷パターン60の位置への装着ヘッド6の位置補正動作を実行してから部品装着がされるようにするのがよい。このとき、装着ヘッド6の各吸着ノズル5が電子部品Dを装着する順番は、回転体6Bを順次同一方向に吸着ノズル5の取付間隔分だけ回転させ、隣り合う吸着ノズル5が順番に取出し回転位置に位置決めされ、それぞれ部品装着をするようにすれば効率的である。このようにして、部品装着の生産性を維持して、部品装着時の装着精度を上げることができる。
また、装着時にクリーム半田の印刷位置を認識するのみでなく、図12に示されるプリント基板Pに形成されている電子部品Dの電極が接続されるべき配線パターン62自体の位置を認識処理して、同様に位置ずれがあった場合には補正して装着されるようにしてもよい。図12に示す印刷パターン60と配線パターン62とは、同じ装着位置に装着される矩形の抵抗やコンデンサ等の2つの電極がある電子部品Dの電極に合わせた位置に、一対で形成されている。クリーム半田の位置ずれをベースに補正を行うか、配線パターンの位置ずれをベースに補正を行うかは、設定で変えられるようにするか、或いは部品の種類毎に設定できるようにしてもよい。これは、クリーム半田上に電子部品Dを載せて所謂セルフアライメントの効果で電子部品Dの電極を配線パターンに接続する場合と、セルフアライメント効果が少なく配線パターンに位置合わせしたほうが確実に配線パターンと接続できる場合とがあるからである。
尚、装着ヘッド6自体が昇降せずに吸着ノズル5のみが昇降するので、撮像カメラ20は常に部品取出し位置を撮像することができる。しかし、装着ヘッド6が昇降する場合には、装着ヘッド6の所定の高さ位置にて部品取出し位置を撮像するように、LED30の点灯及び撮像素子22の露光タイミングを制御すればよい。
以上のように本発明の実施態様について説明したが、上述の説明に基づいて当業者にとって種々の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々の代替例、修正又は変形を包含するものである。
以上説明した本発明によれば、部品装着の生産性をなるべく落とすことなく、電子部品の取出しを確実に行うことができる電子部品装着装置を提供することができる。
Claims (7)
- 部品供給ユニット(8)が供給する電子部品を基板に装着する電子部品装着装置(1)であって、
前記部品供給ユニットが供給する電子部品を取出して基板に装着する保持具(5)を備え、水平方向に移動する装着ヘッド(6)と、
前記装着ヘッドに設けられ、前記部品供給ユニットの供給する部品を取出す部品取出し位置に前記保持具が位置しているときに、前記部品取出し位置を撮像する撮像カメラ(20)と、
前記撮像カメラの撮像した画像に基づいて、前記部品取出し位置と、前記部品供給ユニットにおいて部品が収納された収納部の位置または当該部品の前記収納部における位置との位置ずれを認識する認識部(28)と、
同一の部品供給ユニットの次の部品の取出し前の前記撮像カメラによる撮像によって前記認識部に認識された位置ずれ分だけ、前記部品取出し位置を補正して前記装着ヘッドを移動させるよう制御する制御部(25)と、
を備える電子部品装着装置。 - 前記制御部(25)は、前記認識部(28)が前記認識の処理に係る部品の取出し時に認識した位置ずれ分だけ補正した位置に、前記装着ヘッド(6)を移動させる制御を行うことを特徴とする請求項1に記載の電子部品装着装置。
- 前記保持具(5)は、前記装着ヘッド(6)に対して上下動可能に組み付けられており、
前記制御部(25)は、
前記保持具(5)が部品取出しのために前記装着ヘッド(6)に対して下降する前に、前記撮像カメラ(20)に前記部品取出し位置の撮像をさせ、
前記認識部(28)が前記位置ずれ認識する処理を行った後に、前記保持具(5)が下降するよう制御することを特徴とする請求項1または2に記載の電子部品装着装置。 - 前記制御部(25)は、前記認識(28)に認識された前記位置ずれの補正を前記認識の処理に係る部品の取出し時にしない場合には、前記保持具(5)が前記部品取出し位置で下降を開始している時に、前記撮像カメラ(20)に前記部品取出し位置の撮像をさせることを特徴とする請求項3に記載の電子部品装着装置。
- 所定の条件が成立した場合に、前記認識部(28)の前記認識の対象とされた部品の取出し時に、前記認識された位置ずれ分だけ補正するよう制御することを判断する判断部(40)をさらに備えることを特徴とする請求項2乃至4のいずれか1項に記載の電子部品装着装置。
- 前記保持具は、電子部品を真空吸着する吸着ノズル(5)であることを特徴とする請求項1乃至5のいずれか1項に記載の電子部品装着装置。
- 前記撮像カメラの撮像時に部品取出し位置を照明する照明ユニット(30)をさらに備えることを特徴とする請求項1乃至6のいずれか1項に記載の電子部品装着装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15785940.6A EP3125666B1 (en) | 2014-04-30 | 2015-04-08 | Electronic component mounting apparatus |
| CN201580020391.6A CN106233832B (zh) | 2014-04-30 | 2015-04-08 | 电子元件安装装置 |
| US15/305,122 US10420267B2 (en) | 2014-04-30 | 2015-04-08 | Electronic component mounting apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-093679 | 2014-04-30 | ||
| JP2014093679A JP6199798B2 (ja) | 2014-04-30 | 2014-04-30 | 電子部品装着装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015166776A1 true WO2015166776A1 (ja) | 2015-11-05 |
Family
ID=54358512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/061017 WO2015166776A1 (ja) | 2014-04-30 | 2015-04-08 | 電子部品装着装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10420267B2 (ja) |
| EP (1) | EP3125666B1 (ja) |
| JP (1) | JP6199798B2 (ja) |
| CN (1) | CN106233832B (ja) |
| WO (1) | WO2015166776A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111656884A (zh) * | 2018-03-13 | 2020-09-11 | 株式会社富士 | 安装装置、信息处理装置及安装方法 |
| TWI778126B (zh) * | 2017-10-02 | 2022-09-21 | 日商慧萌高新科技有限公司 | 晶片電子零組件的檢查挑選方法 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107409488B (zh) * | 2015-04-08 | 2019-11-15 | 株式会社富士 | 元件安装机的元件吸附率计算系统 |
| CN108353537B (zh) * | 2015-11-20 | 2019-11-01 | 株式会社富士 | 元件安装机的控制装置 |
| JP6828223B2 (ja) * | 2016-02-04 | 2021-02-10 | 株式会社Fuji | 実装装置 |
| JP6548040B2 (ja) * | 2016-09-06 | 2019-07-24 | パナソニックIpマネジメント株式会社 | 電子部品の実装方法及び実装装置 |
| JP7016817B2 (ja) * | 2017-02-07 | 2022-02-07 | ヤマハ発動機株式会社 | 部品実装装置 |
| CN110431932B (zh) * | 2017-03-22 | 2020-12-25 | 雅马哈发动机株式会社 | 元件安装机和吸嘴高度控制方法 |
| US10824137B2 (en) * | 2017-06-19 | 2020-11-03 | Panasonic Intellectual Property Management Co., Ltd. | Mounting board manufacturing system |
| DE102017116042B4 (de) * | 2017-07-17 | 2019-03-21 | Asm Assembly Systems Gmbh & Co. Kg | Verfahren und Bestückautomat zum Bestücken von Bauelementeträgern mit elektronischen Bauelementen |
| US11272651B2 (en) | 2017-09-28 | 2022-03-08 | Yamaha Hatsudoki Kabushiki Kaisha | Component mounting device, method of capturing image, and method of determining mounting sequence |
| CN111406448B (zh) * | 2017-12-19 | 2021-12-14 | 株式会社富士 | 安装装置、检测装置及检测方法 |
| JP6896943B2 (ja) * | 2018-07-24 | 2021-06-30 | 株式会社Fuji | 情報処理装置、作業システム、および決定方法 |
| EP3843519B1 (en) * | 2018-08-24 | 2023-09-06 | Fuji Corporation | Component mounting machine and component collection method |
| JP7076585B2 (ja) * | 2019-02-05 | 2022-05-27 | 株式会社Fuji | 許容値設定装置および許容値設定方法 |
| JP7535735B2 (ja) * | 2019-03-28 | 2024-08-19 | パナソニックIpマネジメント株式会社 | 生産データ作成装置および生産データ作成方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0645791A (ja) * | 1992-01-20 | 1994-02-18 | Tokico Ltd | 部品搭載装置 |
| JP2002050896A (ja) * | 2000-08-03 | 2002-02-15 | Sony Corp | 部品把持位置補正装置および補正方法 |
| JP2005340799A (ja) * | 2004-04-27 | 2005-12-08 | Hitachi High-Tech Instruments Co Ltd | 電子部品装着方法及び電子部品装着装置 |
| JP2007027213A (ja) * | 2005-07-12 | 2007-02-01 | Matsushita Electric Ind Co Ltd | 部品取り出し方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07115296A (ja) * | 1993-10-15 | 1995-05-02 | Sanyo Electric Co Ltd | 部品実装機の制御装置 |
| JPH11285925A (ja) * | 1998-04-06 | 1999-10-19 | Yamagata Casio Co Ltd | 部品搭載装置 |
| CN100438743C (zh) | 2001-10-16 | 2008-11-26 | 松下电器产业株式会社 | 运送带送带器和电子部件安装装置及电子部件输送方法 |
| US7533459B2 (en) | 2004-04-27 | 2009-05-19 | Hitachi High-Tech Instruments, Co., Ltd. | Electronic component mounting method and electronic component mounting apparatus |
| JP4450772B2 (ja) * | 2005-06-30 | 2010-04-14 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
| JP2009514234A (ja) * | 2005-10-31 | 2009-04-02 | サイバーオプティクス コーポレーション | 組み込み型半田ペースト検査を備える電子アセンブリマシン |
| JP4922014B2 (ja) * | 2007-02-28 | 2012-04-25 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
| JP4769232B2 (ja) * | 2007-06-19 | 2011-09-07 | ヤマハ発動機株式会社 | 実装機および部品吸着装置 |
| JP5715881B2 (ja) * | 2011-05-26 | 2015-05-13 | Juki株式会社 | 電子部品実装装置 |
-
2014
- 2014-04-30 JP JP2014093679A patent/JP6199798B2/ja active Active
-
2015
- 2015-04-08 US US15/305,122 patent/US10420267B2/en active Active
- 2015-04-08 EP EP15785940.6A patent/EP3125666B1/en active Active
- 2015-04-08 WO PCT/JP2015/061017 patent/WO2015166776A1/ja active Application Filing
- 2015-04-08 CN CN201580020391.6A patent/CN106233832B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0645791A (ja) * | 1992-01-20 | 1994-02-18 | Tokico Ltd | 部品搭載装置 |
| JP2002050896A (ja) * | 2000-08-03 | 2002-02-15 | Sony Corp | 部品把持位置補正装置および補正方法 |
| JP2005340799A (ja) * | 2004-04-27 | 2005-12-08 | Hitachi High-Tech Instruments Co Ltd | 電子部品装着方法及び電子部品装着装置 |
| JP2007027213A (ja) * | 2005-07-12 | 2007-02-01 | Matsushita Electric Ind Co Ltd | 部品取り出し方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3125666A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI778126B (zh) * | 2017-10-02 | 2022-09-21 | 日商慧萌高新科技有限公司 | 晶片電子零組件的檢查挑選方法 |
| CN111656884A (zh) * | 2018-03-13 | 2020-09-11 | 株式会社富士 | 安装装置、信息处理装置及安装方法 |
| CN111656884B (zh) * | 2018-03-13 | 2021-07-20 | 株式会社富士 | 安装装置、信息处理装置及安装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170049013A1 (en) | 2017-02-16 |
| EP3125666A1 (en) | 2017-02-01 |
| CN106233832A (zh) | 2016-12-14 |
| US10420267B2 (en) | 2019-09-17 |
| CN106233832B (zh) | 2019-06-14 |
| JP6199798B2 (ja) | 2017-09-20 |
| EP3125666B1 (en) | 2019-06-12 |
| EP3125666A4 (en) | 2017-03-29 |
| JP2015211187A (ja) | 2015-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015166776A1 (ja) | 電子部品装着装置 | |
| JP6309830B2 (ja) | 部品装着装置 | |
| JP6293454B2 (ja) | 電子部品装着装置 | |
| JP5434884B2 (ja) | 電子部品実装装置および電子部品実装方法 | |
| KR101615948B1 (ko) | 부품 장착 장치 | |
| CN107852849B (zh) | 元件安装机 | |
| JP6231791B2 (ja) | 実装装置 | |
| JP5075214B2 (ja) | 電子部品装着装置 | |
| JP5335109B2 (ja) | フィーダならびに電子部品装着装置および装着方法 | |
| JP2010199446A (ja) | 電子部品装着装置 | |
| JP5940243B2 (ja) | 電子部品装着装置及び電子部品装着方法 | |
| JP2005101586A (ja) | 電子部品実装機における電子部品の吸着位置補正装置 | |
| JP2005011950A (ja) | 表面実装機 | |
| JP5342374B2 (ja) | 電子部品装着装置 | |
| JP5471565B2 (ja) | 部品実装装置および部品実装方法 | |
| JP2009164276A (ja) | 部品実装装置における吸着位置補正方法 | |
| JP2017157653A (ja) | 部品実装装置および部品実装方法 | |
| JP2010157623A (ja) | 電子部品装着装置及び電子部品装着方法 | |
| JP5078507B2 (ja) | 電子部品装着方法および装置 | |
| JP6673902B2 (ja) | 部品実装機 | |
| EP3313162B1 (en) | Method for inspecting positioning of insert component, method for mounting insert component, device for inspecting positioning of insert component, and device for mounting insert component | |
| JP2017157654A (ja) | 部品実装装置および部品実装方法 | |
| JP6153376B2 (ja) | 電子部品装着装置 | |
| JP6318367B2 (ja) | 部品実装方法および部品実装装置 | |
| JP2012059735A (ja) | 部品実装方法、および、部品実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15785940 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15305122 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015785940 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015785940 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |