WO2015156373A1 - 切削インサート、刃先交換式切削工具のボデーおよび刃先交換式切削工具 - Google Patents
切削インサート、刃先交換式切削工具のボデーおよび刃先交換式切削工具 Download PDFInfo
- Publication number
- WO2015156373A1 WO2015156373A1 PCT/JP2015/061175 JP2015061175W WO2015156373A1 WO 2015156373 A1 WO2015156373 A1 WO 2015156373A1 JP 2015061175 W JP2015061175 W JP 2015061175W WO 2015156373 A1 WO2015156373 A1 WO 2015156373A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting
- cutting edge
- end surface
- cutting insert
- axis
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
Definitions
- FIG. 17 is a perspective view of a blade-tip-exchangeable cutting tool according to the second embodiment of the present invention on which the cutting insert of FIG. 11 is mounted.
- FIG. 18 is a side view of the cutting edge-exchangeable cutting tool of FIG.
- FIG. 19 is a front view of the blade-tip-exchangeable cutting tool shown in FIG.
- the shape that approximates the upper surface 20 to a polygon is a triangle.
- the upper surface 20 has three edge portions LP and three corner portions CP.
- the term “side edge” means an edge portion of the end surface extending between the corner portions, and more specifically, regarding the upper surface, a portion other than the curved portion of the corner portion of the edge portion of the upper surface.
- one cutting edge is formed for one side ridge and one corner.
- each side ridge has a curved portion, and the curved portion can be considered as a corner portion, and the shape of the upper surface 20 can be regarded as a substantially hexagonal shape.
- each side ridge portion is regarded as having a curved portion that is convex outward.
- the upper surface 20 is regarded as a substantially triangular shape.
- the main cutting edge 22 of the cutting insert 10 has a shape in which the center portion is convexly curved outward when viewed from above, so that the cutting insert 10 has an appropriate size.
- the locus around the axis A3 of each part of the main cutting edge 22 is approximated on the same cylindrical surface. Therefore, the cutting tool 100 provided with the cutting insert 10 of the first embodiment can process a wall having a high squareness on the workpiece.
- the side ridge portion LP from which the main cutting edge 22 extends includes the linear portions 22b and 22c, so that the side portions of the cutting insert intersect with the end surfaces (upper and lower surfaces) become the linear portions 22b and 22c. Therefore, it becomes easy to make the surface contact with the side wall surface 121 (121a, 121b) of the insert mounting seat 120 shown in FIG. 9 more firmly with a sufficient contact area. That is, when the side ridge portion includes the linear portions 22b and 22c, the side surface portion (contact surface) having the linear portions 22b and 22c at the edges can be substantially flat. For this reason, the side wall surfaces 121a and 121b (as contacted surfaces) of the corresponding insert mounting seats 120 can also be substantially flat.
- the portion acting as the cutting edge of the working main cutting edge 22 on the upper surface 20 overlaps the position of the opening of the nick 41 formed on the lower surface 30, so that the working cutting edge 30 ⁇ / b> E on the lower surface 30
- the portion that has not been cut can be cut by the action cutting edge 20E of the upper surface 20.
- the three cutting edges 30E regarding the lower surface 30 are non-rotationally symmetric with respect to the three cutting edges 20E regarding the upper surface 20 around the axis A2. That is, the cutting edge 20E has a shape different from that of the cutting edge 30E.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
本発明の切削インサート(10)は、直角肩削りに用いられることができる。この切削インサートは、コーナ部に延在する第2切れ刃部(21、21a)と、コーナ部(CP)間に延在する第1切れ刃部(22)とを備える。第1切れ刃部(22)は、側面視において、第1傾斜部(23a)と、該第1傾斜部と反対の傾斜方向で傾斜する第2傾斜部(23b)と、これらの間の凹底部(23c)とを備える。
Description
本発明は、切削インサート、ボデーおよびこれらを備えた刃先交換式切削工具に関する。特に、本発明は、直角肩削り加工に適用できる切削インサートおよび刃先交換式切削工具に関する。
従来、略円柱状のボデーの先端部外周に複数の切削インサートを装着する刃先交換式切削工具の種類の一つに、特許文献1が開示するような90°の壁面を加工するための(つまり直角肩削り用の)ものがある。特許文献1が開示する切削インサートは、その上面の基本形状が略三角形であり、両面使用可能に構成されている。上下面の各々における切れ刃は同一構成を有する。各切れ刃は、主切れ刃と、副切れ刃と、コーナ切れ刃と、補助切れ刃とを備える。平面視において、この切削インサートは、略三角形形状輪郭を有し、辺稜部とコーナ縁部とが交互につながる。副切れ刃とコーナ切れ刃とはコーナ縁部に延在し、主切れ刃と補助切れ刃とはコーナ縁部間の辺稜部に延在する。副切れ刃は、コーナ切れ刃から、切削インサートを2等分するべく上下面の間に延びるように定められる仮想の中間面に向けて傾斜する。主切れ刃は同コーナ切れ刃から反対側に同中間面に向けて傾斜し、さらに補助切れ刃につながる。補助切れ刃は、主切れ刃と同じように、主切れ刃と副切れ刃との間のコーナ切れ刃から離れるにしたがい、中間面に近づくように傾斜する。補助切れ刃の中間面に対する傾斜度合いは主切れ刃の傾斜度合いよりも小さく、補助切れ刃は中間面に平行であり得る。補助切れ刃は、このように関連する主切れ刃から延び、隣接するコーナ切れ刃に従属する副切れ刃に接続する。
特許文献1の切削インサートがボデーに取り付けられて切削に用いられるとき、作用切れ刃は、1つのコーナ切れ刃と、このコーナ切れ刃の一端から順に延びる主切れ刃および補助切れ刃と、同じコーナ切れ刃の他端から延びる副切れ刃とからなる。側面視で、作用主切れ刃および作用補助切れ刃は、作用コーナ切れ刃から離れるに従い中間面に近づくように、延在する。作用補助切れ刃は、作用切れ刃でない隣の切れ刃の副切れ刃につながる。副切れ刃は、側面視で、同一切れ刃におけるコーナ切れ刃から離れるに従い中間面に近づくように傾斜し、その長さは主切れ刃の長さよりも明らかに短い。したがって、側面視において、副切れ刃の中間面に対する傾斜角は、主切れ刃の中間面に対する傾斜角よりもはるかに大きい。よって、作用切れ刃の作用補助切れ刃と、非作用切れ刃の副切れ刃との接続部での傾斜方向の交代は急激となる。したがって、切削工具において、1つの切れ刃が作用しているとき、作用補助切れ刃に接続する、非作用副切れ刃は作用切れ刃で生じた切りくずの流出を妨げる向きに延びる。これにより切りくずは非作用副切れ刃によって切削工具の基端側へ進むのが妨げられ、先端付近に滞留しやすくなる。その結果、工具と被加工物との間に切りくずが挟まったり、切りくずが被加工物の表面を傷つけたりする場合がある。
さらに、切り込み量を多くして主切れ刃のほぼ全体を使用して切削を行うときがある。この場合、特許文献1の切削インサートを用いた切削工具では、特に作用主切れ刃の傾斜に応じて被加工物にそれをすくい上げる方向に力が加わってしまう場合がある。よって、被加工物をよりしっかりと保持することが必要である。
そこで、本発明は、上記の事情の少なくとも1つに鑑みて創案された切削インサート、該切削インサートが着脱自在に取り付けられる工具ボデー、およびその切削インサートが着脱自在に取り付けられる刃先交換式切削工具を提供することを目的とする。
本発明の一態様によれば、
略多角形形状の第1の端面と、その第1の端面に対向する第2の端面と、第1の端面と第2の端面とをつなぐ周側面と、第1の端面と周側面との交差部に形成された少なくとも1つの切れ刃とを備える切削インサートであって、
切れ刃は第1切れ刃部と、その第1切れ刃部につながる第2切れ刃部とを備え、
第1の端面についての切削インサートの端面視において、第2切れ刃部は第1の端面の互いに対して隣り合う2つのコーナ部のうちの第1コーナ部に位置し、第1切れ刃部は第1コーナ部から隣りの第2コーナ部に向けて延びる第1の端面の辺稜部に延在し、
第1の端面と第2の端面との間を通って周側面を通過する中間面を定めるとき、切削インサートの側面視において、第1切れ刃部は、該中間面に向けて凹形状に構成されていて、第1コーナ部側の第1傾斜部と、中間面に対する該第1傾斜部の傾斜方向に対して反対の傾斜方向を有して第1傾斜部に対して第2コーナ部側に位置する第2傾斜部と、第1傾斜部と第2傾斜部とをつなぐ凹底部とを備える、
切削インサートが提供される。
略多角形形状の第1の端面と、その第1の端面に対向する第2の端面と、第1の端面と第2の端面とをつなぐ周側面と、第1の端面と周側面との交差部に形成された少なくとも1つの切れ刃とを備える切削インサートであって、
切れ刃は第1切れ刃部と、その第1切れ刃部につながる第2切れ刃部とを備え、
第1の端面についての切削インサートの端面視において、第2切れ刃部は第1の端面の互いに対して隣り合う2つのコーナ部のうちの第1コーナ部に位置し、第1切れ刃部は第1コーナ部から隣りの第2コーナ部に向けて延びる第1の端面の辺稜部に延在し、
第1の端面と第2の端面との間を通って周側面を通過する中間面を定めるとき、切削インサートの側面視において、第1切れ刃部は、該中間面に向けて凹形状に構成されていて、第1コーナ部側の第1傾斜部と、中間面に対する該第1傾斜部の傾斜方向に対して反対の傾斜方向を有して第1傾斜部に対して第2コーナ部側に位置する第2傾斜部と、第1傾斜部と第2傾斜部とをつなぐ凹底部とを備える、
切削インサートが提供される。
本発明の一態様の切削インサートによれば、第1切れ刃部は、側面視において、第1傾斜部と、該第1傾斜部と反対の傾斜方向で傾斜する第2傾斜部と、これらの間の凹底部とを備える。したがって、特許文献1の切削インサートに比べて、第1切れ刃部の切削により生じる切りくずが流出し易くなり、切りくずが工具と被加工物との間に挟まる等の問題を抑制できる。さらに、第1傾斜部と第2傾斜部との傾斜方向が逆であるので、切削加工中に被加工物が浮き上がる力を抑制することができ、よって被加工物の挙動または姿勢をより安定させることができる。また、この切削インサートでは、第2切れ刃部から第1切れ刃部にかけて、特に、その第1切れ刃部のより広い範囲を、さらに好ましくはその全体を作用切れ刃として用いることが可能になる。
好ましくは、第1の端面についての切削インサートの端面視において、第1切れ刃部は少なくとも部分的に外方に向けて凸に湾曲する。
前記第1切れ刃部が延在する辺稜部の2つのコーナ部間の中央からその両側に該辺稜部の長さの10%以下の範囲を定めるとき、該範囲内に、前記凹底部は最底部を有するとよい。
前記切削インサートの端面視において、前記辺稜部は、隣り合う2つのコーナ部間でほぼ鏡像対称に形成されているとよい。
前記切削インサートの端面視において、前記第1切れ刃部は、その両端部側に少なくとも一つずつ直線状部分を備えるとよい。
好ましくは、前記第1の端面には、該第1の端面の切れ刃の数に応じた数の凹部が形成されている。各凹部は該第1の端面の関連する切れ刃の前記第1切れ刃部の凹底部近傍に設けられているとよい。
上記切削インサートは、前記第1の端面と前記周側面との交差部に複数の切れ刃を備え、前記第2の端面と前記周側面との交差部に複数の切れ刃を備えてよい。この場合、前記第1の端面と前記第2の端面とを貫通するように延びる第1軸線を定めるとき、前記第1の端面に関する前記複数の切れ刃は該軸線に関して回転対称であり、該第1軸線に直交すると共に前記周側面を貫通するように延びる第2軸線を定めるとき、該第2軸線は前記中間面に含まれ、前記第2の端面に関する前記複数の切れ刃は、該第2軸線周りに、前記第1の端面に関する前記複数の切れ刃と回転対称であるとよい。
好ましくは、前記周側面は、前記第1切れ刃部に関して1つまたは複数の溝をさらに備える。これにより、切りくずを細分化して、切りくずの流出を円滑に改善することができる。よって、第1切れ刃部の中央部に加わる応力を緩和することができる。これらの溝の各々は前記第1の端面に開口部を有するとよい。前記溝のうちの少なくとも1つは、前記凹底部において前記第1切れ刃部と交差するとよい。好ましくは、前記溝は、前記凹底部のうちの最底部において、前記第1切れ刃部と交差する。前記第1の端面と前記第2の端面とを貫通するように延びる第1軸線を定めるとき、前記溝の各々は前記第1軸線に略平行に延在してもよい。このような溝を備える場合、第2の端面に関する複数の切れ刃は、上記第2軸線周りに、第1の端面に関する複数の切れ刃と非回転対称であるとよい。好ましくは、前記第1端面の端面視と前記第2端面の端面視とを重ねたとき、前記溝は、互いに対して重ならない。
前記第1の端面が第1当接面を有し、かつ、第2の端面が第2当接面を有する場合、該第1当接面に該第1の端面の切れ刃の数に応じた数の凹部が形成されていて、各凹部は該第1の端面の関連する切れ刃の前記第1切れ刃部の凹底部近傍に設けられ、該第2当接面に該第2の端面の切れ刃の数に応じた数の凹部が形成されていて、各凹部は該第2の端面の関連する切れ刃の前記第1切れ刃部の凹底部近傍に設けられているとよい。
前記第1の端面は略三角形状または略四角形形状であることができる。この場合、切削インサートは直角肩削りに適するように設計されるとよい。
本発明は、上記切削インサートを取り付けるためのインサート取り付け座を備える、刃先交換式切削工具のボデーにも存する。さらに、本発明は、少なくとも1つのインサート取付座を備えた工具ボデーを備えた刃先交換式切削工具であって、上記切削インサートが、該インサート取付座に着脱自在に取り付けられる、刃先交換式切削工具にも存する。この切削工具では、前記工具ボデーは略円筒状であり、インサート取付座は、切削インサートが取り付けられるとき、第1の端面または第2の端面が当接する底壁面を備えるとき、前記インサート取付座の底壁面に対向する方向から見るとき、前記切削インサートは、使用される前記第1切れ刃部が前記工具ボデーの回転軸線に対してほぼ平行になるように取り付けられるとよい。
以下、本発明の実施形態を、図面を用いて説明する。まず、本発明の第1実施形態について説明する。
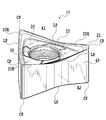
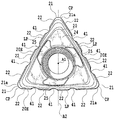
本発明の第1実施形態に係る切削インサート10は図1から図5に示される。切削インサート10は、直角肩削り用に形成されている。切削インサート10は、2つの対向する端面20、30と、これら2つの端面20、30をつなぐ周側面40とを備える。説明をわかりやすくするため、以降では、便宜的に、図1で上側を向いている一方の端面20を上面20と、他方の端面30を下面30と呼ぶ。なお、2つの端面20、30のうちのいずれか一方が本発明の第1の端面に相当し、残りの端面が本発明の第2の端面に相当する。
上面20を多角形に近似した形状は三角形である。上面20には、3つの辺稜部LPと3つのコーナ部CPとがある。ここで、用語「辺稜部」は、コーナ部間に延びる端面の縁部分を意味し、より具体的には上面に関していうと、上面の縁部のうちのコーナ部の曲線部分以外の部分をいう。実質的に、1つの辺稜部と1つのコーナ部とに関して、1つの切れ刃が形成される。なお、後述するように各辺稜部には曲線状部分があり、この曲線状部分をコーナ部として考えて上面20の形状を略六角形として捉えることもできる。しかしながら、以下の説明では便宜的に各辺稜部は概ね外方に凸の曲線状部分を有するとみなす。そして、上面20は略三角形であるとみなす。
下面30も上面20同様に多角形に近似した形状は三角形である。それ故、下面30に、3つの辺稜部と3つのコーナ部とがあり、実質的に1つの辺稜部と1つのコーナ部とに関して1つの切れ刃が形成される。なお、下面30においても上面20と同様に各辺稜部は外方に凸の曲線状部分を有するとみなされる。
切削インサート10は、上面20と下面30とに開く貫通孔50を備える。上面20は貫通孔50の中心軸線A1に対して120°回転対称な形状になっている。下面30も上面20と同じく、貫通孔50の中心軸線A1に対して120°回転対称な形状になっている。
切削インサート10はいわゆるネガティブタイプの切削インサートである。よって、側面に正または負の逃げ角が特段付与されていない。さらに、上面20と下面30とは逆さまにしても同じ形状になっている。すなわち、切削インサート10を上面20に対向する側から見た図3(上面視または端面視)は、切削インサート10を下面30に対向する側から見た図5(下面視または端面視)と同じである。よって、切削インサート10は、軸線A1に直交すると共に周側面40を貫通するように定められる軸線A2周りに、180°回転対称である。ただし、図1では、3つの対称軸のうちの1つの対称軸が代表して軸線A2として示されている。
切削インサート10は、上面側の3つの切れ刃20Eと、下面側の3つの切れ刃30Eとを備える。切れ刃20Eは上面20と周側面40との交差部に形成される。切れ刃30Eは下面30と周側面40との交差部に形成される。上記説明から明らかなように、これら切れ刃20E、30Eは同一形状を有する。したがって、切削インサート10は両面使用可能な切削インサートであり、割出可能であり、6回使用可能である。各切れ刃は、関連する端面の一部がすくい面として機能するように形成され、関連する周側面の側面部分が逃げ面として機能するように形成されている。
各切れ刃に関して考えると、周側面40は、各切れ刃に対する部分を有し、大きく3つに分けられ得る。上面20側の切れ刃20Eに着目すると、周側面40は3つの側面群に分けられ得、同様に、下面30側の切れ刃30Eに着目すると、周側面40は3つの側面群に分けられ得る。
切れ刃20E、30Eの各々は、主切れ刃、副切れ刃およびこれらをつなぐコーナ切れ刃を備える。以下、詳細に説明する。
上面20および下面30の各辺稜部LPには主切れ刃22が形成され、上面20および下面30の各コーナ部CPにはコーナ切れ刃21が形成される。言い換えると、コーナ切れ刃21は上面20または下面30のコーナ部CPの曲線部分に形成され、主切れ刃22は隣り合う2つのコーナ切れ刃21同士をつなぐ辺稜部LPに、特にここではその全体に形成される。なお「主切れ刃」とは、切れ刃のうち切削加工時に加工の主な部分を担う部位である。この実施形態の切削インサート10では、切削加工時に辺稜部LPのほぼ全体を主切れ刃とすることができる。
さらに、各コーナ部CPには、コーナ切れ刃21に加えて、副切れ刃21aが形成されている。ここでは、副切れ刃21aは、コーナ部CPに形成されている。しかし、副切れ刃21aは、コーナ部にその一部がありかつ該コーナ部を超えて辺稜部に延びていてもよく、あるいはその全体が辺稜部に位置してもよい。
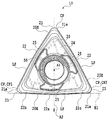
ここで、1つの切れ刃について説明する。ただし、上面側の3つの切れ刃20Eは同一形状であり、かつ、下面側の3つの切れ刃30Eはそれぞれ上面側の切れ刃20Eと同じ形状を有するので、以下では、上面20側の1つの切れ刃20Eに関して詳細に説明する。なお、本第1実施形態の切削インサートでは、主切れ刃22は、本発明における第1切れ刃部に対応し、コーナ切れ刃および副切れ刃は本発明における第2切れ刃部に対応する。具体的には、切削インサート10をボデーに取り付けたときに、コーナ部のうち壁面と直交する底面を切削する部分が副切れ刃となるが、この副切れ刃は、図3に示す上面視でコーナ部に位置する。つまり、切削インサート10における図3の上面視で、下方に位置する切れ刃20Eに着目すると、第2切れ刃部をなすコーナ切れ刃21および副切れ刃21aは上面20の互いに対して隣り合う2つのコーナ部CPのうちの一方の第1コーナ部CP1に位置し、第1切れ刃部としての主切れ刃22はこの第1コーナ部CP1から隣りの第2コーナ部CP2に向けて延びる上面20の辺稜部LPに延在する。なお、副切れ刃がコーナ部に延在しない場合、本発明の第2切れ刃部に副切れ刃は含まれない。
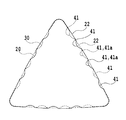
図3に示すように、上面視でそれぞれの主切れ刃22を見るとき、主切れ刃22は外方に向けて凸に湾曲している部分を有する。具体的には、主切れ刃22が概ね延在する辺稜部LPは、上面視で、切削インサート10の外方に向かって凸に湾曲する曲線状部分22aと、第1および第2直線状部分22b、22cとを備える。これら直線状部分22b、22cは曲線状部分22aを間に挟んでその両側に連続する。また、1つの切れ刃20Eにおける主切れ刃22は、隣りの切れ刃20Eの副切れ刃21aに連続するようにコーナ部間の辺稜部の概ね全体に亘って延在する。
図3の切削インサート10の上面視において、各辺稜部LPは(軸線A2に重なる)仮想線Sに対して鏡像対称な形状になっている。2つの直線状部分22b、22cの端部のうち、曲線状部分22aから離れた側の端部同士を結んだ直線を弦(図3では、この弦の延長線がE1として示されている)とすると、仮想線Sは、この弦に直角であり、かつその弦の中央を通る線である。なお、図5では、仮想線Sに相当する下面30側の仮想線Tが表されている。
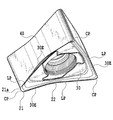
図4に示すように、切削インサート10の側面視(図1の軸線A2に沿った方向から切削インサートをみた図)で、上面20側の主切れ刃22を見るとき、主切れ刃22は下面30に向かって凹むように湾曲する。特に、切削インサート10では、その側面視で、主切れ刃22は、全体的に1つの滑らかな凹曲線を描くように凹湾曲する。図4において、主切れ刃22は、同一切れ刃20Eにおけるコーナ切れ刃21につながる第1傾斜部23aと、隣りの切れ刃20Eにつながる第2傾斜部23bと、これら第1および第2傾斜部間にこれらをつなぐように延在する凹底部(ここでは湾曲部分)23cとを備える。湾曲部分23の最下点、すなわち湾曲部分23が最も下面30に近づく箇所(つまり最底部)は、各辺稜部の中央付近にある。しかし、厳密には、主切れ刃22の側面視で、最底部は、同一切れ刃におけるコーナ切れ刃側に、主切れ刃22の中央からずらされている。より詳しく説明すると、本実施形態の切削インサート10においては、隣り合う2つのコーナ部CP1、CP2間の中央から、その2つのコーナ部の間にある辺稜部LPの長さの6%分だけ左側のコーナ部(上記第1コーナ部)CP1に寄った場所に、凹底部23cの最底部が配置される。なお、この辺稜部LPの長さとは、貫通孔の中心軸線に直交する平面上で定められるとよい。したがって、中心軸線A1と軸線A2とを含む平面(不図示)を定めたとき、凹底部23cの最底部はこの平面上から、第1コーナ部CP1側にずれている。
主切れ刃22および辺稜部LPにおいて、上面視での第1直線状部分22bは側面視での第1傾斜部23aに対応し、上面視での第2直線状部分22cは側面視での第2傾斜部23bに対応し、上面視での曲線状部分22aは側面視での凹底部23cに対応する。しかし、これらは互いに対して完全に一致しているわけではない。
ここで、切削インサート10において軸線A1に直交すると共に周側面40を貫通するように延びる面を中間面Mとして定義する。なお、中間面Mは、ここでは、切削インサート10を2等分するように定められていて、軸線A2を含む。切れ刃20Eの主切れ刃22は、切削インサート10の上面視で両脇が直線状でかつ中央部で最も外方に凸であるように湾曲し、その側面視で両脇の各々の端部から中間面Mに向けて傾斜して凹底部23cで最も中間面Mに近づくように、構成されている。つまり、主切れ刃22は、側面視において、中間面Mに向けて凹形状に構成されている。したがって、切削インサート10の側面視において、第1傾斜部23aは同一切れ刃20Eにおけるコーナ切れ刃21から離れるに従い、中間面Mに近づくように傾斜する。同様に、第2傾斜部23bは隣りの切れ刃20Eにおける副切れ刃21aから離れるに従い、中間面Mに近づくように傾斜する。しかし、側面視において、第1傾斜部23aの中間面Mに対する傾斜方向は、第2傾斜部23bの中間面Mに対する傾斜方向と逆である。よって、図4において、第1傾斜部23aの中間面Mに対する傾斜を角度αで表すとき角度αは基準面から時計回りに測られ、第2傾斜部23bの中間面Mに対する傾斜を角度βで表すとき角度βは基準面から反時計回りに測られる。図4に示されるように、角度αの大きさは、角度βの大きさよりもわずかに大きいように定められているが、同一であっても、逆であってもよい。また、図4の側面視において、ここでは、第1および第2傾斜部23a、23bはそれぞれ、中間面Mに対して、一定の傾斜角を有している。しかし、第1傾斜部23aはそれがつながるコーナ切れ刃21から離れるしたがい中間面Mに対する傾斜角度が小さくなるように傾斜してもよく、また第2傾斜部23bはそれがつながる副切れ刃21aから離れるしたがい中間面Mに対する傾斜角度が小さくなるように傾斜してもよい。図4の側面視において、第1および第2傾斜部23a、23bのいずれか一方のみが、中間面Mに対して、一定の傾斜角を有してもよい。
副切れ刃21aは、切削インサート10の側面視において、同一切れ刃におけるコーナ切れ刃21から離れるに従い、中間面Mに近づくように傾斜する。
上面20には後述するボデーの壁面に当接することができるように構成された当接面24を有する。当接面24は、貫通孔50の周囲に延在している。上面20の切れ刃20Eは、当接面24よりも高い位置にある。すなわち、上面20の切れ刃20Eの各部分(コーナ切れ刃21、主切れ刃22または副切れ刃21a)から下面30または中間面Mまでの距離は当接面24の各部分から下面30または中間面Mまでの距離よりも長い。下面30においても当接面34が形成されていて、この当接面34と切れ刃30Eとの関係も、当接面24と切れ刃20Eとの関係と同様である。
図3に示すように、上面20には、下面30の切れ刃が作用切れ刃とされるときに、ボデーに形成されるインサート取付座の底壁面に当接する当接面24が形成される。当接面24は3つの凹部25を備える。凹部25の数は切れ刃20Eの数に一致する。各凹部25は、関連する切れ刃20Eの主切れ刃22における図4の凹底部23cの近傍に配置されている。したがって、図3の下方の主切れ刃22aの近くに位置する凹部25は上記仮想線Sと交差する。特に、各凹部25は、凹底部23cの中でも上記最底部に関して形成され、(図3において切れ刃に略直交する方向での)最底部の内側に延在する。なお、凹部25と切れ刃20Eとの間には、すくい面に相当する部分が延在する。
下面30においても、上面20と同様に、当接面34が形成されている。当接面34には、3つの凹部35が設けられている。当接面34と切れ刃30Eとの関係は当接面24と切れ刃20Eとの関係と同様である。また、凹部35は凹部25と同じ形状を有し、凹部25と同様に切れ刃30Eの主切れ刃に対して設けられる。
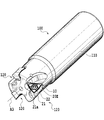
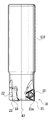
次に、上述した切削インサート10が着脱自在に装着される刃先交換式切削工具について説明する。本第1実施形態の刃先交換式切削工具100は、上述した切削インサート10と、略円筒状の工具ボデー110と、を備える。なお、切削工具100は主として直角肩削り加工に適するように構成されている。
ボデー110は先端部から基端部に延びる軸線A3を有する。ボデー110の先端部には切削インサート10を取り付けるためのインサート取付座120が周方向において等間隔に3つ形成されている。
インサート取付座120は、2つの側壁面121(121a、121b)と、これらに交差するように、特にここでは略直角に延在する底壁面122とを備える。切削インサート10がインサート取付座120に取り付けられるとき、切削インサート10の周側面の側面部分が側壁面121に当接し、上面20または下面30が底壁面122に当接する。
インサート取付座120では、切削インサート10は1つの主切れ刃22の全体がボデー110の外周側に位置するように載置される。厳密には、刃先交換式切削工具100をその回転軸線A3を中心に回転させたとき、主切れ刃22全体の回転軌跡が回転軸線と概ね平行な円筒面を描くような姿勢で切削インサート10はインサート取付座120に載置される。そのため、1つのインサート取付座120の底壁面122に対向する方向から切削工具100を見るとき、切削インサート10は、使用される主切れ刃(作用主切れ刃)が工具ボデー110の回転軸線A3に対してほぼ平行になるように取り付けられる。また、切削インサート10の周側面40の側面部分が被加工物の表面と接触することを防ぐため、切削インサート10は刃先交換式切削工具100の回転方向前方側に傾斜して載置される。すなわちネガティブタイプの切削インサート10の逃げ面に、各種の正の逃げ角が付与されるように、切削インサート10は、刃先交換式切削工具100のボデー110に取り付けられる。
次に、本実施形態の切削インサート10およびそれが着脱自在に取り付けられた切削工具100が奏する作用と効果について説明する。
切削工具100は、軸線A3周りに回転されて、被加工物に対して動かされる。これにより、直角肩削り加工を行うことができる。軸線A3は切削工具の被加工物に対する相対回転軸である。切削工具100が固定され、被加工物が回転されてもよい。
図4に示す切削インサート10の側面視において、主切れ刃22は凹湾曲した形状を有し、上面20から下面30へと向かって凹む湾曲部分23cを備える。なおかつ、その湾曲部分23cの側面視での最下部つまり凹底部が辺稜部の中央付近にある。したがって、切りくずの流出ないしは排出を好適に促すことができる。
ここで、特許文献1に記載の切削インサートと、本第1実施形態の切削インサート10とを比較する。特許文献1の切削インサートでは、上で述べたように、作用主切れ刃の延長上に、作用切れ刃でない切れ刃の副切れ刃が延在する。この従来の副切れ刃は、作用切れ刃からの切りくずの流れを妨げる向きに延在し(つまり中間面に対して大きな立ち上がり角度を有し)、その副切れ刃に連なるすくい面部分も同様にその流れを妨げるように働き得る。したがって、切りくずの流出方向は非作用副切れ刃およびその周囲により切削工具の先端側に向けられ、切りくずが工具と被加工物との間に挟まったり、被加工物の表面を傷つけたりすることが生じ得る。しかしながら、本実施形態の切削インサート10では主切れ刃は、それ自体が側面視で滑らかにかつ緩やかに凹湾曲するので、特に、第2傾斜部23bの立ち上がり角(角度βに相当)が小さく第2傾斜部23bが凹底部23cから緩やかに立ち上がるので、切りくずは滑らかに切削工具の軸線A3に沿った方向において基端側に向かわせられることが可能になる。よって、切削インサート10および切削工具100によれば、切りくずの流出抵抗を減らし、びびり等の振動発生を抑制し、かつ、被加工面の精度を高めることができる。
このような切りくずの流出を確実にするように、第1傾斜部23aの中間面Mに対する傾斜を角度αおよび第2傾斜部23bの中間面Mに対する傾斜を角度βは、大きさにおいて、大きな角度差を有しないとよい。例えば、角度αの大きさと、角度βの大きさとの間の差は、10°以下であるとよい。また、角度αの大きさは20°以下であるとよく、角度βの大きさも20°以下であるとよい。
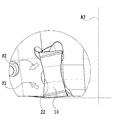
さらに、上記切削工具100では、切削加工時、特に被加工物への切り込みが大きいとき、被加工物を押し上げる方向の第1力のみならず、被加工物を押し下げる方向の第2力を適度に生じさせることができる。図10に図7の切削工具の先端部の一部を示す。図10では、被加工物は省略されているが、主切れ刃22のうちの第1傾斜部23aのみならず、凹底部23cおよび第2直線状部分22cも、被加工物の加工に用いられている場合の、第1力F1と第2力F2とがそれらの相対的な方向のみに着目して模式的に表されている。切削インサート10および切削工具100によれば、切削工具の先端側を向いた成分を含む第2力F2により、第1力F1の切削工具の基端側を向いた力(の成分)を緩和できるので、切削時に被加工物を浮き上がらせる力を抑制できる。よって、切削インサート10および切削工具100によれば、被加工物の保持力を従来ほど要求されないという効果が奏され得る。
主切れ刃22は図4の側面視で凹湾曲した形状を有するが、主切れ刃22が延在する辺稜部が上面視または端面視で曲線状部分22aを備えることで、切削工具100は直角度の高い壁面を加工することができる。例えば、上面視で主切れ刃が単一の直線のみで構成されている切削インサートが、プラスまたはマイナスのアキシャルレーキでボデーに装着された場合、主切れ刃の中央部分が描く軸線A3周りの軌跡が主切れ刃の端部が描く同軌跡の内側に入ってしまう。そのため、加工された壁面はその中央部分が手前に盛り上がったような形状となる。しかしながら、本第1実施形態の切削インサート10の主切れ刃22は、上面視したとき、その中央部が外方に向かって凸に湾曲する形状であるため、切削インサート10が適切な大きさのアキシャルレーキでボデー110に装着されると主切れ刃22の各部の軸線A3周りの軌跡が同一円筒面上に近似される。そのため、第1実施形態の切削インサート10を備えた切削工具100では被加工物に直角度の高い壁面を加工できる。
ここで、上面20の切れ刃20Eを作用切れ刃とする場合をまず考える。主切れ刃22は側面視で凹底部23cを有して凹湾曲する。したがって、切削工具100による切削により、側面視における切れ刃形状に対応する、V字に折れ曲がった断面形状の切りくずが生成される。一方、切れ刃20Eは、全体的に当接面24よりも高い位置(中間面Mから離れた位置)にある。そのため、V字状の切りくずは当接面24上に至り易い。しかし、切削インサート10では、主切れ刃の略中央部分の近傍に凹部25が設けられているので、その切りくずのV形状の中央部分は凹部25の底部に擦過し、切りくずの両端部が当接面24に接触する前に切りくずは切削インサート10から離れ易い。このため、当接面24が切りくずにより擦過されることは抑制され、当接面24の損傷は防がれる。したがって、切削インサート10において平坦である当接面24は、ほぼ平坦な状態が維持される。このことにより、上面20側の切れ刃20Eを使用した後に下面30側の切れ刃30Eを使用するとき、上面20の当接面24をインサート取付座120の底壁面122に十分にしっかりと当接させることができる。同様に、下面30の切れ刃30Eを使用した後、上面20の切れ刃20Eを使用する場合にも、当接面34がきれいなので、切削インサート10はインサート取付座により安定的に装着される。なお、凹部25および凹部35は切削インサートの取付の安定性を確保するという観点から、切りくずが強く擦過する範囲を考慮した必要最小限度の大きさであることが好ましい。つまり、当接面24および当接面34はその大きさが小さいほど切削インサートの取付安定性が低下することから、凹部25および凹部35は切りくずを当接面24および当接面34に擦過させない効果が生じる最小限の大きさであることが好ましい。
また、主切れ刃22が延びる辺稜部LPが直線状部分22b、22cを備えることで、切削インサートの側面部分は、端面(上下面)との交差部が直線状部分22b、22cとなる。したがって、図9に示すインサート取付座120の側壁面121(121a、121b)に、十分な接触面積でよりしっかりと面接触させることが容易になる。すなわち辺稜部が直線状部分22b、22cを備えることで、その直線状部分22b、22cを縁部に有する側面部分(当接面)を略平面とすることができる。このため、対応するインサート取付座120の(被当接面としての)側壁面121a、121bも略平面とすることができる。インサート取付座120の壁面を複雑な曲面形状として形成する必要がないため、インサート取付座120の壁面を、切削インサート10の形状に高精度で合うように形成することが容易に可能となる。これにより、より好適に、切削インサートの当接面としての側面部分をインサート取付座の被当接面に面接触させることが容易になる。このことにより、切削インサート10の取付け安定性が向上する。
切削インサート10は切れ刃20E、30Eを合計で六つ有し、6回の使用が可能である。切削インサート10は周側面40が貫通孔50の中心軸線A1に概ね平行であるように構成されていて、上下を逆さまにしても同じ形状の切れ刃を使用できる、いわゆるネガティブタイプの切削インサートである。このため、切削インサート10は、上面20に加えて下面30にも切れ刃が形成され、経済的である。
また、上で述べたように、上面視したときおよび下面視したときのそれらの各辺稜部が鏡像対称な形状となることで、単純な形状の通常の金型で、切削インサート10を製造することが可能になり、製造コストが低減する。すなわち、両面に切れ刃が形成される通常のネガティブタイプの切削インサートとして製造することが可能となる。
以上、本発明の第1実施形態について説明したが、種々の変更が可能である。例えば、上述した切削インサート10はネガティブタイプであったが、逃げ面相当部分が貫通孔の中心軸線に直交すると共に切れ刃を通る平面に対して鋭角をなすように構成されても、つまりポジティブタイプであっても構わない。また上下面の両方に切れ刃を形成し、かつ側面の上下面付近のみポジティブタイプとされ、側面全体としては凹面形状とされても構わない。
さらに、上記切削インサートでは、すくい面となる端面部分は正のすくい角を有するように形成された(図1、図2、および図4参照)。しかし、各端面に、各種凸部や凹部がさらに設けられてもよい。
上述した実施形態では上面および下面の基本形状は三角形であったが、四角形等の別の多角形であってもよい。上記切削インサート10のように上下面の基本形状が三角形であったり四角形であったりする場合、切削インサートは、上述のごとく、切りくずの排出が重要になる直角肩削り加工に適するように設計され得る。その場合には上記効果が一層有効に機能する。
上述した実施形態では主切れ刃が延在する辺稜部は上面視において曲線状部分と直線状部分とで構成されていたが、曲線状部分だけで構成されていても構わない。また、工具軸線周りの主切れ刃全体の軌跡が同一円筒面上に近似される限り、主切れ刃または辺稜部に直線状部分が3つ以上あっても構わない。
上述した実施形態では凹底部23cの最底部は、隣り合う2つのコーナ部間の中央から、その2つのコーナ部の間にある辺稜部の長さの6%分片側にずれた位置にあった。しかし、隣り合う2つのコーナ部間の中央を基点として左右に辺稜部の長さの10%以下の範囲を定め、その範囲内に凹底部23cの最底部が配置されれば十分な効果が生じる。つまり、凹底部23cの最底部は二つのコーナ部間の中央から最大で辺稜部の長さの10%まで左右のいずれかの方向にずれることができる。
上述した実施形態では上面および下面の辺稜部はそれぞれ上面視および下面視で鏡像対称な形状であったが、それに限定されない。直角肩削り加工用の切削工具の場合、主切れ刃全体の軌跡が同一円筒面上に近似されればよい。
凹部25、35は、片面にのみ切れ刃が形成されている切削インサートにも適用されることができる。例えば上面20側にのみ切れ刃20Eが形成されている場合、上記のごとく凹部25を設けることで、切りくずが切削インサートから離れることを促すことができる。したがって、切りくずの擦過により上面20が傷つくことを抑制することができる。これは、上面20側の未使用の切れ刃を良好な状態に保つことに寄与する。
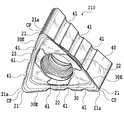
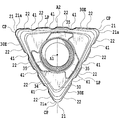
次に、本発明の第2実施形態について説明する。第2実施形態の切削インサート210は第1実施形態の上記切削インサートに所謂ニックをさらに設けた構成を備える。第2実施形態の切削工具400は、第2実施形態の切削インサートのその特徴部分に対応して、上記第1実施形態の切削工具と相違点を有する。そこで、以下では、それら相違点に関して説明して、既に説明した構成に相当する構成には既に用いた符号を付し、それらの説明を省略する。
周側面40には複数の溝41が設けられている。これら溝は、所謂「ニック」であり、以下では「ニック」と称される。
各ニック41は、貫通孔50の軸線A1に概ね平行に延び、上下面20、30のそれぞれに開く。ニック41の構成部分はその他の側面部分よりも切削インサート100の内側に引っ込んでおり、切れ刃としては機能しない。なお、第1実施形態の切削インサートとの関係から、上記切削インサート10にニックをさらに設けたように記述しているが、本発明は、切削インサートの作成時に、例えば切れ刃と同時期にニックを形成した切削インサートを包含することに留意されるべきである。
上面20側の切れ刃20Eに関して3つのニック41が周側面40に形成されている。3つのニックのうちの中央のニック41は、主切れ刃の側面視での上記最底部を含むように位置付けられている。
側面視したとき(つまり図15において)、ニック41は主切れ刃22に関して左右対称に配置されていない。本第2実施形態では、ニック41は、上面20側の切れ刃20Eの主切れ刃22において同切れ刃20Eの中でコーナ切れ刃21寄りに形成される。ニック41がこのように形成されることで上面20側から見たニック41の位置と下面30側から見たニックの位置と、が重なることなくずれる。したがって、後述するように切削インサート210をボデーに装着して加工した際に削り残しが生じない。このことを、図を用いて説明する。
図16の実線は切削インサート210を上面20側から見たその外郭形状を示し(図13参照)、破線は切削インサート210を下面30側から見たその外殻形状を示している(図14参照)。図16から理解できるように、切削時、作用切れ刃のうち、ニック41が形成された箇所は本来切れ刃として機能せず、ニック41に対応する部分は削り残しとなる。しかし、切削インサート10においては、複数のニック41が、軸線A2に沿った方向からみた切削インサート10の側面視(図15参照)において、左右対称な位置に配置されないように形成されている。そのため、上面20に形成されたニック41の開口部の位置に下面30の主切れ刃22の切れ刃として作用する部分が重なる。すなわち、上面20の切れ刃20Eを作用切れ刃とする切削インサート210を、下面30の切れ刃30Eを作用切れ刃とする切削インサート210と一緒に用いることで、上面20の切れ刃20Eによって切削されなかった箇所を下面30の切れ刃30Eが切削することができる。また図16から明らかなように、下面30に形成されたニック41の開口部の位置に上面20の作用主切れ刃22の切れ刃として作用する部分が重なるので、下面30の作用切れ刃30Eによって切削されなかった箇所は上面20の作用切れ刃20Eによって切削されることが可能になる。このように、切削インサートでは、その上面視とその下面視とを重ねたとき、ニックが互いに対して重ならないように、複数のニック41は形成されている。したがって、下面30に関する3つの切れ刃30Eは、軸線A2周りに、上面20に関する3つの切れ刃20Eと非回転対称である。つまり、切れ刃20Eは、切れ刃30Eと異なる形状を有する。
凹底部23cの最下点(つまり最底部)Pは、側面視における一方のコーナから他方のコーナまでの長さL(軸線A1に直交する平面に沿った長さ)の中央を基点として、その左右両側に長さLの10%に相当する長さ分、好ましくは8%に相当する長さ分、さらに好ましくは6%の長さに相当する長さ分だけ離れた位置を限度とする領域R内に収まるとよい。つまり、中心が二つのコーナの中間に位置し、大きさが長さLの20%、好ましくは16%である領域R内のどこかの場所に凹底部23cの最下点Pが配置されるとよい。領域Rのより好ましい大きさは長さLの12%である。なお、第1実施形態での説明から明らかなように、「最下点P」とは側面視したときに見える上面20もしくは下面30の辺稜部のうち、最も中間面Mに近づいている点をいう。なお、この凹底部の最底部の存在可能領域は、第1実施形態においても適用される。
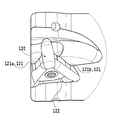
次に、上述した切削インサート210を装着する刃先交換式切削工具について説明する。図17から図19に示すように、本第2実施形態の刃先交換式切削工具400は、上述した切削インサート210と、略円筒状のボデー410と、を備える。ボデー410の先端部の外周には切削インサート210を取り付けるためのインサート取付座420が4つ形成されている。4つのインサート取付座420に載置される4つの切削インサート210のうちの2つの切削インサート210aは上面20がすくい面となるように(回転方向前方を向くように)載置され、残りの2つの切削インサート210bは下面30がすくい面となるように載置される。切削インサート210aと切削インサート210bとは交互に配置される。このようにすることで、上面20の作用切れ刃20Eの回転軌跡と、下面30の作用切れ刃30Eの回転軌跡とが重なり、ニック41によって切削されない箇所を切れ刃20Eと切れ刃30Eとが互いに切削し合うので、削り残しを作ることなく切削できるようになる。刃先交換式切削工具400の回転軸線A3を中心とした径方向について、切削インサート10は刃先交換式切削工具400の中心側(軸線A3側)に向かうにつれ、回転方向前方側に傾斜して装着される。このように装着されることで、切削インサート10の周側面40が被加工物の表面と接触するまたはそれに干渉することを防ぐことができる。すなわちネガティブタイプの切削インサート210を適切な正の逃げ角で刃先交換式切削工具400のボデー410へ載置することができる。
切削インサート210の上面側の切れ刃20Eの主切れ刃22のように上面20側から下面30側に向かって下向きに凹むように湾曲し、なおかつその最下点(最底部)Pの位置(図15参照)が2つのコーナ部のほぼ中央にあるような場合、主切れ刃22のうちの第1傾斜部23aから流出する切りくずの流出方向および主切れ刃22のうちの第2傾斜部23bから流出する切りくずの流出方向は、それぞれ切れ刃の最下点Pの方向に向く。それ故、互いに切りくずが干渉して切りくずの流れが悪くなる可能性がある。つまり、切りくずは主切れ刃の両端部側で最下点Pの方向に集まるようにカールしながら生成され、ある程度切りくずが成長すると切りくずの流れが悪くなり、同時に切れ刃の最下点P付近に加わる応力も高くなる可能性がある。そこで、このような現象が生じることを抑制するように、切削インサート210においてはニック41が形成されている。さらに、コーナ部CP間の1つの辺稜部LPに関して3つのニック41が設けられているが、そのうちの中央の1本のニック41a(図15参照)は辺稜部の最下点Pを含むような位置に形成されている。したがって、切りくずが細分化され、細分化された切りくずは互いの流出を妨げることがほぼなくなる。特に切削加工中に最も応力が集中しやすい辺稜部の最下点Pを跨いでニック41aが形成されているので、その部分は切削に関与することがなく、大きな応力が生じることが無くなる。
上述した実施形態では主切れ刃の凹底部23cは他方の端面に向かって凹むように湾曲する形状であったが、中間面Mに略平行に形成されてもよい。凹底部をそのように略平行に形成する場合は、凹底部の50%以上が領域R内に含まれるようにされるとよい。
前述した実施形態では本発明をある程度の具体性をもって説明したが、本発明はこれらに限定されない。本発明については、請求の範囲に記載された発明の精神や範囲から離れることなしに、さまざまな改変や変更が可能であることは理解されなければならない。すなわち、本発明には、請求の範囲によって規定される本発明の思想に包含されるあらゆる変形例や応用例、均等物が含まれる。
Claims (15)
- 略多角形形状の第1の端面(20)と、該第1の端面に対向する第2の端面(30)と、該第1の端面と該第2の端面とをつなぐ周側面(40)と、前記第1の端面と前記周側面との交差部に形成された少なくとも1つの切れ刃(20E)とを備える切削インサートであって、
前記切れ刃は、第1切れ刃部(22)と、該第1切れ刃部につながる第2切れ刃部(21、21a)とを備え、
該第1の端面についての前記切削インサートの端面視において、該第2切れ刃部は前記第1の端面の互いに対して隣り合う2つのコーナ部(CP)のうちの第1コーナ部に位置し、前記第1切れ刃部は該第1コーナ部から隣りの第2コーナ部に向けて延びる該第1の端面の辺稜部(LP)に延在し、
前記第1の端面と前記第2の端面との間を通って前記周側面を通過する中間面(M)を定めるとき、前記切削インサートの側面視において、前記第1切れ刃部(22)は、前記中間面に向けて凹形状に構成されていて、前記第1コーナ部側の第1傾斜部(23a)と、前記中間面に対する該第1傾斜部の傾斜方向に対して反対の傾斜方向を有して該第1傾斜部に対して前記第2コーナ部側に位置する第2傾斜部(23b)と、該第1傾斜部と該第2傾斜部とをつなぐ凹底部(23c)とを備える、
切削インサート(10、210)。 - 前記第1の端面についての前記切削インサートの前記端面視において、前記第1切れ刃部(22)は少なくとも部分的に外方に向けて凸に湾曲する、請求項1に記載の切削インサート。
- 前記第1切れ刃部が延在する前記辺稜部の前記2つのコーナ部間の中央からその両側に該辺稜部の長さの10%以下の範囲を定めるとき、該範囲内に、前記凹底部(23c)は最底部を有する、請求項1に記載の切削インサート。
- 前記切削インサートの前記端面視において、前記辺稜部(LP)は、隣り合う前記2つのコーナ部間でほぼ鏡像対称に形成されている、請求項1または2に記載の切削インサート。
- 前記切削インサートの前記端面視において、前記第1切れ刃部(22)は、その両端部側に少なくとも一つずつ直線状部分を備える、請求項1から3のいずれか一項に記載の切削インサート。
- 前記第1の端面(20)には、該第1の端面の切れ刃(20E)の数に応じた数の凹部(25)が形成されていて、各凹部(25)は該第1の端面(20)の関連する切れ刃(20E)の前記第1切れ刃部(22)の凹底部(23c)近傍に設けられている、
請求項1から4のいずれか一項に記載の切削インサート。 - 前記第1の端面と前記周側面との交差部に複数の切れ刃(20E)を備え、
前記第2の端面と前記周側面との交差部に複数の切れ刃(30E)を備え、
前記第1の端面と前記第2の端面とを貫通するように延びる第1軸線(A1)を定めるとき、
前記第1の端面に関する前記複数の切れ刃は該第1軸線に関して回転対称であり、
該第1軸線に直交すると共に前記周側面を貫通するように延びる第2軸線を定めるとき、該第2軸線は前記中間面に含まれ、前記第2の端面に関する前記複数の切れ刃は、該第2軸線(A2)周りに、前記第1の端面に関する前記複数の切れ刃と回転対称である、
請求項1から6のいずれかに記載の切削インサート。 - 前記周側面は、前記第1切れ刃部に関して1つまたは複数の溝(41)をさらに備え、該溝の各々は前記第1の端面に開口部を有し、
前記溝のうちの少なくとも1つは、前記凹底部において前記第1切れ刃部と交差する、
請求項1から7のいずれか一項に記載の切削インサート。 - 前記溝は、前記凹底部のうちの最底部において、前記第1切れ刃部と交差する、
請求項8に記載の切削インサート。 - 前記周側面は、前記第1切れ刃部に関して1つまたは複数の溝(41)をさらに備え、該溝の各々は前記第1の端面に開口部を有し、
前記第1の端面と前記第2の端面とを貫通するように延びる第1軸線(A1)を定めるとき、前記溝の各々は前記第1軸線に略平行に延在し、
前記溝のうちの少なくとも1つは、前記凹底部において前記第1切れ刃部と交差する、
請求項1から6のいずれか一項に記載の切削インサート。 - 前記溝は、前記凹底部のうちの最底部において、前記第1切れ刃部と交差する、
請求項10に記載の切削インサート。 - 前記第1の端面と前記周側面との交差部に複数の切れ刃(20E)を備え、
前記第2の端面と前記周側面との交差部に複数の切れ刃(30E)を備え、
前記第1の端面と前記第2の端面とを貫通するように延びる第1軸線(A1)を定めるとき、
前記第1の端面に関する前記複数の切れ刃は該第1軸線に関して回転対称であり、
該第1軸線に直交すると共に前記周側面を貫通するように延びる第2軸線(A2)を定めるとき、該第2軸線は前記中間面に含まれ、前記第2の端面に関する前記複数の切れ刃は、該第2軸線周りに、前記第1の端面に関する前記複数の切れ刃と非回転対称である、
請求項10または11に記載の切削インサート。 - 前記第1端面(20)の端面視と前記第2端面(30)の端面視とを重ねたとき、
前記溝(41)は、互いに対して重ならない、
請求項12に記載の切削インサート。 - 請求項1から13のいずれか一項に記載の切削インサートを着脱自在に取り付けるためのインサート取付座(120)を備える、刃先交換式切削工具のボデー。
- 少なくとも1つのインサート取付座を備えた工具ボデー(110、410)を備えた刃先交換式切削工具(100、400)であって、
請求項1から13のいずれか一項に記載の切削インサートが、該インサート取付座に着脱自在に取り付けられる、刃先交換式切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016512781A JP6025089B2 (ja) | 2014-04-11 | 2015-04-09 | 切削インサート、刃先交換式切削工具のボデーおよび刃先交換式切削工具 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-081568 | 2014-04-11 | ||
| JP2014081568 | 2014-04-11 | ||
| JP2014087158 | 2014-04-21 | ||
| JP2014-087158 | 2014-04-21 | ||
| JP2014-236758 | 2014-11-21 | ||
| JP2014236758 | 2014-11-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015156373A1 true WO2015156373A1 (ja) | 2015-10-15 |
Family
ID=54287945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/061175 WO2015156373A1 (ja) | 2014-04-11 | 2015-04-09 | 切削インサート、刃先交換式切削工具のボデーおよび刃先交換式切削工具 |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP6025089B2 (ja) |
| WO (1) | WO2015156373A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017202509A1 (de) * | 2016-05-23 | 2017-11-30 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Schneidplatte für ein fräswerkzeug und fräswerkzeug |
| WO2018003684A1 (ja) * | 2016-06-27 | 2018-01-04 | 三菱日立ツール株式会社 | 切削インサート及び刃先交換式回転切削工具 |
| WO2018061227A1 (ja) | 2016-09-27 | 2018-04-05 | 株式会社タンガロイ | 切削インサートおよび切削工具 |
| EP3315234A1 (en) * | 2016-10-25 | 2018-05-02 | Pramet Tools, S.R.O. | Metal cutting insert for milling |
| CN109158678A (zh) * | 2018-08-23 | 2019-01-08 | 赣州澳克泰工具技术有限公司 | 一种用于直角铣削加工的刀片及包含该刀片的刀具 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9140478B2 (en) | 2012-05-21 | 2015-09-22 | Whirlpool Corporation | Synchronous temperature rate control for refrigeration with reduced energy consumption |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4318644A (en) * | 1980-07-07 | 1982-03-09 | Gte Products Corporation | Cutting insert |
| JPH07290304A (ja) * | 1992-08-10 | 1995-11-07 | Valenite Inc | 少量送り少量深さでの研削のためのインサート |
| JPH11512347A (ja) * | 1995-09-18 | 1999-10-26 | イスカー・リミテツド | フライス削り用インサート |
| WO2008038805A1 (fr) * | 2006-09-29 | 2008-04-03 | Kyocera Corporation | Insert de découpe, outil de découpe l'utilisant, et procédé de découpe |
| WO2013001907A1 (ja) * | 2011-06-30 | 2013-01-03 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| US20130039705A1 (en) * | 2011-08-10 | 2013-02-14 | Tdy Industries, Inc. | Cutting inserts and cutting tool systems having sinusoidal and helical cutting edges |
-
2015
- 2015-04-09 JP JP2016512781A patent/JP6025089B2/ja active Active
- 2015-04-09 WO PCT/JP2015/061175 patent/WO2015156373A1/ja active Application Filing
-
2016
- 2016-10-05 JP JP2016197095A patent/JP6137738B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4318644A (en) * | 1980-07-07 | 1982-03-09 | Gte Products Corporation | Cutting insert |
| JPH07290304A (ja) * | 1992-08-10 | 1995-11-07 | Valenite Inc | 少量送り少量深さでの研削のためのインサート |
| JPH11512347A (ja) * | 1995-09-18 | 1999-10-26 | イスカー・リミテツド | フライス削り用インサート |
| WO2008038805A1 (fr) * | 2006-09-29 | 2008-04-03 | Kyocera Corporation | Insert de découpe, outil de découpe l'utilisant, et procédé de découpe |
| WO2013001907A1 (ja) * | 2011-06-30 | 2013-01-03 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| US20130039705A1 (en) * | 2011-08-10 | 2013-02-14 | Tdy Industries, Inc. | Cutting inserts and cutting tool systems having sinusoidal and helical cutting edges |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017202509A1 (de) * | 2016-05-23 | 2017-11-30 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Schneidplatte für ein fräswerkzeug und fräswerkzeug |
| US10744576B2 (en) | 2016-05-23 | 2020-08-18 | Hartmetall-Werkzeugfabrik Paul Hom GmbH | Cutting insert for a milling tool and milling tool |
| CN109414768A (zh) * | 2016-05-23 | 2019-03-01 | 硬质金属工具厂保罗霍恩有限公司 | 用于铣削刀具的切削刀片及铣削刀具 |
| WO2018003684A1 (ja) * | 2016-06-27 | 2018-01-04 | 三菱日立ツール株式会社 | 切削インサート及び刃先交換式回転切削工具 |
| US11123810B2 (en) | 2016-06-27 | 2021-09-21 | Moldino Tool Engineering, Ltd. | Cutting insert and indexable rotary cutting tool |
| KR20190005238A (ko) * | 2016-06-27 | 2019-01-15 | 미츠비시 히타치 쓰루 가부시키가이샤 | 절삭 인서트 및 날끝 교환식 회전 절삭 공구 |
| KR101959189B1 (ko) | 2016-06-27 | 2019-03-15 | 미츠비시 히타치 쓰루 가부시키가이샤 | 절삭 인서트 및 날끝 교환식 회전 절삭 공구 |
| US10343226B2 (en) | 2016-09-27 | 2019-07-09 | Tungaloy Corporation | Cutting insert and cutting tool |
| WO2018061227A1 (ja) | 2016-09-27 | 2018-04-05 | 株式会社タンガロイ | 切削インサートおよび切削工具 |
| EP3315234A1 (en) * | 2016-10-25 | 2018-05-02 | Pramet Tools, S.R.O. | Metal cutting insert for milling |
| CN109843489A (zh) * | 2016-10-25 | 2019-06-04 | 普拉米特工具制造公司 | 用于铣削的金属切削刀片 |
| RU2744132C2 (ru) * | 2016-10-25 | 2021-03-02 | Прамет Тулз, С.Р.О. | Металлорежущая пластина для фрезерования |
| WO2018077507A1 (en) * | 2016-10-25 | 2018-05-03 | Pramet Tools, S.R.O. | Metal cutting insert for milling |
| US11285549B2 (en) | 2016-10-25 | 2022-03-29 | Pramet Tools, S.R.O. | Metal cutting insert for milling |
| CN109158678A (zh) * | 2018-08-23 | 2019-01-08 | 赣州澳克泰工具技术有限公司 | 一种用于直角铣削加工的刀片及包含该刀片的刀具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6025089B2 (ja) | 2016-11-16 |
| JP6137738B2 (ja) | 2017-05-31 |
| JP2016221681A (ja) | 2016-12-28 |
| JPWO2015156373A1 (ja) | 2017-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6137738B2 (ja) | 切削インサート、刃先交換式切削工具のボデーおよび刃先交換式切削工具 | |
| US10029317B2 (en) | Cutting insert and cutting edge replaceable rotary cutting tool | |
| JP4578577B2 (ja) | 切削インサート、切削工具、およびそれらを用いる切削方法 | |
| JP6241636B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP6132178B2 (ja) | 切削インサートおよび切削工具 | |
| JP5522253B2 (ja) | 刃先交換式切削工具 | |
| JP6365701B2 (ja) | 切削インサート及び刃先交換式切削工具 | |
| JP5227342B2 (ja) | 切削インサートおよび切削工具、並びに切削方法 | |
| US9370833B2 (en) | Cutting insert and indexable rotary cutting tool | |
| JP4876977B2 (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP6197958B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP4983351B2 (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP2017159440A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| WO2015137508A1 (ja) | 切削インサート、工具ボデーおよび切削工具 | |
| JP2007098506A (ja) | スローアウェイチップ及びスローアウェイ式エンドミル | |
| JP5779831B2 (ja) | 縦型刃先交換式切削インサートとフライスカッタ | |
| WO2017150541A1 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP6423346B2 (ja) | 刃先交換式ドリルのボデーおよびドリル | |
| JP6292425B2 (ja) | 刃先交換式回転切削工具 | |
| JP2006088332A (ja) | スローアウェイチップおよびスローアウェイ式切削工具 | |
| JP2006015419A (ja) | ボールエンドミル | |
| JP6179879B1 (ja) | 切削インサートおよび切削工具 | |
| JP2010149234A (ja) | 切削インサートおよび切削工具ならびにそれらを用いた切削方法 | |
| JP2016032860A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP2017104981A (ja) | 切削インサートおよび切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15776662 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016512781 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15776662 Country of ref document: EP Kind code of ref document: A1 |