WO2015115212A1 - 粘着剤組成物およびそれを用いた粘着シート - Google Patents
粘着剤組成物およびそれを用いた粘着シート Download PDFInfo
- Publication number
- WO2015115212A1 WO2015115212A1 PCT/JP2015/051122 JP2015051122W WO2015115212A1 WO 2015115212 A1 WO2015115212 A1 WO 2015115212A1 JP 2015051122 W JP2015051122 W JP 2015051122W WO 2015115212 A1 WO2015115212 A1 WO 2015115212A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- sensitive adhesive
- epoxy resin
- resin
- adherend
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/38—Epoxy compounds containing three or more epoxy groups together with di-epoxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/72—Cured, e.g. vulcanised, cross-linked
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G77/00—Macromolecular compounds obtained by reactions forming a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon in the main chain of the macromolecule
- C08G77/04—Polysiloxanes
- C08G77/14—Polysiloxanes containing silicon bound to oxygen-containing groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/28—Presence of paper
- C09J2400/286—Presence of paper in the pretreated surface to be joined
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
Definitions
- the present invention relates to a pressure-sensitive adhesive composition. More specifically, the present invention can bond metals, metals and organic materials, organic materials and organic materials, and has excellent storage stability and excellent adhesion even in a high-temperature hot water environment.
- the present invention relates to a pressure-sensitive adhesive composition that can maintain strength, and a pressure-sensitive adhesive sheet using the same.
- thermosetting resin such as an epoxy resin
- the epoxy adhesive has a high mechanical strength of the cured resin itself but is inferior in toughness.
- the epoxy adhesive is used for an aircraft, an automobile or the like, a decrease in adhesive strength due to brittle fracture becomes a problem. There is a case.
- attempts have been made to add flexibility to the epoxy adhesive by adding a thermoplastic resin or the like to the epoxy resin (for example, Japanese Patent Application Laid-Open No. 2003-82034).
- the present inventors have excellent storage stability and high-temperature hydrothermal environment by adding an epoxy-modified silicone resin and a specific acrylic resin to the epoxy resin. It was found that a pressure-sensitive adhesive composition capable of maintaining excellent adhesive strength can be realized even below. The present invention is based on this finding.
- an object of the present invention is to provide a pressure-sensitive adhesive capable of bonding metals to each other, a metal to an organic material, an organic material to an organic material, excellent storage stability, and excellent adhesive strength even in a high-temperature hot water environment. It is to provide a composition.
- Another object of the present invention is to provide a pressure-sensitive adhesive sheet using the pressure-sensitive adhesive composition as described above.
- the pressure-sensitive adhesive composition according to the present invention is a pressure-sensitive adhesive composition comprising an epoxy resin, an epoxy-modified silicone resin, an acrylic resin, and a curing agent,
- the epoxy resin comprises a bisphenol type bifunctional epoxy resin and a trifunctional or higher functional epoxy resin
- the acrylic resin comprises a methyl methacrylate-butyl acrylate-methyl methacrylate binary copolymer or a modified product thereof.
- the bisphenol type bifunctional epoxy resin is a bisphenol type epoxy resin that is liquid at room temperature or a bisphenol type epoxy resin that is solid at room temperature and has a glass transition temperature in the range of 50 to 150 ° C. It may consist of a seed bisphenol type epoxy resin.
- the trifunctional or higher functional epoxy resin may be a tetrafunctional epoxy resin having a bis (aminophenyl) methane skeleton.
- the pressure-sensitive adhesive composition may further contain a silane coupling agent.
- the curing agent may be a dicyandiamide curing agent.
- the curing agent may contain a dicyanamide curing agent and a cyanate curing agent.
- the bisphenol type bifunctional epoxy resin and the trifunctional or higher functional epoxy resin may be contained in a ratio of 75:65 to 115: 65 on a mass basis.
- the epoxy resin is 58.3 to 86.5 parts by mass
- the epoxy-modified silicone resin is 8.3 to 28.8 parts by mass
- the acrylic resin is 3.9 to 16. 6 parts by mass may be included.
- the pressure-sensitive adhesive sheet according to another aspect of the present invention is a pressure-sensitive adhesive sheet obtained by laminating a first release paper, a pressure-sensitive adhesive layer, and a second release paper in this order, and the pressure-sensitive adhesive layer is the pressure-sensitive adhesive. It comprises a composition.
- the adhesive layer may further include a core material, and the adhesive may be impregnated with the adhesive material.
- An adhesion method is a method of adhering the first adherend and the second adherend using the pressure-sensitive adhesive sheet, From the pressure-sensitive adhesive sheet, the first release paper and the second release paper are peeled and removed to expose the pressure-sensitive adhesive layer, Sandwiching the adhesive layer between the first adherend and the second adherend, temporarily fixing the first adherend and the second adherend, The adhesive layer is cured by heating to bond the first adherend and the second adherend.
- a bonded body obtained by the above bonding method is also provided.
- the pressure-sensitive adhesive composition according to the present invention is excellent in storage stability because an epoxy-modified silicone resin and a specific acrylic resin are added to the epoxy resin in addition to using two specific epoxy resins. Excellent adhesive strength can be maintained even in a high temperature hot water environment.
- 10 is a graph showing the temperature dependence of the storage elastic modulus (E ′) of the pressure-sensitive adhesive of Comparative Example 8.
- 6 is a graph showing the temperature dependence of the loss tangent (tan ⁇ ) of the pressure-sensitive adhesive of Example 2.
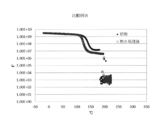
- 10 is a graph showing the temperature dependence of the loss tangent (tan ⁇ ) of the pressure-sensitive adhesive of Comparative Example 8.
- the pressure-sensitive adhesive composition according to the present invention contains an epoxy resin, an epoxy-modified silicone resin, an acrylic resin, and a curing agent as essential components.
- an epoxy resin an epoxy-modified silicone resin
- an acrylic resin an acrylic resin
- a curing agent a curing agent
- the epoxy resin used in the pressure-sensitive adhesive composition according to the present invention includes a bisphenol type bifunctional epoxy resin and a trifunctional or higher functional epoxy resin.
- a rigid epoxy resin having a bisphenol skeleton and a polyfunctional epoxy resin By including a rigid epoxy resin having a bisphenol skeleton and a polyfunctional epoxy resin, the heat resistance of the cured pressure-sensitive adhesive composition can be improved.
- bisphenol type bifunctional epoxy resin known bisphenol type epoxy resins such as bisphenol A type epoxy resin and bisphenol F type epoxy resin can be used, and bisphenol A type epoxy resin is preferable.
- the above-mentioned bisphenol A type epoxy resin may be liquid at room temperature or solid at room temperature depending on the number of repeating units of the bisphenol skeleton.
- a bisphenol A type epoxy resin having a main chain of 0 to 1 is liquid at normal temperature
- a bisphenol A type epoxy resin having a main chain of 2 to 10 is solid at normal temperature.
- Such a relatively low molecular weight bisphenol A type epoxy resin has crystallinity, and even a solid one that is crystallized at room temperature rapidly melts and changes to a low-viscosity liquid when the temperature reaches the melting point or higher. Therefore, in the step of joining the adherends, the pressure-sensitive adhesive adheres to the adherend by heating and solidifies by solidifying the adherend, whereby the adhesive strength can be increased.
- such a relatively low molecular weight bisphenol A type epoxy resin has a high crosslink density, and therefore has high mechanical strength, good chemical resistance, high curability, and hygroscopicity (because the free volume is small). ) Is also small.
- the bisphenol A type epoxy resin that is solid at room temperature and a bisphenol A type epoxy resin that is liquid at room temperature, as described above, as the bisphenol A type epoxy resin.
- the bisphenol A type epoxy resin By using both solid and liquid materials at room temperature, it is possible to improve flexibility and film-forming properties while maintaining mechanical strength. It is possible to obtain a pressure-sensitive adhesive sheet excellent in flexibility and film-forming property while maintaining the above. As a result, the bonding strength between adherends can be improved.
- the bisphenol A type epoxy resin that is solid at room temperature those having a glass transition temperature in the range of 50 to 150 ° C. are preferable from the viewpoint of mechanical strength, heat resistance, and film forming property.
- JER828 manufactured by Japan Epoxy Resin Co., Ltd. is a bisphenol A type epoxy having a main chain of 2 to 10 which is solid at normal temperature.
- Examples of the resin include JER1001 manufactured by Japan Epoxy Resin Co., Ltd.
- the blending ratio of bisphenol A type epoxy resin that is solid at room temperature and bisphenol A type epoxy resin that is liquid at room temperature depends on the use of the adhesive, but is a ratio of 1: 100 to 100: 1 on a mass basis It is preferable that it is contained. By setting the blending ratio of both in the above range, a pressure-sensitive adhesive having better adhesive strength can be obtained.
- the tri- or higher functional epoxy resin includes an epoxy resin having a tris (hydroxyphenyl) methane structure, an epoxy resin having a tetrakis (hydroxyphenyl) ethane structure, an epoxy resin having an aminophenol structure, and a bis (aminophenyl) methane structure.
- An epoxy resin is mentioned, Among these, an epoxy resin having a bis (aminophenyl) methane structure is preferable.
- An example of an epoxy resin having a bis (aminophenyl) methane structure is N, N, N ′, N′-tetraglycidyldiaminodiphenylmethane.
- the epoxy resin which has a 3 or more glycidyl ether group is preferable.
- the epoxy resin forms a crosslinked structure, and the heat resistance of the pressure-sensitive adhesive in a high-temperature hot water environment is improved.
- self-organization using an epoxy resin as a matrix occurs due to cross-linking, and as a result, a sea-island structure is locally formed.
- Such a sea-island structure is considered to provide toughness to the cured adhesive.
- trifunctional or higher functional epoxy resin commercially available ones may be used.
- jER1032H60 epoxy resin having a tris (hydroxyphenyl) methane structure
- Mitsubishi Chemical Corporation jER1031S manufactured by Mitsubishi Chemical Corporation.
- EHPE3150 epoxy resin having oxysilanylcyclohexane structure
- Mitsubishi Chemical Corporation jER630 epoxy resin having aminophenol structure
- Mitsubishi Chemical Corporation Company-made jER604 epoxy resin having a bis (aminophenyl) methane structure
- the above trifunctional or higher functional epoxy resins may be used alone or in appropriate combination of two or more.
- the mixing ratio of the bisphenol type bifunctional epoxy resin and the trifunctional or higher functional epoxy resin is preferably 1: 1 to 3: 1 on a mass basis, and more preferably 75:65 to 115: 65.
- the content of the epoxy resin including the bisphenol type bifunctional epoxy resin and the trifunctional or higher functional epoxy resin is the total amount of the resin components (that is, epoxy resin, epoxy-modified silicone resin and acrylic resin) in the pressure-sensitive adhesive composition. On the other hand, it is preferably in the range of 40 to 90 parts by mass, and particularly preferably in the range of 58.3 to 86.5 parts by mass.
- the epoxy-modified silicone resin used in the present invention refers to an epoxy group introduced into a part of the silicone resin.
- the silicone resin is a compound having a polyorganosiloxane skeleton, and is usually a compound having a main skeleton (main chain) portion mainly composed of repeating organosiloxane units, and the main skeleton having at least one silanol group.
- An epoxy-modified silicone resin can be obtained by an addition reaction between a group and an epoxy compound.
- the main skeleton of the silicone resin may have a branched structure as long as it has at least one silanol group.
- Examples of the above epoxy-modified silicone resin include ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxypropyltriethoxysilane, 2- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, 2- (3 , 4-epoxycyclohexyl) ethyltriethoxysilane, ( ⁇ -glycidoxypropyl) (methyl) dimethoxysilane, ( ⁇ -glycidoxypropyl) (ethyl) dimethoxysilane, ( ⁇ -glycidoxypropyl) (methyl) Diethoxysilane, ( ⁇ -glycidoxypropyl) (ethyl) diethoxysilane, [2- (3,4-epoxycyclohexyl) ethyl] (methyl) dimethoxysilane, [2- (3,4-epoxycyclohexyl) ethyl ] (Eth
- ES1001N, ES1002T, ES1023 manufactured by Shin-Etsu Silicone Co., Ltd.
- methyl silicate MSEP2 manufactured by Mitsubishi Chemical Co., Ltd.
- the content of the epoxy-modified silicone resin is preferably in the range of 5 to 40 parts by mass with respect to the total amount of resin components (that is, epoxy resin, epoxy-modified silicone resin and acrylic resin) in the pressure-sensitive adhesive composition, In particular, the range of 8.3 to 28.8 parts by mass is preferable.
- ⁇ Acrylic resin> As the acrylic resin contained in the pressure-sensitive adhesive composition according to the present invention, a methyl methacrylate-butyl acrylate-methyl methacrylate binary copolymer or a modified product thereof is used.
- a binary block copolymer comprising such a methacrylic acid ester polymer block (hereinafter sometimes abbreviated as MMA) and a butyl acrylate polymer block (hereinafter sometimes abbreviated as BA),
- MMA methacrylic acid ester polymer block
- BA butyl acrylate polymer block
- the MMA portion becomes a “hard” segment and the BA portion becomes a “soft” segment.
- an acrylic resin has been added in order to impart toughness (flexibility) to the epoxy resin, but the heat resistance of the pressure-sensitive adhesive itself has been reduced by adding the acrylic resin. It was. If the acrylic resin has both a “hard” segment and a “soft” segment as described above, the “hard” segment part contributes to heat resistance, and the “soft” segment part contributes to toughness or flexibility. It is considered that a pressure-sensitive adhesive having toughness, excellent adhesive strength even in a high temperature environment and excellent water resistance can be realized.
- the above-mentioned binary copolymer of MMA-BA-MMA can be produced using general living radical polymerization.
- general living radical polymerization from the viewpoint of easy control of the polymerization reaction, it can be suitably produced by primordial transfer radical polymerization.
- the atom transfer radical polymerization method is a polymerization method using an organic halide or a sulfonyl halide compound as an initiator and a metal complex as a catalyst.
- a method of sequentially adding monomer units a method of polymerizing the next polymer block using a polymer synthesized in advance as a polymer initiator, Examples thereof include a method in which polymer blocks separately polymerized are combined by reaction, and it is preferable to produce a MMA-BA-MMA binary copolymer by a method in which monomer units are sequentially added.
- the order of addition of the methacrylic acid ester constituting the MMA block and the butyl acrylate constituting the BA block is as follows. There are a method of adding a butyl acrylate monomer after polymerizing a methacrylic acid ester monomer and a method of adding a methacrylic acid ester monomer after first polymerizing a butyl acrylate monomer.
- the polymerization control is easier when the MMA block is polymerized from the polymerization terminal of the BA block.
- the ratio of MMA to BA can be controlled by the amount of monomer introduced when the living radical polymerization reaction is performed.
- the ratio of the MMA block to the BA block in the MMA-BA-MMA binary copolymer increases the toughness and flexibility of the adhesive as the BA block ratio increases, while the MMA block ratio increases.
- the heat resistance of the adhesive is improved.
- the ratio of the MMA block to the BA block is preferably 1: 1 to 50: 1 in the number of monomer units.
- the MMA-BA-MMA binary copolymer described above may be a modified product in which a functional group such as a carboxylic acid, a hydroxyl group or an amide group is introduced into a part of the BA block or MMA block.
- a functional group such as a carboxylic acid, a hydroxyl group or an amide group
- the heat resistance is further improved and the compatibility with the above-described epoxy resin is also improved, so that the adhesive strength is further improved.
- hydrophilic properties such as carboxylic acid, hydroxyl group, and amide group are improved. Since it has a functional group, water resistance tends to decrease.
- the MMA block part is compatible with the epoxy resin and the BA block part is not compatible with the epoxy resin.
- a sea-island structure in which the epoxy resin is the sea and the acrylic resin is the island appears before the resin is cured.
- the functional group as described above is introduced into the MMA-BA-MMA binary copolymer, the compatibility between the epoxy resin and the acrylic resin is improved, so that the island portion is reduced, and both are apparently It becomes a compatible state.
- the epoxy resin becomes an island, an acrylic resin. Since the sea-island structure in which the resin is the sea appears, it is considered that the adhesive holding power of the pressure-sensitive adhesive sheet in a high-temperature hot water environment is improved while maintaining the adhesive strength to some extent. In the case of having such a sea-island structure, water intrusion from the interface between the pressure-sensitive adhesive (resin) and the adherend can be suppressed, and thus a pressure-sensitive adhesive sheet with excellent water resistance can be realized.
- an epoxy resin and an acrylic resin MMA-BA-MMA binary copolymer
- MMA-BA-MMA binary copolymer MMA-BA-MMA binary copolymer
- ⁇ Curing agent> The reaction between the acrylic resin and the epoxy resin proceeds by heating or the like, and the pressure-sensitive adhesive composition is cured, but in the present invention, a curing agent is included in the pressure-sensitive adhesive composition in order to accelerate the curing reaction.
- the curing agent include aliphatic polyamines such as diethylenetriamine (DETA), triethylenetetramine (TETA), and metaxylylenediamine (MXDA), diaminodiphenylmethane (DDM), m-phenylenediamine (MPDA), diaminodiphenylsulfone ( In addition to aromatic polyamines such as DDS), amine curing agents such as polyamine compounds including dicyandiamide (DICY) and organic acid dihydralazide, and alicyclic rings such as hexahydrophthalic anhydride (HHPA) and methyltetrahydrophthalic anhydride (MTHPA) Acid anhydride curing agents such as aromatic acid anhydrides such as aromatic acid
- Phenolic curing agent, isocyanate curing agent such as blocked isocyanate can be exemplified.
- amine-based curing agents can be preferably used, and dicyandiamide-based curing agents are particularly preferable.
- a dicyandiamide type curing agent When a dicyandiamide type curing agent is used as the curing agent, it is preferable to use a block isocyanate in combination. By using dicyandiamide and blocked isocyanate in combination, the storage stability of the pressure-sensitive adhesive is improved. In addition, when a cyanate curing agent is used in combination, when a hydroxyl group is present on the surface of the adherend, such as a metal, cross-linking is formed between the hydroxyl group and the adhesive component, so that surface adhesion is improved.
- Blocked isocyanate is a reaction product obtained by addition reaction of a blocking agent to the isocyanate group of an isocyanate compound. Accordingly, the blocked isocyanate is one in which the isocyanate group is protected by the blocking agent and inactivated. By heating the blocked isocyanate at a predetermined temperature, the blocking agent is dissociated from the isocyanate group, that is, deblocked, and an active isocyanate group is regenerated.
- isocyanate compound examples include isocyanates having two or more isocyanate groups in one molecule.
- aliphatic isocyanates such as tetramethylene diisocyanate, hexamethylene diisocyanate, 1,3,6-hexamethylene triisocyanate, isophorone diisocyanate and 4,4′-dicyclohexylmethane diisocyanate, 4, 4'-diphenylmethane diisocyanate, 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, xylylene diisocyanate, 1,5-naphthalene diisocyanate and Examples thereof include aromatic isocyanates such as 4,4-diphenyl diisocyanate, and alicyclic isocyanates such as dicycloheptane triisocyanate.
- blocking agent examples include active methylene blocking agents such as ethyl acetoacetate, phenol blocking agents such as phenol, cresol and xylenol, pyrazole blocking agents such as dimethylpyrazole, methanol, ethanol, diethyl malonate, and lactic acid.
- active methylene blocking agents such as ethyl acetoacetate
- phenol blocking agents such as phenol, cresol and xylenol
- pyrazole blocking agents such as dimethylpyrazole, methanol, ethanol, diethyl malonate, and lactic acid.
- Alcohol blocking agents such as methyl and ethyl lactate, oxime blocking agents such as methyl ethyl ketone oxime, diacetyl monooxime and cyclohexane oxime, mercaptan blocking agents such as butyl mercaptan, t-butyl mercaptan and thiophenol, imides such as succinimide Block agents, amine block agents such as aniline and butylamine, imidazole block agents such as imidazole and 2-ethylimidazole, and methyleneimine and propylene Imine blocking agents such imine, and the like.
- oxime blocking agents such as methyl ethyl ketone oxime, diacetyl monooxime and cyclohexane oxime
- mercaptan blocking agents such as butyl mercaptan, t-butyl mercaptan and thiophenol
- imides such as succinimide Block agents
- block isocyanates may be used, for example, MF-K60B, SBN-70D, TPA-B80E, 17B-60PX, E402-B80B, E402-B80T (manufactured by Asahi Kasei Chemicals).
- the content of the curing agent in the pressure-sensitive adhesive composition is preferably 5 to 30 parts by mass with respect to 100 parts by mass of the epoxy resin and the epoxy-modified silicone resin.
- the pressure-sensitive adhesive composition according to the present invention includes, for example, processability, heat resistance, weather resistance, mechanical properties, dimensional stability, antioxidant properties, slipperiness, mold release properties, flame retardancy,
- lubricants plasticizers, fillers, fillers, antistatic agents, antiblocking agents, crosslinking agents, antioxidants, ultraviolet absorbers , Color stabilizers such as light stabilizers, dyes and pigments, and the like may be added.
- a coupling agent such as silane, titanium, and aluminum can be further included.
- the pressure-sensitive adhesive composition can be prepared by mixing the above-described components and kneading and dispersing as necessary.
- the mixing or dispersing method is not particularly limited, and a usual kneading and dispersing machine such as a two-roll mill, a three-roll mill, a pebble mill, a tron mill, a Szegvari attritor, a high-speed impeller disperser, a high-speed stone mill, A high speed impact mill, a desper, a high speed mixer, a ribbon blender, a kneader, an intensive mixer, a tumbler, a blender, a desperser, a homogenizer, an ultrasonic disperser, and the like can be applied.
- a hard epoxy resin mix and stir these first, then stir the curing agent, dilute with a solvent, mix and stir the soft epoxy resin, then mix and stir the acrylic resin It is preferable to do.
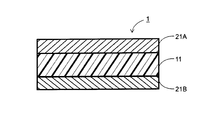
- the pressure-sensitive adhesive sheet according to the present invention has a layer structure in which a first release paper and a second release paper are provided on both sides of an adhesive layer made of the above-mentioned pressure-sensitive adhesive composition.
- the first release paper 21A and the second release paper 21B are collectively referred to as release paper 21.
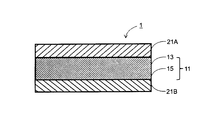
- the adhesive layer further includes a core material, and the core material may be impregnated with the adhesive.
- the core material is preferably a woven fabric or a non-woven fabric, and various conventionally known woven or non-woven fabrics can be used. Examples thereof include heat-resistant plastic fibers such as liquid crystal polymers, glass fibers, aramid fibers, and carbon fibers. A woven fabric and a non-woven fabric composed of these can be used.
- the adhesive layer includes a core material
- a first release paper 21 (described later) and the core material 15 are overlapped and run using a coating machine, and the above-described adhesive 13 composition is applied to the surface of the core material 15.
- the second release paper 21B is bonded to the coated surface after drying, and the pressure-sensitive adhesive sheet 1 is obtained.
- the method for applying the pressure-sensitive adhesive composition to the release paper is not particularly limited.
- roll coating, reverse roll coating, transfer roll coating, gravure coating, gravure reverse coating, comma coating, rod coat, blade Coating, bar coating, wire bar coating, die coating, lip coating, dip coating, etc. can be applied.
- the second release paper is applied.
- the pattern paper 21B may be attached.
- the viscosity of the composition (coating solution) is adjusted to about 1 to 20000 centistokes (25 ° C.), preferably 1 to 2000 centistokes. When the core material 15 is impregnated and applied, it is preferable that the viscosity is low, and it is 1 to 1000 centistokes.
- the first release paper 21A and the second release paper 21B may be the same or different.
- the release paper 21 conventionally known ones such as a release film, a separate paper, a separate film, a separate paper, a release film, and a release paper can be suitably used.
- the release layer is not particularly limited as long as it is a material having releasability.
- the release layer is formed by applying a coating liquid in which a release layer component is dispersed and / or dissolved to one side of a release paper base film, followed by heating and drying and / or curing.
- a coating method of the coating liquid a known and arbitrary coating method can be applied, for example, roll coating, gravure coating, spray coating and the like.
- the peel strength of the first and second release papers is preferably about 1 to 2000 mN / cm, more preferably 100 to 1000 mN / cm, with respect to the pressure-sensitive adhesive sheet.
- the release force of the release layer is preferably about 1 to 2000 mN / cm, more preferably 100 to 1000 mN / cm, with respect to the pressure-sensitive adhesive sheet.
- ⁇ Adhesion method of adherend> In the bonding with the adherend, the first release paper 21A and the second release paper 21B of the pressure-sensitive adhesive sheet 1 are peeled off and the pressure-sensitive adhesive layer 11 is exposed. The exposed adhesive layer 11 is sandwiched between two identical or different first adherends and second adherends and held with the adhesiveness of the adhesive layer 11. Next, the pressure-sensitive adhesive layer 11 is cured by heating or pressure heating, and the first adherend and the second adherend can be firmly bonded. As described above, by using the pressure-sensitive adhesive sheet according to the present invention, it is possible to temporarily fix the adherends using the initial adhesiveness, and then to thermally cure the pressure-sensitive adhesive sheet by, for example, a batch method to form the adherends. Since bonding is possible, steps such as preheating can be omitted, and productivity is remarkably improved.
- the adherend is not particularly limited, and examples thereof include metals, inorganic materials, organic materials, composite materials combining these materials, and laminated materials.
- the heating temperature at the time of curing is about 60 ° C to 250 ° C, preferably 100 ° C to 180 ° C.
- the heating time is 1 to 240 minutes, preferably 10 to 120 minutes.
- the pressure-sensitive adhesive layer 11 of the cured pressure-sensitive adhesive sheet 1 has initial pressure-sensitive adhesiveness, does not have a preheating process, and can be operated while holding the adherend only with pressure-sensitive adhesiveness. Therefore, the workability is good and the cost is low. Further, by selecting the material of the adhesive layer and the blending ratio thereof, the metals, the metal and the organic material, and the organic material and the organic material can be bonded.
- ⁇ Bonded body> By using the pressure-sensitive adhesive sheet according to the present invention, it is possible to strongly bond materials (adherents) such as FRP of glass fiber and carbon fiber, and different metals, which are difficult with conventional welding methods. For example, metals such as aluminum and iron And a bonded body of FRP and CFRP can be obtained. These bonded bodies can maintain excellent adhesive strength without undergoing temperature change, have low brittleness, and have excellent shear strength, high impact resistance, and heat resistance.
- the present invention can be used in the fields of electronic devices, electronic device casings, home appliances, infrastructure structures, lifeline building materials, general building materials, and the like.
- each composition of each layer is the mass part of solid content except a solvent.
- Examples 1 to 20 and Comparative Examples 1 to 8 ⁇ Preparation of pressure-sensitive adhesive composition> According to the composition shown in Table 1 and Table 2 below, each epoxy resin, silicone resin, silane coupling agent, curing agent or curing accelerator is added and mixed with a stirrer, and then the acrylic resin is added to the mixture and mixed. Thus, an adhesive was prepared.
- JER828 and JER1001 are bisphenol A type epoxy resins manufactured by Mitsubishi Chemical Corporation. 2021P is Daicel Corporation's alicyclic bifunctional epoxy resin (Celoxide), YH-300 is an aliphatic glycidyl ether from Nippon Steel & Sumikin Chemical Co., Ltd.
- ES1023 is an epoxy-modified silicone resin from Shin-Etsu Chemical Co., Ltd.
- TSR960 is a rubber-modified epoxy resin manufactured by DIC Corporation.
- M22N is a modified methyl methacrylate-butyl acrylate-methyl methacrylate binary copolymer having an amide polar group introduced by Arkema
- SM4032XM10 is a modified methyl methacrylate-butyl acrylate-methyl methacrylate binary copolymer having a carboxyl group introduced by Arkema
- M22 is a binary copolymer of methyl methacrylate-butyl acrylate-methyl methacrylate manufactured by Arkema
- KBM-403 and KBM-803 are silane coupling agents manufactured by Shin-Etsu Silicone Co., Ltd.
- DICY7 is a dicyandiamit manufactured by Mitsubishi Chemical Corporation.
- HIPA-2E4MZ is clathrate imidazole manufactured by Nippon Soda Co., Ltd.
- MF-K60B and SBN-70D represent blocked isocyanates manufactured by Asahi Kasei Corporation.
- the obtained pressure-sensitive adhesive sheet is cut into 25 mm ⁇ 12.5 mm, one of the separator films is peeled off to expose the pressure-sensitive adhesive layer, and one of the adherends is an iron plate (length 100 mm ⁇ width 25 mm ⁇ thickness 1.5 mm). ).
- the separator film is peeled off from the adhesive sheet attached to the iron plate to expose the adhesive layer, and the tip of the iron plate (length 100 mm ⁇ width 25 mm ⁇ thickness 1.5 mm) as the other adherend is formed on the adhesive layer portion.
- the part was pasted.
- Adhesive strength after storage in a high-temperature hot water environment Each obtained bonded body was immersed in distilled water and allowed to stand in an 80 ° C. environment for 200 hours. And left in an environment of 50% RH for 24 hours. Subsequently, the shear strength was measured in the same manner as described above. Also, the retention ratio of the adhesive strength after storage in a high-temperature hot water environment relative to the initial adhesive strength is calculated as adhesive strength (Mpa) after storage in a high-temperature hot water environment / initial adhesive strength (Mpa) ⁇ 100 (%). did. The evaluation results were as shown in Table 3 below.
- ⁇ Evaluation of film forming property> Apply a pressure-sensitive adhesive to a Sepa film (SP-PET 01BU, manufactured by Tosero Co., Ltd.) with a comma coater so that the coating amount after drying is 50 g / m 2, and dry at 100 ° C. for 3 minutes. The appearance of was observed.
- the evaluation criteria were as follows. ⁇ : The coating film has a uniform thickness ( ⁇ 5 ⁇ m). X: There is a portion where the adhesive is repelled on the surface of the separator film and the evaluation results are as shown in Table 3 below.
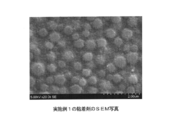
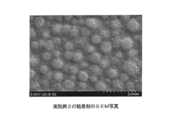
- Example 2 and Comparative Example 1 were cured at 130 ° C. for 2 hours, one of the separate films was peeled off to expose the adhesive layer, and an electron microscope (SU3500, manufactured by Hitachi High-Tech) was used. Using the surface, the compatibility of the pressure-sensitive adhesive was confirmed. The obtained electron micrographs were as shown in FIGS. As shown in FIGS. 3 and 4, it was observed that the pressure-sensitive adhesives of the examples exhibited sea-island structures. In addition, it was confirmed that the island part was a mixture of large and small islands.
- the portion corresponding to the sea is an epoxy resin
- the large island is a crosslinked epoxy resin
- the small island is an acrylic resin.
- the pressure-sensitive adhesive of the comparative example was uniformly compatible and the sea-island structure was not expressed.
- the pressure-sensitive adhesive of the example had a higher softening point than the pressure-sensitive adhesive of Comparative Example 1. From the above results, it can be seen that the pressure-sensitive adhesive composition according to the present invention can maintain excellent adhesive strength even in a high-temperature hot water environment.
- each pressure-sensitive adhesive sheet of Example 2 and Comparative Example 8 was cured at 130 ° C. for 2 hours, and then the separator films on both sides were peeled to obtain a pressure-sensitive adhesive.
- the cured pressure-sensitive adhesive was immersed in hot water at 80 ° C. and left for 200 hours to perform hot water treatment.
- the storage elastic modulus (E ′) and loss tangent (tan ⁇ ) at 25 ° C. before and after the hot water treatment of the adhesive were measured in the same manner as described above. The results were as shown in FIGS. 7 and 8 (Example 2) and FIGS. 9 and 10 (Comparative Example 8).
- Adhesive sheet 11 Adhesive layer 13: Adhesive 15: Core material 21: Release paper 21A: First release paper 21B: Second release paper
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
- Epoxy Resins (AREA)
Abstract
金属同士、金属と有機材料、有機材料と有機材料とを接着できるとともに、保存安定性に優れ、かつ高温熱水環境下においても優れた接着強度を保持できる粘着剤組成物を提供する。本発明による粘着剤組成物は、エポキシ樹脂と、エポキシ変性シリコーン樹脂と、アクリル樹脂と、硬化剤と、を含んでなる粘着剤組成物であって、前記エポキシ樹脂が、ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とを含んでなり、前記アクリル樹脂が、メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体またはその変性物を含む。
Description
本発明は、粘着剤組成物に関し、より詳しくは、金属同士、金属と有機材料、有機材料と有機材料とを接着できるとともに、保存安定性に優れ、かつ高温熱水環境下においても優れた接着強度を保持できる粘着剤組成物、およびそれを用いた粘着シートに関する。
従来、2つの被着体を一体化させる接合方法としては、咬合、溶接、粘着剤や粘着剤による接着方法があり、それぞれの分野で用途に応じて多用されている。近年、自動車などの輸送機関連の用途では、温暖化防止に炭酸ガスCO2排出の削減などの課題解決として、車体の軽量化、ハイブリッド車や電気自動車の普及が進んでいる。そのために、車体に軽量なアルミニウムやマグネシウム、FRP(CFRP:Carbon Fiber Reinforced Plastics、GFRP:Glass Fiber Reinforced Plastics)を使用する傾向が強くなってきている。
ところで、従来の溶接法では、アルミニウムと鉄などの異種材料の溶接は非常に困難であり、ガラス繊維や炭素繊維のFRPに至っては溶接自体が不可能であり、これらの材料(被着体)を、溶接と同定の接合強度を有するような接合方法が必要とされる。溶接等により接合できない材料間での接合方法としては、粘着剤を用いる方法があるが、このような材料を接合するための粘着剤としては、金属同士、金属と有機材料、有機材料と有機材料とを接着できること、接着強度が構造用途に使用できるように強力であること、また、接着強度は温度変化で劣化しないこと、などが求められている。
上記のような要求を満たす粘着剤として、一般的に、エポキシ樹脂等の熱硬化性樹脂が使用されている。しかしながら、エポキシ粘着剤は、硬化後の樹脂自体の機械的強度は高いものの靱性に劣り、航空機や自動車等の用途にエポキシ粘着剤を使用した場合に、脆性破壊による接着強度の低下が問題となる場合がある。このような問題に対して、熱可塑性樹脂等をエポキシ樹脂に加えて、エポキシ粘着剤に柔軟性を持たせることが試みられている(例えば、特開2003-82034号公報等)。
しかしながら、特開2003-82034号公報で提案されているような、柔軟性を有する熱可塑性樹脂をエポキシ粘着剤に添加すると、粘着剤の耐熱性や耐水性が損なわれるため、高温環境下での使用に制限があったり、また耐水性が必要とされる用途に使用できないという問題があった。
本発明者らは、特定の2種のエポキシ樹脂を用いることに加え、当該エポキシ樹脂にエポキシ変性シリコーン樹脂と特定のアクリル樹脂とを添加することにより、保存安定性に優れ、かつ高温熱水環境下においても優れた接着強度を保持できる粘着剤組成物を実現できるとの知見を得た。本発明はかかる知見によるものである。
したがって、本発明の目的は、金属同士、金属と有機材料、有機材料と有機材料とを接着できるとともに、保存安定性に優れ、かつ高温熱水環境下においても優れた接着強度を保持できる粘着剤組成物を提供することである。
また、本発明の別の目的は、上記のような粘着剤組成物を用いた粘着シートを提供することである。
本発明による粘着剤組成物は、エポキシ樹脂と、エポキシ変性シリコーン樹脂と、アクリル樹脂と、硬化剤と、を含んでなる粘着剤組成物であって、
前記エポキシ樹脂が、ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とを含んでなり、
前記アクリル樹脂が、メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体またはその変性物を含んでなることを特徴とするものである。
前記エポキシ樹脂が、ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とを含んでなり、
前記アクリル樹脂が、メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体またはその変性物を含んでなることを特徴とするものである。
また、本発明の態様によれば、前記ビスフェノール型2官能エポキシ樹脂が、常温で液状のビスフェノール型エポキシ樹脂およびガラス転移温度が50~150℃の範囲にある常温で固体のビスフェノール型エポキシ樹脂の2種のビスフェノール型エポキシ樹脂からなるものであってもよい。
また、本発明の態様によれば、前記3官能以上のエポキシ樹脂が、ビス(アミノフェニル)メタン骨格を有する4官能エポキシ樹脂であってもよい。
また、本発明の態様によれば、粘着剤組成物はシランカップリング剤をさらに含んでいてもよい。
また、本発明の態様によれば、前記硬化剤がジシアンジアミド系硬化剤であってもよい。
また、本発明の態様によれば、前記硬化剤がジシアンアミド系硬化剤とシアネート系硬化剤とを含んでいてもよい。
また、本発明の態様によれば、前記ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とが、質量基準で75:65~115:65の割合で含まれていてもよい。
また、本発明の態様によれば、前記エポキシ樹脂が58.3~86.5質量部、前記エポキシ変性シリコーン樹脂が8.3~28.8質量部、前記アクリル樹脂が3.9~16.6質量部、含まれていてもよい。
また、本発明の別の態様による粘着シートは、第1離型紙と、粘着層と、第2離型紙とを、この順で積層してなる粘着シートであって、前記粘着層が上記粘着剤組成物を含んでなるものである。
また、本発明の態様によれば、前記粘着層が芯材をさらに含んでなり、前記粘着剤が前記芯材に含浸されていてもよい。
また、本発明の別の態様による接着方法は、上記粘着シートを用いて第1被着体と第2被着体とを接着する方法であって、
前記粘着シートから、第1離型紙および第2離型紙を剥離し除去して粘着層を露出させ、
前記粘着層を、前記第1被着体および前記第2被着体で挟んで、前記第1被着体および前記第2被着体の仮固定を行い、
前記粘着層を、加熱することにより硬化させて、前記第1被着体および前記第2被着体を接着することを含んでなるものである。
前記粘着シートから、第1離型紙および第2離型紙を剥離し除去して粘着層を露出させ、
前記粘着層を、前記第1被着体および前記第2被着体で挟んで、前記第1被着体および前記第2被着体の仮固定を行い、
前記粘着層を、加熱することにより硬化させて、前記第1被着体および前記第2被着体を接着することを含んでなるものである。
また、本発明によれば、上記の接着方法により得られる貼合体も提供される。
本発明による粘着剤組成物は、特定の2種のエポキシ樹脂を用いることに加え、当該エポキシ樹脂にエポキシ変性シリコーン樹脂と特定のアクリル樹脂とが添加されているため、保存安定性に優れ、かつ高温熱水環境下においても優れた接着強度を保持できる。
本発明による粘着剤組成物は、エポキシ樹脂と、エポキシ変性シリコーン樹脂と、アクリル樹脂と、硬化剤と、を必須成分として含む。以下、粘着剤組成物を構成する各成分について説明する。
<エポキシ樹脂>
本発明による粘着剤組成物に用いられるエポキシ樹脂は、ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とを含む。ビスフェノール骨格を有する剛直なエポキシ樹脂と多官能エポキシ樹脂とを含むことにより、硬化後の粘着剤組成物の耐熱性を向上させることができる。
本発明による粘着剤組成物に用いられるエポキシ樹脂は、ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とを含む。ビスフェノール骨格を有する剛直なエポキシ樹脂と多官能エポキシ樹脂とを含むことにより、硬化後の粘着剤組成物の耐熱性を向上させることができる。
ビスフェノール型2官能エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂等の公知のビスフェノール型エポキシ樹脂を使用でき、好ましくはビスフェノールA型エポキシ樹脂である。
上記したビスフェノールA型エポキシ樹脂は、ビスフェノール骨格の繰り返し単位の数によって、常温で液体のものと、常温で固体のものが存在する。主鎖が0~1のビスフェノールA型エポキシ樹脂は常温で液体、主鎖が2~10のビスフェノールA型エポキシ樹脂は常温で固体である。このような比較的低分子量のビスフェノールA型エポキシ樹脂は結晶性があり、常温で結晶化して固体のものも、融点以上の温度になると、急速に融解して低粘度の液状に変化する。したがって、被着体を接合する工程において、加熱によって粘着剤が被着体に密着し、固化することによって粘着剤と被着体とが強固に接着するため、接着強度を高めることができる。また、このような比較的低分子量のビスフェノールA型エポキシ樹脂は、架橋密度が高くなるため、機械的強度が高く、耐薬品性がよく、硬化性が高く、吸湿性(自由体積が小さくなるため)が小さくなる特徴もある。
本発明においては、ビスフェノールA型エポキシ樹脂として、上記したような常温で固体のビスフェノールA型エポキシ樹脂と、常温で液体のビスフェノールA型エポキシ樹脂とを併用して使用することが好ましい。常温で固体のものと液体のものとを併用することにより、機械的強度を保ちつつ、柔軟性や製膜性を向上させることが出来るため、樹脂(粘着剤組成物)が本来有する機械的強度を維持しつつ、柔軟性や製膜性に優れた粘着シートを得ることができる。その結果、被着体どうしの接合強度を向上させることができる。常温で固体のビスフェノールA型エポキシ樹脂としては、機械的強度、耐熱性および製膜性の観点から、ガラス転移温度が50~150℃の範囲にあるものが好ましい。具体的には、常温で液体である主鎖が0~1のビスフェノールA型エポキシ樹脂としては、ジャパンエポキシレジン社製、JER828が、常温で固体である主鎖が2~10のビスフェノールA型エポキシ樹脂としては、ジャパンエポキシレジン社製、JER1001などが例示できる。
常温で固体のビスフェノールA型エポキシ樹脂と、常温で液体のビスフェノールA型エポキシ樹脂との配合割合は、粘着剤を使用する用途にもよるが、質量基準において、1:100~100:1の割合で含まれていることが好ましい。両者の配合割合を上記の範囲とすることによって、より接着強度に優れる粘着剤とすることができる。
3官能以上のエポキシ樹脂としては、トリス(ヒドロキシフェニル)メタン構造を有するエポキシ樹脂、テトラキス(ヒドロキシフェニル)エタン構造を有するエポキシ樹脂、アミノフェノール構造を有するエポキシ樹脂、ビス(アミノフェニル)メタン構造を有するエポキシ樹脂が挙げられ、これらの中でもビス(アミノフェニル)メタン構造を有するエポキシ樹脂が好ましい。ビス(アミノフェニル)メタン構造を有するエポキシ樹脂の一例としてはN,N,N’,N’-テトラグリシジルジアミノジフェニルメタン等が挙げられる。なお、エポキシ基としてはグリシジルアミン基やグリシジルエーテル基があるが、粘着剤組成物の保存安定性の観点からは、3以上のグリシジルエーテル基を有するエポキシ樹脂が好ましい。このような3官能以上のエポキシ樹脂を含有することにより、エポキシ樹脂が架橋構造を形成し、高温温水環境下での粘着剤の耐熱性が向上する。また、架橋形成により、エポキシ樹脂をマトリックスとした自己組織化が起こり、その結果、局所的に海島構造が形成される。このような海島構造により、硬化後の粘着剤に靱性を付与できるものと考えられる。
上記したような3官能以上のエポキシ樹脂としては市販のものを使用してもよく、例えば、三菱化学株式会社製jER1032H60(トリス(ヒドロキシフェニル)メタン構造を有するエポキシ樹脂)、三菱化学株式会社製jER1031S(テトラキス(ヒドロキシフェニル)エタン構造を有するエポキシ樹脂)、株式会社ダイセル製EHPE3150(オキシシラニルシクロヘキサン構造を有するエポキシ樹脂)、三菱化学株式会社製jER630(アミノフェノール構造を有するエポキシ樹脂)、三菱化学株式会社製jER604(ビス(アミノフェニル)メタン構造を有するエポキシ樹脂)等が挙げられる。上記した3官能以上のエポキシ樹脂は、単独でまたは2種以上を適宜組み合わせて使用してもよい。
上記したビスフェノール型2官能エポキシ樹脂および3官能以上のエポキシ樹脂の配合割合は、質量基準において1:1~3:1が好ましく、より好ましい範囲は75:65~115:65である。ビスフェノール型2官能エポキシ樹脂と3官能以上のエポキシ樹脂とを上記の範囲で配合することにより、常温での接着強度がより向上するとともに、高温熱水環境下における接着強度も向上する。
上記ビスフェノール型2官能エポキシ樹脂および3官能以上のエポキシ樹脂を含めたエポキシ樹脂の含有量は、粘着剤組成物中の樹脂成分(即ち、エポキシ樹脂、エポキシ変性シリコーン樹脂およびアクリル樹脂)の合計量に対して40~90質量部の範囲であることが好ましく、特に58.3~86.5質量部の範囲であることが好ましい。
<エポキシ変性シリコーン樹脂>
本発明に用いられるエポキシ変性シリコーン樹脂は、シリコーン樹脂の一部にエポキシ基を導入したものをいう。シリコーン樹脂は、ポリオルガノシロキサン骨格を有する化合物であり、通常、主骨格(主鎖)部分が主としてオルガノシロキサン単位の繰り返しからなり、その主骨格が少なくとも1つのシラノール基を備える化合物であり、このシラノール基とエポキシ化合物との付加反応によりエポキシ変性シリコーン樹脂を得ることができる。シリコーン樹脂の主骨格は、少なくとも1つのシラノール基を有していれば分枝状の構造を有するものであってもよい。
本発明に用いられるエポキシ変性シリコーン樹脂は、シリコーン樹脂の一部にエポキシ基を導入したものをいう。シリコーン樹脂は、ポリオルガノシロキサン骨格を有する化合物であり、通常、主骨格(主鎖)部分が主としてオルガノシロキサン単位の繰り返しからなり、その主骨格が少なくとも1つのシラノール基を備える化合物であり、このシラノール基とエポキシ化合物との付加反応によりエポキシ変性シリコーン樹脂を得ることができる。シリコーン樹脂の主骨格は、少なくとも1つのシラノール基を有していれば分枝状の構造を有するものであってもよい。
上記したエポキシ変性シリコーン樹脂としては、例えば、γ-グリシドキシプロピルトリメトキシシラン、γ-グリシドキシプロピルトリエトキシシラン、2-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、2-(3,4-エポキシシクロヘキシル)エチルトリエトキシシラン、(γ-グリシドキシプロピル)(メチル)ジメトキシシラン、(γ-グリシドキシプロピル)(エチル)ジメトキシシラン、(γ-グリシドキシプロピル)(メチル)ジエトキシシラン、(γ-グリシドキシプロピル)(エチル)ジエトキシシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(メチル)ジメトキシシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(エチル)ジメトキシシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(メチル)ジエトキシシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(エチル)ジエトキシシラン、(γ-グリシドキシプロピル)(メトキシ)ジメチルシラン、(γ-グリシドキシプロピル)(メトキシ)ジエチルシラン、(γ-グリシドキシプロピル)(エトキシ)ジメチルシラン、(γ-グリシドキシプロピル)(エトキシ)ジエチルシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(メトキシ)ジメチルシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(メトキシ)ジエチルシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(エトキシ)ジメチルシラン、〔2-(3,4-エポキシシクロヘキシル)エチル〕(エトキシ)ジエチルシラン、またはその部分縮合物が挙げられる。上記したエポキシ変性シリコーン樹脂は、単独でまたは2種以上を適宜組み合わせて使用してもよい。
上記したようなエポキシ変性シリコーン樹脂としては市販のものを使用してもよく、例えば、ES1001N、ES1002T、ES1023(以上、信越シリコーン(株)製);メチルシリケートMSEP2(三菱化学(株)製)等を挙げることができる。
エポキシ変性シリコーン樹脂の含有量は、粘着剤組成物中の樹脂成分(即ち、エポキシ樹脂、エポキシ変性シリコーン樹脂およびアクリル樹脂)の合計量に対して5~40質量部の範囲であることが好ましく、特に8.3~28.8質量部の範囲であることが好ましい。
<アクリル樹脂>
本発明による粘着剤組成物に含まれるアクリル樹脂として、メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体またはその変性物を使用する。このようなメタアクリル酸エステル重合体ブロック(以下、MMAと略す場合がある)と、アクリル酸ブチル重合体ブロック(以下、BAと略す場合がある)とからなる2元ブロック共重合体を、上記したエポキシ樹脂に添加することにより、靱性を有し、かつ、高温環境下においても優れた接着強度を保持でき、かつ耐水性にも優れる粘着剤を実現できる。その理由は定かではないが、以下のように推定できる。
本発明による粘着剤組成物に含まれるアクリル樹脂として、メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体またはその変性物を使用する。このようなメタアクリル酸エステル重合体ブロック(以下、MMAと略す場合がある)と、アクリル酸ブチル重合体ブロック(以下、BAと略す場合がある)とからなる2元ブロック共重合体を、上記したエポキシ樹脂に添加することにより、靱性を有し、かつ、高温環境下においても優れた接着強度を保持でき、かつ耐水性にも優れる粘着剤を実現できる。その理由は定かではないが、以下のように推定できる。
MMA-BA-MMAの2元共重合体は、MMA部分が「硬い」セグメントとなり、BA部分が「柔らかい」セグメントとなる。従来の粘着剤では、エポキシ樹脂に靱性(柔軟性)を付与するためにアクリル樹脂を添加することが行われていたが、アクリル樹脂を添加することにより、粘着剤自体の耐熱性が低下していた。上記のような「硬い」セグメントと「柔らかい」セグメントとを併せ持つアクリル樹脂であれば、「硬い」セグメント部分が耐熱性に寄与し、「柔らかい」セグメント部分が、靱性ないし柔軟性に寄与するため、靱性を有し、かつ、高温環境下においても優れた接着強度を保持でき、かつ耐水性にも優れる粘着剤を実現できるものと考えられる。
上記したMMA-BA-MMAの2元共重合体は、一般的なリビングラジカル重合を用いて製造することができる。このうち、重合反応の制御の容易さの点などから、原始移動ラジカル重合によって好適に製造することができる。原子移動ラジカル重合法は、有機ハロゲン化物またはハロゲン化スルホニル化合物を開始剤とし、金属錯体を触媒とする重合法である。リビングラジカル重合法によりMMA-BA-MMAの2元共重合体を製造する場合、モノマー単位を逐次添加する方法、あらかじめ合成した重合体を高分子開始剤として次の重合体ブロックを重合する方法、別々に重合した重合体ブロックを反応により結合する方法などが挙げられるが、モノマー単位の逐次添加による方法によってMMA-BA-MMAの2元共重合体を製造することが好ましい。
モノマー単位の逐次添加によりMMA-BA-MMAの2元共重合体を製造する方法においては、MMAブロックを構成するメタアクリル酸エステルと、BAブロックを構成するアクリル酸ブチルとの添加順序について、先にメタアクリル酸エステルモノマーを重合した後にアクリル酸ブチルモノマーを追加する方法と、先にアクリル酸ブチルモノマーを重合した後にメタアクリル酸エステルモノマーを追加する方法が挙げられるが、先にアクリル酸ブチルモノマーを重合して、BAブロックの重合末端からMMAブロックを重合させる方が、重合制御が容易である。MMAとBAとの比率は、リビングラジカル重合反応させる際のモノマーの投入量によって制御することができる。MMA-BA-MMAの2元共重合体におけるMMAブロックとBAブロックとの割合は、BAブロックの割合が増加すると、粘着剤の靱性や柔軟性が向上し、一方、MMAブロックの割合が増加すると、粘着剤の耐熱性が向上する。本発明においては、粘着剤の靱性および耐熱性の観点から、MMAブロックとBAブロックとの割合は、モノマー単位の数において、1:1~50:1であることが好ましい。
上記したMMA-BA-MMAの2元共重合体は、BAブロックまたはMMAブロックの一部に、カルボン酸、水酸基、アミド基等の官能基を導入した変性物であってもよい。このような変性物を使用することにより、より耐熱性が向上するとともに、上記したエポキシ樹脂との相溶性も向上するため、より接着強度が向上するが、カルボン酸、水酸基、アミド基等の親水性の官能基を有しているため、耐水性が低下する傾向にある。
上記したエポキシ樹脂にMMA-BA-MMA2元共重合体を添加すると、MMAブロック部分がエポキシ樹脂と相溶し、BAブロック部分がエポキシ樹脂と相溶しないため、エポキシ樹脂をマトリックスとした自己組織化が起こる。その結果、樹脂硬化前の段階で、エポキシ樹脂が海、アクリル樹脂が島である海島構造が発現する。また、MMA-BA-MMA2元共重合体に上記のような官能基が導入されている場合、エポキシ樹脂とアクリル樹脂との相溶性が向上するため、島部分が小さくなり、見かけ上、両者が相溶した状態となる。このような海島構造や見かけ上の相溶状態が発現されることにより、界面破壊を避けることができ、優れた接着強度を維持できる。一方、官能基を導入していない未変性アクリル樹脂を使用するなど、アクリル樹脂の極性を下げてエポキシ樹脂との相溶性を低下させると、上記したのとは逆に、エポキ樹脂が島、アクリル樹脂が海であるような海島構造が発現するため、接着強度をある程度維持しつつ、高温熱水環境下での粘着シートの接着性の保持力が向上するものと考えられる。このような海島構造を有する場合、粘着剤(樹脂)と被着体との界面からの水侵入を抑制できるため、さらに耐水性に優れた粘着シートを実現することができる。
上記のような海島構造を発現させるには、エポキシ樹脂とアクリル樹脂(MMA-BA-MMA2元共重合体)とを、質量基準において、100:4~100:20の割合で配合することが好ましい。上記のような割合で両者を配合すると、樹脂硬化前の段階で、エポキシ樹脂(海)中に、ナノオーダーレベルの微粒子状にアクリル樹脂(島)が分散し、見かけ上の相溶状態が発現される。見かけ上の相溶状態を維持しながら樹脂が硬化することにより優れた接着強度を維持できる。
<硬化剤>
アクリル樹脂とエポキシ樹脂とは加熱等により反応が進行して粘着剤組成物が硬化するが、本発明においては、硬化反応を促進するために、粘着剤組成物中に硬化剤が含まれる。硬化剤としては、例えばジエチレントリアミン(DETA)、トリエチレンテトラミン(TETA)、メタキシレリレンジアミン(MXDA)などの脂肪族ポリアミン、ジアミノジフェニルメタン(DDM)、m-フェニレンジアミン(MPDA)、ジアミノジフェニルスルホン(DDS)などの芳香族ポリアミンのほか、ジシアンジアミド(DICY)、有機酸ジヒドララジドなどを含むポリアミン化合物等のアミン系硬化剤、ヘキサヒドロ無水フタル酸(HHPA)、メチルテトラヒドロ無水フタル酸(MTHPA)などの脂環族酸無水物(液状酸無水物)、無水トリメリット酸(TMA)、無水ピロメリット酸(PMDA)、ベンゾフェノンテトラカルボン酸(BTDA)等の芳香族酸無水物等の酸無水物系硬化剤、フェノール樹脂等のフェノール系硬化剤、ブロックイソシアネート等のイソシアネート系硬化剤等が例示できる。これらのなかでも、アミン系硬化剤を好適に使用することができ、特にジシアンジアミド系硬化剤が好ましい。
アクリル樹脂とエポキシ樹脂とは加熱等により反応が進行して粘着剤組成物が硬化するが、本発明においては、硬化反応を促進するために、粘着剤組成物中に硬化剤が含まれる。硬化剤としては、例えばジエチレントリアミン(DETA)、トリエチレンテトラミン(TETA)、メタキシレリレンジアミン(MXDA)などの脂肪族ポリアミン、ジアミノジフェニルメタン(DDM)、m-フェニレンジアミン(MPDA)、ジアミノジフェニルスルホン(DDS)などの芳香族ポリアミンのほか、ジシアンジアミド(DICY)、有機酸ジヒドララジドなどを含むポリアミン化合物等のアミン系硬化剤、ヘキサヒドロ無水フタル酸(HHPA)、メチルテトラヒドロ無水フタル酸(MTHPA)などの脂環族酸無水物(液状酸無水物)、無水トリメリット酸(TMA)、無水ピロメリット酸(PMDA)、ベンゾフェノンテトラカルボン酸(BTDA)等の芳香族酸無水物等の酸無水物系硬化剤、フェノール樹脂等のフェノール系硬化剤、ブロックイソシアネート等のイソシアネート系硬化剤等が例示できる。これらのなかでも、アミン系硬化剤を好適に使用することができ、特にジシアンジアミド系硬化剤が好ましい。
硬化剤として、ジシアンジアミド系硬化剤を使用する場合、ブロックイソシアネートを併用して用いることが好ましい。ジシアンジアミドとブロックイソシアネートとを併用して用いることにより粘着剤の保存安定性が向上する。また、シアネート系硬化剤を併用することにより、金属等のように被着体表面に水酸基が存在する場合は水酸基と粘着成分との間に架橋が形成されるため、表面密着力が向上する。
ブロックイソシアネートとは、イソシアネ-ト化合物のイソシアネ-ト基にブロック剤を付加反応させて得られる反応生成物である。従って、ブロックイソシアネートは、イソシアネート基がブロック剤により保護されて不活性化されたものである。このブロックイソシアネートを所定温度にて加熱処理することにより、このブロック剤がイソシアネート基から解離、すなわち脱ブロックして、活性なイソシアネート基が再生される。
イソシアネ-ト化合物としては、1分子内に2個以上のイソシアネ-ト基を有するイソシアネ-トを挙げることができる。具体的には、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、1,3,6-ヘキサメチレントリイソシアネ-ト、イソホロンジイソシアネ-ト及び4,4′‐ジシクロヘキシルメタンジイソシアネートなどの脂肪族イソシアネート、4,4′-ジフェニルメタンジイソシアネ-ト、2,4-トリレンジイソシアネ-ト、2,6-トリレンジイソシアネ-ト、キシリレンジイソシアネ-ト、1,5-ナフタレンジイソシアネ-ト及び4,4-ジフェニルジイソシアネ-トなどの芳香族イソシアネート、並びにジシクロヘプタントリイソシアネートなどの脂環式イソシアネートなどが挙げられる。
また、ブロック剤としては、例えば、アセト酢酸エチル等の活性メチレン系ブロック剤、フェノール、クレゾール及びキシレノール等のフェノール系ブロック剤、ジメチルピラゾール等のピラゾール系ブロック剤、メタノール、エタノール、マロン酸ジエチル、乳酸メチル及び乳酸エチル等のアルコール系ブロック剤、メチルエチルケトンオキシム、ジアセチルモノオキシム及びシクロヘキサンオキシム等のオキシム系ブロック剤、ブチルメルカプタン、t-ブチルメルカプタン及びチオフェノール等のメルカプタン系ブロック剤、コハク酸イミド等のイミド系ブロック剤、アニリン及びブチルアミン等のアミン系ブロック剤、イミダゾール及び2-エチルイミダゾール等のイミダゾール系ブロック剤、並びにメチレンイミン及びプロピレンイミン等のイミン系ブロック剤等が挙げられる。
上記したブロックイソシアネートは市販のものを使用してもよく、例えばMF-K60B、SBN‐70D、TPA-B80E、17B-60PX、E402-B80B、E402-B80T(旭化成ケミカルズ社製)が挙げられる。
硬化剤の粘着剤組成物中の含有量は、エポキシ樹脂およびエポキシ変性シリコーン樹脂100質量部に対して5~30質量部含まれていることが好ましい。硬化剤の配合比を上記範囲とすることにより、粘着シートを被着体と接合するまで保管した場合のその保管期間中の保存安定性(ポットライフ)を維持することができるとともに、接合後の耐熱性もより一層向上し、温度変化によらず高い接着強度を維持することができる。また、硬化剤の配合比が上記範囲であれば、粘着剤の硬化後も未反応の硬化剤が残留しないため、接着力が低下しない。
<その他の成分>
本発明による粘着剤組成物には、必要に応じて、例えば、加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、例えば、滑剤、可塑剤、充填剤、フィラー、帯電防止剤、アンチブロッキング剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、染料、顔料等の着色剤、その他等を添加してもよい。また、必要に応じて、さらにシラン系、チタン系、アルミニウム系などのカップリング剤を含むことができる。これにより樹脂と被着体および樹脂と後述する芯材財との密着性を向上させることができる。
本発明による粘着剤組成物には、必要に応じて、例えば、加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、例えば、滑剤、可塑剤、充填剤、フィラー、帯電防止剤、アンチブロッキング剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、染料、顔料等の着色剤、その他等を添加してもよい。また、必要に応じて、さらにシラン系、チタン系、アルミニウム系などのカップリング剤を含むことができる。これにより樹脂と被着体および樹脂と後述する芯材財との密着性を向上させることができる。
粘着剤組成物は、上記した各成分を混合し、必要に応じて混練、分散して、粘着剤を調製することができる。混合ないし分散方法は、特に限定されるものではなく、通常の混練分散機、例えば、二本ロールミル、三本ロールミル、ペブルミル、トロンミル、ツェグバリ(Szegvari)アトライター、高速インペラー分散機、高速ストーンミル、高速度衝撃ミル、デスパー、高速ミキサー、リボンブレンダー、コニーダー、インテンシブミキサー、タンブラー、ブレンダー、デスパーザー、ホモジナイザー、および超音波分散機などが適用できる。硬いエポキシ樹脂として複数種を用いる場合は、先にこれらを混合撹拌し、次に硬化剤を混合撹拌し、溶媒で希釈した後に、軟かいエポキシ樹脂を混合撹拌し、次いで、アクリル樹脂を混合撹拌することが好ましい。
<粘着シート>
本発明による粘着シートは、図1に示すように、上記の粘着剤組成物からなる粘着層の両面に第1離型紙および第2離型紙が設けられている層構成を有する。なお、本明細書では、第1離型紙21Aと第2離型紙21Bとを合わせて離型紙21と呼称する。粘着層は、図2に示すように、芯材をさらに含み、粘着剤が芯材に含浸されていてもよい。芯材としては、織布または不織布が好ましく、従来公知の種々の織布または不織布を使用できる例えば、液晶ポリマーなどの耐熱性のあるプラスチックの繊維、ガラス繊維、アラミド繊維、炭素繊維などが例示でき、これらで構成した織布、不織布が使用できる。
本発明による粘着シートは、図1に示すように、上記の粘着剤組成物からなる粘着層の両面に第1離型紙および第2離型紙が設けられている層構成を有する。なお、本明細書では、第1離型紙21Aと第2離型紙21Bとを合わせて離型紙21と呼称する。粘着層は、図2に示すように、芯材をさらに含み、粘着剤が芯材に含浸されていてもよい。芯材としては、織布または不織布が好ましく、従来公知の種々の織布または不織布を使用できる例えば、液晶ポリマーなどの耐熱性のあるプラスチックの繊維、ガラス繊維、アラミド繊維、炭素繊維などが例示でき、これらで構成した織布、不織布が使用できる。
粘着層が芯材を含む場合、コーティング機を用いて、後記する第1離型紙21と芯材15とを重ねて走行させて、その芯材15面に上記した粘着剤13組成物を塗布することで、芯材15へ含浸されるので、乾燥後に、塗布面に第2離型紙21Bを貼り合わせて、粘着シート1が得られる。
離型紙への粘着剤組成物の塗布方法としては、特に限定されるものではなく、例えば、ロールコート、リバースロールコート、トランスファーロールコート、グラビアコート、グラビアリバースコート、コンマコート、ロッドコ-ト、ブレードコート、バーコート、ワイヤーバーコート、ダイコート、リップコート、ディップコートなどが適用できる。組成物を、第1離型紙21Aの離型面、または第1離型紙21Aと芯材15を重ねて、芯材15面へ、上記のコーティング法で塗布して、乾燥した後に、第2離型紙21Bを貼り合わせればよい。組成物(塗布液)の粘度は、1~20000センチストークス(25℃)程度、好ましくは1~2000センチストークスに調整する。芯材15へ含浸塗布する場合には、粘度が低い方が好ましく、1~1000センチストークスである。
第1離型紙21Aと第2離型紙21Bは同じものでも異なったものを用いてもよい。離型紙21としては、離型フィルム、セパレート紙、セパレートフィルム、セパ紙、剥離フィルム、剥離紙等の従来公知のものを好適に使用できる。また、上質紙、コート紙、含浸紙、プラスチックフィルムなどの離型紙用基材の片面または両面に離型層を形成したものを用いてもよい。離型層としては、離型性を有する材料であれば、特に限定されないが、例えば、シリコーン樹脂、有機樹脂変性シリコーン樹脂、フッ素樹脂、アミノアルキド樹脂、メラミン系樹脂、アクリル系樹脂、ポリエステル樹脂などがある。これらの樹脂は、エマルジョン型、溶剤型または無溶剤型のいずれもが使用できる。
離形層は、離形層成分を分散および/または溶解した塗液を、離型紙用基材フィルムの片面に塗布し、加熱乾燥および/または硬化させて形成する。塗液の塗布方法としては、公知で任意の塗布法が適用でき、例えば、ロールコート、グラビアコート、スプレーコートなどである。また、離形層は、必要に応じて、基材フィルムの少なくとも片面の、全面または一部に形成してもよい。
第一および第二離型紙の剥離力は、粘着シートに対し、1~2000mN/cm程度、さらに100~1000mN/cmであることが好ましい。離形層の剥離力を上記範囲とすることにより、粘着シートや被着材との剥離力が確保でき、剥がれたり部分的に浮いたりすることを避けることができるとともに、安定した離型性を確保できる。安定した離形性や加工性の点で、ポリジメチルシロキサンを主成分とする付加および/または重縮合型の剥離紙用硬化型シリコーン樹脂が好ましい。
<被着体の接着方法>
被着体との接合は、粘着シート1の第1離型紙21Aおよび第2離型紙21Bを剥離し除去して、粘着層11を露出させる。露出した粘着層11を、2つの同じまたは異なる第1被着体および第2被着体で挟み、粘着層11の粘着性で保持させる。次いで、加熱、または加圧加熱することで粘着層11を硬化させて、第1被着体および第2被着体を強固に接着させることができる。このように、本発明による粘着シートを用いることにより、初期粘着性を利用して、被着体どうしを仮固定でき、その後に、例えばバッチ方式により粘粘着シートを熱硬化させて被着体を接着できるため、プレヒートなどの工程を省くことができるとともに、生産性が著しく向上する。
被着体との接合は、粘着シート1の第1離型紙21Aおよび第2離型紙21Bを剥離し除去して、粘着層11を露出させる。露出した粘着層11を、2つの同じまたは異なる第1被着体および第2被着体で挟み、粘着層11の粘着性で保持させる。次いで、加熱、または加圧加熱することで粘着層11を硬化させて、第1被着体および第2被着体を強固に接着させることができる。このように、本発明による粘着シートを用いることにより、初期粘着性を利用して、被着体どうしを仮固定でき、その後に、例えばバッチ方式により粘粘着シートを熱硬化させて被着体を接着できるため、プレヒートなどの工程を省くことができるとともに、生産性が著しく向上する。
被着体としては、特に限定されるものではないが、金属、無機材料、有機材料、これらを組み合わせた複合材料や、積層材料などが例示できる。
硬化時の加熱温度は、60℃~250℃程度、好ましくは100℃~180℃である。加熱時間は1~240分間、好ましくは10~120分間である。硬化した粘着シート1の粘着層11は、初期粘着性を有し、プレヒートなどの工程がなく、粘着力のみで被着体を保持して作業できるので、作業性がよく、低コストでもある。また、粘着層の材料およびその配合比を選択することで、金属同士、金属と有機材料、有機材料と有機材料とを接着することができる。さらに、エポキシ樹脂に起因する強固な接着強度が得られ、この接着強度は温度変化でも劣化しにくく、また、アクリル樹脂に起因するために脆質性が低く、優れた剪断強度と高い耐衝撃性、耐熱性を有するので、構造用途に使用できる。
<貼合体>
本発明による粘着シートを用いることにより、従来の溶接法では困難な、ガラス繊維や炭素繊維のFRP、異種金属などの材料(被着体)を強力に接合でき、例えば、アルミニウムと鉄等の金属との貼合体や、FRPやCFRPどうしの貼合体を得ることができる。これら貼合体は、温度変化を受けることなく優れた接着強度を保持できるとともに、脆質性が低く、優れた剪断強度と高い耐衝撃性、耐熱性を有するため、自動車、航空機、船舶等の分野に限らず、電子機器類、電子機器筐体、家電製品、インフラ系構造物、ライフライン建材、一般建材等の分野で利用することができる。
本発明による粘着シートを用いることにより、従来の溶接法では困難な、ガラス繊維や炭素繊維のFRP、異種金属などの材料(被着体)を強力に接合でき、例えば、アルミニウムと鉄等の金属との貼合体や、FRPやCFRPどうしの貼合体を得ることができる。これら貼合体は、温度変化を受けることなく優れた接着強度を保持できるとともに、脆質性が低く、優れた剪断強度と高い耐衝撃性、耐熱性を有するため、自動車、航空機、船舶等の分野に限らず、電子機器類、電子機器筐体、家電製品、インフラ系構造物、ライフライン建材、一般建材等の分野で利用することができる。
本発明を、実施例によりさらに詳細に説明するが、本発明がこれら実施例の内容に限定されるものではない。なお、各層の各組成物は溶媒を除いた固形分の質量部である。
実施例1~20および比較例1~8
<粘着剤組成物の調製>
下記の表1および表2に示す組成に従って、各エポキシ樹脂、シリコーン樹脂、シランカップリング剤、硬化剤ないし硬化促進剤を添加して攪拌機により混合した後、混合物にアクリル樹脂を添加して混合することにより、粘着剤を調製した。なお、下記の表中、
JER828、JER1001は、三菱化学社製のビスフェノールA型エポキシ樹脂を、
2021Pは、株式会社ダイセルの脂環式2官能エポキシ樹脂(セロキサイド)を、
YH-300は、新日鉄住金化学株式会社の脂肪族グリシジルエーテルを、
ES1023は、信越化学株式会社のエポキシ変性シリコーン樹脂を、
TSR960は、DIC株式会社のゴム変性エポキシ樹脂を、
M22Nは、アルケマ社製のアミド系極性基が導入された変性メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体を、
SM4032XM10は、アルケマ社製のカルボキシル基が導入された変性メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体を、
M22は、アルケマ社製のメチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体を、
KBM-403、KBM-803は、信越シリコーン社製のシランカップリング剤を、
DICY7は、三菱化学社製のジシアンジアミトを、
HIPA-2E4MZは、日本曹達社製の包接イミダゾールを、
MF-K60B、SBN-70Dは、旭化成株式会社製のブロックイソシアネートを
それぞれ表す。
<粘着剤組成物の調製>
下記の表1および表2に示す組成に従って、各エポキシ樹脂、シリコーン樹脂、シランカップリング剤、硬化剤ないし硬化促進剤を添加して攪拌機により混合した後、混合物にアクリル樹脂を添加して混合することにより、粘着剤を調製した。なお、下記の表中、
JER828、JER1001は、三菱化学社製のビスフェノールA型エポキシ樹脂を、
2021Pは、株式会社ダイセルの脂環式2官能エポキシ樹脂(セロキサイド)を、
YH-300は、新日鉄住金化学株式会社の脂肪族グリシジルエーテルを、
ES1023は、信越化学株式会社のエポキシ変性シリコーン樹脂を、
TSR960は、DIC株式会社のゴム変性エポキシ樹脂を、
M22Nは、アルケマ社製のアミド系極性基が導入された変性メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体を、
SM4032XM10は、アルケマ社製のカルボキシル基が導入された変性メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体を、
M22は、アルケマ社製のメチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体を、
KBM-403、KBM-803は、信越シリコーン社製のシランカップリング剤を、
DICY7は、三菱化学社製のジシアンジアミトを、
HIPA-2E4MZは、日本曹達社製の包接イミダゾールを、
MF-K60B、SBN-70Dは、旭化成株式会社製のブロックイソシアネートを
それぞれ表す。


<粘着シートの作製>
得られた粘着剤を、セパフィルム(SP-PET 03BU、東セロ社製)に重ね合わせた芯材(ポリエステル不織布OL150S、日本バイリーン社製)の表面に、コンマコーターにて、塗布量が100g/m2となるように塗布して、芯材に粘着剤を含浸させて粘着層を形成し、その粘着層上に、セパフィルム(SP-PET 01BU、東セロ社製)を貼り合わせることにより粘着シートを作製した。
得られた粘着剤を、セパフィルム(SP-PET 03BU、東セロ社製)に重ね合わせた芯材(ポリエステル不織布OL150S、日本バイリーン社製)の表面に、コンマコーターにて、塗布量が100g/m2となるように塗布して、芯材に粘着剤を含浸させて粘着層を形成し、その粘着層上に、セパフィルム(SP-PET 01BU、東セロ社製)を貼り合わせることにより粘着シートを作製した。
<貼合体の作製>
得られた粘着シートを25mm×12.5mmに裁断し、一方のセパフィルムを剥離して粘着層を露出させて、一方の被着体である鉄板(長さ100mm×幅25mm×厚み1.5mm)の先端部分に貼り付けた。鉄板に貼りつけた粘着シートからセパフィルムを剥離して粘着層を露出させて、その粘着層部分に、他方の被着体である鉄板(長さ100mm×幅25mm×厚み1.5mm)の先端部分を貼りつけた。
得られた粘着シートを25mm×12.5mmに裁断し、一方のセパフィルムを剥離して粘着層を露出させて、一方の被着体である鉄板(長さ100mm×幅25mm×厚み1.5mm)の先端部分に貼り付けた。鉄板に貼りつけた粘着シートからセパフィルムを剥離して粘着層を露出させて、その粘着層部分に、他方の被着体である鉄板(長さ100mm×幅25mm×厚み1.5mm)の先端部分を貼りつけた。
次いで、仮固定された被着体の上に3kgの荷重をかけて130℃で2時間、粘着層の加熱硬化を行うことにより貼合体を得た。
<接着強度評価>
(1)初期接着強度
得られた各貼合体について、23℃、50%RHの環境下で、得られた貼合体の両端をテンシロン(RTF1350、エーアンドデイ社製)に固定して、10mm/minで引張り、せん断強度を測定した。評価結果は、下記の表3に示される通りであった。
(1)初期接着強度
得られた各貼合体について、23℃、50%RHの環境下で、得られた貼合体の両端をテンシロン(RTF1350、エーアンドデイ社製)に固定して、10mm/minで引張り、せん断強度を測定した。評価結果は、下記の表3に示される通りであった。
(2)高温熱水環境下に保管後の接着強度
得られた各貼合体を蒸留水中に浸漬し、80℃の環境下に200時間静置した後、蒸留水中から貼合体を取り出し、23℃、50%RHの環境下に24時間静置した。続いて、上記と同様にしてせん断強度を測定した。また、初期粘着強度に対する高温熱水環境下に保管後の接着強度の保持率を、高温熱水環境下に保管後の接着強度(Mpa)/初期粘着強度(Mpa)×100(%)として算出した。評価結果は、下記の表3に示される通りであった。
得られた各貼合体を蒸留水中に浸漬し、80℃の環境下に200時間静置した後、蒸留水中から貼合体を取り出し、23℃、50%RHの環境下に24時間静置した。続いて、上記と同様にしてせん断強度を測定した。また、初期粘着強度に対する高温熱水環境下に保管後の接着強度の保持率を、高温熱水環境下に保管後の接着強度(Mpa)/初期粘着強度(Mpa)×100(%)として算出した。評価結果は、下記の表3に示される通りであった。
<製膜性の評価>
セパフィルム(SP-PET 01BU、東セロ社製)に、乾燥後の塗布量が50g/m2となるように粘着剤をコンマコーターにて塗布し、100℃で3分間の乾燥を行い、塗布面の外観を観察した。評価基準は以下の通りとした。
○:塗布膜が均一な厚み(±5μm)である
×:セパフィルムの表面で粘着剤が弾いて塗布されていない箇所が存在する
評価結果は下記の表3に示される通りであった。
セパフィルム(SP-PET 01BU、東セロ社製)に、乾燥後の塗布量が50g/m2となるように粘着剤をコンマコーターにて塗布し、100℃で3分間の乾燥を行い、塗布面の外観を観察した。評価基準は以下の通りとした。
○:塗布膜が均一な厚み(±5μm)である
×:セパフィルムの表面で粘着剤が弾いて塗布されていない箇所が存在する
評価結果は下記の表3に示される通りであった。
<保存安定性の評価>
各実施例および比較例の粘着シートから一方のセパフィルムを剥離して粘着層を露出させ、その粘着層部分に、表面を洗浄したアルミ板(6061)を載置し、その上から、手動式圧着装置(JIS0237)を用いて、圧着速度約5mm/秒で1往復させて、接着シートとアルミ板とを貼り合わせて試験サンプルを得た。次いで、得られた試験サンプルを、テンシロン(オリエンテック製RTA-1T)を用いて、180°、300mm/minでピール引き剥がし強度(N/cm)を測定した。
各実施例および比較例の粘着シートから一方のセパフィルムを剥離して粘着層を露出させ、その粘着層部分に、表面を洗浄したアルミ板(6061)を載置し、その上から、手動式圧着装置(JIS0237)を用いて、圧着速度約5mm/秒で1往復させて、接着シートとアルミ板とを貼り合わせて試験サンプルを得た。次いで、得られた試験サンプルを、テンシロン(オリエンテック製RTA-1T)を用いて、180°、300mm/minでピール引き剥がし強度(N/cm)を測定した。
また、各実施例および比較例の粘着シートを、23℃、50%RHの環境下に1月間静置した後、上記と同様にして試験サンプルを作製してピール引き剥がし強度を測定した。試験サンプル作製後の初期粘着力に対して、50%以上の初期粘着性を有しているものをタック有り(○)とした。評価結果は、下記の表3に示される通りであった。

<粘着剤の相溶状態の観察>
実施例1、実施例2および比較例1の粘着シートを130℃で2時間硬化させた後、一方のセパレートフィルムを剥離して粘着層を露出させ、電子顕微鏡(SU3500、日立ハイテク社製)を用いて表面観察を行、粘着剤の相溶状態を確認した。得られた電子顕微鏡写真は図3~図5に示される通りであった。図3および4に示される通り、実施例の粘着剤は、海島構造が発現していることが観察された。また、島部分は大きい島と小さい島が混在した状態であることが確認できた。理論に拘束されるわけではないが、海に相当する部分はエポキシ樹脂であり、大きい島は架橋したエポキシ樹脂であり、小さい島はアクリル樹脂であると思われる。一方、比較例の粘着剤は均一に相溶していて海島構造が発現していないことが観察された。
実施例1、実施例2および比較例1の粘着シートを130℃で2時間硬化させた後、一方のセパレートフィルムを剥離して粘着層を露出させ、電子顕微鏡(SU3500、日立ハイテク社製)を用いて表面観察を行、粘着剤の相溶状態を確認した。得られた電子顕微鏡写真は図3~図5に示される通りであった。図3および4に示される通り、実施例の粘着剤は、海島構造が発現していることが観察された。また、島部分は大きい島と小さい島が混在した状態であることが確認できた。理論に拘束されるわけではないが、海に相当する部分はエポキシ樹脂であり、大きい島は架橋したエポキシ樹脂であり、小さい島はアクリル樹脂であると思われる。一方、比較例の粘着剤は均一に相溶していて海島構造が発現していないことが観察された。
<動的粘弾性測定>
実施例1および比較例1の各粘着シートを130℃で2時間硬化させた後、両面のセパフィルムを剥離して粘着剤を得た。この粘着剤の25℃での貯蔵弾性率(E’) および損失正接(tanδ)の測定を、ティー・エイ・インスツルメント社製の固体粘弾性アナライザーRSA-IIIを用い、JIS K7244-1に準拠した動的粘弾性測定法(アタッチメントモード:圧縮モード,周波数:1Hz,温度:-50~150℃、昇温速度:5℃/分)にて行った。結果は、図6に示される通りであった。図6に示したE’およびtanδの温度依存性のプロファイルからも明らかなように、比較例1の粘着剤よりも実施例の粘着剤の方が軟化点が高かった。以上の結果から、本発明による粘着剤組成物は、高温熱水環境下においても優れた接着強度を保持できることがわかる。
実施例1および比較例1の各粘着シートを130℃で2時間硬化させた後、両面のセパフィルムを剥離して粘着剤を得た。この粘着剤の25℃での貯蔵弾性率(E’) および損失正接(tanδ)の測定を、ティー・エイ・インスツルメント社製の固体粘弾性アナライザーRSA-IIIを用い、JIS K7244-1に準拠した動的粘弾性測定法(アタッチメントモード:圧縮モード,周波数:1Hz,温度:-50~150℃、昇温速度:5℃/分)にて行った。結果は、図6に示される通りであった。図6に示したE’およびtanδの温度依存性のプロファイルからも明らかなように、比較例1の粘着剤よりも実施例の粘着剤の方が軟化点が高かった。以上の結果から、本発明による粘着剤組成物は、高温熱水環境下においても優れた接着強度を保持できることがわかる。
また、実施例2および比較例8の各粘着シートを130℃で2時間硬化させた後、両面のセパフィルムを剥離して粘着剤を得た。硬化させた粘着剤を80℃の熱水に浸漬し200時間静置する熱水処理を行った。粘着剤の熱水処理前後の25℃での貯蔵弾性率(E’) および損失正接(tanδ)の測定を上記と同様にして測定した。結果は図7および図8(実施例2)ならびに図9および図10(比較例8)に示される通りであった。比較例8では、E’およびtanδの測定結果から熱水処理後に粘着剤のガラス転移温度が低温側にシフトしているのに対して、実施例2では熱水処理後にガラス転移温度の低下がなく、むしろ80℃の熱履歴を加えることにより僅かではあるがガラス転移温度が上昇していることがわかる。これらの測定結果から、実施例の粘着シートは、熱水環境下に置かれた場合であっても凝集力が低下せず、耐水性が向上することを示唆している。
1:接着シート
11:接着層
13:接着剤
15:芯材
21:離型紙
21A:第1離型紙
21B:第2離型紙
11:接着層
13:接着剤
15:芯材
21:離型紙
21A:第1離型紙
21B:第2離型紙
Claims (12)
- エポキシ樹脂と、エポキシ変性シリコーン樹脂と、アクリル樹脂と、硬化剤と、を含んでなる粘着剤組成物であって、
前記エポキシ樹脂が、ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とを含んでなり、
前記アクリル樹脂が、メチルメタクリレート-ブチルアクリレート-メチルメタクリレートの2元共重合体またはその変性物を含んでなることを特徴とする、粘着剤組成物。 - 前記ビスフェノール型2官能エポキシ樹脂が、常温で液状のビスフェノール型エポキシ樹脂およびガラス転移温度が50~150℃の範囲にある常温で固体のビスフェノール型エポキシ樹脂の2種のビスフェノール型エポキシ樹脂からなる、請求項1に記載の粘着剤組成物。
- 前記3官能以上のエポキシ樹脂が、ビス(アミノフェニル)メタン骨格を有する4官能エポキシ樹脂である、請求項1または2に記載の粘着剤組成物。
- シランカップリング剤をさらに含んでなる、請求項1~3のいずれか一項に記載の粘着剤組成物。
- 前記硬化剤がジシアンジアミド系硬化剤である、請求項1~4のいずれか一項に記載の粘着剤組成物。
- 前記硬化剤が、ジシアンアミド系硬化剤とシアネート系硬化剤とを含んでなる、請求項5に記載の粘着剤組成物。
- 前記ビスフェノール型2官能エポキシ樹脂と、3官能以上のエポキシ樹脂とが、質量基準で75:65~115:65の割合で含まれてなる、請求項1~6のいずれか一項に記載の粘着剤組成物。
- 前記エポキシ樹脂が58.3~86.5質量部、前記エポキシ変性シリコーン樹脂が8.3~28.8質量部、前記アクリル樹脂が3.9~16.6質量部、含まれてなる、請求項1~7のいずれか一項に記載の粘着剤組成物。
- 第1離型紙と、粘着層と、第2離型紙とを、この順で積層してなる粘着シートであって、前記粘着層が、請求項1~8のいずれか一項に記載の粘着剤組成物を含んでなる、粘着シート。
- 前記粘着層が芯材をさらに含んでなり、前記粘着剤が前記芯材に含浸されている、請求項9に記載の粘着シート。
- 請求項9または10に記載の粘着シートを用いて第1被着体と第2被着体とを接着する方法であって、
前記粘着シートから、第1離型紙および第2離型紙を剥離し除去して粘着層を露出させ、
前記粘着層を、前記第1被着体および前記第2被着体で挟んで、前記第1被着体および前記第2被着体の仮固定を行い、
前記粘着層を、加熱することにより硬化させて、前記第1被着体および前記第2被着体を接着することを含んでなる、方法。 - 請求項11に記載の方法により得られる貼合体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580005868.3A CN105934492B (zh) | 2014-01-29 | 2015-01-16 | 粘合剂组合物和使用该粘合剂组合物的粘合片材 |
| EP15743516.5A EP3101080B1 (en) | 2014-01-29 | 2015-01-16 | Adhesive agent composition and adhesive sheet produced using same |
| US15/115,413 US10538689B2 (en) | 2014-01-29 | 2015-01-16 | Adhesive composition and adhesive sheet using the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-014636 | 2014-01-29 | ||
| JP2014014636A JP5888349B2 (ja) | 2014-01-29 | 2014-01-29 | 粘着剤組成物およびそれを用いた粘着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015115212A1 true WO2015115212A1 (ja) | 2015-08-06 |
Family
ID=53756789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/051122 WO2015115212A1 (ja) | 2014-01-29 | 2015-01-16 | 粘着剤組成物およびそれを用いた粘着シート |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10538689B2 (ja) |
| EP (1) | EP3101080B1 (ja) |
| JP (1) | JP5888349B2 (ja) |
| CN (1) | CN105934492B (ja) |
| WO (1) | WO2015115212A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230302717A1 (en) * | 2017-10-27 | 2023-09-28 | Ppg Advanced Surface Technologies, Llc | Articles Comprising Polymeric Film Applied to a Substrate |
| JP7484557B2 (ja) | 2020-08-18 | 2024-05-16 | 三菱ケミカル株式会社 | 粘接着剤組成物、粘接着シート及び積層体 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105860890A (zh) * | 2016-06-11 | 2016-08-17 | 南京晶云化工有限公司 | 一种金属黏结用胶黏剂及其制备方法 |
| CN106634718B (zh) * | 2016-12-29 | 2018-10-12 | 安徽浩丰特种电子材料有限公司 | 一种储存时间长且具有优异浸渗性的环氧树脂灌封胶 |
| KR20230104991A (ko) * | 2017-10-27 | 2023-07-11 | 엔트로테크 아이엔씨 | 중합체 필름을 기재에 적용하는 방법 및 생성된 물품 |
| CN109837032B (zh) * | 2017-11-27 | 2024-02-13 | 中国科学院大连化学物理研究所 | 一种金属表面用高拉伸强度快速固化胶黏剂的结构及应用 |
| JP7404912B2 (ja) | 2019-03-26 | 2023-12-26 | Tdk株式会社 | 磁心用複合磁性材料前駆体、磁心用複合材料、磁心および電子部品 |
| JP7346887B2 (ja) * | 2019-04-15 | 2023-09-20 | 三菱ケミカル株式会社 | 粘接着剤組成物、粘接着剤、粘接着シート、及び積層体 |
| CN110484178A (zh) * | 2019-07-30 | 2019-11-22 | 安徽中科光电色选机械有限公司 | 一种应用于色选机电磁阀上的密封填充树脂胶水及其制备方法 |
| CN110764649A (zh) * | 2019-10-22 | 2020-02-07 | 广州视源电子科技股份有限公司 | 触控显示组件与其贴合方法 |
| CN113322036B (zh) * | 2021-05-06 | 2023-05-05 | 广东风华高新科技股份有限公司 | 一种低温固化浆料及其制备方法和应用 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01215818A (ja) * | 1988-02-23 | 1989-08-29 | Hitachi Chem Co Ltd | 耐熱性樹脂組成物 |
| JPH05112631A (ja) * | 1991-10-22 | 1993-05-07 | Hitachi Chem Co Ltd | 冷凍機モートルコイル含浸用ワニス |
| JP2003082034A (ja) | 2001-09-13 | 2003-03-19 | Hitachi Chem Co Ltd | アクリル樹脂、これを用いた接着剤及び接着フィルム |
| JP2003277591A (ja) * | 2002-03-26 | 2003-10-02 | Sumitomo Bakelite Co Ltd | エポキシ樹脂組成物、プリプレグ及び積層板 |
| JP2007332314A (ja) * | 2006-06-16 | 2007-12-27 | Jsr Corp | 熱硬化性樹脂組成物および光半導体用接着剤 |
| WO2010035859A1 (ja) * | 2008-09-29 | 2010-04-01 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2013006974A (ja) * | 2011-06-24 | 2013-01-10 | Dainippon Printing Co Ltd | 接着剤組成物およびそれを用いた接着シート |
| WO2014103040A1 (ja) * | 2012-12-28 | 2014-07-03 | 大日本印刷株式会社 | 接着剤組成物およびそれを用いた接着シート |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW572964B (en) * | 2000-09-21 | 2004-01-21 | Chang Chun Plastics Co Ltd | Flame retarded epoxy resin composition |
| CN101218286B (zh) * | 2005-07-13 | 2011-09-14 | 三菱丽阳株式会社 | 预浸料 |
| EP2036950B1 (en) * | 2006-06-30 | 2017-05-31 | Toray Industries, Inc. | Epoxy resin composition, prepreg, and fiber-reinforced composite material |
| US20090068596A1 (en) * | 2007-08-06 | 2009-03-12 | Ren Yang | Negative-tone,Ultraviolet Photoresists for Fabricating High Aspect Ratio Microstructures |
| WO2009101961A1 (ja) * | 2008-02-15 | 2009-08-20 | Kuraray Co., Ltd. | 硬化性樹脂組成物および樹脂硬化物 |
| TWI435887B (zh) * | 2008-02-26 | 2014-05-01 | Toray Industries | 環氧樹脂組成物、預浸透物及纖維強化複合材料 |
| US7843244B1 (en) * | 2009-07-02 | 2010-11-30 | Apple Inc. | Low latency synchronizer circuit |
| JP5716339B2 (ja) * | 2010-01-08 | 2015-05-13 | 大日本印刷株式会社 | 粘接着シートおよびそれを用いた接着方法 |
| US20110253943A1 (en) * | 2010-04-19 | 2011-10-20 | Trillion Science, Inc. | One part epoxy resin including a low profile additive |
| BR112013006899A2 (pt) * | 2010-09-24 | 2019-09-24 | Toray Industries | "composição e material compósito reforçado" |
| CA2884878A1 (en) * | 2012-09-17 | 2014-03-20 | 3M Innovative Properties Company | Powder coating epoxy compositions, methods, and articles |
| JP6044243B2 (ja) * | 2012-10-02 | 2016-12-14 | 大日本印刷株式会社 | 接着剤組成物およびそれを用いた接着シート |
| US10808152B2 (en) * | 2014-11-28 | 2020-10-20 | Dai Nippon Printing Co., Ltd. | Adhesive composition and adhesive sheet using same |
-
2014
- 2014-01-29 JP JP2014014636A patent/JP5888349B2/ja active Active
-
2015
- 2015-01-16 CN CN201580005868.3A patent/CN105934492B/zh active Active
- 2015-01-16 EP EP15743516.5A patent/EP3101080B1/en active Active
- 2015-01-16 US US15/115,413 patent/US10538689B2/en active Active
- 2015-01-16 WO PCT/JP2015/051122 patent/WO2015115212A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01215818A (ja) * | 1988-02-23 | 1989-08-29 | Hitachi Chem Co Ltd | 耐熱性樹脂組成物 |
| JPH05112631A (ja) * | 1991-10-22 | 1993-05-07 | Hitachi Chem Co Ltd | 冷凍機モートルコイル含浸用ワニス |
| JP2003082034A (ja) | 2001-09-13 | 2003-03-19 | Hitachi Chem Co Ltd | アクリル樹脂、これを用いた接着剤及び接着フィルム |
| JP2003277591A (ja) * | 2002-03-26 | 2003-10-02 | Sumitomo Bakelite Co Ltd | エポキシ樹脂組成物、プリプレグ及び積層板 |
| JP2007332314A (ja) * | 2006-06-16 | 2007-12-27 | Jsr Corp | 熱硬化性樹脂組成物および光半導体用接着剤 |
| WO2010035859A1 (ja) * | 2008-09-29 | 2010-04-01 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2013006974A (ja) * | 2011-06-24 | 2013-01-10 | Dainippon Printing Co Ltd | 接着剤組成物およびそれを用いた接着シート |
| WO2014103040A1 (ja) * | 2012-12-28 | 2014-07-03 | 大日本印刷株式会社 | 接着剤組成物およびそれを用いた接着シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3101080A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230302717A1 (en) * | 2017-10-27 | 2023-09-28 | Ppg Advanced Surface Technologies, Llc | Articles Comprising Polymeric Film Applied to a Substrate |
| JP7484557B2 (ja) | 2020-08-18 | 2024-05-16 | 三菱ケミカル株式会社 | 粘接着剤組成物、粘接着シート及び積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3101080A1 (en) | 2016-12-07 |
| JP2015140405A (ja) | 2015-08-03 |
| EP3101080B1 (en) | 2018-10-24 |
| JP5888349B2 (ja) | 2016-03-22 |
| EP3101080A4 (en) | 2017-10-04 |
| US20170158924A1 (en) | 2017-06-08 |
| CN105934492A (zh) | 2016-09-07 |
| CN105934492B (zh) | 2019-06-25 |
| US10538689B2 (en) | 2020-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6067828B2 (ja) | 粘着剤組成物及びそれを用いた粘着シート | |
| JP5888349B2 (ja) | 粘着剤組成物およびそれを用いた粘着シート | |
| WO2014103040A1 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP5660443B2 (ja) | 粘接着シートおよびそれを用いた接着方法 | |
| JP2013006974A (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP5717019B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP5743211B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP6044243B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP6044687B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP2011202043A (ja) | 粘接着シート | |
| JP6332764B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP5560747B2 (ja) | 粘接着シート | |
| JP6239223B2 (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP2013129775A (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP2011202042A (ja) | 粘接着シート | |
| WO2023145504A1 (ja) | 発泡性接着シートおよび物品の製造方法 | |
| JP2015108156A (ja) | 接着剤組成物およびそれを用いた接着シート | |
| JP2011201174A (ja) | 粘接着シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15743516 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015743516 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015743516 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15115413 Country of ref document: US |