WO2015093516A1 - 合成樹脂積層体 - Google Patents
合成樹脂積層体 Download PDFInfo
- Publication number
- WO2015093516A1 WO2015093516A1 PCT/JP2014/083375 JP2014083375W WO2015093516A1 WO 2015093516 A1 WO2015093516 A1 WO 2015093516A1 JP 2014083375 W JP2014083375 W JP 2014083375W WO 2015093516 A1 WO2015093516 A1 WO 2015093516A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- synthetic resin
- layer
- resin laminate
- laminate
- resin
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
- C08L33/10—Homopolymers or copolymers of methacrylic acid esters
- C08L33/12—Homopolymers or copolymers of methyl methacrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L69/00—Compositions of polycarbonates; Compositions of derivatives of polycarbonates
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D183/00—Coating compositions based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Coating compositions based on derivatives of such polymers
- C09D183/04—Polysiloxanes
- C09D183/06—Polysiloxanes containing silicon bound to oxygen-containing groups
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D4/00—Coating compositions, e.g. paints, varnishes or lacquers, based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; Coating compositions, based on monomers of macromolecular compounds of groups C09D183/00 - C09D183/16
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/03—Arrangements for converting the position or the displacement of a member into a coded form
- G06F3/041—Digitisers, e.g. for touch screens or touch pads, characterised by the transducing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/208—Touch screens
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1812—C12-(meth)acrylate, e.g. lauryl (meth)acrylate
Definitions
- the present invention relates to a synthetic resin laminate, and more specifically, a layer containing a polycarbonate resin, a resin layer containing a specific (meth) acrylate copolymer and a polycarbonate resin, which is used for a transparent substrate material or a protective material. And a synthetic resin laminate having excellent shape stability, surface hardness, impact resistance, weather resistance, coating film adhesion and heat resistance in a high temperature and high humidity environment.
- Patent Document 1 proposes a method of coating the surface with an ultraviolet curable resin or the like, and a method of applying a hard coat to a substrate obtained by coextruding a polycarbonate resin and an acrylic resin.
- a hard coat to the surface of the polycarbonate resin cannot satisfy the required pencil hardness and cannot be used for applications requiring surface hardness.
- Patent Document 2 discloses a laminate in which a resin having a low water absorption rate is laminated on a polycarbonate resin as a method for suppressing warpage, but 40 ° C / 90% of the environmental test is insufficient as a condition of high temperature and high humidity. Therefore, it cannot be said that the required performance of low warpage is sufficiently evaluated.
- the MS resin treated in this document is generally considered to have low heat resistance, which may cause a problem during post-processing.
- a laminate in which an acrylic resin layer is laminated on both sides of a polycarbonate resin layer. When a surface impact is applied to one side of the laminate, cracks are caused in the acrylic resin layer on the opposite surface. It is easy to occur and may become a problem depending on the method of use.
- the present invention is used for transparent substrate materials and protective materials, shape stability in high temperature and high humidity environment, surface hardness, impact resistance, weather resistance and heat resistance, coating film It aims at providing the synthetic resin laminated body which is excellent in adhesiveness.
- the present inventors have laminated a resin layer containing a specific (meth) acrylate copolymer and a polycarbonate resin on at least one side of the layer containing a polycarbonate resin. It has been found that a synthetic resin laminate having these characteristics can be obtained by using a synthetic resin laminate, and the present invention has been achieved. That is, the present invention provides the following synthetic resin laminate and a transparent material using the synthetic resin laminate.
- the (meth) acrylate copolymer (C) comprises an aromatic (meth) acrylate unit (c1) represented by the following formula (1) and a methyl methacrylate unit (c2) in a mass ratio of 5 to 80/20 to 95.
- X represents a single bond, —C (R2) (R3) —, —C ( ⁇ O) —, —O—, —OC ( ⁇ O) —, —OC ( ⁇ O) O—.
- R2 and R3 are each independently a hydrogen atom, a carbon number, 1 to 10 linear alkyl group, 3 to 10 carbon branched alkyl group, 3 to 10 carbon cyclic alkyl group, 1 to 10 carbon linear alkoxy group, 3 to 10 carbon branched An alkoxy group, a cyclic alkoxy group having 3 to 10 carbon atoms, a phenyl group or a phenylphenyl group; R2 and R3 are connected to each other, and together with the carbon atom to which they are bonded, 3 to 10 carbon atoms
- a cyclic alkyl group of R1 is a hydrogen atom or a methyl group;
- R4 and R5 are each independently a linear alkyl group having 1 to 10 carbon atoms, a branched alkyl group having 3 to 10 carbon atoms, a cyclic alkyl group having 3 to 10
- the polycarbonate (D) has a viscosity average molecular weight of 21,000 to 40,000, and is a synthetic resin laminate. ⁇ 2> The synthetic resin laminate according to ⁇ 1>, wherein the resin layer (A) has a glass transition point of 110 to 135 ° C.
- ⁇ 3> The synthetic resin laminate according to ⁇ 1> or ⁇ 2>, wherein the water absorption of the resin layer (A) is 0.05 to 0.5%.
- the thickness of the resin layer (A) is 10 to 250 ⁇ m, the total thickness (X) of the synthetic resin laminate is 0.1 to 2.0 mm, and (A) / (X) The synthetic resin laminate according to any one of ⁇ 1> to ⁇ 3>, wherein the thickness ratio is 0.01 to 0.5.
- ⁇ 5> The synthetic resin laminate according to any one of ⁇ 1> to ⁇ 4>, wherein the base material layer (B) has a viscosity average molecular weight of 21,000 to 40,000.
- ⁇ 6> The synthetic resin laminate according to any one of ⁇ 1> to ⁇ 5>, wherein the resin layer (A) and / or the base material layer (B) contains an ultraviolet absorber.
- ⁇ 7> The synthetic resin laminate according to any one of ⁇ 1> to ⁇ 6>, wherein a hard coat treatment is performed on a surface of the resin layer (A).
- ⁇ 8> The synthetic resin laminate according to any one of ⁇ 1> to ⁇ 6>, wherein a hard coat treatment is performed on the surface of the resin layer (A) and the surface of the base material layer (B). .
- One or more of the synthetic resin laminate is subjected to any one or more of antireflection treatment, antifouling treatment, fingerprint resistance treatment, antistatic treatment, weather resistance treatment and antiglare treatment, and vapor deposition treatment.
- ⁇ 12> The synthetic resin laminate according to any one of ⁇ 1> to ⁇ 9>, which is used for an electrode substrate of a touch panel.
- a synthetic resin laminate excellent in shape stability, surface hardness, impact resistance, weather resistance and heat resistance, and coating film adhesion in a high temperature or high humidity environment is provided, and the synthetic resin laminate is Used as a transparent substrate material, a transparent protective material, and the like.
- portable display devices such as mobile phone terminals, portable electronic play equipment, portable information terminals, and mobile PCs
- stationary display devices such as notebook PCs, desktop PC liquid crystal monitors, and liquid crystal televisions. used.
- the (meth) acrylate copolymer (C) comprises an aromatic (meth) acrylate unit (c1) and a methyl methacrylate unit (c2) represented by the following structural formula (1) in a mass of 5 to 80/20 to 95.
- the (meth) acrylate copolymer (C) has a mass average molecular weight of 5,000 to 30,000, and the polycarbonate (D) has a viscosity average molecular weight of 21,000. ⁇ 40,000.
- the synthetic resin laminate of the present invention has a resin layer containing a specific (meth) acrylate copolymer and polycarbonate on one side or both sides of the base layer (B) containing polycarbonate. A) is laminated.
- the resin layer (A) is laminated only on one side, when the surface impact is applied to the resin layer (A) side which is a hard structure, the opposite surface is a base layer (B) having a soft structure. , Relieve shock and cause less damage due to shock.
- the saturated water absorption rate of the resin layer B is 0.2 to 0.4%, for example, about 0.3%
- the saturated water absorption rate of the resin layer A is preferably 0.05 to 0.5%. %, More preferably 0.1 to 0.45%, still more preferably 0.1 to 0.4%. Therefore, the difference in saturated water absorption between the resin layer A and the resin layer B is preferably about 0.20 to 0.25%, more preferably about 0.15 to 0.10%.
- the laminate in which the resin layer (A) is laminated on both surfaces of the base material layer (B) is excellent in impact resistance because the resin layer (A) contains polycarbonate. Even if a surface impact is applied, the opposite surface is less likely to be destroyed by the impact. In addition, since the same resin is laminated on both sides, it is structurally symmetric and the occurrence of warpage is further suppressed, which is preferable.
- the method for forming the synthetic resin laminate of the present invention is not particularly limited. For example, a method of laminating individually formed resin layers (A) and base material layers (B) and thermocompression bonding them, laminating individually formed resin layers (A) and base material layers (B) Then, using a method of adhering both with an adhesive, a method of co-extrusion molding of the resin layer (A) and the base material layer (B), a pre-formed resin layer (A), There are various methods such as in-mold forming and integrating the polycarbonate resin which is the main component of B), but from the viewpoint of production cost and productivity, the co-extrusion method is preferred.
- the polycarbonate used in the base material layer (B) and the polycarbonate (D) used in the resin layer (A) in the present invention contains a carbonate bond in the molecular main chain, — [O—R—OCO] — It is not particularly limited as long as it contains a unit (R contains an aliphatic group, an aromatic group, or both an aliphatic group and an aromatic group, and further has a linear structure or a branched structure). .
- an aromatic polycarbonate resin or an alicyclic polycarbonate resin is preferably used.
- the production method of the polycarbonate used for the base material layer (B) in the present invention and the polycarbonate (D) used for the resin layer (A) is known phosgene method (interfacial polymerization method), transesterification method (melting method). Etc., depending on the monomer used.
- the (meth) acrylate copolymer (C) used in the present invention comprises an aromatic (meth) acrylate unit (c1) and a methyl methacrylate unit (c2) represented by the structural formula (1).
- (meth) acrylate refers to acrylate or methacrylate.
- the aromatic (meth) acrylate unit (c1) represented by the structural formula (1) is 2-phenylbenzyl (meth) acrylate, 3-phenylbenzyl (meth) acrylate, 4-phenylbenzyl (meth) acrylate, 4 -Biphenylbenzyl (meth) acrylate and the like. Of these, 4-phenylbenzyl (meth) acrylate is particularly preferred.
- Monomers constituting the methyl methacrylate unit (c2) are methacrylates such as methyl methacrylate, ethyl methacrylate, butyl methacrylate, propyl methacrylate, 2-ethylhexyl methacrylate; methyl acrylate, ethyl acrylate, butyl acrylate, propyl acrylate, 2-ethylhexyl acrylate Acrylates such as glycidyl acrylate. Of these, methyl methacrylate is particularly preferred.
- the methyl methacrylate unit (c2) has an effect of being well dispersed with the polycarbonate-based resin, and moves to the surface of the molded body, so that the surface hardness of the molded body can be improved.
- the (meth) acrylate copolymer (C) contains 5 to 80% by mass of the aromatic (meth) acrylate unit (c1) and 20 to 95% by mass of the methyl methacrylate unit (c2) (provided that (c1) and (c The total of c2) is 100% by mass). If the content of the aromatic (meth) acrylate unit (c1) in the (meth) acrylate copolymer (C) is 10% by mass or more, it is transparent in the high addition region of the (meth) acrylate copolymer (C). If the property is maintained and is 80% by mass or less, the compatibility with the polycarbonate resin is not too high, and the migration to the surface of the molded article does not decrease, so the surface hardness does not decrease.
- the mass average molecular weight of the (meth) acrylate copolymer (C) is 5,000 to 30,000, preferably 8,000 to 25,000, and more preferably 8,000 to 15,000.
- the weight average molecular weight (Mw), number average molecular weight (Mn), and molecular weight distribution (Mw / Mn) of the (meth) acrylate copolymer (C) are gel permeation chromatography using THF or chloroform as a solvent. Can be used to measure.
- the production method of the resin layer (A) is not particularly limited, and necessary components are mixed in advance using a mixer such as a tumbler, a Henschel mixer, or a super mixer, and then Banbury mixer, roll, A known method such as melt kneading with a machine such as a lavender, a single screw extruder, a twin screw extruder, or a pressure kneader can be applied.
- the composition ratio of the (meth) acrylate copolymer (C) and the polycarbonate (D) is 5 to 55% by mass for the (C) component and 95 to 45% by mass for the (D) component.
- the component (C) is 20 to 50% by mass and the component (D) is 80 to 50% by mass. More preferably, the component (C) is 30 to 50% by mass and the component (D) is 70 to 50% by mass.
- the viscosity average molecular weight of the polycarbonate (D) is determined based on the ease of mixing (dispersing) with the (meth) acrylate copolymer (C) and the ease of production of the resin layer (A). Is done. That is, if the viscosity average molecular weight of the polycarbonate (D) is too large, the difference in melt viscosity between the component (D) and the component (C) becomes too large, so that the mixing (dispersion) of both becomes worse and the resin layer (A) There arises a problem that transparency is deteriorated or stable melt-kneading cannot be continued.
- the viscosity average molecular weight of the polycarbonate (D) is preferably in the range of 21,000 to 40,000. More preferably, it is in the range of 23,000 to 38,000. More preferably, it is in the range of 24,000 to 36,000.
- the polycarbonate (D) is particularly preferably an aromatic polycarbonate resin. BPA and BPC type homopolymers are particularly desirable.
- the glass transition point of the resin layer (A) affects the heat resistance of the synthetic resin laminate. That is, if the glass transition point is too low, the heat resistance of the synthetic resin laminate is lowered, which is not preferable. If the glass transition point is too high, an excessive heat source may be required when the resin layer (A) is laminated, which is not preferable.
- the glass transition point of the resin layer (A) is preferably 110 to 135 ° C. More preferably, it is 115 to 135 ° C. More preferably, it is 120 to 135 ° C.
- the water absorption rate of the resin layer (A) affects the amount of deformation (warpage) of the synthetic resin laminate when exposed to high temperature and high humidity. That is, if the water absorption is too high, the amount of deformation (g) becomes large, which is not preferable. If the water absorption rate is too small, the magnitude relationship of the water absorption rate of the base material layer (B) is reversed, so that a deformation amount (h) in the opposite direction to the above deformation may occur, which is not preferable.
- the water absorption rate of the resin layer (A) is preferably 0.05 to 0.5%. More preferably, it is 0.1 to 0.45%. More preferably, it is 0.1 to 0.4%.
- the thickness of the resin layer (A) affects the surface hardness and impact resistance of the synthetic resin laminate. That is, when the thickness of the resin layer (A) is too thin, the surface hardness is lowered, which is not preferable. If the thickness of the resin layer (A) is too thick, the impact resistance is deteriorated.
- the thickness of the resin layer (A) is preferably 10 to 250 ⁇ m. More preferably, it is 30 to 200 ⁇ m. More preferably, it is 40 to 150 ⁇ m.
- the total (total) thickness of the synthetic resin laminate affects the amount of deformation (warpage) and impact resistance when the synthetic resin laminate is exposed to high temperature and high humidity. That is, if the total thickness is too thin, the amount of deformation (warpage) at the time of exposure to high temperature and high humidity increases and impact resistance decreases. When the total thickness is thick, the amount of deformation (warping) when exposed to high temperature and high humidity is small and impact resistance is ensured. However, if it is thicker than necessary, excessive amounts of raw material will be used in the polycarbonate (D). Not economical.
- the total thickness of the synthetic resin laminate is preferably 0.1 to 2.0 mm. More preferably, it is 0.3 to 2.0 mm. More preferably, it is 0.5 to 1.5 mm.
- the ratio ((A) / (X)) of the thickness of the resin layer (A) and the total thickness (X) of the synthetic resin laminate affects the surface hardness and impact resistance of the synthetic resin laminate. That is, if the thickness ratio is too small, the surface hardness is undesirably low. If the thickness ratio is too high, the impact resistance deteriorates, which is not preferable.
- the thickness ratio is preferably 0.01 to 0.5. More preferably, it is 0.015 to 0.4. More preferably, it is 0.02 to 0.3.
- the amount of warpage of a laminate having a thickness of 1.2 mm or less that is kept for 24 hours or more under conditions of a temperature of 23 ° C. and a relative humidity of 50% is 200 ⁇ m or less, preferably 150 ⁇ m or less, and a laminate having a thickness of 0.5 mm or less.
- the amount of warping of the body is 300 ⁇ m or less, preferably 200 ⁇ m or less. Details of these temperature and humidity conditions and the measurement method will be described later.
- the amount of warpage of the laminated body after treatment for 24 hours or more under the above-described conditions and further maintained for 120 hours under the conditions of 85 ° C. and 85% relative humidity is 400 ⁇ m or less, preferably 300 ⁇ m or less.
- the amount of warping of the laminate after the treatment having a thickness of 0.5 mm or less is 500 ⁇ m or less, preferably 400 ⁇ m or less.
- the amount of warpage of a laminate having a thickness of 0.8 mm was 80 ⁇ m under the high temperature and high humidity conditions.
- the viscosity average molecular weight of the base material layer (B) affects the impact resistance and molding conditions of the synthetic resin laminate. That is, when the viscosity average molecular weight is too small, the impact resistance of the synthetic resin laminate is lowered, which is not preferable. When the viscosity average molecular weight is too high, an excessive heat source may be required when laminating the resin layer (A), which is not preferable. Moreover, since a high temperature is required depending on the molding method, the resin layer (A) is exposed to a high temperature, which may adversely affect its thermal stability.
- the viscosity average molecular weight of the base material layer (B) is 21,000 to 40,000, preferably 18,000 to 40,000. More preferably, it is 21,000-38,000. More preferably, it is 24,000 to 36,000.
- an ultraviolet absorber can be mixed into the resin layer (A) and / or the base material layer (B). If the content is too low, the light resistance will be insufficient, and if the content is too high, excessive UV absorbers may scatter due to high temperatures and contaminate the molding environment. .
- the content is 0 to 5% by mass, preferably 0 to 3% by mass, and more preferably 0 to 1% by mass.
- Examples of the ultraviolet absorber include 2,4-dihydroxybenzophenone, 2-hydroxy-4-methoxybenzophenone, 2-hydroxy-4-n-octoxybenzophenone, 2-hydroxy-4-dodecyloxybenzophenone, 2-hydroxy -4-octadecyloxybenzophenone, 2,2′-dihydroxy-4-methoxybenzophenone, 2,2′-dihydroxy-4,4′-dimethoxybenzophenone, 2,2 ′, 4,4′-tetrahydroxybenzophenone, etc.
- Benzophenone UV absorber 2- (2-hydroxy-5-methylphenyl) benzotriazole, 2- (2-hydroxy-3,5-di-t-butylphenyl) benzotriazole, 2- (2-hydroxy-3 -T-Butyl-5-methylphenyl) benzotriazo , Benzotriazole ultraviolet absorbers such as (2H-benzotriazol-2-yl) -4,6-bis (1-methyl-1-phenylethyl) phenol, phenyl salicylate, 2,4-di-t-butyl Benzoate UV absorbers such as phenyl-3,5-di-t-butyl-4-hydroxybenzoate, and hindered amine UV absorbers such as bis (2,2,6,6-tetramethylpiperidin-4-yl) sebacate 2,4-diphenyl-6- (2-hydroxy-4-methoxyphenyl) -1,3,5-triazine, 2,4-diphenyl-6- (2-hydroxy-4-ethoxy
- additives can be mixed and used in the resin layer (A) and / or the base material layer (B).
- additives include antioxidants, anti-colorants, antistatic agents, mold release agents, lubricants, dyes, pigments, plasticizers, flame retardants, resin modifiers, compatibilizers, organic fillers, and inorganic fillers. Examples include reinforcing materials.
- the method of mixing is not particularly limited, and a method of compounding the whole amount, a method of dry blending the master batch, a method of dry blending the whole amount, and the like can be used.
- a hard coat treatment may be performed on the surface of the resin layer (A) and / or the base material layer (B) which is the surface of the laminate.
- the hard coat layer is formed by a hard coat process using a hard coat paint that is cured using thermal energy and / or light energy.
- the hard coat paint that is cured using thermal energy include polyorganosiloxane-based and cross-linked acrylic-based thermosetting resin compositions.
- a hard coat paint that is cured using light energy for example, a photocurable resin in which a photopolymerization initiator is added to a resin composition composed of monofunctional and / or polyfunctional acrylate monomers and / or oligomers. Examples thereof include a composition.
- the hard coat coating applied on the resin layer (A) and cured using thermal energy includes, for example, 100 parts by weight of organotrialkoxysilane (a11) and colloidal silica having a particle size of 4 to 20 nm. 1 to 5 parts by weight of amine carboxylate and / or quaternary ammonium carboxylate (a13) is added to 100 parts by weight of resin composition comprising 50 to 200 parts by weight of colloidal silica solution (a12) containing 10 to 50% by weight. And thermosetting resin compositions.
- the hard coat coating applied on the resin layer (A) and cured using light energy includes, for example, 40 to 80% by weight of tris (acryloxyethyl) isocyanurate (a21), (a21), 1 to 10 parts by weight of a photopolymerization initiator (a23) is added to 100 parts by weight of a resin composition comprising 20 to 60% by weight of a copolymerizable bifunctional and / or trifunctional (meth) acrylate compound (a22).
- the photocurable resin composition etc. which were made are mentioned.
- Examples of the hard coat paint applied on the base material layer (B) in the present invention and cured using light energy include 1,9-nonanediol diacrylate (b1) 20 to 60% by weight, and (b1) Bifunctional or higher polyfunctional (meth) acrylate monomer capable of copolymerization and bifunctional or higher polyfunctional urethane (meth) acrylate oligomer and / or bifunctional or higher polyfunctional polyester (meth) acrylate oligomer and / or bifunctional or higher
- the method for applying the hard coat paint in the present invention is not particularly limited, and a known method can be used. Examples include spin coating, dipping, spraying, slide coating, bar coating, roll coating, gravure coating, meniscus coating, flexographic printing, screen printing, beat coating, and blurring. .
- a pretreatment of the coated surface may be performed before the hard coat. Examples of treatment include known methods such as sandblasting, solvent treatment, corona discharge treatment, chromic acid treatment, flame treatment, hot air treatment, ozone treatment, ultraviolet treatment, and primer treatment with a resin composition. Can be mentioned.
- the materials of the resin layer (A), the base material layer (B), and the hard coat in the present invention are preferably filtered and purified by a filter treatment.
- a filter treatment By producing or laminating through a filter, it is possible to obtain a synthetic resin laminate having few appearance defects such as foreign matters and defects.
- the filter to be used is not particularly limited, and known filters can be used, and are appropriately selected depending on the use temperature, viscosity, and filtration accuracy of each material.
- the filter medium is not particularly limited, but polypropylene, cotton, polyester, viscose rayon or glass fiber nonwoven fabric or roving yarn roll, phenol resin impregnated cellulose, metal fiber nonwoven fabric sintered body, metal powder sintered body, breaker plate, Alternatively, any combination of these can be used. In view of heat resistance, durability, and pressure resistance, a type in which a metal fiber nonwoven fabric is sintered is preferable.
- the filtration accuracy is 50 ⁇ m or less, preferably 30 ⁇ m or less, and more preferably 10 ⁇ m or less for the resin of the resin layer (A) and the base material layer (B).
- the filtration accuracy of the hard coat agent is 20 ⁇ m or less, preferably 10 ⁇ m or less, and more preferably 5 ⁇ m or less because it is applied to the outermost layer of the synthetic resin laminate.
- a polymer filter used for thermoplastic resin melt filtration is classified into a leaf disk filter, a candle filter, a pack disk filter, a cylindrical filter and the like depending on its structure, and a leaf disk filter having a large effective filtration area is particularly suitable.
- the synthetic resin laminate of the present invention can be subjected to any one or more of antireflection treatment, antifouling treatment, antistatic treatment, weather resistance treatment and antiglare treatment, and vapor deposition treatment on one or both sides thereof.
- the methods of antireflection treatment, antifouling treatment, antistatic treatment, weather resistance treatment and antiglare treatment, and vapor deposition treatment are not particularly limited, and known methods can be used. For example, a method of applying a reflection reducing coating, a method of depositing a dielectric thin film, a method of applying an antistatic coating, a method of depositing an ITO film, and the like can be mentioned.
- a (meth) acrylate copolymer and a polycarbonate resin were similarly measured by GPC based on a calibration curve obtained by previously dissolving standard polystyrene in chloroform and measuring by gel permeation chromatography (GPC). By comparing the two, the respective viscosity average molecular weights were calculated.
- the GPC device configuration is as follows.
- ⁇ Viscosity average molecular weight> The polycarbonate resin was dissolved in methylene chloride (concentration 6.0 g / L (liter)), and the specific viscosity ⁇ sp at 20 ° C. was measured using an Ubbelohde viscosity tube, and the viscosity was determined by the following equations (2) and (3). Average molecular weight (Mv) was calculated. In the following formula, C represents concentration, and [ ⁇ ] represents intrinsic viscosity.
- the water absorption rate was measured according to JIS-K7209 A method. First, a test piece of 100 mm ⁇ 100 mm ⁇ 3.0 mm prepared by injection molding was prepared, and it was dried in an oven at 50 ° C. After 24 hours, the test piece was taken out of the oven and cooled in a desiccator adjusted to 23 ° C. After 1 hour, the weight of the test piece was measured and then put into water at 23 ° C. After 24 hours, the test piece was taken out of the water, the surface moisture was wiped off, and the weight was measured. The difference between the weight after charging in water and the weight immediately after drying was divided by the weight immediately after drying, and the value was multiplied by 100 to calculate the water absorption rate (saturated water absorption rate).
- each material pellet was set in an appropriate amount in a thermal analyzer TG-DTA2000SA manufactured by BRUKER, and then heated at a rate of 10 ° C./min in a nitrogen atmosphere to obtain a glass transition point Tg [° C.]. It was measured.
- ⁇ High temperature and high humidity exposure test> Cut the test piece into 100 ⁇ 60 mm square.
- the test piece was set in a two-point support type holder, placed in an environmental testing machine set at a temperature of 23 ° C. and a relative humidity of 50% for 24 hours or more, and after adjusting the state, the warpage was measured.
- the test piece was set in a holder, put into an environmental test machine set at a temperature of 85 ° C. and a relative humidity of 85%, and kept in that state for 120 hours. Further, the holder was moved into an environmental testing machine set to a temperature of 23 ° C. and a relative humidity of 50%, and the warpage was measured again after being held in that state for 4 hours.
- ⁇ Impact resistance test> The test piece was cut out to 80 mm square. After conditioning for 24 hours or more in an environment with a temperature of 23 ° C. and a relative humidity of 50%, the base layer (B) is fixed on a circular flange having a diameter of 50 mm and the tip is placed on the base layer (B). A metal weight having a radius of 2.5 mm was dropped so that the tip of the weight collided. Gradually, the weight of the weight was increased from 40 g to 160 g, or the height at which the weight was dropped was increased to increase the applied fall energy. The highest drop energy [J] that did not cause breakage was evaluated as impact resistance.
- Test specimens with a thickness of 1 mm that were not hard-coated, hard-coated single-sided, and hard-coated single-sided and hard-coated double-sided were accepted when the drop energy was less than 0.9 J and did not break.
- About the test piece of the coat single-sided treatment and the hard coat double-sided treatment, those having a drop energy of less than 0.3 J and not causing breakage were accepted.
- ⁇ Light resistance test> This test was conducted on a test piece coated with hard coat a2 (see Production Example 7 described later). A test piece was cut into 8 ⁇ 5 cm. After adjustment for 24 hours or more in an environment of a temperature of 23 ° C. and a relative humidity of 50%, the resin layer (A) was placed on the iron plate so that the central portion was exposed with an aluminum adhesive tape with the resin layer (A) side facing up. This was set in a black box equipped with a 19 mW UVB lamp (280 to 360 nm) and irradiated for 72 hours. YI before and after UVB irradiation was measured and ⁇ YI was 1 or less.
- ⁇ Heat resistance test> This test was carried out on a test piece hard-coated on the resin layer (A) side. The test piece was cut out to 100 ⁇ 200 mm, and the entire inner circumference of 10 mm on the outer periphery was scratched linearly with a cutter. This was set so that it could be hung from a dryer that had been heated to a predetermined temperature. After leaving it for 30 minutes, it was taken out from the dryer, and the one having a temperature of 120 ° C. or higher when there was no crack in the scratched frame was regarded as acceptable.
- ⁇ Coating adhesion test> This test was conducted on a test piece coated with hard coat a2. Cut the test piece into 100 ⁇ 60 mm square. The entire circumference 1 cm inside the outer periphery was scratched linearly with a cutter. Place the test piece in the holder, put it in an environmental test machine set at 85 ° C and 85% relative humidity, take it out at 24, 48, 72, 120 hours respectively and put 25 square grids with a cutter Then, a tape peeling test was performed from four directions. The cross-cut portion was confirmed by visual observation, and all the 25 squares were not peeled off after 120 hours.
- Synthesis Example 1 ⁇ Synthesis of Methacrylate Resin (C1)> 200 parts by mass of deionized water, 0.5 part by mass of calcium triphosphate as a suspension stabilizer, 0.01% sodium dodecylbenzenesulfonate as a surfactant in a high-pressure reactor capable of heating equipped with a stirrer After adding a mass part, it stirred.
- Synthesis Example 2 ⁇ Synthesis of methacrylate resin (C2)> A methacrylate resin (C2) was obtained in the same manner as in Synthesis Example 1, except that 10% by mass of 4-phenylbenzyl methacrylate and 87% by mass of methyl methacrylate were used.
- the weight average molecular weight of the obtained methacrylate resin (C2) was 13,800.
- Production Example 2 Manufacture of pellets for laminated resin (A12)] Pelletization was performed in the same manner as in Production Example 1 except that the charge ratio of (meth) acrylate copolymer (C1) and polycarbonate (D) was 40:60. The pellets could be manufactured stably. The glass transition temperature of the obtained pellet was 117 ° C.
- Production Example 3 Manufacture of Pellet for Laminated Resin (A13)] Pelletization was performed in the same manner as in Production Example 1 except that the charging ratio of (meth) acrylate copolymer (C1) and polycarbonate (D) was 20:80. The pellets could be manufactured stably. The glass transition temperature of the obtained pellet was 128 ° C.
- Production Example 5 Manufacture of pellets for laminated resin (A15)] Pelletization was performed in the same manner as in Production Example 1 except that the charging ratio of (meth) acrylate copolymer (C2) and polycarbonate (D) was 20:80. The pellets could be manufactured stably. The glass transition temperature of the obtained pellet was 129 ° C.
- thermosetting resin composition (a1).
- Production Example 7 [Production of photocurable resin composition (a2) coated on resin layer (A)]
- a mixing vessel equipped with a stirring blade 60 parts by mass of tris (2-acryloxyethyl) isocyanurate (manufactured by Aldrich) and 40 parts by mass of neopentyl glycol oligoacrylate (manufactured by Osaka Organic Chemical Industry, trade name: 215D) 1 part by mass of 2,4,6-trimethylbenzoyldiphenylphosphine oxide (manufactured by Ciba Japan, trade name: DAROCUR TPO), 0.3 part by mass of 1-hydroxycyclohexyl phenyl ketone (manufactured by Aldrich), Introduced a composition comprising 1 part by weight of 2- (2H-benzotriazol-2-yl) -4,6-bis (1-methyl-1-phenylethyl) phenol (Ciba Japan, trade name: TINUVIN234) And it stirred for 1
- Production Example 8 [Production of photocurable resin composition (b) coated on base material layer (B)]
- a mixing tank equipped with a stirring blade 40 parts by mass of 1,9-nonanediol diacrylate (manufactured by Osaka Organic Chemical Industry Co., Ltd., trade name: Biscote # 260) and a hexafunctional urethane acrylate oligomer (manufactured by Shin-Nakamura Chemical Co., Ltd., Product name: U-6HA) 40 parts by mass, succinic acid / trimethylolethane / acrylic acid molar ratio 1/2/4 condensate 20 parts by mass, 2,4,6-trimethylbenzoyldiphenylphosphine oxide (Ciba -Japan Co., Ltd., trade name: DAROCUR TPO) 2.8 parts by mass, benzophenone (manufactured by Aldrich) 1 part by mass, 2- (2H-benzotriazol-2-yl) -4,
- Comparative production example 1 Manufacture of pellets for laminated resin (A21)] Mitsubishi Rayon Co., Ltd. Methbrene H-880 (mass average molecular weight: 14,000) resin 30% by mass as the (meth) acrylate copolymer (C3) and Iupilon E-2000 (Mitsubishi Engineering Plastics) as the polycarbonate (D) Made, 70% by mass of viscosity average molecular weight: 27,000), mixed in a blender for 30 minutes, and then used a twin screw extruder with a screw diameter of 26 mm (Toshiki Machine, TEM-26SS, L / D ⁇ 40) It was melt-kneaded at a temperature of 260 ° C., extruded into a strand shape, and pelletized with a pelletizer. Pelletization was performed stably. The glass transition temperature of the obtained pellet was 123 ° C.
- Example 1 Synthetic resin using a multi-layer extrusion apparatus having a single-screw extruder with a shaft diameter of 40 mm, a single-screw extruder with a shaft diameter of 75 mm, a feed block connected to all the extruders, and a T-die connected to the feed block A laminate was formed.
- the laminated resin (A11) obtained in Production Example 1 was continuously introduced into a single-screw extruder having a shaft diameter of 40 mm and extruded under conditions of a cylinder temperature of 240 ° C. and a discharge speed of 4.5 kg / h.
- Polycarbonate resin (B1) (manufactured by Mitsubishi Engineering Plastics, trade name: Iupilon S-1000, viscosity average molecular weight: 25,000) was continuously introduced into a single screw extruder having a shaft diameter of 75 mm, and the cylinder temperature was 270 ° C. And extruded at a discharge speed of 70.0 kg / h.
- the feed block connected to the entire extruder was provided with two types and two layers of distribution pins, and was laminated at a temperature of 270 ° C. by introducing (A11) and (B1). Extruded into a sheet form with a T-die with a temperature of 270 ° C.
- Example 2 (A11) is the same as Example 1 except that the discharge rate of the laminated resin (A11) used in Example 1 is 4.5 kg / h and the discharge rate of the polycarbonate resin (B1) is 58 kg / h.
- a laminate (E2) of (B1) was obtained.
- the thickness of the obtained laminate was 0.8 mm, and the thickness of the (A11) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test is 40.0 ⁇ m, the pencil scratch hardness test result is F, the impact resistance test result is 2.3 J or more, and the overall judgment is pass. there were.
- Example 3 (A11) is the same as in Example 1 except that the discharge rate of the laminated resin (A11) used in Example 1 is 4.5 kg / h and the discharge rate of the polycarbonate resin (B1) is 86 kg / h.
- a laminate (E3) of (B1) was obtained.
- the thickness of the obtained laminate was 1.2 mm, and the thickness of the (A11) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test is 10.0 ⁇ m, the pencil scratch hardness test result is F, the impact resistance test result is 2.3 J or more, and the overall judgment is pass. there were.
- Example 4 On the (A11) layer of the laminate (E1) obtained in Example 1, a bar was applied so that the coating thickness after curing of the thermosetting resin composition (a1) obtained in Production Example 6 was 3 to 8 ⁇ m. After coating with a coater and drying at 25 ° C. for 15 minutes, the laminate (F1) provided with a hard coat (a1) on the (A11) layer was cured with a hot air circulating dryer set at 130 ° C. for 1 hour. Obtained. The result of the high-temperature and high-humidity exposure test is acceptable at 150 ⁇ m, the result of the pencil scratch hardness test is acceptable at 4H, the result of the impact resistance test is acceptable at 2.3 J, and the heat resistance is acceptable at 130 ° C. Yes, the overall judgment was acceptable.
- Example 5 On the (A11) layer of the laminate (E1) obtained in Example 1, a bar was applied so that the coating thickness after curing the photocurable resin composition (a2) obtained in Production Example 7 was 3 to 8 ⁇ m. Apply using a coater, cover with PET film, and press-bond, and then cure the PET film by irradiating with UV light at a line speed of 1.5 m / min on a conveyor equipped with a high pressure mercury lamp with a light source distance of 12 cm and an output of 80 W / cm. It peeled and the laminated body (F2) provided with the hard-coat (a2) in the (A11) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is acceptable at 180 ⁇ m
- the result of the pencil scratch hardness test is acceptable at 3H
- the result of the impact resistance test is acceptable at 2.3 J
- the light resistance is acceptable at 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 6 On the (A11) layer of the laminate (E1) obtained in Example 1, a bar was applied so that the coating thickness after curing the photocurable resin composition (a2) obtained in Production Example 7 was 3 to 8 ⁇ m. A coater is applied, covered with a PET film and pressure-bonded. On the (B1) layer, the photocurable resin composition (b) obtained in Production Example 8 has a coating thickness of 3 to 8 ⁇ m after curing. It is applied using a bar coater, covered with a PET film, and then pressure-bonded. It is cured by irradiation with ultraviolet rays at a line speed of 1.5 m / min on a conveyor equipped with a high-pressure mercury lamp with a light source distance of 12 cm and an output of 80 W / cm.
- the film was peeled off to obtain a laminate (F3) having hard coats (a2) and (b) on the (A11) layer and the (B1) layer, respectively.
- the result of the high temperature and high humidity exposure test is 70 ⁇ m
- the pencil scratch hardness test is 3H
- the impact resistance test is 1.90J
- the light resistance is 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 7 In the same manner as in Example 3 except that the laminate (E2) obtained in Example 2 was used instead of the laminate (E1) used in Example 4 (obtained in Example 1) ( A laminate (F4) having a hard coat (a1) in the A11) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is 200 ⁇ m
- the pencil scratch hardness test is 4H
- the impact test is 2.0J
- the heat resistance is 130 ° C. Yes, the overall judgment was acceptable.
- Example 8 The same procedure as in Example 4 was performed except that the laminate (E2) obtained in Example 2 was used instead of the laminate (E1) (obtained in Example 1) used in Example 4 ( A laminate (F5) having a hard coat (a2) in the A11) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is 210 ⁇ m
- the pencil scratch hardness test is 3H
- the impact resistance test is 2.0J
- the light resistance is 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 9 The same procedure as in Example 5 was conducted except that the laminate (E2) obtained in Example 2 was used instead of the laminate (E1) used in Example 4 (obtained in Example 1) ( A layered product (F6) provided with hard coats (a2) and (b) in the A11) layer and the (B1) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is acceptable at 120 ⁇ m
- the result of the pencil scratch hardness test is acceptable at 3H
- the result of the impact resistance test is acceptable at 1.8 J
- the light resistance is acceptable at 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 10 The same procedure as in Example 3 was conducted except that the laminate (E3) obtained in Example 3 was used instead of the laminate (E1) used in Example 4 (obtained in Example 1) ( A laminate (F7) having a hard coat (a1) in the A11) layer was obtained.
- the result of the high temperature and high humidity exposure test is 100 ⁇ m
- the pencil scratch hardness test is 4H
- the impact test is 2.3J
- the heat resistance is 130 ° C. Yes, the overall judgment was acceptable.
- Example 11 In the same manner as in Example 4 except that the laminate (E3) obtained in Example 3 was used instead of the laminate (E1) used in Example 4 (obtained in Example 1) ( A laminate (F8) having a hard coat (a2) in the A11) layer was obtained.
- the result of the high-temperature and high-humidity exposure test was 130 ⁇ m
- the pencil scratch hardness test was 3H
- the impact test was 2.3J
- the light resistance was 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 12 instead of the laminate (E1) (obtained in Example 1) used in Example 4, the laminate (E3) obtained in Example 3 was used in the same manner as in Example 5 ( A laminate (F9) provided with hard coats (a2) and (b) in the A11) layer and the (B1) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is 50 ⁇ m
- the pencil scratch hardness test is 3H
- the impact resistance test is 2.3J
- the light resistance is 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 13 A laminated body of (A12) and (B1) in the same manner as in Example 1 except that the laminated resin (A12) obtained in Production Example 2 was used instead of the laminated resin (A11) used in Example 1. E4) was obtained.
- the thickness of the obtained laminate was 1.0 mm, and the thickness of the (A12) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test was 20 ⁇ m, the pencil scratch hardness test was H, the impact test was 2.3 J or more, and the overall judgment was acceptable. .
- Example 14 A laminated body of (A13) and (B1) in the same manner as in Example 1 except that the laminated resin (A13) obtained in Production Example 3 was used instead of the laminated resin (A11) used in Example 1. E5) was obtained.
- the thickness of the obtained laminate was 1.0 mm, and the thickness of the (A13) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test was 15 ⁇ m, the pencil scratch hardness test was F, the impact resistance test was 2.3 J or more, and the overall judgment was acceptable. .
- Example 15 A laminated body of (A14) and (B1) in the same manner as in Example 1 except that the laminated resin (A14) obtained in Production Example 4 was used instead of the laminated resin (A11) used in Example 1. E6) was obtained.
- the thickness of the obtained laminate was 1.0 mm, and the thickness of the (A14) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test was 20 ⁇ m, the pencil scratch hardness test was H, the impact test was 2.3 J or more, and the overall judgment was acceptable. .
- Example 16 The same procedure as in Example 5 was conducted except that the laminate (E4) obtained in Example 13 was used instead of the laminate (E1) used in Example 5 (obtained in Example 1) ( A laminate (F10) having hard coats (a2) and (b) in the A12) layer and the (B1) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is 100 ⁇ m
- the pencil scratch hardness test is 4H
- the impact resistance test is 1.8J
- the light resistance is 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 17 The same procedure as in Example 5 was conducted except that the laminate (E5) obtained in Example 14 was used instead of the laminate (E1) used in Example 5 (obtained in Example 1) ( A laminate (F11) provided with hard coats (a2) and (b) in the A13) layer and the (B1) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is 90 ⁇ m
- the pencil scratch hardness test is 3H
- the impact resistance test is 2.3 J
- the light resistance is 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 18 The same procedure as in Example 5 was conducted except that the laminate (E6) obtained in Example 14 was used instead of the laminate (E1) (obtained in Example 1) used in Example 5 ( A laminate (F12) provided with hard coats (a2) and (b) in the A14 layer and the (B1) layer was obtained.
- the result of the high-temperature and high-humidity exposure test was 70 ⁇ m
- the pencil scratch hardness test was 4H
- the impact test was 1.8J
- the light resistance was 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 19 A laminated body of (A15) and (B1) in the same manner as in Example 1 except that the laminated resin (A15) obtained in Production Example 5 was used instead of the laminated resin (A11) used in Example 1. E7) was obtained.
- the thickness of the obtained laminate was 1.0 mm, and the thickness of the (A15) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test was 20 ⁇ m, the pencil scratch hardness test was F, the impact test was 2.3 J or more, and the overall judgment was acceptable. .
- Example 20 A laminated body of (A15) and (B1) in the same manner as in Example 2 except that the laminated resin (A15) obtained in Production Example 5 was used instead of the laminated resin (A11) used in Example 2. E8) was obtained.
- the thickness of the obtained laminate was 0.8 mm, and the thickness of the (A15) layer was 60 ⁇ m near the center.
- the result of the high-temperature and high-humidity exposure test was 20 ⁇ m, the pencil scratch hardness test was F, the impact test was 2.3 J or more, and the overall judgment was acceptable. .
- Example 21 The same procedure as in Example 5 was conducted except that the laminate (E7) obtained in Example 19 was used instead of the laminate (E1) used in Example 5 (obtained in Example 1) ( A laminate (F13) provided with hard coats (a2) and (b) in the A15) layer and the (B1) layer, respectively, was obtained.
- the result of the high-temperature and high-humidity exposure test was 70 ⁇ m
- the pencil scratch hardness test was 4H
- the impact resistance test was 2.0J
- the light resistance was 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Example 22 Example 1 except that the laminated resin (A11) used in Example 1 is changed to (A15), the discharge rate is 4.5 kg / h, and the polycarbonate resin (B1) is 58 kg / h. Similarly, a laminate (E9) of (A15) and (B1) was obtained. The thickness of the obtained laminate was 0.5 mm, and the thickness of the (A15) layer was 60 ⁇ m near the center. The result of the high-temperature and high-humidity exposure test was acceptable at 150 ⁇ m, the result of the pencil scratch hardness test was acceptable at F, the result of the impact resistance test was acceptable at 1.8 J, and the overall judgment was acceptable.
- Example 23 The same procedure as in Example 5 was conducted except that the laminate (E9) obtained in Example 22 was used instead of the laminate (E1) used in Example 5 (obtained in Example 1) ( A layered product (F14) having hard coats (a2) and (b) in the A15) layer and the (B1) layer was obtained.
- the result of the high-temperature and high-humidity exposure test is acceptable at 400 ⁇ m
- the result of the pencil scratch hardness test is acceptable at 3H
- the result of the impact resistance test is acceptable at 1.0 J
- the light resistance is acceptable at 0.4.
- the heat resistance was acceptable at 130 ° C.
- the coating film adhesion was acceptable for 120 hours or more, and the overall judgment was acceptable.
- Comparative Example 3 In the same manner as in Example 1 except that polymethyl methacrylate resin (A4) (manufactured by Kuraray, trade name: Parapet HR-L) was used instead of the laminated resin (A11) used in Example 1 (A4 ) And (B1) laminate (E12) was obtained. The thickness of the obtained laminate was 1.0 mm, and the thickness of the (A4) layer was 60 ⁇ m near the center. Further, in the same manner as in Example 5, a laminate (F16) provided with hard coats (a2) and (b) in the (A4) layer and (B1) layer of the laminate (E12) was obtained. The result of the high-temperature and high-humidity exposure test was rejected at 1200 ⁇ m, the result of the impact resistance test was rejected at 0.4 J, the heat resistance was rejected at 110 ° C., and the comprehensive judgment was rejected. .
- polymethyl methacrylate resin (A4) manufactured by Kuraray, trade name: Parapet HR-L
- Comparative Example 4 In the same manner as in Example 2 except that polymethyl methacrylate resin (A4) (manufactured by Kuraray, trade name: Parapet HR-L) was used instead of the laminated resin (A11) used in Example 2. ) And (B1) laminate (E13) was obtained. The thickness of the obtained laminate was 0.5 mm, and the thickness of the (A4) layer was 60 ⁇ m near the center. As a result of the high-temperature and high-humidity exposure test, the measurement was impossible and the test was rejected. Further, the impact resistance result was 0.15 J, and the comprehensive judgment was rejected.
- Comparative Example 5 Instead of the laminated resin (A11) used in Example 2, a polycarbonate resin (A5) (manufactured by Mitsubishi Engineering Plastics, trade name: Iupilon H-3000, viscosity average molecular weight: 19,000) was used. In the same manner as in Example 2, a laminate (E22) of (A5) and (B1) was obtained. The thickness of the obtained laminate was 0.5 mm, and the (A5) layer was difficult to distinguish from (B1), and the thickness of the (A5) layer was unknown. Furthermore, it carried out similarly to Example 3, and obtained the laminated body (F) provided with the hard-coat (a1) in the (A5) layer of the laminated body (E22). The result of the high-temperature and high-humidity exposure test was 20 ⁇ m and passed, but the result of the pencil scratch hardness test was HB and rejected, and the overall judgment was rejected.
- A5 manufactured by Mitsubishi Engineering Plastics, trade name: Iupilon H-3000, viscosity average molecular weight: 1
- Comparative Example 6 A laminated body of (A21) and (B1) in the same manner as in Example 1 except that the laminated resin (A21) obtained in Comparative Production Example 1 was used instead of the laminated resin (A11) used in Example 1. (E14) was obtained. The thickness of the obtained laminate was 1.0 mm, and the thickness of the (A21) layer was 60 ⁇ m near the center. Further, in the same manner as in Example 5, a laminate (F17) having hard coats (a2) and (b) in the (A21) layer and the (B1) layer of the laminate (E14) was obtained.
- the synthetic resin laminate of the present invention is excellent in shape stability, surface hardness, impact resistance, weather resistance, heat resistance and coating film adhesion in high temperature and high humidity environments.
- the synthetic resin laminate of the present invention is characterized by excellent shape stability, surface hardness, impact resistance, weather resistance and heat resistance in high temperature and high humidity environments, such as a transparent substrate material, a transparent protective material, etc.
- a transparent substrate material such as a transparent substrate material, a transparent protective material, etc.
- it is suitably used as a display unit front plate, a touch panel substrate, and a thermal bending sheet for OA devices and portable electronic devices.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Human Computer Interaction (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Laminated Bodies (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Abstract
Description
特許文献1には、この欠点を改良する為に紫外線硬化樹脂などで表面をコーティングする方法や、ポリカーボネート樹脂とアクリル系樹脂を共押出した基板にハードコートを施す方法が提案されている。
しかし、ポリカーボネート樹脂の表面にハードコートを施しただけでは要求される鉛筆硬度を満たす事ができず表面硬度を要求する用途には使用できない。
また、アクリル系樹脂を表層に施す方法では、表面硬度がある程度向上するので、情報表示機器前面板などに用途が広がるが、この方法によれば、異なる材料の2層構成のアクリル系樹脂とポリカーボネート樹脂との吸水特性や、ガラス転移温度に代表される耐熱性の違いにより大きな反りを生じることがあるので環境変化が生じる用途では不具合が発生する。
特許文献2には、反りを抑える方法として吸水率の低い樹脂をポリカーボネート樹脂上に積層する積層体が開示されているが、環境試験の40℃/90%は高温高湿の条件としては不十分であり、低反り性の要求性能を十分評価しているとは言えない。また本文献で扱われているMS樹脂は一般的に耐熱性が低いとされており、後加工時に問題になることがある。
また、反りを抑える方法としてポリカーボネート樹脂層の両面にアクリル系樹脂層を積層する積層体があるが、その積層体の片面に面衝撃を与えた際にその反対面のアクリル系樹脂層においてクラックを生じ易く、使用方法によっては問題となることがある。
すなわち、本発明は、以下の合成樹脂積層体および該合成樹脂積層体を用いた透明性材料を提供するものである。
(メタ)アクリレート共重合体(C)を5~55質量%及びポリカーボネート(D)を95~45質量%含む樹脂層(A)が積層された合成樹脂積層体であって、
前記(メタ)アクリレート共重合体(C)が、下記式(1)で示される芳香族(メタ)アクリレート単位(c1)とメチルメタクリレート単位(c2)とを5~80/20~95の質量比(c1/c2)で含み、かつ、前記(メタ)アクリレート共重合体(C)の質量平均分子量が5,000~30,000であり、

式(1)中、Xは、単結合、-C(R2)(R3)-、-C(=O)-、-O-、-OC(=O)- 、-OC(=O)O-、-S-、-SO-、-SO2-及びこれらの任意の組み合わせからなる群から選択される二価の基であり(ここで、R2及びR3は、各々独立に、水素原子、炭素数1~10の直鎖状アルキル基、炭素数3~10の分岐状アルキル基、炭素数3~10の環状アルキル基、炭素数1~10の直鎖状アルコキシ基、炭素数3 ~10の分岐状アルコキシ基、炭素数3~10の環状アルコキシ基、フェニル基又はフェニルフェニル基であり;R2及びR3は、相互に連結して、これらが結合する炭素原子と一緒になって炭素数3~10の環状アルキル基を形成していてもよい);
R1は、水素原子又はメチル基であり;
R4及びR5は、各々独立に、炭素数1~10の直鎖状アルキル基、炭素数3~10の分岐状アルキル基、炭素数3~10の環状アルキル基、炭素数1~10の直鎖状アルコキシ基、炭素数3~10の分岐状アルコキシ基、炭素数3~10の環状アルコキシ基、ハロゲン原子、フェニル基又はフェニルフェニル基であり
mは、1~10の整数であり;pは、0~4の整数であり;qは、0~5の整数である。)
前記ポリカーボネート(D)の粘度平均分子量が21,000~40,000であることを特徴とする合成樹脂積層体である。
<2> 前記樹脂層(A)のガラス転移点が110~135℃である上記<1>に記載の合成樹脂積層体である。
<3> 前記樹脂層(A)の吸水率が0.05~0.5%である上記<1>または<2>に記載の合成樹脂積層体である。
<4> 前記樹脂層(A)の厚さが10~250μmであり、前記合成樹脂積層体のトータル厚さ(X)が0.1~2.0mmであり、(A)/(X)の厚み比が0.01~0.5である上記<1>から<3>のいずれかに記載の合成樹脂積層体である。
<5> 前記基材層(B)の粘度平均分子量が21,000~40,000である上記<1>から<4>のいずれかに記載の合成樹脂積層体である。
<6> 前記樹脂層(A)および/または前記基材層(B)が紫外線吸収剤を含有する上記<1>から<5>のいずれかに記載の合成樹脂積層体である。
<7> 前記樹脂層(A)の表面上にハードコート処理を施した上記<1>から<6>のいずれかに記載の合成樹脂積層体である。
<8> 前記樹脂層(A)の表面上および前記基材層(B)の表面上にハードコート処理を施した上記<1>から<6>のいずれかに記載の合成樹脂積層体である。
<9> 前記合成樹脂積層体の片面または両面に、反射防止処理、防汚処理、耐指紋処理、帯電防止処理、耐候性処理および防眩処理、蒸着処理のいずれか一つ以上を施した上記<1>から<8>のいずれかに記載の合成樹脂積層体である。
<10> 上記<1>から<9>のいずれかに記載の合成樹脂積層体を含む透明性基板材料である。
<11> 上記<1>から<9>のいずれかに記載の合成樹脂積層体を含む透明性保護材料である。
<12> タッチパネルの電極基板に使用される上記<1>から<9>のいずれかに記載の合成樹脂積層体である。
前記(メタ)アクリレート共重合体(C)が、下記構造式(1)で示される芳香族(メタ)アクリレート単位(c1)とメチルメタクリレート単位(c2)とを5~80/20~95の質量比(c1/c2)で含み、かつ、前記(メタ)アクリレート共重合体(C)の質量平均分子量が5,000~30,000であり、前記ポリカーボネート(D)の粘度平均分子量が21,000~40,000であることを特徴とする。

よって、樹脂層Aおよび樹脂層Bの間の飽和吸水率の差は、好ましくは0.20~0.25%、より好ましくは0.15~0.10%程度である。
更に、基材層(B)の両面に樹脂層(A)を積層させた積層体は、樹脂層(A)がポリカーボネートを含むので耐衝撃性にも優れているため、その積層体の片面に面衝撃を与えてもその反対面が衝撃による破壊を起こしにくい。その上、両面側に同じ樹脂を積層させるので構造的に対称となり、反りの発生がさらに抑制されるので好ましい。
メチルメタクリレート単位(c2)は、ポリカーボネート系樹脂と良分散する効果を有し、成形体表面へ移行するため成形体の表面硬度を向上させることができる。
樹脂層(A)の厚さと合成樹脂積層体のトータル厚さ(X)の比((A)/(X))は、合成樹脂積層体の表面硬度、耐衝撃性に影響する。つまり、厚み比が小さすぎると表面硬度が低くなり好ましくない。厚み比が高すぎると耐衝撃性が悪くなり好ましくない。厚み比は好ましくは0.01~0.5である。より好ましくは0.015~0.4である。
さらに好ましくは0.02~0.3である。
ハードコートの密着性を向上させる目的でハードコート前に塗布面の前処理を行うことがある。処理例として、サンドブラスト法、溶剤処理法、コロナ放電処理法、クロム酸処理法、火炎処理法、熱風処理法、オゾン処理法、紫外線処理法、樹脂組成物によるプライマー処理法などの公知の方法が挙げられる。
製造例で得られた積層樹脂の物性測定、および実施例ならびに比較例で得られた合成樹脂積層体の評価は以下のように行った。
あらかじめ標準ポリスチレンをクロロホルムに溶かしてゲルパーミエーションクロマトグラフィ(GPC)で測定した検量線を基準にして、(メタ)アクリレート共重合体とポリカーボネート樹脂を同様にGPCで測定した。両者の比較により、それぞれの粘度平均分子量を算出した。GPCの装置構成は以下の通り。
カラム:Shodex GPC KF-805L 8φ×300mm 2連結
展開溶媒:クロロホルム
流速:1ml/min
温度:30℃
検出器:UV・・・486nm ポリカーボネート
RI・・・特殊アクリル
ポリカーボネート樹脂を塩化メチレンに溶解し(濃度6.0g/L(リットル))、ウベローデ粘度管を用いて、20℃における比粘度ηsp)を測定し、下記の式(2)および(3)により粘度平均分子量(Mv)を算出した。下記式中、Cは濃度を表し、[η]は極限粘度を表す。

JIS-K7209 A法に準処し吸水率測定を行った。まず射出成型で作成した100mm×100mm×3.0mmの試験片を作成し、それを50℃のオーブンに入れて乾燥させた。24時間後、試験片をオーブンから取り出し、23℃に温調したデシケーター中で冷却した。1時間後、試験片の重量を測定し、その後23℃の水中に投入した。24時間後、水中から試験片を取り出し、表面の水分を拭き取った後重量を測定した。水中投入後の重量と乾燥直後の重量の差を乾燥直後の重量で除し、その値に100を乗じることで、吸水率(飽和吸水率)を算出した。
JIS-K7121に準処して、各材料ペレットをBRUKER製の熱分析装置TG-DTA2000SAに適量セットした後、窒素雰囲気下10℃/分の速度で昇温して、ガラス転移点Tg[℃]を測定した。
試験片を100×60mm四方に切り出す。試験片を2点支持型のホルダーにセットして温度23℃、相対湿度50%に設定した環境試験機に24時間以上投入して状態調整した後、反りを測定した。(処理前)
次に試験片をホルダーにセットして温度85℃、相対湿度85%に設定した環境試験機の中に投入し、その状態で120時間保持した。さらに温度23℃、相対湿度50%に設定した環境試験機の中にホルダーごと移動し、その状態で4時間保持後に再度反りを測定した。(処理後)
反りの測定には、電動ステージ具備の3次元形状測定機を使用し、取り出した試験片を上に凸の状態で水平に静置し、1ミリ間隔でスキャンし、中央部の盛り上がりを反りとして計測した。(処理後反り量(μm))-(処理前反り量(μm))を形状安定性として評価した。厚み1.2mm以下の試験片は、無塗装品および両面塗装品については変化量300μ以下を合格とし、片面塗装品については変化量1000μ未満を合格とした。ただし、厚み0.5mm以下の試験片に関しては、変化量500μm以下を合格とし、片面塗装品に関しては変化量1000μm未満を合格とした。
JIS K 5600-5-4に準拠し、表面に対して角度45度、荷重750gで樹脂層(A)の表面に次第に硬度を増して鉛筆を押し付け、きず跡を生じなかった最も硬い鉛筆の硬度を鉛筆硬度として評価した。ハードコート未処理の試験片については鉛筆硬度HB以上を合格とし、ハードコート処理の試験片については鉛筆硬度H以上を合格とした。
試験片を80mm四方に切り出した。温度23℃、相対湿度50%の環境に24時間以上放置して状態調整した後、直径50mmの円形フランジに基材層(B)を上にして固定し、基材層(B)上に先端半径2.5mmの金属製錘を錘の先端部分が衝突するように落下させた。次第に錘の重量を40g→160gと重く、あるいは錘を落下させる高さを増して、加える落下エネルギーを増加させた。破壊の生じなかった最も高い落下エネルギー[J]を耐衝撃性として評価した。厚み1mmでハードコート未処理およびハードコート片面処理およびハードコート両面処理の試験片については落下エネルギーが0.9J未満で破壊の生じないものを合格とし、厚み0.5mmでハードコート未処理、ハードコート片面処理およびハードコート両面処理の試験片については落下エネルギー0.3J未満で破壊の生じないものを合格とした。
本試験はハードコートa2(後述する製造例7参照)を塗布した試験片について実施した。試験片を8×5cmに切り出した。温度23℃、相対湿度50%の環境に24時間以上放置して状態調整した後、樹脂層(A)側を上側にしてアルミ製粘着テープで中央部が露光するように鉄板に貼り付けた。これを出力19mWのUVBランプ(280~360nm)を取り付けたブラックボックスにセットして72時間照射させた。UVB照射前後のYIを測定してΔYIが1以下を合格とした。
本試験は樹脂層(A)側をハードコートした試験片について実施した。試験片を100×200mmに切り取り、外周の内側10mm全周にカッターで直線状にキズをつけた。これを所定の温度に昇温した乾燥機に一角をつまんで吊り下げるようにセットした。30分放置後に乾燥機から取り出してキズをつけた枠内にクラックがない時の温度が120℃以上のものを合格とした。
本試験はハードコートa2を塗布した試験片について実施した。試験片を100×60mm四方に切り出す。外周の内側1cm全周にカッターで直線状にキズをつけた。試験片をホルダーにセットして温度85℃、相対湿度85%に設定した環境試験機の中に投入し、24、48、72、120時間でそれぞれ取り出し、カッターにて25マスの碁盤目を入れて、4方向よりテープ剥離試験を実施した。目視にて碁盤目部分を確認し、120時間後に25マスすべて剥離がないことで合格とした。
撹拌装置が装備された加温可能な高圧反応器中に脱イオン水200質量部、懸濁安定剤である第三リン酸カルシウム0.5質量部、界面活性剤であるドデシルベンゼンスルホン酸ナトリウム0.01質量部を加えた後、撹拌した。別途、4-フェニルベンジルメタクリレート15質量部、メチルメタクリレート82質量部、メチルアクリレート3質量部、開始剤であるパーブチルE(日油株式会社製)0.3質量部、連鎖移動剤であるノルマル-オクチルメルカプタン1.8質量部を混合して均一にしたモノマー溶液を作成し、反応容器内に加えた。窒素で反応容器内を満たし、0.1MPaに加圧した。110℃で1時間、120℃で2時間反応を行って重合反応を完結させた。得られたビーズ状の重合体を水洗、乾燥し、メタアクリレート樹脂(C1)を得た。得られたメタクリレート樹脂(C1)の質量平均分子量は、14,000であった。
4-フェニルベンジルメタクリレート10質量%、メチルメタクリレート87質量%とした以外は、合成例1と同様の方法で、メタアクリレート樹脂(C2)を得た。得られたメタクリレート樹脂(C2)の質量平均分子量は13,800であった。
(メタ)アクリレート共重合体(C1)として合成例1(質量平均分子量:14,000)のもの30質量%と、ポリカーボネート(D)としてユーピロンE-2000(三菱エンジニアリングプラスチック社製、粘度平均分子量:27,000)70質量%とを仕込みブレンダーで30分混合後、スクリュー径26mmの2軸押出機(東芝機械製、TEM-26SS、L/D≒40)を用い、シリンダー温度260℃で溶融混錬して、ストランド状に押出してペレタイザーでペレット化した。ペレットは安定して製造できた。得られたペレットのガラス転移温度は、123℃であった。
(メタ)アクリレート共重合体(C1)とポリカーボネート(D)の仕込み比率を40:60にした以外は製造例1と同様にペレット化を行なった。ペレットは安定して製造できた。得られたペレットのガラス転移温度は、117℃であった。
(メタ)アクリレート共重合体(C1)とポリカーボネート(D)の仕込み比率を20:80にした以外は製造例1と同様にペレット化を行なった。ペレットは安定して製造できた。得られたペレットのガラス転移温度は、128℃であった。
(メタ)アクリレート共重合体(C2)として合成例2(質量平均分子量:13,800)のもの30質量%と、ポリカーボネート(D)としてユーピロンE-2000(三菱エンジニアリングプラスチック社製、粘度平均分子量:27,000)70質量%とを仕込みブレンダーで30分混合後、スクリュー径26mmの2軸押出機(東芝機械製、TEM-26SS、L/D≒40)を用い、シリンダー温度260℃で溶融混錬して、ストランド状に押出してペレタイザーでペレット化した。ペレットは安定して製造できた。得られたペレットのガラス転移温度は、123℃であった。
(メタ)アクリレート共重合体(C2)とポリカーボネート(D)の仕込み比率を20:80にした以外は製造例1と同様にペレット化を行なった。ペレットは安定して製造可能であった。得られたペレットのガラス転移温度は、129℃であった。
撹拌翼と滴下装置を備えた混合槽に、メチルトリメトキシシラン100質量部と酢酸1質量部を加えて混合し、氷水浴で冷却して0~10℃に保持しながら撹拌した。次いで平均粒径10~20nmのコロイダルシリカ30重量%溶液(日産化学工業社製、商品名:スノーテックス30)84質量部を滴下し10℃に保持しながら4時間撹拌した。更に平均粒径10~20nmのコロイダルシリカ25~26重量%溶液(日産化学社製、商品名:スノーテックスIBA-ST)84質量部を滴下し20℃に保持しながら50時間撹拌した。酢酸セロソルブ45質量部と、イソブチルアルコール50質量部と、ポリオキシアルキレングリコールジメチルシロキサン共重合体(信越化学工業社製、商品名:KP-341)0.02質量部とからなる混合物を25℃に保持しながら1時間かけて滴下混合し、2,4-ジヒドロキシベンゾフェエノンを樹脂分100質量部に対して10質量部添加し熱硬化性樹脂組成物(a1)を得た。
撹拌翼を備えた混合槽に、トリス(2-アクロキシエチル)イソシアヌレート(Aldrich社製)60質量部と、ネオペンチルグリコールオリゴアクリレート(大阪有機化学工業社製、商品名:215D)40質量部と、2,4,6-トリメチルベンゾイルジフェニルフォスフィンオキサイド(チバ・ジャパン社製、商品名:DAROCUR TPO)1質量部と、1-ヒドロキシシクロヘキシルフェニルケトン(Aldrich社製)0.3質量部と、2-(2H-ベンゾトリアゾール-2-イル)-4,6-ビス(1-メチル-1-フェニルエチル)フェノール(チバ・ジャパン社製、商品名:TINUVIN234)1質量部からなる組成物を導入し、40℃に保持しながら1時間撹拌して光硬化性樹脂組成物(a2)を得た。
撹拌翼を備えた混合槽に、1,9-ノナンジオールジアクリレート(大阪有機化学工業社製、商品名:ビスコート#260)40質量部と、6官能ウレタンアクリレートオリゴ
マー(新中村化学工業社製、商品名:U-6HA)40質量部と、コハク酸/トリメチロールエタン/アクリル酸のモル比1/2/4縮合物20質量部と、2,4,6-トリメチルベンゾイルジフェニルフォスフィンオキサイド(チバ・ジャパン社製、商品名:DAROCUR TPO)2.8質量部と、ベンゾフェノン(Aldrich社製)1質量部と、2-(2H-ベンゾトリアゾール-2-イル)-4,6-ビス(1-メチル-1-フェニルエチル)フェノール(チバ・ジャパン社製、商品名:TINUVIN234)1質量部からなる組成物を導入し、40℃に保持しながら1時間撹拌して光硬化性樹脂組成物(b)を得た。
(メタ)アクリレート共重合体(C3)として三菱レイヨン(株)メタブレンH-880(質量平均分子量:14,000)の樹脂30質量%と、ポリカーボネート(D)としてユーピロンE-2000(三菱エンジニアリングプラスチック社製、粘度平均分子量:27,000)70質量%とを仕込みブレンダーで30分混合後、スクリュー径26mmの2軸押出機(東芝機械製、TEM-26SS、L/D≒40)を用い、シリンダー温度260℃で溶融混錬して、ストランド状に押出してペレタイザーでペレット化した。ペレット化は安定して行なわれた。得られたペレットのガラス転移温度は、123℃であった。
軸径40mmの単軸押出機と、軸径75mmの単軸押出機と、全押出機に連結されたフィードブロックと、フィードブロックに連結されたTダイとを有する多層押出装置を用いて合成樹脂積層体を成形した。軸径40mmの単軸押出機に製造例1で得た積層樹脂(A11)を連続的に導入し、シリンダ温度240℃、吐出速度4.5kg/hの条件で押し出した。また軸径75mmの単軸押出機にポリカーボネート樹脂(B1)(三菱エンジニアリングプラスチックス社製、商品名:ユーピロンS-1000、粘度平均分子量:25,000)を連続的に導入し、シリンダ温度270℃、吐出速度70.0kg/hで押し出した。全押出機に連結されたフィードブロックは2種2層の分配ピンを備え、温度270℃として(A11)と(B1)を導入し積層した。その先に連結された温度270℃のTダイでシート状に押し出し、上流側から温度130℃、130℃、130℃とした3本の鏡面仕上げロールで鏡面を転写しながら冷却し、(A11)と(B1)の積層体(E1)を得た。得られた積層体の厚みは1.0mm、(A11)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は20.0μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の吐出速度を4.5kg/hとし、ポリカーボネート樹脂(B1)の吐出速度を58kg/hとした以外は、実施例1と同様にして(A11)と(B1)の積層体(E2)を得た。得られた積層体の厚みは0.8mm、(A11)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は40.0μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の吐出速度を4.5kg/hとし、ポリカーボネート樹脂(B1)の吐出速度を86kg/hとした以外は、実施例1と同様にして(A11)と(B1)の積層体(E3)を得た。得られた積層体の厚みは1.2mm、(A11)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は10.0μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例1で得た積層体(E1)の(A11)層上に、製造例6で得た熱硬化性樹脂組成物(a1)を硬化後の塗膜厚さが3~8μmとなるようバーコーターを用いて塗布し、25℃で15分間乾燥した後、130℃に設定した熱風循環乾燥機で1時間硬化して(A11)層にハードコート(a1)を備えた積層体(F1)を得た。高温高湿暴露試験の結果は150μmで合格であり、鉛筆引っかき硬度試験の結果は4Hで合格であり、耐衝撃性試験の結果は2.3Jで合格であり、耐熱性は130℃で合格であり、総合判定は合格であった。
実施例1で得た積層体(E1)の(A11)層上に、製造例7で得た光硬化性樹脂組成物(a2)を硬化後の塗膜厚さが3~8μmとなるようバーコーターを用いて塗布しPETフィルムで覆って圧着し、光源距離12cm、出力80W/cmの高圧水銀灯を備えたコンベアでラインスピード1.5m/分の条件で紫外線を照射し硬化させてPETフィルムを剥離し、(A11)層にハードコート(a2)を備えた積層体(F2)を得た。高温高湿暴露試験の結果は180μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は2.3Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例1で得た積層体(E1)の(A11)層上に、製造例7で得た光硬化性樹脂組成物(a2)を硬化後の塗膜厚さが3~8μmとなるようバーコーターを用いて塗布しPETフィルムで覆って圧着し、また(B1)層上に製造例8で得た光硬化性樹脂組成物(b)を硬化後の塗膜厚さが3~8μmとなるようバーコーターを用いて塗布しPETフィルムで覆って圧着し、光源距離12cm、出力80W/cmの高圧水銀灯を備えたコンベアでラインスピード1.5m/分の条件で紫外線を照射し硬化させてPETフィルムを剥離し、(A11)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F3)を得た。高温高湿暴露試験の結果は70μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は1.90Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例4で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例2で得た積層体(E2)を使用した以外は、実施例3と同様にして(A11)層にハードコート(a1)を備えた積層体(F4)を得た。高温高湿暴露試験の結果は200μmで合格であり、鉛筆引っかき硬度試験の結果は4Hで合格であり、耐衝撃性試験の結果は2.0Jで合格であり、耐熱性は130℃で合格であり、総合判定は合格であった。
実施例4で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例2で得た積層体(E2)を使用した以外は、実施例4と同様にして(A11)層にハードコート(a2)を備えた積層体(F5)を得た。高温高湿暴露試験の結果は210μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は2.0Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例4で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例2で得た積層体(E2)を使用した以外は、実施例5と同様にして(A11)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F6)を得た。高温高湿暴露試験の結果は120μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は1.8Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例4で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例3で得た積層体(E3)を使用した以外は、実施例3と同様にして(A11)層にハードコート(a1)を備えた積層体(F7)を得た。高温高湿暴露試験の結果は100μmで合格であり、鉛筆引っかき硬度試験の結果は4Hで合格であり、耐衝撃性試験の結果は2.3Jで合格であり、耐熱性は130℃で合格であり、総合判定は合格であった。
実施例4で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例3で得た積層体(E3)を使用した以外は、実施例4と同様にして(A11)層にハードコート(a2)を備えた積層体(F8)を得た。高温高湿暴露試験の結果は130μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は2.3Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例4で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例3で得た積層体(E3)を使用した以外は、実施例5と同様にして(A11)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F9)を得た。高温高湿暴露試験の結果は50μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は2.3Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、製造例2で得た積層樹脂(A12)を使用した以外は、実施例1と同様にして(A12)と(B1)の積層体(E4)を得た。得られた積層体の厚みは1.0mm、(A12)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は20μmで合格であり、鉛筆引っかき硬度試験の結果はHで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、製造例3で得た積層樹脂(A13)を使用した以外は、実施例1と同様にして(A13)と(B1)の積層体(E5)を得た。得られた積層体の厚みは1.0mm、(A13)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は15μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、製造例4で得た積層樹脂(A14)を使用した以外は、実施例1と同様にして(A14)と(B1)の積層体(E6)を得た。得られた積層体の厚みは1.0mm、(A14)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は20μmで合格であり、鉛筆引っかき硬度試験の結果はHで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例5で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例13で得た積層体(E4)を使用した以外は、実施例5と同様にして(A12)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F10)を得た。高温高湿暴露試験の結果は100μmで合格であり、鉛筆引っかき硬度試験の結果は4Hで合格であり、耐衝撃性試験の結果は1.8Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例5で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例14で得た積層体(E5)を使用した以外は、実施例5と同様にして(A13)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F11)を得た。高温高湿暴露試験の結果は90μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は2.3Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例5で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例14で得た積層体(E6)を使用した以外は、実施例5と同様にして(A14)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F12)を得た。高温高湿暴露試験の結果は70μmで合格であり、鉛筆引っかき硬度試験の結果は4Hで合格であり、耐衝撃性試験の結果は1.8Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、製造例5で得た積層樹脂(A15)を使用した以外は、実施例1と同様にして(A15)と(B1)の積層体(E7)を得た。得られた積層体の厚みは1.0mm、(A15)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は20μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例2で使用した積層樹脂(A11)の代わりに、製造例5で得た積層樹脂(A15)を使用した以外は、実施例2と同様にして(A15)と(B1)の積層体(E8)を得た。得られた積層体の厚みは0.8mm、(A15)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は20μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は2.3J以上で合格であり、総合判定は合格であった。
実施例5で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例19で得た積層体(E7)を使用した以外は、実施例5と同様にして(A15)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F13)を得た。高温高湿暴露試験の結果は70μmで合格であり、鉛筆引っかき硬度試験の結果は4Hで合格であり、耐衝撃性試験の結果は2.0Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)を(A15)へ変更し、吐出速度を4.5kg/hとし、ポリカーボネート樹脂(B1)の吐出速度を58kg/hとした以外は、実施例1と同様にして(A15)と(B1)の積層体(E9)を得た。得られた積層体の厚みは0.5mm、(A15)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は150μmで合格であり、鉛筆引っかき硬度試験の結果はFで合格であり、耐衝撃性試験の結果は1.8Jで合格であり、総合判定は合格であった。
実施例5で使用した積層体(E1)(実施例1で得られたもの)の代わりに、実施例22で得た積層体(E9)を使用した以外は、実施例5と同様にして(A15)層および(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F14)を得た。高温高湿暴露試験の結果は400μmで合格であり、鉛筆引っかき硬度試験の結果は3Hで合格であり、耐衝撃性試験の結果は1.0Jで合格であり、耐光性は0.4で合格であり、耐熱性は130℃で合格であり、塗膜密着性は120時間以上で合格であり、総合判定は合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、MS樹脂(A3)(新日鐵化学製MS樹脂。商品名:MS600)を使用して、軸径40mmの単軸押出機のシリンダ温度を220℃にした以外は、実施例1と同様にして(A3)と(B1)の積層体(E10)を得た。得られた積層体の厚みは1.0mm、(A3)層の厚みは中央付近で60μmであった。さらに実施例5と同様にして積層体(E18)の(A3)層及び(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F15)を得た。高温高湿暴露試験の結果は400μmで不合格であり、耐衝撃試験の結果は0.7Jで不合格であり、さらに耐熱性は95℃で不合格であり、総合判定は不合格であった。
実施例2で使用した積層樹脂(A11)の代わりに、MS樹脂(A3)(新日鐵化学製MS樹脂。商品名:MS600)を使用して、軸径40mmの単軸押出機のシリンダ温度を220℃にした以外は、実施例2と同様にして(A3)と(B1)の積層体(E11)を得た。得られた積層体の厚みは0.5mm、(A3)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果は1000μmで不合格であり、さらに耐衝撃性は0.19Jで不合格であり、総合判定は不合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、ポリメタクリル酸メチル樹脂(A4)(クラレ製、商品名:パラペットHR-L)を使用した以外は、実施例1と同様にして(A4)と(B1)の積層体(E12)を得た。得られた積層体の厚みは1.0mm、(A4)層の厚みは中央付近で60μmであった。さらに実施例5と同様にして積層体(E12)の(A4)層及び(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F16)を得た。高温高湿暴露試験の結果は1200μmで不合格であり、耐衝撃試験の結果は0.4Jで不合格であり、さらに耐熱性は110℃で不合格であり、総合判定は不合格であった。
実施例2で使用した積層樹脂(A11)の代わりに、ポリメタクリル酸メチル樹脂(A4)(クラレ製、商品名:パラペットHR-L)を使用した以外は、実施例2と同様にして(A4)と(B1)の積層体(E13)を得た。得られた積層体の厚みは0.5mm、(A4)層の厚みは中央付近で60μmであった。高温高湿暴露試験の結果、測定不能で不合格であり、さらに耐衝撃性の結果は0.15Jで不合格であり、総合判定は不合格であった。
実施例2で使用した積層樹脂(A11)の代わりに、ポリカーボネート樹脂(A5)(三菱エンジニアリングプラスチックス社製、商品名:ユーピロンH-3000、粘度平均分子量:19,000)を使用した以外は、実施例2と同様にして(A5)と(B1)の積層体(E22)を得た。得られた積層体の厚みは0.5mm、(A5)層は(B1)との区別がつきにくく(A5)層の厚みは不明であった。さらに実施例3と同様にして積層体(E22)の(A5)層にハードコート(a1)を備えた積層体(F)を得た。高温高湿暴露試験の結果は20μmで合格であったが、鉛筆引っかき硬度試験の結果はHBで不合格であり、総合判定は不合格であった。
実施例1で使用した積層樹脂(A11)の代わりに、比較製造例1で得た積層樹脂(A21)を使用した以外は、実施例1と同様にして(A21)と(B1)の積層体(E14)を得た。得られた積層体の厚みは1.0mm、(A21)層の厚みは中央付近で60μmであった。さらに実施例5と同様にして積層体(E14)の(A21)層及び(B1)層にそれぞれハードコート(a2)および(b)を備えた積層体(F17)を得た。高温高湿暴露試験の結果は70μmで合格であり、耐衝撃試験の結果は2.3Jで合格であり、さらに耐熱性は130℃で合格であったが、塗膜密着性試験にて72時間で碁盤目剥離が5/25で不合格であり、総合判定は不合格であった。
[発明の効果]


Claims (12)
- ポリカーボネートを含む基材層(B)の片面もしくは両面に、(メタ)アクリレート共重合体(C)を5~55質量%及びポリカーボネート(D)を95~45質量%含む樹脂層(A)が積層された合成樹脂積層体であって、
前記(メタ)アクリレート共重合体(C)が、下記式(1)で示される芳香族(メタ)アクリレート単位(c1)とメチルメタクリレート単位(c2)とを5~80/20~95の質量比(c1/c2)で含み、かつ、前記(メタ)アクリレート共重合体(C)の質量平均分子量が5,000~30,000であり、
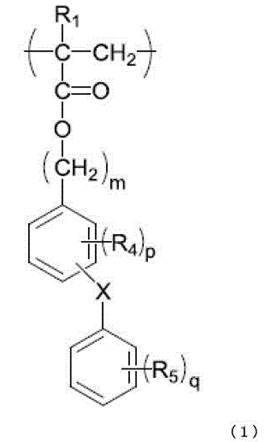
式(1)中、Xは、単結合、-C(R2)(R3)-、-C(=O)-、-O-、-OC(=O)- 、-OC(=O)O-、-S-、-SO-、-SO2-及びこれらの任意の組み合わせからなる群から選択される二価の基であり(ここで、R2及びR3は、各々独立に、水素原子、炭素数1~10の直鎖状アルキル基、炭素数3~10の分岐状アルキル基、炭素数3~10の環状アルキル基、炭素数1~10の直鎖状アルコキシ基、炭素数3 ~10の分岐状アルコキシ基、炭素数3~10の環状アルコキシ基、フェニル基又はフェニルフェニル基であり;R2及びR3は、相互に連結して、これらが結合する炭素原子と一緒になって炭素数3~10の環状アルキル基を形成していてもよい);
R1は、水素原子又はメチル基であり;
R4及びR5は、各々独立に、炭素数1~10の直鎖状アルキル基、炭素数3~10の分岐状アルキル基、炭素数3~10の環状アルキル基、炭素数1~10の直鎖状アルコキシ基、炭素数3~10の分岐状アルコキシ基、炭素数3~10の環状アルコキシ基、ハロゲン原子、フェニル基又はフェニルフェニル基であり
mは、1~10の整数であり;pは、0~4の整数であり;qは、0~5の整数である。)
前記ポリカーボネート(D)の粘度平均分子量が21,000~40,000であることを特徴とする合成樹脂積層体。 - 前記樹脂層(A)のガラス転移点が110~135℃である請求項1に記載の合成樹脂積層体。
- 前記樹脂層(A)の吸水率が0.05~0.5%である請求項1または2に記載の合成樹脂積層体。
- 前記樹脂層(A)の厚さが10~250μmであり、前記合成樹脂積層体のトータル厚さ(X)が0.1~2.0mmであり、(A)/(X)の厚み比が0.01~0.5である請求項1から3のいずれかに記載の合成樹脂積層体。
- 前記基材層(B)の粘度平均分子量が21,000~40,000である請求項1から請求項4のいずれかに記載の合成樹脂積層体。
- 前記樹脂層(A)および/または前記基材層(B)が紫外線吸収剤を含有する請求項1から請求項5のいずれかに記載の合成樹脂積層体。
- 前記樹脂層(A)の表面上にハードコート処理を施した請求項1から請求項6のいずれかに記載の合成樹脂積層体。
- 前記樹脂層(A)の表面上および前記基材層(B)の表面上にハードコート処理を施した請求項1から請求項6のいずれかに記載の合成樹脂積層体。
- 前記合成樹脂積層体の片面または両面に、反射防止処理、防汚処理、耐指紋処理、帯電防止処理、耐候性処理および防眩処理、蒸着処理のいずれか一つ以上を施した請求項1から請求項8のいずれかに記載の合成樹脂積層体。
- 請求項1から9のいずれかに記載の合成樹脂積層体を含む透明性基板材料。
- 請求項1から9のいずれかに記載の合成樹脂積層体を含む透明性保護材料。
- タッチパネルの電極基板に使用される請求項1から請求項9のいずれかに記載の合成樹脂積層体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480068669.2A CN105829105A (zh) | 2013-12-18 | 2014-12-17 | 合成树脂叠层体 |
| KR1020167018578A KR20160099614A (ko) | 2013-12-18 | 2014-12-17 | 합성 수지 적층체 |
| EP14873091.4A EP3085532A4 (en) | 2013-12-18 | 2014-12-17 | Synthetic resin laminate |
| US15/104,397 US9802395B2 (en) | 2013-12-18 | 2014-12-17 | Synthetic resin laminate |
| JP2015553576A JP6472385B2 (ja) | 2013-12-18 | 2014-12-17 | 合成樹脂積層体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013261731 | 2013-12-18 | ||
| JP2013-261731 | 2013-12-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015093516A1 true WO2015093516A1 (ja) | 2015-06-25 |
Family
ID=53402861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/083375 WO2015093516A1 (ja) | 2013-12-18 | 2014-12-17 | 合成樹脂積層体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9802395B2 (ja) |
| EP (1) | EP3085532A4 (ja) |
| JP (1) | JP6472385B2 (ja) |
| KR (1) | KR20160099614A (ja) |
| CN (1) | CN105829105A (ja) |
| TW (1) | TW201529319A (ja) |
| WO (1) | WO2015093516A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016125414A1 (ja) * | 2015-02-05 | 2016-08-11 | 三菱瓦斯化学株式会社 | ポリカーボネート樹脂組成物及びその成形体 |
| WO2018163889A1 (ja) * | 2017-03-06 | 2018-09-13 | 三菱瓦斯化学株式会社 | 樹脂積層体、及び樹脂積層体を含むカード |
| US10081729B2 (en) | 2013-10-07 | 2018-09-25 | Mitsubishi Gas Chemical Company, Inc. | (Meth)acrylic copolymer, resin composition, and molded product of said resin composition |
| US10150865B2 (en) | 2015-03-30 | 2018-12-11 | Mitsubishi Gas Chemical Company, Inc. | Resin composition and molded object obtained therefrom |
| JP2020164758A (ja) * | 2019-03-29 | 2020-10-08 | 住友ベークライト株式会社 | 樹脂組成物、成形体、光学性層、カバー部材および移動体 |
| CN114502356A (zh) * | 2019-10-09 | 2022-05-13 | 帝人株式会社 | 弯曲构件的制造方法和用于热弯的带硬涂层的聚碳酸酯树脂层叠体 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW202103965A (zh) * | 2019-03-29 | 2021-02-01 | 日商三菱瓦斯化學股份有限公司 | 防眩性積層體 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006103169A (ja) | 2004-10-06 | 2006-04-20 | Mitsubishi Gas Chem Co Inc | 液晶ディスプレーカバー用ポリカーボネート樹脂積層体 |
| JP2007237700A (ja) * | 2006-03-13 | 2007-09-20 | Mitsubishi Gas Chem Co Inc | ポリカーボネート樹脂積層体 |
| WO2008047940A1 (fr) * | 2006-10-20 | 2008-04-24 | Mgc Filsheet Co., Ltd. | Stratifié comprenant une résine de polycarbonate |
| JP2010167659A (ja) | 2009-01-22 | 2010-08-05 | Teijin Chem Ltd | 樹脂積層体 |
| JP2011500914A (ja) * | 2007-10-18 | 2011-01-06 | チェイル インダストリーズ インコーポレイテッド | メタクリル系共重合体、その製造方法およびこれを用いたメタクリル系樹脂組成物 |
| JP2011513575A (ja) * | 2008-03-13 | 2011-04-28 | チェイル インダストリーズ インコーポレイテッド | 相溶性を向上させた熱可塑性樹脂組成物 |
| WO2013125500A1 (ja) * | 2012-02-22 | 2013-08-29 | 三菱瓦斯化学株式会社 | 合成樹脂積層体 |
| WO2013172381A1 (ja) * | 2012-05-18 | 2013-11-21 | 三菱瓦斯化学株式会社 | 合成樹脂積層体 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4439494A (en) * | 1982-03-01 | 1984-03-27 | General Electric Company | Silyl-polyacrylates for polycarbonate substrates |
| US5759689A (en) * | 1996-06-13 | 1998-06-02 | General Electric Company | Coextruded polycarbonate sheet with improved weathering |
| US7652107B2 (en) * | 2005-10-31 | 2010-01-26 | Sabic Innovative Plastics Ip B.V. | Flame resistant polymer blends |
| KR101188349B1 (ko) * | 2008-12-17 | 2012-10-05 | 제일모직주식회사 | 투명성 및 내스크래치성이 향상된 폴리카보네이트계 수지 조성물 |
| JP2012178089A (ja) * | 2011-02-28 | 2012-09-13 | Sumitomo Chemical Co Ltd | 下部電極基板用樹脂板、下部電極板およびタッチパネル |
| WO2013094898A1 (ko) * | 2011-12-19 | 2013-06-27 | 제일모직 주식회사 | 열가소성 수지 조성물 및 그 성형품 |
-
2014
- 2014-12-17 US US15/104,397 patent/US9802395B2/en active Active
- 2014-12-17 KR KR1020167018578A patent/KR20160099614A/ko not_active Application Discontinuation
- 2014-12-17 EP EP14873091.4A patent/EP3085532A4/en not_active Withdrawn
- 2014-12-17 WO PCT/JP2014/083375 patent/WO2015093516A1/ja active Application Filing
- 2014-12-17 CN CN201480068669.2A patent/CN105829105A/zh active Pending
- 2014-12-17 JP JP2015553576A patent/JP6472385B2/ja active Active
- 2014-12-18 TW TW103144326A patent/TW201529319A/zh unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006103169A (ja) | 2004-10-06 | 2006-04-20 | Mitsubishi Gas Chem Co Inc | 液晶ディスプレーカバー用ポリカーボネート樹脂積層体 |
| JP2007237700A (ja) * | 2006-03-13 | 2007-09-20 | Mitsubishi Gas Chem Co Inc | ポリカーボネート樹脂積層体 |
| WO2008047940A1 (fr) * | 2006-10-20 | 2008-04-24 | Mgc Filsheet Co., Ltd. | Stratifié comprenant une résine de polycarbonate |
| JP2011500914A (ja) * | 2007-10-18 | 2011-01-06 | チェイル インダストリーズ インコーポレイテッド | メタクリル系共重合体、その製造方法およびこれを用いたメタクリル系樹脂組成物 |
| JP2011513575A (ja) * | 2008-03-13 | 2011-04-28 | チェイル インダストリーズ インコーポレイテッド | 相溶性を向上させた熱可塑性樹脂組成物 |
| JP2010167659A (ja) | 2009-01-22 | 2010-08-05 | Teijin Chem Ltd | 樹脂積層体 |
| WO2013125500A1 (ja) * | 2012-02-22 | 2013-08-29 | 三菱瓦斯化学株式会社 | 合成樹脂積層体 |
| WO2013172381A1 (ja) * | 2012-05-18 | 2013-11-21 | 三菱瓦斯化学株式会社 | 合成樹脂積層体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3085532A4 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10081729B2 (en) | 2013-10-07 | 2018-09-25 | Mitsubishi Gas Chemical Company, Inc. | (Meth)acrylic copolymer, resin composition, and molded product of said resin composition |
| US10731033B2 (en) | 2013-10-07 | 2020-08-04 | Mitsubishi Gas Chemical Company, Inc. | (Meth)acrylic copolymer, resin composition, and molded product of said resin composition |
| US10138372B2 (en) | 2015-02-05 | 2018-11-27 | Mitsubishi Gas Chemical Company, Inc. | Polycarbonate resin composition and article molded therefrom |
| WO2016125414A1 (ja) * | 2015-02-05 | 2016-08-11 | 三菱瓦斯化学株式会社 | ポリカーボネート樹脂組成物及びその成形体 |
| US10150865B2 (en) | 2015-03-30 | 2018-12-11 | Mitsubishi Gas Chemical Company, Inc. | Resin composition and molded object obtained therefrom |
| JPWO2018163889A1 (ja) * | 2017-03-06 | 2019-12-26 | 三菱瓦斯化学株式会社 | 樹脂積層体、及び樹脂積層体を含むカード |
| WO2018163889A1 (ja) * | 2017-03-06 | 2018-09-13 | 三菱瓦斯化学株式会社 | 樹脂積層体、及び樹脂積層体を含むカード |
| JP7015293B2 (ja) | 2017-03-06 | 2022-02-02 | 三菱瓦斯化学株式会社 | 樹脂積層体、及び樹脂積層体を含むカード |
| JP2020164758A (ja) * | 2019-03-29 | 2020-10-08 | 住友ベークライト株式会社 | 樹脂組成物、成形体、光学性層、カバー部材および移動体 |
| WO2020203458A1 (ja) * | 2019-03-29 | 2020-10-08 | 住友ベークライト株式会社 | 樹脂組成物、成形体、光学性層、カバー部材および移動体 |
| US11634579B2 (en) | 2019-03-29 | 2023-04-25 | Sumitomo Bakelite Co., Ltd. | Resin composition, molded body, optical layer, cover member and moving body |
| CN114502356A (zh) * | 2019-10-09 | 2022-05-13 | 帝人株式会社 | 弯曲构件的制造方法和用于热弯的带硬涂层的聚碳酸酯树脂层叠体 |
| CN114502356B (zh) * | 2019-10-09 | 2023-12-26 | 帝人株式会社 | 弯曲构件的制造方法和用于热弯的带硬涂层的聚碳酸酯树脂层叠体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105829105A (zh) | 2016-08-03 |
| EP3085532A4 (en) | 2017-08-16 |
| JPWO2015093516A1 (ja) | 2017-03-23 |
| JP6472385B2 (ja) | 2019-02-20 |
| TW201529319A (zh) | 2015-08-01 |
| US9802395B2 (en) | 2017-10-31 |
| US20160311204A1 (en) | 2016-10-27 |
| EP3085532A1 (en) | 2016-10-26 |
| KR20160099614A (ko) | 2016-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6068433B2 (ja) | 合成樹脂積層体 | |
| JP6472385B2 (ja) | 合成樹脂積層体 | |
| JP6571528B2 (ja) | 透明樹脂積層体 | |
| JP6068456B2 (ja) | 合成樹脂積層体 | |
| JP6630670B2 (ja) | 合成樹脂積層体 | |
| JPWO2016158827A1 (ja) | 積層体 | |
| JP6712926B2 (ja) | 透明樹脂積層体 | |
| WO2017094282A1 (ja) | 透明樹脂積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14873091 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015553576 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15104397 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014873091 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014873091 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167018578 Country of ref document: KR Kind code of ref document: A |